LAPORAN PILOT PLANT LAPORAN PILOT PLANT DISTILASI FRAKSIONAL DISTILASI FRAKSIONAL KELAS 3B / D3 KELAS 3B / D3 Oleh : Oleh : AJENG
AJENG DEWINTA DEWINTA U.A U.A 15314100941531410094 ANGELICA
ANGELICA ELISABETH ELISABETH 15314100951531410095 CICI
CICI MAULIDYA MAULIDYA S. S. 15314100361531410036 FEBI
FEBI AMAIRANI AMAIRANI R. R. 15314100581531410058 TAUFAN
TAUFAN PRASTIYA PRASTIYA 15314100161531410016 WILDAN
WILDAN FAHREZA FAHREZA 14314101371431410137
POLITEKNIK NEGERI MALANG POLITEKNIK NEGERI MALANG
MALANG MALANG
2017 2017
DISTILASI FRAKSIONAL
TUJUAN
(1) Mengerti dan memahami proses distilasi dalam kolom fraksinasi, (2) Mengoperasikan peralatan distilasi dengan benar dan aman, (3) Dapat menghitung plate, efisiensi tahap dan yield proses distilasi
(4) Dapat menghitung kebutuhan steam beserta panas yang dipertukarkan untuk proses distilasi.
DATA PENGAMATAN
Konsentrasi Feed awal (N) : 17 (24.4oC) Rate Cooling Water : 1.6 m3/a Suhu Stream Awal : 90oC Konsentrasi Awal Destilat : 85 Feed : 17 Bottom : 4 Luas (A) : 6.3 m3 Panas Laten : 589.3 x 10-7m Rate Per Ratio
20/30 = 50L / Jam 30/30 = 60L / Jam 30/40 = 70L / Jam A. Reflux Ratio 20/30 30/30 30/40 Feed 10% 10% 30% Destilat 60% 68% 72% Bottom 0% 0% 0%
B. Heat Exchanger
Ratio T Cooling Water T Reflux
Input Output Input Output
20/30 27.2 31.1 34.2 30.4
30/30 29 31 69 30
30/40 28 31.7 58.4 33
Tabel 2. Heat Exchanger
ANALISA DATA
a. Menghitung Jumlah Plate
Posisi fraksi 20/30 fraksi 30/30 fraksi 30/40
Etanol Air Etanol Air Etanol Air
Feed 0.1 0.9 0.1 0.9 0.3 0.7
Destilat 0.6 0.4 0.675 0.325 0.72 0.28
Bottom 0 1 0 1 0 1
Tabel 3 Fraksi dari masing masing reflux ratio
Gambar 1 Penentuan Stage Ratio 20/30
Enriching : yn+1 = R/(R+1) Xn + Xd/(R+1) q = (Hv – Hf)/(Hv-Hl)
Feed masuk suhu kamar
q line = 1.000000696 (Intercept)
q = 1436497.54
Enriching Intercept = 0.36
Gambar 2 Penentuan Stage Ratio 30/30
Enriching : yn+1 = R/(R+1) Xn + Xd/(R+1) q = (Hv – Hf)/(Hv-Hl)
= [Panas Laten + Cp etanol ( Tb – Tf )] / Panas Laten Feed masuk suhu kamar
q line = 1.000003 (Intercept)
q = 302677.8
Gambar 3 Penentuan Stage Ratio 30/40
Enriching : yn+1 = R/(R+1) Xn + Xd/(R+1) q = (Hv – Hf)/(Hv-Hl)
= [Panas Laten + Cp etanol ( Tb – Tf )] / Panas Laten Feed masuk suhu kamar
q line = 1.00000154 (Intercept)
q = 648036.6537
b. Menghitung Kebutuhan Steam
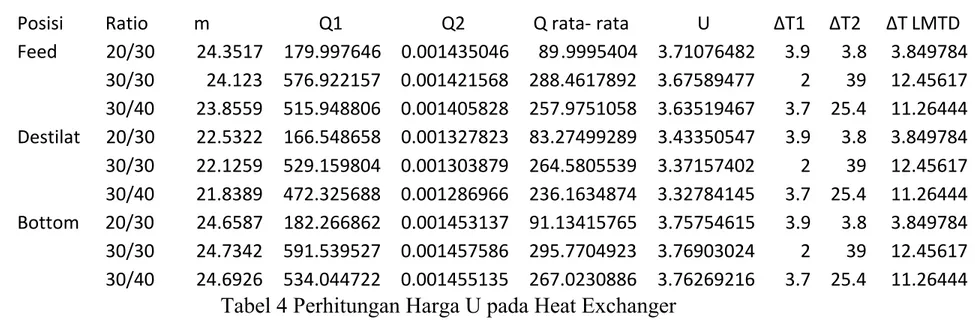
Posisi Ratio m Q1 Q2 Q rata- rata U ΔT1 ΔT2 ΔT LMTD
Feed 20/30 24.3517 179.997646 0.001435046 89.9995404 3.71076482 3.9 3.8 3.849784 30/30 24.123 576.922157 0.001421568 288.4617892 3.67589477 2 39 12.45617 30/40 23.8559 515.948806 0.001405828 257.9751058 3.63519467 3.7 25.4 11.26444 Destilat 20/30 22.5322 166.548658 0.001327823 83.27499289 3.43350547 3.9 3.8 3.849784 30/30 22.1259 529.159804 0.001303879 264.5805539 3.37157402 2 39 12.45617 30/40 21.8389 472.325688 0.001286966 236.1634874 3.32784145 3.7 25.4 11.26444 Bottom 20/30 24.6587 182.266862 0.001453137 91.13415765 3.75754615 3.9 3.8 3.849784 30/30 24.7342 591.539527 0.001457586 295.7704923 3.76903024 2 39 12.45617 30/40 24.6926 534.044722 0.001455135 267.0230886 3.76269216 3.7 25.4 11.26444
Tabel 4 Perhitungan Harga U pada Heat Exchanger
Rumus Perhitungan : N :
1000 => m = …. Q1 : m1 x Cp x ΔT LMTD > Cp etanol = 1,92 Q2 : m2 x Panas Laten > Panas Laten = 0,00005893
ΔT LMTD : [( max − ln( )
)]
U : Q rata− rata Contoh Perhitungan : N :
1000 (massa bisa di dapat dari densitas yang diukur dengan
piknometer) ΔT LMTD : [( max − ln( )
)]
= [(
3.9 − 3.8 ln(. .))]
= 3.849784 Q1 : m x Cp x ΔT LMTD > Cp etanol = 1,92 = 24.3517 x 1,92 x 3.849784 = 179.997646= 24.3517 x 0,00005893 = 0.001435046 U
:
Q rata− rata =
89.9995404 3.849784 6.3 = 3.71076482 PEMBAHASAN Cici Maulidya Susanti
Pada praktikum distilasi fraksional ini bertujuan untuk memahami proses destilasi kolom fraksinasi, dapat menghitung plate efisiensi tahap dan yield proses distilasi, dan dapat menghitung kebutuhan steam beserta panas yang diperlukan untuk proses distilasi. Pada skala pilot plant alat destilasi ini dihubungkan dengan heat exchanger yang berfungsi untuk penukar panas. Pertama yang dilakukan seblum praktikum berjalan adalah mengukur suhu feed awal, suhu feed awal dianggap sebagai suhu kamar (24.4oC) konsentrasi awal yang di dapat yaitu 17 N. Kemudian memastikan bukaan masing-masing valve dengan V1 awal (tutup) sedangkan V1
saat proses (open), V2 (tutup), V3 (buka), V4 (tutup), V5 (buka), V6 (tutup), V7 (tutup), V8 (tutup), V9 (buka), V10 (tutup), V11 (buka), V12 (tutup), V13 (tutup), V14 (tutup), V15 (tutup), V16 (tutup), dan V17 (tutup). Setelah itu menjalankan alat destilasi dan ditunggu sampai ada tetes pertama, setelah itu mengambil sampel bottom, feed dan distilat untuk diukur konsentrasinya menggunakan alkohol meter.
Kemudian dilakukan proses distilasi dengan variasi 3 rasio yang berbeda – beda, yakni 20/30; 30/30; dan 30/40. Perubahan dari satu rasio ke rasio lain dilakukan setiap 10 menit sekali untuk diambil sampel pada feed, destilat, dan bottomnya. Dari praktikum untuk rasio 20/30 dihasilkan Gambar 1 ternyata hasil dari plotting yang didapat bisa menghasilkan jumlah plate sebanyak 4. Sedangkan untuk refluk ratio 30/30; 30/40 masing- masing didapatkan jumlah plate yang diperlukan yaitu pada 30/30 sebanyak 3 plate dan pada 30/40 sebanyak 3 plate, dihasilkan plotting pada gambar 2, dan 3 dan plate sebenarnya di pilot plant mempunyai plate sebanyak 12 plate. Perbedaan plate teoritis dari hasil perhitungan dengan plate aktual disebabkan oleh besarnya konversi yang dibutuhkan untuk menguapkan etanol dengan kemurnian tertentu, sehingga pada reflux ratio dengan variabel yang sudah ditentukan tidak mencapai plate yang ada. Dari gambar 3 dapat dilihat kadar etanol yang dihasilkan pada refluk rasio 30/40 lebih banyak daripada reflux variabel lain, maka dari grafik tersebut dapat disimpulkan bahwa semakin tinggi perbandingan reflux rasio maka kadar etanol yang dihasilkan semakin besar dan semakin besar
Kemudian dari hasil analisa heat exchanger seperti pada tabel 4 yang kami ambil dari kelompok lain karena kelompok kami lupa mengambil data tersebut. Dapat dilihat bahwa harga U terendah dari bottom 20/30 sebesar 3.75754615, sedangkan harga U tetinggi dari destilat terdapat pada refluk ratio 30/20 sebesar 3.43350547 sehingga kebutuhan cooling water yang dibutuhkan untuk menukar kalor lebih besar dibandingkan dengan refluk ratio yang lain. Pada refluk ratio 30/30 terdapat perubahan suhu yang signifikan seperti pada tabel 2. Dimana perbedaan suhu masuk adalah 69oC diubah menjadi 30oC. Dari perbandingan yang sama yaitu
refluk ratio 30/30 dan 20/20 terdapat perbedaan yang signifikan.
Taufan Prastiya
Pada praktikum ini kami melakukan pengamatan pada proses destilasi fraksinasi dan heat exchanger. Dalam prosesnya destilasi adalah proses pemisahan antara zat satu dengan yang lain dengan memanfaatkan perbedaan titik didih yang terjadi 2 fase yaitu fase uap merupakan destilat dan untuk fase cair merupakan bottom product . Pada skala pilot plant alat destilasi ini
dihubungkan dengan heat exchanger yang berfungsi untuk penukar panas. Bahan yang akan dipisahkan adalah campuran air dan etanol.
Sebelum menyalakan alat, mengatur valve terlebih dahulu dengan V1 awal (tutup) sedangkan V1 saat proses (open), V2 (tutup), V3 (buka), V4 (tutup), V5 (buka), V6 (tutup), V7 (tutup), V8 (tutup), V9 (buka), V10 (tutup), V11 (buka), V12 (tutup), V13 (tutup), V14 (tutup), V15 (tutup), V16 (tutup), dan V17 (tutup).Memastikan valve yang dibuka maupun ditutup sesuai prosedur. Setelah itu menjalankan alat destilasi dengan menyalakan pompa dan steam dan
ditunggu sampai ada tetes pertama pada destilat. Kemudian dilakukan proses destilasi ini variabel reflux ratio yang digunakan yaitu 20/30, 30/30, 30/40. Setiap 10 menit melakukan perubahan satu rasio ke rasio yang lain dan pada variable ratio masing-masing tersebut diambil
sampel pada feed, bottom dan destilat. Dari praktikum untuk rasio 20/30 dihasilkan sebanyak 4 plate, pada 30/30 sebanyak 3 plate, dan pada 30/4 0 sebanyak 3 plate, untuk di pilot plant sendiri
mempunyai plate sebanyak 12 plate. Dari grafik tersebut dapat disimpulkan bahwa semakin tinggi perbandingan reflux rasio maka kadar etanol yang dihasilkan semakin besar dan semakin besar kadar etanol yang dihasilkan maka jumlah plate yang dibutuhkan semakin banyak.
Setelah itu dari hasil analisa heat exchanger dapat diketahui bahwa harga U pada bottom terlihat stabil tidak ada perbedaan yang signifikan, sedangkan harga U tetinggi pada destilat terdapat pada refluk ratio 20/30 sebesar3.43350547namun dengan refluk ratio yang lain
perbedaanya hanya sedikit sehingga kebutuhan cooling water yang dibutuhkan untuk menukar kalor lebih besar dibandingkan dengan refluk ratio yang lain. Pada refluk ratio 30/30 terdapat perubahan suhu yang signifikan seperti pada tabel 2. Dimana perbedaan suhu masuk adalah 69oC
diubah menjadi 30oC. Dari perbandingan yang sama yaitu refluk ratio 30/30 dan 30/40 terdapat perbedaan yang signifikan.