T-176
ANALISA CACAT PENGARUH KOMPAKSI PROSES METALURGI SERBUK KOMPOSITAl/Al2O3DARI PEMANFAATAN LIMBAH KALENG SOFT DRINK
Ipick Setiawan1), Agus Pramono2), Mohammad Bagus Irawan3) 1), 2)
Staf Pengajar Jurusan Teknik Mesin Universitas Sultan Ageng Tirtayasa,Cilegon – Banten 3)Mahasiswa Jurusan Teknik Mesin Universitas Sultan Ageng Tirtayasa,Cilegon – Banten
Email: ipicks@yahoo.co.id
ABSTRAK
Komposit matrik logam Al/Al2O3 merupakan bahan paduan dari jenis material yang berbeda, dalam hal ini
aluminium (logam) sebagai matrik dan partikel Al2O3 (keramik) sebagai penguat dalam pembuatannya dengan
teknik metalurgi serbuk. Pada penelitian ini, komposit Al/Al2O3 dengan variasi tekanan (kompaksi) sebesar 40
kN, 45 kN dan 50 kN dengan waktu tahan 15 menit, temperatur sinter pada 450oC selama 2 jam.Pengujian Al/Al2O3 meliputi pengujian penetrant testing, porositas, ultrasonic testing dan pengujian kuat tekan. Hasil
penelitian dengan menggunakan penetrant testing dan pengujian porositas menunjukkan sebesar 22,49% sampelter dapat cacat. Kuat tekan sebesar 90,30N/mm2 dan hasil pengujian ultrasonic testing tidak bisa digunakan secara maksimal dikarenakan sampel terjadi banyak posoitas. Variabel terbaik dari karakterisasi komposit ini diaplikasikan untuk komponen otomotif.
Kata Kunci: Metalurgi Serbuk, Komposit Al/Al2O3, Kompaksi
1. PENDAHULUAN
Kaleng merupakan suatu benda yang sudah tidak asing lagi pada peradaban saat ini. Kaleng biasanya digunakan sebagai kemasan baik makanan seperti cocktail, kacang polong dan makanan kemasan kaleng lainnya, juga minuman seperti minuman ringan (softdrink), minuman elektrolit, dan lain-lain. Teknologi kemasan kaleng, khususnya kaleng terdapat dua bagian yang terbuat dari alumunium (two-piece alumunium can) bergerak sangat cepat, baik dari segi teknologi mesin, peralatan (tooling) maupun material alumunium sebagai bahan baku utama. Pada awalnya, kecepatan produksi hanya berkisar 600 kaleng/menit dengan ketebalan material alumunium 0,320 sebagai bahan baku. Sejalan dengan perkembangan teknologi, sekarang ini kecepatan produksi sudah mencapai diatas 1500 kaleng/menit dengan ketebalan bahan baku yang semakin tipis.
Komposit merupakan material yang dibuat dengan kombinasi dua atau lebih material yang berbeda yang digabung dalam skala makroskopik untuk membentuk material dengan sifat yang lebih baik dan bermanfaat, dengan syarat terjadi ikatan antara kedua material tersebut [Gibson, 1994]. Jadi, salah satu teknologi material yang dapat dipromosikan sebagai material bahan baku pembuatan komponen otomotif sebagai alternatif pengganti logam seperti besi dan baja adalah material komposit, yaitu Komposit Matriks Logam (KML). KML merupakan material yang sedang dikembangkan dan disempurnakan sifat-sifatnya, merupakan bahan alternatif pengganti logam yang potensial dalam memenuhi serangkaian sifat yang bisa disesuaikan untuk aplikasi tertentu.
Pembentukan komposit matrik logam dapat dilakukan dengan berbagai cara, salah satu di antaranya, pembentukan dengan metode metalurgi serbuk.
2. METODOLOGI PENELITIAN 2.1 Bahan yang Digunakan
- Serbuk Aluminium limbah soft drink AA3104 sebesar 100 mesh.
- Serbuk Al2O3 (Alumina) sebesar 100 mesh. - Serbuk Zinc sebesar 100 mesh.
2.2 Proses Kompaksi
Proses kompaksi merupakan proses lanjutan setelah pencampuran antara matrik Al dan penguat Al2O3 dimana serbuk dimasukkan ke dalam cetakan logam berbentuk silinder dengan lubang diameter 20 mm, dan tinggi 50 mm keremudian ditekan dengan tekanan 40 kN, 45 kN dan 50 kN ditahan selama 30 menit bertujuan untuk memadatkan serbuk sehingga distribusi serbuk akan merata dan melekat. Semakin besar tekanan kompaksi dan semakin kecil ukuran partikel maka jumlah udara (porositas) di antara partikel akan semakin sedikit, alat yang digunakan menggunakan mesin kompaksi manual.
Proses Sintering
Pemanasan (sintering) dilakukan dengan dapur pemanas dengan temperatur sinter untuk tiap sampel konstan, yaitu sebesar 4500C dan waktu tahan sinter selama 120 menit. Temperatur sinter untuk komposit Al-Al2O3 mengacu pada temperatur sinter matriks aluminium, yaitu antara 4500C [Meilianti,2012].
2.3 Pengujian Komposit 2.3.1 Pengujian tidak Merusak
Penetrant Testing
Pada pengujian penetrant testing menggunakan metode Fluorescent Penetrant Testing ini dimaksudkan untuk mengidentifikasi cacat yang ada dipermukaan sampel dari variasi tekanan yang diberikan dalam mengkompresi sampel.
Gambar 1 Hasil Sintering
Gambar 2 Black Light
Pengujian Porositas
Pengujian porositas dilakukan untuk mengetahui seberapa banyak poros yang terdapat dalam komposit logam Al/Al2O3 dalam sampel uji, dan pada pengujian ini dilakukan melalui rumus archimedes dengan media air. Dalam realitanya proses pembentukan material dengan menggunakan metalurgi serbuk sulit untuk mendapatkan material yang non porositas.
Pengujian Ultrasonic Testing
Pada pengujian Ultrasonic Testing ini dimaksudkan untuk mengidentifikasi cacat yang ada didalam material komposit matriks logam aluminium dari limbah kaleng softdrink dengan
reinforce alumina dan wetting agentzinc. 2.3.2 Pengujian Merusak
Pengujian Kuat Tekan
Pengujian kuat tekan dilakukan untuk mengetahui hubungan variabel tekanan terhadap kemampuan sampel untuk menahan beban tekan. Penekanan sampel dilakukan dari keadaan sampel yang utuh sampai sampel keadaan hancur. Standar pengujian yang digunakan adalah SNI 03-1974-1990.
Metalurgi Serbuk
Metalurgi serbuk merupakan salah satu
metode pembuatan komposit berbasis serbuk yang diawali proses pencampuran, kompaksi dan proses sintering. Keuntungan dari metalurgi serbuk adalah komponen produk yang dihasilkan langsung dapat digunakan tanpa perlu dilakukan proses permesinan dan dapat diproduksi dalam skala kecil maupun masal. Jenis komposit yang banyak dikembangkan industri otomotif adalah komposit yang bermatrik logam (Metal Matrix Composite), yaitu komposit bermatrik Aluminium Matrix Composite (AMC). Saat ini AMC digunakan dalam industri otomotif seperti piston, disk brake, gear, dan engine block. Material matrik aluminium 3104 dengan penguat keramik Al203 merupakan kombinasi yang sangat sesuai dalam meningkatkan performa mekanik dan ketahanan dalam kerusakan korosif. Pada pembuatan yang memiliki sifat material penyusun berbeda, maka komposit antar material harus berikatan dengan kuat, sehingga perlu adanya penambahan wetting agent [Pramono, 2008]. Salah satu wetting agent yaitu zinc, penggunaan zinc ini dilakukan untuk menjadi pengikat antara matrik aluminium dengan penguat Al203.
Pencampuran dan Pengadukan Serbuk
Pencampuran dan pengadukan serbuk dilakukan untuk menghasilkan serbuk yang homogen [ASM
Handbook Vol. 7, 1990]. bPada tahap pencampuran
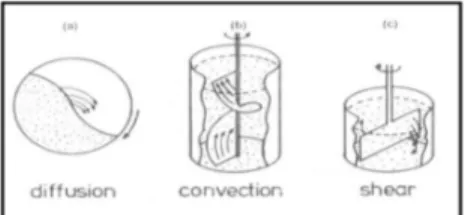
inilah masing-masing komposisi dari serbuk ditambahkan. Dalam pencampuran dan pengadukan serbuk, variabel yang berpengaruh adalah jenis material, ukuran partikel, jenis pengadukan, ukuran pengaduk dan waktu pengadukan [Chandrawan, David dan Myrna Ariati, 1999]. Nilai gaya gesek antar partikel serbuk merupakan hal yang menentukan keberhasilan pencampuran dan pengadukan serbuk. Gaya gesek antar partikel serbuk dipengaruhi oleh efisiensi pencampuran, pelumasan dan pengeringan. Terdapat 3 mekanisme pencampuran serbuk, yaitu [R.M. German, 1984]: (1) difusi: terjadinya pencampuran karena gerak antar partikel serbuk yang dihasilkan oleh putaran drum; (2) konveksi: terjadinya pencampuran karena ulir didalam kontainer berputar pada porosnya sehingga terjadi pencampuran.partikel yang berat akan cenderung turun ke bawah; (3) geser: terjadinya pencampuran karena menggunakan suatu media pengaduk.
Proses Kompaksi
Kompaksi terjadi dengan menempatkan serbuk logam pada cetakan yang kemudian ditekan sehingga serbuk akan terbentuk seperti bentuk rongga cetakannya. Hasil dari proses kompaksi ini disebut sampel, dan memiliki kekuatan yang cukup untuk menjalani proses selanjutnya. Tekanan yang diberikan merupakan tekanan eksternal yang digunakan untuk memberikan sampel dengan kepadatan yang tinggi. Parameter yang dapat menentukan kepadatan dari sampel diantaranya adalah tekanan yang diberikan saat kompaksi, perilaku mekanik, dan kecepatan penekanan [R.M.German,1984].
Gambar 3 Mekanisme Pencampuran Serbuk
Proses kompaksi yang dilakukan adalah dengan tekanan cetakan, dengan metoda satu arah, dua arah atau yang lebih kompleks. Pada penekanan satu arah, punch bagian atas bergerak menekan ke bawah. Dan untuk penekanan dua arah terdapat dua buah punch penekan, yaitu punch atas dan punch bawah, dimana dalam proses penekanan kedua
punch tersebut bergerak bersamaan dengan arah
berlawanan [Joel S. Hirschhorn, 1978].
Gambar 4 Proses Kompaksi
Sintering
Istilah sintering berasal dari bahasa Jerman,
“sinter” dalam bahasa Inggris seasal dengan kata “cinder” yang berarti bara. Sintering merupakan
metode pembuatan material dari serbuk dengan pemanasan sehingga terbentuk ikatan partikel.
Sintering adalah pengikatan bersama antar partikel
pada suhu tinggi. Sintering dapat terjadi di bawah suhu leleh (melting point). Proses sintering merupakan tahap lanjutan setelah pembuatan green
body dari proses kompaksi. Sintering sendiri terjadi
pada temperatur berkisar antara 70% sampai 90% dari temperatur leleh [Kalpakjian, 2003].
Sintering merupakan proses densifikasi
akibat penyatuan dari partikel-partikel serbuk yang akan meningkatkan sifat mekanis dari sampel. Gaya penggerak dalam proses sinter adalah berdasarkan pendekatan termodinamis. Transisi dari sampel setelah sinter yang berporos menjadi material yang tersinter serupa dengan terjadinya reaksi kimia. Dalam proses sinter yang dilakukan pada sampel hasil kompaksi, tahapan yang terjadi adalah: (1) ikatan mula antar partikel (point contact); (2) pertumbuhan leher (initial stage); (3) penutupan dan pembulatan saluran pori (intermediate stage); (4) penyusutan dan pemisahan pori (final stage), [Imam Soewardjo,1988]
Gambar 5 Tahapan sinter
Aluminium dari Limbah Kaleng
Paduan aluminium merupakan matriks yang sering digunakan untuk pembuatan komposit matrik logam, pemilihan aluminium dan paduannya digunakan sebagai matriks karena sifatnya ringan dan fabrikasinya mudah.b Dalam limbah kaleng minuman ringan yang berbahan dasar alumunium dapat dijadikan sebagai matriks dalam pembuatan komposit matriks logam alumunium karena dalam kaleng terdapat kadar alumunium yang cukup tinggi.
Tabel 1 adalah merupakan ciri-ciri sifat mekanis secara umum dari paduan alumunium seri 3xxx yang digunakan sebagai bahan baku kemasan kaleng dengan proses pembentukan kaleng yang dinamakan proses drawn wall ironing. Dimana setelah dilakukan pemanasan dengan temperature 2100C selama 10 menit, mengalami penurunan kekuatan. yaitu, kekuatan luluh (yield strength) turun 9,9% dan kekuatan tarik (tensile strength) turun 9,9%, sedangkan elongasi tidak terjadi perubahan.
Tabel 1 Sifat Mekanis Paduan Aluminium Untuk Badan Kaleng (Alcoa 1995)
Paduan alumunium yang digunakan untuk badan kaleng minuman adalah alumunium seri AA 3104 dengan kandungan unsur yang seperti tertera pada Tabel 2. Sedangkan alumunium yang digunakan dalam penelitian ini adalah alumunium hasil dari limbah kaleng minuman soft drink yang kurang termanfaatkan.
Tabel 2 Standar Komposisi Unsur-Unsur Paduan Alumunium SeriAA3104 (alcoa, 2007)
Unsur AA3104 Si 0,00-0,60 Cu 0,05-0,25 Fe 0,00-0,80 Mn 0,80-1,40 Mg 0,80-1,30 Cr 0,000-0,06 Zn 0,00-0,25 Al Sisanya
3. HASIL DAN DISKUSI
Berdasarkan pengujian yang dilakukan terhadap material komposit matrik logam Al seri 3104/Al2O3, yang meliputi: Pengujian Penetrant
Testing, Porositas, Ultrasonic Testing dan Kuat
Tekan.
Pengujian Penetrant Testing
Data hasil pengujian kekerasan dari material komposit matriks logam Al/Al2O3.
Gambar 6 Hasil Pengujian pada Sampel Tekanan Kompaksi 40 kN
Dari hasil pengujian porositas, didapatkan nilai porositas sebesar 34,89%.
Gambar 7. Hasil pengujian pada sampel tekanan kompaksi 45 kN
Dari hasil pengujian porositas, didapatkan nilai porositas sebesar 24,4%.
Gambar 8 Hasil Pengujian pada Sampel Tekanan Kompaksi 50 kN
Dari hasil pengujian porositas, didapatkan nilai porositas sebesar 22,49%. Prinsip dasar dari cairan
penetrantadalah sifat kapilaritas. Bila celah yang
sangat sempit diberi cairan, maka celah tersebut
akan mampu menyedot cairan tersebut sehingga celah akan berisi cairan [Herman Bija, 2011]. Pengujian Porositas
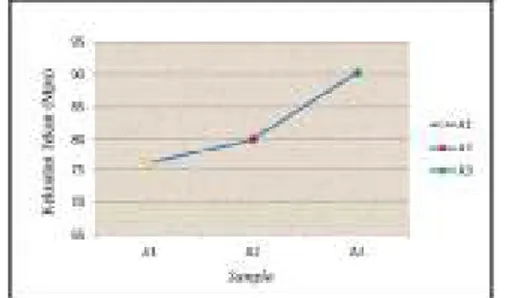
Berdasarkan hasil pengujian porositas yang dilakukan menggunakan rumus Archimedes dengan media air terhadap material komposit matriks logam Aluminium seri AA. 3104 dan penambahan unsur zinc dalam matriks. Dari pengolahan data uji porositas diperoleh grafik hubungan antara pengaruh penambahan tekanan pada saat proses kompresi terhadap masing-masing sampel terhadap porositas material komposit yang terbentuk seperti terlihat pada Gambar 9
Gambar 9 Grafik Hubungan Porositas Terhadap Variabel Tekanan
Dari Gambar 9 terlihat bahwa meningkatnya gaya penekanan sangat berpengaruh pada menurunya tingkat porositas pada material hasil metalurgi serbuk. Dari data di atas didapat porositas terendah adalah 2,109 % dengan tekanan 50 KN dan porositas terbesar terjadi pada tekanan rendah pada 40 KN dengan nilai porositas 3,420 %. Porositas yang tinggi akan menyebabkan permukaan material memiliki kekuatan yang berbeda karena distribusi penguat tidak tersebar merata ke permukaan matriks, sehingga ketika diberikan gaya luar akan retak (Erilia Yusnitha.2009).
Pengujian Ultrasonic Testing
Berdasarkan hasil pengujianultrasonic testing yang dilakukan menggunakan rumus Archimedes dengan media air terhadap material komposit matriks logam Aluminium seri AA. 3104 dan penambahan unsur zinc dalam matriks didapatkan hasil seperti Gambar 10.
Dari ketiga pengujian ultrasonic testing terhadap sampel A1, A2 dan A3 dihasilkan grafik yang tidak berbeda jauh satu dengan yang lain. Dalam Gambar 10 terlihat bahwa grafik yang ada pada layar osiloskop tidak bergerak. Hal ini dikarenakan gelombang ultrasonik hanya bisa dihantarkan melalui atom-atom pada benda, jika terjadi porositas maka gelombang tidak dapat dihantarkan, ini mengidentifikasi bahwa di dalam peramukaan sampel terdapat cacat porositas yang cukup banyak. Hal ini juga bisa dibuktikan dari pengujian sebelumnya, yaitu pada pengujian
penetrant testing dan pengujian porositas yang
banyak ditemukan cacat porositas. Pengujian Kuat Tekan
Gambar 11 memperlihatkan grafik hubungan antara pengaruh penambahan tekanan pada saat proses kompresi terhadap masing-masing sampel terhadap kuat tekan material komposit yang terbentuk.
Gambar 11 Grafik Hubungan Kuat Tekan Terhadap Variabel Tekanan
Pengujian kuat tekan dilakukan untuk mengetahui kekuatan tekan komposit produk dari limbah kaleng soft drink. Dimana aluminium kaleng soft drink sebagai matriks, alumina sebagai
reinforce atau penguat dan zinc sebagai wetting agent. Dari hasil pengujian didapatkan kekuatan
tekan tertinggi dimiliki oleh komposit dengan tekanan kompaksi 50 kN, dan kekuatan tekan terendah dimiliki komposit dengan tekanan kompaksi 40 kN. Hal ini disebabkan pada sampel A1 banyak terjadi porositas, sehingga kekuatan dari stuktur penyusun sangat lemah. Penambahan tekanan kompaksi akan mempengaruhi kekuatan tekan dari komposit tersebut.
Kuat tekan mengidentifikasi mutu dari sebuah struktur. Semakin tinggi kekuatan strukturnya yang dikehendaki, semakin tinggi pula mutu sebuah benda yang dihasilkan [SNI 03-1974-1990]. KESIMPULAN
Dari penelitian pembuatan material kompoit matrik logam Al/Al2O3 dapat diambil kesimpulan sebagai berikut:
1. Nilai porositas tertinggi terjadi pada tekanan kompaksi 40 kN sebesar 34,89% dan nilai
porositas terendah terjadi pada tekanan kompaksi 50 kN sebesar 22,49%.
2. Nilai kuat tekan tertinggi terjadi pada sampel yang mempunyai tekanan kompaksi 50 kN sebesar 90,3 N/mm2 dan nilai kuat tekan terendah terjadi pada sampel yang mempunyai tekanan kompaksi 40 kN sebesar 76 N/mm2. 3. Pada pengujian Ultrasonic Testing ini tidak
bisa digunakan secara maksimal dikarenakan sampel terjadi banyak porositas.
DAFTAR PUSTAKA
Anne Zulfia, Diktat Kuliah Komposit, (2006-2007) ASM Handbook Volume 21, 2001, ASM International
Hanbook Committee.
ASM Handbook Volume 7, Powder Metallurgy Technologies and Applications, USA: ASM International, 1990.
Bija., Herman. Modul Praktikum Pengujian Tanpa
Merusak, Direktorat Jendral Pembinaan Pelatihan
dan Productivitas Balai Besar Latihan Kerja Industri Serang, Kementrian Tenaga Kerja dan Transmigrasi RI.2011.
Badan Standarisasi Nasional SNI 03-1974-1990. Chandrawan, David dan Myrna Ariati. Metalurgi Serbuk,
Teori dan Aplikasi Jilid 1, Depok, hal 5-67. 1999.
Chawla., N. Metal Matrix Composites. Springer Science+Business Media, Inc, New York. 2006. Delannay.,F.Processing and Properties of Metal Matrix
Composites Reinforced with Continuous Fibres for the Control of Thermal Expansion, Creep Resistance and Fracture Toughness. Journal De
Physique IV Vol. 3., hal: 1675-1684. 1993. Erilia,Yusnitha, Pengaruh Penambahan Serbuk Halus
Uo2 Terhadap Densitas dan Radial Expansion Pelet Mentah Serbuk Uo2 Hasil Pre-Pressing:
Pusat Teknologi Bahan Bakar Nuklir–BATAN. 2009.
F. Nair, M.B. Karamis / Tribology International 43, Science Direct.2010.
R.P. Cherian, Artificial Intelligence in Engineering 14, Science Direct.2000.
German, Randall. M, Powder Metallurgy Science, USA, 1984.
German, Randall. M, Sintering Theory and Practice. New York : John Willey & Sons, Inc. 1996. Gibson, Ronal F., Introduction To Physical Metallurgy,
Second edition. McGraw-Hill, Inc, New York. 1994.
Pramono., A, Komposit sebagai Trend Teknologi Masa
Depan, Cilegon, Universitas Sultan Ageng Tirtayasa. 2008.
Pramono.,A, Fantasi Explosive, Jurusan Teknik Metalurgi, Fakultas Teknik, Universitas Sultan Ageng Tirtayasa, Cilegon. 2009.