BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
PT. Cahaya Bintang Medan merupakan perusahaan yang bergerak dalam bidang industri furniture. Perusahaan memulai instalasi pada bulan Juni 2011. Bulan November 2011 mesin dan peralatan sudah dimasukkan dan dilakukan uji proses mesin tersebut. Produksi pertama dilakukan pada bulan Desember 2011 dengan produk awal adalah meja tulis sederhana dengan kode MTS 2015 yang memproduksi sebanyak 2000 unit. Perusahaan kemudian menyusun struktur organisasi pada bulan yang sama dimana jabatan tertinggi adalah jabatan Direktur. Direktur membawahi General Manager (GM) dan setiap departemen produksi masing-masing dipimpin oleh seorang SPV (Supervisor).
Bulan Januari 2012 dilakukan penambahan produksi dan penambahan jenis produk. Produk yang bertambah adalah lemari pakaian dan lemari hias. Akibat semakin banyak order, maka perusahaan juga melakukan penambahan karyawan secara langsung maupun dengan bantuan lembaga penyedia tenaga kerja.
Pemasaran produk sudah mencakup beberapa kota untuk domestik seperti : kota Medan dan sekitarnya, Banda Aceh, Pekanbaru dan Sibolga. Perusahaan juga membangun kerjasama yang baik dengan toko-toko mebel yang sudah menjadi langganannya dengan memberikan informasi mengenai produk dan melakukan bazar setiap tahun. Dalam bidang pengembangan tenaga kerja, perusahaan
mendirikan lembaga pelatihan tenaga kerja yang saat ini masih berlokasi di area perusahaan juga.
2.2. Ruang Lingkup Bidang Usaha
PT. Cahaya Bintang Medan bergerak dalam bidang industri furniture pembuatan meja tulis, lemari pakaian, lemari hias yang siap dipasarkan kepada konsumen langsung maupun distributor dengan pemasaran di daerah Sumatera, khususnya daerah Sumatera Utara. PT. Cahaya Bintang Medan juga memiliki Cabang di daerah-daerah lain di Indonesia meliputi Bogor, Jakarta, Lampung, Padang dan lain-lain.
Perusahaan ini berproduksi berdasarkan pesanan dari konsumen (make to order). Apabila ada permintaan konsumen langsung, maka permintaan tersebut akan dikerjakan terlebih dahulu.
2.3. Struktur Organisasi
Organisasi merupakan sekelompok orang yang berkerja sama untuk mencapai suatu tujuan tertentu, sedangkan struktur organisasi adalah kerangka antara hubungan dari orang-orang atau unit-unit organisasi yang masing-masing memiliki tugas, tanggung jawab dan wewenang tertentu. Dalam suatu struktur organisasi harus menunjukan satuan-satuan organisasi dari garis wewenang sehingga terlihat jelas batasan-batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah kondisi untuk mencapai tujuan perusahaan.
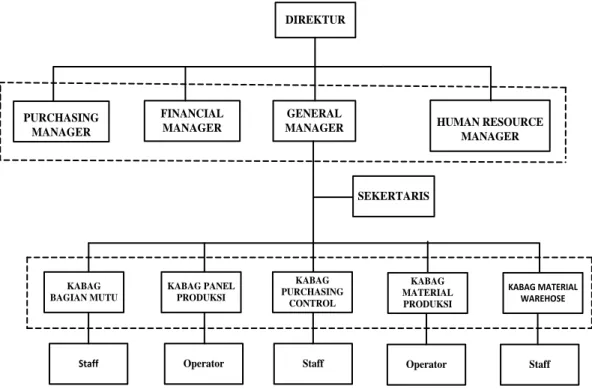
Struktur organisasi yang digunakan PT. Cahaya Bintang Medan adalah berbentuk campuran lini dan fungsional. Struktur organisasi berbentuk lini dapat dilihat dengan adanya pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan tertentu secara langsung, serta pemberian wewenang dan tanggung jawab yang bergerak vertikal ke bawah dengan pendelegasian yang tegas melalui jenjang hirarki yang ada. Struktur organisasi fungsional dapat dilihat dengan adanya pemisahan/pembagian tugas, pendelegasian wewenang serta pembatasan tanggung jawab yang tegas pada setiap bidang. Struktur organisasi perusahaan PT. Cahaya Bintang Medan dapat dilihat pada Gambar 2.1 berikut:
DIREKTUR
FINANCIAL
MANAGER HUMAN RESOURCE
MANAGER GENERAL MANAGER KABAG BAGIAN MUTU KABAG PURCHASING CONTROL KABAG MATERIAL WAREHOSE KABAG MATERIAL PRODUKSI KABAG PANEL PRODUKSI SEKERTARIS
Staff Operator Staff Operator Staff
PURCHASING MANAGER
2.3.1. Uraian Tugas dan Tanggung Jawab
PT. Cahaya Bintang Medan memiliki pembagian tugas dan wewenang
pada masing-masing jabatan sebagai berikut:
1. Direktur
Tugas :
a. Memantau kinerja karyawan dan proses bisnis yang berlangsung agar tidak keluar jalur dari prosedur yang telah ditetapkan sehingga dapat mencapai visi dan misi perusahaan.
b. Bertanggung jawab mengawasi kinerja perusahaan. Wewenang :
a. Menyetujui program penjualan yang diajukan direktur pemasaran. b. Mengotorisasi surat penawaran harga.
c. Mengambil keputusan atas informasi yang telah didapatkan untuk dapat mencapai visi dan misi perusahaan.
d. Menentukan gaji untuk setiap karyawan yang bekerja di PT Cahaya Bintang Medan.
e. Memecat karyawan yang telah melanggar peraturan yang sebelumnya telah ditetapkan oleh lembaga perlindungan buruh.
2. General Manager
Tugas :
a. Bertanggung jawab dan memberikan laporan produksi setiap bulan kepada direktur.
b. Menyetujui anggaran dan harga pokok penjualan Wewenang :
a. Mengotorisasi perencanaan produksi. b. Mengotorisasi pelaksanaan produksi.
3. Finance Manager
Tugas :
a. Mengatur dan mengawasi keluar masuk kas perusahaan. b. Mengevaluasi performa keuangan dan investasi perusahaan.
c. Membuat analisis keuangan dan investasi perusahaan untuk masa yang akan datang
Wewenang :
a. Mengajukan strategi perencanaan keuangan dan investasi perusahaan.
b. Mengotorisasi dokumen-dokumen dalam penerimaan dan pengeluaran kas.
c. Memberikan keputusan terkait aliran keuangan perusahaan
4. Accounting Manager
Tugas :
a. Memantau tanggal jatuh tempo hutang perusahaan kepada supplier. b. Menghitung sisa pembayaran yang harus dilakukan.
d. Mencatat transaksi-transaksi lainnya yang berpengaruh terhadap keuangan perusahaan.
e. Membuat laporan keuangan secara keseluruhan untuk General Manager Head Office.
Wewenang :
a. Meminta dokumen-dokumen transaksi untuk pencatatan akuntansi. b. Meminta pertanggungjawaban bagian terkait atas keabsahan
data transaksi.
5. Human Resource Manager
Tugas :
a. Mengatur dan melaksanakan proses perekrutan, pengangkatan, dan pemberhentian karyawan.
b. Mengawasi terpenuhinya hak dan kewajiban karyawan.
c. Mengatur dan melaksanakan administrasi tata usaha karyawan. d. Mengajukan hal-hal yang berhubungan dengan pemenuhan
kebutuhan karyawan.
e. Membuat perhitungan dan rekapitulasi gaji/upah karyawan
f. Membuat laporan personalia untuk General Manager Head Office. Wewenang :
a. Memilih karyawan baru sesuai kualifikasi yang ditentukan. b. Mengajukan konsep kebijakan yang berkaitan dengan karyawan
6. Sekertaris
Tugas dan Wewenang:
a. Membantu manager produksi dalam kegiatan penyusunan berkas/arsip perusahaan.
b. Membantu manager produksi membuat laporan penjadwalan produksi.
c. Membuat laporan pertanggung jawaban kepada manager produksi secara periodik.
7. Kepala Bagian Pengendalian Mutu
Tugas dan Wewenang:
a. Menghitung kerusakan komponen yang telah dibor dan dilaminating.
b. Melaksanakan pengawasan terhadap mutu produk mulai dari bahan baku sampai menjadi produk jadi
c. Menganalisa dan pengawasan produk jadi yang sudah ada di gudang, terutama dalam masalah pengeluaran stock.
8. Kepala Bagian Panel Produksi Tugas dan Wewenang:
a. Membantu manajer produksi dalam hal mengkoordinir jadwal produksi dan pengawasan kegiatan proses produksi.
b. Bertanggung jawab terhadap kelancaran kegiatan produksi dan menjadi perantara komunikasi antara para pekerja/operator dengan manajer produksi.
c. Memiliki wewenang untuk mengatur para pekerja/operator dan ikut bekerjasama dalam kelangsungan proses produksi.
d. Memberikan laporan secara periodik kepada manajer produksi mengenai proses produksi yang berlangsung.
9. Kepala Bagian Purchasing Control
Tugas dan Wewenang:
a. Melaksanakan dan mengkoordinir seluruh pengolahan yang berhubungan dengan pembelian dan penyimpanan bahan baku.
b. Merancang dan merencanakan sistem pengadaan dan persediaan bahan.
c. Mengutamakan kualitas bahan baku yang dibeli
10. Kepala Bagian Material Produksi
Tugas dan Wewenang:
a. Mendistribusikan bahan baku dan material lain ke lantai produksi. b. Menolak bahan baku dan material lain yang tidak sesuai dengan
yang dibutuhkan.
c. Mengkoordinir penggunaan dan mengawasi aliran material selama proses produksi.
d. Membuat laporan secara periodik kepada manajer produksi.
11. Kepala Bagian Material Warehouse
Tugas dan Wewenang:
a. Melakukan prosedur pergudangan terhadap barang-barang dan material produksi.
b. Mengatur tata letak barang atau cadangan barang/produk yang siap dipasarkan.
c. Bertanggung jawab kepada manager produksi jika terjadi kekurangan produk dan ketidakteraturan gudang.
d. Membuat laporan secara periodik kepada manajer produksi.
12. Staff dan Operator
Tugas dan Wewenang:
Staff dan operator bekerja secara langsung di lantai produksi sesuai dengan departemen masing-masing yang bertanggung jawab terhadap kelangsungan proses produksi secara langsung dan bekerja dengan pengawasan masing-masing kepala bagian.
2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan
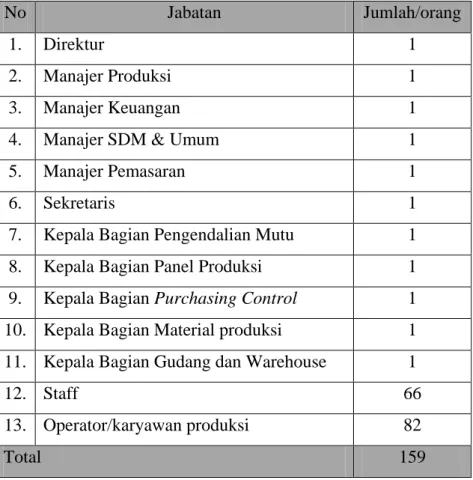
Jumlah Tenaga kerja yang terdapat di PT. Cahaya Bintang Medan memiliki
159 orang tenaga kerja, dengan perincian jumlah tenaga kerja dapat dilihat pada Tabel 2.1. pada halaman selanjutnya :
Tabel 2.1 Perincian Tenaga Kerja PT. Cahaya Bintang Medan
No Jabatan Jumlah/orang
1. Direktur 1
2. Manajer Produksi 1
3. Manajer Keuangan 1
4. Manajer SDM & Umum 1
5. Manajer Pemasaran 1
6. Sekretaris 1
7. Kepala Bagian Pengendalian Mutu 1 8. Kepala Bagian Panel Produksi 1 9. Kepala Bagian Purchasing Control 1 10. Kepala Bagian Material produksi 1 11. Kepala Bagian Gudang dan Warehouse 1
12. Staff 66
13. Operator/karyawan produksi 82
Total 159
Sumber : PT. Cahaya Bintang Medan
2.3.3. Pembagian Shift Kerja
Pengaturan waktu kerja pada PT. Cahaya Bintang Medan dibagi menjadi 2 shift. Setiap karyawan memiliki jam kerja setiap hari adalah 7 jam atau 42 jam dalam seminggu, dengan hari kerja Senin sampai Sabtu, namun pada hari Sabtu jam kerjanya hanya sampai pkl : 12.00 WIB (setengah hari saja). Perinciannya adalah sebagai berikut :
Senin – Kamis Shift I: pkl 07.00 WIB – 12.00 WIB = waktu kerja pkl 12.00 WIB – 13.00 WIB = waktu istirahat pkl 13.00 WIB – 16.00 WIB = waktu kerja
Shift II: pkl 16.00 WIB – 21.00 WIB = waktu kerja pkl 21.00 WIB – 22.00 WIB = waktu istirahat
pkl 22.00 WIB – 01.00 WIB (besok harinya) = waktu kerja
Jumat, Shift I: pkl 07.00 WIB – 12.00 WIB = waktu kerja pkl 12.00 WIB – 13.30 WIB = waktu istirahat pkl 13.30 WIB – 16.00 WIB = waktu kerja Shift II: pkl 16.00 WIB – 21.00 WIB = waktu kerja
pkl 21.00 WIB – 22.00 WIB = waktu istirahat
pkl 22.00 WIB – 01.00 WIB (besok harinya) = waktu kerja
Sabtu, Shift I : pkl 07.00 WIB – 12.00 WIB = waktu kerja Shift II : pkl 12.00 WIB – 17.00 WIB = waktu kerja
2.3.4. Sistem Pengupahan dan fasilitas yang Digunakan
Peningkatan produktivitas dapat dilakukan dengan meningkatkan kesejahteraan para karyawan. Hal terpenting dalam meningkatkan kesejahteraan karyawan adalah cukupnya biaya dalam memenuhi kebutuhan hidup karyawan yaitu dalam bentuk upah. Sistem pengupahan karyawan berupa balas jasa di PT. Cahaya Bintang Medan dibedakan atas :
1. Gaji bulanan diberikan kepada pegawai staff yang besarnya tetap setiap bulan pada bidangnya masing
3. Perusahaan juga memberikan uang keterampilan, uang transportasi, bonus prestasi dan Tunjangan hari Raya (THR).
2.4. Proses Produksi
Secara Umum, proses produksi pembuatan furniture dari bahan baku partikel board terdiri atas 9 stasiun kerja :
1. Stasiun laminating 2. Stasiun cutting 3. Moulding 4. Hollow Press 5. Stasiun egdebanding 6. Stasiun boring 7. Wrapping 8. Stasiun finising 9. Stasiun packeging
2.4.1. Bahan yang digunakan
Bahan-bahan yang digunakan pada Pabrik Furniture di PT. Cahaya Bintang Medan akan dikelompokkan berdasarkan proses produksinya diuraikan berikut ini.
2.4.1.1. Bahan Baku
Bahan baku adalah bahan bahan utama dalam kegiatan proses produksi, yang sifat dan bentuknya akan mengalami perubahan fisik, dimana bahan ini
langsung ikut dalam proses produksi sampai dihasilkannya produk. PT. Cahaya Bintang Medan menggunakan bahan baku sebagai berikut :
1. Particle Board
Particle board merupakan bahan baku yang terbuat dari serbuk kayu yang di beri perekat kemudian di press bentuk lembaran-lembaran yang memiliki ketebalan tertentu dan dipotong dengan berbagai jenis ukuran. PT. Cahaya Bintang Medan memiliki 3 ukuran tebal particle board yang dijadikan bahan baku yaitu : 122 x 244 cm tebal 15 mm, 122 x 244 cm tebal 12 mm dan 122 x 244 cm tebal 3 mm. Bahan baku particle board berasal dari PT. Canang yang berada di Belawan – Medan. Sebagian bahan baku di import dari negara Malaysia.
2. Kertas Laminasi
Kertas laminasi digunakan untuk melapisi particle board yang polos dan kasar sehingga particle board memiliki warna dan corak yang indah. Kertas laminasi juga menambah kehalusan dan corak dari produk.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dan ditambahkan pada proses produksi untuk membantu menghasilkan produk, namun bahan tersebut tidak terlihat, atau tidak terkandung pada produk akhir. Bahan tambahan ini dibutuhkan jauh lebih kecil dibanding bahan baku. PT. Cahaya Bintang Medan menggunakan bahan tambahan sebagai berikut :
1. Lem
Lem merupakan bahan tambahan yang diperlukan untuk merekatkan lembar laminasi dengan particle board dalam proses laminating.
2. Paku
Paku adalah alat pengikat antara satu komponen dengan komponen lainnya sehingga dapat membentuk suatu kerangka fungsional. Proses perakitan membutuhkan paku sebagai alat pengikat antar komponen particle board.
3. Sekrup
Sekrup adalah alat pengikat seperti paku yang berbentuk ulir pada batangnya. Sekrup berfungsi untuk membentuk ikatan yang lebih kuat pada particle board. Proses perakitan juga membutuhkan jenis sekrup ulir luar (jantan) dan ulir dalam (betina) yang disusun dalam satu unit. 4. Engsel pintu dan Engsel pen
Engsel pintu merupakan alat untuk menyatukan pintu agar mudah dibuka dan ditutup dengan bukaan yang baik. Engsel pintu digunakan untuk perakitan pintu lemari pakaian dan lemari hias, dengan bukaan pintu 90 derajat atau 175 derajat. Ada yang slow motion ditutup perlahan-lahan, ada pula yang sistem tekan. Selain engsel pintu, perakitan juga membutuhkan engsel pen yaitu engsel yang dapat dipisahkan. Engsel pen dibutuhkan dalam perakitan khususnya untuk lemari dan baby locker.
Handle pintu merupakan alat yang berfungsi sebagai tarikan pintu. Jenis handle pintu yang digunakan adalah jenis lebar memanjang untuk lemari pakaian dan lemari hias. Sementara untuk baby locker, lemari meja belajar dan box meja tulis sederhana menggunakan handle pintu jenis knob (bulat).
6. Dempul (wood filler)
Dempul (wood filler) berfungsi untuk mengisi pori-pori kayu. Pelarut untuk dempul ada dua macam yaitu air dan thinner. Pengisian dempul bisa mengurangi dalamnya pori-pori kayu sehingga permukaan kayu menjadi rata dan halus. Proses penggunaan dempul dilakukan pada tahap finishing.
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan untuk menyalesaikan suatu produk dan keberadaanya dari bahan penolong ini tidak mengurangi nilai produk yang dihasilkan atau dengan kata lain, bahan ini tidak terdapat dalam produk. PT. Cahaya Bintang Medan menggunakan bahan penolong sebagai berikut :
1. Kertas karton lipat
Kertas karton lipat berfungsi sebagai alat kemas komponen particle board yang sudah selesai disusun pada tahap packing untuk dikirim kepada consumen.
Label Olympic digunakan untuk menyatakan merek dari produk Furniture yang di buat oleh PT. Cahaya Bintang Medan.
2.4.2. Jumlah dan Spesifikasi Produk
PT. Cahaya Bintang Medan menghasilkan berbagai jenis produk diantaranya: meja tulis sederhana, lemari pakaian, lemari hias. Adapun spesifikasi dari masing-masing produk adalah sebagai berikut
1. Meja tulis sederhana
Meja tulis sederhana yang diproduksi memiliki warna corak laminasi Beech. Ukuran meja tulis sederhana yaitu: PxLxT, 122x60x70 cm. Meja tulis sederhana tersebut memiliki 1 laci dan 1 box yang dilengkapi dengan kunci.
2. Lemari pakaian
Lemari pakaian yang diproduksi memiliki warna corak laminasi dark oak. Ukuran lemari pakaian 3 pintu yaitu: PxLxT, 110x40x180 cm. Lemari pakaian 3 pintu memiliki 3 ruang yang dibagi oleh 2 komponen penyekat. Bagian tengahnya memiliki 1 laci, bagian kanannya ditambahkan sepotong kayu yang dibentuk sedemikian rupa untuk dijadikan tempat hanger gantungan baju atau kemeja, dan bagian kirinya dibagi atas 4 box yang dipisahkan oleh 3 komponen penyekat sebagai tempat pakaian yang dilipat.
Lemari hias yang diproduksi memiliki warna corak laminasi dark oak. Ukuran meja rias keseluruhan yaitu: 170x40x90 cm, dengan tinggi meja saja 60 cm. dilengkapi dengan tempat rak- rak kaca.
2.4.3. Uraian Produksi
Proses produksi merupakan cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu produk dengan mengoptimalkan sumber daya produksi (tenaga kerja, mesin, material/bahan baku, modal dan informasi) yang ada. Proses produksi yang dapat diuraikan sebagai berikut:
a. Stasiun Laminasi
Stasiun laminasi merupakan stasiun awal proses produksi. Pada stasiun ini terdapat mesin laminator untuk proses laminasi particle board. Adapun proses pada stasiun laminasi yaitu sebagai berikut :
1. Bahan baku particle board diangkut dari gudang bahan baku menuju stasiun laminasi menggunakan fork lift. Sebelum dimasukkan ke dalam mesin laminator, particle board disusun terlebih dahulu diatas rel katrol per 40 lembar.
2. Particle board dimasukkan selembar demi selembar ke dalam mesin laminator secara manual oleh operator. Di dalam mesin laminator, particle board mengalami proses pengeleman secara merata di atas permukaannya. Particle board yang sudah terkena lem diteruskan ke bagian pengeringan dengan suhu yang sudah ditentukan yaitu 60° C, tujuannya agar permukaan particle board tidak terlalu basah oleh lem.
Selanjutnya particle board diteruskan ke bagian roll laminasi untuk dilakukan proses laminasi.
3. Setelah keluar dari mesin laminasi, dipotong kertas laminasi yang masih tersisa pada pinggiran particle board menggunakan pisau cutter secara manual oleh operator agar lebih rapi.
4. Particle board yang sudah rapi disusun di atas rel katrol per 40 lembar secara manual oleh operator untuk diangkut fork lift ke stasiun pemotongan/cutting.
b. Stasiun Cutting
Stasiun cutting merupakan stasiun ke-2 setelah stasiun laminasi. Pada stasiun ini terdapat mesin cutting untuk memotong particle board dengan ukuran tertentu menjadi bentuk komponen. Adapun proses produksi pada stasiun cutting yaitu sebagai berikut:
1. Particle board yang sudah masuk ke stasiun cutting diletakkan di atas rel katrol menggunakan fork lift sebelum dimasukkan ke dalam mesin cutting.
2. Monitor sebagai alat ukur pemotongan particle board distel oleh operator agar disesuaikan dengan ukuran yang diinginkan.
3. Particle board dimasukkan selembar demi selembar ke dalam mesin cutting secara manual oleh operator.
4. Hasil pemotongan berupa komponen-komponen yang lebih kecil dikeluarkan oleh operator dan disusun di atas meja mesin sedemikian
rupa. Kemudian diangkat dan disusun secara manual oleh operator ke rel katrol untuk dilanjutkan ke stasiun berikutnya dan sisanya langsung ke stasiun edgebanding dengan menggunakan fork lift.
c. Stasiun Moulding
Stasiun moulding merupakan stasiun ke-3 setelah stasiun Cutting. Pada stasiun ini terdapat mesin moulding tetapi tidak semua komponen diproses. Adapun proses produksi pada stasiun moulding yaitu sebagai berikut: 1. Komponen yang sudah masuk ke stasiun moulding diletakkan di atas
rel katrol menggunakan fork lift sebelum masuk ke dalam mesin moulding.
2. Komponen dimasukkan ke dalam mesin moulding satu persatu secara manual oleh operator.
3. Komponen yang keluar dari mesin moulding disusun rapi di atas rel katrol secara manual oleh operator untuk diangkut fork lift ke stasiun edge banding.
d. Stasiun Hollow Press
Stasiun hollow press merupakan stasiun ke-4 setelah stasiun Moulding.
Pada stasiun ini terdapat mesin Hydrollic Press. Stasiun ini di gunakan untuk menyatukan komponen yang telah di rekatkan terlebih dahulu lalu di press hingga komponen benar-benar merekat menjadi satu.
e. Stasiun Edgebanding
Stasiun edgebanding merupakan stasiun ke-5 setelah stasiun Hollow press. Pada stasiun ini terdapat mesin edgebanding. Adapun proses produksi pada stasiun edgebanding yaitu sebagai berikut:
1. Semua komponen yang sudah masuk ke stasiun edgebanding diletakkan di atas rel katrol menggunakan fork lift sebelum masuk ke dalam mesin edgebanding.
2. Komponen dimasukkan satu persatu ke dalam mesin edgebanding secara manual oleh operator. Di dalam mesin, hanya bagian tepi komponen saja yang terlapisi oleh eging.
3. Komponen yang sudah keluar dari mesin edgebanding di periksa oleh operator dan dikikis bagian pita yang tersisa secara manual dengan pisau cutter agar lebih rapi
4. Komponen yang sudah rapi disusun diatas rel katrol secara manual oleh operator agar diangkut ke stasiun pengeboran/boring dengan menggunakan fork lift.
. f. Stasiun Boring
Stasiun boring merupakan stasiun ke-6 setelah stasiun edge banding. Pada stasiun ini terdapat mesin boring. Adapun proses produksi pada stasiun boring yaitu sebagai berikut: boring
1. Semua komponen yang sudah masuk ke stasiun boring diletakkan di atas rel katrol menggunakan fork lift sebelum masuk ke dalam mesin boring.
2. Komponen dimasukkan satu persatu kedalam mesin boring. Di dalam mesin boring komponen dibor pada bagian yang sudah ditentukan. 3. Komponen yang sudah dibor keluar dari mesin boring dan disusun
secara manual di atas rel katrol.
4. Beberapa komponen diangkut ke stasiun perakitan untuk dijadikan sampel secara manual oleh operator. Jika komponen yang dirakit sudah sesuai (tidak mengalami kecacatan produk) maka semua komponen langsung diangkut ke stasiun finishing menggunakan fork lift.
g. Stasiun Finishing
Stasiun Finishing merupakan stasiun ke-7 setelah stasiun perakitan. Pada stasiun ini, dilakukan pengecekan kembali kondisi komponen apakah ada goresan saat proses produksi berlangsung. Adapun proses produksi pada stasiun finishing yaitu sebagai berikut:
1. Semua komponen yang sudah masuk ke stasiun finishing diletakkan di atas rel katrol menggunakan fork lift sebelum dicek oleh operator. 2. Komponen yang ternyata mengalami goresan didempul oleh operator
3. Komponen yang sudah bersih disusun diatas rel katrol secara manual oleh ooperator agar diangkut ke stasiun packing dengan menggunakan fork lift.
h. Stasiun Packing
Stasiun packing merupakan stasiun terakhir. Pada stasiun ini terdapat alat roll aliran bahan yang berfungsi untuk menjalankan komponen saat dikemas. Adapun proses produksi pada stasiun packing yaitu sebagai berikut:
1. Semua komponen yang sudah masuk ke stasiun packing diletakkan di atas beberapa rel katrol menggunakan fork lift.
2. Disusun sedemikian rupa kertas karton lipat dalam keadaan terbuka diatas roll aliran bahan untuk dijadikan sebagai kemasan komponen. Bagian luar kertas karton lipat sudah tertera merk, nama produk, tipe produk, tanggal pembuatan, quantity dan label perusahaan
3. Seiring berjalannya kemasan, pada saat itu juga masing-masing komponen Produk dan aksesoris pendukung dimasukkan lalu disusun oleh operator secara manual.
4. Kemasan yang sudah dipenuhi oleh semua komponen pembentuk dan aksesoris kemudian di lak band secara manual oleh operator.
5. Produk yang sudah dikemas, selanjutnya disusun diatas rel katrol untuk diangkut ke gudang produk jadi menggunakan fork lift sebelum dipasarkan.
2.4.4. Mesin dan Peralatan
Mesin yang digunakan PT. Cahaya Bintang Medan sebagian besar adalah buatan luar negeri seperti Cina, Taiwan, Jepang, Italia. Namun ada juga yang dibeli dari dalam negeri. Teknologi yang digunakan dalam pelaksanaan proses produksi di pabrik tidaklah terotomatisasi, dimana seluruh kegiatan melibatkan tenaga manusia sebagai operator yang mendesain dan mengontrol jalannya proses produksi di pabrik.
2.4.4.1. Mesin Produksi
Mesin produksi adalah semua peralatan yang memerlukan penggerak, yang digunakan dalam proses produksi. Mesin-Mesin dan peralatan yang digunakan diperusahaan PT. Cahaya Bintang Medan dalam pembuatan furniture untuk setiap stasiunnya adalah sebagai berikut:
a. Stasiun Laminating
1. Glue Laminator
Fungsi : Untuk memberikan lem pada seluruh permukaan PB
Merek/Type : 01L
Luas daerah kerja : φ 1500 mm, 2400 mm
Spesifikasi : 35 Hp, 380 V, 3 fase, 50 Hz, 54,5 A Jumlah : 1 unit
2. Laminator Oven
Fungsi : Untuk pengeringan lem pada partikel board Jumlah : 1 unit
Merk : GMV 207
Ukuran : 4500 mm x 1500mm
Spesifikasi : 15 Hp, 380 V, 3 fase, 50 Hz Merek Elektomotor : ABB motor
Ketebalan Plat : 70 mm
Asal : Swedia
3. Laminator Press
Fungsi : Untuk pengepresan pada partikel board yang telah dilapisi foil.
Jumlah : 1 unit
Ukuran : 2300 mm x 1500 mm
Merk : Teco
4. Lift Table Electric
Fungsi : Untuk mengangkat beben berat Kapasistas : 1 Ton
Jumlah : 1 unit Tegangan : 380 Volt
Fasa : 3 Fasa
b. Stasiun Cutting
1. Panel Saw Section
Fungsi : Untuk memotong lembaran partikel board sesuai dengan ukuran yang diinginkan.
Merk : Machinery CL Model : CPS-8 No. S2583 Pembuatan : Agustus 2008 Dimensi : 500 x 75 x 150 cm Power : 380V/ 50Hz Daya Dinamo : 15 Hp c. Stasiun Moulding 1. Mini Glue
Fungsi : Untuk pengeleman pada partikel board Jumlah : 1 Unit Merk : ATT Daya : 15 Kw Putaran : 1460 Rpm Arus : 30,3 Amp Tegangan : 380 Volt Fasa : 3 Fase
2. Hydrolic Press
Fungsi : Untuk menekan atau mengepres partikel board panjang : 1620 mm
lebar : 1400 mm tinngi : 2440 mm
kapasitas : 2400 pics/ jam ( 10-15 detik/ press) convayer : 400mm ( E.motor 2 hp 3 phase)
vibrator : E.motor 5, 5 hp
vibrator hopper: E.motor 2 hp 3 phase vibrator press : E.motor 2 hp 3 phase
3. CNC Router
Fungsi : Alat untuk mengukir kayu Jumlah : 1 Unit Merk : Jinlida Spesifikasi : 18,5 Hp, 220/380 V, 3 fase, 50 Hz Kec Putaran : ½ - 3 rpm Ketebalan plat : 70 mm 4. Moulding Spindle
Fungsi : Untuk membuat lis profil dengan kapasitas besar Jumlah : 4 Unit:
Merk : Demag
Asal : Inggris
Cos ϕ : 0,85 5. Double N Tenoner
Fungsi : Untuk proses pembuatan pen Jumlah : 1 Unit Merk : Jinlida Spesifikasi : 35 Hp, 380 V, 3 fase, 50 Hz, 54 A Kec Putaran :10 Rpm Mata pisau : ½” , ¾” Cos ϕ : 0,85 d. Stasiun Boring 1. Multi Bor
Fungsi : Untuk membuat lubang pada setiap sisi partikel board Jumlah : 4 Unit Merk : Bosch Spesifikasi : 380 V, 50 Hz, 11 A Kec Putaran : 1-3 rpm Ketebalan Plat : 50 mm 2. Vertickal Bor
Fungsi : Untuk membuat lubang ke arah vertickal Jumlah : 2 Unit
Merk : Bosch Kec Putaran : 10 rpm
Kedalaman Putaran : 50 mm 3. Horizontal Bor
Fungsi : Untuk membuat lubang ke arah horizontal Merk : Altex / Shen Shing
Model : TC – 600 4S
Tanggal Pembuatan : November 1999 / April 2002
Dimensi : 130 x 130 x 170 cm / 150 x 150 x 250 cm Power : 11 HP / 8 KW / 19 A /3 PH /380V
d. Stasiun Egde Banding
1. Egde bading profil
Fungsi : Untuk membuat profil pada bahan yang berukuran besar Lebar : 4m (2m / 1m) Power : 3kw Berat : 2000 kgs Wire diameter : 2mm - 4mm Dimensi : 5200x800x1400(mm) 2. Edge Banding Sraightt
Fungsi :Untuk melapisi pinggiran pada partikel board dengan eging
Jumlah : 3 Unit
Merk : Jingseng
Spindle speed : 6000 Rpm SPindle diameter : 40 mm
2.4.4.2. Peralatan (Equipment)
Peralatan produksi adalah semua peralatan yang tidak memerlukan penggerak yang digunakan dalam proses produksi. Adapun penjelasan mengenai peralatan produksi yang ada di PT. Cahaya Bintang Medan sebagai berikut:
1. Roller Conveyer
Fungsi : Untuk meindahkan PB ke mesin laminator Glue Jumlah : 1 unit
Merk : GMV 207
Ukuran : 3000 mm x 200 mm 2. Meja Bantu Laminasi
Fungsi : Untuk tempat partikel board yang selesai di lapisi foil. Jumlah : 1 unit
Ukuran : 2000 mm x 4000 mm 2. Rel Katrol
Fungsi : Untuk tempat partikel board agar mudah di dorong . Jumlah : 1 unit
Ukuran : 3000 mm x 500 mm
3. Pallet Bord : Untuk alat bantu pengangkutan material handling Ukuran : 1200 mm x 1300 mm x 16 cm
Fungsi : Pisau pemotong permukaan Diameter : 10 diameter pitch
Tekanan Sudut : 14,5 derajat
2.4.4.3. Utilitas
Yang dimaksud dengan utilitas dalam sebuah pabrik adalah unit pembantu produksi yang tidak terlibat secara langsung terhadap bahan baku, tetapi penunjang proses agar produksi dapat berjalan lancar. Utilitas yang terdapat pada PT. Cahaya Bintang Medan antara lain sebagai berikut:
1. Energi listrik yang diperoleh dari PLN dengan kebutuhan setiap bilan sekitar 45.000 KWH.
2. Air, untuk kebutuhan penyediaan air di dapat dari PDM Tirtanadi dengan kebutuhan tiap bulannya sekitar 100 m3
2.4.4.4. Safety and Fire Protection
Pihak PT. Cahaya Medan melakukan tindakan pengamanan (safety), berupa pencegahan terhadap bahaya kebakaran yang mungkin timbul. Maka perusahaan ini melakukannya dengan memisahkan letak bahan baku yang muda terbakar dengan sumber api. Pada perusahaan ini tindakan fire protection yang dilakukan adalah dengan memberikan penutup pada panel listrik, menyediakan racun api berupa alat pemadam api ringan, pada jarak tertentu dilantai pabrik atau daerah yang muda terjadi kebakaran.