DISAIN MITIGASI RISIKO RANTAI PASOK PRODUK DENGAN PENDEKATANSUPPLYCHAIN RISK MANAGEMENT
DI PT CAHAYA KAWI ULTRA POLYNTRACO
TESIS
Oleh
SITI KHADIJAH PARINDURI 147025019/TI
FAKULTAS TEKNIK UNIVERSITAS SUMATERA UTARA
M E D A N 2018
DISAIN MITIGASI RISIKO RANTAI PASOK PRODUK DENGAN PENDEKATAN SUPPLY CHAIN RISK MANAGEMENT DI PT.
CAHAYA KAWI ULTRA POLYNTRACO
Diajukan sebagai salah satu syarat untuk memperoleh gelar Magister Teknik
dalam Program Studi Teknik Industri pada Fakultas Teknik Universitas Sumatera Utara
Oleh:
SITI KHADIJAH PARINDURI 147025019/TI
UNIVERSITAS SUMATERA UTARA MEDAN
2018
Telah diuji pada
Tanggal 24 Agustus 2018
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. Sukaria Sinulingga, M. Eng, IPU Anggota : Dr. Meilita Tryana Sembiring, ST, MT Prof. Dr. Ir. A. Rahim Matondang, MSIE Ir. Nazaruddin Matondang, MT, Ph.D Dr. Ir. Juliza Hidayati, MT
ABSTRAK
Risiko seringkali digambarkan sebagai kejadian, perubahan keadaan atau suatu konsekuensi. Risiko dapat ditangani bahkan dapat dihilangkan melalui manajemen risiko. Dalam penelitian ini akan dilakukan identifikasi penyebab keterlambatan bahan baku sampai tepat waktu di PT. Cahayakawi Ultra Polyntraco.Perusahaan tersebut adalah perusahaan yang memproduksi springbed.
Selama 2 tahun ini perusahaan menghadapi masalah yaitu penyediaan bahan baku yang sering terlambat, yang menjadi penghalang perusahaan untuk memproduksi secara tepat waktu guna memenuhi permintaan konsumen, karena masalah ini perusahaan mengalami kerugian sehingga perlu diketahui faktor-faktor yang menyebabkan timbulnya keterlambatan suplaibahan baku. Metode yang digunakan dalam penelitian ini adalah HOR (HOR I, HOR II) dengan mengidentifikasi risk event dan risk agent. Setelah dilakukan identifikasi dengan HOR I risk agent yang menyebabkan timbulnya ketelambatan adalah kedatangan kapal yang terlambat, keterlambatan pengadaan bahan baku, ketergantungan pada induk perusahaan.
Untuk memitigasi risk agent tersebut disusun strategi mitigasi (HOR II) yaitu, Membuat kontrak kerja dengan pihak supplieryang berasal dari induk perusahaan agar dapat melakukan komunikasi secara langsung dengan supplier, melakukan pengadaan bahan baku 2 minggu - 2 bulan sebelum dibutuhkan, melakukan multiple route.
Kata Kunci: Rantai pasok, Mitigasi Risiko, Manajemen Risiko
ABSTRACT
A risk is often described an event, a change in situation, or a consequence. It can be handled or eliminated by using risk management. The objective of the research was to identify some factors which caused the lateness in delivering raw materials until it comes on time at PT. Cahaya Kawi Ultra Polyntraco, a company which produces spring beds. Within these 2 years the company has had the problem of providing raw materials which are often delivered late so that the company cannot meet consumers’ demand punctually. In consequence it suffers financial loss. The research used HOR (HOR I and HOR II) by identifying risk event and risk agent. The result of the identification with HOR I risk agent, it was found that the lateness was caused by the lateness of ship arrival, the lateness in supplying raw materials, dependency on parent company. To mitigate risk agent, mitigating strategy (HOR II) was organized such as making work contract with suppliers that came from parent company in order to communicate directly with suppliers, procuring raw materials from 2 weeks to 2 months before they were needed, and doing multiple routes.
Keywords: Supply Chain, Risk Mitigation, Risk Management
ABSTRACT
Risks are often described as events, changes in circumstances or a consequence. Risks can be handled even can be eliminated through risk management.
In this research will be done the identification of the cause of the delay of raw materials. PT. Cahaya Kawi Ultra Polyntraco is a large factory producing spring bed. For 2 years the factory faced the problem of the provision of raw materials that are often late, which becomes a barrier to the company to produce in a timely manner to meet consumer demand, because the factory is experiencing losses so it is necessary to know the factors that cause the delay of supply of raw materials. The method used in this research is HOR (HOR I, HOR II) by identifying risk event and risk agent, then sorting the highest risks to the highest risk mitigation determination, then determined the risk agent mitigation design. To mitigate the risk agent, the mitigation strategy (HOR II) is prepared, make a work contract with suppliers from the company center so that they can communicate directly, to procure raw materials 2 months before needed, and to do multiple routes.
key word : supply chain, risk mitigation, risk management
RIWAYAT HIDUP
Siti Khadijah Parinduri lahir di Kota Pematang Siantar pada 31 Januari 1985, merupakan anak ke enam dari tujuh bersaudara pasangan Bapak Alm. Amir Hasan Parinduri dan Ibu Hermawati Chaniago. Penulis menyelesaikan taman kanak-kanak tahun 1991 di TK Raudhatul Athfal Pematang Siantar, pendidikan sekolah dasar tahun 1997 di SD Negeri 48 Medan, pendidikan sekolah lanjutan tingkat pertama pada tahun 2000 di SLTP Muhammadiyah Langkat Binjai, pendidikan sekolah lanjutan tingkat atas pada tahun 2003 di SLTA Muhammadiyah Langkat Binjai, dan melanjutkan pendidikan strata satu (S1) di Universitas Sumatera Utara Medan jurusan Teknik Industri. Pada tahun 2015, penulis melanjutkan pendidikan strata dua (S2) di Universitas Sumatera Utara Medan jurusan Teknik Industri.
KATA PENGANTAR
Alhamdulillah, Puji dan syukur penulis panjatkan kehadhirat Allah Subhana Wata'ala yang telah memberikan nikmat yang begitu besar sehingga penulis dapat menyelesaikan tesis ini. Karena berkat rahmat dan karuniaNya penulis telah dapat menyelesaikan Tesis yang berjudul “DISAIN MITIGASI RISIKO RANTAI PASOK PRODUK DENGAN PENDEKATAN SUPPLY CHAIN RISK MANAGEMENT DI PT. CAHAYA KAWI ULTRA POLYNTRACO“. Adapun
penyusunan Laporan Tesis ini merupakan tugas akhir untuk memenuhi salah satu syarat untuk dapat mengikuti Sidang Akhir kelulusan pada program S2, Jurusan Teknik Industri, Fakultas Teknik Universitas Sumatera Utara.
Dengan tersusunnya Tesis ini, perkenankanlah penulis mengucapkan terima kasih yang sedalam-dalamnya kepada :
1. Yang tercinta dan tersayang Ibunda, yang telah memberikan do’a, dorongan, motivasi, nasehat dan bantuannya, baik moril maupun materil.
2. Bapak Prof. Dr. Runtung Sitepu SH, M. Hum selaku Rektor Universitas Sumatera Utara
3. Ibu Ir. Seri Maulina MSi, Ph. D selaku Dekan Fakultas Teknik Universitas Sumatera Utara
4. Bapak. Ir. Nazaruddin Matondang MT, Ph. D, selaku Ketua Program Studi S2 dan S3 Teknik Industri, Fakultas Teknik Universitas Sumatera Utara.
5. Bapak Prof. Dr. Ir. Sukaria Sinulingga M. Eng selaku dosen pembimbing I, terimaksih banyak atas didikan dan bimbingan yang telah diberikan kepada penulis sampai akhirnya penulis dapat menyelesaikan penulisan Tesis ini.
6. Ibu Dr. Meilita Tryana Sembiring ST, MT selaku dosen pembimbing II, terimakasih banyak atas masukan dan bimbingan yang telah Ibu diberikan kepada penulis sampai akhirnya penulis dapat menyelesaikan penulisan Tesis ini.
7. Bapak Prof. Dr. Ir. Rahim Matondang MSIE, Bapak Ir. Nazaruddin MT, Ph. D, Ibu Dr. Ir. Juliza Hidayati MT selaku tim penguji yang telah memberikan masukan serta saran yang membangun dalam penyusunan Tesis ini.
8. Bapak Khairil ST, selaku Manajer Umum, serta Bapak Romi ST selaku Kepala Bagian Logistikyang telah memberikan kesempatan kepada penulis untuk melakukan penelitian di PT. Cahaya Kawi Ultra Polyntraco.
9. Dosen-dosen Stara dua (S2) Jurusan Teknik Industri,terima kasih banyak atas semua teori-teori yang telah diberikan selama di perkuliahan karena sangat banyak membantu penulis dalam menyelesaikan Tesis ini.
10. Sahabat-sahabat, teman dan handai tolan di Teknik Industri(Dina, Kak Ainun, Oi, Opik, Tania, Yohana, Uni, Ismail, Shalihin, dan yang lainya) akhirnya kita lulus juga dan jaga persahabatan kita sampai kapanpun.
11. Untuk siapapun yang telah membantu penulis dalam bentuk apapun, yang tidak dapat penulis sebutkan satu persatu, hingga selesai dan tersusunnya Tesis ini, semoga Allah Subhana Wata'ala membalas amal kebaikan semuanya.
Dengan segala keterbatasan yang penulis miliki, penulis menerima kritik maupun saran yang bisa penulis jadikan sebagai perbaikan Laporan Tesis ini. Akhir kata penulis berharap semoga Laporan Tesis ini dapat bermanfaat bagi penulis khususnya dan para pembaca pada umumnya.
Medan, Agustus 2018
Penulis
DAFTAR ISI
HALAMAN
ABSTRAK ... i
ABSTRACT ... ii
RIWAYAT HIDUP ... iii
KATA PENGANTAR ... iv
LEMBAR PERNYATAAN ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
BAB 1 PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Rumusan Masalah ... 8
1.3. Tujuan Penelitian ... 9
1.4. Manfaat Penelitian ... 9
1.5. Ruang Lingkup Dan Batasan Masalah ... 10
1.6. Asumsi-asumsi ... 11
BAB 2 LANDASAN TEORI 2.1. Definisi Manajemen Rantai Pasok ... 12
2.2. Manajemen Risiko Rantai Pasok ... 14
2.3. Prinsip Dasar Manajemen Risiko ... 15
2.3.1. Ruang Lingkup Proses Manajemen Risiko ... 17
2.3.2. Beberapa Istilah Penting Dalam Manajemen Risiko ... 21
2.4. Model SCOR ... 24
2.4.1 Proses Dalam SCOR ... 27
2.5. Model House Of Risk ... 30
2.5.1. Model House Of risk I ... 32
2.5.2. Model House Of Risk II... 34
2.6. Review Hasil Jurnal ... 35
BAB 3 KERANGKA KONSEPTUAL 3.1. Kerangka Konsepyual ... 44
3.2. Definisi Operasional ... 45
BAB 4 METODOLOGI PENELITAN 4.1. Lokasi Penelitian ... 47
4.2. Tipe Penelitian ... 47
4.3. Instrumen Penelitian ... 48
4.4. Metode Pengumpulan Data ... 48
4.5. Jadwal Penelitian ... 49
BAB 5 PENGUMPULAN DAN PENGOLAHAN DATA 5.1. Pengumpulan Data ... 53
5.2. Pengolahan Data Dan Analisis Data ... 59
5.2.1. Analisis Risiko ... 59
5.2.2. Penentuan Disain Mitigasi Risiko ... 65
BAB 6 ANALISIS PEMECAHAN MASALAH 6.1. Analisis Pemecahan Masalah ... 73
BAB 7 KESIMPULAN DAN SARAN 7.1. Kesimpulan ... 80
7.2. Saran ... 81
DAFTAR PUSTAKA
DAFTAR TABEL
HALAMAN
Tabel 1.1. Daftar Bahan Baku Terlambat Pada PT. CAKUP ... 2
Tabel 1.2. Data Bahan Baku Tidak Tepat Jumlah ... 3
Tabel 1.3. Bahan Baku Busa ... 3
Tabel 1.4. Bahan Baku Pembuatan 1 Buah Springbed Tipe Platinum ... 4
Tabel 1.5 Spesifikasi Tipe Springbed ... 4
Tabel 5.1.Risk Event Dan Severity PT. CAKUP ... 55
Tabel 5.2. Nilai Tingkat Keparahan (Severity) ... 56
Tabel 5.3. Nilai Occurance ... 56
Tabel 5.4. Identifikasi Penyebab Risiko Dan Nilai Occurance ... 57
Tabel 5.5.Relationship Pada Form Penilaian ... 58
Tabel 5.6. Penilaian Relationship Risk event Dan Risk Agent ... 58
Tabel 5.7.House Of Risk Fase I ... 61
Tabel 5.8 Priority Of Agent ... 63
Tabel 5.9. Perhitungan Pareto Agen Risiko ... 64
Tabel 5.10. Disaian Mitigasi Dari Agen Risiko ... 65
Tabel 5.11. Makna Nilai Relationship Mitigasi Risiko Dengan Risk Agent.. 66
Tabel. 5.12. Skala Derajat Kesulitan ... 67
Tabel 5.13. Penilaian Relationship Strategi Mitigasi Dan Agen Risiko ... 68
Tabel 5.14. Penilaian Tingkat Kesulitan ... 69
Tabel 5.15. House Of Risk Fase II ... 71
Tabel 5.16. Ranking Prioritas Disain Mitigasi ... 72
Tabel 6.1. Perangkingan Agen Risiko Tertinggi ... 73
Tabel 6.2. Strategi Disaian Mitigasi Berdasarkan HOR II ... 74
DAFTAR GAMBAR
HALAMAN
Gambar 1.1. Grafik Permintaan Springbed PT. CAKUP ... 5
Gambar 1.2. Aliran Bahan Baku dan Informasi PT. CAKUP ... 6
Gambar 2.1. Lima Proses Inti Supply Chain pada Model SCOR ... 27
Gambar 2.2. House of Risk I ... 33
Gambar 2.3.House of Risk II ... 35
Gambar 3.1. Kerangka Konseptual ... 44
Gambar 4.1. Blok Diagram Penelitian ... 52
Gambar 5.1 Diagram Pareto Agen Risiko ... 65
BAB I
PENDAHULUAN
1.1 Latar Belakang `
Dalam menghadapi kompetisi bisnis, diperlukan kemampuan untuk mengakomodasikan ketidakpastian internal maupun eksternal dalam mengambil keputusan. Ketidakpastian pada lingkungan bisnis menuntut perusahaan memiliki fleksibilitas dalam menghadapi masalah yang menimpa mereka.
PT. Cahaya Kawi Ultra Polyntraco adalah perusahaan yang bergerak dibidang manufaktur yang menghasilkan produk rumah tangga, seperti springbed, meja belajar anak dan lemari hias, dengan produk utama springbed dengan merek dagang Big Land, perusahaan ini berlokasi di Medan dan didirikan pada tahun 1989. PT.
Cahaya Kawi Ultra Polyntraco adalah anak perusahaan dari PT. Cahaya Buana Group yang berlokasi di Bogor, jawa Barat. Big Land Springbed merupakan produk PT. Cahaya Kawi Ultra Polyntraco yang bergabung dalam International Sleep Products Association (ISPA), yaitu lembaga perusahaan penghasil springbed berkualitas. PT. Cahaya Kawi Ultra Polyntraco (CAKUP) melakukan bisnis penjualan springbed secara make to stock dan job order (pesanan). Adapun produk springbed yang diproduksi terdiri dari 3 jenis yaitu, tipe gold, platinum, dan silver, yang menjadi perbedaan dari ketiga jenis tersebut adalah jumlah perbulat per yang dibungkus dengan busa dalam springbed, jenis kain, dan jenis busa yang digunakan.
Dalam perjalan bisnis banyak masalah yang menimpa perusahaan, salah satu masalah tersebut adalah penyediaan bahan baku yang mengalami keterlambatan, masalah ini dialami perusahaan selama 2 tahun terakhir ini, dan menjadi penghalang perusahaan untuk memproduksi secara tepat waktu guna memenuhi permintaan konsumen. Dalam menyelesaikan masalah ini perusahaan sudah melakukan berbagai upaya, diantaranya adalah melakukan pemesanan bahan baku lebih awal agar sampai tepat waktu. Walaupun sudah melakukan upaya pemecahan masalah tersebut perusahaan masih belum dapat meningkatkan hasil produksinya, perusahaan masih saja sering terlambat mengantar produk ke konsumen, dan terkadang kesusahan memenuhi permintaan konsumen. Tabel.1.1menunjukkan data keterlambatan bahan baku, Tabel. 1.2menunjukkan data tidak tepat jumlah, Tabel.
1.3 menunjukkan bahan bahan baku busa dan Tabel.1.4 menunjukkan jumlah bahan baku untuk 1 springbed.
Tabel 1.1. Daftar Bahan Baku Terlambat Pada PT. CAKUP
Kode Supplier
Tanggal PO
Nama barang Status Spply
Lamanya
keterangan delivery
Keterambatan (hari)
100050115 10-Apr-17
PPG: Poly propilene
glycol Terlambat 35 Terlambat
100050112 13-Apr-17
TDI: Toluene
Dicocianete Terlambat 32 karena
100050224 17-Apr-17
MC: Methylene
chloride Terlambat 30 ekspedisi
100050262 24-Mei-17 Per Bulat Terlambat 13
100050016 05-Jun-17 Per Pinggir Terlambat 10
100050418 19-Jun-17 Kawat lilit Terlambat 12
100050328 22-Jun-17 Lis kawat Terlambat 13
Sumber : PT. Cahaya Kawi Ultra Polyntraco
Tabel 1.2. Data Bahan Baku Tidak Tepat Jumlah Waktu/
minggu /2017
Jenis bahan baku
Qtt order
Keterangan
order/ikat (700 ikat)
Trouble/ikat
Kekurangan Oktober
1 Per springbed 350.000 500 pc 490 pc 10 pc 2 Per springbed 350.000 500 pc 496 pc 4 pc
November
1 Per springbed 350.000 500 pc 483pc 17 pc 2 Per springbed 350.000 500 pc 496 pc 4 pc
Desember
1 Per springbed 350.000 500 pc 500 pc 0 pc 2 Per springbed 350.000 500 pc 498 pc 2 pc
Sumber : PT. Cahaya Kawi Ultra Polyntracos
Tabel 1.3. Bahan Baku Busa
No Nama Bahan Asal Bahan
baku 01 PPG: Poly propilene
glycol Jerman
02 TDI: Toluene Dicocianete Jepang 03 MC: Methylene chloride Jepang 04
Bahan Katalis
Amine, Cosmos Jepang
05 Per Bulat Bogor
06 Per Pinggir Bogor
07 Kawat Lilit Bogor
08 Lis Kawat Bogor
Sumber : PT. Cahaya Kawi Ultra Polyntracos
Tabel 1.4. Bahan Baku Pembuatan 1 buah Springbed Tipe Platinum
No Nama Bahan Ukuran/Kode Qty Keterangan
01 Per Bulat Ø 2.5 mm,L=8cm 600 pcs
Koefisien elastis 2.2.N/m 02 Per Pinggir Ø 3.5 mm,L=15cm 60 pcs
03 Kawat lilit Ø 1.4 mm, P=180cm 3.2 kg Untuk menggabung per
04 Lis kawat Ø 4.2mm
Untuk membingkai rakitan per agar lebih kokoh
05 Paku Tembak CL-73
06 Kain Quilting (200X200X0,3cm) 2 kain Jaquar
07 Kain Oscar P=200cm
kulit sintetis. Ukuran tergantung model sandaran 08 Busa AH dan SH (200X200X 4cm) 2 Densiti 24kg/m3
09 Hard pad (200X200X0,3cm) 2
Untuk melapisi dan meredam per
10 Kain Blacu 7,6 m 2
Untuk Quilting atas dan Quilting bawah
11 Benang Nyon 25 cm Penjahitan matras dan tabung
12 Peluru Tembak HR-22
13 Kain Lis Panah emas 7,6 m
14 Lubang angin emas 4 pcs
15
Pastik PE dan Plastik
Mika T=1mm Pembungkus matras
16 Label 1 pcs Big land
17 Kartun sudut
untuk membungkus produk saat pengiriman
18 Latex
19 Isoatip
Sumber : PT. Cahaya Kawi Ultra Polyntraco
Dalam 1 hari PT. CAKUP memproduksi 70 springbed, dengan 35 tipe platinum, 20 tipe gold dan 15 tipe silver. Tabel. 1.5 adalah tipe springbed di PT.
CAKUP
Tabel 1.5. Spesifikasi Tipe Springbed Jenis
Produk
Spesifikasi Spring Bed
Tebal kain quilting Jumlah per bulat
Busa yang digunakan Tebal busa NG Tebal Busa A II
Platinum 3 cm 510 buah 2,5 cm 2 cm
Golden 2,4 cm 484 buah - 3,5 cm
Silver 1,4 cm 430 buah - 2 cm
Sumber : PT. Cahaya Kawi Ultra Polyntraco
Dari ke tiga jenis produk tersebut tipe platinum merupakan produk yang paling tinggi tingkat permintaannya yang dapat dilihat pada Gambar 1.1 berikut:
Gambar. 1.1 Grafik Permintaan Springbed PT. CAKUP Tahun 2017
Melihat jumlah permintaaan terhadap springbed tipe platinum yang tinggi keterlambatan shipping pengirimin bahan baku yang terjadi sangat berbahaya bagi ketepatan waktu penyediaan produk yang diharapkan konsumen, dan mengakibatkan penjadwalan proses produksi tidak terlaksana sebagaimana mestinya sehinggaberakibat kepada keterlambatan produk jadi sampai ke konsumen. Dan permasalahan ini akan menimbulkan risiko-risiko yang akan merugikan perusahaan dan pelanggan.Dan masalah yang dihadapi di selesaikan dengan pemikiran yang dianggap mampu menyelesaikan masalah, sehingga masalah yang dihadapi hanya selesai saat itu saja tidak selesai secara continue.
PT. Cahaya Buana Group di Bogor adalah induk perusahaan PT.CAKUPyang memasok80% bahan baku, sedangkan 20% bahan baku diperoleh melalui daerah sekitar PT.CAKUP. Dimana PT.Cahaya Buana Group yang membuka PO ke supplier dan mengirimkan bahan baku ke PT.CAKUP, untuk Supplier dari Jepang,
200220 240260 280300 320340 360380
400 Penjualan
Spring Bed Platinum Penjualan Spring Bed Golden Penjualan Spring Bed Silver
Jerman dan China langsung mengirim bahan baku ke PT.Cakup, untuk Supplier Jakarta, Bogor bahan baku di kirim ke PT.Cahaya Buana Group kemudian perusahaan induk tersebut meneruskan ke PT.Cakup. Jadi PT.Cakup hanya menghitung kebutuhan bahan baku berdasarkan permintaan konsumen dan untuk stok, lalu menjawadwalkan pemakaian bahan baku sesuai dengan produksi, kemudian membuat PR (Purchasing Order) ke PT.Cahaya Buana Group. Hanya untuk supplier local PT.CAKUP bisa langsung membuka PO untuk pemesanan bahan baku seperti kayu, kain dan dacron.
Berdasarkan wawancara awal dengan PT,Cahaya Kawi Ultra Polyntraco maka dapat di simpulkan aliran Supply Chain Pemesanan bahan baku dari hulu ke hilir dapat dilihat pada Gambar. 1.2 berikut ini:
kirim
order order
kirim
order
kirim
= permintaan dari customer = bahan baku dikirimkan = Permintaan bahan baku ke pusat/supplier= produk jadi dikirimkan
Gambar 1.2. Aliran Bahan Baku Dan Informasi PT. CAKUP
S1, Jerman S2, Jepang
PT.Cahaya Buana Intitama
PT.CAHAYA KAWI ULTRA POLYNTRACO
Customer
Dacron kayu dan
kain Lis Kawat, kawat Lilit, Per pinggir, Per Bulat S3 PT.
Megasari Jakarta
S4 Lokal
order
kirim kirim
Request
Kompleksitas aliran bahan baku dan informasi yang telah diuraikan diatas menyebabkan terjadinya gangguan seperti:
1. Keterlambatan bahan baku, hal ini disebabkan oleh prosedur pengorderan bahan baku dari PT. Cahaya Buana Group (pusat) kemudian diteruskan ke supplier dan pusatlah yang membuka PO ke supplier, sehingga menimbulkan risiko keterlambatan bahan baku sampai di pabrik saat dibutuhkan.
2. Terjadinya kesalahan pengiriman bahan baku, dikarenakan banyaknya perusahaan cabang PT. Cahaya Buana Group (pusat) sehingga memungkinkan besarnya kesalahan pengiriman spesifikasi bahan baku yang di pesan oleh PT. CAKUP dikarenakan banyaknya perusahaan cabang yang harus dilayani pusat.
3. Kurangnya komunikasi antara pusat dan PT. CAKUP, juga komunikasi disetiap lini perusahaan, seperti bagian logistik yang tidak mengatur dan menjaga ketersediaan bahan baku sedangkan bagian produksi tidak aktif memberi informasi jumlah bahan baku yang dibutuhkan, hal ini sering menimbulkan kekurangan bahan baku saat akan diproduksinya produk.
Adapun beberapa anak perusahaan PT. Cahaya Buana Group adalah,
- PT. Big spring panel, Sukabumi - PT. Cahayabuana intitama, Bogor - PT. Cahayabuana Kemala, Bogor - PT. Propindo Gemilang, Bogor - PT. Atishar panel, Curug Tangerang - PT. Atishar Panel, citeureup bogor - PT. Prima orbit lestari, Yogyakarta - PT. Sinar Kediri sakti, kediri - PT. Cahayamurni kasindo, Bekasi -PT. Cahaya Murni angsoduo, jambi - PT. Bintang interindo gemilang, Bekasi - PT. Mitra Sejati Buana steel, bandung - PT. Cahaya- PT. Bungo Permai Lestari, Bungo
- PT. Cahayamurni Kasindo, Cabang Purwakarta
- PT. Rentang Buana Niagamakmur, Cabang Tasikmalaya -PT. Cahaya Murni Sriwindo, Palembang-
-PT. Rentang Buana Niagamakmur, Bandung
Untuk menjamin kelancaran rantai pasokan bahan baku produksi maka harus ada usaha antisipasi atau mengurangi gangguan-gangguan tersebut, dimana gangguan- gangguan tersebut dapat menghambat aktivitas dan risiko pada rantai pasok.
Sehubungan dengan itu dibutuhkan sebuah penelitian yang mengidentifikasi masalah dan memecahkan masalah yang ada pada PT. CAKUP yang diharapkan mampu mengatasi masalah perusahaan secara continue sehingga kegiatan bisnis perusahaan berjalan dengan baik dan lancar.
Penelitian ini difokuskan pada produk springbed, karena produk ini adalah produk yang paling tinggi tingkat permintaannya, tetapi bahan baku sering tidak terpenuhi karena masalah supply chain yang tidak tepat waktu, maka perlu dilakukan disain mitigasi resiko rantai pasok untuk mengurangi kerugian yang disebabkan oleh sistem manajemen rantai pasok yang kurang baik.
1.2 Rumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan di atas, maka permasalahan yang akan diselesaikan dalam penelitian ini adalah keterlambatan operasional Supply Chain bahan baku springbed yang mengakibatkan gagalnya pemenuhan bahan baku secara normal, sehubungan dengan itu maka dibutuhkan upaya untuk mengatasinya dengan menemukan:
1. Faktor-faktor apa yang menyebabkan timbulnya keterlambatan, ketidaktepatan jumlah supplybahan baku springbed.
2. Bagaimana cara untuk meminimalkan keterlambatan, ketidaktepatan jumlah supplybahan baku springbed.
3. Bagaimana rancangan mitigasi keterlambatan, ketidaktepatan jumlah supplybahan baku springbed.
1.3. Tujuan Penelitian
Berdasarkan perumusan masalah penelitian diatas maka Tujuan dari penelitian ini adalah membuat Disain Mitigasi Risiko Rantai Pasok Produk dengan pendekatan Suppy Chain Managemen.
Adapun tujuan khusus penelitian ini adalah:
1. Mengidentifikasi dan menganalisa faktor-faktor yang menyebabkan timbulnya keterlambatan, ketidaktepatan jumlahSupply Chain bahan baku springbed.
2. Menganalisa sistem dasar rantai pasok untuk meminimalkan keterlambatan ketidaktepatan jumlahSupply bahan baku springbed..
3. Mendapatkan rancangan mitigasi terhadap keterlambatan ketidaktepatan jumlahSupply bahan baku springbed.
1.4 Manfaat Penelitian
Manfaat penelitian yang diharapkan adalah:
1. PT. Cahaya Kawi Ultra Polyntraco:
Penelitian ini diharapkan bisa menjadi upaya memperkuat alasan dan membantu menentukan sikap dalam mitigasi resiko terhadap solusi alternatif penyediaan bahan baku yang efektif untuk memperkecil kerugian.
2. Bagi program Magister Teknik Industri USU:
Sebagai bahan referensi penelitian lebih lanjut yang terkait dengan masalah supply chain management dan masalah persediaan.
3. Bagi peneliti:
Pengembangan khasanah ilmu pengetahuan dan menambah wawasan dalam mengaplikasikan sistem penghilang resiko dalam menghadapi ketidakpastian pada supply chain produk springbed tipe platinum PT. CAKUP
1.5 Ruang Lingkup dan Batasan Masalah
Sehubungan dengan rumusan masalah dan tujuan yang ingin dicapai dari penelitian ini, ruang lingkup analisis dan batasan masalah penelitian yang akan dilakukan meliputi:
1. Pembahasan penelitian hanya pada aktifitas yang berhubungan dalam supply chain management dalam perusahaan.
2. Pembahasan penelitian dilakukan hanya terbatas pada salah satu produk unggulan PT. Cahaya Kawi Ultra Polyntraco yaitu produk springbed.
1.6. Asumsi - asumsi
Beberapa asumsi yang digunakan pada penelitian ini adalah:
1. Tidak terjadi perubahan metode kerja dan sistem produksi selama penelitian ini berlangsung.
2. Proses logistik berjalan secara normal dan tidak ada perubahan supplier bahan baku yang selama ini digunakan.
BAB II
LANDASAN TEORI
2.1. Definisi Manajemen Rantai Pasok
Manajemen rantai pasok merupakan salah satu konsep dalam rangka merespon persoalan rantai pasok. Manajemen rantai pasok menekankan pada pola terpadu menyangkut proses aliran produk dari supplier, manufaktur, retailer hingga pada konsumen akhir. Dalam konsep manajemen rantai pasok ingin diperlihatkan bahwa rangkaian aktivitas antara supplier hingga konsumen akhir dalam satu kesatuan tanpa sekat yang besar.Mekanisme informasi antara berbagai komponen tersebut berlangsung secara transparan.
Manajemen rantai pasok adalah suatu konsep yang menyangkut pola pendistribusian produk yang mampu menggantikan pola-pola pendistribusian produk secara tradisional.Pola baru ini menyangkut aktivitas pendistribusian, jadwal produksi, dan logistik. Ada juga yang mengatakan bahwa manajemen rantai pasok adalah suatu metode penciptaan produk untuk disampaikan pada pengguna akhir, dimana di dalamnya tercakup berbagai komponen, yaitu: “the supplier of raw materials, the manufacturing units, warehouses, transporters, retailers, and finally selling”. (Simchi-levi at all, 2003)
Dari dua definisi tersebut dapat ditarik kesimpulan bahwa fokus utama dari SCM adalah sinkronisasi proses untuk kepuasan pelanggan. Semua rantai pasok pada hakekatnya memperebutkan pelanggan dari produk atau jasa yang ditawarkan. Semua
pihak yang berada dalam satu rantai rantai pasok harus bekerja sama satu dengan lainnya semaksimal mungkin untuk meningkatkan pelayanan dengan harga murah, berkualitas, dan tepat pengirimannya. Persaingan dalam konteks SCM adalah persaingan antar rantai, bukan antar individu perusahaan.Kelemahan praktek tradisional yang bersifat adversarial adalah terfokusnya ukuran keberhasilan dan aktivitas pada bagian-bagian kecil dari rantai pasok yang justru sering berlawanan dengan tujuan akhir untuk meningkatkan pelayanan pada pelanggan atau konsumen akhir.Manajemen rantai pasok merupakan serangkaian pendekatan yang diterapkan untuk mengintegrasikan pemasok, pengusaha, gudang dan tempat penyimpananlainnya secara efisien sehingga produk yang dihasilkan dan didistribusikan dengan kuantitas yang tepat, lokasi tepat dan waktu tepat untuk memperkecil biaya dan memuaskan kebutuhan pelanggan. Merancang dan mengimplementasikan rantai pasok yang optimal secara global cukup sulit karena kedinamisannya serta terjadinya konflik tujuan antar fasilitas dan partner (Shimchi- Levi et al.2003).
Konsep rantai pasok merupakan konsep baru dalam melihat persoalan logistik.Konsep lama lebih melihat logistik sebagai persoalan internal masing-masing perusahaan dan pemecahannya dititikberatkan pada pemecahan secara internal di perusahaan masing-masing.Dalam konsep baru ini, permasalahan logistik dilihat sebagai masalah yang lebih luas yang terbentang sangat panjang sejak dari bahan dasar sampai barang jadi yang dipakai oleh konsumen akhir, yang merupakan mata rantai penyediaan barang.
Pada rantai pasok biasanya terdapat 3 macam aliran yang harus dikelola.Pertama adalah aliran barang yang mengalir dari hulu ke hilir.Kedua aliran uang yang mengalir dari hilir ke hulu.Ketiga adalah aliran informasi yang terjadi dari hulu ke hilir atau juga sebaliknya (Pujawan, 2005).Managemen rantai pasok tidak hanya berorientasi pada urusan internal perusahaan, melainkan juga urusan eksternal yang menyangkut hubungan dengan perusahaan-perusahaan partner.
2.2. Manajemen Risiko Rantai Pasok
Supply Chain Risk Management (SCRM) atau manajemen risiko rantai pasok dapat didefinisikan sebagai cerminan disiplin seorang profesional di mana mereka berada dalam rantai pasokan. Di ruang teknologi informasi, National Institute for Standards and Technology mendefinisikan managemen risiko rantai pasok sebagai praktek multidisiplin dengan sejumlah proses perusahaan yang saling berhubungan, bila dilakukan dengan benar, akan membantu departemen dan lembaga mengelola risiko menggunakan produk teknologi informasi dan layanan. MITRE, perusahaan yang menyediakan jasa rekayasa dan teknis kepada pemerintah federal, mendefinisikan SCRM sebagai suatu disiplin yang membahas ancaman dan kerentanan dari informasi yang diperoleh secara komersial dan teknologi komunikasi di dalam dan digunakan oleh informasi pemerintahan dan sistem senjata. Melalui SCRM, insinyur sistem dapat meminimalkan risiko untuk sistem dan komponen yang diperoleh dari sumber-sumber yang tidak dipercaya atau diidentifikasi sebagai bahan dan komponen rendah.
Perspektif ketiga mengatakan Supply Chain Risk Management (SCRM) adalah pelaksanaan strategi untuk mengelola risiko yang luar biasa di sepanjang rantai pasokan melalui penilaian risiko yang terus menerus dengan tujuan mengurangi kerentanan dan memastikan keberlanjutan. Salah satu cara untuk melihat supply chain risk management adalah untuk menganggapnya sebagai persimpangan antara rantai pasok management dan risk management. Satu hal yang kita ketahui tentang SCRM adalah bahwa tidak ada definisi yang standar.Ini adalah salah satu indikator bahwa SCRM adalah disiplin yang masih berkembang (Schlegel dan Trent, 2015).
2.3. Prinsip Dasar Manajemen Risiko
Manajemen risiko mulai diperkenalkan di bidang keselamatan dan kesehatan kerja pada era tahun 1980-an setelah berkembangnya teori accident model dari ILCI dan juga semakin maraknya isu lingkungan dan kesehatan. Manajemen risiko bertujuan untuk meminimisasi kerugian dan meningkatkan kesempatan ataupun peluang. Bila dilihat terjadinya kerugian dengan teori accident model dari ILCI, maka manajemen risiko dapat memotong mata rantai kejadian kerugian tersebut, sehingga efek dominonya tidak akan terjadi. Pada dasarnya manajemen risiko bersifat pencegahan terhadap terjadinya kerugian maupun ‘accident’.
Sesuatu yang dimaksud dengan risiko, terutama karena konsep ini dapat didefinisikan dengan berbagai cara. Salah satu perspektif umum hanya mengatakan bahwa risiko adalah situasi yang melibatkan paparan bahaya atau kerugian.
Perspektif lain mengambil langkah lebih lanjut dengan menambahkan bahwa risiko adalah probabilitas atau ancaman kerusakan, cedera, kewajiban, kehilangan, atau
kejadian negatif lainnya yang disebabkan oleh kerentanan eksternal atau internal dan yang dapat dihindari melalui tindakan preventif. Pandangan lain menyatakan bahwa risiko adalah efek dari ketidakpastian pada tujuan. Risiko juga dapat dilihat, setidaknya sebagian, sebagai ketidakmampuan untuk memanfaatkan kesempatan.
Untuk tujuan kita, kita mendefinisikan risiko sebagai kemungkinan terwujudnya konsekuensi yang tidak diharapkan atau tidak diinginkan yang mengarah ke hasil yang tidak dikehendaki seperti kehilangan, cedera, kerusakan, atau kehilangan kesempatan (Schlegel dan Trent, 2015).
Sebagian besar pengamat risiko percaya bahwa ketika risiko menjadi kenyataan, sesuatu yang buruk biasanya terjadi. Tidak mengherankan, manajer rantai pasok hampir selalu melihat risiko sebagai sesuatu yang harus dihindari. Sebaliknya, pengusaha melihat risiko melalui lensa yang berbeda. Mereka melihat risiko dari segi kesempatan terbalik dan kesempatan yang hilang ketika gagal untuk bertindak. Bagi orang-orang, pengambilan risiko kreatif penting untuk setiap tujuan yang memiliki taruhan tinggi pada perusahaan. Berpikir bahwa risiko merusak, tentu saja, tapi mungkin lebih penting adalah hati-hati dalam berpikir, yang mendorong pengambilan tindakan dalam mengatasi kegagalan untuk merebut kesempatan.
Sebuah risiko, apapun yang mungkin dianggap akan menjadi bahaya, relatif tidak berbahaya sampai terjadi. Misalnya selalu ada risiko bahwa seseorang akan jatuh terpeleset ketika mereka berjalan dilantai yang licin di rumah. Sampai benar- benar jatuh, risiko akan terjatuh tetap hanya risiko. Jika orang tersebut jatuh, risiko sekarang menjadi kejadian risiko. Sebuah konsep sederhana dari kejadian risiko adalah risiko yang telah menjadi kenyataan.Didefinisikan secara resmi kejadian risiko
adalah kejadian khusus yang negatif mempengaruhi keputusan, rencana, perusahaan atau organisasi.
2.3.1. Ruang lingkup proses manajemen risiko
Ruang lingkup proses manajemen risiko terdiri dari:
a. Penentuan konteks kegiatan yang akan dikelola risikonya b. Identifikasi risiko,
c. Analisis risiko d. Evaluasi risiko, e. Pengendalian risiko,
f. Pemantauan dan telaah ulang, g. Koordinasi dan komunikasi.
Pelaksanaan manajemen risiko haruslah menjadi bagian integral dari pelaksanaan sistem perusahaan/organisasi. Proses manajemen risiko ini merupakan salah satu langkah yang dapat dilakukan untuk terciptanya perbaikan berkelanjutan (continuous improvement). Proses manajemen risiko juga sering dikaitkan dengan proses pengambilan keputusan dalam sebuah organisasi.
Manajemen risiko adalah metode yang tersusun secara logis dan sistematis dari suatu rangkaian kegiatan: penetapan konteks, identifikasi, analisa, evaluasi, pengendalian serta komunikasi risiko. Proses ini dapat diterapkan di semua tingkatan kegiatan, jabatan, proyek, produk ataupun asset. Manajemen risiko dapat memberikan manfaat optimal jika diterapkan sejak awal kegiatan.Walaupun
demikian manajemen risiko seringkali dilakukan pada tahap pelaksanaan ataupun operasional kegiatan.
Ada empat prasyarat utama manajemen risiko, yaitu:
a. Kebijakan Manajemen Risiko
Eksekutif organisasi harus dapat mendefinisikan dan membuktikan kebenaran dari kebijakan manajemen risikonya, termasuk tujuannya untuk apa, dan komitmennya. Kebijakan manjemen risiko harus relevan dengan konteks strategi dan tujuan organisasi, objektif dan sesuai dengan sifat dasar bisnis (organisasi) tersebut. Manajemen akan memastikan bahwa kebijakan tersebut dapat dimengerti, dapat diimplementasikan di setiap tingkatan organisasi.
b. Perencanaan Dan Pengelolaan Hasil
1) Komitmen manajemen Organisasi harus dapat memastikan bahwa:
• Sistem manajemen risiko telah dapat dilaksanakan, dan telah sesuai dengan standar
• Hasil/performa dari sistem manajemen risiko dilaporkan ke manajemen organisasi, agar dapat digunakan dalam meninjau (review) dan sebagai dasar (acuan) dalam pengambilan keputusan.
2) Tanggung jawab dan kewenangan; Tanggung jawab, kekuasaan dan hubungan antar anggota yang dapat menunjukkan dan membedakan fungsi kerja didalam manajemen risiko harus terdokumentasikan khususnya untuk hal-hal sebagai berikut:
• Tindakan pencegahan atau pengurangan efek dari risiko.
• Pengendalian yang akan dilakukan agar faktor risiko tetap pada batas yang masih dapat diterima.
• Pencatatan faktor-faktor yang berhubungan dengan kegiatan manajemen risiko.
• Rekomendasi solusi sesuai cara yang telah ditentukan.
• Memeriksa validitas implementasi solusi yang ada.
• Komunikasi dan konsultasi secara internal dan eksternal.
3) Sumber Daya Manusia; Organisasi harus dapat mengidentifikasikan persyaratan kompetensi sumber daya manusia (SDM) yang diperlukan.
Oleh karena itu untuk meningkatkan kualifikasi SDM perlu untuk mengikuti pelatihan-pelatihan yang relevan dengan pekerjaannya seperti pelatihan manajerial, dan lain sebagainya.
c. Implementasi Program
Sejumlah langkah perlu dilakukan agar implementasi sistem manajemen risiko dapat berjalan secara efektif pada sebuah organisasi. Langkah-langkah yang akan dilakukan tergantung pada filosofi, budaya dan struktur dari organisasi tersebut.
d. Tinjauan Manajemen
Tinjauan sistem manajemen risiko pada tahap yang spesifik, harus dapat memastikan kesesuaian kegiatan manajemen risiko yang sedang dilakukan dengan standar yang digunakan dan dengan tahap-tahap berikutnya.
Manajemen risiko adalah bagian yang tidak terpisahkan dari manajemen
proses. Manajemen risiko adalah bagian dari proses kegiatan didalam organisasi dan pelaksananya terdiri dari mutlidisiplin keilmuan dan latar belakang, manajemen risiko adalah proses yang berjalan terus menerus.
Elemen utama dari proses manajemen risiko, seperti yang terlihat pada gambar meliputi:
1) Penetapan tujuan; Menetapkan strategi, kebijakan organisasi dan ruang lingkup manajemen risiko yang akan dilakukan.
2) Identifikasi risiko; Mengidentifikasi apa, mengapa dan bagaimana faktor- faktor yang mempengaruhi terjadinya risiko untuk analisis lebih lanjut.
3) Analisis risiko; Dilakukan dengan menentukan tingkatan probabilitas dan konsekuensi yang akan terjadi. Kemudian ditentukan tingkatan risiko yang ada dengan mengalikan kedua variabel tersebut (probabilitas X konsekuensi).
4) Evaluasi risiko; Membandingkan tingkat risiko yang ada dengan kriteria standar. Setelah itu tingkatan risiko yang ada untuk beberapa hazards dibuat tingkatan prioritas manajemennya. Jika tingkat risiko ditetapkan rendah, maka risiko tersebut masuk ke dalam kategori yang dapat diterima dan mungkin hanya memerlukan pemantauan saja tanpa harus melakukan pengendalian.
5) Pengendalian risiko; Melakukan penurunan derajat probabilitas dan konsekuensi yang ada dengan menggunakan berbagai alternatif metode, bisa dengan transfer risiko, dan lain-lain.
6) Monitor dan Review; Monitor dan review terhadap hasil sistem manajemen risiko yang dilakukan serta mengidentifikasi perubahan- perubahan yang perlu dilakukan.
7) Komunikasi dan konsultasi; Komunikasi dan konsultasi dengan pengambil keputusan internal dan eksternal untuk tindak lanjut dari hasil manajemen risiko yang dilakukan.
8) Manajemen risiko dapat diterapkan di setiap level organisasi. Manajemen risiko dapat diterapkan di level strategis dan level operasional. Manajemen risiko juga dapat diterapkan pada proyek yang spesifik, untuk membantu proses pengambilan keputusan ataupun untuk pengelolaan daerah dengan risiko yang spesifik.
2.3.2. Beberapa Istilah Penting Dalam Manajemen Risiko Beberapa istilah penting dalam manajemen risiko, yaitu:
a. Konsekuensi, yaitu suatu akibat dari kejadian yang dinyatakan secara kualitatif atau kuantitatif, berupa kerugian, sakit, cedera, keadaan merugikan atau menguntungkan. Bisa juga berupa rentangan akibat- akibat yang mungkin terjadi dan berhubungan dengan suatu kejadian.
b. Biaya,yaitu suatu kegiatan, baik langsung dan tidak langsung, meliputi berbagai dampak negatif, termasuk uang, waktu, tenaga kerja, gangguan, nama baik, politik dan kerugian-kerugian lain yang tidak dinyatakan secara jelas.
c. Kejadian, adalah suatu peristiwa (insiden) atau situasi, yang terjadi pada tempat tertentu selama interval waktu tertentu.
d. Analisis Urutan Kejadian, suatu teknik yang menggambarkan rentangan kemungkinan dan rangkaian akibat yang bisa timbul dari proses suatu kejadian.
e. Analisis Urutan Kesalahan, suatu metode sistem teknik untuk menunjukkan kombinasi-kombinasi yang logis dari berbagai keadaan sistem dan penyebab-penyebab yang mungkin bisa berkontribusi terhadap kejadian tertentu (disebut kejadian puncak).
f. Frekuensi, adalah ukuran angka dari peristiwa suatu kejadian yang dinyatakan sebagai jumlah peristiwa suatu kejadian dalam waktu tertentu.
Terlihat juga seperti kemungkinan dan peluang.
g. Bahaya (hazard), adalah merupakan faktor intrinsik yang melekat pada sesuatu dan mempunyai potensi untuk menimbulkan kerugian.
h. Monitoring/ Pemantauan, adalah pengecekan, pengawasan, pengamatan secara kritis, atau Pencatatan kemajuan dari suatu kegiatan, tindakan, atau sistem untuk mengidentifikasi perubahan-perubahan yang mungkin terjadi.
i. Probabilitas, digunakan sebagai gambaran kualitatif dari peluang atau frekuensi. Kemungkinan dari kejadian atau hasil yang spesifik, diukur dengan rasio dari kejadian atau hasil yang spesifik terhadap jumlah kemungkinan kejadian atau hasil. Probabilitas dilambangkan dengan angka dari 0 dan 1, dengan 0 menandakan kejadian atau hasil yang tidak mungkin dan 1 menandakan kejadian atau hasil yang pasti.
j. Risiko Ikutan, tingkat risiko yang masih ada setelah manajemen risiko dilakukan.
k. Risiko, adalah peluang terjadinya sesuatu yang akan mempunyai dampak terhadap sasaran. Ini diukur dengan hukum sebab akibat. Variabel yang diukur biasanya probabilitas, konsekuensi dan juga pemecahan masalah.
l. Penerimaan Risiko (acceptable risk), keputusan untuk menerima konsekuensi dan kemungkinan risiko tertentu.
m. Analisis risiko, Sebuah sistematika yang menggunakan informasi yang didapat untuk menentukan seberapa sering kejadian tertentu dapat terjadi dan besarnya konsekuensi tersebut.
n. Penilaian risiko, proses analisis risiko dan evalusi risiko secara keseluruhan.
o. Penghindaran risiko, Keputusan yang diberitahukan tidak menjadi terlibat dalam situasi risiko.
p. Pengendalian risiko, bagian dari manajemen risiko yang melibatkan penerapan kebijakan, standar, prosedur perubahan fisik untuk menghilangkan atau mengurangi risiko yang kurang baik.
q. Evaluasi risiko. proses yang biasa digunakan untuk menentukan manajemen risiko dengan membandingkan tingkat risiko terhadap standar yang telah ditentukan, target tingkat risiko dan kriteria lainnya.
r. Identifikasi Risiko, proses menentukan apa yang dapat terjadi, mengapa dan bagaimana.
s. Pengurangan Risiko, adalah penggunaan/penerapan prinsip-prinsip manajemen dan teknik-teknik yang tepat secara selektif, dalam rangka mengurangi kemungkinan terjadinya suatu kejadian atau konsekuensinya, atau keduanya.
t. Pemindahan Risiko (risk transfer), Mendelegasikan atau memindahkan suatu beban kerugian ke suatu kelompok/bagian lain melalui jalur hukum, perjanjian/kontrak, asuransi, dan lain-lain. Pemindahan risiko mengacu pada pemindahan risiko fisik dan bagiannya ke tempat lain.
Beberapa perusahaan akan menggunakan istilah mitigasi risiko untuk menggambarkan hampir segala sesuatu yang dilakukan atas nama manajemen risiko, termasuk tindakan pencegahan. Menurut definisi yang paling dasar mitigasi risiko adalah mengurangi dampak dari sesuatu."Sesuatu" bisa menjadi efek dari kejadian risiko seperti kebakaran pada pemasok atau masalah kualitas rantai pasok.Dalam arti yang lebih luas, mitigasi juga dapat didefenisikan sebagai hasil dari tindakan yang diambil baik untuk mengurangi kemungkinan risiko yang terjadi atau memperkecil tingkat dampaknya.
2.4. Model SCOR (Supply Chain Operations Reference)
SCOR model merupakan suatu cara sebuah perusahaan untuk mengkomunikasikan sebuah kerangka yang menjelaskan mengenai supply Chain secara detail, mendefinisikan, dan mengkategorikan proses-proses yang membangun sebuah rantai pasok. Selain itu SCOR model juga membangun metrics-
metrics pengukuran yang diperlukan dalam pengukuran kualitas supply chain (Klapper dan Vivar, 1999).
Penerapan metode SCOR pada supply chain management menyediakan pengamatan dan pengukuran proses supply chain secara menyeluruh. Supply Chain Operations Reference (SCOR) model yaitu suatu model yang dirancang oleh Supply Chain Council (SCC). Dalam hal ini terdapat beberapa versi pada SCOR.Saat ini SCC telah mengeluarkan model SCOR versi 10.0 (www.supplychain.org, 2010).
Model SCOR adalah salah satu model dari operasi supply chain, yang pada dasarnya merupakan model berdasarkan proses. Model ini mengintegrasikan tiga unsur utama dalam manajemen, yaitu business process reengineering (BPR), benchmarking, danbest practice analysis (BPA) kedalam kerangka lintas fungsi supply chain. SCOR membagi proses-proses supply chain menjadi lima proses inti yaitu plan, source, make, deliver, return. SCOR memiliki tiga level proses dari yang umum hingga ke yang detail.
SCC didirikan pada tahun 1996 dan diprakarsai oleh beberapa organisasi/perusahaan seperti Bayer, Compaq, Procter & Gamble, Lockheed Martin, Nortel, Rockwell Semiconductor, Texas Instruments, 3M, Cargill, Pittglio, Rabin, Todd &McGrath (PRTM), dan AMR (Advanced Manufacturing Research) yang beranggotakan 69 orang sukarelawan yang terdiri dari para praktisi dunia industri dan para peneliti (Bolstorff, 2003). Kelebihan dari SCOR model sebagai Process Reference Model (PRM) adalah kemampuannya untuk mengintegrasikan Business Process Reengineering (BPR), benchmarking dan Best Practice Analyze (BPA) kedalam kerangka kerja supply chain.
Menurut Supply Chain Council (2010), ada 4 level tahapan pemetaan SCOR version 10.0, yaitu:
a. Level 1, mendefinisikan ruang lingkup dan isi dari SCOR model.
b. Level 2, merupakan tahap konfigurasi
c. Level 3, merupakan tahap dekomposisi proses-proses yang ada pada rantai pasok menjadi elemen-elemen yang mendefinisikan kemampuan perusahaan untuk berkompetisi.
d. Level 4, merupakan tahap implementasi yang memetakan program-program penerapan secara spesifik serta mendefinisikan perilaku-perilaku untuk mencapai competitive advantage dan beradaptasi terhadap perubahan kondisi bisnis.
SCOR adalah suatu model acuan dari operasi rantai pasok. Seperti halnya kerangka yang dijelaskan pada bagian sebelumnya, SCOR pada dasarnya juga merupakan model yang berdasarkan proses. Model ini mengintegrasikan tiga elemen utama dalam manajemen yaitu business process reengineering, benchmarking, dan measurement process kedalam kerangka lintas fungsi dalam rantai pasok (Pujawan, 2005). Ketiga elemen tersebut memiliki fungsi sebagai berikut:
1) Business process reengineering pada hakekatnya menangkap proses kompleks yang terjadi saat ini (as is) dan mendefinisikan proses yang diinginkan (to be).
2) Benchmarking adalah kegiatan untuk mendapatkan data kinerja operasional dari perusahaan sejenis. Target internal kemudian ditentukan berdasarkan kinerja best in class yang diperoleh.
3) Process measurement berfungsi untuk mengukur, mengendalikan, dan memperbaiki proses-proses rantai pasok.
Gambar. 2.1. Lima Proses Inti Supply Chain pada Model SCOR
Sumber: Supply Chain Council
Gambar. 2.1 adalah gambar proses inti rantai pasok model SCOR.
2.4.1. Proses Dalam SCOR
Seperti yang ditunjukkan pada Gambar 2.1, SCOR membagi proses- proses rantai pasok menjadi 5 proses inti yaitu plan, source, make, deliver, danreturn. Kelima proses tersebut berfungsi seperti yang diuraikan, yaitu:
a. Plan, yaitu proses yang menyeimbangkan permintaan dan pasokan untuk menentukan tindakan terbaik dalam memenuhi kebutuhan pengadaan, produksi, dan pengiriman. Plan mencakup proses menaksir kebutuhan
distribusi, perencanaan dan pengendalian persediaan, perencanaan produksi, perencanaan material, perencanaan kapasitas, dan melakukan penyesuaian (alignment) supply chain plan dengan financial plan.
b. Source, yaitu proses pengadaan barang maupun jasa untuk memenuhi permintaan. Proses yang dicakup termasuk penjadwalan pengiriman dari supplier, menerima, mengecek, dan memberikan otorisasi pembayaran untuk barang yang dikirim supplier, memilih supplier, mengevaluasi kinerja supplier, dan sebagainya. Jenis proses bisa berbeda tergantung pada apakah barang yang dibeli termasuk stocked,make to order, atau engineer to order products.
c. Make, yaitu proses-proses yang berhubungan dengan proses transformasi bahan baku menjadi produk setengah jadi untuk memenuhi permintaan yang ada.
d. Deliver, yaitu proses-proses yang berkaitan dengan persediaan barang jadi, termasuk didalamnya mengenai manajemen transportasi, ware house yang semuanya itu untuk memenuhi permintaan konsumen
e. Return, yaitu proses-proses yang berkaitan dengan proses pengembalian produk karena alasan tertentu, misalnya karena produk tidak sesuai dengan permintaan konsumen, dan lain sebagainya. Didalam SCOR model dibagi menjadi level-level untuk melakukan kualitasnya. Didalam level satu SCORE model dimunculkan setiap aspek yang akan di ukur, misalnya realibility, responsiveness, flexibility, cost dan asset. Dari masing-masing
aspek itu, didalamnya terdapat matriks-matriks pengukuran yang akan diukur. Adapun contoh-contoh matriks yang ada di dalam metode SCOR model adalah sebagai berikut :
1) Aspek Realibility
• Delivery Performance, yaitu jumlah produk yang diterima tepat pada waktu
• Inventory Inaccurancy, yaitu besarnya penyimpanan antara jumlah fisik persediaan yang ada di gudang dengan catatan/dokumentasi yang ada
• Defect Rate, yaitu tingkat pengembalian material cacat yang dikembalikan ke supplier.
2) Aspek Responsiveness
• Planning Cycle Time, yaitu waktu yang dibutuhkan untuk menyusun jadwal produksi
• Source Item Responsiveness, yaitu waktu yang dibutuhkan supplier untuk memenuhi kebutuhan perusahaan apabila terjadi peningkatan jumlah jenis material tertentu dari permintaan awal suatu order.
3)Aspek Flexibility
• Minimal order Quantity, yaitu jumlah unit minimal yang bisa dipenuhi supplier dalam setiap kali order.
• Make Volume Flexibility, yaitu presentase peningkatan yang dapat dipenuhi oleh produksi dalam kurun waktu tertentu.
4) Aspek Cost
• Defect Cost, yaitu biaya yang digunakan untuk menggantikan produk cacat.
• Machine Maintenance Cost, yaitu biaya perawatan Mesin-mesin industri.
5). Aspek Assets
Adapun bentuk dari supply chain yang digambarkan oleh SCOR model adalah :
• Payment Term, yaitu rata-rata selisih waktu antara permintaan material dengan waktu pembayaran ke supplier.
• 2.Cash-To-Cash Cycle Time, yaitu waktu dari perusahaan mengeluarkan uang untuk pembelian material sampai dengan perusahaan menerima uang pembayaran dari konsumen. Level dua dari SCOR, digambarkan mengenai Mapping Supply Chain perusahaan yang akan diukur kualitasnya.
Sedangkan untuk level tiganya, setiap komponen yang akan di Mapping level dua di Breakdown sehingga mendapatkan suatu yang detail dari komponen-komponen tersebut. Pada level tiga juga sudah mulai dilakukan penentuan parameter dari setiap matriks dan komponen yang diukur.
(Supply Chain Council)
2.5. ModelHouse of Risk
Model ini didasarkan pada gagasan bahwa supply chain risk management yang proaktif harus berusaha untuk fokus pada tindakan preventif, yaitu mengurangi kemungkinan agen risiko terjadi. Mengurangi terjadinya agen risiko biasanya akan mencegah beberapa peristiwa risiko terjadi. Dalam kasus seperti itu, perlu untuk
mengidentifikasi kejadian risiko dan agen risiko yang terkait.Biasanya, satu agen risiko bisa menyebabkan lebih dari satu kejadian risiko. Misalnya, masalah dalam sistem produksi pemasok dapat mengakibatkan kekurangan bahan dan peningkatan reject dimana yang terakhir ini karena beralih pada pemasok lainnya.
Dalam model FMEA, penilaian risiko dilakukan melalui perhitungan dari Risk Priority Number (RPN) sebagai produk dari tiga faktor, yaitu probabilitas kejadian (occurance), tingkat keparahan dampak (severity), dan deteksi (detection). Tidak seperti di model FMEA di mana probabilitas kejadian (occurance) dan tingkat keparahan (severity) berhubungan dengan kejadian risiko (riskevent), di model ini probabilitas kejadian (occurance) untuk agen risiko (risk agent) dan tingkat keparahan (severity) untuk kejadian risiko (risk event) (Pujawan dan Geraldine, 2009).
Karena salah satu risk agent dapat menginduksi sejumlah risk event, maka perlu kuantitas potensi risiko agregat (Agregate Risk Potential) dari risk agent. Jika Oj adalah probabilitas terjadinya agen risiko j, Si adalah keparahan dampak jika kejadian risiko i terjadi, dan Rij adalah korelasi antara agen risiko j dan kejadian risiko i (yang diartikan sebagai seberapa besar kemungkinan agen risiko j akan mendorong kejadian risiko i) maka ARPj (potensi risiko agregat agen risiko j) dapat dihitung sebagai berikut: Penyesuaian model House of Quality (HOQ) untuk menentukan agen risiko yang harus diberikan prioritas untuk tindakan preventif. Rank A ditugaskan untuk setiap agen risiko berdasarkan besarnya nilai ARPj untuk setiap j. Oleh karena itu, jika ada banyak agen risiko, perusahaan dapat memilih satu dari beberapa agen risiko yang memiliki potensi besar untuk menginduksi kejadian risiko. Untuk itu ada dua
model yang disebut House of Risk (HOR) yang didasarkan pada HOQ yang dimodifikasi yaitu:
a. HOR1 digunakan untuk menentukan agen risiko yang harus diberikan prioritas untuk tindakan preventif.
b. HOR2 untuk memberikan prioritas kepada tindakan yang dianggap efektif tetapi dengan finansial yang wajar dan komitmen sumber daya.
2.5.1. House of Risk I
Dalam model HOQ, kita berhubungan satu set persyaratan (apa) dan satu set tanggapan (bagaimana) di mana setiap respon dapat mengatasi satu atau lebih persyaratan.
Tingkat hubungan biasanya diklasifikasikan sebagai tidak ada (dan diberi nilai setara dengan 0), rendah (satu), sedang (tiga), dan tinggi (sembilan). Setiap persyaratan memiliki kesenjangan tertentu untuk mengisi dan setiap respon akan memerlukan beberapa jenis sumber daya dan dana.Mengadopsi prosedur di atas, HOR I dikembangkan melalui langkah-langkah sebagai berikut (Puajawan dan Geraldine 2009) :
a. Mengidentifikasi kejadian risiko yang bisa terjadi dalam setiap proses bisnis. Hal ini dapat dilakukan melalui proses pemetaan rantai pasok (plan, source, make, deliver, dan return) dan kemudian mengidentifikasi "apa yang bisa salah" dalam setiap proses-proses tersebut.
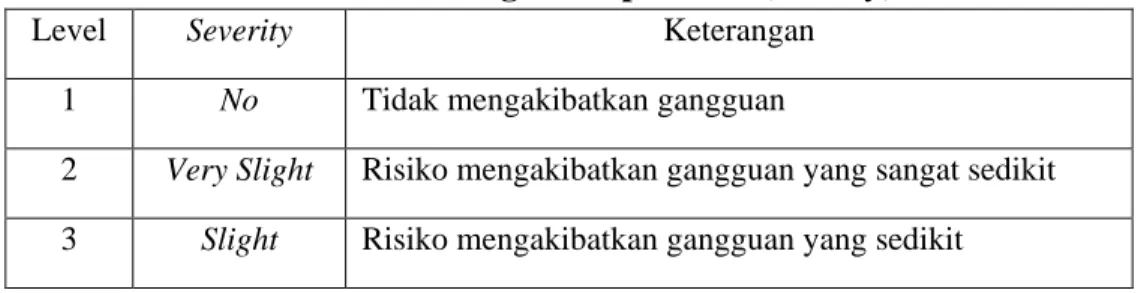
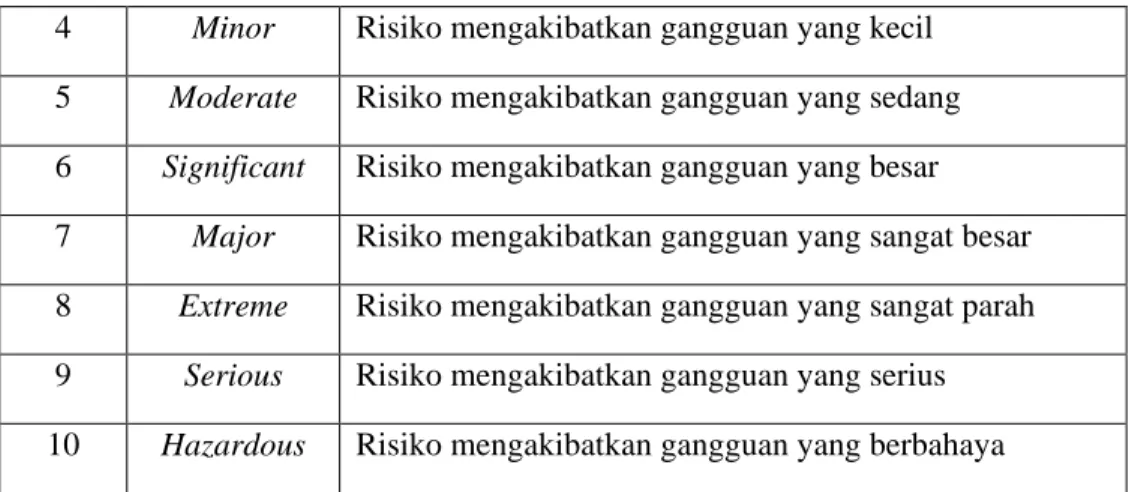
b. Menilai dampak (severity) dari kejadian risiko (jika terjadi) dengan skala 1-10 di mana 10 mewakili sangat parah. Tingkat keparahan dari setiap peristiwa risiko dimasukkan ke dalam kolom kanan dan diindikasikan sebagai Si .
c. Identifikasi agen risiko dan menilai kemungkinan terjadinya setiap agen risiko. Di sini, skala 1-10 juga diterapkan di mana 1 berarti hampir tidak pernah terjadi dan nilai 10 berarti hampir pasti terjadi. Para agen risiko (Aj) ditempatkan pada baris atas tabel dan terjadinya terkait adalah di baris paling bawah, dinotasikan sebagai Oj.
d. Mengembangkan matriks hubungan, yaitu hubungan antara masing-masing agen risiko dan setiap kejadian risiko, Rij {0, 1, 3, 9} di mana 0 mewakili tidak ada korelasi dan 1, 3, dan 9 mewakili, masing-masing, rendah, sedang, dan korelasi yang tinggi.
e. Hitung potensi risiko agregat agen j (ARPj) yang ditentukan sebagai produk dari kemungkinan terjadinya j agen risiko dan dampak agregat yang dihasilkan oleh peristiwa risiko yang disebabkan oleh j agen risiko seperti pada persamaan yang telah dijelaskan.
f. Peringkatkan agen risiko sesuai dengan potensi risiko agregat mereka dalam urutan menurun (dari besar ke nilai rendah).
Gambar HOR I dapat dilihat pada Gambar. 2.2 berikut ini
Gambar 2.2.House Of Risk I
2.5.2. House of Risk II
HORII digunakan untuk menentukan tindakan yang harus dilakukan terlebih dahulu, mengingat efektivitas mereka berbeda serta sumber daya yang terlibat dan tingkat kesulitan dalam melakukan.Perusahaan idealnya memilih serangkaian tindakan yang tidak begitu sulit untuk dilakukan tapi efektif bisa mengurangi kemungkinan agen risiko yang terjadi. Langkah-langkahnya adalah sebagai berikut (Pujawan dan Geraldine, 2009) :
a. Pilih sejumlah agen risiko dengan peringkat prioritas tinggi, mungkin menggunakan analisis Pareto atau nilai ARPj, yang akan dibahas dalam HOR kedua. Agen risiko yang terpilih akan ditempatkan sebagai “apa” di sisi kiri dari HOR2 seperti digambarkan dalam Gambar 2.4 Menempatkan nilai-nilai ARPj yang sesuai di kolom kanan.
b. Identifikasi tindakan yang dianggap relevan untuk mencegah agen risiko.
Perhatikan bahwa satu agen risiko dapat ditangani dengan lebih dari satu tindakan dan satu tindakan secara bersamaan bisa mengurangi kemungkinan terjadinya lebih dari satu agen risiko. Tindakan diletakkan pada baris atas sebagai "bagaimana" untuk HOR ini.
c. Menentukan hubungan antara setiap tindakan pencegahan dan setiap agen risiko, Ejk. Nilai-nilai bisa {0, 1, 3, 9} yang mewakili masing-masing, tidak ada, rendah, sedang, dan tinggi hubungan antara aksi k dan agen j.
Hubungan ini (Ejk) dapat dianggap sebagai tingkat efektivitas tindakan k dalam mengurangi kemungkinan terjadinya risiko agen j.
d. Hitung total efektivitas setiap tindakan sebagai berikut:
𝑇𝑇Ek= ∑iARPJ. EJK Ɐk
e. Beri Nilai tingkat kesulitan dalam melakukan setiap tindakan, Dk, dan menempatkan nilai-nilai berturut-turut di bawah efektivitas keseluruhan.
Tingkat kesulitan, yang dapat diwakili oleh skala (seperti Likert atau skala lain), harus mencerminkan dana dan sumber daya lain yang dibutuhkan dalam melakukan aksinya.
f. Hitung total efektivitas terhadap kesulitan, yaitu ETDk = TEk/Dk.
g. Tetapkan peringkat prioritas untuk setiap tindakan (Rk) dimana Peringkat 1 diberikan kepada tindakan dengan ETDk tertinggi.
Gambar HOR II dapat dilihat pada Gambar. 2.3. dibawah ini:
Gambar 2.3.House Of Risk II 2.6. Review Hasil Penelitian
Beberapa penelitian yang sebelumnya telah membahas mitigasi risiko dalam rantai pasok diantaranya adalah, Amelia, dkk (2017), penelitiannya ini dilakukan pada divisi kapal perang PT. Pal Indonesia memiliki tantangan yang besar untuk membuat kapal dengan durasi yang sesuai dari tanggal yang ditetapkan. Oleh karena itu dibutuhkan penelitian untuk dilakukan analisa resiko-resiko yang muncul di proses bisnisnya. Metode yang dipilih adalah metode House Of Risk. Dengan menggunakan 2 fase pengerjaan yaitu fase pertama dan kedua.Fase pertama yaitu melakukan identifikasi risiko dan agen risiko. Selanjutnya akan dilakukan pengukuran tingkat severity dan occurance serta perhitungan nilai aggregate risk priority (ARP). Fase kedua yaitu penanganan risiko. Sehingga diperoleh hasil berdasarkan nilai korelasi perhitungan kejadian risiko dengan agen risiko terpilih diperoleh berdasarkan diagram Pareto yang perlu ditindaklanjuti oleh manajemen.Berdasarkan hasil perhitungan ARP diketahui bahwa 7 risk agent / penyebab
resiko yang perlu diperhatikan yaitu keterlambatan material, rendahnya dukungan consummable, kurangnya order proyek, minimnya ketersediaan fasilitas, minimnya
regenerasi, kurangnya APD dan SDM kompeten keluar/pindah ke perusahaan lain.
Risiko-risiko inilah yang harus segera ditindaklanjuti oleh manajemen PT. PAL Indonesia.
Irawan, dkk (2017), penelitiannya ini menganalisis dan menentukan strategi mitigasi risiko pada produksi tempe di Sanan dengan menggunakan metode FMEA (Failure Mode Effect Analysis) dan AHP (Analitical Hirarchy Process. Hasil penelitiannya menunjukkan risiko tertinggi yaitu harga bahan baku kedelai yang berfluktuasi, hasil produk yang kurang baik dan beragam, serta permintaan tidak pasti. Untuk mengatasi masalah tersebut di lakukan alternatif yaitu. menjaga kualitas produk untuk bahan baku, proses produksi dan permintaan.
Trenggonowati (2017), penelitiannya ini dilakukan di perusahaan jasa pelabuhan dalam penelitiannya ditemukan risiko kesalahan dalam penetapan harga perkiraan sendiri, dan keterlambatan pembuatan dokumen. Metode yang diterapkan untuk memitigasi risiko tersebut adalah metode HOR (House of Risk) yang menemukan 25 kejadian risiko dan 25 agen risiko dengan prioritas agen risiko perusahaan belum memiliki sistem untuk memonitoring kontrak dan permintaan user atas pekerjaan sifatnya mendadak. Hasil penentuan aksi mitigasi agen risiko tersebut adalah membuat kebijakan strategis pengambilan keputusan, membuat acuan monitoring yang paten dan memperketat seleksi vendor.
Ulfah, dkk (2017), penelitiannya ini dilakukan pada usaha batik Krakatoa dengan tujuanmemitigasi risiko dalam kegiatan rantai pasok dengan metode HOR
(House of Risk). Setelah dilakukanrisiko dengan HOR fase 1 ditemukan 32 risiko dan 32 penyebab timbulnya risiko, lalu dilanjutkan dengan HOR 2 untuk menentukan aksi mitigasi risiko dengan hasil 10 aksi mitigasi prioritas yaitu, training personal untuk bagian pemolaan, briefing setiap hari, kordinasi dengan pihak transportasi, update peralatan, koordinasi dengan industri sejenis untuk bekerja, memiliki ruangan khusus pengeringan, meningkatkan koordinasi antar bagian, koordinasi dengan pihak yang bersangkutan, perencanaan stock produksi dan training personal bagian penerimaan bahan baku.
Ulfah, dkk (2017), penelitiannya dilakukan pada rantai pasok gula rafinasi dengan menggunakan metode House of Risk dalam penelitiannya ini ditemukan kejadian risiko yaitu terjadinya loss contain (kehilangan isi timbangan produk menjadi turun), terjadinya kontaminasi pada kemasan produk gula rafinasi, hasil produksi turun, kerusakan mekanis. tujuan penelitian ini adalah memitigasi risiko dalam kegiatan rantai pasok. Hasil mitigasi risikoyang diprioritaskan untuk direalisasikan adalah merencanakan dan melaksanakan maintenance rutin,shutdown/maintenance setiap tahunnya, kontrak dengan customer dalam jangka waktu 1 tahun, sosialisasi nomortelepon PIC transportir, menyiapkan buffer stock, training mengenai maintenance, meningkatkan koordinasiantar bagian, perencanaan stok produksi, koordinasi dengan pihak yang bersangkutan, koordinasi dengan pihaktransportir, briefing setiap hari, briefing rutin dan terjadwal, koordinasi antar bagian sebelum produksi,koordinasi dengan lingkungan sekitar, menggunakan bahan kimia seperlunya, briefing rutin sebelum aktivitasrutin, koordinasi dengan bagian power plan, training personal bagian penerimaan bahan baku, menyimpannomor