MODUL PELATIHAN BERBASIS KOMPETENSI SUB-BIDANG PENGELASAN SMAW
MENGELAS PIPA POSISI
SUMBU MIRING TIDAK DAPAT DIPUTAR DENGAN PROSES LAS BUSUR MANUAL
JIP.SM02.016.01
BUKU INFORMASI
KEMENTERIAN TENAGA KERJA DAN TRANSMIGRASI R.I.
DIREKTORAT JENDERAL PEMBINAAN PELATIHAN DAN PRODUKTIVITAS
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
KATA PENGANTAR
Modul pelatihan berbasis kompetensi merupakan salah satu media pembelajaran yang dapat digunakan sebagai media transformasi pengetahuan, keterampilan dan sikap kerja kepada peserta pelatihan untuk mencapai kompetensi tertentu berdasarkan program pelatihan yang mengacu kepada Standar Kompetensi.
Modul pelatihan ini berorientasi kepada pelatihan berbasis kompetensi (Competence Based Training) diformulasikan menjadi 3 (tiga) buku, yaitu Buku Informasi, Buku Kerja dan Buku Penilaian sebagai satu kesatuan yang tidak terpisahkan dalam penggunaannya sebagai referensi dalam media pembelajaran bagi peserta pelatihan dan instruktur, agar pelaksanaan pelatihan dapat dilakukan secara efektif dan efisien.
Untuk memenuhi kebutuhan pelatihan berbasis kompetensi tersebut, maka disusunlah modul pelatihan berbasis kompetensi dengan judul “Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las Busur Manual“ yang mengacu pada SKKNI Sektor Industri Pengolahan Sub Sektor Industri Barang dari Logam Bidang Jasa Industri Pengelasan Sub Bidang Pengelasan SMAW yang telah ditetapkan dengan Keputusan Menteri Tenaga Kerja dan Transmigrasi R.I. Nomor KEP.342/MEN/X/2007.
Kami menyadari bahwa modul yang kami susun ini masih jauh dari sempurna. Oleh karena itu, kami sangat mengharapkan saran dan masukan untuk perbaikan agar tujuan dari penyusunan modul ini menjadi lebih efektif.
Demikian kami sampaikan, semoga Tuhan YME memberikan tuntunan kepada kita dalam melakukan berbagai upaya perbaikan dalam menunjang proses pelaksanaan pelatihan di lembaga pelatihan kerja.
Jakarta, Nopember 2013 DIREKTUR
STANDARDISASI KOMPETENSI DAN PROGRAM PELATIHAN
KUNJUNG MASEHAT, S.H., M.M.
NIP. 19591129 198603 1 002
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
Busur Manual Halaman: 2 dari 109
DAFTAR ISI
KATA PENGANTAR --- 1
DAFTAR ISI --- 2
BAB I STANDAR KOMPETENSI KERJA NASIONAL (SKKNI) DAN SILABUS PELATIHAN BERBASIS KOMPETENSI (PBK) --- 5
A. Standar Kompetensi Kerja Nasional (SKKNI) --- 5
B. Unit Kompetensi Prasyarat --- 11
C. Silabus Pelatihan Berbasis Kompetensi (PBK) --- 12
BAB II URAIAN SINGKAT MATERI PELATIHAN --- 19
A. Latar Belakang --- 21
B. Tujuan --- 22
C. Ruang Lingkup --- 22
D. Pengertian-Pengertian --- 22
E. Diagram Alir Unit Kompetensi --- 24
F. Materi Pelatihan Mengelas Pipa Posisi Sumbu Miring Tidak Dapat di Putar dengan Proses Las Busur Manual --- 25
1 Menyiapkan Fasilitas Pengelasan --- 25
a. Macam-Macam dan Fungsi Alat Pelindung Diri,Consummable Material dan Peralatan Pengelasan --- 25
b. Cara Mengidentifikasi Alat Pelindung Diri,Consummable Material dan Peralatan Pengelasan --- 34
c. SOP Penerapan APD/PPE --- 37
d. Spesifikasi APD/PPE --- 38
e. Cara Mengidentifikasi Alat Pelindung Diri/PPE untuk Diterapkan Berdasarkan SOP --- 38
f. Pengertian Tuntutan Pekerjaan atau WPS --- 38
g. Cara Menyiapkan Jenis Dan Ukuran Bahan Elektroda Las Sesuai Dengan Tuntutan Pekerjaan Atau WPS --- 39
h. Cara Menyiapkan Peralatan Utama Dan Pendukung Berdasarkan Tuntutan Pekerjaan Atau WPS --- 50
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
2 Melaksanakan Pengelasan Pipa Pada Posisi Sumbu Miring Tidak Dapat Diputar --- 56
a. Macam Dan Karakteristik Mesin Las Dan Teknik Pengelasan Sesuai Dengan Kebutuhan Pengelasan --- 57 b. Cara Mengatur Besarnya Arus Listrik Diatur Berdasarkan Jenis
Dan Ukuran Elektroda Las Yang Digunakan Atau WPS Yang Ditentukan --- 60 c. Membuat Las Cantum (Tack Weld) Sesuai Dengan Ukuran Dan
Jumlah Bahan Yang Dilas --- 60 d. Cara Mendemontrasikan Pengelasan Pipa Pada Pelat Posisi
Sumbu Miring Tidak Dapat Diputar Sesuai Dengan Teknik Pengelasan Yang Berlaku (SOP) Dengan Menerapkan K3 --- 64 e. Cara Mendemontrasikan Pengelasan Pipa Sambungan Tumpul
Kampuh V Posisi Sumbu Miring Tidak Dapat Diputar Sesuai Dengan Teknik Pengelasan Yang Berlaku (SOP) Dengan Menerapkan K3 --- 70 3 Melaksanakan Pemeriksaan Hasil Pengelasan Secara Visual --- 73
a. Macam Dan Fungsi Alat Uji Dan Alat Ukur Hasil Pengelasan Diidentifikasi, Disiapkan Dan Diperiksa Fungsi Dan Validitasnya - 73 b. Cara Mengidentifikasi , Menyiapkan Dan Memeriksa Fungsi Dan
Validitas Alat Uji Dan Alat Ukur Hasil Pengelasan --- 82 c. Cara Memeriksa Seluruh Hasil Pengelasan Secara Visual Dan
Membandingkan Dengan Standar Baku --- 82 d. Cara Menyimpulkan Dan Menafsirkan Hasil Pemeriksaan Visual - 86 e. Cara Melakukan Perbaikan Hasil Las (Bila Diperlukan) Sesuai
SOP --- 91 4 Melaporkan Hasil Pengelasan --- 93
a. Cara Memahami Instrumen Pengamatan Proses Dan Pengukuran Hasil Las (WPQR) --- 93 b. Cara Menginput Data Hasil Pengamatan Dan Pengukuran
Dalam Instrumen. --- 96
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
Busur Manual Halaman: 4 dari 109
c. Cara Menyerahkan Laporan Hasil Pengamatan Dan Pengukuran
Kepada Yang Berhak Sesuai Dengan SOP --- 97
BAB III SUMBER-SUMBER YANG DIPERLUKAN UNTUK PENCAPAIAN KOMPETENSI 104 A. Sumber-sumber Perpustakaan --- 104
1. Daftar Pustaka --- 104
2. Buku Referensi --- 104
B. Daftar Peralatan/Mesin dan Bahan --- 105
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
BAB I
STANDAR KOMPETENSI KERJA NASIONAL (SKKNI) DAN SILABUS PELATIHAN BERBASIS KOMPETENSI (PBK)
A. Standar Kompetensi Kerja Nasional (SKKNI) 1. Kode Unit : JIP.SM02.016.01
2. Judul Unit : Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar dengan Proses Las Busur Manual
3. Deskripsi Unit : Unit ini berhubungan dengan pengetahuan, keterampilan dan sikap kerja yang dibutuhkan dalam pengelasan pipa posisi sumbu miring tidak dapat diputar dengan proses las busur manual (SMAW) pada Jasa Industri Pengelasan.
Elemen Kompetensi Kriteria Unjuk Kerja
1. Menyiapkan fasilitas pengelasan
1.1 Alat Pelindung Diri, consummable materials, dan peralatan pengelasan diidentifikasi.
1.2 Alat Pelindung Diri/PPE diidentifikasi dan diterapkan berdasarkan SOP
1.3 Jenis dan ukuran bahan dan elektroda las disiapkan sesuai dengan tuntutan pekerjaan atau WPS.
1.4 Peralatan utama dan pendukung disiapkan berdasarkan tuntutan pekerjaan atau WPS.
2. Melaksanakan pengelasan pipa pada posisi sumbu miring tidak dapat diputar
2.1 Karakteristik mesin las dan teknik pengelasan dipahami sesuai dengan kebutuhan pengelasan.
2.2 Besarnya arus listrik diatur berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS yang ditentukan.
2.3 Las cantum (tack weld dibuat dengan ukuran dan jumlah sesuai dengan ukuran bahan yang dilas.
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
Busur Manual Halaman: 6 dari 109
Elemen Kompetensi Kriteria Unjuk Kerja
2.4 Pengelasan pipa pada pelat posisi sumbu miring tidak dapat diputar didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3.
2.5 Pengelasan pipa sambungan tumpul kampuh V posisi sumbu miring tidak dapat diputar didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3
3. Melaksanakan pemeriksaan hasil pengelasan secara visual
3.1 Alat uji dan alat ukur hasil pengelasan diidentifikasi, disiapkan dan diperiksa fungsi dan validitasnya.
3.2 Seluruh hasil pengelasan diperiksa secara visual, dan dibandingkan dengan standar baku.
3.3 Hasil pemeriksaan visual disimpulkan dan ditafsirkan.
3.4 Perbaikan hasil las (bila diperlukan) dilakukan sesuai SOP.
4. Melaporkan hasil pengelasan.
4.1 Instrumen pengamatan proses dan pengukuran hasil las (WPQR) dipahami.
4.2 Data hasil pengamatan dan pengukuran diinput dalam instrumen.
4.3 Laporan hasil pengamatan dan pengukuran diserahkan kepada yang berhak sesuai dengan SOP.
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
4. Batasan Variabel a. Konteks Variabel :
Unit ini berisikan pengetahuan, sikap kerja serta keterampilan dalam mengelas sambungan tumpul (butt) dilas satu sisi (single V-butt) pada pipa posisi miring tidak dapat diputar dengan proses las busur manual (SMAW) yang relevan dengan Jasa Industri Pengelasan.
b. Perlengkapan untuk mengelas pelat pipa posisi miring tidak dapat diputar : 1) Buku sumber/modul/SOP/WPS sebagai referensi
2) Lembar kerja pengoperasian mesin
3) Unit mesin las listrik, minimal kapasitas 300 Amper (duty cycle 100%
pada 140A)
4) Bahan las (consummable material)
5) Alat-alat keselamatan dan kesehatan kerja las
6) Alat-alat bantu pengelasan, a.l : meja kerja dan tonggak/standar serta klem benda kerja (jika perlu)
7) Alat-alat pengujian hasil las
c. Tugas yang dilakukan dalam mengelas pipa posisi miring tidak dapat diputar : 1) Mempersiapkan fasilitas pengelasan (mesin dan APD).
2) Mempersiapkan bahan las (benda kerja dan elektroda yang bervariasi) 3) Melakukan pengelasan sambungan tumpul (butt) pada bahan pipa posisi
miring tidak dapat diputar.
4) Memeriksa hasil las secara visual 5) Melaporkan hasil las
d. Peraturan/ketentuan yang perlu diperhatikan, yaitu : 1) Manual penggunaan alat-alat tangan dan mesin las.
2) Standar Operasional Prosedur (SOP) dan/atau WPS
3) Peraturan/ketentuan dari lembaga/tempat kerja/perusahaan yang berkenaan tentang prosedur penggunaan mesin-mesin las, bahan las dan fasilitas pendukung lainnya.
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
Busur Manual Halaman: 8 dari 109
5. Panduan Penilaian
a. Konteks Penilaian :
Unit ini boleh dilakukan dalam pekerjaan. - Kompetensi tertutupi pada unit ini dengan demonstrasikan oleh pekerjaan individu sendiri. - Penilaian sangat tergantung dari sikap individu sendiri dalam lingkungan kerjaannya. - Hasil yang dikumpulkan melalui identifikasi teman (kolega) akan memberikan keterangan kopentensi yang tepat. - Fakta-fakta yang pernah dikumpulkan pada ojt berhubungan dengan unit ini.
Alat, bahan dan tempat penilaian serta unit kompetensi yang harus dikuasai sebelumnya yang mungkin diperlukan sebelum menguasai unit kompetensi ini dengan unit-unit kompetensi yang terkait :
Unit JIP.SM02.015.01 : Mengelas pipa posisi sumbu mendatar tidak dapat diputar dengan proses las busur manual (SMAW) b. Kondisi Penilaian:
1) Kondisi penilaian merupakan aspek dalam penilaian yang sangat berpengaruh atas tercapainya kompetensi tersebut yang terkait dengan penyiapan, pelaksanaan, pengamatan proses dan pemeriksaan hasil pengelasan pipa posisi miring tidak dapat diputar serta pelaporan hasil kerja.
2) Penilaian dapat dilakukan dengan cara : portofolio, lisan, tertulis, demonstrasi/praktek, pemeriksaan hasil kegiatan (project work) dan simulasi di workshop dan/atau ditempat kerja.
3) Penilaian/pengujian hasil pengelasan pada unit ini dilakukan secara pengamatan (visual) dan destructive test/DT; untuk sambungan tumpul (butt) digunakan guided bend test (root bend test, face band test dan side bend test) dan/atau NDT (X-Ray) maupun pengujian relevan lainnya yang mengacu pada kriteria yang berlaku secara nasional atau internasional.
c. Pengetahuan yang dibutuhkan:
1) Prosedur persiapan sambungan
2) Prosedur pengelasan pipa posisi miring tidak dapat diputar
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
3) Prosedur pemeriksaan hasil las secara visual dan pelaporannya d. Keterampilan yang dibutuhkan:
1) Mengatur (setting) mesin las busur manual sesuai SOP atau WPS.
2) Menyiapkan bahan las sesuai SOP atau WPS.
3) Melakukan pengelasan sambungan pipa posisi miring tidak dapat diputar sesuai lembar kerja/ SOP/ WPS.
4) Melakukan pemeriksaan secara visual pada hasil las mengacu pada standar baku (nasional/internasional).
5) Membuat laporan (mengisi cek lis) pemeriksaan hasil las.
e. Aspek kritis:
Aspek kritis yang merupakan kondisi kerja untuk diperhatikan dalam mendukung unit kompetensi ini, sebagai berikut :
1) Pemilihan dan penggunaan elektroda 2) Persiapan sambungan las
3) Pengaturan besar arus (Amper) pada tiap jalur (layer) 4) Prosedur pengelasan pipa posisi miring tidak dapat diputar 5) Gerakan/ayunan (weaving) elektroda
f. Catatan Khusus
Selama penilaian sesorang akan: - mendemonstrasikan cara kerja yang aman selama bekerja. -bertanggung jawab terhadap kualitas pekerjaannya sendiri; - merencanakan tugas-tugas dalam berbagai situasi dan mengulang tugas yang diberikan dengan tepat; - mengerjakan tugas menurut prosedur standar operasi, - mengerjakan tugas secara spesifik, menggunakan teknik yang tepat, praktik proses dan prosedur kerja.
g. Pedoman Penilaian
1) Sesuaikan pelindung dan sepatu bengkel yang telah rusak dan dalam kondisi yang diperbaiki Semua pekerjaan yang telah selesai dikerjakan dengan benar dan aman sesuai dengan prosedur bengkel.
2) Perbaiki dan sesuiakan penggunaan pakaian kerja dan praktek keselamatan kerja yang dirawat.
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
Busur Manual Halaman: 10 dari 109
3) Semua WPS dituntut untuk digunakan dan dirangkaikan pada operasi setelah diikuti dengan benar berdasarkan dengan lembar kerja dan tempat praktek beserta prosedur.
4) Penuhi informasi dari WPS dengan terpahami dan digunakan dengan tepat. Masing-masing tingkatan pada rangkaian operasi yang ada dijelaskan dengan benar.
5) Perbaiki peralatan pendamping las dan pilih operasi mesin las dengan seksama. Semua peralatan dipilih secara benar pada saat digunakan.
6) Pilih elektroda yang sesuai untuk pengelasan.
7) Persiapkan Bahan las dan alat pendukung sambungan pengelasan 8) Rancanakan sambungan lasan dengan tepat.
9) Pengaturan mesin dengan tepat.
10) Lakukan proses pengelasan sesuai WPS.
11) Prosedur akhir pengelasan dan pembersihan hasil las.
12) Periksa hasil lasan apakah terdapat cacat las atau tidak.
13) Lakukan proses repair (jika diperlukan) 14) Laporkan hasil pengelasan.
15) Operator menjamin kebersihan bengkel setelah selesai pengelasan.
16) Perlakuan alat dan bahan serta penyimpanan yang tepat.
h. KOMPETENSI KUNCI
NO KOMPETENSI KUNCI DALAM UNIT TINGKAT
1. Mengumpulkan, mengorganisir dan menganalisa data/informasi 2 2. Mengkomunikasikan ide-ide dan menginformasikan 2
3. Merencanakan dan mengorganisir kegiatan 2
4. Bekerjasama dengan orang lain dan berkelompok 2
5. Menggunakan ide serta tehnik matematika 1
6. Memecahkan masalah 2
7. Menggunakan teknologi 2
Judul Modul: Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar Dengan Proses Las
B. Unit Kompetensi Prasyarat
Sebelum mengikuti pelatihan unit kompetensi Mengelas pipa posisi sumbu miring tidak dapat diputar dengan proses las busur manual ini peserta harus sudah kompeten untuk unit kompetensi sebagai berikut :
1. Melaksanakan rutinitas pengelasan dengan proses las busur manual 2. Mengelas pelat posisi dibawah tangan dengan proses las busur manual 3. Mengelas pelat posisi horisontal dengan proses las busur manual 4. Mengelas pelat posisi vertikal dengan proses las busur manual
5. Mengelas pelat posisi di atas kepala dengan proses las busur manual
6. Mengelas pipa posisi sumbu mendatar dapat diputar dengan proses las busur manual.
7. Mengelas pipa posisi sumbu tegak dapat diputar dengan proses las busur manual.
8. Mengelas pipa posisi sumbu mendatar tidak dapat diputar dengan proses las busur manual (SMAW)
C. Silabus Pelatihan Berbasis Kompetensi (PBK)
1. Judul Unit Kompetensi : Mengelas Pipa Posisi Sumbu Miring Tidak Dapat Diputar dengan Proses Las Busur Manual 2. Kode Unit Kompetensi : JIP.SM02.016.01
3. Deskripsi Unit Kompetensi : Unit ini berhubungan dengan pengetahuan, keterampilan dan sikap kerja yang dibutuhkan dalam pengelasan pipa posisi sumbu miring tidak dapat diputar dengan proses las busur manual (SMAW) pada Jasa Industri Pengelasan.
4. Perkiraan Waktu Pelatihan : 110 JP @ 45 Menit 5. Tabel Silabus Unit Kompetensi :
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan 1. Menyiapkan
fasilitas pengelasan
1.1 Alat Pelindung Diri, consummable materials, dan peralatan pengelasan diidentifikasi.
Dapat menjelaskan macam- macam dan fungsi alat pelindung diri, consummable materials, dan peralatan pengelasan
Dapat menjelaskan cara mengidentifikasi alat pelindung diri, consumable materials, dan peralatan pengelasan
Macam- macam dan fungsi alat pelindung diri, consummable materials, dan peralatan pengelasan
Cara
mengidentifikasi alat pelindung diri, consumable material, dan peralatan pengelasan
Mengidentifikasi alat-alat
pelindung diri, consummable materials, dan peralatan pengelasan
Cermat
Teliti
Taat asas
2 4
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan
Mampu mengidentifikasi alat pelindung diri, consummable materials, dan peralatan pengelasan
Harus bersikap cermat, teliti, dan taat asas
1.2 Alat Pelindung Diri/PPE diidentifikasi dan diterapkan berdasarkan SOP.
Dapat menjelaskan SOP penerapan APD / PPE
Dapat menjelaskan spesifikasi APD/PPE
Dapat menjelaskan cara mengidentifikasi alat pelindung diri/PPE untuk diterapkan berdasarkan SOP
Mampu mengidentifikasi alat pelindung diri/PPE untuk diterapkan berdasarkan SOP
Harus bersikap cermat, teliti, dan memperhatikan SOP
SOP penerapan APD/PPE
Spesifikasi APD/PPE
Cara mengidentifi- kasi alat pelindung diri/PPE untuk diterapkan berdasarkan SOP
Mengidentifikasi alat pelindung diri/PPE untuk diterapkan berdasarkan SOP
Cermat
Teliti
Memperhati- kan SOP
1.3 Jenis dan ukuran bahan dan elektroda las disiapkan sesuai dengan tuntutan pekerjaan atau WPS.
Dapat menjelaskan pengertian tuntutan pekerjaan atau WPS
Dapat menjelaskan cara menyiapkan jenis dan ukuran bahan dan elektroda las sesuai dengan tuntutan pekerjaan atau WPS
Pengertian tuntutan pekerjaan atau WPS
Cara menyiapkan jenis dan ukuran bahan dan elektroda las sesuai dengan tuntutan pekerjaan atau WPS
Menyiapkan jenis dan ukuran bahan dan elektroda las sesuai dengan tuntutan pekerjaan atau WPS
Cermat
Teliti
Taat asas
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan
Mampu menyiapkan jenis dan ukuran bahan dan elektroda sesuai dengan tuntutan pekerjaan atau WPS
Harus cermat, teliti, dan taat asas 1.4 Peralatan utama dan
pendukung disiapkan berdasarkan tuntutan pekerjaan atau WPS.
Dapat menjelaskan cara
menyiapkan peralatan utama dan pendukung berdasarkan tuntutan pekerjaan atau WPS
Mampu menyiapkan peralatan utama dan alat pendukung berdasarkan tuntutan pekerjaan atau WPS
Harus cermat, teliti, dan taat asas
Cara menyiapkan peralatan utama dan pendukung
berdasarkan tuntutan pekerjaan atau WPS
Menyiapkan peralatan utama dan alat
pendukung berdasarkan tuntutan pekerjaan atau WPS
Cermat
Teliti
Taat asas
Asesmen 2. Melaksana-
kan
pengelasan pipa pada posisi sumbu miring tidak dapat diputar
2.1 Karakteristik mesin las dan teknik pengelasan dipahami sesuai dengan kebutuhan pengelasan
Dapat menjelaskan macam dan karakteristik mesin las dan teknik pengelasan sesuai dengan kebutuhan pengelasan
Macam dan karakteristik mesin las dan teknik pengelasan sesuai dengan kebutuhan pengelasan
- -
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan 2.2 Besarnya arus listrik
diatur berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS yang ditentukan.
Dapat menjelaskan cara mengatur besarnya arus listrik berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS yang ditentukan
Mampu mengatur besarnya arus listrik berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS yang ditentukan
Harus cermat, teliti, dan taat asas
Cara mengatur besarnya arus listrik berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS yang ditentukan
Mengatur besarnya arus listrik
berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS yang ditentukan
Cermat
Teliti
Taat asas
4 86
2.3 Las cantum (tack weld) dibuat dengan ukuran dan jumlah sesuai dengan ukuran bahan yang dilas.
Dapat menjelaskan cara
membuat las cantum (tack weld) sesuai dengan ukuran dan jumlah bahan yang dilas
Mampu membuat las cantum (tack weld) sesuai dengan ukuran dan jumlah bahan yang dilas
Harus cermat, teliti, dan taat asas
Cara membuat las cantum (tack weld) sesuai dengan ukuran dan jumlah bahan yang dilas
Membuat las cantum (tack weld) sesuai dengan ukuran dan jumlah bahan yang dilas
Cermat
Teliti
Taat asas
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan 2.4 Pengelasan pipa pada
pelat posisi sumbu miring tidak dapat diputar
didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3.
Dapat menjelaskan cara
mendemonstrasikan pengelasan pipa pada pelat posisi sumbu miring tidak dapat diputar sesuai dengan teknik pengelasan yang berlaku (SOP), dengan
menerapkan K3.
Mampu mendemonstrasikan pengelasan pipa pada pelat posisi sumbu mendatar dapat diputar sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3.
Harus cermat, teliti, dan taat prosedur
Cara mendemon- strasikan pengelasan pipa pada pelat posisi sumbu miring tidak dapat diputar sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3.
Mendemonstrasi kan pengelasan pipa pada pelat posisi sumbu miring tidak dapat diputar sesuai dengan teknik
pengelasan yang berlaku (SOP), dengan menerapkan K3.
Cermat
Teliti
Taat prosedur
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan 2.5 Pengelasan pipa
sambungan tumpul kampuh V posisi miring tidak dapat diputar
didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3
Dapat menjelaskan cara
mendemonstrasikan Pengelasan pipa sambungan tumpul kampuh V posisi miring tidak dapat diputar didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan
menerapkan K3
Mampu mendemonstrasikan Pengelasan pipa sambungan tumpul kampuh V posisi miring tidak dapat diputar
didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3
Harus cermat, teliti, dan taat prosedur
Cara mendemon- strasikan Pengelasan pipa sambungan tumpul kampuh V posisi miring tidak dapat diputar didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3
Mendemonstrasi kan Pengelasan pipa sambung- an tumpul kampuh V posisi miring tidak dapat diputar didemonstrasika n sesuai dengan teknik pengelas- an yang berlaku (SOP), dengan menerapkan K3
Cermat
Teliti
Taat prosedur
Asesmen 3. Melaksana-
kan peme- riksaan hasil pengelasan secara visual
3.1 Alat uji dan alat ukur hasil pengelasan diidentifikasi, disiapkan dan diperiksa fungsi dan validitasnya.
Dapat menjelaskan macam dan fungsi alat uji dan alat ukur hasil pengelasan
Dapat menjelaskan cara mengidentifikasi, menyiapkan, dan memeriksa fungsi dan validitas alat uji dan alat ukur hasil pengelasan
Macam dan fungsi alat uji dan alat ukur hasil pengelasan
Cara mengidentifi- kasi, menyiapkan dan memeriksa fungsi dan validitas alat uji dan alat ukur hasil pengelasan
Mengidentifikas, menyiapkan dan memeriksa fungsi dan validitas alat uji dan alat ukur hasil
pengelasan
Cermat
Teliti
Taat asas
2 6
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan
Mampu mengidentifikasi, menyiapkan dan memeriksa fungsi dan validitas alat uji dan alat ukur hasil pengelasan
Harus cermat, teliti, dan taat asas 3.2 Seluruh hasil
pengelasan diperiksa secara visual, dan dibandingkan dengan standar baku.
Dapat menjelaskan cara memeriksa seluruh hasil pengelasan secara visual dan membandingkan dengan standar baku
Mampu memeriksa seluruh hasil pengelasan secara visual dan membandingkan dengan standar baku
Harus cermat, teliti, dan taat asas
Cara memeriksa seluruh hasil pengelasan secara visual dan
membandingkan dengan standar baku
Memeriksa seluruh hasil pengelasan secara visual dan
membandingka n dengan standar baku
Cermat
Teliti
Taat asas
3.3 Hasil pemeriksaan visual disimpulkan dan ditafsirkan.
Dapat menjelaskan cara
menyimpulkan dan menafsirkan hasil pemeriksaan visual
Mampu menyimpulkan dan menafsirkan hasil pemeriksaan visual
Harus cermat, teliti, dan taat asas
Cara menyimpulkan dan menafsirkan hasil pemeriksaan visual
Menyimpulkan dan
menafsirkan hasil
pemeriksaan visual
Cermat
Teliti
Taat asas
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan 3.4 Perbaikan hasil las
(bila diperlukan) dilakukan sesuai SOP.
Dapat menjelaskan cara melakukan perbaikan hasil las (bila diperlukan) sesuai SOP
Mampu melakukan perbaikan hasil las (bila diperlukan) sesuai SOP
Harus cermat, teliti, taat prosedur
Cara melakukan perbaikan hasil las (bila diperlukan) sesuai SOP
Melakukan perbaikan hasil las (bila diperlukan) sesuai SOP
Cermat
Teliti
Taat prosedur
Asesmen 4. Melaporkan
hasil pengelasan.
4.1 Instrumen
pengamatan proses dan pengukuran hasil las (WPQR) dipahami.
Dapat menjelaskan instrumen pengamatan proses dan pengukuran hasil las (WPQR)
Instrumen
pengamatan proses dan pengukuran hasil las (WPQR)
- - 2 4
4.2 Data hasil pengamatan dan pengukuran diinput dalam instrumen.
Dapat menjelaskan cara
menginput data hasil pengamatan dan pengukuran dalam instrumen
Mampu menginput data hasil pengamatan dan pengukuran dalam instrumen
Harus cermat, teliti, dan taat asas
Cara menginput data hasil pengamatan dan pengukuran dalam instrumen
Menginput data hasil
pengamatan dan pengukuran dalam
instrumen.
Cermat
Teliti
Taat asas
ELEMEN KOMPETENSI
KRITERIA UNJUK
KERJA INDIKATOR UNJUK KERJA
MATERI PELATIHAN
Perkiraan Waktu Pelatihan
(Jampel) Pengetahuan Keterampilan Sikap Kerja Pengeta
huan
Kete- rampilan 4.3 Laporan hasil
pengamatan dan pengukuran diserahkan kepada yang berhak sesuai dengan SOP.
Dapat menjelaskan cara menyerahkan laporan hasil pengamatan dan pengukuran kepada yang berhak sesuai dengan SOP
Mampu menyerahkan laporan hasil pengamatan dan
pengukuran kepada yang berhak sesuai dengan SOP
Harus cermat, teliti, dan taat prosedur
Cara menyerahkan laporan hasil pengamatan dan pengukuran kepada yang berhak sesuai dengan SOP
Menyerahkan laporan hasil pengamatan dan pengukuran kepada yang berhak sesuai dengan SOP
Cermat
Teliti
Taat prosedur
Asesmen
BAB II
MENGELAS PIPA POSISI SUMBU MIRING TIDAK DAPAT DIPUTAR DENGAN PROSES LAS BUSUR MANUAL
A. Latar Belakang
Mengelas pipa posisi sumbu miring tidak dapat diputar (6G) dengan proses las busur manual merupakan salah satu dari beberapa proses pengelasan dan posisi pengelasan. Pengelasan pipa pada posisi sumbu miring 45 tidak dapat diputar, baik 6F maupun 6G merupakan posisi yang paling sulit pada pengelasan pipa, karena disamping posisi tersebut mencakup : posisi di bawah tangan (flat), tegak (vertikal) dan posisi di atas kepala (overhead), juga karena posisi 6F dan 6G tersebut berada pada posisi miring. Pengelasan menggunakan proses las SMAW atau disebut dengan pengelasan busur listrik. Proses pengelasan SMAW merupakan proses pengelasan menggunakan busur listrik yang mengalir sebagai pemanas dalam kawat las (Electrode) dan terak (Fluxs) sebagai pelindungnya. Oleh karena itu pengelasan yang dilakukan secara benar dan sesuai prosedur merupakan salah satu hal terpenting untuk mencapai kualitas pengelasan secara maksimum dan efisien/ ekonomis.
Pada Buku Informasi ini akan dipaparkan tentang Pengetahuan, ketrampilan dan sikap kerja dimana berisi Informasi tentang :
1. Menyiapkan fasilitas pengelasan
2. Melaksanakan pengelasan pipa pada posisi sumbu miring tidak dapat diputar 3. Melaksanakan pemeriksaan hasil pengelasan secara visual
4. Melaporkan hasil pengelasan.
Dengan disusunnya Modul ”Mengelas pipa posisi sumbu miring tidak dapat diputar dengan proses las busur manual” ini diharapkan akan dapat membantu Pelatih dalam menjelaskan dan menerapkan pengelasan sesuai dengan kompetensi yang dikehendaki.
B. Tujuan
Modul ”Mengelas pipa posisi sumbu miring tidak dapat diputar dengan proses las busur manual” ini bertujuan :
1) Agar peserta mampu untuk melakukan pengelasan sesuai dengan SOP. Dimana Mengelas pipa posisi sumbu miring tidak dapat diputar (6G) dengan Proses Las SMAW.
2) Memberikan pemahaman dan menerapkannya dalam proses pengelasan.
3) Agar peserta mampu melakukan pemeriksaan hasil pengelasan C. Ruang Lingkup
Ruang lingkup dari Modul “Mengelas pipa posisi sumbu miring tidak dapat diputar (6G) dengan proses las busur manual/SMAW” ini terdiri dari : Menyiapkan fasilitas pengelasan; Melaksanakan pengelasan pipa pada posisi sumbu miring tidak dapat diputar; Melaksanakan pemeriksaan hasil pengelasan secara visual; Melaporkan hasil pengelasan.
D. Pengertian-Pengertian 1. Logam
Logam adalah mineral yang tidak tembus pandang dan dapat menghantarkan aliran panas atau aliran listrik
2. Besi
Besi adalah logam yang keras, yang dihasilkan dari proses pengolahan biji besi pada dapur tinggi
3. Baja
Baja adalah Logam yang keras dan kuat, yang dihasilkan dari proses pengolahan lanjut logam besi melalui dapur Siemens Martin, Bessemer, Open Heart atau dapur listrik
4. Logam Ferrous
Logam Ferrous adalah Logam yang terbuat dari unsur dasar besi (Fe) dan Carbon (C)
5. Logam Non Ferrous
Logam Non Ferrous adalah Logam yang terbuat dari unsur dasar bukan besi (Fe) dan Carbon (C).
6. Baja Karbon Rendah
Baja Karbon Rendah adalah Baja yang mempunyai kandungan karbon sebesar 0,1
% sampai dengan 0,3 % 7. Baja Karbon Sedang
Baja Karbon sedang adalah Baja yang mempunyai kandungan karbon sebesar 0,3
% sampai dengan 0,6 % 8. Baja Karbon Tinggi
Baja Karbon Tinggi adalah Logam yang mempunyai kandungan karbon 0,7 % sampai dengan 1,3 %
9. Baja Campuran
Baja Campuran adalah Logam baja yang telah mengalami proses penambahan unsur – unsur paduan
10. Baja Tahan Karat
Baja tahan karat adalah Logam baja yang mempunyai sifat tahan terhadap karat.
11. Unsur Paduan
Unsur paduan Adalah unsur – unsur kimia yang ditambahkan pada logam untuk memperbaiki sifat – sifat logam tersebut
12. Heat Threatment
Heat threatment adalah Proses pemanasan dan pendinginan pada logam untuk mendapatkan sifat – sifat tertentu
13. Hardening
Hardening adalah Proses pemanasan logam yang bertujuan untuk menambah sifat kekerasan logam
14. Tempering
Tempering adalah Proses pemanasan logam yang bertujuan untuk mengurangi sifat kekerasan
15. Annealing
Annealing adalah Proses pemanasan dan pendinginan logam yang bertujuan untuk melunakkan kekerasan logam
E. Diagram Alir Unit Kompetensi
Mulai
Alat Pelindung Diri, consummable materials, dan peralatan pengelasan
diidentifikasi
Alat Pelindung Diri (APD) diidentifikasi dan diterapkan berdasarkan SOP
Jenis dan ukuran bahan dan elektroda las disiapkan sesuai dengan tuntutan
WPS Peralatan utama dan
pendukung disiapkan berdasarkan tuntutan
WPS Karakteristik mesin
las dan teknik pengelasan dipahami
sesuai dengan kebutuhan pengelasan
Pengelasan pipa sambungan tumpul kampuh V posisi sumbu miring tidak dapat diputar
didemonstrasikan sesuai dengan teknik pengelasan yang berlaku (SOP), dengan menerapkan K3 Besarnya arus listrik
diatur berdasarkan jenis dan ukuran elektroda las yang digunakan atau WPS
Las cantum (tack weld) dibuat dengan
ukuran dan jumlah sesuai dengan ukuran
bahan yang dilas
Pengelasan pipa pada pelat posisi sumbu miring
tidak dapat diputar didemonstrasikan sesuai dengan teknik pengelasan
yang berlaku (SOP), dengan menerapkan K3
Alat uji dan alat ukur hasil pengelasan
diidentifikasi, disiapkan dan diperiksa fungsi dan validitasnya
Format pengamatan proses dan pengukuran hasil las
disiapkan Hasil pemeriksaan
visual disimpulkan dan ditafsirkan
Perbaikan hasil las (bila diperlukan) dilakukan sesuai
SOP Seluruh hasil
pengelasan diperiksa secara visual, dan dibandingkan dengan
standar baku
Data hasil pengamatan dan pengukuran dicatat
dalam format Laporan hasil
pengamatan dan pengukuran diserahkan kepada yang berhak sesuai
Selesai
= Automatic Operation
= Preparation
= Connector
= Manual Operation
F. Materi Pelatihan Mengelas Pipa Posisi Sumbu Miring Tidak Dapat di Putar dengan Proses Las Busur Manual
1. Menyiapkan Fasilitas Pengelasan
Pengetahuan yang diperlukan dalam Menyiapkan fasilitas pengelasan.
a. Macam-Macam dan Fungsi Alat Pelindung Diri, Consummable Material dan Peralatan Pengelasan.
Alat Pelindung Diri (APD) adalah suatu peralatan yang berhubungan dengan keselamatan manusia (Karyawan) yang harus dipakai dalam melaksanakan pekerjaan di mana Karyawan bekerja. Banyak kalanya seseorang mengabaikan penggunaan dari APD, karena dirasa akan mengganggu kebebasan gerak kita. Namun penggunaan APD jangan diabaikan, karena akan berakibat fatal bila mengabaikan penggunaan APD.
1) Macam-Macam dan Fungsi Alat Pelindung Diri
a) Welding Mask/Helm Las berfungsi untuk melindungi mata dari radiasi sinar las
Gambar 1. Helm Las dan perlengkapannya
b) Welding Apron / Protector Clothes berfungsi untuk melindungi kulit dan organ-organ tubuh pada bagian badan operator dari percikan- percikan api las pada saat proses pengelasan dan pemotongan benda kerja serta pancaran sinar las.
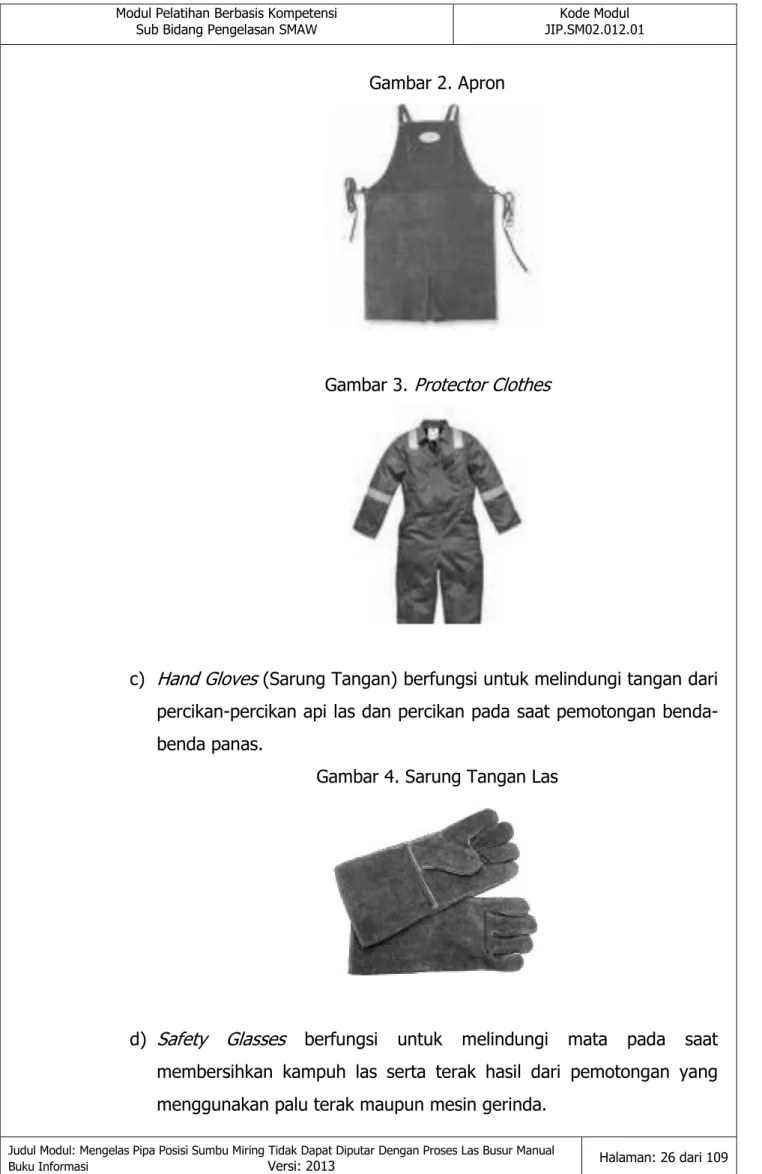
Gambar 2. Apron
Gambar 3. Protector Clothes
c) Hand Gloves (Sarung Tangan) berfungsi untuk melindungi tangan dari percikan-percikan api las dan percikan pada saat pemotongan benda- benda panas.
Gambar 4. Sarung Tangan Las
d) Safety Glasses berfungsi untuk melindungi mata pada saat membersihkan kampuh las serta terak hasil dari pemotongan yang menggunakan palu terak maupun mesin gerinda.
Gambar 5. Safety Glasses
e) Safety Shoes berfungsi untuk melindungi kaki welder dari benda- benda panas yang ada dilantai atau melindungi kaki welder dari kejatuhan benda-benda keras dan berat
Gambar 6. Safety Shoes
f) Ear Protector berfungsi untuk melindungi telinga dari bahaya kebisingan
Gambar 7. Ear Protector
g) Masker berfungsi untuk melindungi diri dari debu,asap dan gas yang ditimbulkan oleh proses pengelasan
Gambar 8. Masker.
2) Consummable Material
Material yang digunakan untuk pengelasan ini adalah Pipa. Adapun jenis pembuatan pipa secara umum dapat dikelompokkan menjadi dua bagian yaitu :
(a) Jenis pipa tanpa sambungan (pembuatan pipa tanpa sambungan pengelasan)
(b) Jenis pipa dengan sambungan (pembuatan pipa dengan pengelasan)
Bahan-bahan pipa yg dimaksud di sini adalah struktur bahan baru pipa tersebut yg dapat dibagi secara umum sebagai berikut:
(a) Carbon steel (b) Carbon Moly (c) Galvanees (d) Ferro Nikel (e) Stainless Steel
Pipa mempunyai banyak ukuran, mulai dari yang terkecil dengan ukuran diameter 1/2 inch sampai ukuran yang sangat besar dengan diameter 72 inch atau kira-kira 1.8 meter. Ada 2 (dua) jenis metode yang digunakan untuk menamai ukuran pipa :
(a) NPS (Nominal Pipe Size) adalah ukuran Standard Amerika Utara, dengan ukurannya berdasarkan “inch”.
(b) DN (Diameter Nominal) adalah penunjukkan ukuran eropa dengan ukurannya berdasarkan “milimeter
Gambar 9. Penunjukkan Diameter Pipa
Selain penamaannya dengan NPS atau DN, maka ada pasangan yg selalu tidak ketinggalan ketika disebutkan ukuran pipa yaitu schedule (sch).
Schedule adalah suatu penunjukkan ukuran ketebalan dinding pipa atau dengan kata lain Thickness.
Perbedaan antara NPS dengan OD dimulai dari pipa ukuran NPS 1/4″
sampai dengan ukuran NPS 12″. Sedangkan untuk pipa dengan NPS diatas 12″(inch), maka NPS yang ditunjukkan sesuai dengan OD dari pipa tersebut. Ada salah satu perbedaan yang lain lagi yang biasa kita lihat di tabel daftar pipa yaitu huruf “S” setelah nomor schedule. Seperti contoh 5S, hal ini menunjukkan bahwa schedule tersebut untuk material khusus Stainless steel, sedang schedule tanpa huruf “S” adalah untuk pipa dengan material selain stainless steel.
Macam-macam ukuran pipa yang sering digunakan dalam industri : (a) Large Bore Pipe : yaitu pipa dengan ukuran lebih besar dari 2 Inch (b) Small Bore Pipe : yaitu pipa dengan ukuran 2 inch ke bawah (c) Tubing : yaitu pipa yang mempunyai ukuran sampai 4 inch, tetapi
mempunyai ukuran ketebalan dinding pipa yang lebih kecil jika dibandingkan dengan small bore dan large bore.
Schedule (ketebalan pipa)
Pipa diproduksi dalam berbagai macam ketebalan yang sudah distandardkan. Setiap ketebalan tertentu pada pipa diberi penamaan
dalam bentuk schedule number, bukan dalam bentuk ukuran pipa yang sebenarnya. Pada awalnya ketebalan pipa hanya ada 3 kelompok yaitu:
(a) Standard
(b) Extra Strong (XS)
(c) Double Extra strong (XXS)
Saat ini penamaan sudah diganti dengan memberikan schedule number tertentu, yang dimulai dari 5 dan 5S, kemudian diikuti dengan 10 dan 10S, seterusnya dalam kelipatan 10 sampai schedule 40 (20, 30, 40) dan selanjutnya mempunyai kelipatan 20 yaitu 60, 80, 100, 120, 140, 160.
Pada umumnya, besarnya ketebalan pipa yang mempunyai schedule 40 dengan schedule STD adalah sama untuk pipa ukuran 1/8 sampai dengan ukuran pipa 10 inch.
Tabel 1 . Tabel Schedule Pipa
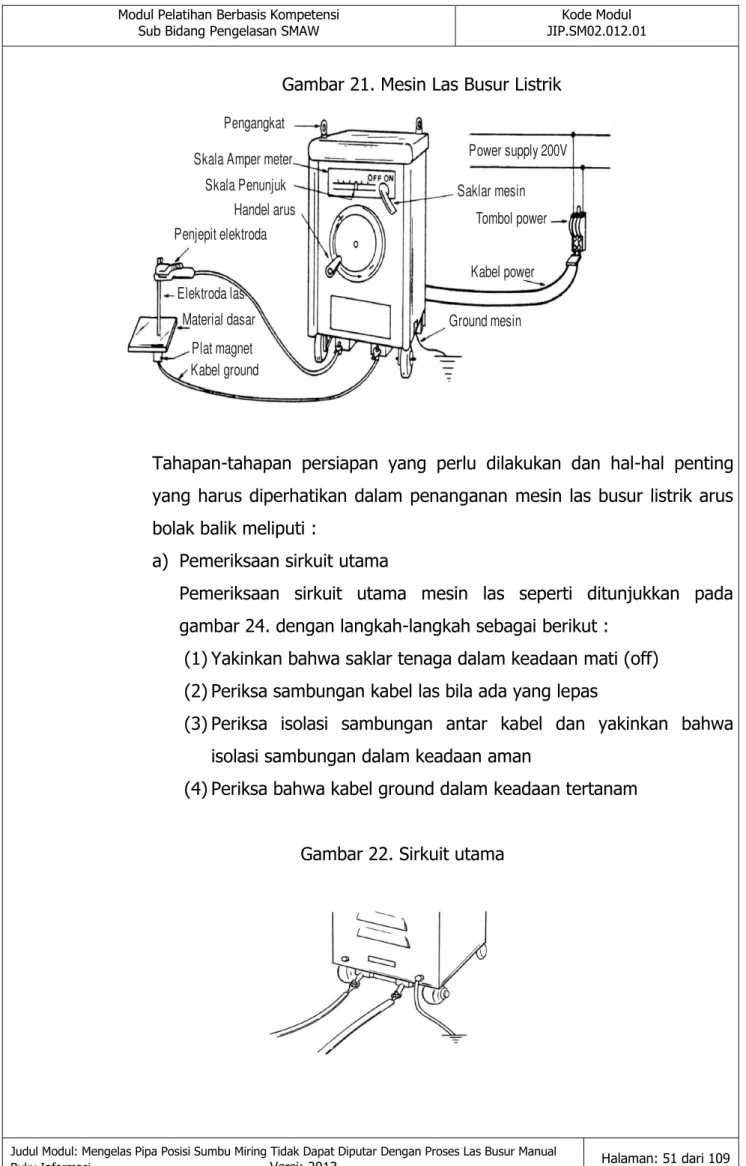
3) Peralatan Pengelasan
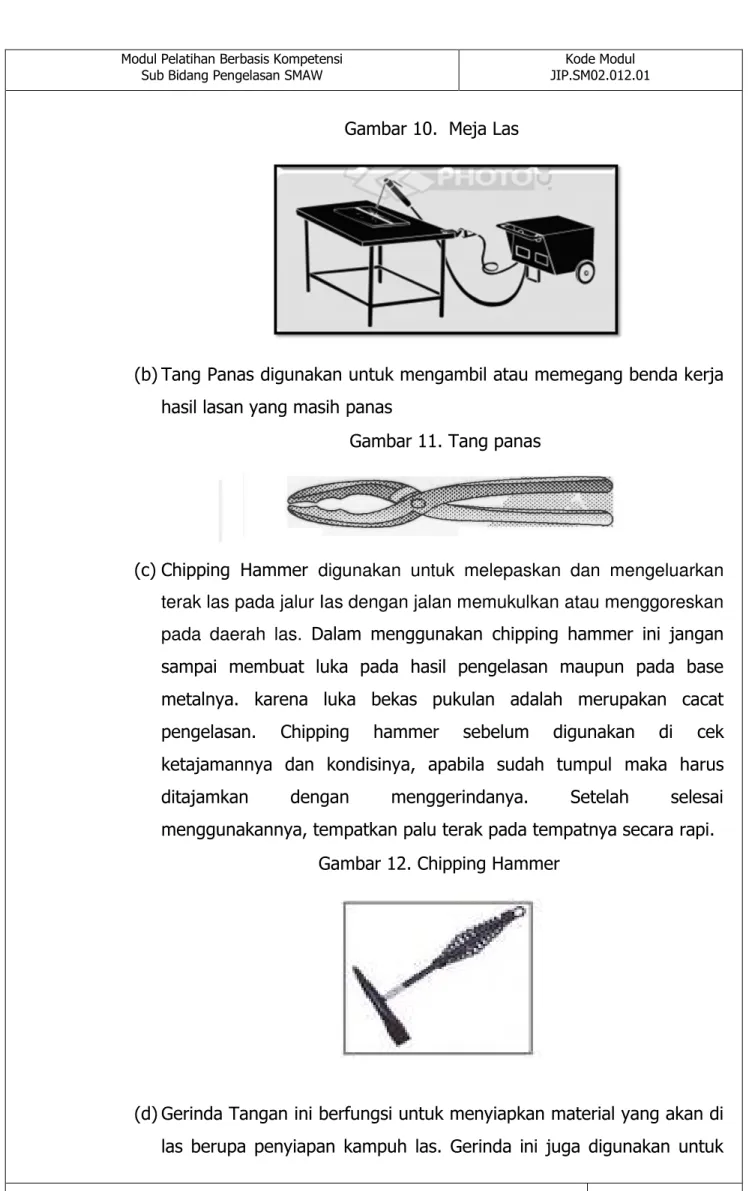
(a) Meja Las adalah tempat untuk menempatkan benda kerja pada posisi yang dipersyaratkan. Meja las harus diletakkan sedemikian rupa dan tidak mudah bergerak saat tersenggol atau saat welder melakukan pengelasan. Gunakan benda kerja lain saat mencoba penyalaan elektroda dan jangan dilakukan di meja las.
Gambar 10. Meja Las
(b) Tang Panas digunakan untuk mengambil atau memegang benda kerja hasil lasan yang masih panas
Gambar 11. Tang panas
(c) Chipping Hammer digunakan untuk melepaskan dan mengeluarkan terak las pada jalur Ias dengan jalan memukulkan atau menggoreskan pada daerah las. Dalam menggunakan chipping hammer ini jangan sampai membuat luka pada hasil pengelasan maupun pada base metalnya. karena luka bekas pukulan adalah merupakan cacat pengelasan. Chipping hammer sebelum digunakan di cek ketajamannya dan kondisinya, apabila sudah tumpul maka harus ditajamkan dengan menggerindanya. Setelah selesai menggunakannya, tempatkan palu terak pada tempatnya secara rapi.
Gambar 12. Chipping Hammer
(d) Gerinda Tangan ini berfungsi untuk menyiapkan material yang akan di las berupa penyiapan kampuh las. Gerinda ini juga digunakan untuk
membantu dalam proses pengelasan khususnya dalam pembersihan lasan sebelum di sambung atau sebelum ditumpuki dengan lasan lapis berikutnya. gerinda tangan ini juga digunakan untuk membantu dalam memperbaiki cacat las yang memerlukan penggerindaan dalam persiapannya sebelum diperbaiki cacat pengelasan tadi.
Gambar 13. Gerinda Tangan
(e) Palu Konde standar yang digunakan adalah berkapasitas 2 kg.
penggunaan palu konde adalah untuk membantu meluruskan, meratakan permukaan benda kerja yang berkelok atau melengkung, untuk membentuk sudut pada benda kerja dengan tujuan mengurangi atau meniadakan distorsi. atau ditunakan untuk tujuan membantu persiapan pengelasan. Palu konde juga harus dikontrol kondisinya agar tidak kocak serta dalam penyimpananya harus tertata rapi dan tidak saling bertumpukan atau bergesekan dengan alat lainnya.
Gambar 14. Palu Konde
(f) Sikat Baja berfungsi untuk membersihkan benda kerja yang akan dilas dan membersihkan terak Ias yang sudah lepas dari jalur las oleh pukulan palu las.Terak dibersihkan agar tidak cacat slag inclusion pada saat dilakukan pengujian NDT
Gambar 15. Sikat Baja
(g) Kikir digunakan sebagai alat bantu proses persiapan pengelasan terutama material berbentuk grove
Gambar 16. Kikir
(h) Penjepit Benda kerja digunakan sebagai alat bantu pencegah terjadinya distorsi atau perubahan bentuk akibat panas.
Gambar 17. Penjepit Benda Kerja
b. Cara Mengidentifikasi Alat Pelindung Diri, Consummable Material Dan Peralatan Pengelasan
1) Cara Mengidentifikasi Alat Pelindung Diri
a) Mengidentifikasi proses pengelasan yang dilakukan
b) Mengidentifikasi bahaya yang ditimbulkan oleh proses pengelasan
ujung tangkai
panjang kikir
c) Memilih APD yang sesuai dengan jenis bahaya yang timbul pada proses pengelasan
d) Menyiapkan APD yang akan digunakan sesuai dengan SOP
2) Cara Mengidentifikasi Consummabble Material dan peralatan pengelasan a) Mengidentifikasi proses pengelasan yang dilakukan
b) Mempersiapkan bahan dan peralatan yang dibutuhkan (1) Persiapan bahan dan peralatan pengelasan
Secara umum peralatan yang diperlukan untuk pengelasan pipa dan pengelasan pelat adalah sama, namun untuk posisi 6F dan 6G diperlukan alat bantu untuk menjaga agar posisi pipa yang dilas cukup kuat dan kokoh pada keadaan miring 45, yakni berupa dudukan atau klem yang dapat diatur secara fleksibel. Tapi pada pekerjaan di lapangan dapat dilakukan dengan memberi penyangga, penguat atau dengan memberi las catat pada bagian yang aman dan tidak merusak benda kerja.
Adapun persiapan bahan las (pipa) pada prinsipnya tidak berbeda untuk tiap posisi pengelasan, baik persiapan sambungan sudut (fillet) maupun untuk sambungan tumpul (butt) kecuali WPS untuk pekerjaan tertentu menghendaki lain.
(2) Pembuatan/ Persiapan Kampuh Las
Pembuatan/persiapan kampuh las dapat dilakukan dengan beberapa metode, tergantung bentuk sambungan dan kampuh las yang akan dikerjakan. Metode yang biasa dilakukan dalam membuat kampuh las, khususnya untuk sambungan tumpul dilakukan dengan mesin bubut atau alat pemotong gas (brander potong) atau pemotong gas lingkaran (Circular Cutting Machine).
Untuk membuat kampuh V dilakukan dengan langkah-langkah sebagai berikut:
(a) Potong sisi pipa dengan sudut (bevel) antara 30 - 35
Gambar 18. Pembuatan Bevel
(b) Buat "root face" selebar 1 - 3 mm secara merata dengan menggunakan mesin bubut atau gerinda dan/atau kikir rata.
Kesamaan tebal/lebar permukaan "root face" akan berpengeruh terhadap kualitas hasil penetrasi pada akar (root).
Gambar 19. Pembuatan Root face
(c) Persiapan sambungan tumpul pada pipa dengan ketebalan berbeda dilakukan berdasarkan kondisi konstruksi yang akan
1 - 3 mm 30-35
dibuat, di mana posisi penampang pipa sangat menentukan bentuk persiapan yang akan dilakukan. Jika bagian luar pipa diperlukan rata, maka bagian dalam pipa yang lebih tebal dipotong/dibuang sampai penampang ujung kampuh sama dengan penampang pipa yang lebih tipis. Demikian juga sebaliknya, jika bagian dalam pipa diperlukan rata, maka bagian luar pipa yang lebih tebal dibuang/ dipotong sampai penampang ujung kampuh sama dengan penampang pipa yang lebih tipis.
Namun, bila dikehendaki garis tengah penampang pipa yang sama/lurus, maka penampang pipa yang lebih tebal dibuang seimbang.
Gambar 20. Pembuatan kampuh dengan perbedaan ketebalan
Bagian luar yang rata (dibuang bagian dalam)
Bagian dalam yang rata (dibuang bagian luar)
Dibuang seimbang
c. Sop Penerapan APD/PPE
1) Pilih APD yang sesuai dengan karakteristik bahaya yang timbul ketika melakukan proses pengelasan
2) Memeriksa fungsi APD yang akan digunakan apakah masih baik atau tidak
3) APD/PPE harus memenuhi standar keselamatan kerja 4) Jika sudah digunakan simpan kembali ke tempatnya
5) Lakukan pengecekan secara berkesinambungan setiap saat ketika hendak digunakan atau lama tidak di pakai
d. Spesifikasi APD/PPE
1) Helm las dengan tingkat kegelapan kaca yang sesuai dengan besarnya arus pengelasan yang digunakan
2) Sarung tangan dari kulit untuk melindungi radiasi dan panas 3) Apron terbuat dari kulit
4) Sepatu safety dengan ujung depan sepatu yang mampu untuk melindungi kaki dari tertimpa benda berat
5) Ear protector yang standar untuk mengatasi bahaya kebisingan
6) Masker dengan spesifikasi standar untuk mengatasi asap dan debu las
e. Cara Mengidentifikasi Alat Pelindung Diri/PPE Untuk Diterapkan Berdasarkan SOP
Alat pelindung diri yang akan digunakan harus terlebih dahulu diperiksa apakah masih layak atau tidak, kemudian disesuaikan dengan karateristik bahaya yang bisa ditimbulkan oleh setiap proses pengelasan yang dilakukan
f. Pengertian Tuntutan Pekerjaan Atau WPS
WPS (Welding Procedure Specification)/spesifikasi prosedur las adalah prosedur las tertulis yang terkualifikasi yang disusun sebagai petunjuk bagi para pelaksana las ( welder maupun welding operator ) untuk melaksanakan pengelasan produksi sesuai dengan persyaratan ASME IX. WPS mengandung variable penting dan tidak penting , dan apabila diperlukan juga variable penting tambahan . WPS harus mengacupada PQR . Pihak kontraktor ataupun manufaktur dapat memasukkan keterangan apasaja yang dapat memudahkan welder /operator dalam melaksanakan tugasnya. Perubahan dapat dilaksanakan pada variable tidak penting untuk menyesuaikan dengan persyaratan produksi tanpa requalifikasi WPS, dan juika diperlukan juga variable penting tambahan untuk setiap proses las . Perubahan pada variable penting akan memerlukan rekalifikasi WPS tersebut. PQR baru atau tambahan mungkin diperlukan untuk mendukung perubahan tersebut . PQR adalah rekaman dari seluruh data yang digunakan untuk menguji kupon uji
las . PQR mencatat semua variable yangdiberlakukan dalam pengelasan uji termasuk hasil pengujian tersebut .
Variabel penting untuk SMAW adalah : 1) Ketebalan Max. untuk kualifikasi , 8”.
2) Tebal yang terkualifikasi
3) Tebal maksimun satu lajur tunggal 4) P.No. yang terkualifikasi
5) P No. 5, 9, dan 10 6) F No. yang terkualifikasi 7) A No. yang terkualifikasi
8) Penurunan suhu pemanasan awal maksimum sebesar 100º 9) Suhu PWHT yang terkualifikasi
10) Limit suhu yang terkualifikasi
g. Cara Menyiapkan Jenis Dan Ukuran Bahan Elektroda Las Sesuai Dengan Tuntutan Pekerjaan Atau WPS.
1) Pemilihan jenis elektroda, logam pengisi
Desain yang tepat, material yang baik dan teknik yang baik adalah tiga faktor untuk menjamin pengelasan yang bagus. Bila salah satu dari faktor ini tidak ada, hasil yang memuaskan tidak dapat dicapai. Untuk melaksanakan pengelasan dengan kualitas yang dipersyaratkan adalah penting untuk dimengerti sifat-sifat dari tiap-tiap material las (elektrode las, kawat, fluks). Pemilihan logam pengisi las berupa elektroda las / filler metal electrode sebagai logam pengisi dalam proses pengelasan sangat berpengaruh dalam menentukan mutu hasil pengelasan, begitu juga fluks dan gas sebagai pelindung (shielding). Berkaitan dengan sifat mekanis logam las yang dikehendaki maka apabila salah dalam pemilihan akan menyebabkan kegagalan pengelasan. Pemilihan logam pengisi banyak ditentukan oleh keterkaitannya dengan:
a) Jenis proses las yang akan digunakan.
b) Jenis material yang akan di las.
c) Desain sambungan las.
d) Perlakuan panas (preheat, post heat)
Agar dapat memilih elektroda / filler metal yang tepat sesuai dengan standar / code, dan dapat menghasilkan sambungan las yang dapat diterima sesuai dengan persyaratan standar / code maka logam pengisi yang dipilih sesuai dengan sifat logam induknya.
Fungsi, jenis, klasifikasi, karakteristik dan pengujian dari elektroda / filler metal pada proses pengelasan SMAW, GMAW, FCAW, GTAW dan SAW harus mendapatkan jaminan dari perusahaan pembuat logam pengisi tersebut dalam bentuk sertifikat atau data spesifikasi teknik.
2) Klasifikasi dan kodefikasi elektroda
Menurut Klasifikasi sistem Amerika ( A W S ) Misal :
A W S A 5.1 , ASTM 233 untuk Mild Steel A W S A 5.5 , ASTM 316 untuk Low Alloy Steel
Klasifikasi dan kodefikasi elektroda menurut AWS ________Elektroda_
__Kuat tarik minimal dalam 1000 psi_
E XX X X Jenis coating, arus, polaritas
_____Posisi pengelasan_
E 60 XX : Kuat tarik logam las 60.000 psi E 70 XX : Kuat tarik logam las 70.000 psi
E XX 10 : Semua posisi, DC EP, Selulosa, penetrasi dalam E XX 11 : Semua posisi, AC, DC EP, Selulosa
E XX 12 : Semua posisi, AC, DC EN, Rutile E XX 13 : Semua posisi, AC, DC, Rutile
E XX 14 : Semua posisi, AC, DC, Iron Powder Rutile E XX 15 : Semua posisi, DC EP, Basic Hydrogen Rendah
E XX 16 : Semua posisi, AC, DC EP, Basic Hydrogen Rendah + garam potasium
E XX 18 : Semua posisi, AC, DC EP, Basic Hidrogen Rendah
+ 30% Serbuk besi
E XX 20 : Posisi F,H, AC, DC EN, Mineral + oksida besi / Silikat
E XX 24 : Posisi F,H, AC, DC, Typical Mineral, Rutile, Serbuk besi
E XX 27 : Posisi F,H, AC, DC EN, Mineral + Serbuk besi E XX 28 : Posisi F,H, AC, DC EP, Hydrogen Rendah, Basic +
50% Serbuk besi
E XX 30 : Posisi F only, Mineral + Serbuk besi / Silikat E XX 48 : Khusus Vertikal turun, AC, DC EP, Kalium
Hydrogen Rendah, Serbuk besi
Spesifikasi Elektroda
3) Pemilihan Elektroda
Pemilihan elektroda berdasarkan :
Material (base metal) composition
Posisi pengelasan
Bentuk desain sambungan
Arus las, AC atau DC polaritas EP / EN
Persyaratan penetrasi, Heat Input
Biaya operasional, deposition rate
Juru las (welder qualification) untuk spesial proses
4) Pengaruh Kebasahan dan kandungan H2
Apabila elektroda mengandung Hydrogen (H2) akan merugikan hasil las, humidity lebih besar dari 50% pada temperatur kamar akan mengakibatkan cold cracking (retak dingin) hasil las
5) Penyimpanan Elektroda Las
Penyimpanan elektroda untuk mendapatkan hasil las yang baik adalah : a) Disimpan ditempat kering, terutama untuk low hydrogen basic
elektrode
b) Pengepakan dari pabrik sebagai proteksi untuk menghindari pengaruh humidity harus baik
c) Elektroda yang mempunyai humidity 50% diharuskan disimpan di oven (sesuai dengan rekomendasi pabrik)
d) Elektroda hydrogen rendah sangat kritis dan sangat mudah menyerap kelembaban
e) Jika container/pack dibuka, hanya untuk digunakan periode 8 jam, apabila masih ada sisa harus disimpan di oven dengan temperatur 3000–3500 C selama 2 jam
f) Jika container dibuka, elektroda basic harus disimpan pada oven dengan temperatur 1000 – 1500 C selama minimum 4 jam
g) Ruang penyimpanan elektroda basic harus dikontrol dengan humidity 50%
h) Electrode selulosa tidak harus selalu di oven (rebaking), karena mempunyai level kelembaban 3 7%, sehingga tidak mempunyai efek dalam proses las
6) Pengeringan Elektroda Bersalut
Ketika dalam pembuatan, setiap elektrode bersalut dikeringkan pada temperatur tinggi untuk menghilangkan kandungan air dari fluks.
Temperatur pengeringan dipilih secara hati-hati sehingga unjuk kerja fluks tidak memburuk oleh panas. Walaupun air kaca dalam kondisi kering