commit to user
ANALISIS PERSEDIAAN BAHAN BAKU
DENGAN METODE ECONOMIC ORDER QUANTITY (EOQ) PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA
TUGAS AKHIR
Diajukan untuk Memenuhi Syarat - syarat Mencapai Sebutan Ahli Madya Manajemen Bisnis
Oleh :
TAUFIQ KURNIAWAN NUGRAHANTA F3509073
PROGRAM STUDI DIPLOMA III MANAJEMEN BISNIS
FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET SURAKARTA 2012
commit to user
commit to user
commit to user
iv
MOTTO DAN PERSEMBAHAN
MOTTO :
Mencapai Puncak Gunung itu sama seperti meraih kesuksesan, butuh
waktu yang lama dan perjuangan yang luar biasa untuk kuat
menghadapi rintangan / masalah, jadi jangan pernah lelah untuk
mendapatkan puncak kesuksesan.
Bagi saya KEBENARAN biarpun bagaimana sakitnya lebih baik daripada kemunafikan. Dan kita tak usah merasa malu dengan kekurangan-kekurangan kita.
(Soe Hok Gie)
Jangan pernah mengeluh atas kekuranganmu, karena kekurangan mengingatkanmu untuk terus mencari kekuatan yg ada dalam dirimu. (AnT)
Karya ini dipersembahkan kepada : - Bapak dan Ibu yang selalu
mendoakan ku.
- Kakak yang selalu memberiku semangat.
- Pacarku tersayang. - Sahabat terbaikku.
- Teman - teman MB angkatan 2009. - Almamaterku.
commit to user
v
KATA PENGANTAR
Puji Syukur penulis panjatkan kehadirat Allah SWT yang telah melimpahkan Rahmat dan Karunia-Nya sehingga Laporan Tugas Akhir dengan Judul ANALISIS PERSEDIAAN BAHAN BAKU DENGAN METODE ECONOMIC ORDER QUANTITY (EOQ) PADA PT. ISKANDAR INDAH PRINTING TEXTILE
SURAKARTA ini dapat diselesaikan dengan baik.
Tugas akhir ini disusun untuk memenuhi Syarat - syarat Mencapai Gelar Ahli Madya pada Program Diploma 3 Program Studi Manajemen Bisnis Fakultas Ekonomi Universitas Sebelas Maret.
Dalam kesempatan ini penulis sampaikan ucapan terima kasih kepada pihak - pihak yang membantu penyusunan laporan tugas akhir ini :
1. Dr. Wisnu Untoro, MS selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret.
2. Sinto Sunaryo, SE, M.Si selaku Ketua Program Studi D3 Manajemen Bisnis Fakultas Ekonomi Universitas Sebelas Maret.
3. Yeni Fajariyanti, SE, M.Si selaku Pembimbing Tugas Akhir yang telah memberikan pengarahan selama penyusunan tugas akhir.
4. Bapak Bambang Setiawan selaku Pimpinan PT. Iskandar Indah Printing Textile yang telah berkenan memberikan kesempatan kepada penulis untuk melakukan magang kerja dan penelitian.
5. Seluruh Staf, Direksi dan Karyawan PT. Iskandar Indah Printing Textile, Terutama kepada Bapak Agus Mulyo, Bapak Suprapto, Bapak Noor Wiyanto yang telah membantu dan bekerjasama dalam proses magang.
commit to user
vi
6. Kedua Orang tua ku beserta keluarga besar yang sangat tulus dalam doa dan dukungan moral maupun materiil sehingga penulis dapat menyelesaikan Tugas Akhir ini dengan baik dan lancar.
7. Buat Pacarku yang telah memberikan dukungan atas semua kasih sayang kepada penulis dan keluarga besar kekasih yang selalu memberiku semangat. 8. Buat Ivan, David, Triyanto, Rosi, Indra dan Teman - teman Manajemen
Bisnis angkatan 2009 yang selalu menemaniku dalam perjalanan pembuatan Tugas Akhir.
9. Semua pihak yang telah membantu namun tidak dapat disebutkan satu persatu.
Penulis menyadari sepenuhnya atas kekurangan dalam penulisan Tugas Akhir ini. Untuk itu penulis mengharapkan kritik dan saran yang membangun. Namun demikian, karya sederhana ini diharapkan dapat bermanfaat bagi pihak - pihak yang membutuhkan.
Surakarta, 19 Juni 2012
commit to user
vii
DAFTAR ISI
HALAMAN JUDUL ... i
ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
MOTTO DAN PERSEMBAHAN ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
BAB I PENDAHULUAN ... 1
A. Latar Belakang Masalah ... 1
B. Rumusan Masalah ... 4
C. Tujuan Penelitian ... 4
D. Manfaat Penelitian ... 5
E. Kerangka Pemikiran ... 6
F. Metode Penelitian ... 7
BAB II TINJAUAN PUSTAKA ... 11
A. Persediaan ... 11
1. Pengertian Persediaan ... 11
2. Jenis Persediaan ... 13
3. Fungsi Persediaan ... 14
4. Tujuan Pengendalian Persediaan ... 15
B. Bahan Baku ... 12
1. Pengertian Bahan Baku ... 16
2. Faktor – faktor yang Mempengaruhi Persediaan Bahan Baku 16 3. Economic Order Quantity (EOQ) ... 17
C. Persediaan Pengaman (Safety Stock) ... 22
commit to user
viii
E. Pemesanan Kembali (Re Order Point) ... 23
BAB III PEMBAHASAN ... 25
A. Gambaran Umum Perusahaan ... 25
B. Laporan Magang Kerja ... 50
C. Pembahasan Masalah ... 54 BAB IV PENUTUP ... 68 A. Kesimpulan ... 68 B. Saran ... 69 DAFTAR PUSTAKA LAMPIRAN
commit to user
ix
DAFTAR TABEL
Tabel 3.1 : Tenaga Kerja dan Pembagian Kerja Perusahaan ... 37
Tabel 3.2 : Kegiatan Magang Kerja ... 53
Tabel 3.3 : Data Kebutuhan Bahan Baku Tahun 2011 ... 57
Tabel 3.4 : Biaya Pesan & Biaya Simpan Bahan Baku Tahun 2011 ... 58
Tabel 3.5 : Perhitungan Standar Deviasi ... 64
commit to user
x
DAFTAR GAMBAR
Gambar 1.1 : Kerangka Pemikiran ... 6
Gambar 2.1 : Biaya Persediaan Metode EOQ ... 20
Gambar 3.1 : Struktur Organisasi PT. Iskandar Indah Printing Textile ... 29
commit to user
xi
DAFTAR LAMPIRAN
Lampiran 1. Surat Pernyataan
Lampiran 2. Surat Keterangan Magang Kerja Lampiran 3. Nilai Magang Kerja
commit to user
ii
ABSTRAK
ANALISIS PERSEDIAAN BAHAN BAKU DENGAN METODE ECONOMIC ORDER QUANTITY (EOQ) PADA PT. ISKANDAR INDAH
PRINTING TEXTILE SURAKARTA TAUFIQ KURNIAWAN NUGRAHANTA
F3509073
Persediaan merupakan sesuatu yang harus ada guna menunjang kelancaran proses produksi. Setiap perusahaan, baik perusahaan perdagangan atau perusahaan industri selalu mengadakan persediaan untuk menjalankan operasinya karena persediaan merupakan salah satu faktor yang memegang peran aktif dalam perusahaan.
Penelitian ini bertujuan untuk (1) mengetahui jumlah pembelian bahan baku yang optimal, (2) mengetahui total biaya persediaan yang optimal, (3) mengetahui kuantitas persediaan pengaman (safety stock) yang dibutuhkan oleh perusahaan, (4) mengetahui waktu pemesanan kembali (reorder point) yang akan dibandingkan dengan menggunakan metode EOQ. Data yang dipelajari berupa data tentang kebutuhan bahan baku, dan biaya - biaya yang ditimbulkan dalam pemesanan dan penyimpanan selama tahun 2011. Teknik pengumpulan data dengan cara wawancara, observasi, dan pemeriksanan dokumen. Metode pembahasan yang digunakan adalah pembahasan deskriptif yaitu membuat gambaran secara sistematis dengan menggunakan obyek yang diteliti dan optimasi keputusan yaitu teknik untuk melakukan sintesa suatu keputusan optimal dalam bidang Menejemen Bisnis.
Dari hasil perhitungan yang telah dilakukan dengan membandingkan kebijakan pengelolaan persediaan yang sekarang berlaku di perusahaan dengan metode EOQ dalam pengadaan bahan baku, maka dapat di simpulkan bahwa dengan menggunakan metode EOQ hasilnya lebih efisien. Hal ini dapat dilihat dari jumlah pembelian rata - rata bahan baku pada perusahaan sebesar 711,2 ball dengan 11 kali pertahun. Total biaya untuk pemesanan bahan baku sebesar Rp. 4.896.765,17. Persediaan pengaman bahan baku sebesar 158,763 ball. Perusahaan harus melakukan pemesanan kembali bahan baku pada jumlah 367,5 ball.
Berdasarkan kesimpulan diatas, maka penulis memberikan saran kepada perusahaan agar mempertimbangkan penggunaan metode EOQ dengan membandingkan kebijakan yang berlaku di perusahaan dalam pengadaan bahan baku serta menentukan besarnya Persediaan Pengaman (Safety Stock) dan melakukan Pemesanan Kembali (Re Order Point) dalam persediaan bahan baku.
commit to user
iii
ABSTRACT
ANALYSIS OF RAW MATERIAL SUPPLY TO THE METHOD OF ECONOMIC ORDER QUANTITY (EOQ) IN. ISKANDAR BEAUTIFUL
TEXTILE PRINTING SURAKARTA TAUFIQ KURNIAWAN NUGRAHANTA
F3509073
Inventory is something that must exist to support the smooth production process. Every company, whether trading companies or industrial companies always hold inventory to run its operations because it supplies is one factor that holds an active role in the company.
This study aims to (1) determine the amount of the optimal raw material purchasing, (2) find the optimal total inventory costs, (3) knowing the quantity of safety stock (safety stock) is needed by the company, (4) know the time the order is returned (reorder point) to be compared using the EOQ method. The data studied in the form of data on raw material supplies, and costs - costs incurred in the ordering and storage during the year 2011. Techniques of data collection by interview, observation, and document pemeriksanan. Discussion of the method used is descriptive discussion of making a systematic picture of the object studied by the use and optimization techniques, namely the decision to synthesize an optimal decision in the field of business management.
From the calculation was done by comparing the current inventory management policies in force in the company with the EOQ method of procurement of raw materials, it can be concluded that by using the EOQ method is more efficient results. It can be seen from the average number of purchases - the raw material to the company average of 711.2 with the ball 11 times per year. Total cost for ordering raw materials amounting to Rp. 4,896,765.17. Safety stock of raw materials for 158.763 ball. Companies must make a reservation back on the amount of raw materials 367.5 ball.
Based on the above conclusion, the authors advise companies to consider using the EOQ method by comparing the policies in the company in the procurement of raw materials as well as determine the amount of Inventory Safety (Safety Stock) and do a Most Return (Re Order Point) in inventories of raw materials.
commit to user BAB I PENDAHULUAN A. Latar Belakang Masalah
Perekonomian di Indonesia sekarang ini telah berkembang dengan pesat, seiring dengan pesatnya perkembangan Ilmu Pengetahuan dan Teknologi (IPTEK) yang semakin canggih. Sehingga persaingan antar perusahaan menjadi semakin ketat. Adanya persaingan yang semakin ketat antar perusahaan mendorong setiap perusahaan untuk menetapkan pengendalian terhadap persediaan bahan baku. Dengan keadaan sedemikian rupa banyak perusahaan berusaha bersaing untuk menghasilkan produk yang berkualitas dengan harga jual yang ekonomis dan tetap mempertahankan dari segi yang menguntungkan bagi perusahaan itu sendiri.
Bahan baku merupakan faktor utama di dalam perusahaan untuk menunjang kelancaran proses produksi, baik dalam perusahaan besar maupun perusahaan kecil. Kesalahan menentukan besarnya investasi (modal yang tertanam) dalam mengontrol bahan baku pada persediaan akan menekan keuntungan perusahaan. Adanya persediaan bahan baku yang terlalu besar akan menambah beban biaya pemeliharaan dan penyimpanan dalam gudang, serta kemungkinan terjadinya penyusutan dan kualitas yang tidak bisa dipertahankan, sehingga semuanya ini akan mengurangi keuntungan perusahaan. Demikian pula sebaliknya, persediaan bahan baku yang terlalu kecil akan mengakibatkan kemacetan dalam proses produksi, sehingga perusahaan akan mengalami kerugian. Oleh karena itu, di dalam dunia industri terutama industri textile bahan baku merupakan salah satu faktor produksi yang berguna untuk menunjang kelancaran proses produksi.
commit to user
Dalam hubungannya dengan tingkat efisiensi perusahaan secara keseluruhan, maka aktivitas pembelian bahan baku perlu direncanakan dengan menggunakan metode yang tepat agar perusahaan terhindar dari pemborosan biaya dan perusahaan dapat beroperasi lebih efisien dimasa yang akan datang. Menurut Subagyo (2000:134) Economic Order Quantity (EOQ) adalah jumlah pemesanan yang paling ekonomis. Yaitu jumlah pembelian barang, bahan baku atau pembantu yang dapat meminimumkan jumlah biaya pemeliharaan barang di gudang dan biaya pemesanan setiap tahun.
Metode EOQ merupakan salah satu metode yang paling sering diterapkan untuk mengetahui jumlah persediaan bahan baku terbaik yang dibutuhkan perusahaan untuk menjaga kelancaran produksinya dengan biaya yang efisien. Metode ini sering dipakai karena mudah untuk dilaksanakan dan mampu memberikan solusi yang terbaik bagi perusahaan, hal ini dibuktikan dengan menggunakan metode EOQ tidak saja diketahui berapa jumlah persediaan yang paling efisien bagi perusahaan tetapi akan diketahui juga biaya yang akan dikeluarkan perusahaan dengan persediaan bahan baku yang dimilikinya dihitung dengan (Total Inventory Cost ) dan waktu yang paling tepat untuk mengadakan pembelian kembali dihitung dengan (Re-order Point). Salah satu cara untuk menghemat biaya produksi adalah dengan pengendalian kebutuhan bahan baku yang baik khususnya perusahaan produksi. Banyak hal positif yang dapat dicapai perusahaan dengan adanya pengendalian bahan baku yang baik di awal produksi. Agar persediaan bahan baku dapat tercukupi untuk suatu proses produksi sangat di perlukan adanya pembelian bahan baku yang optimal.
commit to user
PT. Iskandar Indah Printing Textile merupakan suatu perusahaan yang bergerak pada bidang industri, yang memproduksi kain grey dengan bahan baku benang. Sifat perusahaan ini adalah job ordering, dimana perusahaan beroperasi atau melakukan proses produksi apabila menerima pesanan dari pihak lain maupun dari departemen lain dalam satu perusahaan. Selama ini PT. Iskandar Indah Printing Textile belum menggunakan Metode Economic Order Quantity (EOQ) untuk kebijakan pengadaan persediaan. Dengan menerapkan metode Economic Order Quantity (EOQ), maka perusahaan ini akan dapat meminimalkan biaya total operasi yang ada dalam perusahaan dengan menentukan seberapa besar persedian bahan baku perusahaan itu sendiri, berapa jumlah bahan baku yang harus dipesan setiap kali melakukan pemesanan dan kapan pemesanan bahan baku dilakukan.
Berdasarkan uraian diatas, penulis tertarik untuk mengetahui pengadaan bahan yang optimal pada PT. Iskandar Indah Printing Textile dalam penulisan tugas akhir ini dengan mengambil judul ”ANALISIS PERSEDIAAN BAHAN BAKU DENGAN METODE ECONOMIC ORDER QUANTITY (EOQ) PADA PT. ISKANDAR INDAH PRINTING TEXTILE SURAKARTA”
commit to user B. Rumusan Masalah
Berdasarkan uraian latar belakang di atas, maka peneliti dapat merumuskan permasalahannya sebagai berikut :
1. Berapa jumlah persediaan bahan baku yang optimal dengan memakai metode EOQ?
2. Berapa total biaya persediaan bahan baku dan jumlah persediaan pengaman yang dibutuhkan pada PT. Iskandar Indah Printing Textile?
3. Kapan harus dilakukan pemesanan bahan baku kembali untuk persediaan pada PT. Iskandar Indah Printing Textile?
C. Tujuan Penelitian
Berdasarkan rumusan masalah di atas, maka tujuan penelitian ini adalah 1. Untuk menentukan jumlah persediaan bahan baku yang optimal dengan
memakai metode EOQ.
2. Untuk menentukan total biaya persediaan bahan baku dan jumlah persediaan pengaman yang dibutuhkan pada PT. Iskandar Indah Printing Textile.
3. Untuk mengetahui kapan harus dilakukan pemesanan kembali bahan baku pada PT. Iskandar Indah Printing Textile.
D. Manfaat Penelitian
Penelitian ini diharapkan dapat bermanfaat bagi beberapa pihak antara lain : 1. Bagi Peneliti
Dengan penelitian ini penulis berkesempatan untuk dapat menerapkan teori - teori yang didapat dari ilmu yang diserap saat dibangku perkuliahan dan diterapkan dalam praktek sesungguhnya dalam dunia kerja.
commit to user 2. Bagi Perusahaan
Penelitian ini diharapkan dapat dijadikan pertimbangan bagi pimpinan perusahaan dalam membuat keputusan maupun kebijakan terutama yang berkaitan dengan pengendalian persediaan bahan baku untuk meminimalis biaya.
3. Bagi Peneliti lain
Diharapkan hasil penelitian ini dapat menjadi manfaat dan pedoman untuk pembaca dalam penelitian yang berkaitan dengan Economic Order Quantity (EOQ).
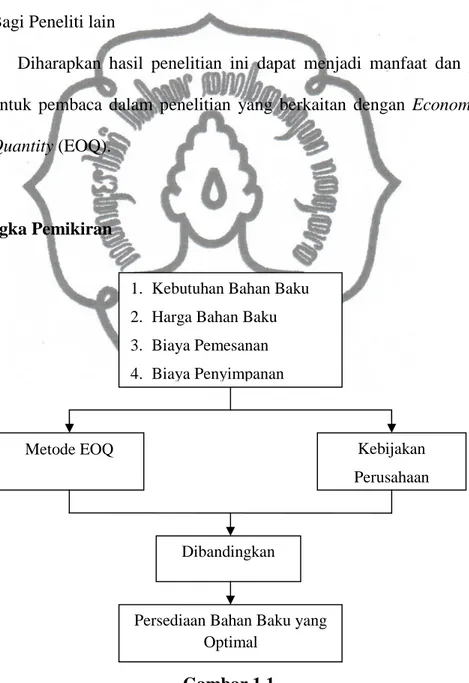
E. Kerangka Pemikiran
Gambar 1.1 Kerangka Pemikiran
(Sumber: Render dan Heizer, 2001)
Metode EOQ Kebijakan
Perusahaan
Dibandingkan
Persediaan Bahan Baku yang Optimal
1. Kebutuhan Bahan Baku 2. Harga Bahan Baku 3. Biaya Pemesanan 4. Biaya Penyimpanan
commit to user
Untuk memenuhi kebutuhan bahan baku, perusahaan akan melakukan pembelian atau pemesanan terlebih dahulu. Faktor - faktor yang mempengaruhi dalam pembelian ataupun pemesanan bahan baku antara lain : kebutuhan akan bahan baku, harga bahan baku, biaya pemesanan, biaya penyimpanan dan lead time. Untuk itulah perusahaan harus dapat memperkirakan jumlah pembelian yang ekonomis. Untuk dapat memperoleh persediaan bahan baku yang optimal, maka akan dibandingkan antara penggunaan metode Economic Order Quantity (EOQ) dengan Kebijakan Perusahaan pada PT. Iskandar Indah Printing Textile.
F. Metode Penelitian 1. Desain Penelitian
Desain penelitian yang digunakan adalah analisis deskriptif yaitu pengumpulan data untuk diuji hipotes atau menjawab pertanyaan mengenai status terakhir dari subyek penelitian. Metode penelitian yang digunakan adalah Metode Economic Order Quantity (EOQ) yang digunakan untuk mengetahui jumlah pembelian persediaan bahan baku yang optimal, total biaya persediaan bahan baku, jumlah persediaan pengaman yang dibutuhkan dan kapan melakukan pemesanan kembali bahan baku.
2. Objek Penelitian
Penelitian ini dilaksanakan di PT. Iskandar Indah Printing Textile yang berlokasi di Jalan Pakel No. 11, Kerten, Surakarta. Obyek yang diteliti yaitu persediaan bahan baku untuk pembuatan kain grey, khususnya persediaan bahan baku benang.
commit to user a. Jenis Data
1) Data Kualitatif
adalah data yang tidak berupa angka, meliputi :
a) Informasi tentang sejarah dan perkembangan perusahaan. b) Struktur organisasi PT. Iskandar Indah Printing Textile. c) Proses produksi pembuatan kain grey.
2) Data Kuantitatif
adalah data yang berupa angka, meliputi :
a) Data jumlah kebutuhan bahan baku tahun 2011. b) Data biaya pemesanan tahun 2011.
c) Data biaya penyimpanan tahun 2011. b. Sumber Data
Sumber data yang digunakan antara lain : 1) Data primer
Data primer adalah data yang diperoleh dengan wawancara secara langsung atau dengan survei lapangan pada obyek penelitian, adapun data yang diperoleh diantaranya adalah mengenai alur proses produksi, tentang waktu tunggu pemesanan bahan baku.
2) Data sekunder
Data sekunder adalah data yang diperoleh dari catatan dan data dari perusahaan yang berhubungan dengan penelitian ini, adapun data yang diperoleh diantaranya adalah data sejarah perusahaan dan gambaran umum perusahaan, struktur
commit to user
organisasi, data mesin - mesin produksi, dan data kebutuhan bahan baku.
4. Teknik pengumpulan data
Penulis menggunakan metode pengumpulan data yaitu : a. Interview atau wawancara
Mengambil data dengan bertanya secara langsung kepada pihak perusahaan agar data yang diperoleh lebih lengkap.
b. Observasi
Teknik pengumpulan data dengan mengamati obyek secara langsung di lokasi penelitian sehingga dapat mengetahui secara langsung obyek yang diteliti.
c. Analisa dokumen
Melakukan penganalisaan dan pengelolaan terhadap dokumen - dokumen yang diberikan oleh pihak perusahaan agar sesuai dengan metode yang diinginkan.
5. Teknik Pembahasan
Metode analisis data yang digunakan adalah pembahasan deskriptif yaitu membuat gambaran secara sistematis, faktual dan akurat mengenai suatu objek yang diteliti dan optimasi keputusan yaitu teknik untuk melakukan sintesa suatu keputusan optimal dalam bidang mengenai menejemen bisnis. Beberapa alat pendukung untuk sintesa keputusan adalah penggunaan teknik matematika dan Operation Research untuk membuat keputusan optimal
commit to user
dalam bidang menejemen bisnis, menurut Render dan Heizer (2005:72) dimana akan menggunakan metode analisis data sebagai berikut :
a. Jumlah Pemesanan yang Ekonomis (EOQ)
Keterangan :
Q* = Jumlah barang yang optimum pada setiap pemesanan (EOQ). D = Jumlah kebutuhan bahan baku dalam satu periode.
S = Biaya pemesanan untuk setiap kali pemesanan. H = Biaya penyimpanan per unit.
b. Total Biaya Persediaan (TIC/Total Inventory Cost)
c. Menentukan besarnya Persediaan Pengaman (Safety Stock)
Keterangan :
SD = Jumlah pemakaian bahan baku sesungguhnya. x = Jumlah pemakaian bahan baku.
x = Jumlah pemakaian rata - rata bahan baku. n = Periode pemakaian bahan baku.
Z (Safety Stock) = SD x Z H Q S Q D TIC úû ù êë é + ú û ù ê ë é = 2 * * H DS Q*= 2 n X X SD 2
å
÷ ø ö ç è æ -=-commit to user
Keterangan Z yang ditetapkan dengan asumsi menggunakan standar deviasi yaitu sebesar 1,65.
d. Menentukan besarnya titik pemesanan kembali (Re Order Point)
Menghitung dengan mengalikan tingkat kebutuhan (d) dengan lead time (L)
commit to user BAB II
TINJAUAN PUSTAKA A. Persediaan
1. Pengertiaan Persediaan
Persediaan merupakan sesuatu yang harus ada guna menunjang kelancaran proses produksi. Setiap perusahaan, baik perusahaan perdagangan atau perusahaan industri selalu mengadakan persediaan untuk menjalankan operasinya karena persediaan merupakan salah satu faktor yang memegang peran aktif dalam perusahaan, yang secara kontinyu diperoleh, diolah dan selanjutnya dijual.
Menurut Baroto (2002:52) Persediaan adalah bahan mentah, barang dalam proses (work in process), barang jadi, barang pembantu, bahan pelengkap, komponen yang disimpan dalam antisipasinya terhadap pemenuhan permintaan. Persediaan dapat dikelompokkan dalam lima katagori, yaitu sebagai berikut :
a) Bahan mentah (raw materials)
Yaitu bahan - bahan mentah yang diperoleh dari sumber - sumber alam, atau dibeli dari pemasok, atau diolah sendiri oleh perusahaan untuk digunakan perusahaan dalam proses produksinya sendiri.
commit to user
Yaitu barang - barang yang terdiri atas bagian - bagian (parts) yang diperoleh dari perusahaa lain atau hasil produksi sendiri untuk digunakan dalam pembuatan barang jadi atau barang setengah jadi.
c) Barang setengah jadi (work in process)
Yaitu barang - barang keluaran dari tiap operasi produksi atau perakitan yang telah memiliki bentuk lebih kompleks dari pada komponen, namun masih perlu proses lebih lanjut untuk menjadi barang jadi.
d) Barang jadi (finished good)
Yaitu barang - barang yang telah selesai di proses dan siap untuk didistribusikan ke konsumen.
e) Bahan pembantu (supplies material)
Yaitu barang - barang yang diperlukan dalam proses pembuatan atau perakitan barang, namun bukan merupakan komponen barang jadi. Termasuk bahan penolong adalah bahan bakar, pelumas, listrik, dan lain - lain.
Menurut (Daft, 2006:629), Persediaan adalah Barang - barang yang disimpan organisasi / perusahaan untuk digunakan dalam proses produksi sampai penjualan produk akhir kepada pelanggan.
Menurut (Nasution, 2003:103), Persediaan adalah Barang yang menganggur (idle resource) yang menunggu proses lebih lanjut adalah berupa kegiatan produksi pada sistem manufaktur kegiatan pemasaran pada sistem manufaktur kegiatan pemasaran pada sistem distribusi ataupun kegiatan konsumsi pangan pada sistem rumah tangga.
commit to user
Persediaan merupakan suatu jenis kekayaan yang dimiliki perusahaan dalam bentuk barang - barang bahan mentah, barang setengah jadi, serta barang jadi dengan maksud untuk dijual kembali secara langsung maupun melalui proses produksi dalam siklus operasi normal perusahaan, ataupun yang menunggu waktu penggunaan dalam suatu proses produksi. Pada dasarnya perusahaan mempermudah atau memperlancar jalannya operasi produksi untuk memenuhi para konsumen.
2. Jenis persediaan
Menurut Render dan Heizer (2005:61) untuk mengakomodasi fungsi persediaan, perusahaan memiliki empat jenis persediaan, yaitu :
a) Persediaan bahan baku
Bahan baku pada umumnya dibeli tetapi belum memasuki proses pabrikasi.
b) Persediaan barang setengah jadi
Bahan baku atau komponen yang sudah mengalami beberapa perubahan tetapi belum selesai atau belum menjadi produk jadi.
c) MRO (Maintenance Repair Operating)
Persediaan yang diperuntukkan bagi pasokan pemeliharaan, perbaikan atau operasi yang diperlukan untuk menjaga agar permesinan dan proses produksi tetap produktif. MRO tetap ada karena kebutuhan dan waktu pemeliharaan.
d) Persediaan barang jadi
Adalah merupakan produk akhir proses tranformasi yang siap dipasarkan kepada konsumen.
commit to user 3. Fungsi Persedian
Efisiensi operasional pada suatu organisasi dapat ditingkatkan karena berbagai penting fungsi persediaan. Fungsi persediaan dapat memiliki fungsi penting yang menambah fleksibilitas dari operasi suatu perusahaan.
Fungsi persediaan menurut Rangkuti (2002:15) antara lain : a) Fungsi Decoupling
Adalah persediaan yang memungkinkan perusahaan dapat memenuhi permintaan langganan tanpa tergantung pada supplier.
b) Fungsi Economic Lot Sizing
Persediaan Lot size ini perlu mempertimbangkan penghematan atau potongan pembelian, biaya pengangkutan per unit menjadi lebih murah dan sebagainya. Hal ini disebabkan karena perusahaan melakukan pembelian dalam kuantitas yang lebih besar, dibandingkan dengan biaya - biaya yang timbul karena besarnya persediaan (biaya sewa gedung, investasi, risiko dan sebagainya).
c) Fungsi Antisipasi
Apabila perusahaan menghadapi fluktuasi permintaan yang dapat diperkirakan dan diramalkan berdasar pengalaman atau data - data masa lalu, yaitu permintaan musiman. Dalam hal ini perusahaan dapat mengadakan persediaan musiman (seasional inventories).
Disamping itu, perusahaan juga sering menghadapi ketidakpastian jangka waktu pengiriman dan permintaan akan barang - barang selama periode tertentu. Dalam hal ini perusahaan memerlukan persediaan extra yang disebut persediaan pengaman (safety stock / inventories)
commit to user 4. Tujuan Pengendalian Persediaan
Menurut Haming dan Nurnajamuddin (2007:5) Pengadaan persediaan pada umumya ditujukan untuk memenuhi hal - hal sebagai berikut :
a) Untuk memelihara independensi operasi. Apabila persediaan material yang diperlukan ditahan pada pusat kegiatan pengerjaan, dan jika pengerjaan yang dilaksanakan oleh pusat kegiatan produksi tersebut tidak membutuhkan material yang bersangkutan segera maka akan terjadi fleksibilitas pada pusat kegiatan produksi.
b) Untuk memenuhi tingkat permintaan yang bervariasi. Apabila volume permintaan dapat diketahui dengan pasti maka perusahaan memiliki peluang untuk menentukan volume produksi yang persis sama dengan volume permintaan tersebut. Sejalan dengan itu perusahaan tidak perlu menyediakan persediaan pengaman (safety stock) yang diperlukan untuk menjawab fluktuasi permintaan.
c) Untuk menerima manfaat ekonomis atas pemesanan bahan dalam jumlah tertentu. Apabila dilakukan pemesanan material dalam jumlah tertentu, biasanya perusahaan pemasok akan memberikan potongan harga (quantity discount).
d) Untuk menyediakan suatu perlindungan terhadap variasi dalam waktu penyerahan bahan baku. Penyerahan bahan baku oleh pemasok kepada perusahaan memiliki kemungkinan untuk tertunda karena sebagai penyebab, untuk itu perusahaan perlu mempersiapkan persediaan pengaman (safety stock).
commit to user
e) Untuk menunjang fleksibilitas penjadwalan produksi. Sehubungan dengan adanya gejala fluktuatif atas permintaan pasar maka perusahaan perlu pula mengatur penjadwalan produksi yang bervariasi.
B. Bahan Baku
1. Pengertian Bahan Baku
Setiap perusahaan yang menghasilkan produk akan memerlukan bahan baku, dimana bahan baku merupakan integrasi produk jadi. Cara pengadaan bahan baku biasanya diperoleh dari suatu sumber - sumber alam atau dari perusahaan lain yang menghasilkan bahan baku bagi perusahaan lain yang menggunakannya.
Menurut Nasution (2003:103) adalah bahan yang merupakan input awal dari proses transformasi produk jadi. Analisis penggunaan bahan baku pada perusahaan, penentuan jumlah pembelian serta frekuensi pembelian, adanya ketidakpastian bahan baku serta penilaian persediaan bahan baku merupakan beberapa hal yang seharusnya mendapatkan perhatian yang cukup dari perusahaan, karena sistem produksi tergantung pada bahan baku.
2. Faktor - faktor yang Mempengaruhi Persediaan Bahan Baku Adapun faktor - faktor yang mempengaruhi bahan baku adalah : a) Harga Bahan Baku
Perusahaan harus bisa memperkirakan harga bahan baku karena hal itu merupaka faktor penentu terhadap persediaan bahan baku. Perusahaan
commit to user
bisa menyesuaikan harga bahan baku terhadap kemampuan perusahaan dalam menyediakan bahan baku.
b) Waktu Tunggu (Lead Time)
Waktu Tunggu adalah tenggang waktu yang diperlukan antara saat pemesanan bahan baku dengan datangnya bahan baku yang dipesan.
c) Pemakaian Bahan Baku
Perusahaan memerlukan catatan kebutuhan bahan baku pada periode sebelumnya sebagai bahan pertimbangan dan menyediakan bahan baku pada periode berikutnya.
d) Model Pembelian
Model pembelian bahan yang akan digunakan perusahaan akan menentukan besar kecilnya bahan baku yang dipakai perusahaan.
e) Persediaan Pengaman (Safety Stock)
Persediaan tambahan yang di adakan untuk melindungi atau menjaga kemungkinan terjadinya kekurangan bahan baku (stock out).
3. Economic Order Quantity (EOQ)
Menurut Render dan Heizer (2005:68) Economic Order Quantity (EOQ) adalah salah satu teknik pengendalian persediaan yang paling tua dan paling dikenal secara luas. Teknik ini relatif mudah untuk digunakan tetapi didasarkan pada beberapa asumsi sebagai berikut :
a) Permintaan diketahui, tetap dan bebas.
b) Lead Time yaitu waktu antara pemesanan dan penerimaan pesanan diketahui dan bersifat konstan.
commit to user
c) Penerimaan persediaan bersifat seketika dan lengkap. Dengan kata lain, persediaan dari sebuah pesanan tiba dalam satu batch sekaligus.
d) Diskon (potongan) karena kuantitas tidak memungkinkan.
e) Biaya variabel yang ada hanyalah biaya pengaturan atau pemesanan (biaya setup) dan biaya menahan atau menyimpan persediaan dari waktu ke waktu (biaya penyimpanan atau penggudangan). Biaya - biaya ini telah dihapus pada bagian sebelumnya.
f) Kosongnya persediaan (kekurangan) dapat dihindari sepenuhnya jika pemesanan dilakukan pada waktu yang tepat.
Dengan adanya pengendalian persediaan bahan baku, maka perusahaan sangat perlu untuk dapat menentukan kuantitas pembelian yang optimal (sering disebut EOQ). Dengan EOQ, perusahaan akan dapat menentukan berapa jumlah pesanan yang paling ekonomis dengan ditentukannya kebutuhan dalam periode tertentu, biaya pesan, dan biaya simpan.
Dalam menerapkan EOQ ada biaya - biaya yang diperhitungkan dalam penentuan jumlah pembelian yaitu :
a) Biaya Pemesanan
Biaya pemesanan merupakan biaya yang langsung terkait dengan kegiatan pemesanan yang dilakukan perusahaan. Biaya pemesanan berubah ubah sesuai frekuensi pemesanan. Dengan demikian semakin sering perusahaan melakukan pemesanan bahan baku, maka biaya pemesanan akan semakin besar. Biaya pemesanan berfluktuasi, bukan dengan jumlah yang dipesan tetapi dengan frekuensi pesan. Contoh biaya pemesanan yaitu : biaya telepon, biaya faximile dan biaya administrasi.
commit to user b) Biaya Penyimpanan
Biaya Penyimpanan adalah biaya yang harus ditanggung perusahaan sehubungan dengan adanya bahan baku yang disimpan didalam perusahaan. Biaya penyimpanan berfluktuasi sesuai dengan tingkat persediaan, semakin besar pula biaya simpannya. Contoh biaya penyimpanan antara lain : biaya simpan bahan, biaya asuransi, biaya kerusakan bahan dalam penyimpanan, biaya pemeliharaan bahan, biaya sewa gedung persatuan unit bahan baku, biaya fasilitas penyimpanan.
Hubungan antara kedua jenis biaya (biaya pesan dan biaya simpan), dengan jumlah pesanan dapat dilihat dari gambar sebagai berikut :
Biaya Total Biaya Persediaan
Biaya simpan Biaya Pesan
Jumlah Pemesanan
Gambar 2.1
Biaya Persediaan Metode EOQ (Sumber : Render dan Heizer, 2005:70)
Biaya pesan menunjukkan kurva menurun dengan tingkat yang semakin rendah. Walaupun demikian, kurva ini tidak akan pernah memotong sumbu mendatar, yaitu sumbu jumlah pesanan. Hal ini disebabkan karena apabila jumlah yang dipesan sedikit, maka dalam satu tahun berarti melakukan pesanan yang berulang kali (frekuensi
commit to user
pemesanan tinggi). Dengan demikian biaya pesannya juga tinggi. Sebaliknya apabila jumlah yang dipesan besar, maka frekuensi pesanan rendah, dengan demikian biaya pesannya rendah.
Biaya simpan sebaliknya, merupakan garis yang selalu meningkat dengan semakin besarnya jumlah barang yang dipesan. Dan garis ini berbentuk lurus, karena biaya simpan dianggap proporsional kenaikannya. Semakin besar barang yang dipesan, semakin besar pula biaya simpannya. Dengan demikian garisnya akan berasal dari titik nol, kemudian meningkat sesuai dengan jumlah barang yang dipesan.
Biaya Persediaan diberi notasi TIC, merupakan penjumlahan dari biaya pesan dan biaya simpan. TIC minimum, maka dalam jumlah pesanan tersebut dikatakan jumlah pesanan yang paling ekonomis (EOQ), dan rumus yang digunakan untuk menghitung TIC (Total Inventory Cost) yaitu :
Dimana :
Q = Jumlah barang yang optimum pada setiap pemesanan. D = Jumlah kebutuhan bahan baku dalam satu periode. S = Biaya pemesanan untuk setiap kali pemesanan. H = Biaya penyimpan per unit.
Sedangkan untuk menentukan jumlah Pesanan yang ekonomis (EOQ) adalah sebagai berikut :
úû ù êë é + ú û ù ê ë é = xS QxH Q D TIC 2
commit to user H DS Q* = 2 Dimana :
Q* = Jumlah barang yang optimum pada setiap pemesanan (EOQ). D = Jumlah kebutuhan bahan baku dalam satu periode.
S = Biaya pemesanan untuk setiap kali pemesanan. H = Biaya penyimpan per unit.
C. Persediaan Pengaman (Safety Stock)
Dengan adanya safety stock diharapkan proses produksi tidak akan terganggu oleh ketidakpastian persediaan bahan baku. Untuk menentukan biaya persediaan pengaman digunakan analisa statistik, yaitu dengan mempertimbangkan penyimpangan yang telah terjadi antara perkiraan bahan baku dengan pemakaian sebenarnya, sehingga diketahui standart deviasinya. Adapun rumus standar deviasinya adalah n X X SD 2
å
÷ ø ö ç è æ -= -Keterangan :SD = Jumlah pemakaian bahan baku sesungguhnya. x = Jumlah pemakaian bahan baku.
x = Jumlah pemakaian rata - rata bahan baku. n = Periode pemakaian bahan baku.
commit to user
Keterangan Z yang ditetapkan dengan asumsi menggunakan standar deviasi yaitu sebesar 1,65.
D. Waktu Tunggu (Lead Time)
Agar proses produksi dalam suatu perusahaan dapat berjalan dengan lancar, maka perlu memperhatikan jangka waktu antara saat diadakannya pemesanan dengan saat datangnya barang - barang yang dipesan dan kemudian dimasukkan ke dalam gudang. Lamanya waktu antara mulai dilakukannya pemesanan barang - barang yang dipesan dinamakan Lead Time.
Faktor - faktor yang perlu diperhatikan dalam menentukan lead time yaitu : 1. Stock Out Stock
Stock Out Stock adalah Biaya - biaya yang terpaksa dikeluarkan karena keterlambatan datangnya bahan baku.
2. Ekstra Carrying Stock
Ekstra Carrying Stock adalah biaya - biaya yang terpaksa dikeluarkan karena bahan baku datangnya lebih awal.
E. Pemesanan Kembali (Re Order Point)
Titik dimana harus diadakan pesanan lagi sedemikian rupa sehingga kedatangan atau penerimaan material yang dipesan itu adalah tepat waktu dimana persediaan safety stock sama dengan nol.
Faktor - faktor yang harus diperhatikan dalam menentukan Re Order Point antara lain :
1. Penggunaan material selama tenggang waktu mendapatkan barang. 2. Besarnya safety stock.
commit to user
Dengan adanya Re Order Point kita dapat mengetahui kapan harus melakukan kembali pemesanan bahan baku, sehingga tidak terjadi keterlambatan kedatangan bahan baku dan proses produksi bias berjalan dengan lancer. Cara menentukan Re Order Point yaitu dengan menggunakan rumus :
commit to user BAB III PEMBAHASAN
A. Gambaran Umum Perusahaan 1. Sejerah Perkembangan Perusahaan
PT Iskandar Indah Printing Tekstile merupakan perusahaan manufacture textile yang mengelah bahan baku yang berupa benang menjadi kain mentah atau kain yang biasa disebut dengan kain grey yang kemudian dilanjutkan dengan proses produksi lagi hingga menjadi produk yang memiliki nilai ekonomis yang lebih tinggi yakni kain bercorak atau yang lebih dikenal dengan sebutan kain batik printing.
PT Iskandar Indah Printing Tekstile sendiri didirikan pada tanggal 23 Mei 1975. Pada awal berdirinya perusahaan berbentuk badan usaha CV (Commanditer Vennonschap) dengan nama CV. Iskandartex, berdasarkan akta pendirian perusahaan NO. 98 tanggal 23 Mei 1975. CV. Iskandartex baru memulai kegiatan operasionalnya satu tahun setelah pendirian perusahaan yakni pada tahun 1976. Modal awal perusahaan adalah 25 unit mesin tenun yang kemudian mengalami perkembangan hingga menjadi 77 mesin tenun pada tahun 1977. Dengan bertambahnya jumlah mesin maupun
commit to user
permintaan pasar akan kain tersebut, perusahaan mengalami perkembangan yang pesat sehingga perusahaan mampu mendatangkan mesin baru dari Taiwan yakni mesin kanji yang berfungsi untuk mengeringkan kain secara otomatis pada tahun 1980. Pada tahun yang sama pula perusahaan mampu memperluas bangunan pabrik dan menambah mesin tenun hingga menjdi 300 unit. Dengan perkembangan yang terjadi pada perusahaan yang terus menerus hingga pada akhir tahun 1993, perusahaan telah memiliki mesin tenun sebanyak 614 unit.
Melihat perkembangan yang terjadi pada perusahaan, maka pimpinan perusahaan mengambil kebijakan untuk mengubah bentuk perusahaannya dari yang semula CV (Commanditer Vennonschap) atau Perusahaan Komanditer menjadi PT (Perseroan Terbatas). Perubahan bentuk perusahaan ini terjadi dikarenakan pimpinan memiliki pemikiran bahwa perusahaan akan memliki lebih banyak peluang dalam pengembangan usaha perusahaan pada waktu yang akan datang. Perusahaan resmi menjadi PT. Iskandartex pada tanggal 2 Januari 1991 dengan nomor ijin usaha 199/II.16/PB/VIII/1991/PT. Pergantian nama juga terjadi pada bulan Februari 1996 menjadi PT Iskandar Indah Printing Tekstile.
2. Lokasi Perusahaan
PT. Iskandar Indah Printing Textile berdiri di atas lahan tanah seluas 3,5 hektar. Perusahaan ini tepatnya berada di jalan Pakel No. 11 RT 03 RW 07 Kelurahan Kerten Kecamatan Laweyan Surakarta. Lokasi ini tentu saja memberikan beberapa keuntungan bagi perusahaan antara lain :
commit to user
1) Memudahkan kebutuhan angkutan sehingga hal ini membuat biaya transportasi atau pengiriman barang lebih terjangkau.
2) Mudah untuk mendapatkan tenaga kerja karena lokasi perusahaan dekat dengan pemukiman penduduk.
3) Memudahkan pemasaran hasil produksi karena Solo merupakan kota perdagangan.
b. Dari segi sosial :
1) Membantu pemerintah untuk mengurangi pengangguran dengan menciptakan lapangan kerja bagi penduduk.
2) Membantu pemerintah untuk mengurangi pengangguran dengan menciptakan lapangan kerja bagi penduduk.
c. Dari segi teknis :
1) Mudah untuk pengadaan alat-alat, sparepart, mesin tenun, dan memperoleh ahli mesin atau montir.
3. Visi dan Misi a. Visi Perusahaan
1) Menjalankan usaha dalam bidang sandang, yang merupakan salah satu kebutuhan pokok manusia.
2) Sebagai perusahaan textile yang dapat memenuhi permintaan konsumen dengan meningkatkan kualitas dan kuantitas produksi. b. Misi Perusahaan
1) Memperoleh keuntungan bagi perusahaan, karyawan, dan konsumen agar tetap terjaga kelangsungan hidupnya.
commit to user
2) Membantu pemerintah dalam mengurangi jumlah pengangguran dengan membuka lapangan kerja.
3) Membantu dalam pengadaan sandang untuk memenuhi salah satu kebutuhan pokok manusia.
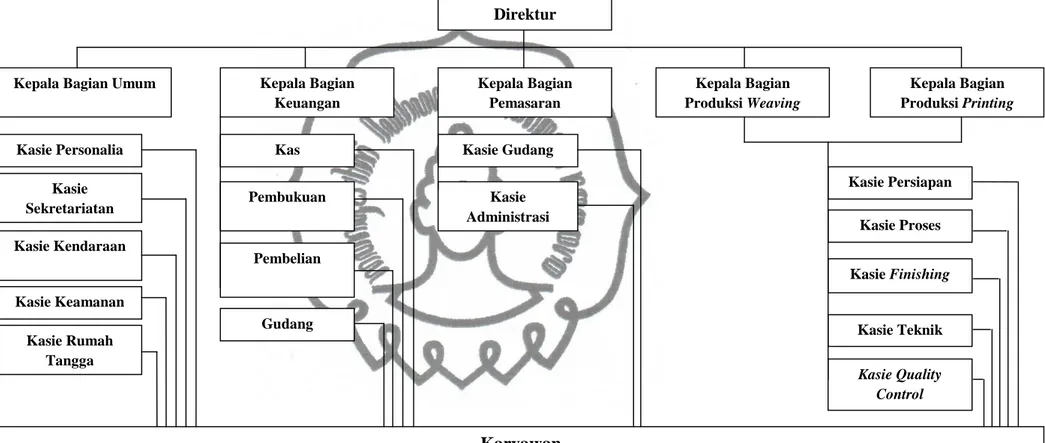
4. Struktur Organisasi Perusahaan
Struktur organisasi yang ada di PT. Iskandar Indah Printing Textile sangat penting diperlukan dalam perusahaan. Dari sini dapat dilihat hubungan - hubungan yang lebih spesifik dari susunan jabatan yang ada dalam perusahaan. Struktur organisasi harus jelas dan sistematis, karena hal ini merupakan salah satu persyaratan yang mendukung terciptanya suatu pengendalian intern yang baik, sehingga kesalahan dan bentuk kekurangan yang mungkin terjadi dapat ditemukan pada tahap ini dan segera dapat ditanggulangi dengan cepat. Struktur organisasi di PT. Iskandar Indah Printing Textile dapat digambarkan sebagai berikut :
commit to user
28
Gambar 3.1 Struktur Organisasi PT. Iskandar Indah Printing Textile Karyawan
Kepala Bagian Umum Kepala Bagian Keuangan Kepala Bagian Pemasaran Kepala Bagian Produksi Weaving Kepala Bagian Produksi Printing Kasie Personalia Kasie Sekretariatan Kasie Kendaraan Kasie Keamanan Kasie Rumah Tangga Kas Pembukuan Pembelian Gudang Kasie Quality Control Kasie Persiapan Kasie Proses Kasie Finishing Kasie Teknik Kasie Gudang Kasie Administrasi Direktur
commit to user 5. Deskripsi Jabatan
Deskripsi jabatan merupakan tugas dan tanggung jawab dari masing - masing unit yang ada didalam perusahaan. Jabatan pimpinan tertinggi dalam strutur organisasi PT Iskandar Indah Printing Tekstile dipegang oleh Direktur Utama. Deskripsi jabatan pada PT Iskandar Indah Printing Tekstil adalah sebagai berikut :
a. Direktur
Bertanggung jawab atas tugas - tugas sebagai berikut :
1) Bertanggung jawab atas pengembangan perusahaan secara keseluruhan.
2) Mengkoordinir dan memimpin rapat depertemen mengenai rencana - rencana penjualan, pembelian, produksi, keuangan, dan manajemen. 3) Menjaga dan mengembangkan hubungan - hubungan dengan supplier,
chanel pemasaran, badan-badan usaha, asosiasi, perbankan, investasi, dan lain-lain.
4) Menerima dan mempelajari laporan - laporan global mengenai produksi, keuangan, penjualan, dan umum.
5) Mendelegasikan wewenang pada manajer bawah dan mengawasi pelaksanaannya.
6) Mewakili perusahaan di dalam maupun di luar perusahaan. b. Kepala Bagian Umum
Bertugas dan bertanggung jawab pekerjaan yang berhubungan dengan personil, kebersihan dan Kendaraan serta melakukan koordinasi dengan
commit to user
semua kepala bagian tentang kebutuhan - kebutuhan pelayanan umum dan mendelegasikan tugas yang dikerjakan bagian bawahnya yaitu :
1) Kasie Personalia
Bertanggung jawab atas tugas - tugas sebagi berikut : a) Membuat daftar hadir dan administrasi kepegawaian.
b) Menentukan kriteria atau syarat-syarat masuk menjadi karyawan. c) Mengurusi kesejahteraan karyawan.
d) Bekerja sama dengan bagian produksi dalam pengadaan tenaga kerja karena dalam perusahaan tekstile bagian produksilah yang paling banyak dalam membutuhkan karyawan atau tenaga kerja. e) Mengarahkan, mengkoordinir dan mendelegasikan tugas kepada
bawahan.
f) Menyelesaikan persoalan yang berhubungan dengan perburuhan. 2) Kasie Sekretariatan
Bertanggung jawab atas tugas - tugas sebagai berikut : a) Menjalankan tugastugas yang diberikan oleh atasan.
b) Membantu penyelesaian pekerjaan - pekerjaan dari perusahaan. c) Mengkoordinir personil - personil serta pekerjaan yang
berhubungan dengan atasan. 3) Kasie Kendaraan
Bertanggung jawab atas tugas - tugas sebagai berikut :
a) Bertanggung jawab atas perawatan dan perbaikan kendaraan perusahaan.
commit to user
b) Bertugas menyiapkan kendaraan yang digunakan dalam kegiatan perusahaan.
4) Kasie Keamanan
Bertanggung jawab atas tugas - tugas sebagai berikut : a) Menjaga keamanan dan ketertiban perusahaan. b) Melayani tamu sebagai pos terdepan.
5) Kasie rumah tangga
Bertugas dan bertanggung jawab terhadap hal - hal yang bersifat kerumah tanggaan dalam perusahaan seperti perawatan taman, selokan dan lain sebagainya.
c. Kepala Bagian Keuangan
Kepala Bagian keuangan merupakan koordinator dari pengelolaan kegiatan yang berhubungan dengan finansial perusahaan dan mendelegasikan tugas yang dikerjakan bagian bawahannya yaitu :
1) Kas
Tugas dan tanggung jawabnya antara lain :
a) Membayar nota - nota biaya dan membayar hutang yang telah jatuh tempo.
b) Membayar gaji karyawan.
c) Menerima pembayaran piutang dan pembayaran atas penjualan tunai.
2) Pembukuan
Tugas dan tanggung jawabnya antara lain :
commit to user
b) Membuat jurnal dari setiap transaksi keuangan perusahaan. c) Melakukan pengecekan fisik aktiva perusahaan baik kas maupun
persediaan dengan bagian lain yang terkait. 3) Pembelian
Tugas dan tanggung jawabnya antara lain : a) Mencari dan menentukan supplier.
b) Melakukan pembelian yang baik untuk bahan baku maupun kebutuhan lain perusahaan.
c) Mengawasi barang yang dibeli sudah sesuai dengan pesanan baik secara kuantitas maupun kualitas.
4) Gudang
Tugas dan tanggung jawabnya antara lain :
a) Melakukan penyimpanan baik bahan baku maupun spare part. b) Membuat kartu persediaan.
c) Merawat baik bahan baku maupun spare part yang dimiliki perusahaan.
d) Membuat surat permintaan pembelian ke bagian pembelian jika bahan baku maupun spare part akan habis.
d. Kepala Bagian Pemasaran
Bertugas melakukan pekerjaan administrasi penjualan, mengatur dan membuat produk serta membuat permintaan produksi agar mencapai target penjualan, tugas ini didelegasikan bersama - sama dengan karyawan yang berkerja dibagian bawahannya yaitu :
commit to user
Bertanggung jawab atas tugas - tugas sebagai berikut :
a) Mengikuti pelaksanaan dari rencana pengadaan barang dan spare part.
b) Melakukan stock opname dengan bagian pembukuan setiap hari. c) Melakukan seleksi terhadap spare part bekas bersama dengan
bagian workshop.
d) Melakukan koreksi terhadap spare part yang hampir habis. e) Menyerahkan dokumen - dokumen administrasi ke bagian
pembelian, penjualan, keuangan dan pembukuan.
2. Kasie Administrasi
a) Mencatat seluruh peristiwa yang berhubungan dengan kegiatan perusahaan termasuk rencana dan pelaksanan kegiatan perusahaan.
b) Melakukan perencanaan, penyediaan, dan pengeluaran dana di perusahaan.
e. Kepala Bagian Produksi Weaving dan Kepala Bagian Produksi Printing Bertugas dan bertanggung jawab dalam pemilihan dan pemberian motif pada kain serta mengatur cara kerja karyawan agar efisien dalam penggunaan waktu, tempat, dan tenaga dalam bekerja dalam proses penenunan dari bahan baku benang menjadi kain grey. Tugas ini didelegasikan bersama - sama dengan karyawan yang bekerja dibagian bawahannya yaitu :
1. Kasie Persiapan
commit to user
a) Memilih dan menetapkan warna untuk kain yang akan dibuat. b) Membantu persiapan alat, bahan baku, dan bahan penolong yang
akan digunakan.
c) Menentukan takaran obat.
d) Mengatur dan mengawasi pelaksanaan kerja sekaligus memeriksa warna kain yang sudah selesai dibuat.
2. Kasie Proses
Tugas bagian proses :
a) Menyusun jadwal kerja pada bagian proses sesuai dengan rencana.
b) Membatu persiapan alat - alat kerja.
c) Mengatur dan mengawasi pelaksanaan kerja dibagian proses.
3. Kasie Finishing
Tugas bagian finishing :
a) Menyusun jadwal kerja pada bagian finishing sesuai dengan rencana.
b) Mengatur dan mengawasi pelaksanaan kerja di bagian printing. c) Menyiapkan laporan hasil produksi per hari tiap shift.
4. Kasie Teknik
Tugas bagian teknik :
a) Mengatur kerja perbaikan dan pemeliharaan peralatan - peralatan.
b) Mengatur dan mengawasi pelaksanaan kerja bagian maintenance.
commit to user
c) Bertanggung jawab atas kelancaran mesin produksi sehingga dapat digunakan dengan baik.
5. Kasie Quality Control
Tugas bagian Quality Control :
a) Melaksanakan pengontrolan kualitas terpadu dari bahan baku, bahan pembantu sampai dengan kain jadi.
b) Mempelajari laporan - laporan grafik hasil produksi, kegiatan montir, dan naik turun beam.
c) Melakukan koreksi atas pelaksanaan produksi bersama dengan bagian gudang, persiapan, proses, finishing, dan maintenance. f. Aspek Personalia Perusahaan
a. Jumlah Tenaga Kerja
Sistem ketenagakerjaan di PT. Iskandar Indah Printing Textile di bagi menjadi dua bagian, yaitu :
a) Bagian Produksi
Yaitu bagian yang bekerja di dapertemen unit weaving dan dapertemen unit printing serta bagian finishing.
b) Bagian non Produksi
Yaitu bagian yang bekerja sebagai karyawan kantor dan gudang.
Saat ini jumlah seluruh karyawan tenaga kerja di PT. Iskandar Indah Printing Textile berjumlah 963 orang dengan pembagian kerja sebagai berikut:
commit to user Tabel 3.1
Tenaga Kerja dan Pembagian Kerja Perusahaan Shift dan Bagian Jumlah karyawan
(orang) a. Day Shift 45 b. Shift 1) Operator RRT 52 168 2) Operator Picanol 112 3) Operator Toyoda 193 4) Pengisi Palet 40 5) Palet 65 6) Warping 40 7) Pengkanjian 65 8) Cucuk 55 9) Pengawasan Monitor 35 10) Pengawasan Umum 10 11) Bengkel 25 12) Listrik 15 13) Inspecting 35 14) Roll Kain 10 15) Finishing 20 16) Keamanaan 15 17) Transportasi 10 18) Umum 5 Jumlah 963
Sumber : PT. Iskandar Indah Printing Textile
Mesin - mesin produksi dijalankan selama 24 jam, kecuali pada waktu istirahat selama 1 jam mesin dimatikan secara total.
Sistem kerja karyawan dibagi menjadi dua bagian, yaitu : a) Day Shift : Masuk terus mulai dari pagi. b) Shift : Masuk pagi, siang, atau malam. Sistem kerja shift dibagi menjadi tiga bagian, yaitu :
a) Shift I atau disebut sebagai Group A masuk pagi. b) Shift II atau disebut sebagai Group B masuk siang.
commit to user
c) Shift III atau disebut sebagai Group C masuk siang.
Tiap - tiap shift dikepalai oleh kepala shift, pengawasan dan staf masing - masing bagian dan mendapatkan jam istirahan selama 1 jam yang diatur sedemikian rupa sehingga tidak terdapat waktu luang dan tidak mengganggu proses produksi.
Pembagian kerja pada PT. Iskandar Indah Printing Textile adalah sebagai berikut :
a) Group A : Pukul 07.00 WIB - 15.00 WIB dengan waktu istirahat mulai pukul 11.30 WIB - 12.30 WIB.
b) Group B : Pukul 15.00 WIB - 23.00 WIB dengan waktu istirahat muali pukul 18.45 WIB - 19.45 WIB.
c) Group C : Pukul 23.00 WIB - 07.00 WIB dengan waktu istirahat mulai pukul 02.00 WIB - 03.00 WIB.
Sistem pembagian kerja karyawan diatas hanya berlaku untuk karyawan bagian produksi dan teknik, sedangkan untuk karyawan bagian non produksi jam kerjanya 40 jam per minggu dengan sistem pembagian jam kerja mulai hari senin sampai hari Jum’at, mulai pukul 07.00 WIB - 16.00 WIB dengan istirahat muali pukul 11.45 WIB - 12.45 WIB dan untuk hari Sabtu masuk setengah hari mulai pukul 07.00 WIB - 12.00 WIB. Pergantian masuk kerja tiap bagian produksi setiap minggu sekali dan dimulai setiap hari senin.
2) Sistem Pemberian Upah
Sistem pemberian upah kepada karyawan yang diterapkan oleh PT. Iskandar Indah Printing Textile adalah sebagai berikut :
commit to user a) Sistem Upah Bulanan
Sistem ini diberlakukan untuk karyawan yang bekerja di bagian staf, kepala bagian atau mandor dengan penerima upah pada akhir bulan.
b) Sistem Upah Mingguan
Sistem ini diberlakukan untuk karyawan yang bekerja sebagai operator mesin produksi pada unit weaving, printing, dan finishing dengan menerima upah pada akhir minggu.
c) Sistem Upah Borongan
Sistem upah ini diberikan sesuai dengan jumlah pekerjaan yang telah diselesaikan, misalnya untuk bagian pengepakan dan pembungkusan. Selain itu, perusahaan juga memberikan sistem upah lembur yaitu upah yang diberikan di luar jam kerja.
Dengan perhitungan sebagai berikut :
Upah lembur mingguan : 150 persen dari gaji x hari lembur
Upah lembur bulanan :
3) Kesejahteraan Karyawan
Perusahaan memberikan beberapa fasilitas untuk menunjang kesejahteraan karyawan dan memberikan beberapa hak yang perlu diterima, antara lain :
a) Tunjangan Hari Raya (THR)
Yaitu tunjangan kesejahteraan yang diberikan setiap menjelang akhir tahun atau libur hari raya.
commit to user
b) Mengikutsertakan karyawan dalam Asuransi Sosial Tenaga Kerja (ASTEK).
c) Tunjangan kesejahteraan berupa pembayaran asuransi yang dibayarkan perusahaan kepada jasa asuransi.
d) Fasilitas pengobatan dan kesehatan. e) Cuti Hamil
Tunjangan kesejahteraan berupa upah sebesar 50 persen dari upah yang diberikan pada masa cuti hamil.
f) Fasilitas transportasi. g) Fasilitas Mushola.
h) Memberikan pakaian seragam atau dinas. i) Kegiatan berlibur yang diadakan setahun sekali. 6. Proses Produksi
Dalam proses produksinya PT Iskandar Indah Printing Tekstile menggunakan proses produksi pesanan. Proses produksi pada perusahaan ini melalui dua departemen produksi yakni departemen weaving dan departemen printing.
a. Bahan Baku
Bahan baku yang digunakan dalam proses produksi antara lain : 1) Departemen Weaving
a) Benang katun, yaitu benang yang berasal dari serat alami yakni kapas.
b) Benang royon, yaitu benang yang berasal dari serat buatan atau sintetik.
commit to user
Ukuran benang didefinisikan dengan penomoran 30s, 40s, dan seterusnya. Semakin besar nomor, semakin kecil ukuran benang yang dimaksud. Adapun fungsi benang jenis 30s sebagai benang pakan dan benang 40s sebagai benang lusi.
2) Departemen Printing
Dalam departemen ini bahan baku yang digunakan berupa kain mentah (grey) yang berasal dari departemen weaving.
b. Bahan Penolong
Bahan penolong yang digunakan sebagai penunjang proses produksi kain, antara lain :
1) Departemen Weaving
a) Cornstrat, berfungsi untuk memecahkan benang yang double. b) PVA, berfungsi untuk menguatkan benang dan merapikan bulu
benang.
c) Acrelic, berfungsi untuk menguatkan benang. d) Wex, berfungsi untuk menguatkan benang. 2) Departemen Printing
a) Naptol, doskol, reaktif, dan direk (untuk pewarna). b) Garam, sabun, kanji, minyak tanah, kaustik, atau soda.
c) Bisulfat, berfungsi untuk menghilangkan bau pewarna pada kain. d) SN, berfungsi untuk mengawetkan bahan agar tidak luntur. c. Mesin Produksi
Mesin - mesin yang digunakan adalah : 1) Mesin Warping
commit to user
Mesin warping adalah mesin yang digunakan untuk menggulung kembali benang dalam kons (untuk menggulung benang dalam bentuk kerucut) yang dimasukkan dalam gulungan besar yang biasa disebut boom.
2) Mesin Kelos
Mesin kelos adalah mesin yang digunakan untuk memproses kembali benang yang putus dari mesin warping sehingga benang dapat digunakan kembali.
3) Mesin Sizing
Mesin sizing adalah mesin yang digunakan untuk memproses bahan baku benang dengan cara melapisi benang hasil dari mesin warping dengan menggunakan bahan penolong yang berupa campuran dari bermacam-macam chemical.
4) Mesin Cucuk
Mesin cucuk adalah mesin yang digunakan untuk memproses benang lusi yang dimasukkan ke mata jarum agar bias dipilah - pilah untuk memudahkan proses tenun.
5) Mesin Winding
Mesin winding adalah mesin yang digunakan untuk bahan baku benang menjadi benang pakan.
6) Loom
Loom adalah mesin yang digunakan untuk memproses benang pakan dan benang lusi menjadi kain grey.
commit to user
Mesin folding adalah mesin yang digunakan untuk melipat kain tenun setelah dilakukan pemeriksaan.
8) Mesin Inspecting
Mesin inspecting adalah mesin yang digunakan untuk memeriksa kualitas kain dari mesin tenun.
9) Mesin Printing
Mesin printing adalah mesin yang digunakan dalam proses printing untuk memberi corak pada kain putih.
10) Mesin Diesel
Mesin diesel adalah mesin yang digunakan sebagai sumber tenaga selain listrik untuk menggerakkan mesin - mesin produksi.
11) Ketel Uap
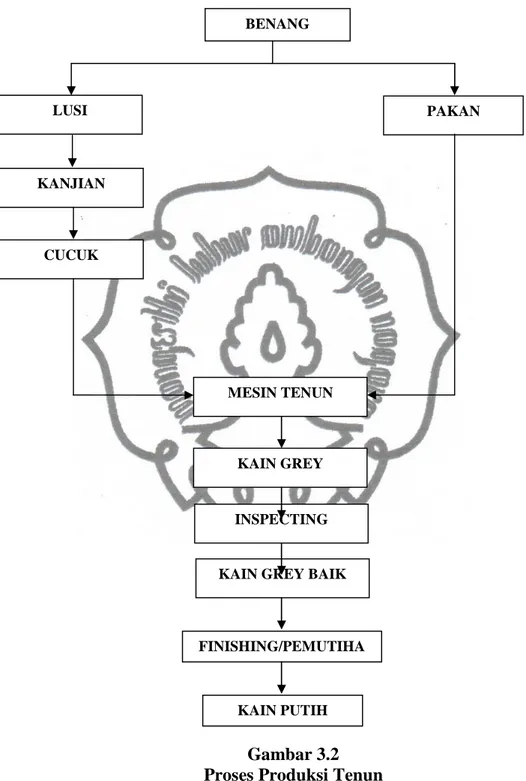
commit to user PROSES PRODUKSI
Gambar 3.2 Proses Produksi Tenun
Sumber : PT. Iskandar Indah Printing Textile d. Proses Produksi
Proses produksi PT. Iskandar Indah Printing Tekstile melalui departemen produksi, yaitu departemen weaving (departemen tenun) dan
BENANG LUSI KANJIAN CUCUK PAKAN MESIN TENUN KAIN GREY INSPECTING
KAIN GREY BAIK
FINISHING/PEMUTIHA
commit to user
departemen printing. Dalam departemen weaving menangani proses penenunan bahan baku benang menjadi kain grey. Sedangkan departemen printing menangani proses pemberian corak pada kain grey menjadi kain batik.
Dalam penulisan tugas akhir ini penulis hanya dapat menguraikan proses produksi pada satu departemen produksi saja yakni pada departemen weaving. Hal ini dikarenakan keterbatasan penulis menyingkapi kebijakan perusahaan dalam hal penelitian pada perusahaan sendiri.
Dalam proses produksi departemen weaving terdapat beberapa tahap produksi antara lain :
1) Tahap Persiapan
Dalam tahap persiapan terdapat lima proses pembuatan benang, yakni benang pakan dan benang lusi :
a) Pembuatan Benang Pakan
Benang pakan adalah benang yang menyilang dalam proses penenunan. Pertama benang dimasukkan ke dalam mesin kelos kemudian diteruskan ke mesin palet yang akan menggulung benang ke dalam kayu klinting. Setelah itu benang dipindahkan ke Bagian Tenun bersama dengan benang lusi.
b) Pembuatan Benang Lusi
Benang lusi adalah benang yang memanjang dalam proses penenunan. Pertama benang digulung ke dalam alat yang disebut Loon Wraping, kemudian diadakan penarikan benang yang
commit to user
disesuaikan dengan banyaknya benang pada lebar kain, setelah itu dilakukan proses pengkanjian dengan menggunakan mesin kanji dan proses pengeringan pada benang. Hal ini bertujuan untuk menghaluskan bulu, menghilangkan kotoran pada permukaan benang sehingga benang tidak mudah putus. Kemudian dimasukkan kedalam mesin cucuk.
2) Tahap Penenunan
Merupakan tahap penggabungan ke dua benang yang dibuat pada tahap persiapan yakni benang pakan dan benang lusi menjadi kain sesuai dengan rancangan yang telah ditentukan. Operator pada mesin tenun bertugas untuk mengawasi proses penenunan dan menyambung benang jika ada yang putus.
3) Tahap Penyelesaian
Merupakan tahap akhir produksi pada departemen weaving yang merupakan tahap penyempurnaan dari tehap-tahap sebelumnya Dalam tahap ini produk jadi masih berupa kain grey (kain mentah). Adapun langkah - langkah dalam tahap ini, meliputi :
a) Inspeksi
Inspeksi merupakan proses pemeriksaan kain dari mesin tenun apabila terdapat kain yang kualitasnya kurang sempurna atau dengan kata lain cacat dan masih dapat diperbaiki.
commit to user
Repairing merupakan langkah lanjutan dari inspeksi yang yang berupa langkah perbaikan terhadap kain yang terdapat cacat maupun yang double dan masih dapat diperbaiki.
c) Smashing
Smashing merupakan proses membersihkan sisa-sisa benang luar maupun kotoran yang masih terdapat pada kain.
d) Folding
Folding merupakan langkah akhir dari tahap penyelesaian yakni langkah melipat dan menghitung panjang kain.
e. Penetapan Standar Kualitas
Produk yang telah dihasilkan harus selalu diperiksa agar sesuai dengan standar - standar yang telah di tetapkan dan agar satuan - satuan kerusakan dapat disingkirkan. PT. Iskandar Indah Printing Textile telah menetapkan standar - standar kualitas bagi kain grey yang dihasilkan. Standar kualitas yang telah ditetapkan bertujuan untuk memenuhi kepuasan konsumen dan menjaga kepercayaan konsumen yang sangat berpengaruh besar terhadap citra perusahaan. Tingkat kerusakan yang ditetapkan pada setiap produksi kain grey maksimal sebesar 0,5 persen, kerusakan atau cacat kain yang terjadi antara lain :
1) Putus Lusi
Yaitu putusnya benang tenun yang arahnya memanjang pada kain tenun.
2) Putus Pakan
commit to user 3) Ganda Lusi
Yaitu terdapat dua atau lebih jumlah benang lusi yang menempel pada kain tenun.
4) Ganda Pakan
Yaitu terdapat dua atau lebih jumlah benang pakan yang menempel pada kain tenun.
5) Penenunan Loncat
Yaitu penenunan yang tidak beraturan. 6) Kotor Oli
Yaitu kain tenun terkena tumpahan oli dari mesin produksi. f. Bidang Pemasaran
1) Saluran Distribusi
Pada PT. Iskandar Indah Printing Textile saluran barang industri yang dipergunakan adalah :
a. Produsen - Distribusi Industri - Pemakaian Industri b. Produsen - Agen - Distributor Industri - Pemakai Industri 2) Daerah Pemasaran
Pada awal usaha ini dirintis dalam bentuk perusahaan perseorangan, pemasaran hasil produksinya masih di sekitar daerah Surakarta. Tetapi dengan semakin maju dan berkembangnya usaha maka pemasaran hasil produksinya turut berkembang hampir di seluruh kota - kota besar yang ada di Indonesia, antara lain : Surabaya, Bali, Jakarta, Medan, Semarang, Yogyakarta, Makasar, Pekalongan, Purwokerto dan Surakarta sendiri. Sedangkan untuk daerah pemasaran
commit to user
ekspor adalah Singapura, Timur Tengah, Brunei Darusalam, dan Negara Amerika Latin.
3) Jenis produk dalam pemasaran
Untuk produk kain yang di ekspor sudah dalam bentuk barang jadi yang berupa barang jadi, sedangkan produk yang dijual di dalam negeri (lokal) dijual dalam bentuk kain grey dan kain batik.
B. Laporan Magang Kerja 1. Pengertian Magang Kerja
Magang Kerja adalah suatu kegiatan pembelajaran secara langsung atau praktek kerja yang dilakukan untuk membandingkan teori yang telah diperoleh di bangku kuliah dengan kenyataan yang terjadi di lapangan. Magang wajib dilaksanakan oleh mahasiswa Fakultas Ekonomi Universitas Sebelas Maret Surakarta Program Diploma III Jurusan Manajemen Bisnis semester akhir yang akan mengambil Tugas Akhir, Waktu pelaksanaan magang kurang lebih satu bulan. Perusahaan yang menjadi tujuan magang yaitu perusahaan yang bersifat industri atau produksi. Dengan adanya magang diharapkan mahasiswa mampu menerapkan ilmu yang telah didapat pada perusahaan tempat ia magang dan bertujuan untuk meningkatkan kualitas pendidikan mahasiswa sehingga setelah lulus dari bangku kuliah mahasiswa dapat beradaptasi di dunia kerja.
2. Tujuan Magang Kerja
Membandingkan ilmu - ilmu yang diperoleh di bangku perkuliahan dengan pengamatan langsung di PT. Iskandar Indah Printing Textile, antar lain :
commit to user
a. Mahasiswa mendapat pengalaman langsung dan pengetahuan tentang berbagai aktivitas didalam dunia kerja.
b. Melatih mahasiswa untuk bekerja sebelum masuk dalam dunia kerja yang sebenarnya.
c. Memperdalam pengetahuan di bidang industry.
d. Belajar berkomunikasi dan beradaptasi di lingkungan magang kerja dengan para karyawan dari berbagai golongan.
e. Setelah lulus mahasiswa diharapkan mampu mengatasi permasalahan - permasalahan di dunia kerja.
3. Manfaat Magang Kerja
Magng kerja diharapkan dapat memberi manfaat bagi berbagai pihak, antara lain :
a. Bagi Mahasiwa
1) Dapat mengetahui secara jelas dan langsung bagaimana proses produksi dan aktivitas lain dalam suatu proses produksi di objek penelitian.
2) Dapat mengetahui dan memahami permasalahan yang timbul serta melatih sikap, mental untuk menghadapi permasalahan dan mencari solusinya.
3) Memberi pengalaman dan keterampilan pada mahasiswa dalam memasuki dunia kerja.
b. Bagi Perguruan Tinggi
1) Terjalinnya hubungan kerja sama yang lebih baik dengan perusahaan yang ditempati untuk magang kerja.