DETEKSI KERUSAKAN BOTOL
MENGGUNAKAN ELECTRONIC BOTTLE INSPECTION (EBI) DI PT. COCA-COLA BOTTLING INDONESIA (CCBI)
UNIT SEMARANG
Dista Yoel T (L2F 007 025)
Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Abstrak
Dalam usaha meningkatkan produktifitas, efisiensi, dan efektifitas dari sumber daya yang dimiliki, suatu perusahaan harus terus melakukan inovasi-inovasi dalam proses produksinya. Pada era modern sekarang ini inovasi-inovasi yang dilakukan untuk meningkatkan kualitas dan kuantitas hasil produksi harus didukung oleh suatu teknologi yang memiliki kecepatan, akurasi dan keandalan yang tinggi serta kemudahan dalam pengoperasiannya. PT. Coca Cola Bottling Indonesia adalah perusahaan yang telah menggunakan teknologi maju dalam proses produksinya. Suatu perusahaan yang merupakan industri minuman siap pakai bertaraf internasional yang memproduksi minuman : Coca cola, Sprite, Fanta, Fresh Tea, Ades, dll.
Electronic Bottle Inspection (EBI) buatan prusahaan KRONES Jerman, adalah salah satu mesin yang telah digunakan oleh PT. CCBI. Mesin ini digunakan untuk menentukan kualitas botol yang dipakai sebagai kemasan produk minuman. Mesin ini dijalankan secara otomatis sehingga mudah dalam penerapannya. Selain itu juga memiliki akurasi dan kecepatan yang tinggi sehingga sangat bermanfaat dalam peninggkatan kuantitas hasil produksi.
Kata kunci : EBI,CCBI
I. PENDAHULUAN 1.1 Latar Belakang
Dengan adanya penemuan-penemuan mutakhir di bidang ilmu pengetahuan dan teknologi, seperti dari ditemukannya energi listrik sampai radio, telegraf, telepon, televisi, dan sebagainya, telah membuka gerbang dunia modern serba canggih, praktis, cepat, handal dan fleksibel dalam segala kehidupan. Dan salah satunya adalah kebutuhan akan teknologi automatisasi. Perkembangan teknologi ini tidak lagi dalam hitungan tahun namun setiap hari, bahkan tiap detik pun teknologi terus berganti.
Oleh karena itu di abad ke-21, Indonesia perlu menyiapkan sumber daya manusia yang mampu bersaing dalam percaturan perdagangan global. Dengan memanfaatkan segala potensi yang telah tersedia secara optimal, sehingga tidak selalu menjadi korban teknologi, dalam artian kita siap dalam setiap perubahan dan bukan hanya menjadi penonton dan pengguna saja.
Proses pengefektifan sumber daya manusia melalui pendidikan nasional yang berdayaguna dan berhasil perlu didukung oleh seluruh lapisan masyarakat, baik itu dari instansi pemerintah maupun swasta. Yang mempunyai tujuan membentuk manusia Indonesia seutuhnya. Salah satunya usaha PT. Coca Cola Bottling Indonesia Central Java melalui penerimaan mahasiswa praktek/magang sebagai wujud sumbangsih dalam rangka memasyarakatkan teknologi industri di Indonesia.
Sebagai salah satu perusahaan besar, PT. Coca Cola Bottling Indonesia Central Java setiap
harinya memproduksi ribuan botol minuman dan memperkerjakan banyak karyawan. Selain memproduksi minuman kemasan botol, PT. Coca Cola Bottling Indonesia Central Java juga memproduksi minuman kaleng. Untuk meningkatkan hasil produksi dan efisiensi kerja, PT. Coca Cola Bottling Indonesia Central Java menggunakan banyak sekali peralatan serta mesin-mesin modern seperti pada perusahaan-perusahaan modern lainnya. Salah satunya adalah mesin Electronic Bottle Inspection (EBI).
1.2 Tujuan Penulisan
Adapun tujuan dari penulisan Laporan Kerja Praktek ini adalah:
1. Mengetahui dan mempelajari proses pembuatan minuman di PT. Coca-Cola Bottling Indonesia
2. Mengetahui secara umum prinsip kerja dan sistem operasional Electronic Bottle Inspection (EBI)
1.3 Pembatasan Masalah
Dalam penulisan Laporan Keja Praktek ini pembahasan ditekankan pada :
1. Pembahasan cara kerja Electronic Bottle Inspection(EBI) PT. Coca Cola Bottling Indonesia Central Java
2. Tidak membahas program (software) PLC 3. Hanya membahas penggunaan komponen
II. PROSES PRODUKSI LINE-8 PT. COCA
COLA BOTTLING INDONESIA
CENTRAL JAVA
Dalam pembuatan minuman PT. Coca Cola Bottling Indonesia menggunakan beberapa tahapan. Untuk Line-8 sendiri melalui tahap-tahap sebagai berikut :
1. Depalletizing
Mesin Depalletizer akan mengangkat tiap tumpukan case yang berisi botol kosong dan meletakkan dalam case conveyor.
2. Unpacking
Mesin packing mempunyai tugas untuk mengambil botol-botol kosong di dalam case dan meletakkannya di bottle conveyor.
Gambar 1. Mesin Unpacking 3. Pre-Inspection
Sebelum dicuci, botol-botol dari mesin unpacking akan diinspeksi terlebih dahulu untuk mengurangi beban pencucian oleh washer dari botol-botol yang mempunyai kerusakan yang sangat parah.
Gambar 2. Pre-Inspection 4. Washing
Didalam mesin washer, botol-botol yang lolos dari pre-inspection akan dicuci untuk menghilangkan kotoran dan bakteri pada botol.
5. Post-Inspection
Botol-botol yang telah dicuci di mesin washer akan diperiksa kembali. Seperti pada pre-inspection, pemeriksaan botol disini juga dilakukan secara manual.
6. Electronic Bottle Inspection ( EBI )
Botol-botol yang telah diperiksa di post-inspection akan kembali diperiksa untuk menjamin bahwa botol-botol yang akan diisi produk adalah botol-botol yang benar-benar baik, bersih, dan kering. Berbeda dengan pemeriksaan sebelumnya yang masih manual, ditahap ini botol-botol diperiksa secara electrik.
7. Filling
Botol-botol yang telah lolos dari beberapa tahap pemeriksaan atau dinyatakan baik akan diisi dengan produk (coca cola/sprite/fanta) didalam mesin filler.
8. Crowning
Penutupan/proses crowning dilakukan oleh mesin crowner yang terletak disamping mesin filler.
9. Date Coding
Setelah dilakukan proses crowning, tahap selanjutnya produk diberi kode produksi yang berisi expire date, kode lokasi produksi, line tempat produksi, dan jam produksi.
10. Check-mat
Ditahap ini, produk kembali diperiksa secara elektrik. Pemeriksaan yang dilakukan meliputi pemeriksaan crown serta level produk.
11. Final-inspection
Produk-produk kembali diperiksa secara manual. Pemeriksaan ditahap ini meliputi date-code serta level produk yang lolos dari check-mat.
12. Packing
Botol-botol yang telah melalui final-inspection kemudian dipindahkan ke dalam krat.
Gambar 3. Mesin packing 13. Palletizing
Krat-krat yang telah terisi botol ditumpuk menjadi tumpukan untuk mempermudah distribusi.
Gambar 4. Skema Line 8
III. ELECTRONIC BOTTLE INSPECTION (EBI)
3.1 Gambaran Umum Electronic Bottle Inspection (EBI)
Electronic Bottle Inspection (EBI) berfungsi untuk menginspeksi atau mendeteksi kualitas botol kosong apakah bersih dan layak setelah melalui beberapa tahapan pencucian dan penginspeksian untuk digunakan sebagai kemasan minuman Coca Cola, Sprite dan Fanta.
Bersih dan layak yang dimaksudkan di sini adalah terhindar dan terbebas dari hal-hal sebagai berikut :
1. Botol yang masih terdapat cairan di dalamnya (residu liquid).
2. Botol yang masih ada kotoran dan benda asing.
3. Botol berkarat.
4. Botol scuffing (berkerak). 5. Botol pecah pada bibir. 6. Botol rusak bagian bawah. 7. Botol lain jenis.
8. Botol berwarna buram / kabur. 3.2 Bagian Penyusun EBI
Gambar 5. EBI
Gambar 6. Skema EBI Keterangan :
1. Infeed Monitoring 13. HF Caustic
2. Botol 14. Residual Caustic
3. Too Tall Detector 15. Lampu
4. Too Short Detector 16. Base Detector
5. Botol Present I 17. Neck Detector
6. Color Detection 18. Rejection Sensor
7. Pusher I 19. Tempat Penampungan 8. Tempat Penampungan 20. Pusher II
9. Rejection Monitoring 21. Rejection Sensor 10. Sensor Botol Present 22. Pusher III
11. Botol Present II 23. Rejection Monitoring 12. Sensor Infra Merah 24. Rejection Conveyor
Secara garis besar EBI terbagi atas dua bagian utama yaitu sebagai berikut:
5.2.1 Inspection Unit
Pada unit ini EBI terbagi lagi menjadi beberapa bagian, yaitu :
1. Infeed Monitoring
Merupakan area di mana botol pertama kali masuk ke EBI yang dikirimkan oleh konveyor.
2. Bottle Present 1
Berupa sebuah sensor fotosel yang berfungsi untuk mendeteksi keberadaan sebuah botol dalam bentuk sebuah sinyal dan sinyal yang dihasilkan ini akan digunakan sebagai referensi ke sensor fotosel pusher 1. 3. Too Tall/Too Short
Selanjutnya botol dideteksi oleh sebuah sensor fotosel yaitu sensor untuk too tall (sensor untuk botol yang terlalu panjang, terletak di sisi atas) dan sensor untuk too short (sensor untuk botol yang terlalu pendek, terletak di sisi bawah). Jika botol yang melewati sensor ini adalah botol yang memiliki ketinggian yang benar, maka sensor fotosel too short akan selalu dalam posisi close (selalu mendeteksi objek) dan sensor fotosel too tall akan selalu dalam posisi open (selalu tidak mendeteksi objek).
Keterangan :
1. Sensor Bottle Present1 2. Sensor Too Tall 3. Sensor Too Short 4. Color Detection 5. Sensor Fotosel Pusher 1 6. Sensor Fotosel Pusher 1
7. Halogen Lamp
8. Bottle
9. Pusher
4. Colour Detection
Area ini digunakan untuk mendeteksi warna dari empty bottle. Deteksi dari perbedaan warna (Red, Green, Blue) berdasarkan sinyal analog output yang diterima oleh inspector controller melalui color detection. Agar color detection dapat membedakan warna yang terdapat pada botol, maka dibutuhkan cahaya untuk menerangi botol yang bersumber dari halogen lamp yang dipancarkan ke botol.
Makin rendah voltage yang diterima dari inspector controller, berarti makin gelap warna botol yang dideteksi.
Gambar 8. Penginspeksian Color Detection 5. Sensor pusher Atas dan Bawah
Selain berfungsi sebagai sensor pengaktif pusher di infeed zone yang dikirimkan oleh sinyal bottle present 1 yang berasal dari hasil inspection sensor too tall/too short dan color detection, kedua sensor pusher ini juga berfungsi pendeteksi kondisi botol (roboh/tidak) dengan cara kerja yaitu sebelum botol memasuki electrical area, yang merupakan area inspection unit kedua, botol akan dideteksi posisinya oleh 2 sensor fotosel (atas dan bawah). Pendeteksian ini bertujuan untuk mengetahui posisi botol, apakah berada pada posisi tegak atau jatuh sebelum diteruskan ke electrical area, karena jika botol dalam kondisi terjatuh maka saat masuk ke dalam electrical area, botol akan terjepit di mesin yang akan menyebabkan botol jatuh ataupun pecah di dalam mesin EBI.
Jika botol berada pada posisi terjatuh, maka hanya sensor fotosel bawah saja yang akan aktif (mendeteksi keberadaan botol), sedangkan sensor fotosel atas tetap non-aktif. Kemudian kedua sensor ini akan mengirimkan datanya masing-masing ke
program komputerisasi mesin EBI, di mana pada kondisi ini program akan mengirimkan sinyal reject dan pusher akan aktif yang kemudian akan mendorong botol jatuh ke tong penampungan botol.
6. Bottle Present 2
Berupa sebuah sensor fotosel yang digunakan sebagai penanda bahwa botol telah masuk ke electrical area.
7. Base Detector
Base detector berfungsi untuk mendeteksi semua penyimpangan kualitas pada dasar botol (baik kotor maupun pecah). Di mana lampu stroboscope yang terletak di bawah dasar botol akan menyala dan menerangi botol saat botol berada di atasnya. Seiring dengan nyalanya lampu stroboscope ini, light meter yang berada di dalam kamera akan mengirim sinyal ke control unit di mana selanjutnya secara otomatis data image akan diolah dan jika tidak memenuhi syarat, komputer akan mengirim sinyal ke rejection unit. Camera Light Source Controller Encoder Rejection Unit Analysis Methode Entry Touch Screen
Gambar 9. Base Detector
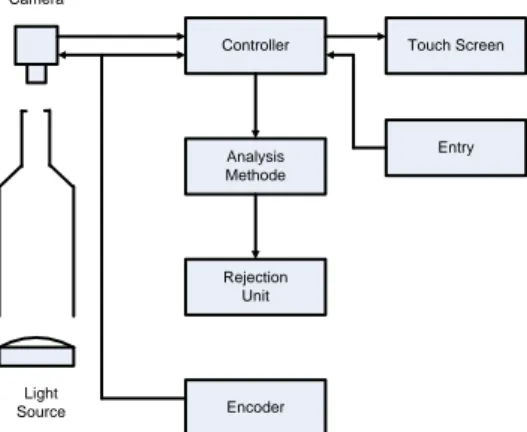
8.
Neck FinishNeck finish detector berfungsi untuk mendeteksi semua penyimpangan kualitas yang terdapat pada mulut botol (baik kotor maupun pecah). Di mana sebuah sumber cahaya ring-shape yang berupa sederetan LED yang terletak di atas botol akan menyala saat botol berada di bawahnya.
Camera Light Source Controller Encoder Rejection Unit Analysis Methode Entry Touch Screen
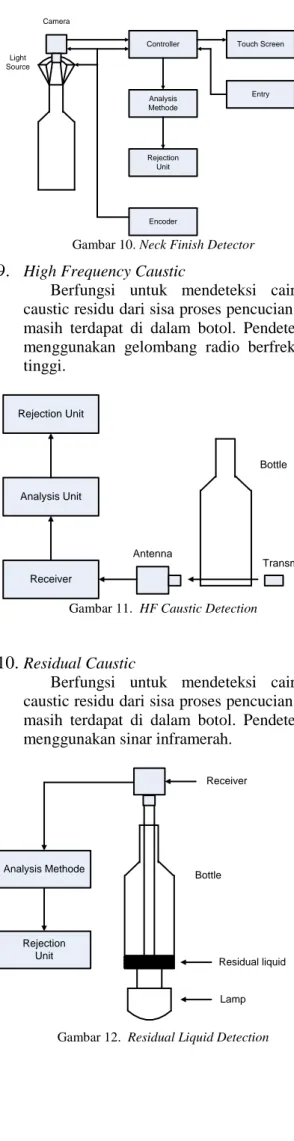
Gambar 10. Neck Finish Detector
9.
High Frequency CausticBerfungsi untuk mendeteksi cairan / caustic residu dari sisa proses pencucian yang masih terdapat di dalam botol. Pendeteksian menggunakan gelombang radio berfrekuensi tinggi. Bottle Rejection Unit Receiver Analysis Unit Transmitter Antenna
Gambar 11. HF Caustic Detection
10.
Residual CausticBerfungsi untuk mendeteksi cairan / caustic residu dari sisa proses pencucian yang masih terdapat di dalam botol. Pendeteksian menggunakan sinar inframerah.
Lamp Residual liquid Bottle Rejection Unit Analysis Methode Receiver
Gambar 12. Residual Liquid Detection
5.2.2 Rejection Unit
Pada EBI sistem rejeksi yang digunakan adalah soft-push unit (swing pusher). Soft-push unit ini menggunakan katup electro pneumatic dimana pusher digerakkan oleh tekanan udara. Swing pusher mendorong botol cacat dari konveyor utama ke konveyor rejeksi atau ke bak penampung botol.
1. Pusher 1
Berfungsi untuk mereject botol yang telah melalui pendeteksian pada infeed zone yang diarahkan ke bak penampungan botol, yang dikirimkan oleh Too tall / Too short sensor dan Color detection.
2. Pusher 2
Berfungsi untuk mereject botol yang telah melalui proses pendeteksian pada Electrical area yang diarahkan ke bak penampungan botol. Botol-botol yang di reject oleh pusher ini adalah sinyal-sinyal reject yang dikirimkan oleh neck finish yang telah dianalisis oleh analysis methode dan mendeteksi adanya kecacatan pada botol yang berupa botol gumpil, botol-botol ini kemudian akan ditampung di tempat penampungan botol pecah dan akan dikirimkan ke pabrik gelas untuk didaur ulang.
3. Pusher 3
Berfungsi untuk mereject botol yang telah melalui proses pendeteksian di Electrical area yang diarahkan ke rejection conveyor. Sinyal reject yang dikirimkan ke pusher ini adalah sinyal reject yang berasal dari base detection, HF Caustic, Residual Caustic dan IR detection, yang mendeteksi adanya cairan di dalam botol dan kotoran yang masih menempel pada botol untuk direject ke rejection conveyor untuk dikembalikan dan dicuci kembali oleh washer machine.
4. Rejection Sensor
Rejection Sensor berfungsi untuk mendeteksi kehadiran botol yang akan di reject yang telah dikirimkan sinyal reject kepadanya dan akan segera mengaktifkan pusher untuk mendorong botol tersebut. Pada infeed zone (area 1) seperti yang telah dijelaskan sebelumnya, bahwa terdapat 2 Rejection sensor pada pusher 1 (atas dan bawah) yang selain berfungsi sebagai penerima sinyal reject untuk mengaktifkan pusher , rejection sensor ini juga berfungsi sebagai pendeteksi posisi botol (jatuh/tidak). 5. Rejection Monitoring
Bagian ini berfungsi untuk mencegah adanya botol reject yang lolos / masuk ke dalam Electronical area (area 2), sehingga jika ada botol reject yang lolos dari pusher maka
hal ini akan terdeteksi oleh sensor rejection monitoring dan mesin akan berhenti.
IV. PENUTUP 5.1 Kesimpulan
1. Dengan menggunakan bahan baku yang berupa air, gula, konsentrat dan CO2 yang diramu sedemikian rupa maka dapat dihasilkan sebuah minuman yang bernilai dan bercita rasa tinggi.
2. Produk minuman yang diproduksi oleh PT. Coca Cola Bottling Indonesia unit Semarang adalah jenis Sprite, Coca-Cola, Fanta dan Frestea dengan area pendistribusian meliputi wilayah Jawa Tengah dan sekitarnya juga D.I. Yogyakarta.
3. Proses produksi minuman di PT. Coca-Cola Bottling Indonesia dikerjakan dengan tingkat kebersihan yang sangat terjaga dan menggunakan alat-alat yang canggih.
4. Peralatan-peralatan yang dimiliki oleh PT. Coca-Cola Bottling Indonesia unit Semarang dalam hal maintenance sangat memadai. 5. Mesin Electronic Bottle Inspection (EBI)
sangat menunjang proses produksi karena kehandalan dan kecepatannya dalam menginspeksi botol-botol kosong.
5.2 Saran
1. Tempat penampungan / gudang case yang berisikan botol kosong hendaknya beratap pelindung agar terhindar dari panas dan hujan yang dapat menyebabkan kerusakan pada case yang terbuat dari bahan plastik.
2. Corong pada pusher EBI yang berfungsi sebagai jalur botol yang di reject hendaknya dibuat sama persis dengan diameter tong penampung botol, hal ini dimaksudkan agar pecahan botol yang di reject tidak mental keluar dari tong yang dapat menyebabkan kecelakaan kerja akibat pecahan tersebut. 3. Sebelum memasuki area inspeksi (mesin EBI)
seharusnya ada mesin tambahan yaitu berupa mesin blower yang menghembuskan udara panas dari botol dengan derajat tertentu guna menghilangkan cairan yang terdapat di dalam botol agar botol benar-benar terbebas dari segala bentuk cairan baik cairan caustic maupun cairan sisa air pembilasan.
Daftar Pustaka
[1] ______________ , Manual Krones, Linatronic Type 712, 2001
[2] ______________ , Manual of PLC Siemens
[3] Lukas, Michael P. 1986. “Distributed Control System Their Evaluation and Design”. New York
[4] Ogata, Katsuhiko. 1990. “Teknik Kontrol Automatik”. Jilid 1. Alih Bahasa Edi Leksono. Jakarta : Erlangga
[5] Ogata, Katsuhiko. 1990. “Teknik Kontrol Automatik”. Jilid 2. Alih Bahasa Edi Leksono. Jakarta : Erlangga
BIOGRAFI
Dista Yoel T, lahir di Jepara, 28 Desember 1988, menempuh pendidikan di SDN Pejuang 02 Bekasi, SMPN 5 Bekasi, SMAN 2 Bekasi. Dan sekarang sedang menempuh S1 di Teknik Elektro Universitas Diponegoro.
Mengetahui dan Mengesahkan, Dosen Pembimbing
Iwan Setiawan, S.T. M.T. NIP. 197309262000121001