BAB I PENDAHULUAN
Kerja praktek merupakan salah satu mata kuliah yang harus diambil mahasiswa Sekolah Tinggi Teknologi Bandung pada semester VII. Kerja praktek dilaksanakan di sebuah perusahaan dengan ketentuan yang telah ditetapkan perusahaan dan mahasiswa.
Pada BAB ini akan dibahas mengenai Latar Belakang, Tujuan, Pelaksanaan Kerja Praktek.
1.1 Latar Belakang
Indonesia dikenal dengan sebutan negara agraris. Kekayaan alam yang sangat melimpah banyak dimanfaatkan oleh masyarakat Indonesia sebagai mata pencaharian tetap.salah satu profesi andalan di Nusantara ini adalah dengan bercocok tanam. Untuk menghasilkan produk dengan kualitas terbaik dan mempunyai nilai jual mancanegara,para petani memberi pupuk kualitas terbaik untuk tanaman-tanaman yang mereka tanam.
Pemerintah dalam hal ini sebagai pihak yang berfungsi menjamin kesejahteraan masyarakat Indonesia harus mendukung terwujudnya kualitas tanaman yang unggul oleh petani. Oleh karena itu, pada tanggal 24 Desember 1959 Pemerintah Mendirikan PT Pupuk Indonesia, PT Pupuk Indonesia (Persero) adalah Badan Usaha Milik Negara (BUMN) yang dahulu dikenal dengan nama PT Pupuk Sriwidjaja (Persero) atau PUSRI (Persero) sebagai produsen pupuk urea pertama di Indonesia.
Sejarah PT Pupuk Indonesia (Persero) atau PT Pupuk Indonesia Holding Company disingkat PIHC, yang terbentang selama lebih dari lima dekade terbagi menjadi dua fase utama.
Fase pertama yang masih bernama PT Pupuk Sriwidjaja adalah sebagai unit usaha yang berdiri sendiri dari kurun tahun 1959 hingga 1997.
Fase kedua ditandai dengan Peraturan Pemerintah (PP) nomor 28 tanggal 7 Agustus 1997 yang menunjuk PT Pupuk Sriwidjaja (Persero) sebagai induk perusahaan (Holding Company).
Salah satu anak Perusahaan yang menyuplai kebutuhan pupuk di Nusantara ini khususnya daerah Jawa Barat sebagai letak Lumbung Padi
Nasional negara Indonesia adalah PT Pupuk Kujang Cikampek. PT Pupuk Kujang Cikampek didirikan pada tanggal 9 Juni 1975 guna mencapai kebutuhan pupuk bersubsidi pemerintah dengan produksi utamanya adalah Urea, Ammonia, Utility dan NPK.PT Pupuk Kujang pada tanggal 2009 mulai memproduksi pupuk NPK dengan kapasitas mencapai 100.000ton/tahun. Alasan diproduksinya pupuk NPK ini adalah karena permintaan masyarakat yang sangat tinggi akan pupuk NPK.Pupuk NPK sendiri adalah pupuk majemuk yang dapat memenuhi kebutuhan tanaman dengan kandungan unsur mikro dan makro yang seimbang serta lengkap. Tergolong masih baru,unit produksi NPK Granular I pun masih butuh banyak pengembangan agar kapasitas produksinya meningkat dan kualitasnya terjamin.
Dengan memperhatikan permasalahan dalam bidang alokasi fasilitas perusahaan dalam berproduksi,terdapat beraneka ragam item yang harus mendapat perhatian khusus,karena mempunyai dampak luas bagi keseluruhan sistem produksi.Juga sistem perancangan tata letak pabrik yang masih perlu banyak perubahan agar dengan input produksi yang minimal menghasilkan output produksi yang maksimal.
Maka dari itu dipilih PT. Pupuk Kujang sebagai tempat kerja praktek. Dimana PT. Pupuk Kujang khususnya unit produksi NPK . Berkaitan dengan judul ANALISIS PENYEBAB PRODUCTION LOSSES REPORT DAN PERANCANGAN TATA LETAK PABRIK UNIT PRODUKSI NPK GRANULAR I PUPUK KUJANG kami berharap dengan kerja praktek ini bisa mendapatkan ilmu dan pengalaman dari PT. Pupuk Kujang secara nyata terutama pada bagian sistem Produksi.
1.2 Tujuan
Dengan kerja praktek mahasiswa diberikan kesempatan untuk dapat mengambil pengetahuan di industri secara nyata, disamping ilmu yang diperoleh di bangku kuliah.
Tujuan yang ingin dicapai adalah dapat mengidentifikasi permasalahan produksi dalam suatu sistem dengan membuat trend pada laporan yang ada serta memecahkan permasalahan produksi khususnya melalui perbaikan perancangan tata letak pabrik.
1.3 Metode Pengumpulan Data
Metode pengumpulan data dalam penulisan laporan ini adalah.
1. Observasi, dimaksudkan malakukan pengamatan dan pencatatan langsung pada objek penelitian.
2. Wawancara, melakukan tanya jawab dengan sub unit mengenai masalah yang sedang di teliti.
3. Study Pustaka, mencari data-data lain dari buku, catatan, arsip, diktat, maupunbuku paket.
1.4 Waktu Dan Tempat
Kegiatan kerja praktek ini dilaksanakan mulai tanggal 25 Agustus 2015 sampai dengan tanggal 25 September 2015. Bertempat di PT. Pupuk Kujang, Desa Dawuan, Kecamatan Cikampek.
1.5 Batasan Masalah
Pada penulisan laporan kerja praktek ini, ruang lingkup permasalahan yang akan ditinjau adalah yang berkaitan dengan sistem produksi yang berada di PT Pupuk Kujang unit produksi NPK Granular I, antara lain.
1. Data Kebutuhan yang digunakan untuk menganalisa Production Losses Report adalah laporan produksi bulanan dari bulan Januari 2015 sampai Agustus 2015 dengan toleransi losses 2,5%.
2. Produksi yang dihitung belum termasuk on-specification ataupun off-spec
3. Production losses harus <= 2,5% sebagaimana telah ditetapkan pihak manajemen
4. Penelitian berfokus pada pembuatan trend laporan produksi selama 6 bulan ke belakang di unit produksi NPK Granular I.
1.6 Sistematika Laporan
Sebagai gambaran tentang isi dari penulisan laporan kerja praktek ini, yang disesuaikan dengan kaidah karya tulis yang baku , sehingga sistematisnya sebagai
berikut.
Pada bab ini diuraikan latar belakang,perumusan masalah,tujuan penelitian,pembatasan masalah dan asumsi,metode pengumpulan data dan sistematika penulisan
BAB II TINJAUAN PUSTAKA
Pada bab ini akan menjelaskan mengenai tinjauan pustaka yang akan dijadikan referensi atau acuan dalam penyusunan Laporan Kerja Praktek di PT.Pupuk Kujang Cikampek Indonesia.
BAB III TINJAUAN SISTEM
Berisi sejarah singkat, visi, misi, slogan dan logo dari PT Pupuk Kujang Cikampek, struktur organisasi perusahaan, unit-unit produksi serta gambaran umum dari proses produksi oleh PT Pupuk Kujang Cikampek
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tentang pengumpulan data dan pengolahan data yang digunakan untuk memecahkan permasalahan yang sedang dihadapi. BAB VI ANALISIS DAN INTERPRETASI HASIL
Bab ini berisi analisis dari hasil pengolahan data. Selain itu rekomendasi yang diberikan oleh penulis dari permasalahan yang ada sesuau dengan data yang telah diolah.
BAB VII PENUTUP
Bab ini berisi tentang kesimpulan mengenai hasil dari kegiatan penelitian yang telah dilakukan dan saran yang dapat dijadikan usulan agar lebih baik dalam pengembangan penelitian selanjutnya.
BAB II
TINJAUAN PUSTAKA 2.1 Pengertian Tata Letak Pabrik
Tata letak pabrik adalah suatu rancangan, fasilitas, menganalisis, membentuk konsep, dan mewujudkan sistem pembuatan barang atau jasa. Rancangan ini pada umumnya digambarkan sebagai rancangan lantai, yaitu
satu susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk mengoptimalkan hubungan antara petugas pelaksana, aliran barang, aliran informasi, dan tata cara yang diperlukan untuk mencapai tujuan usaha secara ekonomis dan aman (Apple, tahun 1990: 2). Tata letak pabrik juga merupakan salah satu bagian terbesar dari suatu studi perancangan fasilitas (Facilities design). Facilities design sendiri terdiri dari pelokasian pabrik
(plant location) dan perancangan gedung (building design) dimana
sebagaimana diketahui bahwa antara tata letak pabrik (plant layout) dengan penangan material (material handling) saling berkaitan erat (Fred E. Meyers, tahun1993: 1)
Penyusunan tata letak yang baik dapat memperlihatkan suatu penyusunan daerah kerja yang paling ekonomis untukdijalankan, disamping iitu akan menjamin keamanan dan kepuasan kerja dari pegawai. Prestasi kerja dapat meningkat bila penyusun tata letak pabrik dilakukan dengan baik dan aktif. 2.2 Latar belakang perlunya tata letak pabrik
Dalam suatu pabrik banyak dijumpai berbagai macam fasilitas produksi agar suatu kegiatan operasional produksi dapat berjalan dengan lancar, baik berupa mesin, peralatan produksi, pekerja dan fasilitas penunjang lainnya yang harus disediakan dan ditempatkan pada tempat masing-masing agar berfungsi secara optima. Perancangan tata letak pabrik akan senantiasa diperlukanoleh perusahaan, selain alasan tersebut diatas beberapa alasan lain adalah sebagai berikut (Wignjoesoebroto, tahun 1990: 65)
1. Adanya perubahan rancangan produk yang mencolok dari produk lama, dikarenakan rancangan produk lama sudah tidak diminati oleh pasar. 2. Adanya produk baru
Penambahan produk baru yang aka diproduksi, akan mengakibatkan perubahan pada tata letak pabrik
3. Adanya perubahan kapasitas produksi yang besar
Meningkatnya jumlah permintaan barang akan berpengaruh terhadap tata letak pabrik, oleh karena itu perlu dievakuasi kembali secara cepat, karena dimungkinkan adanya penambahan jumlah mesin baik baru maupun lama.
Jika dalam suatu pabrik sering terjadi kecelakaan kerja, maka layout perlu ditinjau kembali agar keselamatan kerja dan keamanan dapat terjamin.
5. Lingkungan kerja yang tidak memuaskan atau sehat
Kondisi kerja yang bising, kotor ataupun suhu udara yang terlalu panas atau dingin dalam pabrik sangat mempengaruhi kerja daripada karyawan. Hal ini dapat diselesaikan dengan tata letak pabrik yang baik. 6. Pemindahan tempat perusahaan atau konsentrasi terhadap pasar
Pindahanya tempat pasar akan mengakibatkan pindahnya tempat perusahaan dan ini pun menyebabkan berubahnya tata letak pabrik, untuk menghemat biaya pengiriman barang ke konsumen.
7. Penghematan biaya
Dengan menggunakan tata letak pabrik yang baik, proses produksi akan berjalan secara efektif dan efisien. Hal tersebut menghemat waktu, biaya pemindahan material, dan menekan biaya penyimpanan yang dikeluarkan oleh perusahaan.
2.3 Tujuan Perancangan Tata Letak Pabrik
Pada dasarnya tujuan utama perancangan tata letak adalah optimasi
pengaturan fasilitas-fasilitas operasi sehingga nilai yang diciptakan oleh sebuah sistem akan menjadi maksimal. Adapun secara rinci tujuan perancangan tata letak diantaranya adalah sebagai berikut (Purnomo, 2004). 1. Memanfaatkan area yang ada.
Perancangan tata letak yang optimal akan memberikan solusi dalam penghematan penggunaan area yang ada, baik untuk area produksi, gudang, dan departemen lainya.
2. Menyederhanakan atau meminimumkan pemindahan bahan (material handling).
3. Mempersingkat proses manufaktur
Dengan memperpendek jarak antara operasi satu dengan operasi berikutnya, dengan demikian total waktu produksi juga dapat dipersingkat. 4. Mengurangi waktu tunggu dan mengurangi kemacetan.
Waktu tunggu dalam proses produksi yang berlebihan akan dapat dikurangi dengan pengaturan tata letak yang terkoordinasi dengan baik. 5. Mengurangi persediaan setengah jadi.
Persedian barang setengah jadi terjadi karena belum selesainya proses produksi dari produk yang bersangkutan. Persediaan barang setengah jadi yang tinggi tidak menguntungkan perusahaan karena dana yang tertanam tersebut sangat besar.
6. Memelihara pemakaian tenaga kerja seefektif mungkin.
Tata letak pabrik yang tidak baik akan memboroskan sejumlah tenaga kerja yang ada dan sebaliknya tata letak yang baik akan meningkatkan efektifitas kerja yang ada.
Beberapa usaha yang dilakukan sebagai berikut:
a. Mengurangi handling bahan-bahan yang dilakukan secara manual sampai seminimal mungkin.
b. Mengurangi faktor-faktor yang mengakibatkan buruh banyak berjalanjalan di dalam pabrik.
c. Membuat keselarasan antara mesin-mesin sehingga baik mesin maupun operator tidak menganggur.
d. Memberikan pengawasan seefektif mungkin.
7. Menciptakan suasana kerja yang memberikan kenyamanan, kemudahan, dan keselamatan karyawan selama bekerja. Untuk mencapai hal ini perlu diperhatikan seperti penerangan, suhu, fentilasi, alat pembuangan uap air dan keselamatan kerja.
2.4 Prinsip-Prinsip Dasar dalam Perencanaan Tata Letak Pabrik
Dalam perencanaan dan pengaturan tata letak pabrik, terdapat enam prinsip dasar yang perlu diperhatikan (Muther, R., 1955), antara lain:
1. Prinsip integrasi secara total
“That layout is best which integrates the men, material, machinery supporting activities, and any other considerations in way that result in
the best compromise.”
Prinsip ini menyatakan bahwa tata letak pabrik adalah merupakan integrasi secara total dari seluruh elemen produksi yang ada menjadi satu unit operasi yang besar.
2. Prinsip jarak perpindahan bahan yang paling minimal
”Other things being equal, that layout is best permits the materials to
Hampir semua proses yang terjadi dalam suatu industri mancakup beberapa gerakan perpindahan dari material, yang tidak bisa dihindari secara keseluruhan. Dalam proses pemindahan bahan dari satu operasi ke operasi lain, waktu dapat dihemat dengan cara mengurangi perpindahan jarak tersebut. Hal ini dapat dilaksanakan dengan menerapkan operasi yang berikutnya sedekat mungkin dengan operasi sebelumnya.
3. Prinsip aliran suatu proses kerja
”Other things being equal, than layout is best that arranges the work
area for each operations or process in the same order or sequence that
forms, treats, or assembles the materials.”
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik (back tracking), gerak memotong (cross movement), kemacetan
(congestion) dan sedapat mungkin material bergerak terus tanpa ada
interupsi. Ide dasar dari prinsip aliran konstan dengan minimum interupsi, kesimpangsiuran dan kemacetan.
4. Prinsip pemanfaatan ruangan
”Economy is obtained by using effectively all available space-both vertical and horizontal.”
Makna dasar tata letak adalah suatu pengaturan ruangan yang akan dipakai oleh manusia, bahan baku, dan peralatan penunjang proses produksi lainnya, yang memilki tiga dimensi yaitu aspek volume (cubic space), dan bukan hanya sekedar aspek luas (floor space). Dengan demikian, dalam perencanaan tata letak, faktor dimensi ruangan ini juga perlu diperhatikan.
5. Prinsip kepuasan dan keselamatan kerja
”Other things being equal, that layout is best which makes works satisfying and safe for workers.”
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap sebagai dasar utama untuk mencapai tujuan. Dengan membuat suasana kerja menyenangkan dan memuaskan, maka secara otomatis akan banyak keuntungan yang bisa kita peroleh. Selanjutnya,
keselamatan kerja juga merupakan faktor utama yang harus diperhatikan dalam perencanaan tata letak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak menjamin atau bahkan justru membahayakan keselamatan orang yang bekerja di dalamnya.
6. Prinsip fleksibilitas
”Other things being equal, that layout is best that can be adjusted and
rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi, dan transportasi bergerak dengan cepat, yang mana hal ini akan mengakibatkan dunia industri harus ikut berpacu mengimbanginya. Untuk ini, kondisi ekonomi akan bisa tercapai apabila tata letak yang ada telah direncanakan cukup fleksibel untuk diadakan penyesuaian / pengaturan kembali (relayout) dengan cepat dan biaya yang relatif murah.
2.5 Ruang lingkup perancangan Tata letak Pabrik
Pekerjaa perancangan tata letak seringkali hanya berhubungan dengan perancangan yang cermat dan terperinci tentang susunan peralatan produksi. Padahal perencanaan demikian hanya merupakan salah satu tahap saja dari suatu rangkaian kegiatan yang sangat luas yang saling berhubungan dan yang secara keseluruhan membentuk kegiatan perancangan tata letak pabrik.
Ruang lingkup pekerjaan perancangan tata letak pabrik mencakup satu kajian yang cermat paling tidak dari bidang-bidang berikut (Apple, tahun 1990: 3) :
1. Pengangkutan 10. Pergudangan 2. Penerimaan 11. Pengiriman 3. Gudang bahan baku 12. Perkantoran
4. Produksi 13. Fasilitas
5. Perakitan 14. Bangunan
6. Pengemasan dan Pengepakan 15. Bangunan 7. Pemindahan Barang 16. Lokasi 8. Pelayanan Pegawai 17. Keamanan 9. Kegiatan produksi penunjang 18. Buangan 2.6 Jenis-Jenis Tata Letak Pabrik
Dilihat dari pengurutan mesin-mesin dan peralatan, bentuk tata letak pabrik ini dibagi dalam empat macam (Wignjoesoebroto, tahun 1990: 110) :
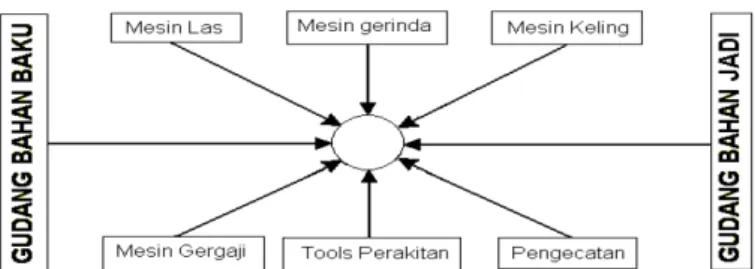
1) Proses tata letak
Penyusunan tata letak pabrik tipe ini adalah berdasarkan proses pengerjaan yang sama, dimana mesin-mesin atau peralatan yang sama terletak pada suatu daerah, misalnya mesin bor dipasang pada antar ruang tersebut. Demikian juga dengan mesin-mesin dan peralatan lainnya.
Gambar 2.1 Proses Layout
NO. KEUNTUNGAN NO. KEKURANGAN
1 2 3 4 5 6 Meningkatkan penggunaan mesin
Alat serbaguna dapat digunakan
Fleksibilitas dan pelokasia personel dan peralatan
Kebutuhan material handling mesin
Sejenis dikurangi
Penyebaran tugas tiap-tiap personel supervisi khusus
1 2 3 4 5 Meningkatkan kebutuhan
material handling mesin yang
berbeda
Kontrol produksi yang lebih rumit
Meningkatkan jumlah barang yang dalam pengerjaan Jalur produksi yang lebih panjang
Membutuhkan skill yang tinggi untuk menangani pekerjaan yang
dimungkinkan beragam
Tabel 2.1 Keuntungan dan Kekurangan Proses Layout
2) Fixed TataLetak
Penyusunan pabrik tipe ini adalah berdasarkan tempat, dimana produk yang dikerjakan tetap tinggal pada tempatnya, dengan demikian semua fasilitas yang diperlukan seperti manusia, mesin-mesin atau peralatan dan bahan bergerak menuju produk, misalnya pembuatan kapal.
Gambar 2.2 : Fixed Layout
NO KEUNTUNGAN NO KEKURANGAN 1 2 3 4 5
Pergerakan bahan baku dikurangi
Sangat fleksibel dalam mengakomodasi perubahan
product design, product mix
dan product volume
Nilai tambah yang tinggi akan hasil dan kualitas kerja oleh tiap personel yang menyelesaikan pekerjaannya Menyediakan kesempatan pekerjaan yang bervariasi Kesinambungan proses pengerjaan 1 2 3 4 5 6
Operator dan Peralatan yang bergerak akan meningkat
Membutuhkan Skill operator yang sangat tinggi
Membutuhkan general supervision
Membutuhkan pengendalian tertutup dan koordinasi dengan penjadwalan produksi
Membutuhkan area yang luas Duplikasi penggunaan peralatan
Tabel 2.2 Keuntungan dan Kekurangan Fix Layout 3) Produk tata letak
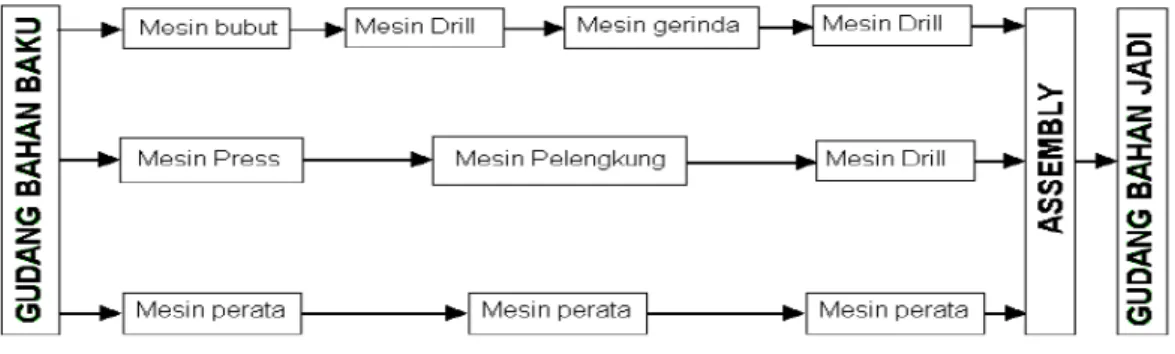
Penyusunan pabrik tipe ini adalah berdasarkan urutan proses produksi, dimana mesin-mesin atau peralatan disusun menurut urutan proses, dengan demikian suatu pengerjaan akan diikuti oleh pengerjaan berikutnya, sesuai dengan urutan-urutan prosesnya.
Gambar 2.3 Product Layout NO KEUNTUNGAN NO KEKURANGAN 1 2 3 4 5 6 7
Aliran produk lebih lancar dan sederhana
Persediaan barang dalam proses cukup kecil
Total produksi part per unit kecil
Pengurangan material handling
Tidak membutuhkan skill
tinggi dari operator
Pengendalian produksi lebih sederhan Penggunaan mesin serbaguna dimungkinkan 1 2 3 4 5
Investasi awal yang cukup tinggi
Product design berubah
dikarenakan layout menjadi mutlak
Dibutuhkan General Supervision
Mesin macet dapat menghentikan jalur produksi
Stasiun yang lambat
menyebabkan penumpukan part
Tabel 2.3 Keuntungan dan Kekurangan Product Layout
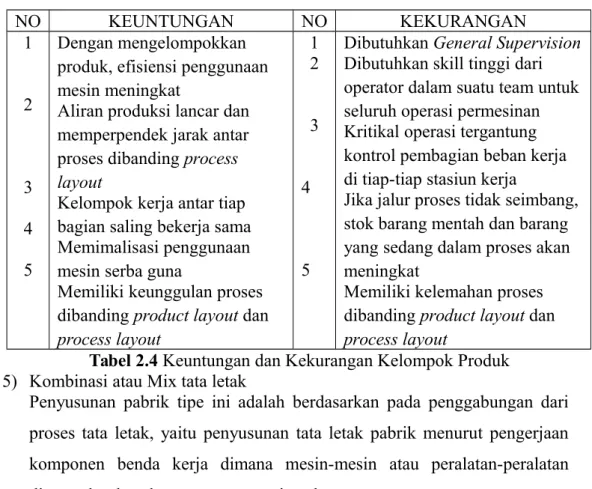
4) Tata letak kelompok produk
Tata letak tipe ini didasarkan pada pengelompokkan produk atau komponen yang dibuat. Produk-produk yang tidak identik dikelompokkan berdasarkan langkah-langkah pemrosesan, bentuk, mesin atau peralatan yang dipakai. Pada tipe ini pula, mesin-mesin atau fasilitas produksi akan dikelompokkan dan ditempatkan dalam sebuah manufacturing cell.
Gambar 2.4 : Kelompok Produk NO KEUNTUNGAN NO KEKURANGAN 1 2 3 4 5 Dengan mengelompokkan produk, efisiensi penggunaan mesin meningkat
Aliran produksi lancar dan memperpendek jarak antar proses dibanding process layout
Kelompok kerja antar tiap bagian saling bekerja sama Memimalisasi penggunaan mesin serba guna
Memiliki keunggulan proses dibanding product layout dan
process layout 1 2 3 4 5
Dibutuhkan General Supervision
Dibutuhkan skill tinggi dari operator dalam suatu team untuk seluruh operasi permesinan Kritikal operasi tergantung kontrol pembagian beban kerja di tiap-tiap stasiun kerja
Jika jalur proses tidak seimbang, stok barang mentah dan barang yang sedang dalam proses akan meningkat
Memiliki kelemahan proses dibanding product layout dan
process layout
Tabel 2.4 Keuntungan dan Kekurangan Kelompok Produk 5) Kombinasi atau Mix tata letak
Penyusunan pabrik tipe ini adalah berdasarkan pada penggabungan dari proses tata letak, yaitu penyusunan tata letak pabrik menurut pengerjaan komponen benda kerja dimana mesin-mesin atau peralatan-peralatan disusun berdasarkan urutan pengerjaan komponen tertentu.
Gambar 2.5 Kombinasi Lay Out
2.7 Perencanaan Tata Letak Secara Sistematis
Suatu pendekatan sistematis dan terorganisir untuk perencanaan tata letak pabrik lebih diintroduksikan oleh Richard Muther (1973) yang dikenal dengan
Systematic Layout Planning (SLP). Pendekatan ini banyak digunakan untuk berbagai macam persoalan meliputi antar lain problem produksi, transportasi, pergudangan, supporting services dan aktifitas-aktifitas yang dijumpai dalam perkantoran (office layout). Gambar berikut ini akan menjelaskan prosedur peaksanaan SLP (James A. Tompkins, tahun 1996 : hal 295)
Diagram 2.1 Prosedur untuk merencanakan Systematic Layout Planning
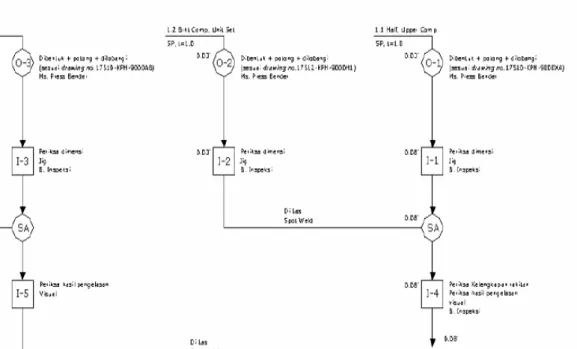
2.7.1 Operation Process Chart
Operation Process Chart (OPC) bertujuan untuk menentukan
langkah-langkah pekerjaan dari komponen part atau memetakan proses dan inspeksi dari komponen. Pada pembuatan peta proses operasi ini garis vertikal akan menggambarkan aliran umum dari proses yang dilaksanakan, sedangkan garis horisontal yang menuju kearah garis vertikal akan menujukkan adanya materialyang akan bergabung dengan komponen yang akan dibuat.
Beberapa keuntungan dan kegunaan dari Operation Process Chart ini adalah (Apple, tahun 1990: 140) :
1. Menunjukkan operasi yang harus dilakukan untuk tiap komponen 2. Menunjukkan urutan operasi untuk tiap komponen
3. Menunjukkan urutan pabrikasi dan rakitan untuk tiap komponen 4. Menunjukkan hubungan antar komponen
5. Membedakan antara komponen yang dibuat dengan dibeli.
Untuk lebih jelasnya berikut adalah contoh dari Operation Process Chart
Diagram 2.2 Contoh Operation Process Chart
Seperti yang telah diuraikan diatas maka dalam peta proses operasi yang cacat hanyalah kegiatan-kegiatan operasi dan pemeriksaan atau inspeksi saja.kadang-kadang pada akhir proses bisa ditambahkan tentang penyimpanan (Storage). Dengan adanya informasi-informasi yang bisa dicatat melalui peta proses operasi, banyak manfaat yang bisa diperoleh yaitu (Apple, tahun 1990: 148):
1. Data kebutuhan jenis proses operasi atau inspeksi, macam dan spesifikasi mesin atau fasilitas produksi, serta urutan-urutan prosesnya 2. Data kebutuhan bahan baku dengan memperhitungkan efisiensipada
setiap elemen operasi kerja atas inspeksi
3. Pola tata letak fasilitas operasi aliran pemindahan bahannya
4. Alternatif-alternatif perbaikan prosedur dan tata kerja yang sedang dipakai.
Syarat yang harus dipenuhi dalam pembuatan OPC ini adalah sebagai berikut :
2. Tidak boleh lupa
Semua langkah dan syarat pengerjaan harus dipenuhi karena OPC ini mempengaruhi pengerjaan konsep selanjutnya.
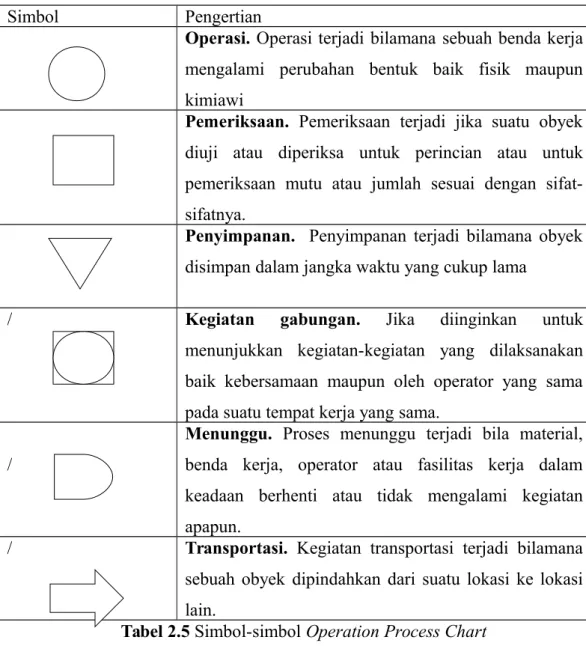
Simbol Pengertian
Operasi. Operasi terjadi bilamana sebuah benda kerja mengalami perubahan bentuk baik fisik maupun kimiawi
Pemeriksaan. Pemeriksaan terjadi jika suatu obyek diuji atau diperiksa untuk perincian atau untuk pemeriksaan mutu atau jumlah sesuai dengan sifat-sifatnya.
Penyimpanan. Penyimpanan terjadi bilamana obyek disimpan dalam jangka waktu yang cukup lama
/ Kegiatan gabungan. Jika diinginkan untuk
menunjukkan kegiatan-kegiatan yang dilaksanakan baik kebersamaan maupun oleh operator yang sama pada suatu tempat kerja yang sama.
/
Menunggu. Proses menunggu terjadi bila material, benda kerja, operator atau fasilitas kerja dalam keadaan berhenti atau tidak mengalami kegiatan apapun.
/ Transportasi. Kegiatan transportasi terjadi bilamana sebuah obyek dipindahkan dari suatu lokasi ke lokasi lain.
Tabel 2.5 Simbol-simbol Operation Process Chart
2.7.2Routing sheet
Routing sheet atau lembar pengurutan merupakan langkah-langkah yang
dicakup dalam memproduksi komponen tertentu dan rincian yang perlu diketahui dari hal-hal yang saling berkaitan satu sama lain. Sebuah routing sheet menujukan secara detail mengenai operasi yang dibutuhkan untuk sebuah bagian dalam sebuah produksi. Hal ini memungkinkan juga untuk mengatur waktu untuk setiap operasi dan setiap mesin. Proses routing ini
menyimpulkan langkah-langkah operasi yang diperlukan untuk merubah bahan baku menjadi produk yang dikehendaki dimana untuk itu beberapa informasi harus menyertai di dalam langkah ini yaitu nama dan komponen yang akan dibuat, nomor dari gambar kerja dari komponen tersebut, macam operasi kerja dan nomor operasinya, mesin dan peralatan produksi yang dipakai, serta waktu standar yang ditetapkan intuk masing-masing operasi kerja.
Mesin, perkakas, peralatan pembantu seperti jigs dan fixture, dan lain-lain yang harus dicantumkan secara spesifik didalam proses routing ini karena pada akhirnya perencanaan tata letak pabrik akan ditujukan untuk mengatur semua fasilitas produksi ini. Routing sheet menghasilkan beberapa informasi yang diperlukan dalam perancangan tata letak fasilitas yaitu jumlah mesin teoritis yang diperlukan untuk setiap proses pengerjaan, banyaknya siklus mesin dan bahan baku yang diperlukan, memperbaiki metode kerja, dengan menurunkan waktu standar, dan menentukan apakah waktu lembur lebih murah dibanding penambahan mesin, serta menentukan apakah kerusakan mesin dapat mengganggu seluruh lintasan produksi. Pembuatan Routing
sheet memerlukan data-data sebagai berikut yaitu kapasitas mesin, persentase
scrap, dan efisiensi mesin.
Suatu langkah dasar dalam pengaturan tata letak pabrik yang baik adalah dengan menentukan jumlah mesin atau peralatan produksi yang dibutuhkan secara tepat. Tentu saja di samping penentuan jumlah mesin ini, suatu keputusan yang tepat di dalam pemilihan jenis atau tipe mesinnya itu sendiri juga merupakan langkah yang harus diperhatikan benar-benar. Pemilihan alternatif penggunaan tipe mesin tertentu pada dasarnya akan dilandasi dengan pertimbangan-pertimbangan yang bersifat teknis dan ekonomis. Untuk keperluan penentuan jumlah mesin yang dibutuhkan, maka di sini terdapat beberapa informasi yang harus diketahui sebelumnya, yaitu volume produksi yang dicapai, estimasi scrap pada setiap proses operasi, dan waktu kerja standar untuk proses operasi yang berlangsung.
No. Operasi Deskripsi Nama Mesin Produksi Mesin/Jam % Scra p Bahan Diminta Bahan Disiapkan Efisiensi Mesin Kebutuhan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10
Variabel routing sheet merupakan suatu lembaran yang terdiri dari beberapa kolom perhitungan. Kolom 1 merupakan nomor operasi, dimana berisi nomor urut operasi-operasi yang dilakukan dalam menghasilkan suatu produk. Kolom 2 merupakan deskripsi yaitu nama operasi yang dilakukan pada urutan nomor urut operasi. Kolom 3 merupakan nama mesin yaitu nama mesin yang digunakan pada setiap operasi sesuai dengan urutan mesin yang digunakan. Kolom 4 merupakan produksi mesin/jam, dimana berisi banyak unit produk yang dihasilkan dalam waktu 1 jam atau 60 menit.
Operasi Waktu menit 60 = Mesin/Jam Produksi
Kolom 5 merupakan scrap yaitu jumlah buangan bahan baku atau persentase kerusakan yang diperkirakan, yang dilakukan dalam satu operasi (dalam %). Kolom 6 merupakan bahan diminta. Bahan diminta merupakan jumlah bahan yang diharapkan setelah melalui suatu proses. Perhitungan bahan diminta pertama kali dilakukan pada proses terakhir dari produk akhir, dimana jumlah produk awal yang digunakan pada perhitungan bahan diminta, sehingga bahan disiapkan dapat dihitung. Kolom 7 merupakan bahan disiapkan. Kolom jumlah bahan yang harus disiapkan, berisi jumlah bahan yang harus tersedia dengan mempertimbangkan persen scrap sebelum melakukan proses operasi tertentu. Persamaan yang digunakan untuk menghitung bahan yang disiapkan yaitu.
Kolom 8 merupakan efisiensi mesin yaitu tingkat pemanfaatan mesin. Kolom 9 merupakan jumlah mesin teoritis (JMT) yaitu jumlah mesin secara teoritis untuk setiap operasi sesuai dengan peta proses operasi. Kolom 10 merupakan jumlah mesin aktual. Kolom ini berisi tentang jumlah mesin yang akan digunakan pada proses produksi, dimana diperoleh dari pembulatan hasil pada jumlah mesin teoritis. Persamaan yang digunakan untuk
perhitungan efisiensi mesin dan jumlah mesin teoritis dapat dilihat di bawah ini. hari kerja Jam × Reabilitas × jam mesin Produksi Mesin Efisiensi = Teoritis Mesin Jumlah
Multi product process chart (MPPC) merupakan suatu peta yang
digunakan untuk menganalisa aliran barang dalam pabrik yang sudah ada maupun untuk perencanaan pabrik baru dan mempunyai keterkaitan dengan peta proses operasi. Fungsi dari peta ini yaitu untuk menunjukan keterkaitan produksi antar komponen atau antar produk mandiri, bahan, bagian, pekerjan, atau kegiatan. Tujuan dari pembuatan multi product process chart
(MPPC) yaitu untuk dapat memahami aliran proses produksi suatu produk secara keseluruhan beserta dengan total waktu pengoperasian mesin yang digunakan.
Berdasarkan multi product process chart (MPPC) tersebut akan dipelajari dan dianalisis dua hal yang memiliki pengaruh yang cukup signifikasi dalam perencanaan tata letak seperti aliran balik dimana dalam hal ini ditunjukan dengan adanya aliran balik akibat fasilitas produksi tidak di tempatkan sesuai dengan urutan proses. Aliran balik dalamproses perencanaan tata letak merupakan indikator penting karena hal tersebut akan menunjukan langkah pemindahan material yang sama sekali tidak efisien. Pengelompokan pola aliran yaitu pengelompokan komponen yang memiliki urutan proses pengerjaan dan menggunakan mesin yang sama. Hal ini akan penting dalam penyusunan tata letak berdasarkan pengelompokan proses produksi.
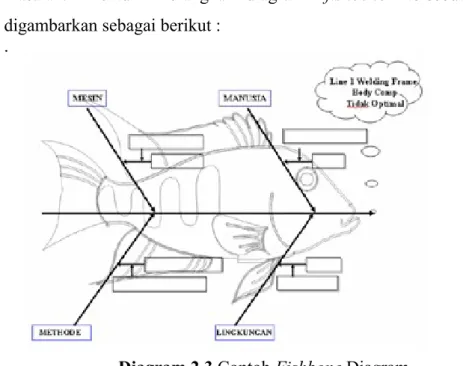
2.7.3 Diagram Tulang Ikan (fishbone)
Diagram fishbone merupakan suatu alat visual untuk mengidentifikasi, mengeksploitasi, dan secara grafik menggambarkan secara detail semua penyebab yang berhubungan dengan suatu permasalahan. Konsep dasar dari diagram fishbone adalah permasalahan mendasar diletakkan pada bagian kanan dari diagram atau pada bagian kepala dari kerangka tulang ikannya. (Scarvada, 2004).
Penyebab permasalahan digambarkan pada sirip dan durinya. Kategori penyebab permasalahan yang sering digunakan sebagai start awal meliputi
materials (bahan baku), machines and equipment (mesin dan peralatan),
manpower (sumber daya manusia), methods (metode), mother Nature /
environment (lingkungan), dan measurement (pengukuran). Keenam
penyebab munculnya masalah ini sering disingkat dengan 6M. Penyebab lain dari masalah selain 6M tersebut dapat dipilih jika diperlukan. Untuk mencari penyebab dari permasalahan, baik yang berasal dari 6M seperti dijelaskan diatas maupun penyebab yang mungkin lainnya dapat digunakan teknik brainstorming (Pande & Holpp, 2001 dalam Scarvada, 2004).
Manfaat Fishbone Diagram
Diagram fishbone dapat digunakan untuk menganalisis permasalahan baik pada level individu, tim, maupun organisasi. Terdapat banyak kegunaan atau manfaat dari pemakaian Diagram Fishbone ini dalam analisis masalah. Manfaat penggunaan diagram fishbone tersebut anatara lain :
1. Memfokuskan individu, tim, atau organisasi pada permasalahan utama. Penggunaan diagram fishbone dalam tim/organisasi untuk menganalisis permasalahan akan membantu anggota tim dalam memfokuskan permasalahan pada masalah prioritas.
2. Memudahkan dalam mengilustrasikan gambaran singkat permasalahan tim/organisasi.
Diagram fishbone dapat mengilustrasikan permasalahan utama secara singkat sehingga tim akan mudah menangkap permasalahan utama. 3. Menentukan kesepakatan mengenai penyebab suatu masalah
Dengan menggunakan teknik brainstorming para anggota tim akan memberikan sumbang saran mengenai penyebab munculnya masalah. Berbagai sumbang saran ini akan didiskusikan untuk menentuan mana dari penyebab tersebut yang berhubungan dengan masalah utama termasuk menentukan penyebab yang dominan.
4. Membangun dukungan anggota tim untuk menghasilkan solusi.
Setelah ditentukan penyebab dari masalah,langkah untuk menghasilkan solusi akan lebih mudah mendapatkan dukungan dari anggota tim. 5. Memfokuskan tim pada penyebab masalah.
Diagram fishbone akan memudahkan anggota tim pada penyebab masalah. Juga dapat dikembangkan lebih lanjut dari setiap penyebab yang telah ditentukan.
6. Memudahkan visualisasi hubungan antara penyebab dengan masalah. Hubungan ini akan terlihat dengan mudah pada diagram fishbone yang telah dibuat.
7. Memudahkan tim beserta anggota tim untuk melakukan diskusi dan menjadikan diskusi lebih terarah pada masalah dan penyeabnya.
Langkah-langkah pembuatan fishbone diagram
Langkah-langkah daam penyusunan diagram fishbone dapat dijelakan sebagai berikut :
1. Membuat kerangka diagram fishbone. Kerangka diagram fishbone meliputi kepala ikan yang diletakkan pada bagian kanan diagram. Kepala ikan ini nantinya akan digunakan untuk menyatakan masalah utama. Bagian kedua merupakan sirip, yang akan digunakan untuk menuliskan kelompok penyebab permasalahan. Bagian ketiga merupakan duri yang akan digunakan untuk menyatakan penyebab masalah. Bentuk kerangka diagram fishbone tersebut dapat digambarkan sebagai berikut :
.
Diagram 2.3 Contoh Fishbone Diagram
2. Merumuskan masalah utama. Masalah merupakan perbedaan antara kondisi yang ada dengan kondisi yang diinginkan (W. Pounds,1969
dalam Robbins dan Coulter, 2012). Masalah juga dapat didefinisikan sebagai adanya kesenjangan atau gap antara kinerja sekarang dengan kinerja yang ditargetkan. Masalah utama ini akan ditempatkan pada bagian kanan dari diagram fishbone atau ditempatkan pada kepala ikan. 3. Langkah berikutnya adalah mencari faktor-faktor utama yang
berpengaruh atau berakibat pada permasalahan. Langkah ini dapat dilakukan dengan teknik brainstorming. Menurut Scarvada (2004), penyebab permasalahan dapat dikelompokkan dalam enam kelompok yaitu materials (bahan baku), machines and equipment (mesin dan peralatan), manpower (sumber daya manusia), methods (metode),
mother nature/environment (lingkungan), dan measurement
(pengukuran). Gaspersz dan Fontana (2011) mengelompokkan penyebab masalah menjadi tujuh yaitu manpower (SDM), Machines
(mesin dan peralatan), methods (metode), materials (bahan baku), media motivation (motivasi), dan money (keuangan). Kelompok penyebab masalah ini kita tempatkan di diagram fishbone pada sirip ikan.
4. Menentukan penyebab untuk masing-masing kelompok penyebab masalah. Penyebab ini ditempatkan di duri ikan.
5. angkah selanjutnya setelah masalah dan penyebab masalah diketahui, kita dapat menggambarkan dalam diagram fishbone.
BAB III
TINJAUAN SISTEM 3.1 Sejarah berdirinya PT.Pupuk Kujang
Pada tahun 1960, pemerintah mencanangkan program peningkatan produksi pertanian untuk menunjang swasembada pangan di Indonesia. Oleh karena itu kebutuhan akan pupuk mutlak harus dipenuhi untuk mensukseskan program tersebut. Pada waktu yang sama, produksi pupuk di Pupuk Sriwijaya (PUSRI I) diperkirakan tidak mencukupi kebutuhan tersebut. Hal inilah yang menjadi dasar berdirinya PT.Pupuk Kujang, selain itu pada tahun 1969 ditemukan beberapa sumber gas alam dan minyak di Jatibarang (Cirebon) dan lepas pantai Cimalaya (Kabupaten Karawang) dibagian utara Jawa Barat dengan memanfaatkan gas alam sebagai bahan bakunya.
PT.Pupuk Kujang berdiri tanggal 9 Juni 1975 berdasarkan peraturan pemerintah No.19/1975 dan untuk pengolahan pabrik urea tersebut dibentuklah sebuah badan hukum (Persero). Pemberian nama badan hukum tersebut dilakukan oleh Bapak Aang Kunaefi selaku Gubernur Jawa Barat dan dipilih nama PT.Pupuk Kujang 1A dengan kapasitas produksi 570.000 ton/tahun urea dan 330.000 ton/tahun amonia. Pupuk Kujang telah dibentuk dengan Akta Notaris Sulaeman Ardjasasmita,SH No.19.
Pembangunan pabrik mulai dilaksanakan pada awal Juli 1976 dan pada bulan Oktober, Flashing (pembersihan alat) dan start up sudah bisa dilakukan oleh :
1. Kellog Overseas Corporation dari Amerika Serikat dengan tugas-tugas teknik, desain, pengaturan tata letak, start up dari pabrik ammonia dan utilitas, konstruksi daripabrik urea.
2. Toyo Engineering Corporation dari Jepang dengan tugas-tugas teknik, pengaturan tata letak, pengawasan kontruksi dan koordinasi dari pabrik urea.
Pada tanggal 7 november 1978 PT.Pupuk Kujang pada pabrik ammonia sudah menghasilkan produksi pertama kali dengankpaasitas sebagai berikut :
1. 1000 ton/hari (330.000 ton/tahun) pabrik ammonia 2. 1725 ton/hari (570.000 ton/tahun) pabrik urea
3. 30 ton/hari (9.900 ton/tahun) hasil samping ammonia
Pembangunan Pabrik Kujang 1A ini berhasil dibangun selama 36 bulan dan diresmikan oleh Presiden Republik Indonesia pada tanggal 12 Desember 1978. PT.Pupuk Kujang merupakan anak perusahaan BUMN Pupuk di Indonesia yaitu PT Pupuk Indonesia Holding Company dan pada tanggal 1 April 1979 PT.Pupuk Kujang mulai diresmikan.
Sejalan dengan perkembangan dan usia pabrik yang semakin tua, membawa konsekuensi kepada pembebanan biaya pemeliharaan yang semakin tinggi dan down time yang semakin meningkat. Untuk mengantisipasi masalah tersebut PT. Pupuk Kujang telah menyusun plan berikutnya sehingga kesinambungan usaha dapat terus berjalan. Rencana yang dilaksanakan adalah penggantian reaktor urea dan pada tahun 2001 pembangunan Pabrik Kujang 1B mulai direncanakan.
Pembangunan Pabrik Kujang 1B ditempuh dengan waktu 36 bulan, dimulai tanggal 1 Oktober 2003 sampai 6 September 2005. Pada 3 April 2006, Presiden Susilo Bambang Yudhiyono meresmikan Pabrik Kujang 1B.
Saat ini PT.Pupuk Kujang mempunyai 5 (lima) anak perusahaan yang merupakan perusahaan yang bekerja sama dengan pihak swasta yaitu :
1. PT Sintas Kurama Perdana (Pabrik Asam Formiat)
Perusahaan ini didirikan pada tanggal 28 Januari 1986. Pabrik Asam Formiat didirikan dengan tujuan memanfaatkan gas CO2 yang berasal dari pabrik ammoniak PT Pupuk Kujang. Asam Formiat digunakan untuk koagulan pada industri karet, bahan pembantu pada industri tekstil dan penyamakan kulit. Pabrik Asam Formiat mulai beroperasi dengan kapasitas 11.000 MT per tahun.
Pabrik ini didirikan dengan maksud untuk mendukung industri pupuk, refinery dan methanol. Produksinya diutamakan untuk mencukupi kebutuhan dalam negeri dengan kapasitas 1.100 ton/tahun dan dikelola oleh PT Kujang Sud-Chemie Catalyst (PT KSC).
3. PT Peroksida Indonesia Pratama (Hidrogen Peroksida)
Pabrik Hidrogen Peroksida didirikan dengan tujuan memanfaatkan gas hydrogen dari unit Recovery PT Pupuk Kujang sebagai bahan baku. Hidrogen Peroksida banyak digunakan sebagai bahan pemutih pada industry tekstil dan industry kertas. Beroperasi sejak tanggal 1 Januari 1991 dengan kapasitas 16.000 ton/tahun dan dikelola oleh PT Peroksida Indonesia Pratama (PT PIP)
4. PT Multi Nitrotama Kimia (Pabrik Ammonium Nitrat)
Pabrik ini didirikan untuk memanfaatkan bahan baku berupa ammoniak dari PT Pupuk Kujang dengan menghasilkan ammonium nitrat digunakan sebagai bahan baku dalam pembuatan bahan peledak. Pabrik ini menghasilkan kapasitas asam nitrat sebesar 55.000 ton/tahun dan ammonium nitrat 33.000 ton per tahun.
5. PT Kawasan Industri Kujang Cikampek (KIKC)
PT Kawasan Industri Kujang Cikampek (KIKC) adalah anak perusahaan PT Pupuk Kujang yang telah berdiri pada tahun 1990 untuk mengelola kawasan industri di komplek PT Pupuk Kujang dengan luas area 140 Ha.
3.2 Lokasi dan Tata Letak Perusahaan
Penentuan lokasi pabrik dilakukan berdasarkan study kelayakan yang dilakukan oleh konsultan yang telah ditunjuk, yang dilanjutkan dengan penelitian lokasi oleh dinas Pekerjaan umum daerah Jawa Barat. Akhirnya ditetapkan bahwa pabrik dibangun di Desa Dawuan Kecamatan Cikampek Kabupaten Karawang Jawa Barat. Penetapan lokasi ini berdasarkan pertimbangan sebagai berikut :
1. Lokasi dekat dengan bahan baku, yaitu sumber gas alam Jatibarang-Cilamaya – Cilegon (30 KM dari pabrik), dan dekat dengan sumber air tawar waduk Curug – Parungkadali (9 km dari pabrik).
3. Telah tersedia sarana angkutan darat yang baik, seperti jalan raya dan angkutan kereta api
4. Lokasi berada di tengah-tengah daerah pemasaran pupuk
5. Lokasi dekat dengan dua kota, yaitu Jakarta dan Bandung yang dapat berfungsi sebagai :
• Sumber bahan bangunan
• Sumber tenaga kerja
• Sumber informasi dan ilmu pengetahuan
6. Disekitar lokasi terdapat sungai Cikaranggelang (sungai pembuangan) Tata Letak Pabrik Atau Plant Lay-Out perlu dirancang dengan tujuan :
1. Pengelolaan produk dapat efisien.
2. Memudahkan penanggulangan bahaya yang mungkin terjadi, seperti : a. Kebakaran, peledakan, kebocoran gas dan lain-lain.
b. Memudahkan penanggulangan bahaya yang mungkin terjadi, seperti kebakaran, peledakan, kebocoran gas dan lain-lain.
c. Mencegah terjadinya pencemaran lingkungan, seperti polusi gas dan suara.
d. Memudahkan masuk dan keluarnya kendaraan di areal pabrik.
Luas lahan yang dibebaskan untuk pabrik adalah 350ha, dengan perincian sebagai berikut :
1. Daerah pabrik seluas 60ha. 2. Daerah perumahan seluas 60ha.
Daerah pengembangan, pengamanan, side track, pendidikan, kesehatan, jalur pipa dan sebagainya 230ha.
Gambar 3.1 Denah PT. Pupuk Kujang Keterangan gambar :
A. Kondesat Stripper B. Instrument Air
C. Menara pendingin Amonia dan urea D. Ruang Pengendali
F. Fuhuse preatmeant dan demin urea G. Preatmeant dan Demin Urea H. Ruang Pengendali utility I. Generator
J. Ardco unit K. Prilling tower L. Hitachi
M. Waste heat boiler N1. Package boiler 2007.U N2. Package Boiler 2007.Un O. Unit Pengantongan P. Kantor Diklat P1. Pintu Gerbang 1 P2. Pintu Gerbang 2 P3. Pintu Gerbang 3 Q1. PT. Kuniseal
Q2. PT. Sintas Kurama Perdana Q3. PT. Kujang United catalis
Q4. PT. Peroksida Indonesia Pratama Q5. PT. Multi Nitroma Kimia
R. klinik kesehatan S. gudang
T. Bengkel Pemeliharaan U. Utara
X. Rel Kereta Api Y1. Pabrik ammonia Y2. Pabrik Urea Y3. Pabrik Utility Z1. Kujang 1B Z2. Kujang 2
PP. Industri Peralatan Pabrik MO. Maintance Office
LAB. Laboratorium AAK. Alat-alat Konstruksi KBK. Kantor Biro Keamanan ASP. Air Saparation Plant FS. Fire Safety
TH. Trafo housing GB. Gedung Bersama GSG. Gedung serbaguna
GPA. Gedung Pusat Administrasi AS. Ammonia Storage
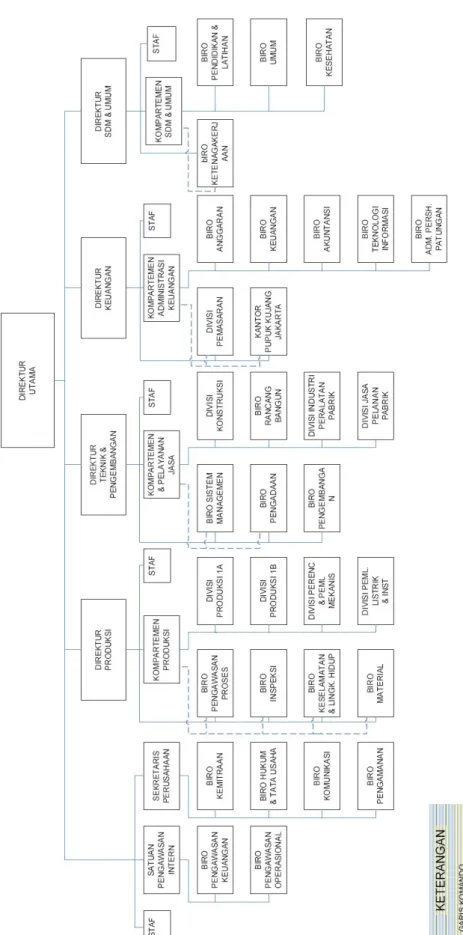
3.3 Sistem Organisasi
3.3.1 Struktur Organisasi
Struktur organisasi di PT. Pupuk Kujang dibuat berdasarkan Surat Keputusan Dereksi No.019/SK/DU/X/1995 tanggal 2 Oktober 1995. Secara garis besar organisasi di PT. Pupuk Kujang dibagi menjadi tiga bagian besar, yaitu :
1. Golongan Kebijakan 2. Golongan Administrasi 3. Staf Ahli
1. Golongan Kebijakansanaan.
Golongan ini merupakan sebagai dewan direksi yang mempunyai fungsi memimpin PT. Pupuk Kujang untuk mencapai tujuan sebagaimana dalam pasal 3 anggaran dasar PT. Pupuk Kujang.
Tugas-tugas dewan direksi antara lain :
1. Melaksanakan ketentuan yang tercantum dalam anggaran dasar 2. Kebijaksanaan pengangkatan / pemberhentian karyawan
3. Menetapkan gaji yang sesuai serta membimbing karyawan
4. Merencanakan sistem management dan menetapkan kebijaksanaan dalam mengembangkan PT. Pupuk Kujang
5. Menetapkan barang sebagai barang usang, cacat, sisa dan cara penyelesaiannya.
Pihak-pihak yang termasuk dalam dewan direksi diantaranya : 1. Direktur Utama.
3. Direktur Komersial dan Keuangan. 4. Direktur Teknik dan Pengembangan.
5. Direktur Umum dan Sumber Daya Manusia.
Dalam pelaksanaan tugasnya masing-masing Direktur kecuali Direktur Utama membawahi beberapa divisi dan biro.
2. Golongan Administrasi
Golongan ini berfungsi untuk membantu dewan direksi, meminpin bidang bidang umum, keskretariatan, kesehatan dan keuangan. Golongan ini terdiri atas :
1. Sekretaris Perusahaan
Sekretaris perusahaan bertanggung jawab atas terlaksananya ketertiban dan disiplin kerja dan bertanggung jawab atas kelancaran dan keberhasilan tugas-tugas yang dibebankan kepada kepala biro.
2. Pimpinan Staf Produksi
Pimpinan staf produksi berfungsi untuk membantu pemimpin pelaksana pembuatan pupuk urea dan bertanggung jawab atas tercapainya target produksi, kelancaran pekerjaan dan keselamatan kerja.
3. Pimpinan Staf Keuangan
Pimpinan staf keuangan berfungsi untuk membantu Direktur Keuangan memimpin bidang-bidang logistic dan akuntansi.
3. Staf Ahli
Didalam pelaksanaan tugasnya, Dewan Direksi juga dibantu oleh Staf Ahli yang berfungsi untuk membantu Direksi untuk tugas-tugas penelitian, ekologi, computer dan lain-lain. Tugas dari Staf Ahli adalah :
1. Mengadakan penelitian.
2. Menyusun usulan proyek penelitian.
3. Mendaftar variable – varieble lingkungan perusahaan dan akibat -akibatnya.
4. Mengusulkan langkah-langkah untuk ekosistem yang baik dan menunjang kelestarian alam.
PT. Pupuk Kujang mempunyai dua tujuan utama, yaitu tujuan jangka pendek dan tujuan jangka panjang. Tujuan jangka pendek adalah menyelesaikan dan menyempurnakan pembangunan pabrik urea, sedangkan tujuan jangka panjangnya adalah sebagai berikut :
1. mengelola bahan mentah menjadi bahan baku untuk membuat pupuk urea dan bahan kimia lain.
2. menyediakan jasa dalam proyek pembangunan industri pupuk dan industri kimia, penelitian, reparasi, pemeliharaan, dan pabrikasi alat-alat produksi.
3. menyediakan jasa-jasa angkutan dan pergudangan untuk melangkapi pelaksanaan usaha-usaha dalam butir 1 dan 2.
4. menyediakan dan menyalurkan jasa pergudangan untuk ekspor maupun impor hasil-hasil produksi.
Gambar 3.2 Struktur Organisasi PT. Pupuk Kujang 3.3.3 Kepegawaian
Tenaga kerja yang bekerja di PT. Pupuk Kujang dibagi dalam tiga kategori, yaitu :
1. Karyawan Tetap, mereka berstatus karyawan tetap secara resmi telah diangkat menjadi karyawan PT. Pupuk Kujang dengan golongan, jabatan, dan kewajiban sesuai dengan peraturan perusahaan
2. Karyawan ikatan kerja, keryawan ini bekerja berdasarkan perjanjian ikatan kerja untuk jangaka tertentu. Selama ini mereka dalam masa percobaan. Selanjutnya dapat mengajukan permohonan untuk menjadi karyawan tetap
3. Karyawan honorer, karyawan ini merupakan tenaga ahli tertentu, yang bersifata memberi bantuan dengan keahlian yang mereka miliki
4. Buruh lepas, dalam ahal ini mereka diperlukan sewaktu-waktu.
Jam kerja karyawn PT. Pupuk Kujang dibagi atas dua jenis, yaitu jam kerja
shift dan jam kerja regular. Jam kerja shift di berlakukan terhadap karyawan
yang terlibat langsung dalam proses produksi dan pengamanan pabrik, dengan tujuan untuk menjamin lancarnya kegiatan di pabrik agar bias beroprasi selama 24 jam sehari. Sedangkan jam kerja regular berlaku untuk seluruh karyawan selain karyawan yang terkena jam kerja shift.
Hari kerja perusahaan untuk karyawan regular, adalah lima hari kerja dalam satu minggu. Jam kerja karyawan regular untuk hari senin sampai kamis adalah mulai dari pukul 07.00 – 16.00 WIB, dengan waktu istirahat dari pukul 11.30 – 12.00 WIB. Untuk hari jum’at mulai pukul 07.00 – 16.30 WIB, dengan waktu istirahat 11.30 – 13.00 WIB. Hari sabtu merupakan hari libur.
Sedangkan jam kerja karyawan shift adalah sebagai berikut.
• Shift Pagi : 07.00 – 15.00 WIB
• Shift Sore : 15.00 – 23.00 WIB
• Shift Malam : 23.00 – 07.00 WIB
Karyawan yang termasuk dalam karyawan shift dibagi lagi dalam empat kelompok, dengan pola pembagian waktu kerja adalah pergantian dari shift pagi, sore, malam, dan hari libur. Jumlah shift ada empat grup : A, B, C dan D. Untuk 14 setiap grup kerja shift selama lima hari dan istirahat dua hari.
Setiap harinya tiga grup masuk kerja sedang satu grup libur. Pergantian shift ini dilakukan setiap dua hari sekali.
Setiap tahun diadakan dua kali ‘Turn Around’ (TA), yaitu penghentian produksi untuk perbaikan dan pemeriksaan seluruh peralatan pabrik. Hal ini menyita waktu selama dua minggu setiap kali TA, sehingga pada prakteknya dalam satu tahun hanya ada sekitar 330 hari kerja.
3.3.4 Keselamatan Kerja
Beradasarkan UU No.1 tahun 1970 terdiri dari 11 bab dan 15 pasal, yang pada intinya menetapkan bahwa setiap tenaga kerja berhak untuk mendapatkan perlindungan atas keselamatan dalam melakukan pekerjaan, demi kesejahteraan hidup dan untuk meningkatkan produksi serta produktivitas kerja nasional. Dan berdasarkan Keputusan Direksi PT. Pupuk Kujang, diambil langkah – langkah yang pada prinsipnya melakukan pencegahan dan penanggulangan terjadinya bahaya kecelakaan.
Jenis-jenis bahaya yang dapat terjadi di tempat kerja seperti :
1. Bahaya kebocoran gas ataupun cairan dari zat kimia yang beracun dan mudah terbakar.
2. Debu–debu disekitar tempat kerja yang dapat mengganggu pernafasan. 3. Aliran listrik tegangan tinggi.
4. Kebisingan yang melebihi ambang batas.
5. Mesin-mesin yang bekerja tanpa alat pengaman sehingga dapat menimbulkan bahaya mekanis.
6. Perlatan yang bekerja pada temperature dan tekanan yang tinggi sehingga dapat mengakibatkan peledakan dan kebakaran.
7. Penerangan yang kurang, yang dapat mengakibatkan kecelakaan.
8. House keeping yang kurang baik, menyebabkan tempat kerja yang kotor, tidak teratur sehingga dapat menyebabkan kelelahan dan kejenuhan.
Dalam prakteknya, untuk mengatasi akibat yang ditimbuilkan oleh jenis-jenis bahaya tersebut, maka diperlukan kesatuan kelompok kerja dalam sistem terpadu. Untuk itu di PT. Pupuk Kujang sendiri telah dibentuk bagian
Keselamatan Kerja dan Pemadam Kebakaran (Fire and Safety). Bagian ini mempunyai tugas dan wewenang antara lain :
1. Memberi ijin kepada karyawan yang akan melakukan penggalian, pembongkaran, perbaikan alat dan lain-lain.
2. Mengumandangkan Safety Talk atau peringatan kembali tentang peraturan keselamatan kerja pada waktu-waktu tertentu.
3. Menerbitkan Fire and Safety.
4. Mengadakan latihan penanggulangan kecelakaan dan kebakaran secara periodic bagi seluruh karyawan.
5. Mengawasi dan menegur orang-orang yang berada di lingkungan pabrik jika sekiranya melakukan tindakan yang berbahaya.
Sarana–sarana penunjang keselamatan yang dimiliki bagian ini untuk pencegahan dan penanggulangan kecelakaan dan kebakaran antara lain :
a) Fire jeep fressere car
b) Fire detector dan instrumennya
c) Racun api, masker gas dan debu
d) Fire truc multi purpose e) Ambulan
f) Ruang kelas dan garasi tambahan untuk latihan
g) Jaringan Fire Hydran
h) Kotak P3K dan poster-poster K3
3.3.5 Sarana dan Prasarana
Untuk menunjang kesejahteraan karyawannya, perusahaan menyediakan berbagai sarana dan prasarana yang dikelola oleh suatu Yayasan Sarana dan Prasarana tersebut antara lain.
1. Perumahan
Bagi karyawan disediakan fasilitas perumahan dinas sesuai tingkat jabatannya. Disamping itu kepada karyawan lainnya juga disediakan Kredit Kepemilikan Rumah dari Bank tabungan Negara (KPR BTN), yang pembayaran uang mukanya mendapat bantuan dari perusahaan.
2. Balai Kesehatan
Dengan tenaga medis yang tersedia serta beberapa dokter spesialis, Balai Kesehatan PT. Pupuk Kujang melaksanakan pelayanan kesehatan bagi para karyawan dan keluarganya.
3. Sarana Pendidikan
Perusahaan telah mendirikan srana pendidikan untuk tingkat taman kanak– kanak, Sekolah Dasar, dan Sekolah menengah Pertama. Sarana pendidikan ini disediakan bagi Putra-putri karyawan dan juga terbuka bagi anak didik yang berasal dari daerah sekitar kawasan pabrik.
4. Sarana Olah Raga
Sarana Olah Raga yang ada yakni lapangan sepak bola, lapangan tennis, lapangan bola voli, lapangan basket, kolam renang, lapangan golf dan lain–lain.
5. Sarana Tempat Ibadah
Mesjid “Nahrul Hayat” yang dibangun ditengah kompleks perumahan dinas perusahaan mampu menampung sekitar 1000 orang jemaah. Mesjid ini dimanfaatkan oleh para karyawan dan masyarakat sekitar pabrik. 6. Sarana Transportasi
Untuk mempermudah transfortasi bagi para karyawan dan keluarganya, perusahaan menyediakan armada bus antar jemput karyawan, anak sekolahmaupun ibu-ibu yang akan belanja ke pasar. Untuk itu dibangun pula tempat – tempat pemberhentian bus sepanjang jalan dalam areal pabrik.
7. Asuransi
Perusahaan menyediakan asuransi pula bagi karyawan. Setiap karyawan ditanggung oleh asuransi selama 24 jam. Selama kerja, karyawan ditanggung oleh ASTEK sedangkan diluar jam kerja ditanggung oleh Asuransi Jiwasraya.
3.4 Sejarah Pabrik NPK di PT. PUPUK KUJANG
Pada tanggal 23 desember 2009 Menteri Negara BUMN, Dr.Ir. Mustafa Abubakar meresmikan pabrik NPK Granular PT Pupuk Kujang yang berlokasi di Kawasan Industri Kujang Cikampek. Pabrik NPK Granular dengan kapasitas produksi sebesar 100.000 ton/tahun tersebut selesai dalam kurun waktu 14 bulan terhitung dari bulan 23 April 2008 sampai dengan Juli 2009 dengan total nilai investasi sebesar Rp. 55 milyar.
Pupuk NPK merupakan produk diversifikasi PT Pupuk Kujang yang pada awalnya hanya memproduksi pupuk urea. Potensi PT PupukKujang untuk melakukan diversifikasi usaha ke arah produk pupuk NPK tersebut sangat
besar karena ditunjang oleh ketersediaan bahan baku utama yaitu urea yang jumlahnya cukup besar yaitu 1.140.000 ton/tahun.
Pupuk NPK selama ini telah dipasarkan baik NPK bersubsidi untuk sektor tanaman pangan maupun NPK non subsidi untuk sektor perkebunan. Beberapa konsumen pengguna NPK non subsidi PT Pupuk Kujang diantaranya adalah perkebunan tebu PT Perkebunan Nusantara VII dan VIII, PT Rajawali Nusantara Indonesia II dan PT Perkebunan Bunga Mayang serta perkebunan sawit PT Perkebunan Nusantara III, IV, V, VI PT Golden Hope dan PT Bandar Sawit Utama.
Dengan Lokasi strategis PT Pupuk Kujang yang berada di tengah – tengah sentral pertanian yang besar di Jawa Barat, dan dekat dengan Jawa Tengah sebagai sentral Tanaman Pangan dan Holtikultura serta Pulau Sumatera dan Kalimantan sebagai sentral Perkebunan Kelapa Sawit. Atas dasar tersebut PT Pupuk Kujang merencanakan pemasaran produk NPK Granular Kujang pada sektor holtikultura di Jawa Barat, Jawa Tengah, Sumatera dan Kalimantan Barat. Khusus untuk perkebunan, dengan semakin berkembangnya perkebunan kelapa sawit dan tanaman lain untuk bahan baku biofuel, maka sektor tersebut menjadi salah satu target utama pasar pupuk NPK Kujang.
Pabrik NPK Granular ini dibangun dengan pola swakelola oleh Pupuk Kujang sendiri yang melibatkan pemasok peralatan dari China serta didukung oleh Sub Kontraktor lokal. Manajemen proyek ditangani sendiri oleh PT Pupuk Kujang sehingga jaminan kinerja pabrik dapat dikontrol oleh PT Pupuk Kujang. Untuk itu PT Pupuk Kujang terlibat aktif sejak masa perancangan hingga saat konstruksi pabrik. Pembangunan pabrik melibatkan 30 orang karyawan PT Pupuk Kujang dan 350 orang dari sub kontraktor.1
3.4.1 Produk dan Bahan Baku
Karakteristik
Spesifikasi produk NPK Granular adalah sebagai berikut : Ukuran : 2 – 4 mm
Moisture : 2%wt maksimal Kekerasan : > 10 N
Spesifikasi dan karakteristik bahan baku NPK Granular yang umum digunakan adalh sebagai berikut :
a. Urea
Rumus Kimia : CO(NH2)2
Density : 1.32 g/cm3 Melting Point : 132.7 – 135 oC Kadar Nitrogen : 46% Size : 1 – 3.35 mm (97%) Moisture : Maks 0.5 % Bentuk : Prill
Penyimpanan : Urea bersifat higroskopis, penyimpanannya harus pada karung tertutup dan disimpan dalam tempat yang sejuk, kering, dan ventilasi cukup. Urea harus dijatuhkan dari senyawa – senyawa asam nitrat, sodium nitrit, hipoklorir, dan fosfor pentaklorida.
b. DAP (Diammonium Phospate) Rumus Kimia : (NH4)2HPO4
Berat Molekul : 132 Kadar Nitrogen : 18 % Kadar P2O5 : 46 %
Moisture : Maks 1.5 %
Size : 2 – 4 mm
Density : 1619 Kg/m3 pada 25 deg.C
Loose bulk density : 900 – 1000 Kg/m3
pH : 7,8
Temp. Dekomposisi : 155 oC
Penyimpanan : pada temperatur normal penyimpanan DAP
hygroscopis rendah dan tidak mudah caking. Hindari temperatur yang ekstrim, jika terdekomposisi akan melepaskan oksida fosfor, oksida nitrogen dan ammonia. Hindarkan kontak dengan bahan – bahan alkaline. Bersifat korosif pada besi dan baja ringan, alumunium, seng, dan tembaga.
c. Potasium Chloride
Rumus Kimia : KCl Berat Molekul : 74,55 Kadar K2O : 60 %
Size : Standard mesh 100 – 16 (150 µm – 1.18 mm) 95% Moisture : Max 1 % Bentuk : Powder Melting Point : 775 oC CRH : 50 – 70 % pada 25 deg.C Density : 1984 Kg/m3 pH : 7
Kelarutan : 34,2 g/100g air pada 20 deg.C
Penyimpanan : Harus disimpan pada tempat kering, sejuk dan ventilasi cukup. Jauhkan dari oksidator, asam kuat dan basa.
d. Clay Merah
Komposisi Kimia : Al2Si2O5(OH)4
Melting Point : 1760 oC SiO2 : 66,00 % Al2O3 : 23,50 % Fe2O3 : 0,80 % pH : Neutral Density : 0,85 g/cm3 Moisture : Max 10% Bentuk : Powder Ukuran : 80 – 100 Mesh
Penyimpanan : Bahan ini tidak stabil. Jauhkan dari bahan – bahan oksidator, asam, dan alkali.
e. Kieserite
Rumus Kimia : MgSO4
Titik leleh : 1120 – 1150 oC
Kadar MgO : min 27%
Moisture : Maks 1 %
Ukuran : USA standard mesh 18 – 6 (1-3,35 mm) 90 % Penyimpanan : simpan di tempat yang sejuk dan jauhkan dari bahan – bahan yang mudah terbakar, herbisida dan fungisida.
f. Humite
Water solubility : 95 %
Potassium Humates/fulvates : 60 – 65 %
Potassium as Humates/fulvates : 9 %
Sulfur as Humates / fulvates : 0,3 %
Total Organic Carbon © : 43,1 %
pH : >8
Ukuran partikel : 80 mesh
Penyimpanan : jauhkan dari sinar matahari. Simpan pada tempat yang kering dengan temperatur di atas – 10oC dan dibawah 45oC.
g. Coating Oil Titik leleh : 40 – 80 oC Drop Point : 35oC Impuritas : 0,062 % S.g Pada 80oC : 0,8 – 0,9 Moisture / H2O : 0,15 % maks
Bentuk : Pasta Kuning h. TSP (Triple Superphospohate)
Berat Molekul : Ca(H2PO4)2.H2O
Kadar P2O5 : 46 % min
Moisture : 4 % max
Ukuran : 2 – 4 mm (90% - 95%)
Berdasarkan karakteristik bahan – bahan baku yang bersifat kimiawi dan tidak stabil dengan berbagai kondisi, maka bahan – bahan baku tersebut memiliki daya simpan yang terbatas. Berdasarkan pengalaman yang terjadi di gudang, batas penyimpanan bahan – bahan baku tersebut atau rule of thumb
penyimanannya adalah 2 minggu.
3.4.2 Perhitungan Kebutuhan Bahan Baku
Walaupun banyak jenis bahan baku yang disebutkan pada sub bab sebelumnya, bahan baku utama dari pupuk NPK Granular adalah Urea, DAP, KCl, Clay Merah, Coating Oil, dan Humite. Dengan kata lain, Jika tidak ada salah satu dari keenam bahan baku tersebut, maka pabrik tidak dapat berproduksi.
Produk memiliki berbagai diversifikasi produk yang disebut formula produk, dimana kandungan N, P, K yang berbeda – beda.
Rumus perhitungan kebutuhan jumlah bahan baku untuk menghasilkan 1000 kg atau 1 ton NPK Granular adalah sebagai berikut :
a. Perhitungan Kebutuhan Urea
Urea merupakan sumber Nitrogen, perhitungan kebutuhan urea sebagai sumber Nitrogen dapat dihitung sebagai berikut :
DAP merupakan sumber P2O5, perhitungan kebutuhan DAP sebagai
sumber P2O5 dapat dihitung sebagai berikut :
c. Perhitungan kebutuhan KCl
KCl merupakan sumber K2O, perhitungan kebutuhan KCL sebagai sumber
K2O dapat dihitung sebagai berikut :
d. Perhitungan Kebutuhan Humite
Humite digunakan 1 Kg per ton produk NPK untuk semua formula. e. Perhitungan Kebutuhan Coating Oil
Coating Oil digunakan 2.4 Kg/ton NPK untuk semua formula. f. Perhitungan Kebutuhan Clay Merah
Clay merupakan filler/pelengkap yang juga berfungsi sebagai pengikat antar bahan baku dalam proses granulasi. Perhitungan kebutuhan Clay adalah ,
Gambar 3.3 Makna formula produk NPK contoh : 17 – 8 – 22
Contoh perhitungan bahan baku untuk menghasilkan 1 ton atau 1000 kg produk NPK 17 – 8 – 22 :
a. Kebutuhan DAP 174 Kg b. Kebutuhan Urea Kg c. Kebutuhan KCl Kg
d. Kebutuhan Coating Oil
Untuk menghasilkan 1000 kg NPK dibutuhkan 2,4 Kg Coating Oil untuk berbagai jenis formula produk.
e. Kebutuhan Humite
Untuk menghasilkan 1000 kg NPK dibutuhkan 1 kg humite untuk berbagai jenis formula produk.
f. Kebutuhan Clay
Clay = (1000 kg – 174 kg – 313 kg – 367 kg – 2,4 kg – 1 kg) = 246 kg
3.4.3 Peralatan dan Sistem Proses Produksi a. Granulator
Granulator terdiri dari unit shell, unit transmisi, unit roda penggerak, unit roda penggerak dengan penahan, unit perpipaan, discharging box.
Unit transmisi dilengkapi dengan motor 75 kW dan dihubungkan dengan reducer menggunakan fluid coupling dan kemudian ke panion trasmisi menggunakan cross slippery block coupling. Tautan antara panion dan gear besar pada unit shell akan menggerakan shell dengan kecepatan putaran 10,7 putaran/menit. Unit shell merupakan bagian utama dari granulator dimana
terjadi granulasi material. Unit ini menggunakan material lining type baru untuk menghindari terjadinya adhesi material, sehingga mengurangi proses penghilangan material yang menempel di dinding granulator dengan scrapper sebagaimana pada proses granulasi pada umumnya. Unit shell didukung oleh unit riding wheel dan riding wheel with retainer. Sepasang riding wheel unit
dan riding wheel unit with retainer ini akan mencegah shell bergerak secara aksial ketika shell berputar. Sistem perpipaan memasok steam untuk proses granulasi. Discharging box/kotak keluaran granulator selalu seragam dan stabil. Unit ini juga dilengkapi saluran untuk mengalirkan gas buang yang dilengkap dengan sebuah flange.
Granulasi : sesuai dengan persyaratan proses, serbuk partikel padat akan tergranulasi karena adanya gaya ekstruksi yang dihasilkan dari rotasi shell dan pada kondisi fase cair tertentu misalnya karena adanya injeksi steam, akan membuat reaksi kimia menjadi sempurna dan memberikan panas, sehingga serbuk partikel akan teraglomerasi membentuk nucleus, permukaannya senyawa terus – menerus akan mengikat lebih banyak serbuk partikel dan volumenya meningkat membentuk partikulat NPK. Injeksi steam, water dan
urea solution dipasang membelok 45o searah putaran Granulator.
b. Dryer
Alat ini terutama digunakan untuk sistem pengeringan pada proses produksi pupuk majemuk. Setelah granulasi, produk akhir yang berupa butiran masuk ke dryer melalui pipa pemasukan. Karena adanya kemiringan/slope dan perputaran pada shell, butiran produk akan berputar juga dengan kecepatan tertentu. Juga karena naik dan turunnya shovel, butiran produk akan berputar panas dengan udara panas dan secara berangsur-angsur bergerak ke ujung pengeluaran. Kemudian masuk ke discharging unit. Rotary drum dryer
memiliki unit pengumpan, unit shell, unit transmisi, unit riding wheel, unit riding wheel dengnan retainer, unit seal/katup, unit discharge.
Unit riding wheel dengan retainer menyokong unit shell dengan ban bagian depan dan belakang. Unit trasmisi menggerakan shell berputar dengan gear besar yang terpasang pada shell. Alat ini memiliki jalan keluar yang baik dan canggih, udara panas pada pipa masuk box pengumpan. Material masuk
shell melalui discharging tube kemudian ke flier area dengan sejenis papan yang berbentuk heliks. Pada flier area, dibolak – balik secara konstan dengan arah melingkar dan mencakar sehingga terjadi pergerakan longitudinal. Kemudian material akan berputar panas dengan udara panas dari pipa masuk
shell.
c. Cooler
Drum cooler terdiri dari tangki, roda pendukung (supporting wheel), penggerak (driver), trust, box pemasukan material (material entrance box), box pengeluaran material (material exit box) dan sistem perpipaan pendukung
(supporting piping system). Tangki dibilas dengan lembaran baja roll (rolled
steel plate), ada beberapa macam corkscrew papan pendorong material di depan tangki dan 2 papan pemisah pada bagian akhir. Di kedua sisi, terdapat box pengumpan material dan box pengeluaran material. Pada sisi pengumpan material terdapat pipa pendukung yang terhubung dengan cyclone. Dua ring baja pada holder roda depan dan belakang dipasang diluar tangki. Juga terdapat shielding wheel (trust) diatas holder. Di dekat roda pendukung belakang terdapat gear besar. Motor elektrik pada cooler membuat tangki/drum dapat bergerak melingkar sesuai penggerak.
Tangki berakhir pada sisi pengeluaran material. Material (semi produk bersuhu tinggi) dari dryer dikirim ke cooler melalui box pengumpan material. Kemudian, material dan udara dari luar saling bercampur. Sehingga dapat menurunkan panas dan suhu material. Udara menjadi panas pada saat itu juga sehingga berhasil yaitu menurunkan suhu. Udara lembab dengan suhu tinggi akan dialirkan ke dust–system oleh sistem pipa pembantu (assistant piping system).
d. Coater
Drum Coater terdiri dari tangki, supporting wheel, driver, trust, material entrance box, material exit box, barrel of heating liquid dan supporting insulating system. Tangki merupakan hasil pengelasan dari lembaran baja (rolled steel plate). Ada box pengumpan dan penhgeluaran di kedua sisi pengumpanan. Dua ring baja melingkar menyangga holder roda depan dan belakang dipasang diluar tangki. Juga terdapat shielding wheel (trust) pada
holder. Di bagian tangki di dekat supporting wheel belakang terdapat gear