ABSTRAK
Salah satu bagian dari sektor industri adalah industri bahan bangunan. Dimana industri tersebut menghasilkan berbagai macam produk, salah satunya adalah genteng keramik.
Berdasarkan informasi, diketahui bahwa genteng keramik adalah salah satu unit usaha yang diminati oleh usaha kecil dan menengah (UKM). (Sumber : RI-PIKM 2002-2004, Buku II, Departemen Perindustrian dan Perdagangan RI, 2003). Namun saat ini masih ditemukan keberagaman kualitas hasil produk yang diproduksi antar sentra, dan tidak sedikit yang belum memenuhi standar nasional yang telah ditetapkan.
Penelitian dilakukan di Balai Besar Keramik. Berdasarkan hasil pengamatan awal penulis, diketahui bahwa tolak ukur performansi kualitas genteng yang dapat diukur adalah beban lentur dan diperoleh informasi bahwa pada sentra genteng di daerah Cipatik, Cililin, Kabupaten Bandung, kualitas hasil produksinya masih belum memenuhi standar nasional yang telah ditetapkan, dimana rata-rata nilai beban lentur berdasarkan pengambilan sampel adalah sebesar 72,7 kg, sedangkan batas minimal beban lentur untuk produk genteng dengan tingkat mutu II adalah 80 kg. (Sumber : SNI 15-2095-1996).
Dalam melakukan perbaikan kualitas ini, digunakan metode Taguchi. Karena melalui metode ini dapat diketahui faktor-faktor apa saja yang berpotensi mempengaruhi kualitas produk genteng keramik dan mencari kombinasi level faktor yang memberikan hasil karakterisitik kualitas yang memenuhi standar nasional yang ditetapkan.
Berdasarkan hasil pengumpulan data awal, diketahui bahwa faktor-faktor yang akan diteliti adalah faktor A (Komposisi bahan baku), faktor B (Kadar air), faktor C (Lama pengeringan), faktor D (Lama pembakaran), dan faktor E (Temperatur pembakaran), dimana masing-masing faktor terdiri dari tiga level. Jumlah data yang diambil untuk data ekseprimen sebanyak 27 kombinasi dengan repetisi masing-masing sebanyak 3 kali untuk masing-masing level faktor noise.
ABSTRACT
One of industrial sector is material industry. Where the industry can produce many kind of product, one of them is genteng keramik.
Based on the information, as known that genteng keramik is one of the unit businesses which concerned by medium and little business scale. (Source: RI-PIKM 2002-2004, Buku II, Departemen Perindustrian dan Perdagangan RI, 2003). But nowadays still found various quality of products which produced between many unit business, and many of them not qualify with the national standard which has been declare.
The research has been done in Balai Besar Keramik. Based on first analysis writer, has been known that primary base of quality performance which can be measure is elastic weight and from this information we caught that at Cipatik, Cililin, Kabupaten Bandung, genteng’s unit business still not qualify with the national standard which has been declare. Where the average of elastic weight point is 72,7 kg based on sample that has been took. Although the minimum limit point of elastic weight for genteng in quality level II is 80 kg. (Source: SNI 15-2095-1996).
In case to fix this quality, Taguchi method is used. Because through this method we can know the factors which can be potential to influence the quality of genteng keramik and search the factor of combination level which can give the best quality characteristic which can qualify the national standard of quality.
Based on the information, the research will be examine several factors, such as A factor (raw material composition), B factor (water level), C factor (drying time), D factor (burning time), E factor (burning temperature), where each factor is contain of 3 level. This researched took 27 combination experiment data with repetitions, each of it contain 3 times for each noise factor level.
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN... ii
LEMBAR PERNYATAAN HASIL KARYA PRIBADI ... iii
ABSTRAK... iv
KATA PENGANTAR DAN UCAPAN TERIMAKASIH ... vi
DAFTAR ISI ... ix
DAFTAR TABEL ... xiii
DAFTAR GAMBAR... xvi
DAFTAR LAMPIRAN ... xix BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1
1.2 Identifikasi Masalah ... 1-2
1.3 Pembatasan Masalah dan Asumsi ... 1-3
1.4 Perumusan Masalah... 1-4
1.5 Tujuan Penelitian ... 1-4
1.6 Sistematika Penulisan... 1-4
BAB 2 TINJAUAN PUSTAKA
2.1 Genteng Keramik ... 2-1
2.2 Syarat Mutu Genteng Keramik Berdasarkan SNI 15-2095-1996 ... 2-3
2.2.1 Tingkat Mutu... 2-3
2.2.2 Ketetapan Ukuran... 2-3
2.2.3 Ketetapan Bentuk ... 2-4
2.2.4 Ketahanan Terhadap Perembesan Air ... 2-4
2.2.5 Beban Lentur ... 2-4
2.3 Definisi Rekayasa Kualitas... 2-4
2.3.1 Rekayasa Kualitas secara Off-Line... 2-5
2.3.2. Rekayasa Kualitas secara On-Line ... 2-7
2.5 Konsep Variasi dalam Proses Produksi ... 2-8
2.6 Perancangan Parameter (Parameter Design)... 2-10
2.7 Peracangan Eksperimen ... 2-11
2.8 Riwayat Singkat Taguchi... 2-12
2.9 Metode Taguchi ... 2-12
2.10 Peracangan Eksperimen Taguchi ... 2-13
2.11 Proses Perancangan Eksperimen Taguchi ... 2-14
2.11.1 Menyatakan Permasalahan yang Akan Dipecahkan... 2-15
2.11.2 Menentukan Tujuan Penelitian... 2-15
2.11.3 Menentukan Karakteristik Kualitas dan Metode Pengukuran
2.11.4 Identifikasi Faktor... 2-16
2.11.5 Memisahkan Faktor Kontrol dan Faktor Noise ... 2-16
2.11.6 Menentukan Level Setiap Level... 2-17
2.11.7 Mengidentifikasi Faktor yang Mungkin Berinteraksi... 2-18
2.11.8 Memilih Orthogonal Array ... 2-19
2.11.9 Percobaan Eksperimen... 2-20
2.11.10 Analisa Hasil Eksperimen ... 2-21
2.11.11 Pemilihan Level Faktor Untuk Kondisi Optimal... 2-27
2.11.12 Menjalankan Eksperimen Konfirmasi ... 2-27
BAB 3 METODOLOGI PENELITIAN
3.1 Penelitian Pendahuluan ... 3-1
3.2 Studi Pustaka... 3-1
3.8 Pengumpulan Data Lanjutan... 3-6
3.8.1 Penentuan Karakteristik Kualitas ... 3-6
3.8.2 Penentuan Faktor-Faktor Kontrol dan Noise ... 3-6
3.8.4 Penentuan Fungsi Objektif (S/N Ratio) ... 3-7
3.9 Percobaan 1... 3-7
3.10 Pengolahan Data Hasil Percobaan 1 dan Analisis ... 3-8
3.10.1 Pengujian Interaksi Antar Faktor dengan ANOVA... 3-8
3.10.2 Pemilihan Orthogonal Array... 3-9
3.10.3 Perhitungan ANOVA untuk Menentukan Faktor-Faktor yang
Mempengaruhi Rata-Rata Secara Signifikan. ... 3-9
3.10.4 Perhitungan S/N Ratio untuk Menentukan Faktor-Faktor yang
Mempengaruhi Variansi Secara Signifikan ... 3-10
3.10.5 Pengaruh Faktor-Faktor Terhadap Hasil Eksperimen ... 3-10
3.10.6 Grafik Hubungan Efek Faktor Kontrol... 3-11
3.11 Rancangan Usulan... 3-11
3.12 Pecobaan Konfirmasi ... 3-11
3.13 Pengolahan Data Hasil Percobaan 2 dan Analisis ... 3-11
3.14 Usulan... 3-12
3.15 Kesimpulan dan Saran... 3-12
BAB 4 PENGUMPULAN DATA
4.1 Data Umum Tempat Penelitian... 4-1
4.2 Uraian Produk ... 4-3
4.3 Bahan baku utama ... 4-5
4.4 Alat-Alat yang Digunakan Dalam Eksperimen ... 4-6
4.4.1 Mesin dan Peralatan yang Digunakan Dalam Proses Produksi 4-7
4.4.2 Mesin dan Peralatan yang Digunakan Dalam Proses Pengukuran
Beban Lentur ... 4-12
4.5 Proses Produksi ... 4-13
4.6 Proses Pengukuran Beban Lentur ... 4-16
4.7 Penentuan Karakteristik Kualitas... 4-17
4.8 Penentuan Faktor Kontrol dan Faktor Noise ... 4-17
4.9 Setting Level untuk Masing-Masing Faktor Kontrol ... 4-18
4.10 Penentuan Fungsi Objektif (S/N Ratio)... 4-19
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengujian Interaksi Antar Faktor dengan ANOVA ... 5-1
5.2 Pemilihan Matriks Orthogonal Array ... 5-37
5.3 Perhitungan ANOVA Terhadap Data Eksperimen untuk
Menentukan Faktor-Faktor yang Mempengaruhi Rata-Rata Secara
Signifikan ... 5-40
5.3.1 Primary Table ... 5-40
5.3.2 Secondary Table ... 5-42
5.3.3 Tertiary Table... 5-44
5.3.4 Perhitungan ANOVA... 5-45
5.3.5 Perhitungan Persen Kontribusi... 5-48
5.4 Perhitungan ANOVA Terhadap S/N Ratio untuk Menentukan
Faktor-Faktor yang Mempengaruhi Variansi Secara Signifikan ... 5-49
5.5 Pengaruh Faktor-Faktor Terhadap Hasil Eksperimen ... 5-53
5.6 Grafik Hubungan Efek Faktor Kontrol ... 5-54
5.6.1 Grafik Hubungan Efek Faktor Kontrol Berdasarkan Rata-Rata.5-54
5.6.2 Grafik Hubungan Efek Faktor Kontrol Berdasarkan S/N Ratio.5-59
5.6.3 Grafik Hubungan Efek Faktor Noise... 5-63
5.7 Analisis Interaksi Faktor... 5-65
5.8 Rancangan Usulan... 5-70
5.9 Percobaan Konfirmasi ... 5-71
5.9.1 Pengujian Hipotesis Rata-Rata... 5-72
5.9.2 Perhitungan Loss Function... 5-75
5.9.3 Perhitungan Persentase Perbaikan... 5-76
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1
6.2 Saran... 6-2
DAFTAR PUSTAKA ... xx
LAMPIRAN ... xxi
KOMENTAR DOSEN PENGUJI ... xxii
DAFTAR TABEL
Data Interaksi Antara Faktor A & C
Perhitungan Nilai f
Rangkuman Data Interaksi Antara Faktor A & C Rangkuman Data Interaksi Antara Faktor A & B Data Interaksi Antara Faktor A & E
Data Interaksi Antara Faktor B & C Data Interaksi Antara Faktor B & D Data Interaksi Antara Faktor B & E Data Interaksi Antara Faktor C & D Data Interaksi Antara Faktor C & E Data Interaksi Antara Faktor D & E Data Interaksi Antara Faktor A & B Setting Level untuk Faktor Noise Data Interaksi Antara Faktor A & B Data Interaksi Antara Faktor A & C Data Interaksi Antara Faktor A & D
Tingkatan Mutu Genteng Berdasarkan Beban Lentur Setting Level untuk Faktor Kontrol
Setting Level untuk Faktor Kontrol Setting Level untuk Faktor Noise
Kelengkungan Maksimum Genteng Keramik Beban Lentur Standar Genteng Keramik
Pemilihan Orthogonal Array Untuk Dua dan Tiga Level Contoh Tabel Pengamatan
Nama Tabel
Tabel Halaman
Rangkuman Data Interaksi Antara Faktor C & E Perhitungan Nilai f
Data Interaksi Antara Faktor D & E
Rangkuman Data Interaksi Antara Faktor D & E Data Interaksi Antara Faktor C & D
Rangkuman Data Interaksi Antara Faktor C & D Perhitungan Nilai f
Data Interaksi Antara Faktor C & E Perhitungan Nilai f
Data Interaksi Antara Faktor B & E
Rangkuman Data Interaksi Antara Faktor B & E Perhitungan Nilai f
Perhitungan Nilai f
DAFTAR TABEL
Data Interaksi Antara Faktor B & D
Rangkuman Data Interaksi Antara Faktor B & D Rangkuman Data Interaksi Antara Faktor A & E Perhitungan Nilai f
Data Interaksi Antara Faktor B & C
Rangkuman Data Interaksi Antara Faktor B & C Nama Tabel
Perhitungan Nilai f
Data Interaksi Antara Faktor A & E Data Interaksi Antara Faktor A & D
Tabel Halaman
Tabel 5.55 Perhitungan Loss Funcion 5-75
Jumlah Nilai Rata-Rata S/N Ratio Setiap Trial Jumlah Nilai S/N Ratio
Data Eksperimen Percobaan Konfirmasi Rata-Rata Data Eksperimen Faktor Noise Rata-Rata Setiap Trial
Perhitungan S/N Ratio Jumlah Nilai Data S/N Ratio
Jumlah Nilai Rata-Rata Tiap Faktor Kontrol S/N Ratio Setiap Trial
Hasil Pengujian ANOVA Terhadap Variansi
Jumlah Nilai S/N Ratio Tiap Faktor Kontrol
Kesimpulan Hasil Pengujian ANOVA Terhadap Variansi Kesimpulan Hasil Pengujian ANOVA Rata-Rata dan Varian Rata-Rata Setiap Trial
Jumlah Nilai Data Ekperimen Tiap Level Faktor
Rangkuman Hasil Pengujian ANOVA Terhadap Rata-Rata Kesimpulan Hasil Pengujian ANOVA Terhadap Rata-Rata Perhitungan Persentase Kontribusi
Jumlah Nilai y Tiap Level Faktor Kontrol Secondary Table
DAFTAR TABEL
DAFTAR GAMBAR
Wilayah Kritis untuk Faktor B
Wilayah Kritis untuk Interaksi Faktor A&B Foto Mesin Pengukur Beban Lentur
Peta Proses Operasi Genteng Keramik FishBone Beban Lentur Rendah Wilayah Kritis untuk Faktor A Foto Tungku Pembakaran Listrik
Foto Mesin Oven Listrik Wilayah Kritis Distribusi f
Wilayah Kritis Uji ANOVA 2 arah dengan Interaksi Wilayah Kritis Distribusi f
Gambar Halaman
Wilayah Kritis untuk Faktor E
Wilayah Kritis untuk Interaksi Faktor D&E Wilayah Kritis untuk Faktor C
Wilayah Kritis untuk Faktor E
Wilayah Kritis untuk Interaksi Faktor C&E Wilayah Kritis untuk Faktor D
Wilayah Kritis untuk Interaksi Faktor B&E Wilayah Kritis untuk Faktor C
Wilayah Kritis untuk Faktor D
Wilayah Kritis untuk Interaksi Faktor C&D Wilayah Kritis untuk Faktor D
Wilayah Kritis untuk Interaksi Faktor B&D Wilayah Kritis untuk Faktor B
Wilayah Kritis untuk Faktor E Wilayah Kritis untuk Faktor B Wilayah Kritis untuk Faktor C
Wilayah Kritis untuk Interaksi Faktor B&C Wilayah Kritis untuk Faktor B
Wilayah Kritis untuk Interaksi Faktor A&D Wilayah Kritis untuk Faktor A
Wilayah Kritis untuk Faktor E
Wilayah Kritis untuk Interaksi Faktor A&E Wilayah Kritis untuk Faktor C
Wilayah Kritis untuk Interaksi Faktor A&C Wilayah Kritis untuk Faktor A
Wilayah Kritis untuk Faktor D Wilayah Kritis untuk Faktor A
DAFTAR GAMBAR
Gambar Halaman
Gambar 5.31 5-47
Gambar 5.32 5-53
Gambar 5.33 Grafik Hubungan Efek Faktor A Berdasarkan Rata-Rata 5-56 Gambar 5.34 Grafik Hubungan Efek Faktor B Berdasarkan Rata-Rata 5-56 Gambar 5.35 Grafik Hubungan Efek Faktor C Berdasarkan Rata-Rata 5-57 Gambar 5.36 Grafik Hubungan Efek Faktor D Berdasarkan Rata-Rata 5-57 Gambar 5.37 Grafik Hubungan Efek Faktor E Berdasarkan Rata-Rata 5-57 Gambar 5.38 Grafik Hubungan Efek Faktor (BxE) Terhadap Rata-Rata 5-58 Gambar 5.39 Grafik Hubungan Efek Faktor A Berdasarkan S/N Ratio 5-61 Gambar 5.40 Grafik Hubungan Efek Faktor B Berdasarkan S/N Ratio 5-61 Gambar 5.41 Grafik Hubungan Efek Faktor C Berdasarkan S/N Ratio 5-62 Gambar 5.42 Grafik Hubungan Efek Faktor D Berdasarkan S/N Ratio 5-62 Gambar 5.43 Grafik Hubungan Efek Faktor E Berdasarkan S/N Ratio 5-62 Gambar 5.44 Grafik Hubungan Efek Faktor (BxE) Berdasarkan S/N Rat 5-63
Gambar 5.45 Grafik Hubungan Efek Faktor Noise 5-65
Gambar 5.46 Grafik Jumlah Nilai Rata-Rata 5-67
Gambar 5.47 Grafik Jumlah nilai S/N Ratio 5-69
Gambar 5.48 Wilayah Kritis Distribusi f 5-73
Gambar 5.49 Wilayah Kritis Distribusi t 5-74
Wilayah Kritis untuk Faktor A Wilayah Kritis untuk Faktor A
DAFTAR GAMBAR
DAFTAR LAMPIRAN
Lampiran Halaman
A SNI 15-2095-1996 A-1
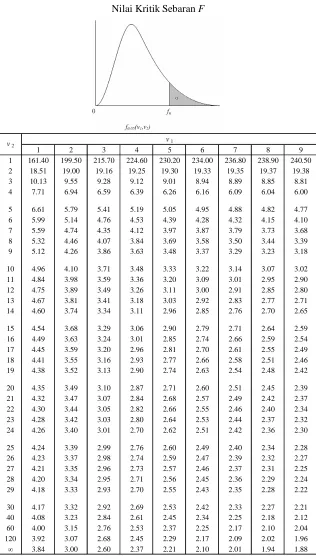
B Tabel Uji F B-1
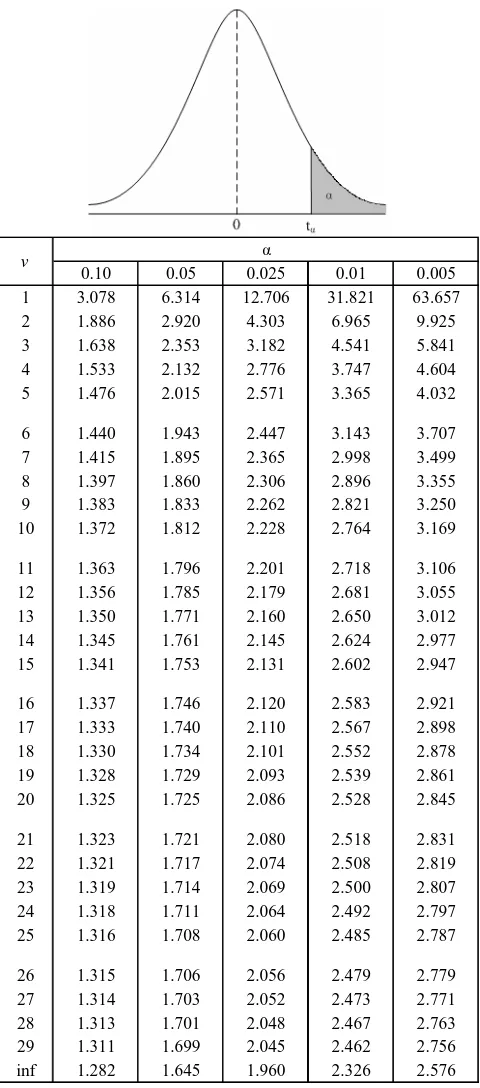
C Tabel Uji t C-1
D Tabel Pemilihan Orthogonal Array D-1
LAMPIRAN B
TABEL A.7*
Nilai Kritik Sebaran F
1 2 3 4 5 6 7 8 9 1 161.40 199.50 215.70 224.60 230.20 234.00 236.80 238.90 240.50 2 18.51 19.00 19.16 19.25 19.30 19.33 19.35 19.37 19.38 3 10.13 9.55 9.28 9.12 9.01 8.94 8.89 8.85 8.81 120 3.92 3.07 2.68 2.45 2.29 2.17 2.09 2.02 1.96
∞ 3.84 3.00 2.60 2.37 2.21 2.10 2.01 1.94 1.88
v1
v2
LAMPIRAN C
TABEL A.5*
Nilai Kritik Sebaran t
0.10 0.05 0.025 0.01 0.005 1 3.078 6.314 12.706 31.821 63.657 2 1.886 2.920 4.303 6.965 9.925 3 1.638 2.353 3.182 4.541 5.841 4 1.533 2.132 2.776 3.747 4.604 5 1.476 2.015 2.571 3.365 4.032
6 1.440 1.943 2.447 3.143 3.707 7 1.415 1.895 2.365 2.998 3.499 8 1.397 1.860 2.306 2.896 3.355 9 1.383 1.833 2.262 2.821 3.250 10 1.372 1.812 2.228 2.764 3.169
11 1.363 1.796 2.201 2.718 3.106 12 1.356 1.785 2.179 2.681 3.055 13 1.350 1.771 2.160 2.650 3.012 14 1.345 1.761 2.145 2.624 2.977 15 1.341 1.753 2.131 2.602 2.947
16 1.337 1.746 2.120 2.583 2.921 17 1.333 1.740 2.110 2.567 2.898 18 1.330 1.734 2.101 2.552 2.878 19 1.328 1.729 2.093 2.539 2.861 20 1.325 1.725 2.086 2.528 2.845
21 1.323 1.721 2.080 2.518 2.831 22 1.321 1.717 2.074 2.508 2.819 23 1.319 1.714 2.069 2.500 2.807 24 1.318 1.711 2.064 2.492 2.797 25 1.316 1.708 2.060 2.485 2.787
26 1.315 1.706 2.056 2.479 2.779 27 1.314 1.703 2.052 2.473 2.771 28 1.313 1.701 2.048 2.467 2.763 29 1.311 1.699 2.045 2.462 2.756 inf 1.282 1.645 1.960 2.326 2.576
α v
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Sektor industri merupakan salah satu bagian terpenting dalam sebuah
negara, karena hasil produk yang diciptakan oleh industri dapat menjadi
komoditas utama, dan memberikan pendapatan bagi negara. Karena begitu besar
peran hasil produk yang dihasilkan oleh industri, maka kualitas produk perlu
dijaga, diperbaiki dan selalu ditingkatkan. Peningkatan kualitas ini tidak berlaku
hanya bagi produk-produk yang akan diekspor ke luar negeri, tetapi juga bagi
produk-produk yang akan digunakan dalam ruang lingkup domestik.
Industri bahan bangunan, khususnya untuk produk genteng keramik, juga
mengalami perkembangan yang sama, seiring dengan berkembangnya kegiatan
pembangunan di sektor perumahan. Dengan adanya perkembangannya tersebut,
terjadi perubahan orientasi. Semula konsumen menyesuaikan diri dengan produk
yang dihasilkan oleh produsen, akan tetapi dengan berjalannya waktu, konsumen
lah yang menuntut kualitas tertentu yang harus dipenuhi oleh produsen. Karena
inilah, industri harus memperhatikan kualitas produk yang mereka hasilkan, agar
produk mereka dapat memenuhi keinginan konsumen, dan dapat bersaing dengan
produk sejenis di pasaran.
Berdasarkan informasi yang diperoleh, diketahui bahwa produksi genteng
keramik merupakan salah satu unit usaha yang diminati oleh produsen-produsen
yang berada pada kalangan usaha kecil dan menengah (UKM) (Sumber :
RI-PIKM 2002-2004, Buku II, Departemen Perindustrian dan Perdagangan RI,
2003), dimana kualitas produk yang dihasilkan oleh proses produksinya, masih
ada yang terdapat pada tingkat mutu II (KW2).
Namun saat ini masih ditemukan keberagaman kualitas hasil produk yang
diproduksi antar sentra genteng keramik, dan tidak sedikit dari produk yang
BAB 1 PENDAHULUAN 1-2
diperlukan penanganan yang lebih baik, agar kualitas dari produk yang dihasilkan
dapat sesuai dengan standar yang ada.
Penelitian ini dilakukan di Balai Besar Keramik, sebagai badan pemerintah
yang bertugas untuk mengawasi kualitas produk-produk keramik agar memenuhi
persyaratan dalam SNI (Standar Nasional Indonesia). Pada survey awal yang
dilakukan di Balai Besar Keramik, diperoleh informasi bahwa pada salah satu
sentra genteng keramik di daerah Cipatik, Cililin, Kabupaten Bandung, kualitas
hasil produksinya masih belum mencapai SNI yang telah ditetapkan.
Dengan demikian, penulis bermaksud untuk melakukan perbaikan kualitas
dari produk genteng keramik, agar sesuai dengan mutu yang telah ditetapkan oleh
standar nasional, dengan menggunakan metode Taguchi. Melalui metode ini,
dapat ditentukan faktor-faktor apa saja yang berpotensi mempengaruhi kualitas
produk genteng keramik dengan melakukan perancangan parameter bagi
faktor-faktor yang terkendali dan tidak terkendali (Noise) sehingga produk yang
dihasilkan memenuhi standar nasional yang telah ditetapkan.
1.2 Identifikasi Masalah
Berdasarkan latar belakang masalah diatas, maka permasalahan utama
yang dihadapi adalah adanya masalah mengenai performansi karakteristik kualitas
produk yang dihasilkan oleh produsen genteng keramik, yaitu di daerah Cipatik,
Cililin, Kabupaten Bandung. Berdasarkan hasil pengamatan awal di Balai Besar
Keramik, diperoleh bahwa tolak ukur performansi kualitas yang dapat diukur
sesuai dengan Standar Nasional Indonesia adalah beban lentur, dan diketahui pula
bahwa pada saat ini, di salah satu sentra genteng keramik yang berada di daerah
Cipatik, Cililin, Kabupaten Bandung belum mencapai standar minimum yang
BAB 1 PENDAHULUAN 1-3
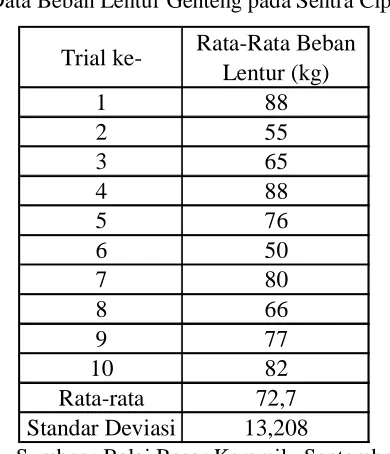
Tabel 1.1
Data Beban Lentur Genteng pada Sentra Cipatik
Trial ke- Rata-Rata Beban Lentur (kg)
Berdasarkan tabel diatas, diperoleh kesimpulan, bahwa rata-rata beban
lentur dari genteng keramik yang dihasilkan sentra tersebut adalah sebesar 72,7
kg. Sedangkan menurut informasi yang diperoleh dari SNI, batas minimum beban
lentur yang harus dicapai oleh industri genteng keramik dengan tingkat mutu
kualitas II adalah 80 kg. Dengan demikian, dapat dikatakan bahwa pada sentra
tersebut, beban lentur yang dihasilkan masih berada dibawah standar nasional
yang telah ditetapkan. (Sumber : SNI 15-2095-1996)
Sehingga melalui penelitian ini dapat ditemukan faktor-faktor yang dapat
mempengaruhi kualitas produk genteng keramik secara signifikan dan mencari
kombinasi terbaik, agar hasil karakteristik kualitas yang diteliti yaitu beban lentur
pada sentra tersebut dapat ditingkatkan.
1.3 Pembatasan Masalah dan Asumsi
Pada bagian ini, dibatasi ruang lingkup permasalahan, agar segala sesuatu
yang akan dikaji lebih terarah dan pembahasannya tidak menjadi kompleks atau
BAB 1 PENDAHULUAN 1-4
1. Eksperimen dilakukan berdasarkan teknologi yang digunakan pada Balai Besar
Keramik Jalan Jendral Achmad Yani No 392. Bandung.
2. Karakteristik kualitas yang akan diukur adalah beban lentur.
3. SNI yang digunakan adalah SNI 15-2095-1996.
4. Tingkat mutu genteng keramik yang diteliti adalah KW II.
Sedangkan asumsi yang digunakan adalah :
1. Taraf nyata yang digunakan sebesar 5%.
1.4 Perumusan Masalah
Dari permasalahan yang terjadi, maka dapat dirumuskan beberapa hal
yang akan dibahas dalam laporan Tugas Akhir ini :
1. Faktor-faktor apa sajakah yang secara signifikan mempengaruhi hasil produk
jadi?
2. Bagaimana kombinasi level-level faktor terbaik dimana kualitas produk yang
dihasilkan memenuhi standar nasional yang berlaku?
3. Bagaimana perbandingan performansi kualitas produk sebelum dan sesudah
penggunaan metode Taguchi, berdasarkan usulan perancangan faktor-faktor?
1.5 Tujuan Penelitian
Berdasarkan perumusan masalah diatas, maka dapat diketahui tujuan
penelitian ini dilakukan, yaitu sebagai berikut :
1. Mengetahui faktor-faktor apa saja yang secara signifikan mempengaruhi hasil
produk jadi.
2. Mengetahui kombinasi level-level faktor terbaik dimana kualitas produk yang
dihasilkan memenuhi standar nasional yang berlaku.
3. Melakukan perbandingan performansi kualitas produk sebelum dan sesudah
BAB 1 PENDAHULUAN 1-5
1.6 Sistematika Penulisan
Untuk memberikan gambaran kepada para pembaca mengenai susunan
laporan ini, maka diberikan tahapan penulisan laporan berdasarkan setiap bab
yang akan dibahas sebagai berikut :
BAB 1 PENDAHULUAN
Bab ini membahas tentang latar belakang dilakukannya penelitian,
identifikasi masalah yang terjadi, perumusan masalah yang terdiri dari beberapa
pertanyaan yang berhubungan dengan dilakukannya penelitian ini, pembatasan
terhadap permasalahan yang terjadi, dan sistematika penulisan setiap bab dalam
laporan Tugas Akhir ini.
BAB 2 TINJAUAN PUSTAKA
Bab ini membahas mengenai teori-teori yang berhubungan dan
rumus-rumus yang digunakan dalam penelitian ini dan juga dalam penyusunan laporan
Tugas Akhir ini.
BAB 3 METODOLOGI PENELITIAN
Bab ini membahas mengenai tahapan-tahapan yang dilakukan dari awal
penelitian hingga akhir penyusunan laporan Tugas Akhir ini.
BAB 4 PENGUMPULAN DATA
Bab ini membahas mengenai data umum tempat penelitian dilakukan,
deskripsi produk, proses produksi, serta data hasil eksperimen yang telah
dilakukan yang selanjutnya akan diolah.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi tentang pengolahan dari data-data yang telah dikumpulkan
pada bab sebelumnya untuk memecahkan masalah yang terjadi serta analisis
terhadap hasil pengolahan data yang telah dilakukan.
BAB 6 KESIMPULAN DAN SARAN
Bab ini membahas mengenai jawaban-jawaban dari pertanyaan yang
diajukan pada subbab perumusan masalah. Kemudian dilanjutkan dengan
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil pengolahan dan analisis yang telah dilakukan dengan
menggunakan metode Taguchi terhadap eksperimen yang ada, maka dapat ditarik
kesimpulan sebagai berikut :
1. Berdasarkan hasil pengolahan dengan menggunakan ANOVA dan perhitungan
S/N Ratio, maka diperoleh hasil bahwa faktor-faktor yang mempengaruhi hasil
produk jadi secara rata-rata maupun variansi adalah faktor A (Komposisi bahan
baku), faktor B (Kadar air), faktor C (Lama pengeringan), faktor D (Lama
pembakaran), faktor E (Temperatur pembakaran), dan interaksi antara faktor B
dan faktor E.
2. Berdasarkan hasil perhitungan metode Taguchi, dan dengan
mempertimbangkan berbagai hal, maka diperoleh kombinasi level-level faktor
terbaik dimana kualitas produk yang dihasilkan memenuhi standar nasional
yang berlaku adalah sebagai berikut :
Faktor A = Level 2 = Komposisi bahan baku (Lempung : Pasir) 95% : 5%
Faktor B = Level 2 = Kadar air 20%
Faktor C = Level 3 = Lama pengeringan 20 jam
Faktor D = Level 3 = Lama Pembakaran 10 jam
Faktor E = Level 2 = Temperatur Pembakaran 850°C
3. Berdasarkan hasil perhitungan Loss function, maka diperoleh persentase
penurunan tingkat kerugian sebesar 58,451%, dan terjadi peningkatan rata-rata
beban lentur sebesar 47,593%. Dengan demikian, dapat disimpulkan bahwa
dengan penggunaan metode Taguchi, diperoleh perbaikan kualitas beban lentur
yang sangat baik, dan juga dapat meningkatkan performansi kualitas output
BAB 6 KESIMPULAN DAN SARAN 6-2
6.2 Saran
6.2.1 Saran untuk Balai Besar Keramik
Saran untuk Balai Besar Keramik adalah untuk menggunakan kombinasi
level faktor yang telah diperoleh berdasarkan hasil penelitian, sebagai pedoman
pembinaan bagi sentra-sentra industri genteng yang berada pada kalangan usaha
kecil dan menengah khususnya daerah Cipatik, Cililin, Kabupaten Bandung.
6.2.2 Saran untuk Penelitian Selanjutnya
Saran untuk penelitian selanjutnya dapat dilakukan penelitian mengenai :
• Pengaruh interaksi antara 3 faktor atau lebih.
• Adanya pengaruh dari faktor-faktor kontrol lainnya, yang belum dimasukkan
ke dalam penelitian ini, seperti suhu pengeringan dan lain-lain.
• Level-level faktor lainnya yang berada di luar interval level faktor yang sudah
DAFTAR PUSTAKA
1. Bagchi, Tapan P.; “Taguchi Methods Explained : Practical Step to Robust
Design”, Prentice-Hall of India Private Limited, New Delhi, 1993.
2. Ishikawa, Kaoru; “Teknik Penuntun Pengendalian Mutu”, terjemahan Ir.
Nawolo Widodo, PT. Mediyatama Srana Perkasa, Jakarta, 1993.
3. Peace, Glen S.; “Taguchi Methods A Hands on Approach”, Addison Wesley
Publishing Company, Canada, 1993.
4. Rachman, A.; “Proses Pembuatan Bata dan Teknik Pembuatan Genteng”,
Balai Besar Keramik, Bandung, 2003.
5. Ross,Philip J.; “Taguchi Techniques for Quality Engineering”,
McGraw-Hill.2nd ed., New York, 1988.
6. Walpole, Ronald E.; “Pengantar Statistika”, PT Gramedia Pustaka Utama,