BAB III
METODOLOGI PENELITIAN 3.1 Jenis Penelitian
Jenis penelitian ini merupakan penelitian laboratorium (Laboratory Experiment) yang menggunakan metode analisis kuantitatif yaitu dengan melakukan perhitungan efisiensi penyisihan bahan pencemar ditinjau dari parameter COD, TSS dan pH yang terkandung dalam limbah cair Perusahaan Daerah Rumah Potong Hewan (PD RPH) Medan menggunakan reaktor Upflow Anaerobic Sludge Blanket (UASB) pada fase start-up
dengan Hydraulic Retention Time (HRT) selama 9 jam. Pada penelitian ini juga dilakukan pengukuran pada produksi biogas per hari.
Tahapan awal yang dilakukan adalah pengujian kandungan bahan pencemar pada limbah cair RPH untuk mendapatkan konsentrasi COD, TSS dan pH inlet. Selanjutnya limbah diolah menggunakan reaktor UASB dan dilakukan pengujian kandungan bahan pencemar yang berasal dari efluen untuk mendapatkan konsentrasi COD, TSS dan pH outlet. Kemudian dilakukan analisa data untuk mendapatkan efisiensi penyisihan COD, TSS serta nilai pH.
Gambar 3.1 Diagram Alir Penelitian
Studi Literatur
Proses Seeding
Pengujian Kualitas Limbah Cair Sebelum Pengolahan
(pH, COD dan TSS)
Konsentrasi limbah cair 50%
dengan HRT 9 jam
Konsentrasi limbah cair 75% dengan HRT 9 jam
Konsentrasi limbah cair 100%
dengan HRT 9 jam
Pembuatan Reaktor UASB
Pengujian Kualitas Limbah Cair Setelah
Pengolahan (pH, COD dan TSS)
Pengukuran Produksi Biogas
Analisa
3.2 Lokasi Penelitian
Penelitian laboratorium dilakukan di kawasan Universitas Sumatera Utara sementara pengambilan bahan penelitian dilakukan di PD RPH Medan dan serta pengujian sampel yang dilakukan di BTKL Medan. Adapun lokasi-lokasi yang digunakan sebagai tempat penelitian adalah sebagai berikut:
a. PUSLIT SDAL Universitas Sumatera Utara merupakan tempat perakitan reaktor UASB.
b. Perusahaan Daerah Rumah Potong Hewan (PD RPH) Medan merupakan tempat pengambilan bahan penelitian yaitu lumpur dan limbah cair RPH.
c. Balai Teknik Kesehatan Lingkungan (BTKL) Medan merupakan tempat pengujian kandungan bahan pencemar limbah cair RPH (parameter COD dan TSS) sebelum dan setelah pengolahan.
d. Laboratorium Hidrolika, Teknik Sipil, Universitas Sumatera Utara merupakan tempat operasional reaktor UASB serta pengujian nilai pH dan pengukuran produksi biogas.
3.3 Waktu Penelitian
Penelitian ini dilakukan selama ± 6 bulan yang dilaksanakan pada bulan November 2016 sampai dengan April 2017. Pelaksanaan penelitian dimulai dari studi literatur pada bulan November sampai akhir operasional reaktor dengan konsentrasi limbah cair 100% pada bulan April.
3.4 Variabel Penelitian
Variabelpenelitian yang digunakan dalam penelitian ini meliputi:
1. Variabel bebas (Independent variable) meliputi:
2. Variabel Terikat (Dependent variable) meliputi:
Kandungan pH, COD dan TSS didalam limbah cair RPH sebelum dan setelah pengolahan serta jumlah produksi biogas per hari.
3.5 Pengumpulan Data
Data yang dikumpulkan pada penelitian ini meliputi:
a. Data primer
Pengumpulan data primer yang diperlukan dalam penelitian ini diperoleh dari hasil pengujian kandungan bahan pencemar pada inlet dan outlet reaktor yang ditinjau dari parameter COD, TSS dan pH serta pengukuran produksi biogas. Pengumpulan data primer dilakukan selama 33 hari operasional reaktor.
b. Data sekunder
Data sekunder merupakan data yang diperoleh dari studi literatur pustaka.
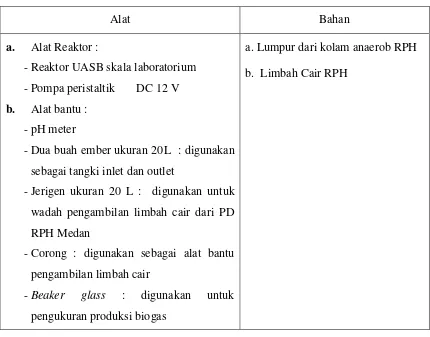
Tabel 3.1 Alat dan Bahan
Alat Bahan
a. Alat Reaktor :
-Reaktor UASB skala laboratorium -Pompa peristaltik DC 12 V
b. Alat bantu : -pH meter
-Dua buah ember ukuran 20L : digunakan sebagai tangki inlet dan outlet
-Jerigen ukuran 20 L : digunakan untuk wadah pengambilan limbah cair dari PD RPH Medan
-Corong : digunakan sebagai alat bantu pengambilan limbah cair
-Beaker glass : digunakan untuk pengukuran produksi biogas
a. Lumpur dari kolam anaerob RPH
3.6 Alat dan Bahan
Alat yang digunakan dalam penelitian diantaranya adalah alat reaktor dan alat bantu. Rangkuman alat dan bahan yang digunakan dalam penelitian ini dapat dilihat pada Tabel 3.1.
3.7 Langkah Penelitian 3.7.1 Tahap Persiapan
Tahapan awal persiapan dari penelitian ini adalah perakitan reaktor UASB dengan langkah sebagai berikut:
a. Persiapan Alat
Alat yang diperlukan untuk merangkai reaktor UASB adalah: 1. 1 buah pipa PVC diameter 3” panjang 125 cm
2. 3 buah pipa PVC diameter 2” panjang 5 cm 3. 1 buah reducer 3 x 2
4. 1 buah tee 2” 5. 1 buah dop pipa 3” 6. 2 buah dop pipa 2” 7. 8 buah stop kran ¼” 8. Penyangga
b. Perakitan Reaktor
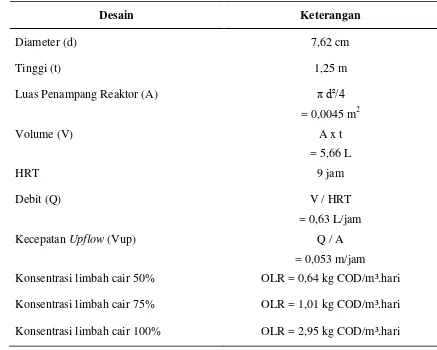
Reaktor dirakit dengan menggunakan pipa PVC diameter 3”, tinggi 125 cm dan volume 5,8 L. Sampling ports dibuat sebanyak 4 buah pada ketinggian 30, 60, 90 dan 120 cm. Tangki inlet dan outlet yang digunakan berupa ember dengan volume 20 L. Sistem gas liquid solid separator (GLSS) dibuat menggunakan reducer. Pengumpul biogas yang digunakan berupa plastik bening ukuran 1 kg untuk kemudian diukur volume biogas yang terbentuk. Desain reaktor dapat dilihat pada Tabel 3.2 dan rancangan reaktor dapat dilihat pada Gambar 3.2.
3.7.2 Pengambilan Lumpur dan Proses Seeding
dimasukkan kedalam sebuah wadah dan ditutup dengan plastik, selanjutnya dibawa ke lokasi penelitian. Setelah sampai dilokasi penelitian, batu kerikil yang terdapat didalam lumpur dipisahkan agar tidak menyumbat aliran limbah yang diumpankan. Kemudian lumpur diinokulasikan ke dalam reaktor sebanyak 20% dari volume reaktor seperti yang dinyatakan oleh Ying, T. Y et al. (2004).
Proses seeding dilakukan didalam reaktor dengan cara mengalirkan limbah cair kedalam reaktor yang telah berisi inokulum lumpur, selanjutnya limbah cair di resirkulasi secara
continue didalam reaktor sampai terbentuk biogas. Resirkulasi limbah cair bertujuan untuk pemerataan substrat didalam reaktor.
Tabel 3.2 Desain Reaktor
Desain Keterangan
Diameter (d) 7,62 cm
Tinggi (t) 1,25 m
Luas Penampang Reaktor (A) π d²/4
= 0,0045 m2
Volume (V) A x t
= 5,66 L
HRT 9 jam
Debit (Q) V / HRT
= 0,63 L/jam
Kecepatan Upflow (Vup) Q / A
= 0,053 m/jam
Konsentrasi limbah cair 50% OLR = 0,64 kg COD/m³.hari
Konsentrasi limbah cair 75% OLR = 1,01 kg COD/m³.hari
Gambar 3.2 Rancangan Reaktor UASB : 1. Tangki inlet, 2. Pompa peristaltik, 3. Tangki outlet, 4. Outlet biogas, 5. Pengumpul biogas, 6.
3.7.3 Pengambilan Limbah Cair RPH
Limbah cair diambil dari kolam anaerob RPH setiap hari pada jam 08:00 dan dimasukkan ke dalam jerigen berukuran 20 L dengan menggunakan corong. Jerigen diisi sesuai dengan kebutuhan limbah per 26 jam. Penentuan kebutuhan limbah cair per 26 jam dilakukan agar tangki inlet belum kosong ketika limbah baru akan dimasukkan. Limbah yang diambil kemudian dibawa ke lokasi penelitian dan dimasukkan ke tangki inlet setiap hari pada jam 10:00. Berikut perhitungan kebutuhan limbah cair untuk setiap tahap:
Konsentrasi limbah 50%
Kebutuhan limbah = ���� 50%
= 0,63 �
��� � 26���� 50%
= 8,19 L
Konsentrasi limbah 75%
Kebutuhan limbah = ���� 75%
= 0,63���� � 26���� 75%
= 12,3 L
Konsentrasi limbah 100%
Kebutuhan limbah = ���� 100%
= 0,63���� � 26���� 100%
= 16,4 L
Setelah proses seeding berhasil yang ditandai dengan terbentuknya biogas, limbah cair mulai dialirkan secara continue dengan tahapan konsentrasi 50%, 75% dan 100%. Berikut cara pembuatan umpan dengan konsentrasi masing-masing:
Konsentrasi limbah 50%
- Limbah yang diambil dari PD RPH Medan dimasukkan kedalam tangki inlet sebanyak 8,19 L
- Sebanyak 8,19 L air suling ditambahkan kedalam tangki inlet
Konsentrasi limbah 75%
- Air suling ditambahkan kedalam tangki inlet sebanyak 4 L
Konsentrasi limbah 100%
- Limbah dimasukkan ke dalam tangki inlet sebanyak 16,4 L
Konsentrasi limbah cair dinaikkan ke tahap selanjutnya setelah efisiensi penyisihan COD mencapai stabil selama 3 hari berturut-turut.
3.7.4 Pengukuran Volume Biogas
Biogas yang keluar dari outlet biogas ditampung dalam plastik bening ukuran 1 kg dan diukur volumenya dengan cara sebagai berikut:
Plastik bening yang telah menampung biogas diikat dengan karet agar gas tidak
keluar dari plastik.
Air ditampung dalam suatu wadah yang berdiameter lebih besar dari plastik sampai
penuh.
Plastik yang berisi biogas dimasukkan kedalam wadah berisi air sampai tenggelam.
Jumlah air yang keluar dari wadah diukur volumenya dengan beaker glass dan hasilnya merupakan jumlah biogas yang terbentuk.
3.7.5 Pengambilan Sampel
Sampel yang diuji pada penelitian ini berasal dari tangki inlet dan outlet reaktor. Pengambilan sampel inlet dilakukan 3 hari sekali sedangkan sampel outlet setiap hari. Sampel diambil dari tangki inlet dengan menggunakan sebuah wadah dan dimasukkan ke dalam botol dengan volume 600 ml. Sedangkan sampel outlet ditampung langsung dari selang efluen ke dalam botol dengan ukuran yang sama. Kemudian botol ditutup dan dimasukkan ke dalam plastik selanjutnya dibawa ke lokasi pengujian sampel. Sedangkan pengukuran pH dilakukan langsung di lokasi penelitian.
3.7.6 Pengujian Sampel
a. Uji COD secara Spektrofotometri
Peralatan:
1. Spektrofotometer NOVA 60 2. COD reaktor
Bahan:
1. Reagent COD A 2. Reagent COD B
Prosedur Analisa:
1. Dicampurkan 3 mL reagent COD A dan 2,3 mL reagent COD B kedalam tabung reaksi (kuvet). Dibiarkan bercampur sempurna
2. Ditambahkan 3 mL sampel kedalam kuvet
3. Kuvet dipanaskan di COD reaktor selama 2 jam pada suhu 140ᴼC
4. Setelah 2 jam, kuvet dikeluarkan dan dibiarkan sampai mencapai suhu kamar
5. Kuvet ditempatkan kedalam ruang sel, dibaca konsentrasi COD yang terbaca dilayar Spektrofotometer NOVA 60
6. Dicatat hasil COD yang diperoleh
Gambar 3.3 Spektrofotometer NOVA 60
b. Uji TSS secara Spektrofotometri
Peralatan:
1. Beaker glass 250 mL 2. Botol aquadest 3. Tisu
5. Stop watch 6. Magnetic stirrer 7. Hot plate 8. Kuvet 20 mm
9. Spektrofotometer NOVA 60 Bahan:
1. Sampel 2. Aquadest
Prosedur:
1. Tekan tombol power pada alat spektrofotometer NOVA 60
2. Dipilih kode program 182 lalu enter, layar spektrofotometer NOVA akan menunjukkan mg/L SUSPENDED SOLID
3. Dimasukkan 50 mL sampel kedalam beaker glass 250 mL
4. Dimasukkan magnetic stirrer di atas hot plate dengan kecepatan tinggi selama 2 menit
5. Dipindahkan sampel kedalam kuvet 20 mm
6. Dimasukkan kuvet yang berisi sampel kedalam ruang alat Spektrofotometer NOVA 60, lalu tekan enter
7. Dibaca konsentrasi TSS yang terbaca dilayar Spektrofotometer NOVA 60 8. Dicatat hasil TSS yang diperoleh
c. Uji nilai pH
Pengujian nilai pH pada penelitian ini dilakukan setiap hari selama 33 hari operasional reaktor. Pengujian ini dilakukan langsung pada tangki inlet dan outlet menggunakan pH meter dengan cara sebagai berikut:
- Penutup probe dibuka kemudian dimasukkan ke dalam air suling - Probe dimasukkan ke dalam tangki inlet atau outlet
Gambar 3.4 pH meter
3.7.7 Analisa Data
Data yang telah dikumpulkan selanjutnya dianalisa dengan teknik sebagai berikut:
1. Analisa Efisiensi
Datayang didapatkan pada penelitian ini diantaranya adalah konesentrasi COD, TSS dan pH influen, konsentrasi COD, TSS dan pH efluen, serta jumlah produksi biogas. Hasil akan disajikan dalam bentuk tabel dan grafik yang akan menunjukkan proses degradasi bahan pencemar serta volume biogas pada fase start-up. Analisa efisiensi dilakukan untuk mengetahui kinerja reaktor dalam mengolah limbah cair RPH yang dilihat dari penurunan konsentrasi COD dan TSS. Penurunan tersebut dihitung dengan membandingkan konsentrasi COD dan TSS pada influen dan efluen yang akan dinyatakan dalam persen (%) sebagai berikut:
� =�1−�2
�1 � 100% (3.1)
Dimana: E = Efisiensi
C1 = Konsentrasi COD atau TSS sebelum pengolahan
Nilai pH, volume biogas serta efisiensi penyisihan COD dan TSS selama tahap konsentrasi limbah 50%, 75% dan 100% akan dimuat dalam tabel dan diplot dalam grafik.
2. Uji Regresi Linear
Uji regresi linear pada penelitian ini dilakukan untuk mengetahui hubungan X terhadap Y sehingga akan didapatkan regresi Y atas X selanjutnya dilakukan pengujian koefisien regresi dan ditentukan koefisien korelasi.
Dengan : X = Konsentrasi TSS Y = Konsentrasi COD
Pada analisis regresi terdapat dua jenis variabel, yaitu variabel bebas dan variabel tak bebas. Veriabel bebas dinyatakan dengan X dan variabel tak bebas dinyatakan dengan Y. Bentuk umum regresi linier paling sederhana adalah (Damanhuri, 1995):
= �+ (3.2)
Dimana:
a = Intersepsi Yc bila X = 0
b = Slope garis regresi, menyatakan kenaikan atau penurunan Yc untuk setiap
perubahan satu unit X X = Nilai variabel bebas
Yc = Nilai variabel tak bebas yang dihitung dari persamaan regresi
Koefisien regresi a dan b dapat dihitung dengan persamaan (Damanhuri, 1995):
�= � � 2 − � �
� 2 − � 2] (3.3)
b = � − � �
[ � 2 − � 2] (3.4)
Dimana:
n = Jumlah pasang observasi
Koefisien korelasi R2 atau dikenal sebagai koefisien determinasi adalah ukuran banyaknya total variasi variabel Y yang dapat dijelaskan dengan persamaan regresi yang berpasangan dengan variabel X, atau (Damanhuri, 1995):
2 = � � + � − � 2
[� 2 −
Dimana:
Ym= rerata dari variabel Y = ΣY/n
Xm= rerata dari variabel X = ΣX/n
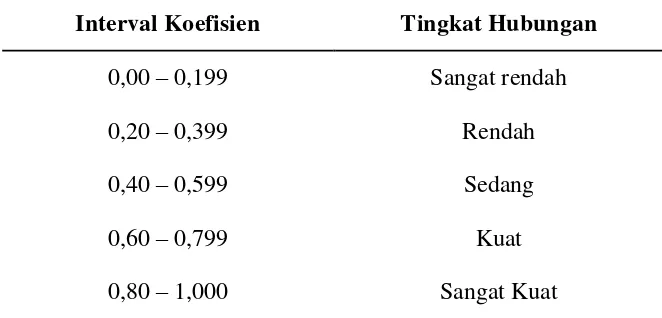
Untuk mengetahui tingkat hubungan korelasi antara variabel X dan Y dapat dilihat pada Tabel 3.3 berikut.
Tabel 3.3 Pedoman untuk memberikan interpretasi terhadap koefisien korelasi
Interval Koefisien Tingkat Hubungan
0,00 – 0,199
0,20 – 0,399
0,40 – 0,599
0,60 – 0,799
0,80 – 1,000
Sangat rendah
Rendah
Sedang
Kuat
Sangat Kuat
BAB IV
HASIL DAN PEMBAHASAN 4.1 Sumber serta Karakteristik Limbah Cair PD RPH Medan
Perusahaan Daerah Rumah Potong Hewan Medan selain memproduksi daging yang telah dibersihkan setiap harinya juga menghasilkan produk sampingan berupa limbah. PD RPH Medan memiliki ruang pemotongan serta kandang hewan sebelum dipotong. Sebelum disembelih hewan-hewan dikandangkan dan diberi makan selama ± satu minggu. Setelah satu minggu hewan akan dibawa ke ruang pemotongan dan dipotong. Limbah yang berasal dari ruang pemotongan berupa darah, isi rumen, serpihan daging dan lemak serta air cucian daging yang telah dipotong.
Tabel 4.1 Karakteristik Limbah Cair PD RPH Kota Medan
Parameter Rata-rata
COD
Konsentrasi Limbah 100%
Konsentrasi Limbah 75%
Konsentrasi Limbah 50%
TSS
Konsentrasi Limbah 100%
Konsentrasi Limbah 75%
Konsentrasi Limbah 50%
pH
1100 mg/l
379,85 mg/l
240 mg/l
500 mg/l
249 mg/l
179,67 mg/l
6,7
organik yang dapat mencemari lingkungan dan biasa disebut sebagai bahan pencemar yang dinyatakan dalam COD dan TSS. Adapun karakteristik kandungan bahan pencemar dalam limbah cair yang digunakan pada penelitian ini dapat dilihat pada Tabel 4.1.
4.2 Reaktor Upflow Anaerobic Sludge Blanket (UASB) Skala Laboratorium 4.2.1 Desain Reaktor
Sistem UASB pertama kali dikenalkan pada akhir tahun 1970 dan dikembangkan oleh Lettinga, van Velsen, de Zeeuw dan Hobma (1979) (Rittman, 2001). Pada sistem UASB, influen masuk melalui bagian bawah reaktor dan mengalir keatas melewati bed
lumpur. Elemen penting dari desain reaktor UASB adalah sistem distribusi influen, gas-solid separator serta sistem keluaran efluen (Metcalf dan Eddy, 2003).
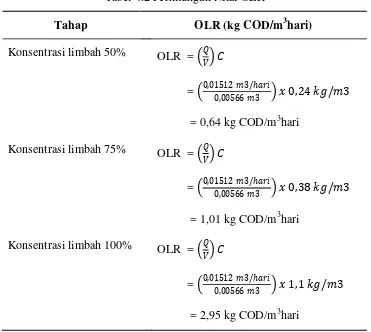
Reaktor UASB skala laboratorium pada penelitian ini mengikuti desain reaktor yang dibuat oleh Vankatesh (2013). Reaktor terbuat dari pipa bahan PVC berdiameter 3” dengan tinggi 125 cm serta volume 5,8 L. Terdapat sampling ports sebanyak 4 buah pada ketinggian 30, 60, 90 dan 120 cm. Tangki inlet dan outlet yang digunakan berupa ember volume 20 L. Sistem gas-liquid-solid separator (GLSS) dibuat dengan menggunakan reducer. Reaktor juga dilengkapi dengan penampung gas yang menggunakan plastik bening ukuran 1 kg. Desain reaktor pada penelitian ini telah dimuat pada bab sebelumnya. Selain volume, HRT, debit dan kecepatan upflow, parameter penting lain adalah nilai Organic Loading Rate (OLR). Perhitungan nilai OLR pada penelitian ini dapat dilihat pada Tabel 4.2
4.2.2 Proses Seeding
Tabel 4.2 Perhitungan Nilai OLR
Tahap OLR (kg COD/m3hari)
Konsentrasi limbah 50% OLR = �
� �
= 0,01512 �3/ℎ���
0,00566 �3 � 0,24 ��/�3
= 0,64 kg COD/m3hari
Konsentrasi limbah 75% OLR = �
� �
= 0,01512 �3/ℎ���
0,00566 �3 � 0,38 ��/�3
= 1,01 kg COD/m3hari
Konsentrasi limbah 100% OLR = �
� �
= 0,01512 �3/ℎ���
0,00566 �3 � 1,1 ��/�3
= 2,95 kg COD/m3hari
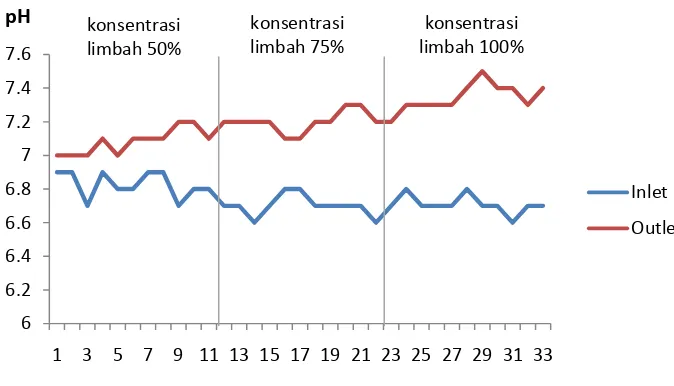
4.2.3 Konsentrasi pH
pH merupakan istilah yang digunakan secara universal untuk menggambarkan intensitas kondisi asam atau basa suatu larutan. Pengukuran pH dilakukan untuk menggambarkan konsentrasi ion hidrogen, atau lebih tepatnya aktivitas ion hidrogen. Dalam pengolahan air limbah yang menggunakan proses biologis, pH harus di kontrol dalam rentang yang sesuai untuk mikroorganisme yang terlibat didalamnya (Sawyer, 2003).
Gambar 4.1 menunjukkan nilai pH inlet dan outlet selama 33 hari operasional reaktor. Pengujian pH inlet dilakukan pada tangki inlet dan berkisar antara 6,6-6,9. Rentang nilai ini cocok untuk pertumbuhan mikroorganisme seperti yang dinyatakan oleh Rittman (2001), pH yang dibutuhkan untuk proses anaerob berkisar antara 6,6-7,6. Sehingga limbah yang digunakan pada penelitian ini tidak memerlukan soda ash
dan konsentrasi limbah 100% berkisar antara 7,3-7,5. Hasil menunjukkan bahwa nilai pH cenderung meningkat dari awal sampai akhir operasional reaktor. Hal ini mengindikasikan lingkungan yang baik didalam reaktor seperti yang dinyatakan Bal. et al dalam Sivarajan. et al (2010) rentang nilai pH optimal untuk keberlangsungan proses acidogenic dan methanogenic didalam reaktor adalah 6,6-7,6. Rentang nilai pH outlet dari awal sampai operasional reaktor berada pada rentang nilai pH optimal untuk keberlangsungan proses acidogenic dan methanogenic. Dari hasil diatas dapat disimpulkan bahwa bakteri acidogen dan methanogen dapat bekerja secara seimbang didalam reaktor.
Gambar 4.1 Grafik pH pada Inlet dan Outlet
Proses pengubahan senyawa organik kompleks menjadi metana dimulai dari hidrolisis senyawa organik kompleks (seperti karbohidrat, protein, dan lemak) menjadi senyawa organik sederhana (seperti karbohidrat, asam amino dan asam-asam lemak) oleh bakteri hidrolisis. Karbohidrat dan asam sederhana kemudian digunakan oleh bakteri acidogen untuk memperoleh energi dan tumbuh sehingga menghasilkan asam organik dan hidrogen. Sebagian asam organik dioksidasi oleh bakteri fermentasi lainnya dan menghasilkan hidrogen dan asam asetat yang kemudian digunakan oleh bakteri methanogen sebagai substrat untuk menghasilkan metana (Rittman, 2001). Proses ini memerlukan lingkungan pH yang baik karena bakteri methanogen tidak dapat bekerja secara optimal pada lingkungan pH yang asam (Soeprijanto. dkk, 2009).
4.2.4 Konsentrasi COD
Pengujian Chemical Oxygen Demand (COD) banyak digunakan sebagai alat untuk mengukur kandungan bahan organik dalam limbah domestik maupun industri. Uji COD dapat digunakan pada pengukuran jumlah total oksigen limbah yang dibutuhkan untuk proses oksidasi menjadi karbon dioksida dan air. Hal ini didasarkan pada fakta bahwa semua senyawa organik, dengan beberapa pengecualian, dapat dioksidasi oleh zat pengoksidasi kuat dalam kondisi asam. Selama penentuan nilai COD, bahan organik didalam sampel diubah menjadi karbon dioksida dan air (Sawyer, et al. 2003).
organik pada tangki inlet tidak terlihat, sehingga dapat menyebabkan perolehan data penyisihan COD yang tidak stabil.
Gambar 4.2 Jumlah Penyisihan COD pada Tahap Konsentrasi Limbah 75% dan 100%
Jumlah penyisihan COD tertinggi pada tahap konsentrasi limbah 75% mencapai 222 mg/L sedangkan pada tahap konsentrasi limbah 100% mencapai 442 mg/L. Hasil ini menunjukkan jumlah penyisihan COD pada tahap konsentrasi limbah 100% lebih tinggi bila dibandingkan dengan tahap konsentrasi limbah 75%. Dapat disimpulkan bahwa semakin tinggi konsentrasi limbah maka penyisihan COD juga semakin besar. Hasil penelitian ini sesuai dengan penelitian Soeprijanto. dkk (2009) yang menyatakan meningkatnya konsentrasi bahan organik pada limbah yang diumpankan menyebabkan peningkatan pada laju pertumbuhan mikroorganisme sehingga banyak bahan organik yang dapat didegradasi. Tingginya kandungan bahan organik pada tahap konsentrasi limbah 100% meningkatkan laju pertumbuhan mikroorganisme sehingga jumlah penyisihan COD menjadi lebih tinggi bila dibandingkan dengan tahap konsentrasi limbah 75%.
Gambar 4.3 menunjukkan profil efisiensi penyisihan COD selama 33 hari operasional reaktor. Efisiensi penyisihan COD pada tahap konsentrasi limbah 50% stabil pada hari ke-10 dengan nilai efisiensi mencapai 50%. Selanjutnya konsentrasi limbah ditingkatkan menjadi 75%. Pada tahap ini terjadi penurunan efisiensi penyisihan pada hari ke-12 dan meningkat pada hari ke-14 kemudian kembali menurun pada hari ke-17 dan cenderung naik dari hari 18 sampai 20. Efisiensi penyisihan stabil pada hari
21 dengan nilai efisiensi mencapai 36%. Kemudian konsentrasi limbah dinaikkan menjadi 100%. Efisiensi penyisihan COD menurun pada hari ke-23 dan meningkat dari hari ke-24 sampai 27 namun kembali menurun pda hari ke-28 dan cenderung meningkat dari hari ke-29 sampai 31. Efisiensi penyisihan COD tahap ini stabil pada hari ke-32 dengan nilai efisiensi mencapai 40%. Efisiensi penyisihan COD tertinggi mencapai 58,4% terjadi pada tahap konsentrasi limbah 75%.
Gambar 4.3 Grafik Efisiensi Penyisihan COD
Hasil diatas menunjukkan bahwa pada saat konsentrasi limbah dinaikkan, terjadi penurunan efisiensi penyisihan COD untuk sesaat. Penurunan efisiensi terjadi seiring dengan peningkatan nilai OLR dari 0,64 sampai 2,95 kg COD/m³.hari. Penurunan efisiensi penyisihan ini sesuai dengan penelitian Nayono (2005) yang menggunakan reaktor UASB untuk mengolah limbah industri gula. Terjadi penurunan efisiensi penyisihan pada reaktor dari 88% menjadi 64% ketika OLR ditingkatkan dari 1.1 g COD/l.hari menjadi 2.7 g COD/l.hari. Penelitian Chaisri (2006) yang menggunakan reaktor UASB untuk mengolah limbah kelapa sawit memperoleh efisiensi penyisihan COD lebih dari 80% dengan nilai OLR 1,1-7,5 g COD/l/hari dan menurun menjadi 60% saat nilai OLR dinaikkan dari 7,5 sampai 10 g COD/l/hari. Hal ini disebabkan karena setiap tahap memiliki konsentrasi substrat yang berbeda yang menyebabkan shock loading pada sistem dan berakibat pada menurunnya aktivitas mikroorganisme . Setelah penurunan beberapa saat, efisiensi penyisihan kembali naik kemudian mencapai stabil. Efisiensi penyisihan COD yang fluktuatif mungkin dapat disebabkan karena pada penelitian ini efisiensi penyisihan dikatakan stabil ketika nilainya sama selama 3 hari
berturut-turut. Waktu 3 hari mungkin belum cukup untuk menentukan efisiensi penyisihan telah mencapai stabil, diperlukan waktu yang lebih lama untuk menentukan stabilnya efisiensi penyisihan.
Hasil penelitian Fang and Chui dalam Fang. et al (1995) menyatakan bahwa efisiensi penyisihan COD sangat bergantung pada Organic Loading Rate (OLR). OLR akan meningkat dengan meningkatnya konsentrasi COD didalam limbah atau dengan mengurangi Hydraulic Retention Time (HRT). Peningkatan OLR secara bertahap diperlukan untuk meningkatkan pertumbuhan dan aktivitas bakteri metanogen serta keberlangsungan efisiensi reaktor.
4.2.5 Konsentrasi TSS
Definisi Total Suspended Solid (TSS) adalah padatan yang tersisa sebagai residu setelah penguapan dan pengeringan pada suhu 103 sampai 105ᴼC. Prinsipnya adalah semua bahan akan menguap pada suhu tersebut dan akan hilang selama proses penguapan dan pengeringan. Residu yang tersisa atau tidak menguap menunjukkan padatan yang terdapat dalam sampel (Sawyer, 2003). Pengukuran konsentrasi TSS inlet dilakukan setiap 3 hari, kemudian hasilnya dirata-ratakan untuk mendapatkan nilai inlet yang sama.
Gambar 4.4 menunjukkan jumlah penyisihan TSS pada tahap konsentrasi limbah 75% dan 100%. Jumlah penyisihan TSS pada tahap konsentrasi limbah 75% cenderung meningkat dari hari ke-14 sampai 17 namun menurun pada hari ke-18 dan kembali meningkat pada hari ke-19. Jumlah penyisihan TSS yang tidak stabil disebabkan karena meningkatnya konsentrasi substrat didalam umpan sehingga mengganggu sludge bed
Dari uraian diatas dapat disimpulkan bahwa jumlah degradasi TSS pada tahap konsentrasi limbah 100% lebih tinggi daripada tahap konsentrasi limbah 75%. Nilai OLR pada tahap aklimatisasi 100% 2,95 kg COD/m³.hari sedangkan pada tahap aklimatisasi 75% hanya 1,01 kg COD/m³.hari. Perbedaan nilai OLR menunjukkan konsentrasi substrat didalam umpan. Menurut Yazid. dkk (2012) hasil tersebut dapat dikaitkan dengan ketersediaan substrat sebagai bahan makanan bagi bakteri cukup terpenuhi, sehingga terjadi peningkatan pada metabolisme bakteri dan berdampak pada proses degradasi limbah yang lebih baik.
Gambar 4.4 Jumlah Penyisihan TSS pada Tahap Konsentrasi Limbah 75% dan 100%
Gambar 4.5 menunjukkan profil efisiensi penyisihan TSS selama 33 hari operasional reaktor. Efisiensi penyisihan mencapai 65% pada akhir tahap konsentrasi limbah 50%. Kemudian konsentrasi limbah ditingkatkan menjadi 75%. Efisiensi penyisihan pada tahap ini cenderung fluktuatif karena terjadi beberapa kali penurunan efisiensi yaitu pada hari ke-13, 16 dan 18. Hal ini terjadi karena bed lumpur masih beradaptasi dengan konsentrasi substrat yang lebih tinggi sehingga beberapa padatan tidak dapat mengendap dan ikut keluar bersama efluen. Pada akhir tahap konsentrasi limbah 75% efisiensi penyisihan mencapai 77,9%. Sedangkan efisiensi penyisihan TSS pada tahap konsentrasi limbah 100% cenderung meningkat dari hari ke-24 sampai 27 namun turun pada hari ke-28 dan kembali meningkat pada hari ke-29 sampai 33. Efisiensi penyisihan TSS pada akhir tahap ini mencapai 81%. Sedangkan efisiensi penyisihan TSS maksimal mencapai 85,5% terjadi pada tahap konsentrasi limbah 75%. Terjadi penurunan efisiensi penyisihan TSS dari 77,9% menjadi 43,6% ketika OLR ditingkatkan dari 1,01 menjadi
2,95 kg COD/m³.hari. Penelitian ini sesuai dengan hasil de Barros. et al ( 2016) yang menyatakan bahwa efisiensi penyisihan TSS menurun dari 64% menjadi 38% dengan meningkatnya OLR dari 0,2 menjadi 7,5 g COD/L.hari. Penurunan efisiensi ini terjadi karena peningkatan konsentrasi substrat pada umpan sehingga mengakibatkan wash out
lumpur didalam reaktor.
Gambar 4.5 Grafik Efisiensi Penyisihan TSS
Pencapaian nilai efisiensi penyisihan TSS didukung oleh berbagai faktor antara lain HRT dan kecepatan upflow yang cukup untuk memberikan waktu kontak antara umpan dengan lumpur sehingga senyawa organik yang didalam umpan dapat terdegradasi. Seperti yang dinyatakan Lu. et al (2015) bahwa HRT dan kecepatan upflow berperan penting dalam menangkap padatan tersuspensi. Kecepatan upflow yang tidak terlalu tinggi memberikan waktu bagi biosolid untuk mengendap sehingga tidak ikut keluar bersama efluen. HRT yang sesuai dan kecepatan upflow yang memadai akan memberikan waktu kontak yang cukup antara lumpur dan limbah, memisahkan biomassa dari gas dan meningkatkan efisiensi penyisihan bahan organik (Haandel dan Lettinga dalam Rizvi. et al. 2014). Efisiensi penyisihan yang baik juga dapat disebabkan oleh turbulensi yang kecil di bed lumpur karena nilai OLR awal yang rendah sehingga meningkatkan daya saring atau kapasitas tangkap lumpur (Malim. 2013). Menurut Ali. et al (2007) dalam Himawan (2012) penurunan pada kecepatan upflow memiliki dua efek yang berlawanan dalam kinerja reaktor UASB, yaitu dapat meningkatkan waktu kontak antara biomassa dan substrat sehingga menyebabkan penyisihan bahan organik
yang lebih baik. Namun di sisi lain dapat mengurangi pencampuran dalam reaktor yang akan mengganggu kontak antara substrat dan biomassa.
4.2.6 Korelasi antara Konsentrasi TSS dan COD
Gambar 4.6 memperlihatkan perbandingan antara jumlah COD dengan TSS terdegradasi. Dapat dilihat dari grafik jumlah TSS terdegradasi lebih fluktuatif namun hampir sama dengan jumlah COD terdegradasi. Jumlah COD terdegradasi menurun pada hari ke-18 dan meningkat pada hari ke-27 kemudian menurun pada hari ke-28 dan kembali meningkat pada hari ke-30. Begitu juga dengan jumlah TSS terdegradasi yang menurun pada hari ke-18 dan meningkat pada hari ke-27 kemudian menurun pada hari ke-28 dan kembali meningkat pada hari ke-30. Hal ini menunjukkan bahwa jumlah TSS terdegradasi meningkat saat jumlah COD terdegradasi juga meningkat dan akan menurun saat jumlah COD terdegradasi menurun. Begitu pula dengan efisiensi penyisihan TSS yang mengikuti fluktuasi efisiensi penyisihan COD dan dapat dillihat pada gambar 4.7. Kedua grafik ini menunjukkan bahwa penyisihan TSS dan COD saling berhubungan. Ketika terjadi shock loading saat konsentrasi limbah ditingkatkan, maka kinerja reaktor tidak hanya terganggu dalam menyisihkan COD namun juga TSS.
Gambar 4.6 Perbandingan Antara Jumlah COD dengan TSS Terdegradasi
Untuk melihat hubungan antara konsentrasi TSS dengan konsentrasi COD maka dilakukan uji regresi linear. Data yang digunakan untuk melihat korelasi antara konsentrasi TSS dengan COD dapat dilihat pada Tabel 4.3.
Tabel 4.3 Data Konsentrasi TSS dan COD Efluen
Hari Ke- Kosentrasi TSS (mg/L) Konsentrasi COD (mg/L)
9 82,8 116
10 72,67 119
11 66,5 120
12 79 233
13 94 247
14 55 158
15 57 165
16 82 218
17 60 307
18 138 300
19 62 291
20 36 244,1
21 40 245
22 55 243
23 282 899
24 249 786,5
25 175 766,7
26 160 716,1
27 165 687,5
28 272,5 845,9
29 199 794,2
30 151,5 731,5
31 140 665,5
32 125 658
Dari data pada tabel 4.3 dilakukan uji regresi linear, diperoleh hasil sebagai berikut:
Tabel 4.4 Hasil Korelasi Antara Konsentrasi TSS dan COD
R R Square Adjusted R Square Std. Error of the Estimate
0.870a 0.757 0.747 140.261677
a = Predictors : (Constant), Konsentrasi COD
Berdasarkan Tabel 4.4 diperoleh hasil bahwa nilai korelasi (R) sebesar 0,870 dan nilai koefisien determinasi (R²) sebesar 0,757 . Nilai koefisien determinasi menyatakan konsentrasi TSS mempengaruhi konsentrasi COD sebesar R² = 0,757 atau 75,7% konsentrasi COD dipengaruhi oleh konsentrasi TSS. Hasil tersebut dapat disebabkan karena konsentrasi TSS pada sampel terhitung sebagai konsentrasi COD saat pengujian konsentrasi COD. Hal ini terjadi karena pada saat pengambilan sampel untuk pengujian COD tidak dilakukan penyaringan terlebih dahulu untuk menghilangkan kandungan padatan tersuspensi didalam sampel sehingga konsentrasi TSS juga terhitung sebagai konsentrasi COD yang menyebabkan konsentrasi COD sangat dipengaruhi oleh konsentrasi TSS.
Berdasarkan Tabel 3.3 yaitu pedoman untuk memberikan interpretasi terhadap nilai R, maka hubungan antara konsentrasi TSS dan konsentrasi COD adalah sangat kuat. Nilai R pada kategori sangat kuat adalah 0,80-1,000 dan nilai R pada Tabel 4.4 adalah 0,870.
Tabel 4.5 Hasil Uji Regresi Linear antara Konsentrasi TSS dan COD
Coefficientsa
Model B Std. Error
1 (Constant)
Konsentrasi COD
45.378
3.368
55.252
0.397
Berdasarkan output diatas, diperoleh nilai koefisien regresi a = 45,378 dan nilai koefisien regresi b = 3,368, sehingga persamaan regresinya dapat ditulis sebagai berikut:
Y = 45,378 + 3,368x
Keterangan: Y = Konsentrasi COD (mg/L) X = Konsentrasi TSS (mg/L)
Lebih jelasnya hasil regresi antara konsentrasi TSS dan konsentrasi COD dapat dilihat pada Gambar 4.8.
Gambar 4.7 Kurva Regresi Konsentrasi TSS dan COD
Pada Gambar 4.7 terdapat garis linear yang terbentuk dari persamaan Y= 3,368x + 45,378. Garis ini menunjukkan bahwa terjadi peningkatan konsentrasi COD seiring dengan peningkatan konsentrasi TSS. Seperti yang telah dijelaskan diatas bahwa konsentrasi COD sangat dipengaruhi oleh konsentrasi TSS sehingga saat konsentrasi TSS efluen meningkat maka terjadi peningkatan pada konsentrasi COD efluen.
4.2.7 Produksi Biogas
Pengumpulan data produksi biogas mulai dilakukan pada hari ke-12 karena terdapat kendala selama penelitian. Pada awal penelitian siatem pengukuran biogas direncanakan dengan menggunakan tekanan pada air. Aliran gas dimasukkan kedalam sebuah botol vakum yang berisi air. Jumlah air yang keluar dari botol merupakan jumlah produksi gas. Namun sistem pengukuran tersebut tidak berhasil diterapkan pada penelitian ini.
Biogas berhasil diukur pada hari ke-12 dengan menampungnya dalam sebuah plastik bening, kemudian plastik diikat dan dicelupkan kedalam sebuah wadah berisi air. Jumlah air yang keluar dari wadah merupakan jumlah produksi biogas.
Gambar 4.8 menunjukkan profil produksi biogas selama tahap konsentrasi limbah 75% dan 100%. Dapat dilihat pada gambar bahwa produksi biogas cenderung stabil dari saat konsentrasi limbah 75% sampai konsentrasi limbah 100%. Proses anaerob melibatkan dua bakteri pereaksi utama yang mempengaruhi proses degradasi bahan organik yaitu asidogenik dan methanogenik. Pada tahap pertama asidogenik, bahan organik kompeks diuraikan menjadi Volatile Fatty Acids (VFA) kemudian dimetabolisme menjadi metana oleh bakteri methanogenik (Soeprijanto. dkk, 2009). Hasil penelitian ini menunjukkan proses pengubahan senyawa organik kompleks menjadi metana berlangsung dengan baik didalam reaktor. Peningkatan pada konsentrasi bahan organik limbah tidak merusak keseimbangan antara proses asidogenik dan metanogenik didalam sistem.
Gambar 4.8 Grafik Produksi Biogas
Gambar 4.9 menunjukkan perbandingan jumlah COD terdegradasi dengan produksi biogas. Pada tahap konsentrasi limbah 100% produksi biogas maksimum mencapai 270 ml/hari dengan jumlah konsentrasi COD yang tersisih 442 mg/L. Sedangkan pada tahap konsentrasi limbah 75% produksi biogas maksimum hanya mencapai 240 ml/hari dengan jumlah COD yang tersisih 221 mg/L.
0 50 100 150 200 250 300
13 16 19 22 25 28 31 33
ml
Hari
Ke-konsentrasi limbah 75%
Gambar 4.9 Perbandingan Jumlah COD Terdegradasi dengan Produksi Biogas
Untuk melihat hubungan antara konsentrasi COD terdegradasi dengan jumlah produksi biogas maka dilakukan uji regresi linear. Data yang digunakan untuk melihat korelasi antara konsentrasi COD terdegradasi dengan produksi biogas dapat dilihat pada tabel 4.6.
0 50 100 150 200 250 300 350 400 450 500
16 22 28
Jumlah COD Terdegradasi (mg/L)
Jumlah Produksi Biogas (ml)
Hari
Ke-konsentrasi limbah 75%
Tabel 4.6 Data Konsentrasi COD Terdegradasi dan Produksi Biogas
Hari Ke-
Konsentrasi COD Terdegradasi (mg/L)
Produksi Biogas (mL)
12 147 190
13 133 190
14 222 240
15 215 235
16 162 200
17 73 145
18 80 150
19 89 170
20 136 180
21 135 180
22 137 180
23 201 150
24 313 200
25 333 220
26 384 250
27 412 260
28 254 210
29 306 240
30 368 255
31 434 270
32 442 270
33 440 270
Dari data pada Tabel 4.6 dilakukan uji regresi linear, diperoleh hasil sebagai berikut:
Tabel 4.7 Hasil Korelasi antara Konsentrasi COD Terdegradasi dan Produksi Biogas
R R Square Adjusted R Square Std. Error of the Estimate
0.898a 0.808 0.798 18.6148913
Tabel 4.8 Hasil Uji Regresi Linear Konsentrasi COD Terdegradasi dan Produksi Biogas
Coefficientsa
Model B Std. Error
1 (Constant)
Konsentrasi COD
139.483
0.292
8.802
0.032
a. Dependent Variable: Konsentrasi COD Terdegradasi
Berdasarkan Tabel 4.7 diperoleh hasil nilai korelasi (R) sebesar 0,898 dan nilai koefisien determinasi (R2) sebesar 0,808. Nilai koefisien determinasi menyatakan konsentrasi COD terdegradasi mempengaruhi jumlah produksi biogas sebesar R2 = 0,808 atau 80,8% jumlah produksi biogas dipengaruhi oleh konsentrasi COD terdegradasi. Hal ini menunjukkan bahwa semakin tinggi bahan organik yang di degradasi maka semakin tinggi pula produksi biogasnya. Hasil penelitian ini sesuai dengan penelitian Lo. et al dalam Cronin (1998) yang menggunakan reaktor HUASB untuk mengolah limbah molase pada suhu 35ᴼC. Produksi metana mencapai 0,36 l CH4/l/hari dengan OLR 2,3 g COD/l/hari dan 0,91 l CH4/l/hari ketika OLR 5,8 g
COD/l/hari. dari hasil penelitian tersebut dapat disimpulkan bahwa meningkatnya OLR mengakibatkan peningkatan pada produksi biogas.
Dilihat dari Tabel 3.3 yaitu pedoman untuk memberikan interpretasi terhadap nilai R, maka hubungan antara konsentrasi COD terdegradasi dengan produksi biogas adalah sangat kuat. Nilai R pada kategori sangat kuat adalah 0,80-1,000 dan nilai R pada Tabel 4.7 adalah 0,898.
Berdasarkan output pada Tabel 4.8, diperoleh nilai koefisien regresi a = 139,4 dan nilai koefisien regresi b = 0,292, sehingga persamaan regresinya dapat ditulis sebagai berikut:
Y = 0,292x + 139,4
Keterangan : Y = Produksi Biogas (mL)
X = Konsentrasi COD terdegradasi (mg/L)
Gambar 4.10 Kurva Regresi Konsentrasi COD Terdegradasi dan Produksi Biogas
Pada gambar 4.10 terdapat garis linear yang terbentuk dari persamaan Y = 0,292x + 139,4. Garis ini menunjukkan bahwa terjadi peningkatan produksi biogas seiring dengan peningkatan konsentrasi COD terdegradasi. Seperti yang telah dijelaskan diatas bahwa jumlah produksi biogas sangat dipengaruhi oleh konsentrasi bahan organik terdegradasi sehingga saat terjadi peningkatan pada degradasi COD maka jumlah produksi biogas akan meningkat pula.
Gambar 4.11 menunjukkan grafik konsentrasi pH inlet dan outlet, jumlah penyisihan COD, jumlah penyisihan TSS serta produksi biogas pada tahap (a) 50%; (b) 75% dan (c) 100%. Data hasil uji konsentrasi pH, COD dan TSS serta jumlah produksi biogas dapat dilihat pada Lampiran I.
0 50 100 150 200 250 300
0 100 200 300 400 500
B
io
g
as m
L
COD mg/L
(a)
(b)
(c)
Gambar 4.11 Grafik Konsentrasi pH, Jumlah Penyisihan COD, Jumlah Penyisihan TSS serta Produksi Biogas pada Tahap: (a) 50% (b) 75% dan (c) 100%
0
pHin pHout CODremoved (mg/L) TSSremoved (mg/L)
0
pHin pHout CODremoved (mg/L) TSSremoved (mg/L) Biogas (mL/h)
0
BAB V
KESIMPULAN DAN SARAN 5.1 Kesimpulan
Setelah dilakukan pengamatan lapangan, penelitian laboratorium serta analisa, maka didapatkan kesimpulan sebagai berikut:
1. Kandungan bahan pencemar dalam limbah cair PD RPH Medan yang ditinjau dari parameter COD, TSS serta pH masing-masing adalah 1100 mg/L; 500 mg/L; 6,7.
2. Kinerja reaktor UASB pada tahap konsentrasi limbah cair 50% dengan HRT 9 jam berjalan dengan baik yang dibuktikan dengan berkurangnya konsentrasi bahan pencemar pada outlet. Efisiensi penyisihan yang diperoleh pada akhir tahap ini adalah COD = 50% dan TSS = 65%. pH outlet pada tahap ini berkisar antara 7-7,2. Efisiensi penyisihan bahan pencemar pada tahap konsentrasi limbah 75% mampu memperoleh penyisihan COD maksimal sebesar 58,4% dan TSS mencapai 85,5%. Sedangkan pada akhir tahap ini efisiensi COD mencapai 36% sedangkan TSS 77,9%. Rentang pH outlet pada tahap ini berkisar antara 7,1-7,3. Kinerja reaktor UASB pada tahap konsentrasi limbah 100% mampu memperoleh penyisihan COD maksimal 40,2% dan TSS sebesar 81%. Sedangkan pH outlet berkisar antara7,2-7,5.
3. Produksi biogas maksimal pada tahap konsentrasi limbah 75% mencapai 240 ml sedangkan pada tahap konsentrasi limbah 100% mencapai 270 ml.
5.2 Saran
Berdasarkan hasil penelitian dan pembahasan diatas dapat disarankan beberapa hal, yaitu:
1. Pengambilan sampel pada tangki inlet perlu dilakukan setiap hari untuk mengetahui kandungan bahan pencemar harian sehingga mendapatkan data efisiensi penyisihan yang lebih jelas.
3. Perlu dilakukan pengusiran oksigen (O2) dari sistem secara rutin dengan menggunakan nitrogen untuk menjaga sistem agar tetap berlangsung secara anaerob. 4. Perlu dilakukan pengujian nilai TSS pada tiap titik sampling ports untuk mengetahui
distribusi suspended solid didalam reaktor.