iv Universitas Kristen Maranatha
ABSTRAK
PT. X merupakan perusahaan yang bergerak di bidang tekstil benang jahit. Saat ini perusahaan memiliki permasalahan kualitas benang jahit pada bagian
twisting, di mana diketahui terjadi cacat benang. Bila terus terjadi akan menjadi
kerugian bagi perusahaan. Maka dari itu, untuk membantu perusahaan dilakukan penelitian dengan menggunakan metode DMAIC. Tujuan dari penelitian ini adalah mengidentifikasi penyebab terjadinya ketidaksesuaian kualitas benang di lantai produksi twisting dan prioritas perbaikannya, serta memberikan usulan solusi terhadap perusahaan untuk meminimasi ketidaksesuaian tersebut.
Penelitian dilakukan dengan melakukan pengamatan langsung dan wawancara terhadap staf produksi. Pengumpulan data dilakukan tentang jenis dan jumlah cacat yang terjadi, dan mengelompokkannya berdasarkan tingkat keseriusan cacat. Cacat benang kritis yang diteliti adalah cacat benang keriting, berbulu dan tidak sesuai standar TPI-nya. Data tersebut diplot ke dalam peta kendali untuk mengetahui apakah proses masih dalam keadaan terkendali atau tidak. DPMO dan nilai sigma dihitung untuk mengetahui performansi perusahaan sekarang. Lalu dilanjutkan dengan mencari akar penyebab permasalahan melalui FTA (Fault Tree Analysis) dan mengidentifikasikan serta mencegah mode kegagalan dengan menggunakan FMEA (Failure Mode and Effect Analysis).
Berdasarkan pengolahan data yang dilakukan dan pengurutan prioritas diagram pareto, diketahui bahwa cacat yang memerlukan prioritas adalah cacat benang keriting (RPN tertinggi=476), lalu cacat benang berbulu (RPN=217), dan terakhir cacat benang yang tidak sesuai standar TPI (RPN terendah=78). Berdasarkan perhitungan juga diperoleh nilai DPMO untuk mesin Ring Twisting sebesar 18399.26 dengan nilai sigma 3.59, kemudian untuk mesin TFO sebesar 51876.89 dengan nilai sigma 3.13.
DAFTAR ISI
JUDUL ...i
LEMBAR PENGESAHAN ... ii
SURAT PERNYATAAN HASIL KARYA PRIBADI ... iii
ABSTRAK ...iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... x
DAFTAR GAMBAR ...xi
DAFTAR LAMPIRAN ... xiii BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1
1.2 Identifikasi Masalah ... 1-2
1.3 Pembatasan Masalah ... 1-3
1.4 Perumusan Masalah ... 1-4
1.5 Tujuan Penelitian ... 1-4
1.6 Sistematika Penulisan ... 1-5
BAB 2 TINJAUAN PUSTAKA
2.2.1 Kualitas ... 2-1
2.1.1. Definisi Kualitas ... 2-1
2.1.2. Dimensi Kualitas ... 2-1
2.1.3. Faktor-faktor yang Mempengaruhi Kualitas ... 2-2
2.2.2 Pengendalian Kualitas ... 2-4
2.2.1 Definisi Pengendalian Kualitas ... 2-4
2.2.2 Faktor-faktor yang Mempengaruhi Pengendalian Kualitas ... 2-5
viii Universitas Kristen Maranatha 2.2.4 Variasi dalam Proses Produksi ... 2-11
2.2.5 Klasifikasi Karakteristik Cacat ... 2-13
2.2.3 Konsep Six Sigma ... 2-13
2.3.1 Definisi Six Sigma ... 2-13
2.3.2 Strategi Six Sigma ... 2-15
2.3.3 Istilah dalam Six Sigma ... 2-16
2.3.4 Model Perbaikan Six Sigma ... 2-18
2.3.5 Perhitungan Nilai Sigma ... 2-20
2.3.6 FTA (Faut Tree Analysis) ... 2-21
2.3.7 FMEA (Failure Mode and Effect Analysis) ... 2-23
2.3.8 Action Plan ... 2-29 BAB 3 METODOLOGI PENELITIAN
3.1. Penelitian Pendahuluan ... 3-1
3.2. Identifikasi Masalah ... 3-1
3.3. Pembatasan Masalah ... 3-1
3.4. Tinjauan Pustaka ... 3-2
3.5. Pengolahan Data dan Analisis ... 3-2
3.5.1 Define ... 3-2
3.5.2 Measure ... 3-4
3.5.3 Analyze ... 3-5
3.5.4 Improve ... 3-5
3.5.5 Control ... 3-5
3.6. Kesimpulan dan Saran ... 3-5
BAB 4 PENGUMPULAN DATA
4.1 Profil Perusahaan ... 4-1
4.2 Proses Produksi Benang Secara Keseluruhan... 4-2
4.3 Jadwal Kerja dan Struktur Organisasi Bagian Twisting ... 4-6
4.4 Proses Produksi ... 4-7
4.5 Proses Inspeksi Kualitas ... 4-10
4.6 Spesifikasi dan Pemeliharaan Mesin ... 4-12
4.6.2 Maintenance Mesin ... 4-14
4.7 Data Ketidaksesuaian Mesin ... 4-14
4.8 Data Visual Ketidaksesuaian Mesin ... 4-17
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengolahan Data ... 5-1
5.1.1 Stratifikasi ... 5-1
5.1.2 Peta Kendali U ... 5-3
5.1.3 Peta Kendali U (Benang Keriting) ... 5-3
5.1.4 Peta Kendali U (Benang Berbulu) ... 5-8
5.1.5 Peta Kendali U (Benang tidak Berstandar TPI) ... 5-13
5.1.6 Perhitungan DPMO dan Nilai Sigma ... 5-19
5.1.7 FTA ... 5-20
5.1.7.1FTA Cacat Benang Keriting ... 5-21
5.1.7.2FTA Cacat Benang Berbulu ... 5-23
5.1.7.3FTA Cacat Benang tidak Berstandar TPI ... 5-25
5.1.8 FMEA ... 5-27
5.1.9 Diagram Pareto ... 5-34
5.2 Action Plan ... 5-37
5.3 Control ... 5-41 BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1
6.2 Saran ... 6-2
x Universitas Kristen Maranatha
DAFTAR TABEL
Tabel Judul Halaman
1.1 Data Benang Cacat Mesin Ring Twisting... 1-3
1.2 Data Benang Cacat Mesin TFO ... 1-3
2.1 Simbol-simbol di dalam FTA... 2-23
2.2 Metode 5W+1H ... 2-29
4.1 Data NG Ring Twisting Machine ... 4-14
4.2 Data NG TFO Machine ... 4-16
5.1 Tabel Stratifikasi Cacat ... 5-1
5.2 Tabel CTQ ... 5-3
5.3 Peta Kendali U (Benang Keriting) Ring Twisting Machine ... 5-4
5.4 Peta Kendali U (Benang Keriting) TFO Machine... 5-6
5.5 Peta Kendali U (Benang Berbulu) Ring Twisting Machine ... 5-9
5.6 Peta Kendali U (Benang Berbulu) TFO Machine ... 5-11
5.7 Peta Kendali U (Benang Tidak Berstandar TPI) Ring Twisting
Machine ... 5-14
5.8 Peta Kendali U (Benang Tidak Berstandar TPI) TFO Machine ... 5-16
5.9 Tabel Cacat Keriting (FTA) ... 5-22
5.10 Tabel Cacat Berbulu (FTA) ... 5-24
5.11 Tabel Cacat Tidak Sesuai TPI (FTA)... 5-26
5.12 FMEA ... 5-28
5.13 Tabel RPN Jenis Cacat ... 5-35
5.14 Tabel RPN Penyebab Cacat ... 5-36
5.15 5W+1H ... 5-39
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Strategi Six Sigma ... 2-15
2.2 Data View Percobaan 2 ... 2-18
3.1 Metodologi Penelitian ... 3-3
4.1 Produk Benang yang Dihasilkan ... 4-1
4.2 Proses Produksi PT.X ... 4-2
4.3 Benang Mentah ... 4-3
4.4 Twisting ... 4-4
4.5 Soft Cone Winding ... 4-4
4.6 Dyeing ... 4-5
4.7 Cross Cone Winding ... 4-5
4.8 Struktur Organisasi ... 4-6
4.9 OPC Ring Twisting Machine ... 4-7
4.10 OPC TFO Twisting Machine ... 4-9
4.11 Proses Inspeksi Keseluruhan ... 4-11
4.12 Proses Inspeksi ... 4-12
4.13 Mesin Ring Twisting (Konvensional)... 4-13
4.14 Mesin TFO ... 4-13
4.15 Benang Kotor ... 4-18
4.16 Benang Berbulu ... 4-18
4.17 TPI Benang Tidak Normal ... 4-18
4.18 Jenis Benang Tercampur ... 4-19
4.19 Benang Tidak Rapi ... 4-19
4.20 Benang Keriting ... 4-19
xii Universitas Kristen Maranatha 5.5 Peta Kendali U (Benang Tidak Berstandar TPI) Ring Twisting
Machine ... 5-16
5.6 Peta Kendali U (Benang Tidak Berstandar TPI) TFO Machine ... 5-18
5.7 FTA Cacat Benang Keriting... 5-22
5.8 FTA Cacat Benang Berbulu ... 5-24
5.9 FTA Cacat Benang Tidak Berstandar TPI ... 5-26
5.10 Diagram Pareto Jenis Cacat ... 5-35
DAFTAR LAMPIRAN
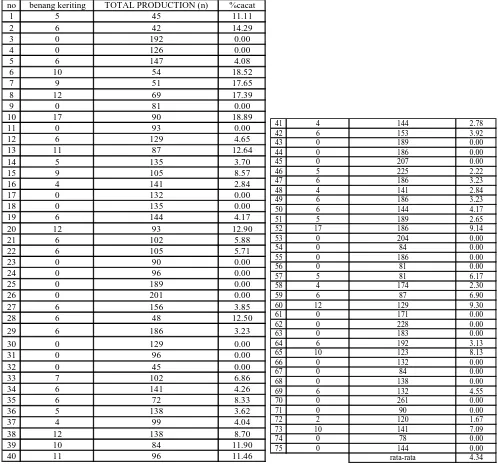
LAMPIRAN 1 : TABEL DATA PERSENTASE CACAT
LAMPIRAN 2 : TABEL FMEA
LAMPIRAN 3 : REVISI PETA KENDALI
L I-1
TABEL DATA PERSENTASE CACAT BENANG KERITING DI RING TWISTING MACHINE
no benang keriting TOTAL PRODUCTION (n) %cacat
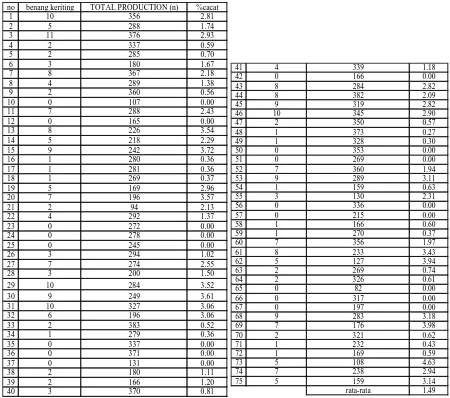
TABEL DATA PERSENTASE CACAT BENANG KERITING DI TFO MACHINE
no benang keriting TOTAL PRODUCTION (n) %cacat
LAMPIRAN L I-3
Tugas Akhir Universitas Kristen Maranatha
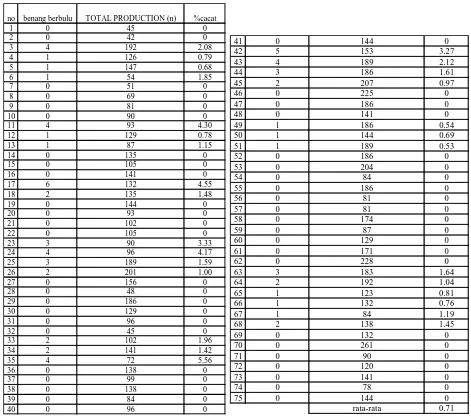
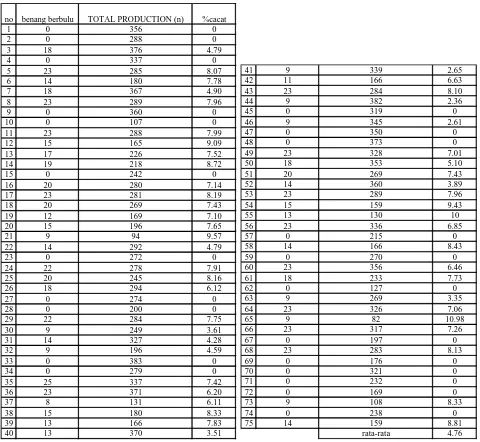
TABEL DATA PERSENTASE CACAT BENANG BERBULU DI RING TWISTING MACHINE
no benang berbulu TOTAL PRODUCTION (n) %cacat
TABEL DATA PERSENTASE CACAT BENANG BERBULU DI TFO MACHINE
no benang berbulu TOTAL PRODUCTION (n) %cacat
LAMPIRAN L I-5
Tugas Akhir Universitas Kristen Maranatha
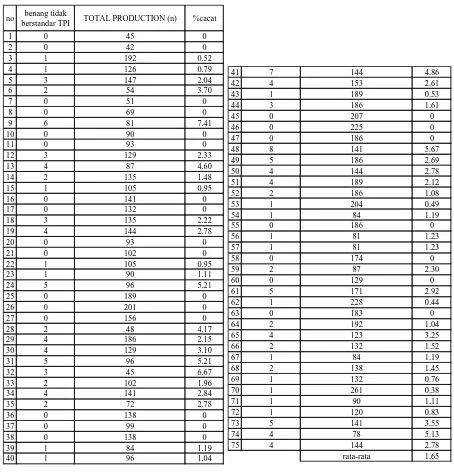
TABEL DATA PERSENTASE CACAT BENANG TIDAK SESUAI TPI DI RING TWISTING MACHINE
no benang tidak
berstandar TPI TOTAL PRODUCTION (n) %cacat
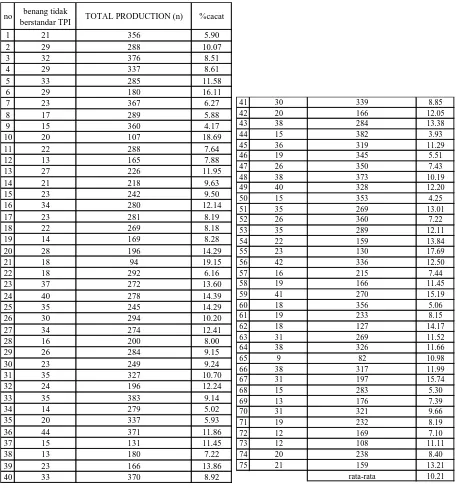
TABEL DATA PERSENTASE CACAT BENANG TIDAK SESUAI TPI DI TFO MACHINE
no benang tidak
berstandar TPI TOTAL PRODUCTION (n) %cacat
L II-1
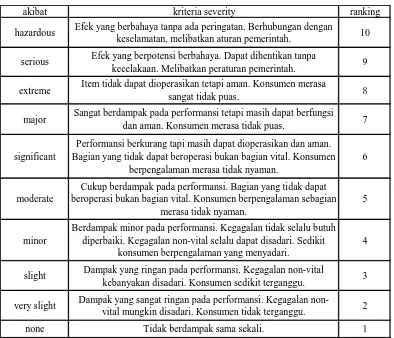
TABEL SEVERITY
TABEL OCCURRENCE
akibat kriteria severity ranking hazardous Efek yang berbahaya tanpa ada peringatan. Berhubungan dengan
keselamatan, melibatkan aturan pemerintah. 10 serious Efek yang berpotensi berbahaya. Dapat dihentikan tanpa
kecelakaan. Melibatkan peraturan pemerintah. 9 extreme Item tidak dapat dioperasikan tetapi aman. Konsumen merasa
sangat tidak puas. 8 major Sangat berdampak pada performansi tetapi masih dapat berfungsi
dan aman. Konsumen merasa tidak puas. 7
significant
Performansi berkurang tapi masih dapat dioperasikan dan aman. Bagian yang tidak dapat beroperasi bukan bagian vital. Konsumen
berpengalaman merasa tidak nyaman.
6
moderate
Cukup berdampak pada performansi. Bagian yang tidak dapat beroperasi bukan bagian vital. Konsumen berpengalaman sebagian
merasa tidak nyaman.
5
minor
Berdampak minor pada performansi. Kegagalan tidak selalu butuh diperbaiki. Kegagalan non-vital selalu dapat disadari. Sedikit
konsumen berpengalaman yang menyadari.
4
slight Dampak yang ringan pada performansi. Kegagalan non-vital
kebanyakan disadari. Konsumen sedikit terganggu. 3 very slight Dampak yang sangat ringan pada performansi. Kegagalan
non-vital mungkin disadari. Konsumen tidak terganggu. 2 none Tidak berdampak sama sekali. 1
peluang kegagalan kemungkinan kegagalan ranking
almost certain very high 1 in 2 10
very high 1 in 3 9
high 1 in 8 8
moderately high 1 in 20 7
medium 1 in 80 6
low 1 in 400 5
slight 1 in 2000 4
very slight 1 in 15000 3
remote 1 in 150000 2
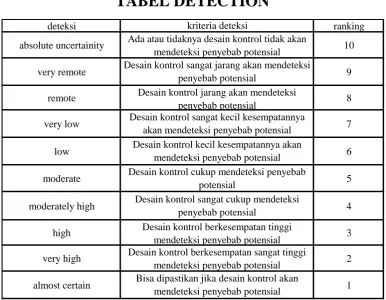
TABEL DETECTION
deteksi ranking
absolute uncertainity 10
very remote 9
remote 8
very low 7
low 6
moderate 5
moderately high 4
high 3
very high 2
almost certain 1
Desain kontrol sangat cukup mendeteksi penyebab potensial
Desain kontrol berkesempatan tinggi mendeteksi penyebab potensial Desain kontrol berkesempatan sangat tinggi
mendeteksi penyebab potensial Bisa dipastikan jika desain kontrol akan
mendeteksi penyebab potensial kriteria deteksi
Ada atau tidaknya desain kontrol tidak akan mendeteksi penyebab potensial Desain kontrol sangat jarang akan mendeteksi
penyebab potensial
Desain kontrol jarang akan mendeteksi penyebab potensial
Desain kontrol sangat kecil kesempatannya akan mendeteksi penyebab potensial Desain kontrol kecil kesempatannya akan
mendeteksi penyebab potensial Desain kontrol cukup mendeteksi penyebab
L III-1
REVISI PETA KENDALI JENIS CACAT KERITING
MESIN RING TWISTING
Revisi 1:
no benang keriting TOTAL PRODUCTION (n) u BKB GT BKA 1 5 45 0.111 0.000 0.021 0.087 2
3 0 192 0.000 0.000 0.021 0.053 4 0 126 0.000 0.000 0.021 0.060 5 6 147 0.041 0.000 0.021 0.058 6
7 8
9 0 81 0.000 0.000 0.021 0.070 10
11 0 93 0.000 0.000 0.021 0.067 12 6 129 0.047 0.000 0.021 0.060 13
14 5 135 0.037 0.000 0.021 0.059 15 9 105 0.086 0.000 0.021 0.064 16 4 141 0.028 0.000 0.021 0.058 17 0 132 0.000 0.000 0.021 0.060 18 0 135 0.000 0.000 0.021 0.059 19 6 144 0.042 0.000 0.021 0.058 20
21 6 102 0.059 0.000 0.021 0.065 22 6 105 0.057 0.000 0.021 0.064 23 0 90 0.000 0.000 0.021 0.068 24 0 96 0.000 0.000 0.021 0.066 25 0 189 0.000 0.000 0.021 0.053 26 0 201 0.000 0.000 0.021 0.052 27 6 156 0.038 0.000 0.021 0.056 28
29 6 186 0.032 0.000 0.021 0.054 30 0 129 0.000 0.000 0.021 0.060 31 0 96 0.000 0.000 0.021 0.066 32 0 45 0.000 0.000 0.021 0.087 33 7 102 0.069 0.000 0.021 0.065 34 6 141 0.043 0.000 0.021 0.058 35 6 72 0.083 0.000 0.021 0.073 36 5 138 0.036 0.000 0.021 0.059 37 4 99 0.040 0.000 0.021 0.065 38
39 40
Sumber: hasil perhitungan penelitian Hasil revisi:
Proses masih belum terkendali.
no benang keriting TOTAL PRODUCTION (n) u BKB GT BKA
51 5 189 0.026 0.000 0.021 0.053
52
53 0 204 0.000 0.000 0.021 0.052
54 0 84 0.000 0.000 0.021 0.069
55 0 186 0.000 0.000 0.021 0.054
56 0 81 0.000 0.000 0.021 0.070
57 5 81 0.062 0.000 0.021 0.070
58 4 174 0.023 0.000 0.021 0.055
59 6 87 0.069 0.000 0.021 0.068
60
61 0 171 0.000 0.000 0.021 0.055
62 0 228 0.000 0.000 0.021 0.050
63 0 183 0.000 0.000 0.021 0.054
64 6 192 0.031 0.000 0.021 0.053
65 10 123 0.081 0.000 0.021 0.061
66 0 132 0.000 0.000 0.021 0.060
67 0 84 0.000 0.000 0.021 0.069
68 0 138 0.000 0.000 0.021 0.059
69 6 132 0.045 0.000 0.021 0.060
70 0 261 0.000 0.000 0.021 0.048
71 0 90 0.000 0.000 0.021 0.068
72 2 120 0.017 0.000 0.021 0.061
73 10 141 0.071 0.000 0.021 0.058
74 0 78 0.000 0.000 0.021 0.071
75 0 144 0.000 0.000 0.021 0.058
LAMPIRAN L III-3
Tugas Akhir Universitas Kristen Maranatha
Revisi 2:
no benang keriting TOTAL PRODUCTION (n) u BKB GT 1
12 6 129 0.047 0.000 0.016
13
14 5 135 0.037 0.000 0.016
15
16 4 141 0.028 0.000 0.016
17 0 132 0.000 0.000 0.016
18 0 135 0.000 0.000 0.016
19 6 144 0.042 0.000 0.016
20
21 6 102 0.059 0.000 0.016
22 6 105 0.057 0.000 0.016
23 0 90 0.000 0.000 0.016
24 0 96 0.000 0.000 0.016
25 0 189 0.000 0.000 0.016
26 0 201 0.000 0.000 0.016
27 6 156 0.038 0.000 0.016
28
29 6 186 0.032 0.000 0.016
30 0 129 0.000 0.000 0.016
31 0 96 0.000 0.000 0.016
32 0 45 0.000 0.000 0.016
33
34 6 141 0.043 0.000 0.016
35
36 5 138 0.036 0.000 0.016
37 4 99 0.040 0.000 0.016
38 39 40
41 4 144 0.028 0.000 0.016
42 6 153 0.039 0.000 0.016
43 0 189 0.000 0.000 0.016
44 0 186 0.000 0.000 0.016
45 0 207 0.000 0.000 0.016
46 5 225 0.022 0.000 0.016
47 6 186 0.032 0.000 0.016
48 4 141 0.028 0.000 0.016
49 6 186 0.032 0.000 0.016
50 6 144 0.042 0.000 0.016
51 5 189 0.026 0.000 0.016
52
53 0 204 0.000 0.000 0.016
54 0 84 0.000 0.000 0.016
Sumber: hasil perhitungan penelitian
Hasil revisi:
Proses masih belum terkendali.
Revisi 3:
no benang keriting TOTAL PRODUCTION (n) u BKB GT BKA
56 0 81 0.000 0.000 0.016 0.059
57 5 81 0.062 0.000 0.016 0.059
58 4 174 0.023 0.000 0.016 0.046
59 60
61 0 171 0.000 0.000 0.016 0.046
62 0 228 0.000 0.000 0.016 0.042
63 0 183 0.000 0.000 0.016 0.045
64 6 192 0.031 0.000 0.016 0.044
65
66 0 132 0.000 0.000 0.016 0.050
67 0 84 0.000 0.000 0.016 0.059
68 0 138 0.000 0.000 0.016 0.049
69 6 132 0.045 0.000 0.016 0.050
70 0 261 0.000 0.000 0.016 0.040
71 0 90 0.000 0.000 0.016 0.057
72 2 120 0.017 0.000 0.016 0.052
73
74 0 78 0.000 0.000 0.016 0.060
75 0 144 0.000 0.000 0.016 0.049
Total 131 7941
no benang keriting TOTAL PRODUCTION (n) u BKB GT BKA 1
2
LAMPIRAN L III-5
Tugas Akhir Universitas Kristen Maranatha
Sumber: hasil perhitungan penelitian
no benang keriting TOTAL PRODUCTION (n) u BKB GT BKA
13
14 5 135 0.037 0.000 0.015 0.046
15
16 4 141 0.028 0.000 0.015 0.046
17 0 132 0.000 0.000 0.015 0.047
18 0 135 0.000 0.000 0.015 0.046
19 6 144 0.042 0.000 0.015 0.045
20 21 22
23 0 90 0.000 0.000 0.015 0.053
24 0 96 0.000 0.000 0.015 0.052
25 0 189 0.000 0.000 0.015 0.042
26 0 201 0.000 0.000 0.015 0.041
27 6 156 0.038 0.000 0.015 0.044
28
29 6 186 0.032 0.000 0.015 0.042
30 0 129 0.000 0.000 0.015 0.047
31 0 96 0.000 0.000 0.015 0.052
32 0 45 0.000 0.000 0.015 0.069
33
34 6 141 0.043 0.000 0.015 0.046
35
36 5 138 0.036 0.000 0.015 0.046
37 4 99 0.040 0.000 0.015 0.052
38 39 40
41 4 144 0.028 0.000 0.015 0.045
42 6 153 0.039 0.000 0.015 0.044
43 0 189 0.000 0.000 0.015 0.042
44 0 186 0.000 0.000 0.015 0.042
45 0 207 0.000 0.000 0.015 0.040
46 5 225 0.022 0.000 0.015 0.039
47 6 186 0.032 0.000 0.015 0.042
48 4 141 0.028 0.000 0.015 0.046
49 6 186 0.032 0.000 0.015 0.042
50 6 144 0.042 0.000 0.015 0.045
51 5 189 0.026 0.000 0.015 0.042
52
53 0 204 0.000 0.000 0.015 0.041
54 0 84 0.000 0.000 0.015 0.055
55 0 186 0.000 0.000 0.015 0.042
56 0 81 0.000 0.000 0.015 0.056
57
58 4 174 0.023 0.000 0.015 0.043
59 60
61 0 171 0.000 0.000 0.015 0.043
62 0 228 0.000 0.000 0.015 0.039
63 0 183 0.000 0.000 0.015 0.042
64 6 192 0.031 0.000 0.015 0.041
65
66 0 132 0.000 0.000 0.015 0.047
67 0 84 0.000 0.000 0.015 0.055
68 0 138 0.000 0.000 0.015 0.046
69 6 132 0.045 0.000 0.015 0.047
70 0 261 0.000 0.000 0.015 0.038
71 0 90 0.000 0.000 0.015 0.053
72 2 120 0.017 0.000 0.015 0.048
73
74 0 78 0.000 0.000 0.015 0.056
75 0 144 0.000 0.000 0.015 0.045
Hasil revisi:
Proses terkendali.
REVISI PETA KENDALI JENIS CACAT BERBULU
MESIN RING TWISTING
Revisi 1:
no benang berbulu TOTAL PRODUCTION (n) u BKB GT BKA
1 0 45 0.000 0.000 0.005 0.035
2 0 42 0.000 0.000 0.005 0.036
3 4 192 0.021 0.000 0.005 0.019
4 1 126 0.008 0.000 0.005 0.023
5 1 147 0.007 0.000 0.005 0.021
6 1 54 0.019 0.000 0.005 0.032
7 0 51 0.000 0.000 0.005 0.033
8 0 69 0.000 0.000 0.005 0.029
9 0 81 0.000 0.000 0.005 0.027
10 0 90 0.000 0.000 0.005 0.026
11
12 1 129 0.008 0.000 0.005 0.022
13 1 87 0.011 0.000 0.005 0.026
14 0 135 0.000 0.000 0.005 0.022
15 0 105 0.000 0.000 0.005 0.024
16 0 141 0.000 0.000 0.005 0.022
17
18 2 135 0.015 0.000 0.005 0.022
19 0 144 0.000 0.000 0.005 0.022
20 0 93 0.000 0.000 0.005 0.026
21 0 102 0.000 0.000 0.005 0.025
22 0 105 0.000 0.000 0.005 0.024
LAMPIRAN L III-7
Tugas Akhir Universitas Kristen Maranatha
Sumber: hasil perhitungan penelitian
no benang berbulu TOTAL PRODUCTION (n) u BKB GT BKA 31 0 96 0.000 0.000 0.005 0.025 32 0 45 0.000 0.000 0.005 0.035 33 2 102 0.020 0.000 0.005 0.025 34 2 141 0.014 0.000 0.005 0.022 35
36 0 138 0.000 0.000 0.005 0.022 37 0 99 0.000 0.000 0.005 0.025 38 0 138 0.000 0.000 0.005 0.022 39 0 84 0.000 0.000 0.005 0.027 40 0 96 0.000 0.000 0.005 0.025 41 0 144 0.000 0.000 0.005 0.022 42
Hasil revisi:
Proses masih belum terkendali.
Revisi 2:
no benang berbulu TOTAL PRODUCTION (n) u BKB GT BKA 1 0 45 0.000 0.000 0.004 0.032 2 0 42 0.000 0.000 0.004 0.033 3
4 1 126 0.008 0.000 0.004 0.021 5 1 147 0.007 0.000 0.004 0.019 6 1 54 0.019 0.000 0.004 0.029 7 0 51 0.000 0.000 0.004 0.030 8 0 69 0.000 0.000 0.004 0.026 9 0 81 0.000 0.000 0.004 0.025 10 0 90 0.000 0.000 0.004 0.024 11
12 1 129 0.008 0.000 0.004 0.020 13 1 87 0.011 0.000 0.004 0.024 14 0 135 0.000 0.000 0.004 0.020 15 0 105 0.000 0.000 0.004 0.022 16 0 141 0.000 0.000 0.004 0.020 17
18 2 135 0.015 0.000 0.004 0.020 19 0 144 0.000 0.000 0.004 0.019 20 0 93 0.000 0.000 0.004 0.023 21 0 102 0.000 0.000 0.004 0.022 22 0 105 0.000 0.000 0.004 0.022 23
24
LAMPIRAN L III-9
Tugas Akhir Universitas Kristen Maranatha
Sumber: hasil perhitungan penelitian Hasil revisi:
Proses terkendali.
no benang berbulu TOTAL PRODUCTION (n) u BKB GT BKA
41 0 144 0.000 0.000 0.004 0.019
42 43
44 3 186 0.016 0.000 0.004 0.018
45 2 207 0.010 0.000 0.004 0.017
46 0 225 0.000 0.000 0.004 0.016
47 0 186 0.000 0.000 0.004 0.018
48 0 141 0.000 0.000 0.004 0.020
49 1 186 0.005 0.000 0.004 0.018
50 1 144 0.007 0.000 0.004 0.019
51 1 189 0.005 0.000 0.004 0.017
52 0 186 0.000 0.000 0.004 0.018
53 0 204 0.000 0.000 0.004 0.017
54 0 84 0.000 0.000 0.004 0.024
55 0 186 0.000 0.000 0.004 0.018
56 0 81 0.000 0.000 0.004 0.025
57 0 81 0.000 0.000 0.004 0.025
58 0 174 0.000 0.000 0.004 0.018
59 0 87 0.000 0.000 0.004 0.024
60 0 129 0.000 0.000 0.004 0.020
61 0 171 0.000 0.000 0.004 0.018
62 0 228 0.000 0.000 0.004 0.016
63 3 183 0.016 0.000 0.004 0.018
64 2 192 0.010 0.000 0.004 0.017
65 1 123 0.008 0.000 0.004 0.021
66 1 132 0.008 0.000 0.004 0.020
67 1 84 0.012 0.000 0.004 0.024
68 2 138 0.014 0.000 0.004 0.020
69 0 132 0.000 0.000 0.004 0.020
70 0 261 0.000 0.000 0.004 0.015
71 0 90 0.000 0.000 0.004 0.024
72 0 120 0.000 0.000 0.004 0.021
73 0 141 0.000 0.000 0.004 0.020
74 0 78 0.000 0.000 0.004 0.025
75 0 144 0.000 0.000 0.004 0.019
REVISI PETA KENDALI JENIS CACAT TPI
MESIN RING TWISTING
Revisi 1:
no benang tidak berstandar TPI
TOTAL
PRODUCTION (n) u BKB GT BKA
1 0 45 0.000 0.000 0.012 0.061
2 0 42 0.000 0.000 0.012 0.063
3 1 192 0.005 0.000 0.012 0.036
4 1 126 0.008 0.000 0.012 0.042
5 3 147 0.020 0.000 0.012 0.039
6 2 54 0.037 0.000 0.012 0.057
7 0 51 0.000 0.000 0.012 0.058
8 0 69 0.000 0.000 0.012 0.052
9
10 0 90 0.000 0.000 0.012 0.047
11 0 93 0.000 0.000 0.012 0.046
12 3 129 0.023 0.000 0.012 0.041
13 4 87 0.046 0.000 0.012 0.048
14 2 135 0.015 0.000 0.012 0.041
15 1 105 0.010 0.000 0.012 0.044
16 0 141 0.000 0.000 0.012 0.040
17 0 132 0.000 0.000 0.012 0.041
18 3 135 0.022 0.000 0.012 0.041
19 4 144 0.028 0.000 0.012 0.040
20 0 93 0.000 0.000 0.012 0.046
21 0 102 0.000 0.000 0.012 0.045
22 1 105 0.010 0.000 0.012 0.044
23 1 90 0.011 0.000 0.012 0.047
24
25 0 189 0.000 0.000 0.012 0.036
26 0 201 0.000 0.000 0.012 0.035
27 0 156 0.000 0.000 0.012 0.039
28 2 48 0.042 0.000 0.012 0.060
29 4 186 0.022 0.000 0.012 0.036
30 4 129 0.031 0.000 0.012 0.041
31
32 3 45 0.067 0.000 0.012 0.061
33 2 102 0.020 0.000 0.012 0.045
34 4 141 0.028 0.000 0.012 0.040
35 2 72 0.028 0.000 0.012 0.051
LAMPIRAN L III-11
Tugas Akhir Universitas Kristen Maranatha
Sumber: hasil perhitungan penelitian Hasil revisi:
Proses masih belum terkendali. no benang tidak
berstandar TPI
TOTAL
PRODUCTION (n) u BKB GT BKA
41
42 4 153 0.026 0.000 0.012 0.039
43 1 189 0.005 0.000 0.012 0.036
44 3 186 0.016 0.000 0.012 0.036
45 0 207 0.000 0.000 0.012 0.035
46 0 225 0.000 0.000 0.012 0.034
47 0 186 0.000 0.000 0.012 0.036
48
49 5 186 0.027 0.000 0.012 0.036
50 4 144 0.028 0.000 0.012 0.040
51 4 189 0.021 0.000 0.012 0.036
52 2 186 0.011 0.000 0.012 0.036
53 1 204 0.005 0.000 0.012 0.035
54 1 84 0.012 0.000 0.012 0.048
55 0 186 0.000 0.000 0.012 0.036
56 1 81 0.012 0.000 0.012 0.049
57 1 81 0.012 0.000 0.012 0.049
58 0 174 0.000 0.000 0.012 0.037
59 2 87 0.023 0.000 0.012 0.048
60 0 129 0.000 0.000 0.012 0.041
61 5 171 0.029 0.000 0.012 0.037
62 1 228 0.004 0.000 0.012 0.034
63 0 183 0.000 0.000 0.012 0.037
64 2 192 0.010 0.000 0.012 0.036
65 4 123 0.033 0.000 0.012 0.042
66 2 132 0.015 0.000 0.012 0.041
67 1 84 0.012 0.000 0.012 0.048
68 2 138 0.014 0.000 0.012 0.040
69 1 132 0.008 0.000 0.012 0.041
70 1 261 0.004 0.000 0.012 0.033
71 1 90 0.011 0.000 0.012 0.047
72 1 120 0.008 0.000 0.012 0.042
73 5 141 0.035 0.000 0.012 0.040
74 4 78 0.051 0.000 0.012 0.050
75 4 144 0.028 0.000 0.012 0.040
Revisi 2:
no benang tidak berstandar TPI
TOTAL
PRODUCTION (n) u BKB GT BKA 1 0 45 0.000 0.000 0.012 0.060 2 0 42 0.000 0.000 0.012 0.061 3 1 192 0.005 0.000 0.012 0.035 4 1 126 0.008 0.000 0.012 0.040 5 3 147 0.020 0.000 0.012 0.038 6 2 54 0.037 0.000 0.012 0.055 7 0 51 0.000 0.000 0.012 0.057 8 0 69 0.000 0.000 0.012 0.050 9
10 0 90 0.000 0.000 0.012 0.046 11 0 93 0.000 0.000 0.012 0.045 12 3 129 0.023 0.000 0.012 0.040 13 4 87 0.046 0.000 0.012 0.046 14 2 135 0.015 0.000 0.012 0.039 15 1 105 0.010 0.000 0.012 0.043 16 0 141 0.000 0.000 0.012 0.039 17 0 132 0.000 0.000 0.012 0.040 18 3 135 0.022 0.000 0.012 0.039 19 4 144 0.028 0.000 0.012 0.038 20 0 93 0.000 0.000 0.012 0.045 21 0 102 0.000 0.000 0.012 0.043 22 1 105 0.010 0.000 0.012 0.043 23 1 90 0.011 0.000 0.012 0.046 24
25 0 189 0.000 0.000 0.012 0.035 26 0 201 0.000 0.000 0.012 0.034 27 0 156 0.000 0.000 0.012 0.037 28 2 48 0.042 0.000 0.012 0.058 29 4 186 0.022 0.000 0.012 0.035 30 4 129 0.031 0.000 0.012 0.040 31
32
33 2 102 0.020 0.000 0.012 0.043 34 4 141 0.028 0.000 0.012 0.039 35 2 72 0.028 0.000 0.012 0.050 36 0 138 0.000 0.000 0.012 0.039 37 0 99 0.000 0.000 0.012 0.044 38 0 138 0.000 0.000 0.012 0.039 39 1 84 0.012 0.000 0.012 0.047 40 1 96 0.010 0.000 0.012 0.044 41
LAMPIRAN L III-13
Tugas Akhir Universitas Kristen Maranatha
Sumber: hasil perhitungan penelitian
Hasil revisi:
Proses terkendali. no benang tidak
berstandar TPI
TOTAL
PRODUCTION (n) u BKB GT BKA
51 4 189 0.021 0.000 0.012 0.035
52 2 186 0.011 0.000 0.012 0.035
53 1 204 0.005 0.000 0.012 0.034
54 1 84 0.012 0.000 0.012 0.047
55 0 186 0.000 0.000 0.012 0.035
56 1 81 0.012 0.000 0.012 0.047
57 1 81 0.012 0.000 0.012 0.047
58 0 174 0.000 0.000 0.012 0.036
59 2 87 0.023 0.000 0.012 0.046
60 0 129 0.000 0.000 0.012 0.040
61 5 171 0.029 0.000 0.012 0.036
62 1 228 0.004 0.000 0.012 0.033
63 0 183 0.000 0.000 0.012 0.035
64 2 192 0.010 0.000 0.012 0.035
65 4 123 0.033 0.000 0.012 0.041
66 2 132 0.015 0.000 0.012 0.040
67 1 84 0.012 0.000 0.012 0.047
68 2 138 0.014 0.000 0.012 0.039
69 1 132 0.008 0.000 0.012 0.040
70 1 261 0.004 0.000 0.012 0.031
71 1 90 0.011 0.000 0.012 0.046
72 1 120 0.008 0.000 0.012 0.041
73 5 141 0.035 0.000 0.012 0.039
74
75 4 144 0.028 0.000 0.012 0.038
LAMPIRAN L IV-2
Tugas Akhir Universitas Kristen Maranatha
PEMASANGAN BENANG DI MESIN TFO
Keterangan:
1) Supply packages (raw thread) 2) Spindle
3) Tensioners 4) (rotary disks)
5) Guides
6) (ballons)
7) Mobile adjustable wheels 8) Overfeeders
9) Balancers
10) Bar 11) Wheel
12) Take-up yarn guide 13) Bobbin
Nama : Neneng Meiliana Indah SetiaPutri
Alamat di Bandung : Jalan Batu Indah VII no 7 Bandung 40266
Alamat Asal : Jalan Batu Indah VII no 7 Bandung 40266
No. Telp Bandung : 022-61302120
No. Telp Asal : 022-61302120
No. Handphone : 083821551717
Alamat Email : [email protected]
Pendidikan : SMA Santo Aloysius 2 BatuNunggal
Jurusan Teknik Industri Universitas Kristen Maranatha
Nilai Tugas Akhir : A
1-1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Setiap perusahaan memiliki berbagai tantangan dalam menghadapi
perkembangan ekonomi. Tantangan itu antara lain kualitas, pelayanan,
harga, variasi produk dan sebagainya. Berbagai tantangan tersebut menjadi
pemicu bagi perusahaan untuk memberikan hasil yang terbaik bagi para
konsumennya. Apabila perusahaan mampu menghadapinya, perusahaan
akan mendapatkan timbal balik yang sangat menguntungkan yaitu loyalitas
konsumen serta citra perusahaan yang baik. Dengan tujuan untuk
mempertahankan loyalitas dan mampu bersaing dengan
perusahaan-perusahaan yang lain, perusahaan-perusahaan harus terus mampu memperbaiki dan
meningkatkan kualitas produk yang dihasilkan.
PT. X adalah perusahaan yang bergerak di dalam bidang tekstil
yaitu pemintalan benang jahit (Manufacturer of Industrial Sewing Thread)
yang memiliki naungan lisensi dari American & Efird (A&E). Perusahaan
ini berlokasi di daerah perindustrian Cisirung, Bandung. Lantai produksi
perusahaan ini memiliki beberapa bagian dalam proses produksinya yaitu
bagian twisting (proses penggintiran benang), soft cone winding
(penggintiran benang menjadi cone), dyeing (proses pencelupan atau
pemberian warna pada benang), bonded (proses pelapisan pada benang),
cross cone winding (proses penggulungan benang sesuai spesifikasi
masing-masing benang) dan packing (pemeriksaan, pemberian label dan
pengepakan benang-benang).
Berdasarkan dokumentasi yang dimiliki perusahaan mendapatkan
data adanya ketidaksesuaian produk hasil dalam masing-masing bagian.
Ketidaksesuaian produk pada proses produksi yang berkesinambungan
(saling berhubungan dan merupakan suatu aliran proses produksi) tersebut
hasil yang sesuai target produksi. Dengan mengurangi ketidaksesuaian
produk yang dihasilkan, perusahaan secara tidak langsung akan menghemat
biaya dan waktu yang dibutuhkan untuk mengganti kerugian atas terjadinya
produk yang tidak sesuai tersebut. Pengurangan tersebut dapat
menghasilkan produk yang memiliki biaya produksi yang lebih murah dan
hal ini dapat menjadikan perusahaan mampu bersaing dengan perusahaan
lainnya.
Bagian twisting merupakan proses pertama dari keseluruhan proses
produksi yang dilakukan. Pada bagian ini benang digintir dan kemudian
setelah dilakukan proses quality control, benang dikirim ke bagian
berikutnya untuk kembali diolah. Penggintiran dilakukan dengan 2 macam
mesin yang bertipikal sama. Perusahaan telah melakukan pendataan pada
bagian twisting dan menemukan beberapa ketidaksesuaian produk.
Perusahaan memutuskan untuk melakukan pemeriksaan pada bagian
twisting.
Analisis terhadap penyebab ketidaksesuaian yang terjadi
diharapkan akan membantu perusahaan untuk mengambil langkah yang
tepat dan menggunakan metode apa yang dapat diterapkan untuk mengatasi
dan mengurangi jumlah produk yang tidak sesuai tersebut.
1.2 Identifikasi Masalah
Berdasarkan dari pendataan yang dilakukan oleh perusahaan dan
wawancara yang dilakukan dengan pihak perusahaan, permasalahan yang
ditemukan adalah jumlah cacat yang terjadi di lantai produksi twisting
cukup tinggi. Banyaknya ketidaksesuaian yang terus terjadi akan
menimbulkan penurunan pendapatan perusahaan karena tidak dapat
memenuhi standar permintaan konsumen. Cacat benang kritis yang sering
BAB 1 PENDAHULUAN 1-3
Tugas Akhir Universitas Kristen Maranatha
Tabel 1.1
Data Benang Cacat Mesin Ring Twisting
Sumber: Data perusahaan awal Juli 2011 (Data lengkap terdapat di Bab 4)
Tabel 1.2
Data Benang Cacat Mesin TFO
Sumber: Data perusahaan awal Juli 2011 (Data lengkap terdapat di Bab 4)
1.3 Pembatasan Masalah
Agar penelitian tugas akhir ini dapat terarah dan tidak terjadi
penyimpangan dari tujuan yang hendak dicapai, maka dilakukan beberapa
pembatasan masalah dan asumsi yang akan diterapkan pada penelitian ini
yaitu sebagai berikut: no
rata-rata 5.267% 0.433% 1.587%
no
1. Ketidaksesuaian produk yang akan diteliti dan dianalisis pada penelitian
tugas akhir ini adalah ketidaksesuaian yang terjadi pada satu jenis benang
(nylon D3) di bagian twisting.
2. Penelitian tugas akhir ini akan menerapkan metode perbaikan Six Sigma
Plus melalui metodologi D-M-A-I-C (Define-Measure-Analyze-Improve-Control). Namun penelitian ini hanya akan sampai pada tahap Improve
sedangkan tahap Control akan dilakukan perusahaan sehingga tidak akan
dilakukan proses pemantauan pada penerapan usulan perbaikan pada tahap
Improve.
3. Usulan perbaikan yang diberikan hanya berupa konsep karena
keterbatasan waktu dan akses data yang dimiliki.
1.4 Perumusan Masalah
Perumusan masalah yang diteliti pada penelitian tugas akhir ini
adalah:
1. Apa yang menyebabkan terjadinya ketidaksesuaian benang di bagian
twisting?
2. Jenis ketidaksesuaian apa yang membutuhkan prioritas perbaikan?
3. Bagaimana usulan solusi yang dapat diberikan terhadap perusahaan
untuk meminimasi ketidaksesuaian tersebut?
1.5 Tujuan Penelitian
Berdasarkan perumusan masalah yang akan diteliti maka tujuan
penelitian tugas akhir ini adalah:
1. Mengidentifikasi penyebab terjadinya ketidaksesuaian benang di bagian
twisting.
2. Mengetahui jenis ketidaksesuaian yang membutuhkan prioritas
BAB 1 PENDAHULUAN 1-5
Tugas Akhir Universitas Kristen Maranatha
1.6 Sistematika Penulisan
BAB 1 PENDAHULUAN
Bab ini berisikan latar belakang masalah penelitian ini,
pengidentifikasi masalah yang terjadi, perumusan masalah, pembatasan
masalah, tujuan dilakukan penelitian dan sistematika penulisan penelitian
tugas akhir ini.
BAB 2 TINJAUAN PUSTAKA
Bab ini berisikan teori-teori yang berkaitan dengan pembuatan
penelitian tugas akhir ini.
BAB 3 METODOLOGI PENELITIAN
Bab ini berisikan langkah-langkah sistematis yang dilakukan dari
awal pembuatan tugas akhir ini sampai dengan selesai.
BAB 4 PENGUMPULAN DATA
Bab ini berisikan data-data yang terkait yang akan digunakan dan
diolah dalam penelitian tugas akhir ini.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisikan pengolahan data dan analisis yang dilakukan
berdasarkan data yang diperoleh dalam merampungkan penelitian tugas
akhir ini.
BAB 6 KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang diperoleh dari penelitian tugas akhir
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan pengumpulan, pengolahan dan analisis data
permasalahan di PT.X yang telah dilakukan, maka dapat ditarik
kesimpulan:
1) Faktor-faktor yang menyebabkan terjadinya cacat benang adalah:
Penggunaan part non original yang lebih (RPN = 168)
Kualitas benang dari supplier yang tidak sepenuhnya baik
(RPN = 168)
Pelatihan pendampingan awal yang kurang (RPN = 168)
Operator yang belum hafal (RPN = 140)
Waktu perbaikan yang tidak segera dilakukan (RPN = 85)
Kurangnya staf maintenance (RPN = 42)
2) Berdasarkan FMEA yang telah dilakukan, jenis cacat yang perlu
mendapatkan prioritas utama adalah cacat benang keriting (RPN
tertinggi = 476), kemudian cacat benang berbulu (RPN = 217)
dan terakhir cacat benang yang tidak sesuai standar TPI (RPN
terendah = 78).
3) Usulan perbaikan yang sebaiknya diterapkan adalah:
Perencanaan penggunaan sensor benang sinar ultraviolet.
Rekayasa pemasangan sistem penghentian otomatis
sebagian mesin agar tidak terus beroperasi saat diketahui
cacat benang atau kegagalan proses.
Kerja sama dengan supplier bahan baku dan part mesin
BAB 6 KESIMPULAN DAN SARAN 6-2
Tugas Akhir Universitas Kristen Maranatha
Penggunaan original part bila memungkinkan untuk
menjaga keawetan mesin dan kualitas yang lebih baik.
Mengadakan pelatihan dan pendampingan intensif
minimal 2 minggu.
Pelatihan cara memelihara mesin dapat dilakukan kepada
beberapa karyawan yang dapat diandalkan.
Mewajibkan pengisian formulir (usulan) checksheet untuk
inspeksi untuk inspeksi kerja yang diisi oleh operator dan
diperiksa oleh kepala regu.
Memasang gambar jalur pemasangan mesin sebagai
panduan di depan mesin atau di samping mesin, sehingga
operator dapat menggunakan sebagai panduan.
6.2 Saran
Saran yang dapat diberikan kepada PT. X adalah untuk
melakukan penelitian lebih lanjut, continuous improvement yang terus
diterapkan sehubungan dengan usaha perbaikan kualitas, menerapkan
usaha perbaikan kualitas dengan metode DMAIC untuk meminimasi
cacat yang terjadi. Probabilitas dari setiap akar permasalahan diteliti
lebih dalam untuk mempermudah penanganan permasalahan. Dengan
menerapkan metode DMAIC dapat dilakukan suatu pengendalian
1. Wawolumaja, Rudy dan Muis, Rudijanto. Diktat Kuliah Rekayasa
Kualitas. Jurusan Teknik Industri Maranatha; Bandung, 2004.
2. Gaspersz, Vincent. Pedoman Implementasi Program SIX SIGMA –
Terintegrasi dengan ISO 9001 : 2000, MBNQA, dan HACCP. PT
Gramedia Pustaka Utama; Jakarta, 2002.
3. Nasution, M. N. Manajemen Mutu Terpadu. Ghalia Indonesia; Jakarta,
2001.
4. Feigenbaun and Vallin, Armand. Total Quality Control, Third Edition.
McGraw Hill Book, Inc; New York, 1986.
5. Besterfield, E. H. Quality Control, Fourt Edition. Pretice-Hall, Inc; United
States of America, 1994.
6. Ishikawa, Kaoru. Teknik Penuntun Penggalian Mutu. PT Mediyatama Sarana Perkasa; Jakarta, 1993.
7. Pande, Peter S., Robert P. Neuman & Roland R. Cavanagh. The Six Sigma Way. Andi; Yogyakarta, 2002.
8. Miranda dan Widjaya Tunggal, Amin. Six Sigma: Gambaran Umum
Penerapan Proses dan Metode-metode yang Digunakan untuk Perbaikan.
Harvarindo; Jakarta, 2002.
9. Pyzdeck, Thomas T. The Six Sigma Hand Book Panduan Lengkap untuk
Green Belts, Black Belts & Managers pada Semua Tingkat. Salemba
Empat; Jakarta, 2002.
10.Stamatis, D. H. Failure Mode and Effect Analysis: FMEA From Theory to