FORMATION OF COMPOSITE WELDED
CONNECTIONS Si / ALUMINA PARTICLES ON
Al-Si ALLOY HIPOEUTEKTIK
SHOPIYYUDDIN
Undergraduate Program, Industry Technology, 2009
Gunadarma University
http://www.gunadarma.ac.id
Keywords: Microstructure, Hardness, AC4C, ADC12
ABSTRACT:
Use non-ferrous metals such as Aluminum is increasingly widespread, but the process of grafting carried out still needs to be improved to meet the standards of design and safety aspects. Formation of composite welded joints one of which can be done by the addition of alumina particles in the welded joints made of aluminum. In this study, aluminum alloy used is AC4C alloy and ADC12. The method used in this research is that friction stir welding using HSS tools as his welding electrodes. Friction stir welding consists of 1,2,3 and 4 times through welding. Welding is done at 1200 rpm rotational speed and velocity of 7-8 mm / min. Used specimens of 22% added oxide particles of alumina (Al2O3) to form a composite connection. From the results of observations made, what happens is the microstructure of Al-α phase and eutectic Al-Si in both these alloys. In the friction stir welding AC4C alloys have greater hardness values when using the additional Alumina (Al2O3) that is equal to 56.5 HVN than ever that does not use additional Alumina (A l2O3) amounted to 53.7 HVN. While on AD C1 2 alloy hardness decreases when menggun be additional Alumina (A l2O3) has a hardness value of 62.5 HVN and that no use Alumina (A l2O3) equal to 78.6 HVN.
PEMBENTUKAN SAMBUNGAN LAS KOMPOSIT Al-Si / PARTIKEL ALUMINA PADA PADUAN HIPOEUTEKTIK Al-Si
SHOPIYYUDDIN
Fakultas Teknologi Industri, Jurusan Teknik Mesin.
Abstraksi
Pemakaian logam non ferrous seperti Aluminium sudah semakin luas, namun proses penyambungan yang dilakukan masih perlu ditingkatkan untuk memenuhi standar desain dan aspek keselamatan. Pembentukan sambungan las komposit salah satunya dapat dilakukan dengan cara penambahan partikel Alumina pada sambungan las berbahan dasar aluminium. Pada penelitian ini paduan aluminium yang digunakan adalah paduan AC4C dan ADC12. Metode yang digunakan dalam penelitian ini adalah pengelasan adukan gesek yang menggunakan HSS tools sebagai elektroda las nya. Pengelasan adukan gesek terdiri dari 1,2,3 dan 4 kali lewat pengelasan. Pengelasan ini dilakukan pada kecepatan putar 1200 rpm dan kecepatan gerak 7-8 mm/menit. Specimen yang digunakan ditambahkan 22% partikel oksida berupa Alumina (Al2O3) untuk
membentuk sambungan komposit. Dari hasil pengamatan yang dilakukan, strukturmikro yang terjadi adalah fasa Al-α dan eutektik Al-Si pada kedua paduan tersebut. Pada bagian adukan las gesek paduan AC4C memiliki nilai kekerasan lebih besar saat menggunakan tambahan Alumina (Al2O3) yaitu sebesar 56,5
HVN dari sebelumnya yang tidak menggunakan tambahan Alumina (A l2O3)
sebesar 53,7 HVN. Sedangkan pada paduan AD C1 2 menurun kekerasannya saat menggun akan tambahan Alumina (A l2O3) memiliki nilai kekerasan 62,5 HVN dan
yang tidak menggunakan Alumina (A l2O3) sebesar 78,6 HVN.
Kata Kunci : Mikrostruktur, Kekerasan, AC4C, ADC12
PENDAHULUAN
Pembentukan komponen- k o m p o n e n o t o m o t i f b a n y a k dilakukan dengan proses permesinan dan pengelasan, disamping proses pembentukan lainnya. Sebaliknya komponen produk hasil cor jarang menggunakan proses pengelasan karena rendahnya sifat mekanik sambungan las. Disamping itu produk hasil cor sering mengandung banyak cacat seperti porositas, blowhole dan shringkage yang dapat menurunkan sifat dan kekuatan dari produk tersebut. Akibatnya produk
cor relatif getas dan mudah retak, pecah dan patah bila mengalami beban berlebihan. Beberapa usaha perbaikan dilakukan dengan proses pengelasan fusi termasuk pengelasan busur listrik dan pengelasan dengan menggunakan gas pelindung belum memberikan hasil yang optimal. Disamping itu lapisan oksida pada permukaan aluminium yang terbentuk akibat reaksi dengan udara disekitarnya mempunyai titik lebur tinggi, akibatnya pengelasan pada bahan aluminium sulit dilakukan.
Seiring dengan hal tersebut maka perlu dilakukan penelitian-penelitian a g a r p r o s e s p e n y a m b u n g a n aluminium menjadi lebih mudah dan memiliki kekuatan yang optimal. Proses penyambungan paduan Al-Si hipoeutektik salah satunya dapat dilakukan dengan cara las gesek t e k a n d e n g a n p e m b e n t u k a n sambungan las komposit.
LANDASAN TEORI Aluminium
Aluminium merupakan logam ringan, mempunyai ketahanan korosi yang baik dan hantaran listrik yang baik dan sifat-sifat baik lainya sebagai sifat logam, selain itu aluminium juga mempunyai sifat mampu bentuk (Wrought alloy) dimana paduan alumunium ini dapat dikerjakan atau diproses baik dalam pengerjaan dingin maupun pengerjaan panas (dengan peleburan). Karena sifat-sifat inilah maka banyak dilakuan penelitian untuk meningkatkan kekuatan mekaniknya, diantaranya dengan menambahkan unsur-unsur seperti : Cu, Mg, Si, Mn, Zn, Ni, dan sebagainya, baik dicampur secara satu persatu maupun secara bersama-sama, bahan-bahan tersebut juga memberikan sifat-sifat baik lainya seperti ketahanan korosi, ketahanan aus, koefisien pemuaian rendah. Material ini dipergunakan dalam bidang yang sangat luas, bukan saja untuk peralatan rumah tangga tetapi juga dipakai untuk keperluan material pesawat terbang, mobil, kapal laut, kontruksi dan sebagainya.
Sifat-sifat Aluminium.
1. Ringan
Aluminium merupakan logam yang sangat ringan, beratnya sekitar 2720 kg/m3.
Oleh karena itu aluminium banyak menggantikan baja dalam berbagai hal seperti pada mobil, motor, kapal, alat rumah tangga dan lainnya.
2. Tahan karat.
Beberapa logam lain mengalami pengikisan bila terkena oksigen, air atau bahan kimia lainnya. Reaksi kimia akan menyebabkan korosi pada logam tersebut.
3. Hantar listrik yang baik.
Aluminium adalah logam yang paling umum d i p a k a i s e b a g a i a l a t penghantar listrik, sebab mempunyai daya hantar kurang lebih 65 % dari daya hantar tembaga. Disamping itu aluminium lebih liat sehingga lebih mudah diulur menjadi kawat.
Klasifikasi Aluminium
Aluminium merupakan bahan baku yang mudah diperoleh, mempunyai produksi yang unggul, sifat mekanik dan sifat fisik yang menguntungkan dan harga relatif murah. Selain itu sebagai penambah kekuatan mekaniknya yang sangat mengikat yaitu Cu, Mg, Si, Mn, Zn, Ni dan lainnya.
Pengaruh Unsur Paduan Terhadap Aluminium
Paduan dengan unsur-unsur yang ditambahkan yaitu :
1. Al-Murni.
Untuk aluminium murni biasanya kemurniannya mencapai 99.85 %,
tetapi ada juga yang mencapai 99,999 %.
2. Al-Cu.
Didalam paduan Al, tembaga ditambahkan untuk meningkatkan kekuatan,
3. Al-Mn.
Mangan adalah unsur yang memperkuat aluminium dan tahan korosi.
4. Al-Si.
Paduan Al-Si mempunyai ketahanan korosi yang baik, ringan, koefisien
Pengelasan Adukan Gesek Paduan Al-Si
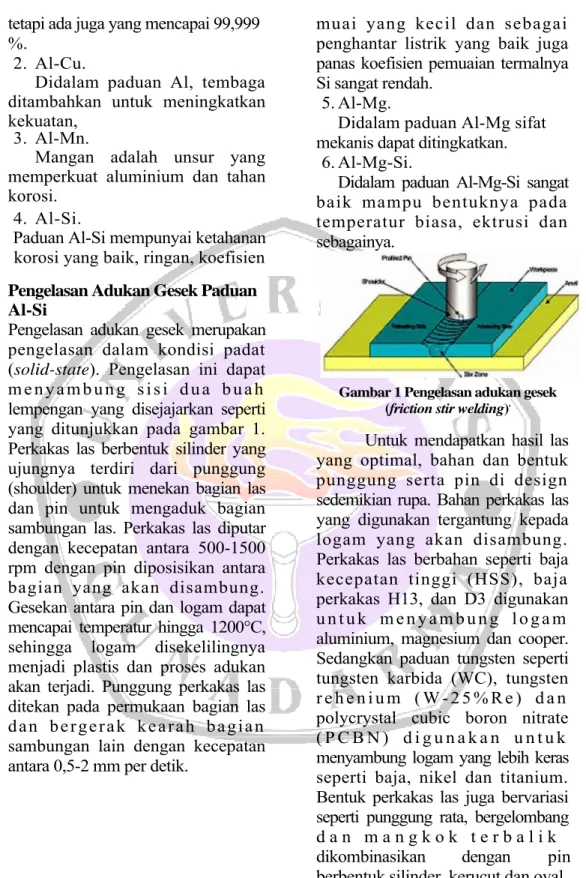
Pengelasan adukan gesek merupakan pengelasan dalam kondisi padat (solid-state). Pengelasan ini dapat m e n y a m b u n g s i s i d u a b u a h lempengan yang disejajarkan seperti yang ditunjukkan pada gambar 1. Perkakas las berbentuk silinder yang ujungnya terdiri dari punggung (shoulder) untuk menekan bagian las dan pin untuk mengaduk bagian sambungan las. Perkakas las diputar dengan kecepatan antara 500-1500 rpm dengan pin diposisikan antara bagian yang akan disambung. Gesekan antara pin dan logam dapat mencapai temperatur hingga 1200°C, sehingga logam disekelilingnya menjadi plastis dan proses adukan akan terjadi. Punggung perkakas las ditekan pada permukaan bagian las dan be rgerak kearah ba gian sambungan lain dengan kecepatan antara 0,5-2 mm per detik.
muai yang kecil dan sebagai penghantar listrik yang baik juga panas koefisien pemuaian termalnya Si sangat rendah.
5.Al-Mg.
Didalam paduan Al-Mg sifat mekanis dapat ditingkatkan.
6.Al-Mg-Si.
Didalam paduan Al-Mg-Si sangat baik mampu bentuknya pada temperatur biasa, ektrusi dan sebagainya.
Gambar 1 Pengelasan adukan gesek (friction stir welding).
Untuk mendapatkan hasil las yang optimal, bahan dan bentuk punggung serta pin di design sedemikian rupa. Bahan perkakas las yang digunakan tergantung kepada logam yang akan disambung. Perkakas las berbahan seperti baja kecepatan tinggi (HSS), baja perkakas H13, dan D3 digunakan u n t u k m e n y a m b u n g l o g a m aluminium, magnesium dan cooper. Sedangkan paduan tungsten seperti tungsten karbida (WC), tungsten r e h e n i u m ( W - 2 5 % R e ) d a n polycrystal cubic boron nitrate ( P C B N ) d i g u n a k a n u n t u k menyambung logam yang lebih keras seperti baja, nikel dan titanium. Bentuk perkakas las juga bervariasi seperti punggung rata, bergelombang d a n m a n g k o k t e r b a l i k dikombinasikan dengan pin berbentuk silinder, kerucut dan oval
dengan permukaan rata, ulir dan kombinasinya.
Strukturmikro hasil las adukan gesek yang terdiri dari daerah bagian adukan (stir zone), bagian pengaruh panas secara termomekanik (thermomechanical affected zone) dan bagian pengaruh panas (heat a f f e c t e d z o n e), sebagaimana ditunjukkan pada gambar 2. Bagian adukan (stir zone) mengalami laju tegangan dan regangan tertinggi serta temperatur yang tinggi. Kombinasi ini menyebabkan bagian ini terjadi rekristalisasi dinamik. Strukturmikro bagian adukan ini sangat tergantung pada bentuk perkakas las, kecepatan rotasi dan translasi, tekanan dan karakteristik bahan yang akan disambung. Disamping itu, bagian ini juga merupakan bagian yang terdeformasi. Pada bagian pengaruh p a n a s s e c a r a t e r m o m e k a n i k (thermomechanical affcted zone) terjadi pengkasaran penguat p r e s i p i t a t t e t a p i t i d a k a d a rekristalisasi dinamik. Sedangkan panas pada bagian pengaruh panas (h e a t a f f e c t e d z o n e) se la m a pengelasan panasnya hanya menumbuhkan butir-butir saja.
Gambar 2 Bagian sambungan las paduan Al-Si cor setelah dilas adukan gesek.
Pengujian Bahan.
Bagaimanapun baiknya suatu material dipersiapkan, pasti memiliki c a c a t - c a c a t k i s i y a n g a k a n mempengaruhi sifat-sifat yang berkaitan dengan struktur material tersebut. Dengan mengamati sifat mekanis logam, akan diperoleh informasi sifat-sifat cacat kisi tersebut. Pada beberapa cabang industri, pengujian mekanis yang b i a s a d i l a k u k a n s e p e r t i u j i metalografi, uji tarik, uji kekerasan, uji impak, uji creep, dan uji tarik, dimana kegunaan pengujian tersebut bukan untuk mempelajari keadaan cacatnya, tetapi untuk memeriksa kualitas produk yang dihasilkan sesuai dengan standar spesifikasinya. Dalam hal ini penulis hanya melakukan beberapa pengujian yakni : uji metalografi, dan uji kekerasan.
Metalografi
Metalografi adalah suatu p e n g e t a h u a n y a n g k h u s u s mempelajari struktur logam dan mekanisnya, dalam metalograpi dikenal pengujian makroskopi dan p e n g u j i a n m i k r o s k o p i . B i l a pengujian makroskopi dilakukan dengan mata telanjang atau memakai kaca pembesar, maka pada pengujian mikroskopi menggunakan suatu alat yaitu mikroskop optis bahkan mikroskop elektron. Tujuan dari pengujian ini adalah untuk melihat struktur dan fasa yang terkandung pada suatu material khususnya AC4C dan ADC12
Pengujian struktur mikro d i l a k u k a n d e n g a n t u j u a n mendapatkan gambaran secara mikroskopis dari struktur yang ada pada paduan aluminium. Dalam penelitian ini data kualitatif
mikro struktur ini dimaksudkan untuk memberikan gambaran kualitatif tentang butir khususnya t e n t a n g u k u r a n d a n perkembangan butir. Pengujian dapat dilakukan menggunakan mikroskop. Tahapan pengujian sampel untuk mikro struktur adalah sebagai berikut: 1. Membuat sampel 2. Menghaluskan permukaan sampel menggunakan kertas amplas ukuran 100, 180, 240, 360, 400, 600, 800, 1000, 1500 hingga 2000 mesh dengan tujuan mendapatkan permukaan y a n g b e b a s a l u r p o t o n g . Setelah melalui tahap pengamplasan dilanjutkan dengan proses pemolesan denga n kain bludru ya ng diberi larutan alumina dan air yang mengalir.
3. E t s a bertujuan agar permukaan sampel semakin jelas dan sekaligus
menghilangkan kotoran dan lemak yang masih menempel pada permukaan sampel. Pada penelitian ini larutan etsa yang dipergunakan adalah larutan 2 ml HF,
3 ml HCl, 5 ml HNO3, serta 190 ml H2O. Mencelupkan sampel ke dalam larutan etsa selama 10-20 detik dan dibersihkan dengan alkohol.
4. Mengamati struktur mikro sampel dengan bantuan mikroskop
Uji Kekerasan (Hardness test).
Material AC4C & ADC12
Pengamplasan No 100-2000
Pengujian
Pengambilan Data
Gambar 3 Diagram Alir Uji Kekerasan
Percobaan kekerasan (hardness test) yang akan dilakukan
adalah percobaan kekerasan dengan cara mekanis statis (bukan mekanis dinamis) dari itu meliputi cara-cara Rockwell, Brinell dan Vickers.
Ketiga cara tersebut diatas didasarkan pada cara penekanannya (Indentation) suatu benda yang tidak terdeformasi kedalam permukaan logam yang diuji (sp i c e m e n) kekerasan, sehingga akan terjadi suatu bekas penekanan (lekukan) yang kemudian dijadikan dasar untuk penilaian kekerasannya, penekanan dilakukan sampai lekukan yang bersifat tetap. Logam yang akan diuji akan lebih keras bila bekas yang terjadi lebih kecil.
Cara Uji Kekerasan Rockwell
Cara R o c k w e l l ini juga didasarkan kepada penekanan sebuah indentor dengan suatu g a y a t e k a n t e r t e n t u kepermukaan yang rata dan
Mulai
bersih dari suatu logam yang diuji kekerasannya. Setelah gaya tekan dikembalikan ke gaya minor maka yang dijadikan dasar perhitungan u n t u k n i l a i k e k e r a s a n Rockwell bukanlah hasil pengukuran diameter ataupun diagonal bekas lekukan tetapi justru dalamnya bekas lekukan yang terjadi itu. Inilah kelainan cara Rockwell dibandingkan dengan cara pengujian kekerasan lainnya. Pengujian Rockwell yang umumnya biasa dipakai ada tiga jenis yaitu HRA, HRB,
dan HRC. HR itu sendiri
merupakan suatu singkatan dari kekerasan Rockwell atau Rockwell Hardness Number dan kadang-kadang disingkat dengan huruf R saja.
• Rockwell A dan C adalah jenis alat uji kekerasan yang digunakan untuk pengujian kekerasan logam ferrous seperti besi, baja, dengan indentor kerucut
diamond 1200 dengan
pembebanan 60 Kp untuk Rockwell A dan 150 Kp untuk Rockwell C.
• Rockwell B digunakan untuk pengujian kekerasan logam non ferrous seperti aluminium, tembaga dan lain- lain.
Cara Uji Kekerasan Vickers
Cara vikers ini didasarkan kepada penekanan oleh suatu gaya tekan tertentu oleh sebuah indentor berupa pyramid diamond terbalik yang memiliki sudut puncak 136° kepermukaan logam
yang diuji kekerasannya, dimana permukaan logam yang diuji ini harus rata dan bersih. Setelah gaya tekan secara statis ini kemudian ditiadakan dan pyramid diamond dikeluarkan dari b e k a s y a n g t e r j a d i (permukaan bekas merupakan segi empat karena pyramid merupakan pyramid sama sisi). Maka diagonal segi empat bekas teratas diukur secara teliti untuk kemudian digunakan sebagai kekerasan logam yang diuji. Nilai kekerasan yang diperoleh sedemikian itu disebut kekerasan Vickers yang biasa disingkat dengan Hv atau HVN (Vickers Hardness Number).
Studi Literatur Mulai
Material: AC4C & ADC 12
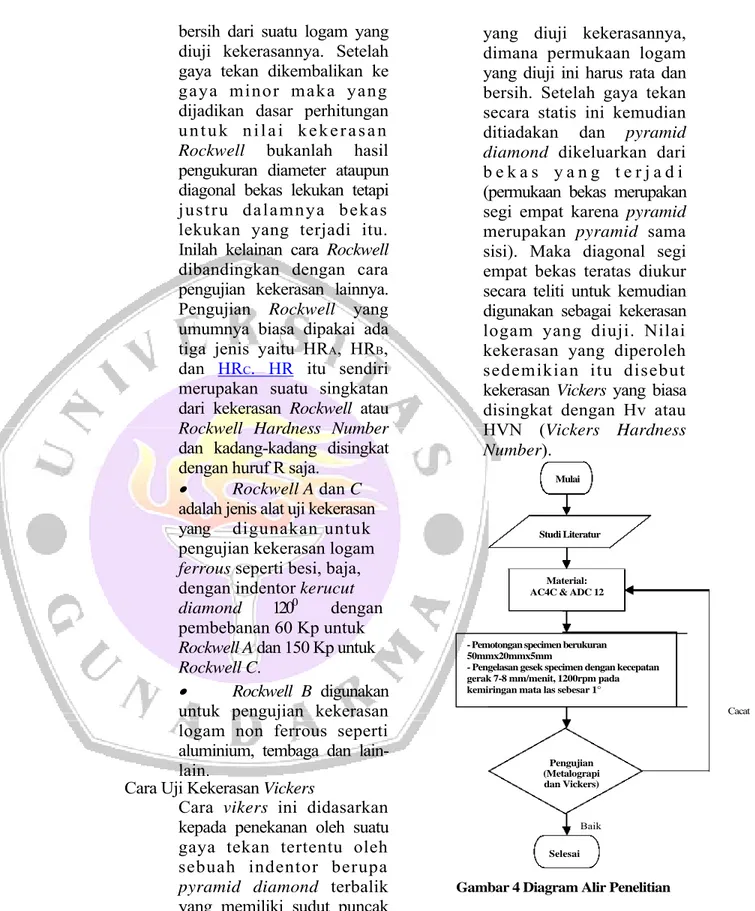
- Pemotongan specimen berukuran 50mmx20mmx5mm
- Pengelasan gesek specimen dengan kecepatan gerak 7-8 mm/menit, 1200rpm pada kemiringan mata las sebesar 1°
Cacat Pengujian (Metalograpi dan Vickers) Baik Selesai
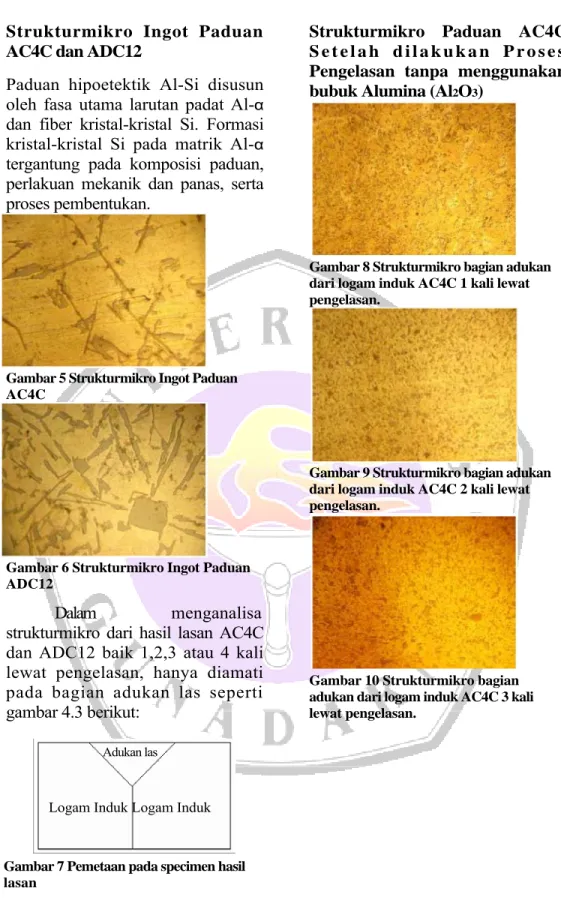
Strukturmikro Ingot Paduan AC4C dan ADC12
Paduan hipoetektik Al-Si disusun oleh fasa utama larutan padat Al-α
dan fiber kristal-kristal Si. Formasi kristal-kristal Si pada matrik Al-α
tergantung pada komposisi paduan, perlakuan mekanik dan panas, serta proses pembentukan.
Gambar 5 Strukturmikro Ingot Paduan AC4C
Gambar 6 Strukturmikro Ingot Paduan ADC12
Dalam menganalisa strukturmikro dari hasil lasan AC4C
dan ADC12 baik 1,2,3 atau 4 kali lewat pengelasan, hanya diamati pada bagian adukan las seperti gambar 4.3 berikut:
Strukturmikro Paduan AC4C S e t e l a h d i l a k u k a n P r o s e s Pengelasan tanpa menggunakan bubuk Alumina (Al2O3)
Gambar 8 Strukturmikro bagian adukan dari logam induk AC4C 1 kali lewat pengelasan.
Gambar 9 Strukturmikro bagian adukan dari logam induk AC4C 2 kali lewat pengelasan.
Gambar 10 Strukturmikro bagian adukan dari logam induk AC4C 3 kali lewat pengelasan.
Gambar 7 Pemetaan pada specimen hasil lasan
Logam Induk Logam Induk Adukan las
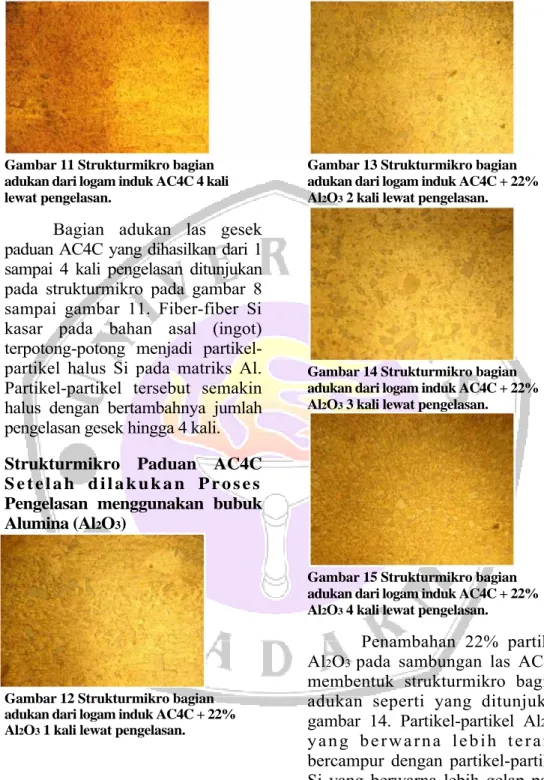
Gambar 11 Strukturmikro bagian adukan dari logam induk AC4C 4 kali lewat pengelasan.
Bagian adukan las gesek paduan AC4C yang dihasilkan dari 1 sampai 4 kali pengelasan ditunjukan pada strukturmikro pada gambar 8 sampai gambar 11. Fiber-fiber Si kasar pada bahan asal (ingot) terpotong-potong menjadi partikel-partikel halus Si pada matriks Al. Partikel-partikel tersebut semakin halus dengan bertambahnya jumlah pengelasan gesek hingga 4 kali.
Strukturmikro Paduan AC4C S e t e l a h d i l a k u k a n P r o s e s Pengelasan menggunakan bubuk Alumina (Al2O3)
Gambar 12 Strukturmikro bagian adukan dari logam induk AC4C + 22% Al2O3 1 kali lewat pengelasan.
Gambar 13 Strukturmikro bagian adukan dari logam induk AC4C + 22% Al2O3 2 kali lewat pengelasan.
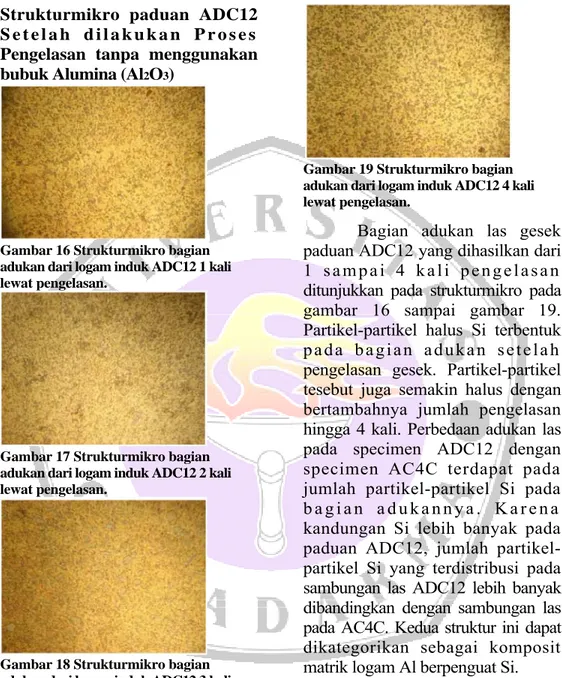
Gambar 14 Strukturmikro bagian adukan dari logam induk AC4C + 22% Al2O3 3 kali lewat pengelasan.
Gambar 15 Strukturmikro bagian adukan dari logam induk AC4C + 22% Al2O3 4 kali lewat pengelasan.
Penambahan 22% partikel Al2O3 pada sambungan las AC4C
membentuk strukturmikro bagian adukan seperti yang ditunjukan gambar 14. Partikel-partikel Al2O3
y a n g b e r w a r n a l e b i h t e r a n g bercampur dengan partikel-partikel Si yang berwarna lebih gelap pada matrik Al.
Strukturmikro paduan ADC12 S e t e l a h d i l a k u k a n P r o s e s Pengelasan tanpa menggunakan bubuk Alumina (Al2O3)
Gambar 16 Strukturmikro bagian adukan dari logam induk ADC12 1 kali lewat pengelasan.
Gambar 17 Strukturmikro bagian adukan dari logam induk ADC12 2 kali lewat pengelasan.
Gambar 18 Strukturmikro bagian adukan dari logam induk ADC12 3 kali lewat pengelasan.
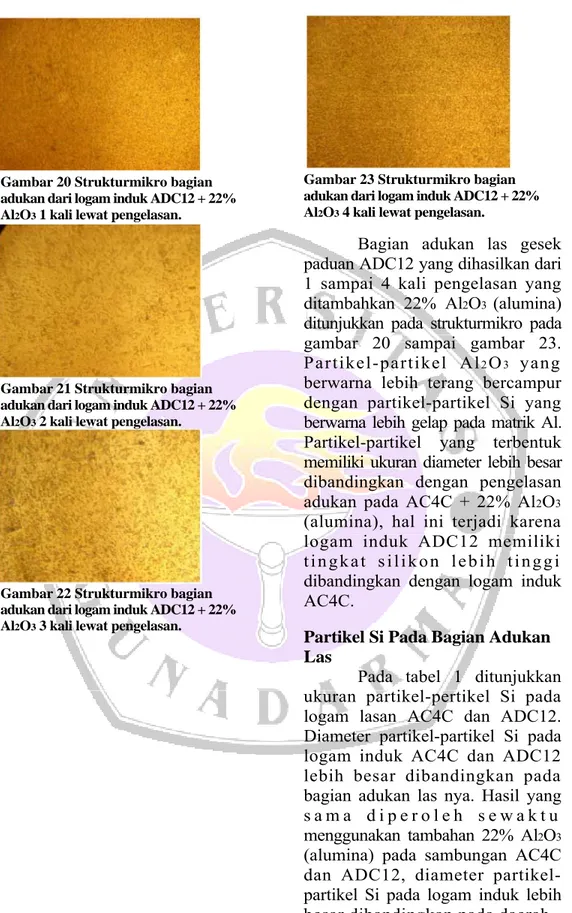
Gambar 19 Strukturmikro bagian adukan dari logam induk ADC12 4 kali lewat pengelasan.
Bagian adukan las gesek paduan ADC12 yang dihasilkan dari 1 s a m p a i 4 k a l i p e n g e l a s a n ditunjukkan pada strukturmikro pada gambar 16 sampai gambar 19. Partikel-partikel halus Si terbentuk pada ba gian aduka n sete la h pengelasan gesek. Partikel-partikel tesebut juga semakin halus dengan bertambahnya jumlah pengelasan hingga 4 kali. Perbedaan adukan las pada specimen ADC12 dengan specimen AC4C terdapat pada jumlah partikel-partikel Si pada b a g i a n a d u k a n n y a . K a r e n a kandungan Si lebih banyak pada paduan ADC12, jumlah partikel-partikel Si yang terdistribusi pada sambungan las ADC12 lebih banyak dibandingkan dengan sambungan las pada AC4C. Kedua struktur ini dapat dikategorikan sebagai komposit matrik logam Al berpenguat Si.
Strukturmikro Paduan ADC12 S e t e l a h d i l a k u k a n P r o s e s Pengelasan menggunakan bubuk
Gambar 20 Strukturmikro bagian adukan dari logam induk ADC12 + 22% Al2O3 1 kali lewat pengelasan.
Gambar 21 Strukturmikro bagian adukan dari logam induk ADC12 + 22% Al2O3 2 kali lewat pengelasan.
Gambar 22 Strukturmikro bagian adukan dari logam induk ADC12 + 22% Al2O3 3 kali lewat pengelasan.
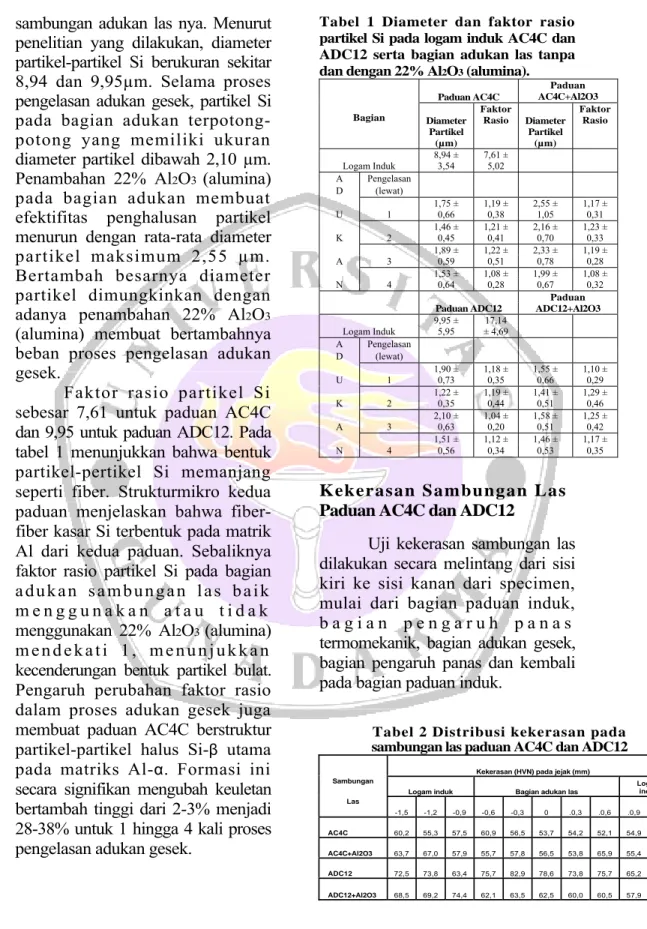
Gambar 23 Strukturmikro bagian adukan dari logam induk ADC12 + 22% Al2O3 4 kali lewat pengelasan.
Bagian adukan las gesek paduan ADC12 yang dihasilkan dari 1 sampai 4 kali pengelasan yang ditambahkan 22% Al2O3 (alumina)
ditunjukkan pada strukturmikro pada gambar 20 sampai gambar 23. Partikel-partikel Al2O3 yang
berwarna lebih terang bercampur dengan partikel-partikel Si yang berwarna lebih gelap pada matrik Al. Partikel-partikel yang terbentuk memiliki ukuran diameter lebih besar dibandingkan dengan pengelasan adukan pada AC4C + 22% Al2O3
(alumina), hal ini terjadi karena logam induk ADC12 memiliki t i n g k a t s i l i k o n l e b i h t i n g g i dibandingkan dengan logam induk AC4C.
Partikel Si Pada Bagian Adukan Las
Pada tabel 1 ditunjukkan ukuran partikel-pertikel Si pada logam lasan AC4C dan ADC12. Diameter partikel-partikel Si pada logam induk AC4C dan ADC12 lebih besar dibandingkan pada bagian adukan las nya. Hasil yang s a m a d i p e r o l e h s e w a k t u menggunakan tambahan 22% Al2O3
(alumina) pada sambungan AC4C dan ADC12, diameter partikel-partikel Si pada logam induk lebih besar dibandingkan pada daerah
Tabel 2 Distribusi kekerasan pada sambungan las paduan AC4C dan ADC12 Sambungan
Las
Kekerasan (HVN) pada jejak (mm)
Logam induk Bagian adukan las
Logam induk -1,5 -1,2 -0,9 -0,6 -0,3 0 .0,3 .0,6 .0,9 .1,2 AC4C 60,2 55,3 57,5 60,9 56,5 53,7 54,2 52,1 54,9 59,4 AC4C+Al2O3 63,7 67,0 57,9 55,7 57,8 56,5 53,8 65,9 55,4 57,4 ADC12 72,5 73,8 63,4 75,7 82,9 78,6 73,8 75,7 65,2 57,9 ADC12+Al2O3 68,5 69,2 74,4 62,1 63,5 62,5 60,0 60,5 57,9 57,6
sambungan adukan las nya. Menurut penelitian yang dilakukan, diameter partikel-partikel Si berukuran sekitar 8,94 dan 9,95µm. Selama proses pengelasan adukan gesek, partikel Si pada bagian adukan terpotong-potong yang memiliki ukuran diameter partikel dibawah 2,10 µm. Penambahan 22% Al2O3 (alumina)
pada bagian adukan membuat efektifitas penghalusan partikel menurun dengan rata-rata diameter partikel maksimum 2,55 µm. Bertambah besarnya diameter partikel dimungkinkan dengan adanya penambahan 22% Al2O3
(alumina) membuat bertambahnya beban proses pengelasan adukan gesek.
Faktor rasio partikel Si sebesar 7,61 untuk paduan AC4C dan 9,95 untuk paduan ADC12. Pada tabel 1 menunjukkan bahwa bentuk partikel-pertikel Si memanjang seperti fiber. Strukturmikro kedua paduan menjelaskan bahwa fiber- fiber kasar Si terbentuk pada matrik Al dari kedua paduan. Sebaliknya faktor rasio partikel Si pada bagian a d u k a n s a m b u n g a n l a s b a i k m e n g g u n a k a n a t a u t i d a k menggunakan 22% Al2O3 (alumina)
m e n d e k a t i 1 , m e n u n j u k k a n kecenderungan bentuk partikel bulat. Pengaruh perubahan faktor rasio dalam proses adukan gesek juga membuat paduan AC4C berstruktur partikel-partikel halus Si-β utama pada matriks Al-α. Formasi ini secara signifikan mengubah keuletan bertambah tinggi dari 2-3% menjadi 28-38% untuk 1 hingga 4 kali proses pengelasan adukan gesek.
Tabel 1 Diameter dan faktor rasio partikel Si pada logam induk AC4C dan ADC12 serta bagian adukan las tanpa dan dengan 22% Al2O3 (alumina).
Bagian Paduan AC4C Paduan AC4C+Al2O3 Diameter Partikel (µm) Faktor Rasio Diameter Partikel (µm) Faktor Rasio 8,94 ± 7,61 ± Logam Induk 3,54 5,02 A Pengelasan D (lewat) 1,75 ± 1,19 ± 2,55 ± 1,17 ± U 1 0,66 0,38 1,05 0,31 1,46 ± 1,21 ± 2,16 ± 1,23 ± K 2 0,45 0,41 0,70 0,33 1,89 ± 1,22 ± 2,33 ± 1,19 ± A 3 0,59 0,51 0,78 0,28 1,53 ± 1,08 ± 1,99 ± 1,08 ± N 4 0,64 0,28 0,67 0,32 Paduan Paduan ADC12 ADC12+Al2O3 9,95 ± 17,14 Logam Induk 5,95 ± 4,69 A Pengelasan D (lewat) 1,90 ± 1,18 ± 1,55 ± 1,10 ± U 1 0,73 0,35 0,66 0,29 1,22 ± 1,19 ± 1,41 ± 1,29 ± K 2 0,35 0,44 0,51 0,46 2,10 ± 1,04 ± 1,58 ± 1,25 ± A 3 0,63 0,20 0,51 0,42 1,51 ± 1,12 ± 1,46 ± 1,17 ± N 4 0,56 0,34 0,53 0,35
Kekerasan Sambungan Las Paduan AC4C dan ADC12
Uji kekerasan sambungan las dilakukan secara melintang dari sisi kiri ke sisi kanan dari specimen, mulai dari bagian paduan induk, b a g i a n p e n g a r u h p a n a s termomekanik, bagian adukan gesek, bagian pengaruh panas dan kembali pada bagian paduan induk.
Dalam pengamatan secara mikro, struktur kedua logam induk terlihat tidak homogen. Karena itu, hasil uji kekerasan logam induk tidak mewakilkan kekerasan yang sebenarnya. Sebaliknya bagian adukan sambungan las terlihat lebih homogen. Kekerasan mikro Vickers pada bagian adukan mewakili sifat mekanik dari bagian tersebut.
Profil distribusi kekerasan pada sambungan las kedua paduan yang menggunakan tambahan 22% Al2O3
ditunjukan pada gambar 24. Bagian adukan AC4C tanpa dan dengan tambahan partikel keramik akibat proses 1 kali pengelasan adukan gesek tidak banyak berubah dan masih terletak pada re ntang kekerasan logam induk AC4C nya. Walaupun demikian pengaruh penambahan partikel keramik terlihat membuat bagian adukan paduan lebih keras.
Gambar 24 Distribusi kekerasan pada sambungan las paduan AC4C
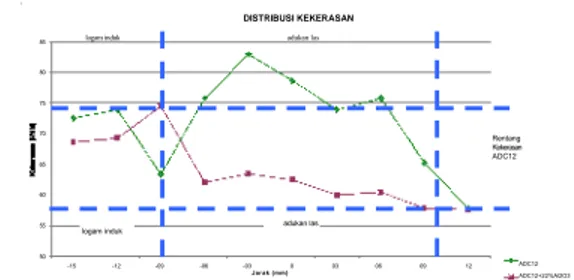
P a d a g a m b a r 2 5 p r o f i l menunjukkan kekerasan bagian adukan ADC12 menjadi lebih tinggi setelah pengelasan adukan gesek 1 kali. Akan tetapi penambahan Al2O3
membuat kekerasan bagian adukan menurun. Keadaan ini menunjukkan dominasi partikel Si terhadap kekerasan lebih tinggi pada paduan ADC12 dibandingkan dengan partikel Al2O3 yang berjumlah 20%.
Gambar 25 Distribusi kekerasan pada sambungan las paduan ADC12
KESIMPULAN
Berdasarkan hasil penelitian pembentukan sambungan las komposit Al-Si/Partikel Alumina, pada paduan Aluminium JIS AC4C dan ADC12 memberikan kesimpulan sebagai berikut:
1. Ingot paduan Aluminium JIS AC4C dan ADC12 yang digunakan sebagai logam induk las disusun oleh fiber-fiber kasar dan pelat Si yang tersebar pada matrik Al-α.
2. 1 sampai 4 kali pengelasan adukan gesek membuat fiber- fiber Si menjadi partikel- partikel halus berbentuk mendekati bulat, terdistribusi lebih seragam baik pada interior maupun pada batas butir matrik Al-α pada bagian adukan tanpa dan dengan penambahan 22% partikel Alumina (Al2O3).
3. Kekerasan bagian adukan bertambah tinggi pada paduan AC4C dan menurun pada ADC12 yang masing-masing ditambah 22% Alumina (Al2O3) berukuran maksimal
sekitar 44 µm. - 12 - 68 66 64 62 60 58 56 54 52 50 15 12 09 06 03 0 03 06 09 12 Jarak (mm) logam induk DISTRIBUSI KEKERASAN adukan las Rentang ____________________ Kekerasan AC4C AC4C AC4C+22%Al2O3 85 80 75 70 65 60 55 50 -15 -12 -09 -06 -03 0 03 06 09 12 Jar ak (mm) adukan las logam induk
logam induk adukan las DISTRIBUSI KEKERASAN Rentang Kekerasan ADC12 ADC12 ADC12+22%Al2O3
DAFTAR PUSTAKA
1. Davis, J.R., Aluminium and
Aluminium Alloy, Ohio,:
ASM International 1994. 2. Surdia, T. dan S, Saito.,
Pengetahuan Bahan Teknik,
Jakarta,: Pradnya Paramita 1995.
3. Kusworo, E dan Hadi, S.,
Pengujian Logam, ISBN,:
Humaniora Utama Bandung 1999.
4. Google, Friction Stir Welding,
http ://aluminium.matter.org.u k/content/
html/eng/default.asp?catid=2 05&pageid=214441 6862, diakses pada tanggal 29 November 2009 5. http://www.tradekorea.com/p roduct- detail/P000 1 0392/JIS_Alumi num_ Alloys_Ingot_for_Casting.ht ml , diakses pada tanggal 29 November 2009
6. http://www.efunda.com/mater ials/alloys/aluminum/show_al uminum.cfm?ID=AA_3 56.0 &show_prop=all&Page_Title =356.0, diakses pada tanggal 10 Februari 2010.
7. http://www.efunda.com/mater ials/alloys/aluminum/show_al uminum.cfm?ID=AA_3 84.0 &show_prop=all&Page_Title =384.0, diakses pada tanggal 10 Februari 2010.