SNI 03-6477-2000
Standar Nasional Indonesia
SNI
Metode penentuan nilai sepuluh persen kehalusan
Untuk agregat
DAFTAR ISI
Halaman DAFTAR ISI ... i 1 Ruang Lingkup ... 1 2 Pengertian ... 1 3 Dasar ... 14 Pengambilan Contoh Uji ... 1
5 Peralatan ... 1
6 Persiapan Porsi Uji dan Benda uji ... 4
7 Prosedur ... 5
8 Perhitungan dan Hasil uji ... 8
9 Laporan Pengujian ... 8
Lampiran A : Daftar Istilah ... 9
Lampiran B: Metode Penentuan nilai sepuluh persen kehalusan yang dianjurkan untuk berbagai ukuran fraksi agregat... 10
Metode penentuan nilai sepuluh persen kehalusan untuk agregat 1 Ruang lingkup
Satndar ini tentang metode untuk menentukan nilai sepuluh persen kehalusan bahan agregat yang memberikan suatu ukuran relatif dari ketahanan suatu bahan agregat terhadap keremukan yang disebabkan oleh beban tekan yang meningkat seara berangsur-angsur.
Dalam standar ini dua prosedur, prosedur pertama yaitu bahan agregat diuji daam keadaan kering, dan prosedur kedua yaitu bahan agregat diuji dalam keadaan sudah di rendam.
Kedua prosedur ini dapat dilaksanakan baik utuk agregat halus maupun agregat kasar, yang lolos ayakan 14,0 mm tetapi tertahan dalam ayakan 10,0 mm. untuk fraksi fraksi dengan ukuran lainnya, metode yang disarankan diraikan dalam Lampiran B.
2 Pengertian
Untuk ujuan penggunaan metode ini, pengertian tentang symbol, satuan contoh uji, benda uji prosedur bagi empat. Ukuran mata ayakan mengikuti ketentuan berlaku.
3 Dasar
Suatu benda uji didapatkan menurut cara tertentu ke dalam selider baja yang dilengkapi sebuah plunyer yang dapat bergerak bebas . benda uji tersebut di beri beban tekan yang terapkan melalui plunyer. Beban ini akan meremukan bahan agregat sampai suatutingkat tertentu tergantung pada ketahanan remuk dari bahan tersebut.
Tingkat peremukan dapat ditetapkan melali uji ayak terhadap benda uji yang telah remuk. Prosedur ini diulang pada berbagai variasi beban untuk mendapatkan gaya maksimum yang menghasilkan suatu analisa ayak tertentu. Gaya yang didapat kemudian diambil sebagai nilai sepuluh persen kehalusan.
4 Pengambila Contoh Uji
Contoh uji yang diguakan untuk pengujian diambl sesuai ketetuan yang berlaku.
5 Peralatan
5.1 Umum
5.1.1 Slinder Baja, dengan ujung –ujung terbuka, berukuran diameter dalam 150mm
dengan plunyer dan pelat alas dengan bentuk umum dan ukuran seperti gambar yang tertera pada Gambar 1 dan Tabel 1.
Bagian permukaan alat yang berhubungan langsung dengan bahan agregat, harus dialuskan dan diperkeras, atau bila dikerjakan dengan cara lain, harus mempunyai kekerasan tidak kurang 650 HV. Sesuai dengan BS-427, dan dirawat tetap dalamkeadaan licin.
Tabel 1. Dimensi Utama Slinder dan Plunyer
Kmponen ---- Dimensi (lihat gambar 1.) Ukuran nominal diameter dalam slinder 150mm (mm)
Ukuran nomina diameter dalam slinder 75 mm (lihat
Lampiran-B) (mm) Slinder Diameter Dalam, A
Kedalaman, B Tebal Dinding Minimum, C 154 ± 0,5 125 – 140 16,0 78 ± 0,5 70,0 – 85,0 8,0 Pluyer Diameter Torak, D
Diameter Tangkai,E Panjang (tangka + Torak ), F Kedalaman torak minimum, G Diameter Lubang, H 152 ± 0,5 >95 - ≤ D 100 – 115 ≥ 25,0 20,0 ± 0,1 76,0 ± 0,5 > 45,0 - ≤ D 60,0 – 80,0 ≥19,0 10,0 ± 0,1
Pelat Alas Tebal minimum,I Panjang tiap sisi, J
10 200- 230
10 110-115
5.1.2 Batang penumbuk, terbuat dari baja bulat lurus berdiameter (16 ± 1) mm dan
panjangnya (600 ± 5) mm, serta ujung- ujungnya dbulatkan.
5.1.3 Timbangan, bekapasitas 3 kg dengan ketelitian sampai 1 gram.
5.1.4 Ayakan penguji, dengan pelat berlubang persegi berukuran 14,0 mm da 10,0 mm
serta sebuah ayakan anyman kawat berukuran celah 2,36 mm. ayakan-ayakan in harus memenuh ketentuan yang berlaku.
5.1.5 Mesin Uji Tekan, yang mampu meghasilkan gaya sampai 500kN dan dapat
dioperasikan dengan kecepatan pembebanan yang seragam sehingga gaya tersebut dapat dicapai dalam waktu 10 menit (Lihat 7.1.2). mesin ini harus memenuhi ketentun yang berlaku. Selanjutnya, mesin harus dapa dgunakan dengan atau tanpa dudukan berbentuk bola.
5.1.6 Alat ukur dari logam berbentuk silinder, untuk mengukur contoh uji, mempunuyai
kekakan yang cukup untuk menahan setiap perubahan bentuk dalam pmakaian yang kasar dan mempunyai diameter dalam (115 ± 1) mm serta kedalaman (180 ± 1) mm.
5.1.7 Oven berventilasi baik , yang dapat diatur secara termostatik pada temperatur (105 ±
5) oC.
5.1.8 Palu karet.
5.1.9 Talam dari logam. Dengan ukuran yang dapat menampung 3 kg bahan agregat. 5.1.10 Sikat, dengan bulu yang kaku.
5.2 peralatan tambahan, untuk pengujian agregat dalam keadaan direndam.
5.2.1 kain-kain pengering atau kertas hisap, untuk keperluan mengeringkan permukaan
bahan agregat yang telah direndam dalam air, misalnya 2 helai handuk-tangan berukuran tidak kurang dari 750 mm x 450 mm, atau gulungan keras pengisp dengan ukuran dan daya hisap yang cocok.
5.2.2 Satu atau lebih keranjang anyaman kawat, dengan ukuran celah paling besar 6,5 mm
atau wadah berlubang dengan ukuran yang cukup, dilengkapi dengan gantungan untuk mengangkat.
5.2.4 persediaan air bersih, dengan tingkat mutu ar minum. 6 Persiapan Porsi Uji dan Benda Uji
6.1 Porsi Uji
Kurangi contoh uji laboratorium dengan prosedur bagi empat untuk menghasilkan porsi uji dengan berat yang cukup untuk membuat tiga buah benda uji dengan ukuran besar butir antara 14 mm sampai 10 mm.
CATATAN:
Benda uji untuk pengujian tunggal adalah jumlah bahan yang dperlukan untk mengisi silinder (lihat7.1.1 dan Tabel 2.)
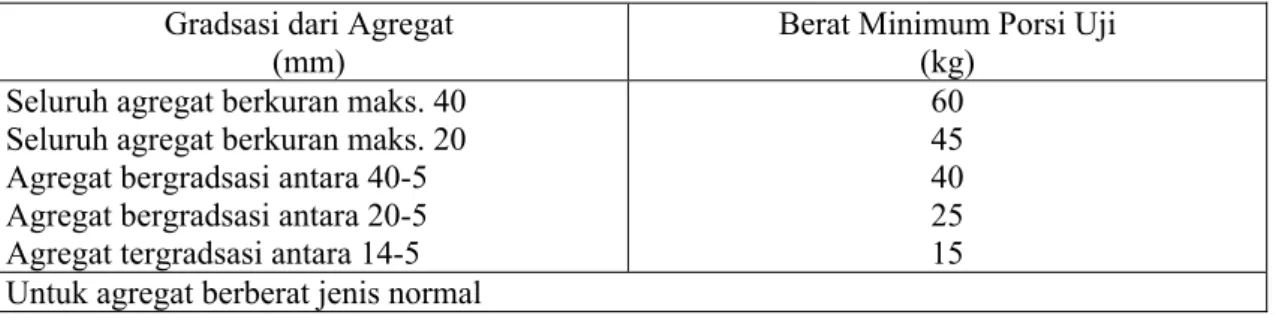
Tabel 2. Berat Minimum Porsi Uji yang Diperlukan Untuk Mendapatkan Berta Bahan yang Sesuai
Untuk Penentuan Nilai 10% Kehalusan Gradsasi dari Agregat
(mm)
Berat Minimum Porsi Uji (kg)
Seluruh agregat berkuran maks. 40 Seluruh agregat berkuran maks. 20 Agregat bergradsasi antara 40-5 Agregat bergradsasi antara 20-5 Agregat tergradsasi antara 14-5
60 45 40 25 15 Untuk agregat berberat jenis normal
6.2 Benda Uji dalam Keadaan Kering
6.2.1 ayak dengan sempurna porsi uji kering dengan ayakan 14,0 mm dan 10,0 mm untuk
memisahkan fraksi ukuran atas fraksi ukuran atas dan fraksi ukuran bawah. Bagi fraksi ukuran 14,0 mm sampai 10,0 mm menjadi tiga brnda uji yang masing-masing dapat mengisi silinder dangan ketinggian bahan di dalam silinder sesudah didapatkan sesuai prosedur tercantum pada 7.1 kira-kira 100 mm (lihat catatan 1).
CATATAN 1:
Jumlah agregat yang tepat dapat diperoleh secara mudah dengan mengisi silinder dalam tiga lapis dengan perkiraan ketinggian yang sama. Setiap lapis dtumbuk dengan ujun batang penumbul berbentuk bulat sebanyak 25 kali tumbukan dari ketinggan 50 mm dari permukaan agregat. Kemudian ratakan permukaannya dengan barang penumbuk.
CATATAN 2 :
Pengayakan dengan mesin hanya digunakan untuk agreqat yang tidak mudah remuk.
6.2.2 Keringkan benda uji dengan memanast;annya pada temperatur (105 t 5) ° C untuk periode tidak lebih dari 4 jam. Dinginkan pada temperatur ruangan sebelum pengujian. Catat berat dari bahan yang mengisi benda uji. .
6.3 Benda Uji dalam Keadaan Direndam
6.3.1 Siapkan bertsla dengan mengikut'r prosedtjr sr'perti 6.2, kecuali bahwa kondisi porsi
uji merupakan kondisi sebagaimana adanya waktu bahan diterima dan bukan dalam kondisi kering oven. Masukkan setiap benda uji ke dalam keranjang kawat (lihat Catatan) dan celupkan ke dalam air dalam wadah tertutup sedalam 50 mm dari muka air terliitung sGmpai bagian atas keranjang kawat.
Segera setelah pencelupan, buang udara yang terperangkap dengan cara mengangkatturunkan keranjang sampai 25 mm dari dasar wadah air sebanyak 25 kali dengan kecepatan kurang lebih satu kali setiap detik.
Biarkan keranjang serta bahan agregat terendam sepenuhnya selama pekerjaan berlangsung sampaG (24 ± 2) jam serta temperatur air dijaga pada (20 ± 5)° C.
CATATAN :
Jumfah tepat dari banyaknya agregat yang digunakan sesuai dengan ketentuan 6.2.
6.3.2 Setelah perendaman, benda uji diambil dari keranjang dan dikeringkan dengan kain lap-hisap, selanjutnya segera laksanakan prosedur pengujian.
7 Prosedur
7.1 Agregat dalam kondisi kering
7.1.1 Tempatkan silinder alat uji pada posisinya di atas pelat dasar, dan masukkan bahan agregat yang akan diuji dalam 3 tapisan, setiap lapisan diberi 25 kali pemadatan dengan batang penumbuk yang dijatuhkan dengan ketinggian 50 mm dari permukaan agregat secara merata pada bagian permukaan lapisan.
CATATAN :
Butiran-butiran sebagian agregat mungkin akan pecah pada waktu pemadatan. Bila ada kejadian seperti ini, harus dilaporkan.
Secara hati-hati, ratakan permukaan agregat dan letakkan plunyer sampai betul-betul rata duduknya di atas permukaan agregat.
Perhatikan waktu meletakkan plunyer, jangan terjadi hentakan ke dalam silinder.
7.1.2 Tempatkan peralatan, dengan henda tiji dan plunyer pada posisinya, di antara kedua pelat
mesin tekan. Jalankan mesin tekan dengan peningkatan kecepatan yang teratur ( Lihat Catatan-1 ) yang dapat menyebabkan penetrasi total dari plunyer dalam 10 menit t 30 detik sepanjang kira-kira :
a. 15 mm untuk bahan agregat berbentuk bulat atau semi bulat, misalnya kerikil sungai. b. 20 mm untuk bahan agregat normal batu pecah.
c. 24 mm untuk bahan agregat berongga/ berpori, misalnya beberapa macam terak. CATATAN-1 :
Apabila selama tahap awal pengujian terjadi suatu perubahan bentuk yang sangat nyata, maka tidak mungkin untuk mempertahankan kecepatan pembebanan yang diperlukan dan variasi kecepatan pembebanan dapat terjadi terutama pada awal pengujian.
Variasi ini harus dipertahankan sampai minimum dengan obyek utama menyelesaikan pengujian dalam keseluruhan waktu 10 menit t 30 detik. CATATAN-2 :
Nilai ini dapat bervariasi, tergantung pada tingkat kebulatan atau rongga agregat. CATATAN-3 :
Apabila Nitai impak Agregat ( NIA ) telah ditentukan maka gaya yang diperlukan (dalam satuan kW ) untuk pengujian sepuluh persen kehalusan pertama, dapat ditaksir lebih rendah dengan rumus berikut ini,dibanding bila menggunakan dial gauge :
Gaya yang diperlukan=
Nilai gaya ini hampir selalu memberikan persentase kehalusan dalam batas yang diinginkan antara 7,5 % - 12,5 %.
7.1.3 Catat gaya maksimum ( f ) yang diberikan untuk mendapatkan penetrasi yang
diperlukan. Lepaskan gaya tekan dan keluarkan semua apregat yang telah remuk dengan menampung dalam wadah yang telah ditimbang terlebih dahulu. Pukul bagian luar silinder dengan palu karet sampai seluruh agregat dapat ke luar bebas clan masuk ke dalam wadah.
CATATAN :
diperhatikan agar jangan terj.adi keremukan lebih lanjut.
Ambil butir-butir yang menempel pada bagian dalam silinder, permukaan plunyer clan pada pelat alas ke dalam wadah dengan sikat kaku.
Timbang wadah dan agregat, lalu hitung berat agregat yang terpakai (M,) dengan ketelitian dalam gram.
7.1.4 Ayak seluruh agreget dalam wadah dengan ayakan 2,36 mm sampai tak ada lagi
butiran yang lolos, selama 1 menit. Timbang dan catat berat fraksi yang lolos dan tertahan di atas ayakan dengan ketelitian dalam gram (masing-masing M2 dan M3 ).Bila total berat
( M2 + M3 )berbeda dari berat sernula ( M1 ) lebih dari 10 gram, maka hasil uji ini tidak
dapat dipakai dan lakukan pengujian terhadap benda uji berikutnya. Apabila persentase bahan yang lolos ayakan (m) yang dihitung sebagai :
m =
tidak masuk dalam batas 7,5 % - 12,5 %, lakukan pengujian terhadap benda uji berikutnya dengan mengatur besar beban maksimum, sampai diperoleh persentase kehalusan antara angka-angka yang dikehendaki, dan catat nilai m yang diperoleh. CATATAN - 1 :
Rumus yang diberikan pada 8.1 dipakai untuk menghvtung gaya yang diperlukan.
CATATAN - 2 :Pelaksanaan pengujian yang diuraikan pada 7.1.3 dan 7.1.4, harus teliti, untuk menghindarkan kehilangan butiran halus
CATATAN-3:
Pengayakan dengan mesin hanya dilaksanakan untuk agregat yang tidak akan mengalami degradasi akibat pengayakan mesin ini.
7.1.5 Ulangi prosedur pengujian seien:gkapnya dengan berat agregat dan pembebanan
yang sama untuk menghasilkan nilai persen kehalusan diantara 7,5 % - 12,5 %.
7.2 Agregat dalam kondisi yang direndam
Ikuti prosedur yang diuraikan pada 7.1, kecuali benda uji yang telah remuk dan sudah dikeluarkan dari silinder ( lihat 7.1.3 ), lalu keringkan dalam oven pada (105 t 5) ° C sampai diperoleh berat tetap atau pada periode tidak kurang dari 12 jam. Dinginkan dan timbang dengan ketelitian dalam gram (M,), lengkapi prosedur seperti pada 7.1.4 dan 7.1.5.
CATATAN :
Penggunaan vilai Impak dari Agregat untuk menaksir gaya yang diperlukan seperti terlihat pada 7.1.2
8 Perhitungan dan Hasil Uji
8.1 Hitung gaya F yang diperlukan untuk menghasilkan sepuluh persen kehalusan pada
setiap benda uii ( dalam kN ), dcngan ketelitian sampai bilangan bulat, dengan angka persentase agregat yang lolas ayakan dalam batas 7,5 % - 12,5 % mengikuti rumus :
F =
f : adalah gaya maksimum (kN )
m : adalah persentase agregat Iolos ayakan 2,36 mm pada gaya maksimum.
8.2 Hitung Nilai rata-rata dari dua basil yang diperoleh dengan ketelitian 10 kN untuk
gaya >_ 100 kN, atau 5 kN untuk gaya < 100 kN.
Laporkan Nilai rata-rata ini sebagai Nilai Sepuluh Persen Kehalusan, kecuali bila ada suatu hasil yang diperoleh berbeda lebih dari 10 kN clan lebih dari 0,1 kali dari nilai rata-rata. Dalam hal ini pengujian diulangi terhadap 2 benda uji berikutnya. Hitung median dari keempat hasil ini, dengan ketelitian 10 kN untuk gaya 10 kN dan ketelitian 5 kN untuk gaya < 100 kN. Laporkan median m ini sebagai Nilai Sepuluh Persen Kehalusan.
CATATAN :
median dari empat basil yang diperoleh, dihitung dengan cara mengeluarican angka tertinggi clan terendah, kemudian hitung nilai rata-rata dari dua nilai pertengahan yang diperoleh.
9 Laporan Pengujian
Laporan menegaskan bahwa Nilai Sepuluh Persen Kehalusan dari agregat kering clan atau agregat yang direndam ditentukan sesuai dengan bagian standar ini, termasuk ada atau tidaknya sertifikat pengambilan contoh. Apabila ada, salinan sertifikat harus dilampirkan. Laporan pengujian berisi informasi tambahan sebagai berikut :
a. Identifikasi clan deskripsi dari contoh uji.
b. Kondisi agregat waktu diuji : kering atau direndam. c. Nilai Sepuluh Persen Kehalusan Agregat kering, clan atau d. Nilai Sepuluh Persen Kehalusan Agregat yang direndam.
Lampiran A Daftar Istilah
10% Fines Value : Nilai 10% Kehalusan
Agregat : Nilai impak agregat
Lampira B
Metode penentuan nilai sepuluh persen kehalusan yang dianjurkan untuk berbagai ukuran fraksi agregat
B.1 Umum
Bila dikehendaki, atau bila ukuran fraksi tertentu antara ukuran ayakar. 14 mm clan 10 mm tidak ada, pengujian dapat dilaksanakan pada agregat dengan ukuran besar butir lain, yang lolos ayakan-ayaEcan 28,0 mm clan tertahan ayakan 2,36 mm.
Karena kurangnya pengalaman dalam pengujian dengan ukuran lain pada fraksi tertentu, maka belum dapat diberikan suatu indikasi positip, sebagaimana diperoleh dari basil agregat dengan ukuran besar butir non-standar, untuk membandingkannya dengan basil yang diperoleh melalui prosedur pengujian yang standar.
B.2 Peralatan B.2.1 Umum
Peralatan adalah sama, seperti tercantum pada ketentuan 5 atau untuk pengujian agregat dengan ukuran besar butir < 10 mm, seperti tercantum dalam A.2.2 sampai A.2.7.
B.2.2 Silinder Baja, yang terbuka ujung ujungnya, dengan plunyer clan pelat alas, secara
umum tercantum dalam 5.1, dengan ukuran nominal diameter-dalam 75 mm. Bentuk umum clan ukuran silinder serta plunyer dapat dilihat pada Gambar 1. dan Tabel 1.
B.2.3 Batang Penumhuk terbuat dari batang baja lurus dengan penampang bulat, diameter
8 mm clan panjang 300 mm. Salah satu bagian ujungnya dibulatkan.
B.2.4 Timbangan dengan kapasitas sekurang-kurangnya 500 gram clan ketelitian 0,2 gram. B.2.5 Ayakan Penguji, dengan ukuran yang cocok seperti pada Tabel
Tabel 3. Ayakan Uji Khusus, Untuk Pengujian Agregat Ukuran Fraksi Lain Ukuran Nominal Lubar.g Ayakan
Untuk Persiapan Benda Uji Untuk Pemisahan Bagian Halus Ukuran Lolos (mm) Tertahan (mm) (mm) (µ m) > Standar 28,00 20,00 20,00 14,00 5,00 3,35 - - Star,dar 14,00 10,00 2,36 - < Stwzdar 10,00 6,30 5,00 3,35 6,30 5,00 3,35 2,36 1,70 1,18 - - - - 850 600
B.2.6 Mesin Uji Tekan, seperti tercantum dalam 5.1.5, kecuali mesin yang dapat dipakai
untuk kemampuan gaya mencapai 100 kN dsn dapat dioperasikan untuk menghasilkan kecepatan pembebanan rata-rata sedemikian rupa hingga gaya ini dapat dicapai dalam waktu 10 menit ( lihat Catatan - 1 pada 7.1.2 ).
B.2.7 Sebuah Alat Ukur dari silinder logam, secara umum seperti tertera pada 5.1.6,
kecuali yang mempunyai ukuran diameter-dalam 57 ± 1 mm dan ukuran tinggi bagian dalam 90 ± 1 mm.
B.3 Persiapan Porsi Pengujian dan Benda Uji
Ikuti prosedur yang tercantum dalam Ketentuan 6, menggunskan ayakan yang sesuai seperti tercantum dalam Tabel - 3, mengikuti ukuran pada fraksi yang diuji. Berat porsi pengujian untuk suatu gradasi dengan ukuran besar butir maksimum < 10 mm, diperlukan sekurang-kurang nya 1 kg.
B.4 Prosedur
Ikuti prosedur seperti tercantum dalam butir 7 menggunakan ayakan yang cocok yang diberikan dalam Tabel - 3.
CATATAN :
Penetrasi plunyer tidak perlu sesuai dengan nilai yang diberikan dalam butir 7.
B.5 Perhitungan dan Pelaporan
Ikuti prosedur umum seperti tercantum dalam butir 8.
B.6 Laporan Pengujian
Laporan pengujian berisi informasi yang dispesifikasikan dalam butir 9, dengan tambahan mengenai ukuran besar butir agregat yang diuji.
Lampiran C
Daftar Nama dan Lembaga
1. Pemrakarse :
Pusat Litbang Permukiman, Badan Litbang PU. Dep. PU 2. Penyusun :
No. N A M A LEMBAGA
1. Ir. M. Nasroen Rivai Pusat Litbang Permukiman
3. Panitia Tetap Standardisasi
JABATAN EX - OFFICIO NAMA
Ketua Sekretaris Anggota Anggota Anggota Anggota Anggota Anggota Anggota Anggota
Kepala Badan Litbang PU Sekretaris Badaa Litbang PU Dir.Bintek Ditjen Pengairan Dir.Bintek Ditjcn 13ina Marga Dir.Bintek Ditjen Cipta Karya Kepala Fusat Litbang Pengairan Kepala Pusat Litbang Jalan
Kepala Pusat Litbang Permukiman Kepala Biro Hukum Dep. PU Kepala Biro Bina Sarana Perusahaan
Ir. Joelianto Hendro Moelyono Ir. Supardijono Sobirin
Ir. Napitupulu, Dipl. HE. Ir. Gandhi Hanhap, M.Eng Ir. Aim Abdurachitn Idris, MSc. Dr. Ir. Badruddin Machbub Dr. Ir. Patana Rante Toding, M.Sc Ir. Sutikni Utoro
Wibisono Setiowibowo, MSc. Drs. Mochamad Charis