PENERAPAN METODE TAGUCHI PADA PENINGKATAN
KUALITAS HASIL PEMBUBUTAN
Bagin Ginting*) Abdurrozzaq Hasibuan**) ABSTRAK
Peper ini membahas tentang penerapan Metode Taguchi untuk meningkatkan kualitas hasil pembubutan. Objek material penelitian berupa uji tarik yang dibuat dengan proses pembubutan. Metode Taguchi merupakan proses eksperimentasi dengan melakukan proses pembandingan terhadap faktor-faktor yang berpengaruh dalam proses pembuatan produk. Selama ini proses pembuatan benda uji tarik dengan mesin bubut menggunakan komposisi sebagai berikut yaitu ; kedalaman pemotongan 0,75 mm, cutting speed 10 meter/menit dan sudut pemotongan 90o, dengan komposisi tersebut dihasilkan diameter benda uji tarik 13,654 mm. Dengan menggunakan metode Taguchi didapatkan bahwa diameter terbaik dari benda uji tarik adalah 12,664 mm.
Kata-kata Kunci : Metode Taguchi, Kedalaman Pemotongan, Cutting Speed, Sudut Pemotongan
ABSTRACT
This paper to discuss about application of Taguchi methode to increase test filling shop quality. The experiment material object is testhing full witch fifting shop process. Taguchi methode is experiment process to do with comperative process toward of many factor which influeced in manufacture process. For along time, testhing full process by sifting machine use many composes are cutting deepness 0,75 mm, cutting speed 10 meter/minute and cutting corner 900 with composes is resulted set thing full diameter 13,654 mm. To use, Taguchi methode is resulted that the better diameter from testhing is 12,664 mm
Keywords : Taguchi Method, Cutting Deepness, Cutting Speed, Cutting Corner
1. PENDAHULUAN
Salah satu jaminan yang harus dipenuhi dari perusahaan ke pelanggan/konsumen adalah produk yang berkualitas. Kualitas menurut Goetsch Davis (Tjiptono dan Diana, 2001) merupakan suatu kondisi dinamis yang berhubungan dengan produk, jasa, manusia, proses, dan lingkungan yang memenuhi atau melebihi harapan pelanggan / konsumen. Berbagai pendekatan kualitas menawarkan solusi untuk menghasilkan produk atau jasa yang bebas cacat (zero defect). Berbagai pendekatan kualitas tersebut memandang bahwa kondisi zero defect hanya dapat dicapai melalui usaha-usaha berbaikan yang bersifat kontinyu (continuous improvement).
Kualitas akhir dari proses pengerjaan harus merupakan bagian normatif yang tidak bisa ditinggalkan agar kesinambungan proses tetap terjaga. Mesin, metode dan alat yang baik secara
tidak langsung akan berkolerasi signifikan dalam penentuan kualitas hasil pengerjaan.
Laboratorium merupakan tempat pengujian/penelitian berhasil tidaknya suatu aktifitas yang ada di setiap laboratorium, maka perlu jaminan kualitas terhadap peralatan yang dimiliki dan benda yang akan diuji, sehingga kesinambungan proses praktikum yang terjadi didalamnya dapat berjalan dengan baik. Ini bisa dilakukan dengan melakukan suatu proses standarisasi kualitas baik pada hasil kerja maupun pada saat menggunakan alat.
2. TUJUAN PENELITIAN
1. Menemukan faktor-faktor yang
mempengaruhi terhadap pembubutan
2. Menentukan diameter benda uji yang aknan dibubut sesuai dengan standrat yang telah ditentukan.
*) Staff Pengajar Akademi Teknologi Industri Immanuel Medan (ATII)
3. Untuk mengetahui kualitas hasil pembubutan benda uji.
3. LANDASAN TEORI
Metode Taguchi
Metode Taguchi diperkenalkan oleh Genechi Taguchi pada tahun 1940 yang bertujuan untuk mengoptimalkan proses eksperimen. Metode taguchi berkembang berdasarkan pendekatan yang secara keseluruhan berbeda dengan metode konvensional dalam rekayasa kualitas. Sasaran metode Taguchi adalah menjadikan produk robust terhadap noise, karena itu sering disebut sebagai Robust Design.
1. Rasio Signal to Noise
Taguchi memperkenalkan pendekatan S/N ratio untuk meneliti pengaruh faktor noise terhadap variasi yang timbul. Jenis dari S/N rasio tergantung pada karakteristik yang diinginkan (Ross, 1996 : 208-209), yaitu : a. Smaller-the-Better (STB) :
semakin rendah nilainya, maka kualitas semakin baik
b. Larger-the-Better (LTB) : semakin besar nilainya, maka kualitas semakin baik
c. Nominal-the-Better (NTB) : ditetapkan suatu nilai nominal tertentu, jika nilainya mendekati nilai nominal maka kualitasnya semakin baik
2. Faktor Terkendali dan Faktor Noise
Taguchi mengembangkan faktor perancangan dan pengembangan produk/proses ke dalam dua kelompok yaitu faktor terkendali (faktor yang dapat dikendalikan) dan faktor noise (faktor yang tidak dapat dikendalikan langsung oleh produsen) (Ross, 1996 : 34 dan 204).
Array orthogonal adalah suatu matriks yang elemen-elemennya disusun menurut baris dan kolom. Kolom merupakan faktor atau kondisi yang dapat diubah dalam eksperimen. Baris merupakan keadaan dari faktor. Array disebut orthogonal karena level-level dari faktor berimbang dan dapat dipisahkan dari pengaruh faktor yang lain dalam eksperimen. Jadi Array Orthogonal (OA) adalah matriks seimbang dari faktor dan level, sedemikian hingga pengaruh suatu faktor atau level tidak baur (counfounded) dengan pengaruh faktor atau level yang lain. OA membutuhkan eksperimen yang lebih sedikit dalam mengevaluasi beberapa faktor sehingga memberikan eksperimen yang lebih efisien dengan tetap tidak kehilangan informasi dari eksperimen yang diamati.
Setelah menentukan jumlah faktor, jumlah taraf masing-masing faktor dan interaksi antar faktor, maka dalam penyusunan array orthogonal diperlukan perhitungan jumlah total derajat bebas. Jumlah total derajat bebas adalah merupakan minimal baris dalam OA, atau paling sedikit sama dengan banyaknya eksperimen yang harus dilakukan. Sehingga pemilihan OA yang sesuai dengan barisnya tidak boleh kurang dari jumlah total derajat bebas. OA yang sesuai dapat dilihat dari salah satu OA standar yang diberikan oleh Taguchi. Dalam OA untuk dua level terdiri dari L4, L8, L12, L16, L32 dan untuk tiga level terdiri dari L9, L18, L27. Notasi L menunjukkan jumlah percobaan yang harus dilakukan.
3. Perancangan Eksperimen Taguchi
Desain eksperimen merupakan evaluasi secara serentak terhadap dua atau lebih faktor (parameter) terhadap kemampuan mempengaruhi rata-rata atau variabilitas hasil gabungan dari karakteristik produk atau proses tertentu.
Ada beberapa langkah yang diusulkan Taguchi untuk melakukan eksperimen secara sistematik, yaitu :
1. Menyatakan permasalahan dan menentukan tujuan penelitian
2. Menentukan metode pengukuran 3. Identifikasi faktor
4. Memisahkan faktor kontrol dan faktor noise
5. Menentukan level setiap faktor 6. Memilih Orthogonal Array
7. Melakukan eksperimen dan menganalisa hasil dengan ANOVA
8. Interpretasi hasil
9. Pemilihan level faktor untuk kondisi optimal
10. Perkiraan rata-rata proses pada kondisi optimal
Quality loss Function
Fungsi kerugian mutu bertujuan untuk mengindentifikasi dan menghitung kerugian mutu yang terjadi, yang meliputi seluruh biaya yang berhubungan dengan kualitas yang jelek. Biaya-biaya yang terkait tidak hanya Biaya-biaya ketidakpuasan konsumen, tetapi juga termasuk biaya garansi (warranty cost), biaya pelayanan (service cost), biaya inspeksi ke dalam (inspection cost), biaya perbaikan (rework Cost) dan biaya sisa produksi (scrap cost). Fungsi kerugian mutu ini dapat disajikan dalam rumus kuadrat sederhana, yaitu:
L(y) = kD2
Dengan :
k = Konstanta
D2 = Deviasi kuadrat dari nilai target Dalam spesifikasi teknik, mutu suatu produk dikatakan baik jika masih berada di dalam jangkauan yang di ijikan dan dianggap mempunyai kerugian nol, sebaliknya jika mutu produk keluar dari jangkauan yang di ijinkan maka mutu produk tersebut dikatakan buruk dan mempunyai nilai kerugian yang besarnya dianggap sama. Hal ini dapat dijelaskan dengan step function (disebut sebagai “Goal post philosophy” oleh Ross (1996) bahwa jika nilai respon dari karakteristik mutu (y) masih berada didalam batas spesifikasi (range) mutu yang ditetapkan m, dengan m menunjukan nilai target dari karakteristik mutu dan merupakan toleransi atau selisi nilai respon (y) dari nilai target (m), maka mutu produk masih dikatakan baik.
Akan tetapi didalam kenyataannya, bila mutu suatu produk semakin dekat dengan nilai target, maka mutu yang dihasilkan semakin baik dan kerugian yang dirasakan akan semakin kecil, semakin jauh dari nilai target maka kerugian semakin besar. Hal ini dapat dijelaskan dengan kuadratik Loss Fuction yang dipelopori oleh Genechi Taguchi.
Mesin Bubuk (Lather Machine)
Mesin ini digunakan untuk membuat bagian-bagian berlekuk, sudut, lingkaran dan lain sebagainya, yang dalam penggunaanya tidak ditemukan suatu standartisasi tentang berapa kecepatan potongan, kedalam pemotongan, lebar pemotongan dan sudut pembubutan sentral lainnya. Akibatnya perawatan mesin menjadi tidak optimal karena perakitan hanya memperhatikan bagaimana benda kerja yang dibuat selesai, bukan pada kekuatan dorong standart dari pahat, kekuatan pemotongan pahat, kecepatan potong dan lain-lain. Dengan demikian maka perlu dilakukan suatu pengujian unuk menentukan tingkat optimalitas hasil pengerjaan mesin bubuk dengan melakukan serangkaian kombinasi faktor-faktor yang mempengaruhi proses pengerjaan mesin bubuk.
4. PENGUMPULAN DATA
Faktor kendali yang dilibatkan dalam penelitian ini adalah kedalam pemotong, cutting speed dan sudut pemotongan. Sedangkan karakteristik kualitas yang diukur sebagai variabel terikat (dependen variable) adalah ketepatan ukuran benda uji. Fungsi objektif yang dituju adalah semakin tepat ukurannya akan dihasilkan benda uji yang semakin baik.
Tabel 1 menunjukkan perubahan level untuk masing-masing faktor kendali yang dibuat dalam 2 level.
Tabel 1. Nilai level faktor kendali sebelum perubahan
Faktor Kendali Level
A Kedalaman Pemotongan (mm) 0,75 B Cutting Speed (m/menit) 10
C Sudut pemotongan 90o
Tabel 2. Perubahan nilai level faktor kendali Faktor Kendali Level 1 Level 2 A KedalamanPemotongan (mm) 0,5 1 B Cutting Speed (m/menit) 9 12 C Sudut pemotongan 45o 120o Matriks orthogonal yang dipilih sesuai dengan jumlah faktor kendali, jumlah level faktor, dan derajat bebas, yaitu matriks standart orthogonal array L4.
5. HASI PENELITIAN DAN
ANALISIS
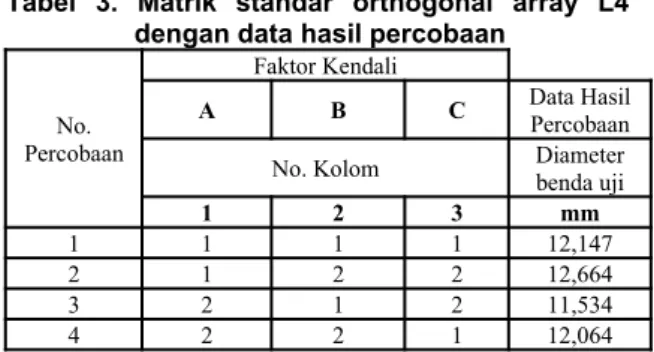
Dengan menggunakan matriks orthogonal standart array L4 dan dari data hasil percobaan dapat ditunjukkan pada tabel 3.
Tabel 3. Matrik standar orthogonal array L4 dengan data hasil percobaan
No. Percobaan
Faktor Kendali
A B C Data HasilPercobaan
No. Kolom Diameterbenda uji
1 2 3 mm
1 1 1 1 12,147
2 1 2 2 12,664
3 2 1 2 11,534
4 2 2 1 12,064
Berdasarkan data hasil percobaan pada tabel 3, dapat dilakukan perhitungan efek setiap faktor seperti yang ditunjukkan pada tabel 4. Persamaan untuk menghitung efek setiap faktor adalah sebagai berikut : Efek Faktor = a 1 (
nn) Keterangan :a : Jumlah munculnya level faktor yang sama dalam suatu kolom Matriks Orthogonal : Harga data hasil percobaan
n : Nomor percobaan yang mempunyai level sama
Tabel 4. Perhitungan efek setiap faktor terhadap hasil percobaan
Item
Diameter benda kerja Faktor Kendali A B C Level 1 12,406 11,841 12,106 Level 2 11,799 12,364 12,099 Defferenc e 0,607 0,524 0,006 Ranking 1 2 3
Tabel 4 menunjukkan bahwa ranking tertinggi yang paling berpengaruh pada diameter benda uji adalah faktor A ini menunjukkan dengan difference yang terbesar.
Tabel 5. Perbandingan rancangan awal dengan rancangan usulan
Faktor Kendali Hasil RancanganLama Usulan A Kedalaman Pemotongan (mm) 0,75 0,5 B Cutting Speed (m/menit) 10 12 C Sudut Pemotongan ( o ) 90 120 Diameter benda uji (mm) 13,654 12,664
6. KESIMPULAN
1. Faktor yang paling dominan berpengaruh kepada kualitas produk hasil pembuatan benda uji tarik adalah kedalaman pemotongan pahak. 2. Untuk meningkatkan kualias produk hasil pembubutan benda uji tarik dengan kombinasi kedalam pemotongan 0,5 mm, cutting speed 12 m/menit, dan sudut pemotongan 1200 3. Hasil yang dicapai dengan kombinasi faktor
kendali sesuai diatas adalah lebih mendekati ukuran JIS. Z.2201, yaitu 12,664 mm.
7. DAFTAR PUSTAKA
Begeman, M, et. Al, 1992, Manufacturing Processes, 7th Edition, John Wiley and Sons, Inc
Belavendram,N,1995, Quality by design : Taguchi Techmigues for Industrial Exsperimentation, Prentice Hal International, Singapore
Cross, Nigel., Engineering Design Methods : Strategies for Product Design, 2nd Edition, John Wiley & Sons, England, 1994
Date, B.G, Manging Quality, Philip Allen, New York, 1995
Date Besterfield, Total Quality Management, Prentice Hall, Englewood Cliff New Jersey, 1995.
Dieter,G.R, 1997, Engineering Design a Material and Processing Approach, 2nd Edition, Mc .Graw Hill International Inc, New York Peace, Glen S., Taguchi Methods A Hands on
Approach, Addison Wesley Publishing, Company, Canada, 1993
Ross, Philip J., Taguchi Techniques for Quality Engineering, Mc Graw-Hill 2nd ed., New York, 1996.