2.1 Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) menurut Sieiichi Nakajiwa Vice Chairman Of The Japan Institute of Plan Maintenance (JIPM) Mendefinisikan Total Productive Maintenance (TPM) sebagai suatu pendekatan yang inovatif dalam maintenance dengan cara mengoptimasikan keefektifan peralatan, mengurangi / menghilangkan kerusakan mendadak (Breakdown) dan melakukan perawatan mandiri oleh operator (Aotonomus Maintenance by operator).
inovatif dari orang-orang Jepang. Asal mula dari TOM bisa dilacak pada tahun 1951 dimana pemeliharaan pencegahan pertama kali diperkenalkan di Jepang. Bagaimanapun juga konsep dari pemeliharaan pencegahan diambil dari Amerika Serikat. Nippon denso adalah perusahaan pertama yang yang memperkenalkan penerapan pemeliharaan pencegahan secara luas di 1960an. Pemeliharaan pencegahan adalah konsep yang dimana, operator memproduksi barang menggunakan mesin dan grup pemeliharaan didedikasikan dengan kerja pemeliharaan mesin, bagaimanpun dengan automasi dari Nippondenso, pemeliharaan menjadi sebuah permasalahan ketika ada banyak personel
pemeliharaan yang dibutuhkan. Sehingga manjemen memutuskan bahwa operator akan membawa pemeliharaan rutin dari peralatan.
Nippondenso, yang sudah siap untuk mengikuti pemeliharaan pencegahan, juga menambahkan pemeliharaan Aotomasi yang dikerjakan oleh operator produksi. Kru pemeliharaan beralih dalam modifikasi perlengakapan untuk improfisasi secara nyata. Hal ini melaju kepada pemeliharaan pencegahaan. Modifikasi dilakukan untuk untuk bisa berkoorperasi dalam perlengkapan yang baru. Pencegahan pemeliharaan bersama dengan Maintanance Prevention melahirkan Produktif Maintanance.
2.1.1 Definisi Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) merupakan suatu sistem pemeliharaan dan perbaikan pada mesin atau peralatan yang melibatkan semua di visi dan karyawan mulai dari operator hingga manajemen puncak berdasarkan komitmen yang telah disepakati bersama. Konsep Total Productive Maintenance (TPM) pertama kali diterapkan di Jepang pada tahun 1971. Pada awalnya, Jepang belajar pemeliharaan produktifitas dari Amerika, lalu digabungkan dengan kebudayaan Jepang (kerja tim). TPM merupakan pencapaian efisiensi pemeliharaan mandiri melalui satu sistem yang lengkap berdasarkan keikut sertaan seluruh karyawan. Selain itu, TPM gabungan dari beberapa ilmu tingkah laku (manusia dan mesin), rekayasa sistem, ekologi (perub ahan mesin), dan logistik.
TPM dirancang untuk mencegah terjadinya suatu kerugian karena terhentinya aktivitas produksi, yang disebabkan oleh kegagalan fungsi dari suatu peralatan (mesin) , kerugian yang disebabkan oleh hilangnya kecepatan produksi mesin yang diakibatkan oleh kegagalan fungsi suatu komponen tertentu dari suatu
mesin produksi , dan kerugian karena cacat yang disebabkan oleh kegagalan fungsi komponen atau mesin produksi. Jadi dapat di simpulkan secara sederhana bahwa tujuannya diaplikasikannya TPM adalah untuk mengoptimalkan efisiensi sistem produksi secara keseluruhan melalui aktivitas pemeliharaan dan perbaikan secara terorganisir.
Pada dasarnya, masalah pemeliharaan dan perbaikan sudah timbul sejak pemilihan instalasi atau peralatan. Hal ini disebabkan karena suatu sistem pemeliharaan dan perbaikan hanya dapat dilakukan dengan baik dan benar jika sekurang-kurangnya telah dipahami prinsip kerja dan karakteristik instalasi, konstruksi dan filsafat perancangannya, bahan dan energi yang digunakan, serta jumlah dan kualifikasi operator dan teknisi yang menanganinya. Dimana system pemeliharaan dan perbaikan meliputi semua usaha untuk menjamin agar instalasi senantiasa dapat berfungsi dengan baik, efisien dan ekonomis, sesuai dengan spesifikasi dan kemampuannya. Sementara disisi lain hal yang perlu diperhatikan bahwa biaya pemeliharaan dan perbaikan haruslah dapat ditekan seminimal mungkin.
Definisi lengkap TPM memuat 5 hal JIPM (Japan Institute of Plant Maintenance) 1971 antara lain:
1. Memaksimalkan efektifitas menyeluruh alat / mesin.
2. Menerapkan sistem preventive maintenance yang komprehensif sepanjang umur mesin / peralatan.
3. Melibatkan seluruh departemen perusahaan.
4. Melibatkan semua karyawan dari top management sampai karyawan lapangan.
5. Mengembangkan preventive maintenance melalui manajemen motivasi aktivitas kelompok kecil mandiri.
2.1.2 Keuntungan TPM
Apabila TPM berhasil diterapkan, maka keuntungan-keuntungan yang akan diperoleh perusahaan sebagai berikut:
1) Untuk Operator mesin boiler
Proses supplay uap steam ke produksi tidak terganggu
Kerusakan ringan dari mesin dapat langsung diselesaikan o leh operator.
Efektivitas mesin itu sendiri dapat ditingkatkan.
Kesempatan operator untuk menambah keahlian dan pengetahuan serta melakukan perbaikan dan metode kerja yang lebih baik dan lebih efisien.
2) Untuk Departemen Pemeliharaan
Mesin, peralatan, dan lingkungan kerja selalu bersih dan dalam kondisi yang baik dan siap pakai sewaktu-waktu.
Frekuensi dan jumlah pemeliharaan darurat semakin berkurang, departemen pemeliharaan hanya mengerjakan pekerjaan yang membutuhkan keahlian khusus saja.
Waktu untuk melakukan preventive maintenance lebih banyak dan mempunyai kesempatan untuk meningkatkan ketrampilan dan pengetahuan.
2.2 Pengertian dan Tujuan Maintenance 2.2.1 Pengertian Maintenance
Menurut Lindley R. Higgis & R. Keith Mobley, maintenance atau pemeliharaan adalah suatu kegiatan yang dilakukan secara berulang-ulang dengan tujuan agar peralatan selalu memiliki kondisi yang sama dengan keadaan awalnya. Maintenance juga dilakukan untuk menjaga peralatan tetap berada dalam kondisi yang dapat diterima oleh penggunanya. (Maintenance Enginering Handbook, Sixth Edition McGraw-Hill, 2002), maka biasanya kita selalu berusaha untuk tetap dapat mempergunakan mesin/peralatan sehingga kegiatan produksi dapat berjalan lancar. Dalam usaha untuk dapat menggunakan terus mesin/peralatan agar kontinuitas produksi dapat terjamin, maka dibutuhkan kegiatan kegiatan pemeliharaan dan perawatan yang meliputi :
1) Kegiatan pengecekan. 2) Pelumasan (lubrication).
3) Perbaikan/reparasi atas kerusakan-kerusakan yang ada. 4) Penyesuain/penggantian spare part atau komponen. Ada dua jenis penurunan kemampuan mesin / peralatan yaitu :
Natural Deterioration yaitu menurunnya kinerja mesin/peralatan secara alami akibat terjadi pemburukan/keausan pada fisik mesin/peralatan selama waktu pemakaian walaupun penggunaan secara benar.
Accelerated Deterioration yaitu menurunnya kinerja mesin/peralatan akibat kesalahan manusia (human error) sehingga dapat mempercepat
keausan mesin/peralatan karena mengakibatkan tindakan dan perlakuan yang tidak seharusnya dilakukan terhadap mesin/peralatan.
Dalam usaha mencegah dan berusaha untuk menghilangkan kerusakan yang timbul ketika proses produksi berjalan, dibutuhkan cara dan metode untuk mengantisipasinya dengan melakukan kegiatan pemeliharaan mesin/peralatan. Pemeliharaan (maintenance) adalah kegiatan untuk memelihara atau menjaga mesi/peralatan dan mengadakan perbaikan atau penyesuaian/penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang direncanakan. Jadi dengan adanya kegiatan maintenance maka mesin/peralatan dapat dipergunakan sesuai dengan rencana dan tidak mengalami kerusakan selama dipergunakan untuk proses produksi atau sebelum jangka waktu tertentu direncanakan tercapai
2.2.2 Tujuan Maintenance
Menurut Miko Hasriyono (2009), Maintenance adalah kegiatan pendukung bagi kegiatan komersil, maka seperti kegiatan lainnya, maintenance harus efektif, efisien dan berbiaya rendah. Dengan adanya kegiatan maintenance ini, maka mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncanakan tercapai.
Beberapa tujuan maintenance yang utama antara lain :
1. Kemampuan berproduksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijakan perusahaan mengenai investasi tersebut.
4. Untuk mencapai tingkat biaya maintenance secara efektif dan efisien keseluruhannya.
5. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut. 6. Memaksimumkan ketersedian semua peralatan sistem produksi
(mengurangi downtime).
7. Untuk memperpanjang umur/masa pakai dari mesin/peralatan.
2.3 Jenis-Jenis Maintenance
2.3.1 Planned Maintenance (Pemeliharaan Terencana)
Menurut R. Keith Mobley (2004), Planned maintenance
(pemeliharaa terencana) adalah pemeliharaan yang terorganisir dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena itu program maintenance yang akan dilakukan harus dinamis dan memerlukan pegawasan dan pengendalian secara aktif dari bagian maintenance melalui informasi dari catatan riwayat mesin/peralatan.
Konsep planned maintenance ditujukan untuk dapat mengatasi masalah yang dihadapi manajer dengan pelaksanaan kegiatan maintenance. Komunikasi dapat diperbaiki dengan informasi yang dapat memberi data yang lengkap untuk mengambil keputusan. Adapun data yang penting dalam kegiatan maintenance antara lain laporan permintaan pemeliharaan, laporan pemeriksaan, laporan perbaikan, dan lain- lain. Pemeliharaan terencana (planned maintenance) terdiri dari tiga bentuk pelaksanaan, yaitu :
1) Preventive maintenance (pemeliharaan pencegahan)
Preventive maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi. Dengan demikian semua fasilitas produksi yang diberikan preventive maintenance akan terjamin kelancarannya dan selalu diusahakan dalam kondis atau keadaan yang siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat. Sehingga dapatlah dimungkinkan pembuatan suatu rencana dan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat.
2) Corrective maintenance (Pemeliharaan Perbaikan )
Corrective maintenance adalah suatu kegiatan maintenance yang dilakukan setelah terjadinya kerusakan atau kelalaian pada mesin/peralatan sehingga tidak dapat berfungsi dengan baik.
3) Predictive maintenance
Predictive maintenance adalah tindakan-tindakan maintenance yang dilakukan pada tanggal yang ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil untuk melakukan predictive maintenance itu dapat berupa data getaran, temperature, vibrasi, flow rate, dan lain- lainnya. Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari operator di lapangan yang diajukan melalui work order ke departemen maintenance untuk dilakuakan tindakan tepat sehingga tidak akan merugikan perusahaan.
2.3.2 Unplanned Maintenance (Pemeliharaan Tak Terencana)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah tindakan maintenance yang tidak dilakukan pada mesin peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan.
2.3.3 Autonomous Maintenance (Pemeliharaan Mandiri)
Menurut Miko Hasriyono (2009), Autonomous maintenance atau pemeliharaan mandiri merupakan suatu kegiatan untuk dapat meningkatkan produktivitas dan efisiensi mesin/peralatan melalui kegiatan-kegiatan yang dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka
tangani sendiri. Prinsip-prinsi yang terdapat pada lima S, merupakan prinsip yang mendasari kegiatan autonomous maintenance yaitu :
1. Seiri (clearing up): Menyingkirkan benda-benda yang tidak diperlukan.
2. Seiton (organazing): Menempatkan benda-benda yang diperlukan dengan rapi.
3. Seiso (cleaning): Membersikan peralatan dan tempat kerja.
4. Seikatsu (standarizing): Membuat standar kebersihan, pelumasan dan inspeksi.
5. Shitsuke (training and discipline): Meningkatkan skill dan moral.
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan membangun keahlian yang dibutuhkan operator agar mereka mengetahui tindakan apa yang harus dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah : 1) Membersihkan dan memeriksa (clean and inspect).
2) Membuat standar pembersihan dan pelumasan.
3) Menghilangkan sumber masalah dan area yang tidak terjangkau (eliminate problem and anaccesible area).
4) Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance). 5) Melaksanakan pemeliharaan menyeluruh (conduct general inspection). 6) Pemeliharaan mandiri secara penuh (fully autonomous maintenance). 7) Pengorganisasian dan kerapian (organization and tidines).
2.4 Tugas dan Pelaksanaan Kegiatan Maintenance
Menurut Miko Hasriyono (2009), Semua tugas-tugas atau kegiatan dari pada maintenance dapat digolongkan ke dalam salah satu dari lima tugas pokok yang berikut:
Inspeksi (Inspections)
Kegiatan inpeksi meliputi kegiatan pengecekan dan pemeriksaan secara berkalas (routine schedule check) terhadap mesin/peralatan sesuai dengan rencana yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas mesin/peralatan yang baik untuk menjamin kelancaran proses produksi.
Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru dibeli dan kegiatan pengembangan komponen atau peralatan yang perlu diganti, serta melakukan penelitian-penelitian terhadap kemungkinan pengembangan komponen atau peralatan, juga berusaha mencegah terjadinya kerusakan.
Kegiatan Produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya yaitu dengan memperbaiki seluruh mesin/peralatan produksi.
Kegiatan Administrasi
Kegiatan administrasi merupakan kegiatan yang berhubungan dengan pencatatan-pencatatan mengenai biaya-biaya yang terjadi dalam
melakukan kegiatan pemeliharaan, penyusunan planning dan schedulling, yaitu rencana kapan kegiatan suatu mesin / peralatan tersebut harus diperiksa, diservice dan diperbaiki.
Pemeliharaan Bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan yang tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
2.5 Seven Tools
Menurut Rami Hikmat Fouad dan Adnan Mukattash (2010), Qc seven tool adalah salah satu metode yang digunakan untuk mengkontrol kualitas (quality control) dari suatu produk dan untuk mengambil suatu tindakan yang diperlukan lebih lanjut sehingga suatu proses dapt terkontrol dengan baik. QC Seven tools sendiri terdiri dari :
1. Check sheet
Fungsi lembar cek adalah untuk menyajikan informasi dalam bentuk grafis yang efisien. Hal ini dapat dicapai dengan membuat daftar item yang sederhana. Namun, dalam beberapa kasus pada lembar cek dapat dimasukkan sistem analisi. 2. Pareto chart
Grafik Pareto digunakan untuk mengidentifikasi faktor-faktor yang memiliki efek kumulatif terbesar pada sistem sehingga dapat menyaring faktor-faktor yang kurang signifikan dalam suatu analisis. sehingga akan memudahkan pengguna untuk memusatkan perhatian pada faktor penting dalam suatu proses.
Diagram alur adalah representasi bergambar dari sebuah proses. Dengan memecah proses menjadi bagian-bagian dari langkah- langkah penyusunnya, diagram alur dapat berguna dalam mengidentifikasi di mana kesalahan yang mungkin ditemukan dalam suatu sistem. Dalam peningkatan kualitas kerja, diagram alur sangat berguna untuk menampilkan bagaimana proses saat ini bekerja atau idealnya suatu proses.
4. Histogram
Histogram adalah jenis khusus dari diagram batang dimana titik data individu dikelompokkan bersama-sama didalam suatu kelas/interval, sehingga bisa dengan mudah menganalisa seberapa sering data dalam masing- masing kelas/interval terjadi dengan melihat pada kumpulan data karena histogram sendiri memberikan tampilan grafis sederhana dari sebuah akumulasi data-data.
5. Scatter diagram
Scatter diagram adalah alat grafis yang berfungsi untuk menggambarkan pengaruh suatu variable terhadap variable-variabel yang lain. Diagram scatter umumnya menampilakan poin-point yang mewakili dari suatu nilai variable-variabel yang diamati.
6. Control chart
Control chart atau dalam bahasa Indonesia sering disebut dengan “peta kendali” adalah salah satu alat yang digunakan oleh produksi untuk mengendalikan proses produksi secara statistik. Variabel- variabel yang digunakan oleh control char adalah berupa angka-angka misalkan waktu tunggu, suhu, biaya dan lain- lain. Grafik Variabel biasanya digunakan secara berpasangan
dimana salah satu grafik mempelajari variasi dalam suatu proses , sedangkan variable lainnya mempelajari rata-rata dari suatu proses .
7. Diagram Sebab Akibat (Fishbone/Cause and Effect Diagram)
Diagram sebab akibat adalah gambar pengubahan dari garis dan simbol yang didesain untuk mewakili hubungan yang bermakna antara akibat dan penyebabnya. Dikembangkan oleh Dr. Kaoru Ishikawa pada tahun 1943 dan terkadang dikenal dengan diagram Ishikawa.
Diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan analisis yang lebih terperinci untuk menemukan penyebab-penyebab suatu masalah, ketidaksesuaian dan kesenjangan yang ada. Diagram sebab akibat dapat digunakan apabila pertemuan diskusi dengan menggunakan brainstorming untuk mengidentifikasi mengapa suatu masalah terjadi, diperlukan analisis lebih terperinci dari dari suatu masalah dan terdapat kesulitan untuk memisahkan penyebab dan akibat. Terjadinya penyimpangan kualitas hasil kerja maka orang akan selalu mendapatkan bahwa ada 5 faktor penyebab utama signifikan yang perlu diperhatikan, yaitu:
Manusia (man)
Metode Kerja (work method)
Mesin/peralatan kerja lainnya (machine/equipment) Bahan Baku (raw material)
Lingkungan Kerja (work environment)
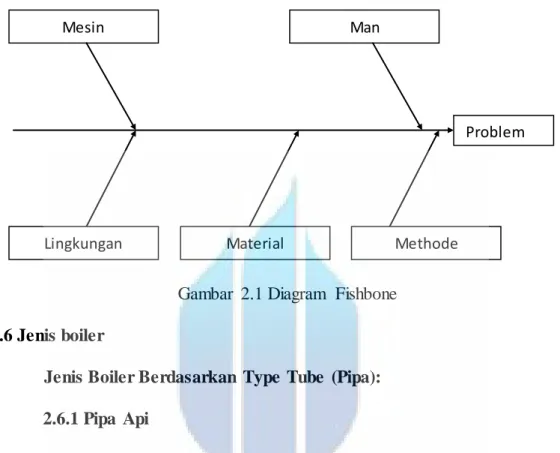
Cause and effect diagram seperti pada Gambar 2.1 dapat digunakan untuk hal- hal sebagai berikut :
2. Untuk mengidentifikasi kategori dan sub-kategori sebab-sebab yang mempengaruhi suatu karakteristik kualitas tertentu.
Gambar 2.1 Diagram Fishbone 2.6 Jenis boiler
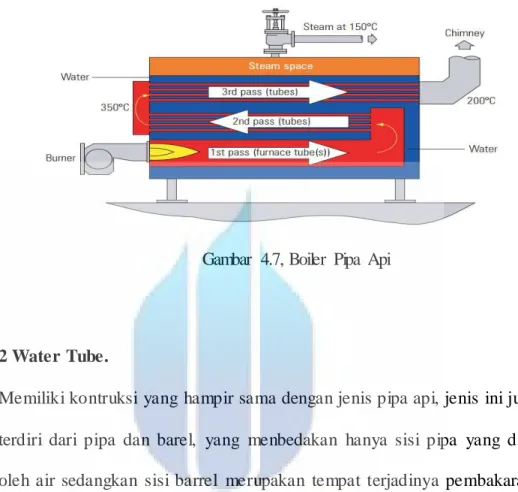
Jenis Boiler Berdasarkan Type Tube (Pipa): 2.6.1 Pipa Api
Pada boiler ini memiliki dua bagian didalamnya yaitu bagian tube yang merupakan tempat terjadinya pembakaran dan bagin barrel/tong yang berisi fluida. Tipe boiler pipa api ini memiliki karakteristik yaitu menghasilkan jumlah steam yang rendah serta kapasitas yang terbatas. Prinsip Kerjanya: Proses pengapian terjadi didalam pipa dan panas yang dihasilkan diantarkan langsung kedalam boiler yang berisi air. Kelebihan: Proses pemasangan cukup mudah dan tidak memerlukan pengaturan yang khusus, tidak membutuhkan area yang besar dan memiliki biaya yang murah.
Mesin Man
Problem
Kekurangan : Memiliki tempat pembakaran yang sulit dijangkau saat hendak dibersihkan, kapasitas steam yang rendah dan kurang efisien karena banyak kalor yang terbuang sia-sia.
Gambar 4.7, Boiler Pipa Api
2.6.2 Water Tube.
Memiliki kontruksi yang hampir sama dengan jenis pipa api, jenis ini juga terdiri dari pipa dan barel, yang menbedakan hanya sisi pipa yang diisi oleh air sedangkan sisi barrel merupakan tempat terjadinya pembakaran. Karakteristik pada jenis ini ialah menghasilkan jumlah steam yang relatif banyak.
Prinsip Kerja: Proses pengapian terjadi pada sisi luar pipa, sehingga panas akan terserap oleh air yang mengalir di dalam pipa.
Kelebihan: Memiliki kapasitas steam yang besar, nilai efesiensi relatif lebih tinggi dan tungku pembakaran mudah untuk dijangkau saat akan dibersihkan.
Kekurangan: Biaya investasi awal cukup mahal, membutuhkan area yang luas dan membutuhkan komponen tambahan dalam hal penanganan air.
Gambar 4.8, Water Tube
2.7 Pengujian Boiler
Ada 2 cara pengetesan boiler yaitu: 2.7.1 HYDROSTATIC TEST
A. Hydrostatis Test : (Pertama)
DP< 5 Kg/ Cm2 P Test = 2 x DP DP > 5 kg/cm2<10 kg/cm2 P Test = DP +5 DP ≥10 kg/cm2 P Test = 1,5 DP B. Hydrosetatic Test : ( Ulangan/ Berkala )
DP + max. 3 kg/ cm2 Notes :
DP = Tekanan rancang = tekanan kerja max. yang diijinkan Hydrostatic Test
Tujuan : Untuk mengetahui apakah konstruksi ketel uap tersebut mampu menahan pemadatan air sesuaI dengan ketentuan peraturan perundangan
maupun standar yang berlaku dengan pengertian tidak terdapat bocoran/ rembesan atau perubahan bentuk bentuk yang menetap.
2.7.2 STEAM TEST
Tujuan : Untuk mengetahui normal tidaknya semua alat perlengkapan dari Pesawat Uap yang bersangkutan.
2. SETTING SAFETY VALVE
Sv1: Dapat disetting dibawah tekanan max yang diijinkan
SV2 : Dapat disetting pada tekanan max. yang diijinkan atau disetting pada tekanan yang lebih tinggi, tetapi tidak boleh melebihi 3% dari Tekanan Kerja Max. yang diijinkan.
Perbedaan setting SV1 dan SV2 tidak boleh melebihi 10 % dari tekanan tertinggi.
SV pada waktu menutup, toleransi penurunan tekana minimum : 1% dan maksimal 4 %