PERANCANGAN TEMPAT KERJA DENGAN PENDEKATAN ERGONOMI DAN SLP (SYSTEMATIC LAYOUT PLANNING) UNTUK MENINGKATKAN
PRODUKTIVITAS PADA PROSES PRODUKSI SAPU LIDI HIAS DI CV. CHANTIQA HANDYCRAFT
TESIS
Oleh
YEYETTTTII MEMEUUTTHHIIAA HHAASSIIBBUUAANN 057025009/TI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
2010
Universitas Sumatera Utara
Universitas Sumatera Utara
ABSTRAK
CV Chantiqa Handycraft merupakan salah satu industri kecil yang bergerak dalam bidang pengolahan limbah pertanian seperti eceng gondok, pandan duri, batok kelapa, pelepah daun kelapa sawit untuk menjadi aneka perabotan rumah tangga dan hiasan seperti tempat sabun, keranjang tikar, meja, kursi dan sapu lidi hias. Sebagai perusahaan lokal yang sederhana, CV Chantiqa Handycraft melakukan proses produksi pada tempat kerja yang tidak terpusat yang menyebabkan terjadinya back tracking transportation sehingga waktu transportasi yang terjadi menjadi besar.
Selain itu, fasilitas yang kurang memadai juga turut mewarnai aktivitas produksi pada CV Chantiqa Handycaft yang menimbulkan keluhan sakit pada otot pekerja. Penelitian ini berguna untuk merancang tempat kerja baru yang terpusat untuk mengurangi waktu transportasi dan merancang fasilitas kerja yang ergonomis untuk meminimisasi keluhan musculoskeletal dalam upaya peningkatan produktivitas.
Pendekatan yang digunakan dalam perancangan fasilitas kerja adalah metode standar Nordic dan REBA dan dalam perancangan tataletak digunakan metode systematic layout planning (SLP). Gambaran kondisi eksisting yang diperoleh dianalisis dan dievaluasi sehingga dapat menghasilkan fasilitas kerja yang ergonomis dan tataletak komponen yang baru dalam penataan tempat kerja baru sehingga dapat meningkat produktivitas lantai pabrik yang dilihat dari penurunan keluhan MSDs sebesar 75%, pekerjaan yang seimbang antara tubuh kanan dan kiri, serta menurunnya nilai momen untuk tataletak yang diusulkan sebesar 1798747,5 meter/tahun.
Kata Kunci : Standard Nordic Questionairre (SNQ), Ergonomi, Postur Kerja, Systematic Layout Planning (SLP)
Universitas Sumatera Utara
ABSTRACT
CV Chantiqa Handicraft is one of the small industrial sector engaged in processing agricultural waste such as eceng gondok, pandan duri, batok kelapa, pelepah daun kelapa sawit to the various household furnishings and decorations like a soap, baskets mats, tables, chairs and “sapu lidi hias”. As a local company a simple, CV Chantiqa Handicraft production process at a workplace that is not centralized causing transportation back tracking so that when the transportation is going to be great.
In addition, inadequate facilities also paint production activities in the CV Chantiqa Handycaft causing muscle pain complaints of workers. This research is useful for designing new workplace-centered to reduce transportation time and designing an ergonomic work facilities to minimize musculoskeletal disorders in an effort to increase productivity.
The approach used in the design of work facilities are standard methods and REBA, Nordic design and layout used in the systematic method of layout planning (SLP). The image obtained by the existing conditions were analyzed and evaluated so as to produce an ergonomic working facilities and the layout of the new components in the new workplace arrangements that can increase the productivity of the factory floor as seen from the decrease in complaints MSDS for 75%, work your body in balance between the right and left, and the declining value of the moment for the layout of the proposed registration 1798747.5 meters / year.
Key Words : Standard Nordic Questionairre (SNQ), ergonomics, working posture, systematic layout planning (SLP)
Universitas Sumatera Utara
DAFTAR ISI
Halaman
ABTRAK... i
ABSTRACT... ii
KATA PENGANTAR... iii
RIWAYAT HIDUP... iv
DAFTAR ISI... v
DAFTAR TABEL... ix
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN... xiii
BAB I. PENDAHULUAN... 1
1.1. Latar Belakang ... 1
1.2. Perumusan Masalah... 4
1.3. Tujuan Penelitian... 5
1.4. Manfaat Penelitian... 5
1.5. Ruang Lingkup Masalah ... 5
1.6. Sistematika Penulisan Draft Tesis ... 6
BAB II. GAMBARAN UMUM PERUSAHAAN ... 8
2.1. Sejarah Perusahaan ... 8
2.2. Proses Produksi ... 10
2.2.1. Bahan yang Digunakan ... 10
2.2.2. Uraian Proses Produksi ... 11
Universitas Sumatera Utara
2.3. Mesin dan peralatan ... 14
2.4. Aliran Proses CV Chantiqa Handycraft ... 14
BAB III. LANDASAN TEORI ... 16
3.1. Ergonomi dan Produktivitas ... 16
3.2. Keluhan Musculoskeletal ... 18
3.3. Perancangan Produk Bedasarkan Antropometri ... 21
3.4. Tataletak Pabrik ... 23
3.4.1. Tujuan Tataletak Pabrik ... ... 23
3.4.2. Persoalan Pemindahan Bahan dan Pengaruh ... 26
3.4.3. Pengertian Pemindahan Bahan ... 27
3.4.4. Tujuan Utama Kegiatan Pemindahan Bahan ... 27
3.4.5. Minimisasi Material handling ... 29
3.5. Systematic Layout Planning ... 30
3.5.1. ARC ... 31
3.5.2. Diagram Hubungan Ruangan ... 35
3.6. Algoritma Craft ... 37
BAB IV. METODOLOGI PENLITIAN... 40
4.1. Lokasi dan Waktu Penelitian ... 40
4.2. Objek dan Populasi Penelitian ... 40
4.3. Jenis Penelitian ... 40
4.4. Pengumpulan Data ... 41
4.4.1. Metode Pengumpulan Data ... 41
4.4.2. Jenis Data ... 41
Universitas Sumatera Utara
4.4.3. Instrumen/Alat Pengumpul Data ... 43
4.4.4. Pengolahan dan Analisis Data ... 43
4.5. Tahapan Penelitian ... 44
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA... 48
5.1. Data Keluhan Musculoskeletal Tiap Operator dan Penilaiannya .... 48
5.2. Data Elemen Kegiatan dan Penilaian Postur Kerja tiap Elemen Kegiatan dengan Menggunakan Metode REBA ... 51
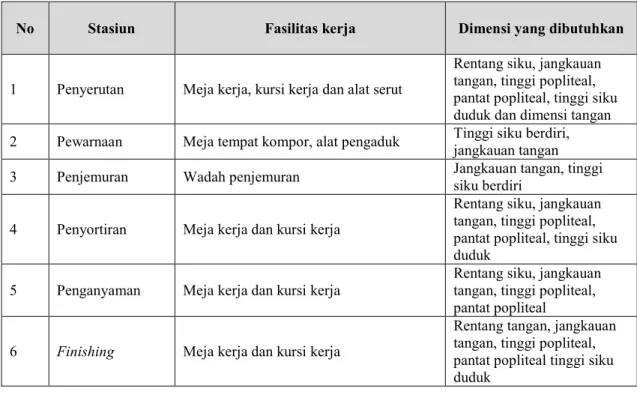
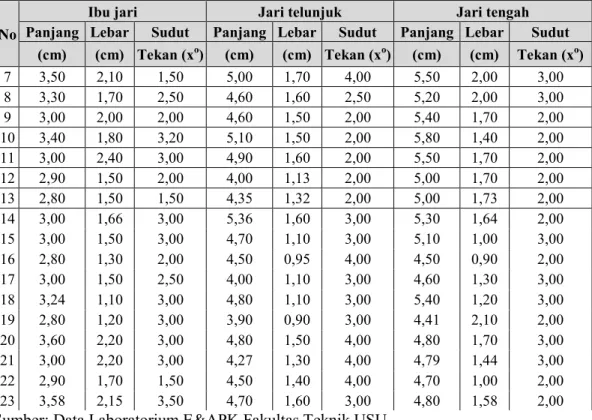
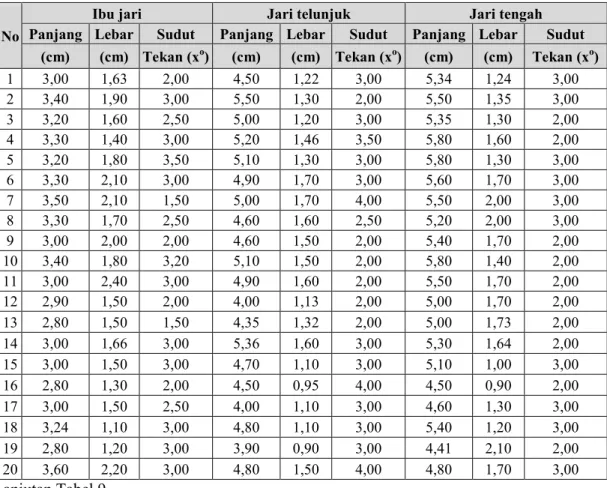
5.3. Data Antropometri dan Pengolahannya ... 55
5.3.1. Perhitungan Rata-rata, Standar Deviasi, Nilai Maksimum dan Minimum ... 58
5.3.2. Uji Keseragaman Data ... 61
5.3.3. Uji Kecukupan Data ... 64
5.3.4. Uji Kenormalan Data dengan Chi-Square ... 66
5.3.5. Penetapan Data Antropometri ... 67
5.4. Urutan Proses Produksi ... 69
5.5. Bill Of Material ... 71
5.6. Data Waktu Pemindahan Bahan ... 71
5.7. Tataletak Aktual ... 72
5.7.1. Penggambaran Block layout Aktual Departemen Produksi... 75
5.7.2. Penentuan Jarak Antar Departemen ... 77
5.7.3. Perhitungan Waktu Baku Pemindahan Bahan ... 77
5.7.4. Perhitungan Kecepatan Pemindahan Bahan ... 79
5.7.5. Perhitungan Frekuensi Perpindahan Material Antara Departemen ... 79
Universitas Sumatera Utara
5.7.6. Perhitungan Total Momen Pada Tataletak Awal ... 80
5.8. Perancangan Tataletak Lantai Produksi dengan Menggunakan SLP (Systematic Layout Planning) ... 81
5.8.1. Penentuan Jarak Antar Departemen ... 88
5.9. Algoritma Craft ... 96
BAB VI. HASIL PERANCANGAN... 100
6.1. Analisa Keluhan Musculoskeletal Berdasarkan Hasil Identifikasi SNQ dan Hasil Penilaian Postur Verja REBA ... 100
6.2. Perancangan Fasilitas Kerja ... 104
6.3. Analisa Tataletak Aktual ... 105
6.4. Perancangan Tataletak Usulan ... 107
6.5. Perbandingan Antara Tataletak Aktual dan Tataletak Usulan .... 109
6.6. Perancangan Metode Kerja Berdasarkan Fasilitas Kerja dan Kerja dan Tataletak Usulan ... 110
6.7. Perbandingan Antara Metde Kerja Usulan dan Metode Kerja Aktual ... 117
6.8. SOP Tiap Stasiun Berdasarkan Metode Kerja, Fasilitas Kerja dan Tataletak Usulan ... 118
BAB VII. KESIMPULAN DAN SARAN... 121
7.1. Kesimpulan... 121
7.2. Saran... 122
DAFTAR PUSTAKA... 123
LAMPIRAN... 125
Universitas Sumatera Utara
ABSTRAK
CV Chantiqa Handycraft merupakan salah satu industri kecil yang bergerak dalam bidang pengolahan limbah pertanian seperti eceng gondok, pandan duri, batok kelapa, pelepah daun kelapa sawit untuk menjadi aneka perabotan rumah tangga dan hiasan seperti tempat sabun, keranjang tikar, meja, kursi dan sapu lidi hias. Sebagai perusahaan lokal yang sederhana, CV Chantiqa Handycraft melakukan proses produksi pada tempat kerja yang tidak terpusat yang menyebabkan terjadinya back tracking transportation sehingga waktu transportasi yang terjadi menjadi besar.
Selain itu, fasilitas yang kurang memadai juga turut mewarnai aktivitas produksi pada CV Chantiqa Handycaft yang menimbulkan keluhan sakit pada otot pekerja. Penelitian ini berguna untuk merancang tempat kerja baru yang terpusat untuk mengurangi waktu transportasi dan merancang fasilitas kerja yang ergonomis untuk meminimisasi keluhan musculoskeletal dalam upaya peningkatan produktivitas.
Pendekatan yang digunakan dalam perancangan fasilitas kerja adalah metode standar Nordic dan REBA dan dalam perancangan tataletak digunakan metode systematic layout planning (SLP). Gambaran kondisi eksisting yang diperoleh dianalisis dan dievaluasi sehingga dapat menghasilkan fasilitas kerja yang ergonomis dan tataletak komponen yang baru dalam penataan tempat kerja baru sehingga dapat meningkat produktivitas lantai pabrik yang dilihat dari penurunan keluhan MSDs sebesar 75%, pekerjaan yang seimbang antara tubuh kanan dan kiri, serta menurunnya nilai momen untuk tataletak yang diusulkan sebesar 1798747,5 meter/tahun.
Kata Kunci : Standard Nordic Questionairre (SNQ), Ergonomi, Postur Kerja, Systematic Layout Planning (SLP)
Universitas Sumatera Utara
ABSTRACT
CV Chantiqa Handicraft is one of the small industrial sector engaged in processing agricultural waste such as eceng gondok, pandan duri, batok kelapa, pelepah daun kelapa sawit to the various household furnishings and decorations like a soap, baskets mats, tables, chairs and “sapu lidi hias”. As a local company a simple, CV Chantiqa Handicraft production process at a workplace that is not centralized causing transportation back tracking so that when the transportation is going to be great.
In addition, inadequate facilities also paint production activities in the CV Chantiqa Handycaft causing muscle pain complaints of workers. This research is useful for designing new workplace-centered to reduce transportation time and designing an ergonomic work facilities to minimize musculoskeletal disorders in an effort to increase productivity.
The approach used in the design of work facilities are standard methods and REBA, Nordic design and layout used in the systematic method of layout planning (SLP). The image obtained by the existing conditions were analyzed and evaluated so as to produce an ergonomic working facilities and the layout of the new components in the new workplace arrangements that can increase the productivity of the factory floor as seen from the decrease in complaints MSDS for 75%, work your body in balance between the right and left, and the declining value of the moment for the layout of the proposed registration 1798747.5 meters / year.
Key Words : Standard Nordic Questionairre (SNQ), ergonomics, working posture, systematic layout planning (SLP)
Universitas Sumatera Utara
BAB I PENDAHULUAN
1.1. Latar belakang
Perkembangan perekonomian dunia serta meningkatnya dampak pemanasan global yang mengindikasikan pengaruh buruk sentra-sentra perekonomian khususnya perindustrian terhadap lingkungan menuntut negara-negara pelaku industri untuk menerapkan industri ramah lingkungan, artinya kegiatan industri harus turut melakukan pelestarian lingkungan dengan pengolahan limbah secara terpadu. Pasar Eropa hanya membeli produk-produk yang dalam prosesnya menerapkan industri ramah lingkungan.
Indonesia sebagai negara berkembang dengan GDP (Gross Domestic Product) dari sektor perindustrian sebesar 30,6%; pertanian sebesar 14,7% dan jasa sebesar 54,6% juga turut memperoleh dampak tersebut. Jadi penerapan industri ramah lingkungan akhirnya menjadi salah satu fokus pemerintah untuk meningkatkan devisa dari sektor ekspor (The World Factbook, 2007).
Kelapa sawit sebagai salah satu tanaman komoditas eksport unggulan negara Indonesia yang akan dijual ke pasar dunia dalam bentuk CPO dan PKO merupakan produk utama dari pengolahan kelapa sawit di Indonesia. Industri hulu kelapa sawit ini sangat diperlukan oleh industri-industri besar di dunia khususnya Eropa seperti industri kosmetik, sabun, biodiesel, dan lain sebagainya.
Universitas Sumatera Utara
Penerapan industri ramah lingkungan dalam industri kelapa sawit dilakukan dengan menjalankan industri hilir yang memanfaatkan limbah dari tanaman kelapa sawit menjadi produk yang memiliki nilai tambah. Limbah kelapa sawit yang dapat dimanfaatkan seperti batang, daun, pelepah daun, akar, tandan buah kosong, dan lain- lain untuk diproduksi menjadi produk yang bermanfaat seperti briket, kompos, tikar, sapu lidi, dan lain sebagainya.
CV Chantiqa Handycraft merupakan suatu perusahaan lokal yang berada di kawasan Kampung Lalang Sumatera Utara yang bergerak dalam pengolahan limbah pertanian seperti eceng gondok, pandan duri, batok kelapa, pelepah daun kelapa sawit, bambu, dan lain-lain yang diproduksi menjadi aneka perabotan rumah tangga dan hiasan seperti tempat sabun, keranjang, tikar, meja, kursi, dan sapu lidi hias.
CV Chantiqa Handycraft telah melakukan upaya menerapkan pelestarian lingkungan khususnya pada produk sapu lidi hias. Sapu lidi hias tidak hanya produk yang ramah lingkungan karena terbuat dari limbah kelapa sawit tetapi juga memiliki nilai budaya yang tinggi karena terdapat ukiran anyaman khas budaya setempat yaitu budaya melayu. Untuk memperingati detik-detik proklamasi, pada bulan Agustus CV Chantiqa Handycraft memproduksi sapu lidi hias dengan warna merah putih yang melambangkan kecintaan terhadap tanah air Indonesia.
Sebagai perusahaan lokal yang masih tergolong sederhana, CV Chantiqa Handycraft melakukan proses produksi pada tempat kerja yang tidak terpusat yang ditunjukkan penempatan stasiun-stasiun kerja yang berada di lokasi yang berbeda
Universitas Sumatera Utara
seperti stasiun sortasi, pewarnaan, penjemuran dan finishing (penyelesaian) dilakukan di gedung CV Chantiqa Handycraft sedangkan untuk stasiun penyerutan dan penganyaman dilakukan di rumah-rumah pengrajin yang jaraknya cukup jauh.
Adapun jarak dari workshop ke rumah-rumah pengrajin yakni stasiun penyerutan dan stasiun penganyaman masing-masing 2 km. Penguraian jarak antar stasiun kerja meliputi:
Penyerutan à pewarnaan 2 km Penyortiran à penganyaman 2 km Penganyaman à finishing 2 km
Hal ini menyebabkan perusahaan harus mengirim bahan baku ke pengrajin lalu mengambil kembali setelah menjadi barang setengah jadi secara berulang-ulang sehingga terjadi back tracking transportation (aktivitas transportasi yang terjadi bolak balik) yang menyebabkan waktu transportasi yang cukup panjang yang menimbulkan biaya transportasi yang tinggi. Tempat kerja yang tidak terpusat dan back tracking transportation tidak memenuhi tujuan utama dan ciri-ciri tataletak yang baik yaitu memudahkan proses manufaktur dan meminimumkan pemindahan material (JT.Black,1991) serta meminimumkan langkah balik (backtrack) (Hadiguna, 2008).
Fasilitas yang kurang memadai juga turut mewarnai aktivitas produksi pada CV Chantiqa Handycraft yang berhubungan dengan tingkat produktivitas seperti
Universitas Sumatera Utara
proses penganyaman yang dilakukan tanpa fasilitas kerja yang memadai yang menimbulkan keluhan sakit pada otot pekerja.
1.2. Perumusan Masalah
Setelah melakukan pengamatan pendahuluan pada CV Chantiqa Handycraft, peneliti menemukan beberapa fenomena yang terjadi di lantai produksi yaitu diantaranya:
Proses produksi yang dilakukan tidak berada dalam satu lokasi yang terpusat, selama ini beberapa proses dilakukan di rumah-rumah pengrajin bukan di gedung khusus milik Chantika Handycraft seperti pada proses penyerutan dan penganyaman, tataletak komponen yang tidak sesuai dengan pola aliran bahan serta fasilitas kerja yang kurang memadai. Tempat kerja yang tidak terpusat menyebabkan lemahnya kontrol dari perusahaan terhadap proses produksi yang dilakukan di rumah-rumah pengrajin. Fasilitas kerja yang kurang memadai menyebabkan tingkat produktivitas yang rendah sehingga tidak mampu memenuhi permintaan pasar sapu lidi hias. Tata letak yang tidak tidak sesuai dengan pola aliran bahan sehingga terjadi back tracking transportation pada proses produksi yang menyebabkan waktu transportasi yang relatif tinggi.
Berdasarkan uraian latar belakang dan identifikasi masalah dapat dirumuskan pokok permasalahan yaitu tempat kerja yang tidak terpusat pada satu lokasi dan
Universitas Sumatera Utara
tataletak yang tidak sesuai dengan pola aliran bahan serta tidak tersedianya fasilitas kerja yang mendukung.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah sebagai berikut:
1. Merancang metode kerja yang ergonomis berdasarkan fasilitas kerja usulan 2. Merancang tempat kerja yang terpusat untuk mengurangi waktu transportasi
dalam upaya peningkatan produktivitas.
1.4. Manfaat Penelitian 1. Secara teoritis
Perancangan tataletak yang terpusat dapat memenuhi tujuan utama dari tataletak yaitu memudahkan proses manufaktur dan meminimumkan pemindahan material (JT. Black 1991).
2. Secara aplikasi
Pada thesis ini rancangan tempat kerja dan perbaikan tata letak dilakukan dengan perancangan fasilitas kerja dan tata letak komponen untuk mengurangi keluhan musculoskeletal, mengeliminasi non value added activities sehingga diperoleh prosedur kerja yang ergonomis dan dapat mempersingkat waktu operasi sehingga diperoleh waktu siklus produksi yang lebih singkat.
Universitas Sumatera Utara
1.5. Ruang Lingkup Masalah
Dalam melakukan penelitian, dilakukan pembatasan yaitu tidak membahas mengenai biaya perubahan tata letak yang direncanakan.
1.6. Sistematika Penulisan Draft Tesis
Sistematika yang digunakan dalam penulisan draft thesis ini terdiri atas beberapa bagian.
Bab I Pendahuluan
Menguraikan tentang latar belakang masalah, perumusan masalah, tujuan dan sasaran penelitian, ruang lingkup dan asumsi penelitian dan sistematika penulisan laporan penelitian.
Bab II Gambaran Umum Perusahaan
Menguraikan tentang gambaran umum perusahaan seperti sejarah perusahaan, ruang lingkup usaha, uraian proses produksi.
Bab III Landasan Teori
Menguraikan tentang literatur yang melandasi dan mendukung penelitian ini.
Memberikan pemahaman singkat melalui penjelasan umum, uraian pengertian dan teori-teori.
Bab IV Metodologi Penelitian
Menguraikan tentang metodologi penelitan sebagai kerangka pemecahan masalah baik dalam mengumpulkan data ataupun dalam menganalisis data yang diperoleh.
Universitas Sumatera Utara
Bab V Pengumpulan dan Pengolahan Data
Menguraikan tentang data-data yang dikumpulkan untuk kepentingan penelitian dan pengolahan data sesuai dengan metodologi penelitian.
Bab VI Hasil Perancangan
Menguraikan tentang analisis dari hasil pengolahan data yang telah dilakukan.
Bab VII Kesimpulan dan Saran
Menguraikan tentang kesimpulan yang didapat dari hasil pemecahan masalah dan saran-saran yang diberikan kepada pihak perusahaan.
Universitas Sumatera Utara
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Chantiqa Handycraft merupakan suatu jenis usaha kerajinan yang memanfaatkan limbah dari tanaman kelapa sawit yang selanjutnya diolah menjadi barang yang memiliki nilai tambah dan dapat mendatangkan keuntungan.
Chantiqa Handycraft didirikan oleh Bapak Komar. Beliau merupakan penggagas bergeraknya dunia seni di Sumatera. Lulus dari Jurusan Seni tahun 1973 kemudian beliau menyeberang dari Pulau Jawa, tepatnya di daerah Tasikmalaya ke daerah Sumatera Utara untuk menyalurkan ilmu seni yang dimilikinya.
Bapak Komar mulai mengajar dari satu tempat ke tempat yang lain sebagai penyuluh, beliau kemudian diangkat menjadi pegawai di Dinas Perindustrian dan Perdagangan Provinsi Sumatera Utara. Setelah menjadi pegawai beliau lebih disibukkan untuk menyuluh di berbagai tempat mengenai kerajinan seni. Kemudian pada tahun 1980 beliau diangkat menjadi Ketua Dekranas (Dewan Kerajinan Nasional) sampai beliau pensiun saat ini.
Chantiqa Handycraft terletak di Jalan Medan-Binjai Km 10 Gang Damai.
Usaha ini sebenarnya merupakan suatu workshop yang didirikan oleh Bapak Komar untuk menuangkan inovasi-inovasi baru yang diciptakannya, kemudian beliau berbagi hasil inovasi barunya kepada mayarakat sekitar. Kemudian bagi masyarakat sekitar
yang menjalankan inovasi ini akhirnya menjadi suatu usaha bagi mereka. Pada usaha ini tidak hanya mengolah sapu lidi saja, akan tetapi banyak sekali bahan kerajinan lain yang diolah, antara lain bambu, rotan, eceng gondok, sabut kelapa, batok kelapa, pandan dan lain-lain. Semua sumber alam tersebut dapat diolah menjadi suatu benda yang memiliki nilai seni tinggi.
Sapu lidi hias merupakan satu inovasi baru yang diciptakan oleh Bapak Komar untuk meningkatkan nilai jual dari suatu sapu lidi. Sapu lidi biasanya dijual dengan warna alami dari lidi sendiri. Akan tetapi dengan keterampilan yang dimiliki oleh Bapak Komar, beliau mencoba untuk menberi suatu sentuhan seni dengan menambahkan warna pada sapu lidi tersebut sehingga terkesan lebih hidup, lebih bernilai dari sekedar sapu lidi biasa. Bahan baku yang mudah dijumpai dan terkadang dianggap oleh sebagian orang sebagai sampah membuat Bapak Komar berpikir untuk mengolah hasil limbah dari tanaman sawit yang setiap 2 minggu sekali harus di kikis batang daunnya.
Untuk hal pemasarannya, sapu lidi hias ini telah mendapatkan pesanan tetap dari supermarket-supermarket dengan sistem konsinasi. Sapu lidi hias juga dipasarkan jika ada pesanan khusus yang datang. Sapu lidi hias digunakan untuk membersihkan ruangan dalam rumah dan tempat tidur.
Dalam menjalankan usaha produksi sapu lidi hias ini Chantiqa Handycraft juga sering menemui kendala-kendala yang menghambat perkembangan usahanya.
Salah satunya karena Chantiqa Handycraft tidak memiliki tempat produksi yang
terpusat di suatu tempat melainkan menyebar di rumah-rumah penduduk sekitar yang berprofesi sebagai pengrajin dalam rangka menggalakkan industri rumah tangga, hal ini yang menyebabkan timbulnya biaya transportasi yang relatif tinggi akibat terjadinya back tracking transportation. Fasilitas pendukung yang kurang memadai juga turut menjadi kendala karena sering menimbulkan keluhan musculoskeletal pada para pekerja serta memperlama proses produksi. Kendala lain akibat tidak terpusatnya lokasi produksi ini adalah kurangnya pengawasan pemilik Chantiqa Handycraft terhadap para pengrajin dalam menjalankan proses produksinya. Semua hal ini pada akhirnya menyebabkan waktu proses produksi menjadi semakin lama sehingga Chantiqa Handycraft sering menolak pesanan sapu lidi hias dalam jumlah yang besar karena kekhawatiran tidak mampu memenuhi waktu permintaan.
2.2. Proses Produksi
2.2.1. Bahan yang digunakan
Bahan yang dipakai dibagi menjadi 3 bagian yaitu bahan baku, bahan tambahan dan bahan penolong.
1. Bahan Baku
Bahan baku yang digunakan pada proses ini adalah lidi kelapa sawit. Untuk memperoleh bahan baku dalam proses produksi sapu lidi hias, Chantiqa Handycraft tidak mengalami kesulitan karena bahan baku yang selalu tersedia. Bahan baku lidi kelapa sawit diperoleh dari pengumpul di perkebunan kelapa sawit dimana setiap dua
minggu sekali pelepah kelapa sawit harus dipotong sehingga ketersediaan bahan baku terjamin.
2. Bahan Tambahan
Bahan tambahan yang digunakan pada proses ini adalah pewarna tekstil, plastik, benang emas, pita dan lem yang digunakan untuk memperindah tampilan sapu lidi hias.
3. Bahan Penolong
Bahan penolong yang digunakan pada proses ini adalah air yang digunakan untuk mencairkan pewarna yang digunakan untuk mewarnai lidi.
2.2.2. Uraian Proses Produksi
Pada pengolahan proses produksi sapu lidi hias tidaklah menggunakan teknologi modern ataupun metode kerja yang ilmiah akan tetapi semua dikerjakan dengan seni secara manual. Dalam proses produksi sapu lidi hias hanya sedikit sentuhan teknologi yang digunakan yaitu pada saat proses pewarnaan batang lidi dimana proses ini tidak menggunakan pewarna alami, melainkan menggunakan pewarna tekstil.
Adapun proses produksi sapu lidi hias tidak terlalu berbeda dengan pembuatan sapu lidi biasa, hanya berbeda pada proses pemberian warna saja. Berikut adalah tahapan dalam pembuatan sapu lidi hias.
Block diagram proses pembuatan sapu lidi hias dapat dilihat pada Gambar 1.
Penyerutan Lidi
Pewarnaan
Penjemuran
Penyortiran
Penganyaman
Finishing
Gambar 1. Block Diagram Proses Pembuatan Sapu Lidi Hias
1. Penyerutan Lidi
Pada proses ini tulang lidi yang telah diperoleh kemudian dikikis lagi satu persatu menggunakan pisau (cutter) dengan tujuan agar serat warna bisa diserap dan melekat pada batang lidi nantinya. Pada proses ini operator sering mengalami keluhan musculoskeletal dan iritasi pada jari-jari tangan. Biasanya operator menggunakan kain lapis untuk mengurangi iritasi tersebut. Proses penyerutan yang dilakukan secara
manual membutuhkan waktu yang relatif lama dengan kecepatan sekitar 10 detik per lidi. Padahal proses penyerutan ini dapat dijadikan dasar yang baik dalam waktu proses produksi sapu lidi hias.
2. Pewarnaan
Pada proses ini lidi yang telah kering diikat menjadi satu kemudian dicelupkan dengan menggunakan zat pewarna yang diinginkan. Proses pewarnaan menggunakan pewarna tekstil yang dicampur dengan air dan dipanaskan menggunakan kompor minyak tanah.
3. Penjemuran
Pada proses ini seluruh lidi dijemur di bawah sinar matahari untuk mengeringkan air yang terdapat pada lidi tersebut. Proses penjemuran ini bertujuan agar warna yang diinginkan melekat dengan sempurna pada lidi dan dapat mengantisipasi berkembangnya jamur.
4. Penyortiran
Pada proses ini seluruh lidi disortir berdasarkan panjang lidi yang hampir sama agar panjang lidi yang akan dianyam sama panjang. Penyortiran juga dilakukan secara manual.
5. Penganyaman
Pada proses ini batang lidi disatukan menjadi 10 lidi setiap ikatan, kemudian dianyam yang terdiri dari 5 buah ikatan sesuai dengan warna, menggunakan tali berwarna emas dengan tujuan untuk menyatukan/mengikat batang lidi, serta memberi kesan artistik pada produk.
6. Finishing
Pada proses ini anyaman tersebut ditutup kembali dengan sarung yang dipesan dari ibu-ibu penjahit di sekitar daerah usaha, kemudian diberi tambahan pita berwana merah putih sebagai lambang Negara Kesatuan Republik Indonesia.
2.3. Mesin dan Peralatan
Adapun mesin dan peralatan yang digunakan adalah : 1. Pisau (cutter) yang digunakan menyerut lidi.
2. Karet digunakan untuk mengikat lidi yang akan dianyam.
3. Gunting digunakan untuk memotong pita dan meratakan hasil anyaman.
2.4. Aliran Proses CV Chantiqa Handycraft
Adapun aliran proses pembuatan sapu lidi hias ini adalah pada Gambar 2 sebagai berikut.
Gambar 2. Aliran Proses Pembuatan Sapu Lidi Hias
Adapun tata letak komponen aktual stasiun penganyaman yang diamati dari pabrik pembuatan sapu lidi hias ini adalah pada Gambar 3 sebagai berikut.
Gambar 3. Tataletak Komponen Aktual Stasiun Penganyaman
BAB III LANDASAN TEORI
3.1. Ergonomi dan Produktivitas
Ergonomi adalah suatu cabang ilmu yang sistematis untuk memanfaatkan informasi-informasi mengenai sifat, kemampuan serta keterbatasan manusia untuk merancang suatu sistem kerja yang baru maupun merancang perbaikan suatu sistem kerja yang telah ada (Sutalaksana, 2006). Ergonomi yang merupakan ilmu perancangan berbasis manusia (Human Centered Design) dirasakan menjadi semakin penting hingga saat ini. Hal tersebut disebabkan:
1. Manusia sebagai sumber daya utama dalam sebuah sistem
2. Adanya regulasi nasional maupun internasional mengenai sistem kerja dimana manusia terlibat di dalamnya
3. Para pekerja adalah human being
Dengan diterapkannya ergonomi, sistem kerja dapat menjadi lebih produktif dan efisien. Dilihat dari sisi rekayasa, informasi hasil penelitian ergonomi dapat dikelompokkan dalam lima bidang penelitian, yaitu:
1. Antropometri 2. Biomekanika 3. Fisiologi 4. Penginderaan
5. Lingkungan fisik kerja
Dari sekian banyak defenisi produktivitas yang telah diformulasikan, masalah produktivitas senantiasa mencakup perihal input, proses dan output serta umpan balik yang pada hakekatnya merupakan suatu upaya yang dengan sengaja dilakukan untuk meningkatkan kinerja. Hal ini memberi pengertian bahwa produktivitas adalah suatu ukuran (kinerja) tentang seberapa baik sumberdaya produksi dimanfaatkan bersama- sama dalam sebuah organisasi untuk mendapatkan seperangkat hasil yang ingin dicapai atau diharapkan. Dengan demikian produktivitas diukur berdasarkan masing- masing faktor input seperti tenaga kerja, material, kapital, energi dan lain-lain
Berdasarkan Piagam Produktivitas Oslo tahun 1994, antara lain:
1. Produktivitas adalah konsep yang universal, dimaksudkan untuk menyediakan semakin banyak barang dan jasa untuk kebutuhan semakin banyak orang dengan menggunakan sumber daya yang sesedikit mungkin. Produktivitas didasarkan pada pendekatan multi disiplin yang secara efektif merumuskan tujuan, rencana, pengembangan, dan pelaksanaan cara-cara produktif, dengan menggunakan sumber-sumber daya secara efisien namun tetap mempertahankan kualitas.
2. Produktivitas secara terpadu melibatkan semua usaha manusia dengan menggunakan ketrampilan, modal, teknologi, manajemen, informasi, energi, dan sumber-sumber daya lainnya, untuk perbaikan mutu kehidupan yang mantap bagi seluruh manusia, melalui pendekatan konsep produktivitas secara total.
Pada perusahaan yang baru pertama sekali mengadakan program perbaikan produktivitas formal, maka perlu diawali dengan pengukuran produktivitas. Hasil
pengukuran ini kemudian di evaluasi. Berdasarkan hasil evaluasi kemudian ditetapkan target yang diinginkan serta disusun rencana untuk mencapai target tersebut baik rencana jangka pendek maupun jangka panjang. Rencana perbaikan ini selanjutnya dilaksanakan secara formal dan hasilnya diukur kembali untuk mengetahui pencapaian target tersebut.
3.2. Keluhan Musculoskeletal
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat rentan mengalami gangguan musculoskeletal (Tarwaka, 2004). Keluhan musculoskeletal adalah keluhan pada bagian–bagian otot rangka yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat sakit. Apabila otot menerima beban statis secara berulang dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilahkan dengan keluhan musculoskeletal disorsders (MSDs) atau cedera pada sistem musculoskeletal. Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat dan sesuai dengan standar yang ergonomis, maka tidak akan menyebabkan gangguan musculoskeletal dan semua pekerjaan akan berlangsung dengan efektif dan efisien.
Secara garis besar keluhan otot yang terjadi dapat dikelompokkan menjadi dua yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat menerima beban statis, namun demikian keluhan tersebut akan hilang apabila pembebanan dihentikan.
2. Keluhan menetap (persisttent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah otot rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung, pinggang dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut, yang paling banyak dialami oleh pekerja adalah nyeri otot bagian pinggang (low back pain ).
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang panjang. Sebaliknya, keluhan otot kemungkinan tidak terjadi apabila kontraksi otot hanya berkisar antara 15-20%, maka peredaran darah ke otot berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa nyeri otot.
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat menyebabkan terjadi keluhan musculoskeletal sebagai berikut:
1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh para pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, menarik, mendorong dan menahan beban yang berat.
Peregangan otot yang berlebihan ini terjadi karna pengerahan otot yang diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering dilakukan, maka dapat mempertinggi resiko terjadinya keluhan otot, bahkan dapat menyebabkan terjadinya cedera otot skeletal.
2. Aktivitas berulang
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus menerus seperti pekerjaan mencangkul, membelah kayu besar, angkut dan sebagainya.
Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus menerus tanpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian bagian tubuh bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat, punggung terlalu membungkuk, kepala terangkat dan sebagainya. Semakin jauh posisi tubuh dari pusat gravitasi tubuh, maka semakin tinggi pula resiko terjadinya keluhan otot skeletal.
4. Faktor penyebab sekunder
Faktor penyebab sekunder ini adalah berupa tekanan langsung dari jaringan otot yang lunak atau getaran dengan frekuensi tinggi yang menyebabkan kontraksi otot bertambah.
3.3. Perancangan Produk Berdasarkan Antropometri
Antropometri adalah pengetahuan yang menyangkut pengukuran dimensi tubuh manusia dan karakteristik khusus lain dari tubuh yang relevan dengan perancangan alat-alat/benda-benda yang digunakan manusia.
Antropometri dibagi atas dua bagian utama, yaitu:
a) Antropometri statis (struktural)
Pengukuran manusia pada posisi diam, dan linier pada permukaan tubuh.
b) Antropometri Dinamis (fungsional)
Yang dimaksud dengan antropometri dinamis adalah pengukuran keadaan dan ciri-ciri fisik manusia dalam keadaan bergerak atau memperhatikan gerakan- gerakan yang mungkin terjadi saat pekerja tersebut melaksanakan kegiatannya.
Yang sering disebut sebagai antropometri rekayasa adalah aplikasi dari kedua bagian utama di atas untuk merancang workspace dan peralatan.
Permasalahan variasi dimensi antropometri seringkali menjadi faktor dalam menghasilkan rancangan sistem kerja yang “fit” untuk pengguna (Sritomo, 2005).
Dimensi tubuh manusia itu sendiri dipengaruhi oleh beberapa faktor yang harus
menjadi salah satu pertimbangan dalam menentukan sampel data yang akan diambil.
Menurut Eko Nurmianto (2005) faktor-faktor tersebut adalah:
1. Umur
Ukuran tubuh manusia akan berkembang dari saat lahir sampai sekitar 20 tahun untuk pria dan 17 tahun untuk wanita. Ada kecenderungan berkurang setelah 60 tahun.
2. Jenis kelamin
Pria pada umumnya memiliki dimensi tubuh yang lebih besar kecuali bagian dada dan pinggul.
3. Rumpun dan Suku Bangsa
4. Sosio ekonomi dan konsumsi gizi yang diperoleh.
5. Pekerjaan, aktivitas sehari-hari juga berpengaruh 6. Kondisi waktu pengukuran
Terdapat dua pilihan dalam merancang sistem kerja berdasarkan data antropometri, yaitu:
1. Sesuai dengan tubuh pekerja yang bersangkutan (perancangan individual), yang terbaik secara ergonomi
2. Sesuai dengan populasi pemakai/pekerja
Perancangan untuk populasi sendiri memiliki tiga pilihan yaitu:
1. Perancangan produk individu yang ekstrim 2. Perancangan produk individu rata-rata 3. Perancangan produk yang disesuaikan
Pada tiga tipe perancangan di atas, konsep persentil banyak digunakan untuk memudahkan dalam merancang.
Konsep persentil dalam perancangan adalah penggunaan data-data ke 0,05
;0,5 ; atau 0,95 dari sebaran data antropometri yang telah diurutkan, yang ditujukan untuk memberi aspek keamanan dan kenyamanan bagi manusia di dalam alat atau sistem kerja yang dirancang. Persentil pada dasarnya menyatakan persentase manusia dalam suatu populasi yang memiliki dimensi tubuh yang sama atau lebih kecil dari nilai tersebut. Misalnya persentil pertama ukuran tinggi tubuh, menunjukkan bahwa 99 persen dari populasi yang diukur memiliki tinggi tubuh melebihi angka tersebut.
3.4. Tata Letak Pabrik
Tata letak pabrik adalah perancangan susunan fisik suatu unsur kegiatan yang berhubungan dengan industri manufaktur. Perencanaan Tata Letak mencakup desain atau konfigurasi dari bagian-bagian, pusat kerja, dan peralatan yang membentuk proses perubahan dari bahan mentah menjadi barang jadi. Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan mewujudkan sistem bagi pembuatan barang atau jasa. Dengan kata lain, merupakan pengaturan tempat sumber
daya fisik yang digunakan untuk membuat produk. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu suatu susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk mengoptimumkan hubungan antara petugas pelaksana, aliran bahan, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara efisien ekonomis dan aman (JT. Black, 1991).
Perencanaan tata letak fasilitas produksi merupakan suatu persoalan yang penting, karena pabrik atau industri akan beroperasi dalam jangka waktu yang lama, maka kesalahan di dalam analisis dan perencanaan layout akan menyebabkan kegiatan produksi berlangsung tidak efektif atau tidak efesien. Perencanaan tata letak merupakan salah satu tahap perencanaan fasilitas yang bertujuan untuk mengembangkan suatu sistem produksi yang efisien dan efektif sehingga dapat tercapai suatu proses produksi dengan biaya yang paling ekonomis. Studi mengenai pengaturan tata letak fasilitas selalu berkaitan dengan minimisasi total cost. Yang termasuk dalam elemen-elemen cost yaitu Construction cost, installation cost, material handling cost, production cost, safety cost dan in-process storage cost.
Disamping itu, perencanaan yang teliti dari layout fasilitas akan memberikan kemudahan-kemudahan saat diperlukannya ekspansi pabrik atau kebutuhan supervisi.
3.4.1. Tujuan Tata Letak Pabrik
Tata letak berfungsi untuk menggambarkan sebuah susunan yang ekonomis dari tempat-tempat kerja yang berkaitan, dimana barang-barang dapat diproduksi
secara ekonomis. Sehingga tujuan utama yang ingin dicapai dari suatu tata letak pabrik menurut Sritomo (2000) adalah:
1. Memudahkan proses manufaktur
Tata letak harus dirancang sedemikian rupa termasuk susunan mesin-mesin, perencanaan aliran, sehingga proses manufaktur dapat dilaksanakan dengan cara yang efesien.
2. Meminimumkan pemindahan barang
Tata letak harus dirancang sedemikian rupa sehingga pemindahan barang diturunkan sampai batas minimum, jika mungkin komponen dalam keadaan diproses ketika dipindahkan.
3. Memelihara fleksibilitas susunan dan operasi
Dalam suatu pabrik ada keadaan dimana dibutuhkan perubahan kemampuan produksi, dan hal ini harus direncanakan dari awal.
4. Memelihara perputaran barang setengah jadi yang tinggi
Keefesienan dapat tercapai bila bahan berjalan melalui proses operasi dalam waktu yang sesingkat mungkin.
5. Menurunkan penanaman modal pada peralatan
Susunan mesin yang tepat dan susunan departemen yang tepat dapat membantu menurunkan jumlah peralatan yang dibutuhkan.
6. Menghemat pemakaian ruang bangunan
Setiap meter persegi luas lantai dalam sebuah pabrik memakan biaya. Sehingga tiap meter persegi tersebut harus digunakan sebaik-baiknya.
7. Meningkatkan kesangkilan tenaga kerja
Tata letak yang baik antara lain dapat mengurangi pemindahan bahan yang dilakukan secara manual, meminimumkan jalan kaki.
8. Memberi kemudahan, keselamatan dan kenyamanan bagi pekerja dalam melaksanakan pekerjaan.
Hal-hal seperti penerangan, kebisingan, pergantian udara, debu, kotoran, harus menjadi perhatian perencana. Susunan mesin yang tepat juga dapat mencegah terjadinya kecelakaan kerja.
3.4.2. Persoalan Pemindahan Bahan dan Pengaruhnya Terhadap Tata Letak Pabrik
Sistem pemindahan bahan baku memegang peranan penting dalam perencanaan suatu pabrik. Untuk merubah bahan baku menjadi produk jadi diperlukan aktivitas pemindahan bahan, sekurang- kurangnya satu dari tiga elemen dasar sistem produksi: bahan baku, orang/pekerja, atau mesin dan peralatan produksi.
Pada sebagaian besar proses manufaktur, bahan baku akan lebih sering berpindah dari pada pekerja atau mesin, sehingga perencanaan tata letak pabrik tidak bisa mengabaikan aktivitas pemindahan bahan. Demikian pula sebaliknya, tidak mungkin menerapkan sistem pemindahan bahan secara efektif tanpa memperhatikan masalah umum yang dijumpai dalam perencanaan tata letaknya.
3.4.3. Pengertian Pemindahan Bahan
Pengertian dari pemindahan bahan (material handling) dirumuskan oleh American Material Handling Society (AMHS), yaitu sebagai suatu seni dari ilmu yang meliputi penanganan (handling), pemindahan (moving), pembungkusan/pengepakan (packaging), penyimpanan (storing) sekaligus pengendalian pengawasan (controlling) dari bahan atau material dengan segala bentuknya. Dalam kaitannya dengan pemindahan bahan, maka proses pemindahan bahan ini akan dilaksanakan dari satu lokasi ke lokasi yang lain baik secara vertical, horizontal maupun lintasan yang membentuk kurva. Demikian pula lintasan ini dapat dilaksanakan dalam suatu lintasan yang tetap atau berubah-ubah.
3.4.4. Tujuan Utama Kegiatan Pemindahan Bahan Tujuan kegiatan pemindahan bahan itu antara lain:
1. Meningkatkan kapasitas produksi
Peningkatan kapasitas produksi ini dapa dicapai melalui:
a. Peningkatan produksi kerja per man-hour
b. Peningkatan efisiensi mesin atau peralatan dengan mengurangi down-time c. Menjaga kelancaran aliran kerja dalam pabrik
d. Perbaikan pengawasan terhadap kegiatan produksi.
2. Mengurangi limbah buangan (waste)
Untuk mencapai tujuan ini, maka dalam kegiatan pemindahan bahan harus memperhatikan hal-hal berikut ini :
a. Pengawasan yang sebaik-baiknya terhadap keluar masuknya persediaan material yang dipindahkan
b. Eliminasi kerusakan pada bahan selama pemindahan berlangsung
c. Fleksibilitas untuk memenuhi ketentuan-ketentuan dan kondisi-kondisi khusus dalam memindahkan bahan ditinjau dari sifatnya.
3. Memperbaiki kondisi area kerja
Pemindahan bahan yang baik akan dapat memenuhi tujuan ini, dengan cara:
a. Memberikan kondisi kerja yang lebih nyaman dan aman b. Mengurangi faktor kelelahan bagi pekerja/operator c. Menigkatkan perasaan nyaman bagi operator
d. Memacu pekerja untuk mau bekerja lebih produktif lagi
4. Memperbaiki distribusi material
Dalam hal ini, kegiatan material handling memiliki sasaran :
a. Mengurangi terjadinya kerusakan terhadap produk selama proses pemindahan bahan dan pengiriman
b. Memperbaiki jalur pemindahan bahan
c. Memperbaiki lokasi dan pengaturan dalam fasilitas penyimpanan (gudang) d. Maningkatkan efisiensi dalam hal pengiriman barang dan penerimaan
5. Mengurangi biaya
Pengurangan biaya ini dapat dicapai melalui : a. Penurunan biaya inventory
b. Pemanfaatan luas area untuk kepentingan yang lebih baik c. Peningkatan produktivitas
3.4.5. Minimisasi Material Handling
Masalah pemindahan bahan mencakup kemungkinan bahwa sumber atau tujuan dapat dipergunakan sebagai titik antara dalam mencari hasil optimal.
Minimisasi material handling adalah kegiatan untuk memperkecil jarak perpindahan yang dapat dirumuskan sebagai berikut:
( )
ij ijm j n i
d x Mp
Min = ∑ ∑
=1
... (J.M. Apple, 1990)
S.t : X ij ≥ 0
d ij ≥ 0 X ii = 0
Dimana : X ij = Frekuensi Perpindahan material dari mesin i ke mesin j.
d ij = Jarak Perpindahan dari mesin i ke mesin j.
n = Jumlah mesin
3.5. Systematic Layout Planning
Prosedur ini menggunakan 4 alat bantu yaitu flow process chart, activity relationship, activity relationship diagram dan space relationship diagram.
Prosedur perencanaan tata letak pabrik dengan Systematic Layout Planning antara lain (Apple, 1990):
1. Melakukan pengumpulan data awal, yaitu data rancangan produk, rancangan proses dan rancangan jadwal produksi
2. Menentukan aliran material
3. Menentukan hubungan aktivitas atau kegiatan 4. Membuat diagram hubungan aktivitas dan aliran
5. Menentukan jumlah kebutuhan ruangan dan disesuaikan dengan ukuran ruangan yang tersedia
6. Membuat diagram hubungan ruangan
7. Membuat modifikasi dan batasan praktis dalam pembuatan alternatif layout 8. Pembuatan alternatif layout
9. Mengevaluasi dan memilih alternatif layout
Pada dasarnya, langkah-langkah dalam perencanaan tata letak dapat dikategorikan ke dalam tiga tahapan, yaitu:
a. Tahap analisis yang meliputi:
1. Data masukan, yaitu data yang berhubungan dengan rancangan produk, rancangan proses
2. Analisis aliran material merupakan analisis pengukuran kuantitatif untuk setiap gerakan perpindahan material diantara departemen-departemen atau aktivitas-aktivitas operasional
3. Analisis hubungan aktivitas merupakan analisis pengukuran kualitatif dengan menggunakan Activity Relationship Chart (ARC)
4. Diagram hubungan aktivitas yang merupakan kombinasi dari analisis material secara kuantitatif dengan kualitatif.
b. Tahap penelitian yang meliputi:
1. Pembuatan diagram hubungan ruangan untuk mengevaluasi luas area yang dibutuhkan untuk semua aktivitas perusahaan dan area yang tersedia
2. Pembuatan rancangan alternatif tata letak dalam bentuk block layout dengan dasar dari diagram hubungan ruangan
c. Tahap seleksi dengan cara mengevaluasi alternatif tata letak yang telah dirancang.
3.5.1. Activity Relationship Chart (ARC)
Activity Relationship Chart yang dikembangkan oleh Muther merupakan teknik yang sederhana dalam merencanakan tata letak fasilitas. Metode ini menghubungkan aktivitas-aktivitas secara berpasangan sehingga semua aktivitas secara berpasangan sehingga semua aktivitas akan diketahui tingkat hubungannya.
Hubungan keterkaitan bias diekspresikan secara kualitatif meskipun ada beberapa pihak yang memberi nilai keterkaitan secara kuantitatif. Pada ARC terdapat perubah
atau variable untuk menggantikan angka-angka yang bersifat kuantitatif. Variabel tersebut berupa suatu simbol-simbol yang melambangkan derajad keterdekatan (closeness) antara departemen satu dengan departemen lainnya. Simbol-simbol yang digunakan untuk menunjukkan derajad keterkaitan aktivitas adalah sebagai berikut (Hadiguna dkk., 2008):
A = Mutlak perlu E = Sangat penting I = Penting
O = Cukup/biasa U = Tidak penting X = Tidak dikehendaki
Jika dua departemen mendapat nilai atau derajat keterkaitan A, maka dua departemen tersebut mutlak untuk didekatkan agar proses operasi perusahaan berjalan dengan baik. Tidak ada satu alasanpun yang digunakan untuk memisahkan departemen tersebut. Sedangkan derajat keterkaitan E diberikan kepada dua departemen yang dinilai sangat erat terkait, hanya saja keterkaitan hubungan dua departemen tidak sepenting derajat keterkaitan A. Begitu pula dengan derajat keterkaitan I, dimana dua departemen penting pula untuk didekatkan jika kondisi area memungkinkan. Sedangkan nilai O diberikan kepada dua departemen yang kaitannya tidak terlalu dekat. Khusus untuk nilai U dan X, sangat penting sekali membedakannya, dimana nilai atau derajat keterkaitan U mengandung arti bahwa dua
departemen tidak perlu untuk didekatkan, hanya saja dalam keadaan tertentu masih dapat didekatkan berdampingan. Sedang derajat keterkaitan X mempunyai arti bahwa dua departemen harus dipisahkan antara satu dengan yang lainnya, karena kemungkinan akan mengganggu kelancaran proses operasi, baik pada masing-masing departemen sekaligus atau bahkan ada kemungkinan dapat mengganggu kelancaran proses operasi perusahaan secara keseluruhan. Secara umum alsan keterkaitan dibagi dalam tiga macam yaitu keterkaitan untuk produksi, keterkaitan untuk pegawai dan aliran informasi:
1. Keterkaitan produksi a. Urutan aliran kerja
b. Mempergunakan peralatan yang sama c. Menggunakan catatan yang sama d. Menggunakan ruangan yang sama e. Bising, debu, getaran, bau dan lain-lain 2. Keterkaitan pegawai
a. Menggunakan pegawai yang sama b. Pentingnya berhubungan
c. Derajat hubungan kepegawaian d. Jalur perjalanan normal
e. Kemudahan pengawasan f. Melaksanakan pekerjaan serupa
g. Disenangi pegawai h. Perpindahan pegawai i. Gangguan pegawai 3. Aliran informasi
a. Menggunakan catatan/berkas yang sama b. Derajat hubungan kertas kerja
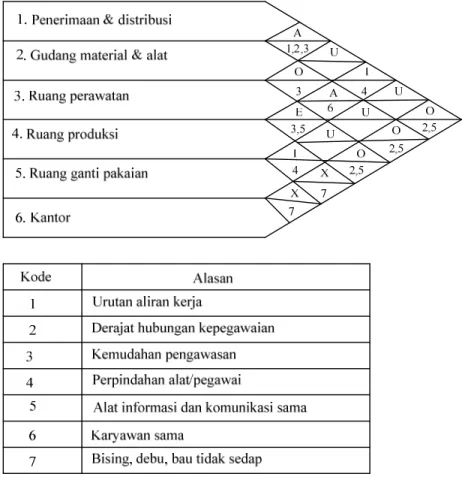
c. Menggunakan alat komunikasi yang sama Contoh dari ARC dapat dilihat pada Gambar 4.
Gambar 4. Contoh ARC
Pada peta keterkaitan aktivitas terdapat sejumlah belah ketupat menunjukkan hubungan keterkaitan antara dua departemen. Bagian atas dari masing-masing belah ketupat diberi simbol yang menunjukkan derajat keterkaitan dari dua departemen.
Sedang bagian bawah merupakan alasan yang dipakai untuk mengukur derajat keterkaitan tersebut. Seperti misalnya pada belah ketupat paling atas merupakan keterkaitan antara Departemen 1 (penerimaan dan pengiriman) dengan Departemen 2 (gudang material dan alat). Kedua departemen tersebut mempunyai derajat keterkaitan A (mutlak didekatkan) karena alasan 1 (urutan aliran kerja), 2 (derajat hubungan kertas kerja) dan 3 (kemudahan pengawasan).
3.5.2. Diagram Hubungan Ruangan
Dalam proses pembuatan diagram hubungan ruangan ini yang perlu dilakukan adalah mengevaluasi luas area yang dibutuhkan untuk semua aktivitas perusahaan dan area yang tersedia. Rancangan tata letak fasilitas kerja, idealnya dibuat terlebih dahulu, sedangkan bangunan pabrik didirikan sesuai dengan rancangan tata letak fasilitas yang telah dibuat. Diagram hubungan ruangan dapat dibuat setelah dilakukan analisis terhadap luasan yang dibutuhkan dan dikombinasikan dengan Activity Relationship Diagram. Contoh diagram hubungan ruangan dapat dilihat pada Gambar 5.
Gambar 5. Contoh Diagram Hubungan Ruangan
Sebagai contoh dari Gambar 5 di atas dapat dilihat bahwa sebagai contoh Departemen A dengan Departemen B, H dan I memiliki garis hubungan 2 dengan tingkat hubungan I yang artinya penting untuk berdekatan. Departemen A dengan Departemen F dan G memiliki garis hubungan 1 dengan tingkat hubungan O yang artinya tidak ada
masalah untuk berdekatan. Departemen A dengan Departemen C memiliki garis hubungan 4 dengan tingkat hubungan A yang artinya mutlak berdekatan.
Simbol
Tingkat Hubungan
A
E
I
O
None
U
X
3.6. Algoritma CRAFT
CRAFT menggunakan data aliran barang sebagai dasar bagi pengembangan hubungan kedekatan, dalam batasan beberapa satuan ukuran (kg/hari, satuan/tahun, muatan/minggu) antara pasangan-pasangan kegiatan untuk membentuk suatu matriks bagi program ini.
Data masukan lainnya memberi kemungkinan pemasukan biaya pemindahan tiap satuan pemindahan, dan tiap satuan jarak. Bila masukan seperti ini tidak tersedia, atau tidak mencukupi, dapat diatasi dengan memasukkan angka 1 untuk semua biaya dalam matriks.
Kebutuhan ruangan merupakan masukan ketiga. Masukan ini mengambil bentuk tata letak yang telah ada. Untuk tata letak yang baru, harus dikembangkan sebuah tata letak kasar. Pada keduanya, nomor identifikasi kegiatan, dalam jumlah yang mendekati skala ruang yang dibutuhkan, dimasukkan ke dalam luas keseluruhan dari tatanan yang telah ditetapkan. Lokasi dari sebuah kegiatan dapat ditetapkan dalam wilayah keseluruhan ini.
CRAFT menghitung hasil kali aliran, biaya pemindahan, dan jarak antar pusat kegiatan. Kemudian dia mempertimbangkan pertukaran lokasi dan menguji perubahan dua arah atau tiga arah. Dilakukan pertukaran yang menyebabkan pengurangan ongkos yang paling besar, dan menghitung ongkos total yang baru.
Proses ini diulang sampai tidak ada lagi pengurangan ongkos yang berarti. Program
ini berorientasi lintas, sehingga kemungkinan pertukaran tidak diuji semua.
Karenanya, dicapai tata letak yang disebut hampir optimum.
CRAFT mencetak tata letak dalam bentuk dasar persegi. Setiap kegiatan muncul pada hasil cetakan, seluas meter persegi tetentu. Hasil CRAFT menunjukkan kegiatan dengan huruf. Sementara gambaran menyeluruh yang dihasilkan adalah persegi, bangun kegiatan mandiri cenderung tak beraturan dan harus disesuaikan ke dalam bentuk praktis. Biaya total dihitung dan perbedaaan antara biaya total setelah penyesuaian dengan sebelumnya menunjukkan penghematan.
Keuntungan penggunaan CRAFT:
1. Memungkinkan penetapan lokasi khusus.
2. Bentuk masukan dapat beragam.
3. Waktu komputer pendek.
4. Mempunyai arti matematis.
5. Dapat digunakan untuk tata letak kantor.
6. Dapat memeriksa pekerjaan sebelumnya.
7. Biaya dan penghematan tercetak.
Keterbatasan penggunaan CRAFT:
1. Menuntut penyesuaian oleh tangan (hasil tidak dapat langsung dipergunakan).
2. Program cenderung ’mempunyai jarak penglihatan pendek’, tidak dapat menemukan jawaban terbaik dengan hanya mengubah dua tau tiga departemen.
3. Pengubahan departemen harus berukuran sama, berdekatan satu sama lain dan berbatasan dengan departemen yang sama.
4. Memerlukan kejelasan struktur data masukan.
5. Rancangan huruf sulit.
6. Terbatas sampai 40 departemen.
Pada penelitian ini digunakan metode SLP (systematic layout planning) dan algoritma CRAFT untuk merancang tempat kerja usulan yang baik dipandang dari sudut pandang waktu dan jarak yang lebih efisien dibandingkan dengan kondisi tataletak aktual saat ini di perusahaan. Selanjutnya pendekatan ergonomi digunakan untuk merancang fasilitas kerja yang dapat memberikan kenyamanan dalam bekerja sehingga dapat meningkatkan produktivitas dengan mengurangi keluhan pada otot pekerja.
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di CV Chantiqa Handycraft yang beralamat di Desa Kampung Lalang Kecamatan Medan Sunggal Sumatera Utara. Penelitian ini direncanakan dimulai pada bulan Oktober 2009 sampai dengan bulan Desember 2009.
4.2. Objek dan Populasi Penelitian
Objek penelitian dalam penelitian ini adalah tempat kerja yang berhubungan dengan tata letak produksi dan fasilitas kerja di CV Chantiqa Handycraft di Desa Kampung Lalang Kecamatan Medan Sunggal Sumatera Utara. Populasi penelitian adalah seluruh pengrajin yang berada di bawah bimbingan CV Chantiqa Handycraft.
4.3. Jenis Penelitian
Jenis penelitian ini adalah penelitian Action Research merupakan penelitian yang bertujuan untuk mengembangkan metode kerja yang paling efisien, sehingga biaya produksi dapat ditekan dan produktifitas lembaga dapat meningkat
4.4. Pengumpulan Data
4.4.1. Metode Pengumpulan Data
Metode pengumpulan data dilakukan secara langsung untuk mendapatkan data primer berupa keluhan MSDs pekerja dengan menggunakan kuesioner SNQ, data elemen kegiatan untuk penilaian postur kerja dengan REBA, data proses produksi dengan menggunakan peta kerja, data waktu produksi dan transportasi dengan stopwatch time study, data antropometri dengan body martin dan wawancara.
Untuk data sekunder diperoleh dengan mengambil data yang berhubungan dengan penelitian yang ada di CV Chantiqa Handycraft.
4.4.2. Jenis Data
Data yang diperlukan untuk mendukung penelitian ini sehingga dapat mencapai tujuan yang diinginkan dapat dikelompokkan pada dua bagian yaitu data primer dan data sekunder. Data primer adalah data yang diperoleh melalui pengamatan langsung, wawancara dan diskusi. Data sekunder adalah data yang diperoleh dari catatan-catatan, laporan, buku dan bagian/instansi yang terkait.
1. Data Primer
Data primer yang dibutuhkan antara lain adalah :
a. Keluhan MSDs Pekerja yaitu keluhan yang dialami oleh pekerja yang berhubungan dengan otot dan rangka akibat aktivitas yang dilakukan.
b. Elemen Kegiatan untuk penilaian postur kerja merupakan tahapan-tahapan pekerjaan yang dilakukan pada aktivitas kerja.
c. Tataletak Komponen Awal merupakan kondisi eksisting tataletak atau penempatan fasilitas produksi.
d. Peta Tangan Kiri Tangan kanan merupakan representasi dari aktivitas yang dilakukan oleh tangan kiri dan tangan kanan berdasarkan elemen gerakan therbligh untuk mengetahui keseimbangan kerja antara tangan kiri dan tangan kanan.
e. Data Waktu Proses dan Transportasi merupakan waktu penyelesaian yang diukur pada setiap proses dan waktu yang dibutuhkan dalam pemindahan material yang terjadi selama proses produksi.
f. Frekuensi Perpindahan dan Frekuensi Back Traking, banyaknya aktivitas pemindahan material yang terjadi selama proses produksi dari bahan baku sampai produk jadi.
g. Proses Produksi Awal, untuk mengetahui gambaran mengenai metode kerja aktual.
h. Data Antropometri merupakan data ukuran dimensi tubuh pekerja yang diperoleh berdasarkan pengukuran dengan menggunakan human body martin.
2. Data Sekunder
Data sekunder yang dibutuhkan antara lain adalah :
1. Struktur Organisasi serta Tugas dan Wewenang 2. Permintaan produk
3. Jam kerja
4.4.3. Instrumen/Alat Pengumpul Data
Instrumen/alat yang digunakan untuk mengumpulkan data adalah sebagai berikut :
a. Wawancara (In-Depth Interview)
Yaitu wawancara mendalam terhadap informan untuk memperoleh informasi yang diinginkan sesuai dengan metode SNQ.
b. Pengamatan Langsung (Direct Observation)
Yaitu mendatangi daerah studi, melakukan pengukuran dan pengamatan, misalnya mengamati aliran material dengan menggunakan peta kerja dan postur kerja dengan metode REBA
c. Alat Ukur
Berbagai alat ukur yang digunakan antara lain adalah meteran, body martin, camera digital dan stopwatch.
4.4.4. Pengolahan dan Analisis Data
Identifikasi keluhan MSDs dengan penyebaran kuesioner standar Nordic kemudian dilakukan pengolahan Standard Nordic Questionnairre untuk mendapatkan
hasil identifikasi keluhan musculoskeletal. Setelah itu, dilakukan penilaian postur kerja dengan menggunakan metode REBA untuk mengetahui level resiko dan kategori tindakan yang harus dilakukan terhadap sikap kerja operator. Dari hasil keluhan dan resiko yang dialami operator diperoleh fasilitas yang dibutuhkan, kemudian diperoleh data antropometri dari fasilitas yang dibutuhkan. Selanjutnya dilakukan pengolahan data antropometri dalam merancang fasilitas kerja yang sesuai melalui tahapan pengujian keseragaman data, kecukupan data dan kenormalan data.
Setelah data untuk perancangan fasilitas baru diperoleh, maka dilakukan penentuan luas lantai setiap stasiun untuk pembuatan tataletak baru. Tahapan pembuatan tataletak baru dimulai dengan pembuatan Activity Relationship Chart, Block Template, Area Template, Area Allocating Diagram hingga Final Layout. Hasil tataletak usulan disimulasikan dengan menggunakan algoritma Craft untuk mengetahui nilai momen.
4.5. Tahapan Penelitian
Pola pikir penelitian sebagai berikut:
Gambar 6. Pola Pikir Penelitian
Keterangan:
1. Identifikasi keluhan musculoskeletal operator yang berhubungan dengan fasilitas kerja dengan menggunakan metode Standar Nordic yang menilai keluhan di 28 bagian tubuh. Alat yang digunakan dalam metode ini adalah Kuesioner Standar Nordic (SNQ) yang menggunakan 4 skala keluhan yaitu 1 tidak sakit, 2 agak sakit, 3 sakit, 4 sangat sakit. Dalam tahapan ini diperoleh hasil data keluhan musculoskeletal operator.
2. Identifikasi kegiatan yang berbahaya yang dilakukan operator yang berhubungan dengan tempat kerja dengan menggunakan penilaian postur kerja dengan menggunakan metode REBA. Metode REBA adalah penilaian postur kerja yang memiliki fokus penilaian postur kerja pada seluruh bagian tubuh dan menilai keseimbangan pada bagian tubuh sebelah kiri dan sebelah kanan. Dalam tahapan ini diperoleh hasil data skor postur kerja, level resiko postur kerja dan usulan tindakan perbaikan postur kerja.
3. Setelah melakukan identifikasi keluhan musculoskeletal dan penilaian postur kerja maka selanjutnya ditentukan perbaikan metode kerja dan fasilitas kerja untuk mengurangi keluhan musculoskeletal dari operator.
4. Agar fasilitas kerja yang diusulkan sesuai dengan kenyamanan maka ditetapkan data dimensi tubuh operator. Selanjutnya dilakukan pengukuran data dimensi tubuh (antropometri) dengan menggunakan human body martin. Data yang
diperoleh diuji keseragaman dan kecukupan serta kenormalan data. Selanjutnya ditentukan prinsip perancangan fasilitas berdasarkan data dimensi tubuh.
5. Data ukuran fasilitas kerja yang diusulkan selanjutnya dijadikan sebagai dasar penentuan luas stasiun kerja selain data ukuran penempatan untuk bahan dan data ukuran penempatan untuk operator.
6. Selanjutnya dilakukan perancangan tataletak usulan dengan menggunakan metode systematic layout planning (SLP). Adapun tahapan-tahapan dalam SLP adalah pembuatan activity relationship chart yang mengetahui keterkaitan antara tiap stasiun, pembuatan block template untuk menyusun stasiun kerja berdasarkan keterkaitan antara tiap stasiun, pembuatan area template untuk menyusun stasiun kerja dengan total ruang yang dibutuhkan berdasarkan keterkaitan antara tiap stasiun, pembuatan area allocating diagram untuk menyusun hasil area template dengan pertimbangan ruang untuk gerakan seperti gang, dan terakhir penggambaran tataletak.
7. Tataletak hasil dari SLP selanjutnya disimulasikan dengan menggunakan algoritma CRAFT. Perhitungan algoritma CRAFT menggunakan software Quant System Versi 3.0. CRAFT menghitung hasil kali aliran, biaya pemindahan, dan jarak antar pusat kegiatan. Dilakukan pertukaran yang menyebabkan pengurangan ongkos yang paling besar, dan menghitung ongkos total yang baru. Program ini berorientasi lintas, sehingga kemungkinan pertukaran tidak diuji semua.
Karenanya, dicapai tata letak yang disebut hampir optimum.
Gambar 7. Blok Diagram Metodologi Penelitian
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
Data yang dikumpulkan dalam penelitian pada operator penganyaman di UKM Chantiqa Handycraft adalah data keluhan musculoskeletal, postur kerja operator sewaktu melakukan elemen pekerjaan, tataletak komponen yang dillihat dari Peta Tangan Kiri Tangan Kanan, data waktu proses, data frekuensi perpindahan, data proses produksi dan pengukuran dimensi tubuh yang berdasarkan hasil penilaian keluhan MSDs dan penilaian postur kerja yang beresiko atau yang mempunyai level tinggi.
5.1. Data Keluhan Musculoskeletal Tiap Operator dan Penilaiannya
Standar Nordic Questionnare disebar kepada operator untuk mengetahui tingkat keluhan musculoskeletal. Dari seluruh item bagian tubuh standar nordic, keluhan dari pekerja selanjutnya dinilai berdasarkan keluhan yaitu :
Tidak Sakit (TS) = Tidak merasakan ada keluhan pada saat bekerja Agak Sakit (AS) = Merasakan keluhan sakit pada saat bekerja saja Sakit (S) = Keluhan sakit tetap dirasakan pada saat bekerja selesai Sangat Sakit(S) = Keluhan sakit terus dirasakan dalam jangka waktu
yang panjang