USULAN PERBAIKAN TATA LETAK GUDANG PRODUK JADI
DENGAN MENGGUNAKAN METODE DEDICATED STORAGE
DI PT. CAHAYA KAWI ULTRA POLYINTRACO
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
FIKRIE ABDULLAH
040403023
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
USULAN PERBAIKAN TATA LETAK GUDANG PRODUK JADI
DENGAN MENGGUNAKAN METODE DEDICATED STORAGE
DI PT. CAHAYA KAWI ULTRA POLYINTRACO
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
FIKRIE ABDULLAH
040403023
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Tanib S. Tjolia, M.Eng) (Ir. Mangara M. Tambunan, M.Sc)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Allah SWT karena atas
semua berkat, rahmat dan lindunganNya sehingga penulis dapat menyelesaikan
Tugas Sarjana ini.
Kegiatan penelitian dilakukan di PT. Cahaya Kawi Ultra Polyintraco yang
merupakan salah satu dari beberapa syarat yang telah ditentukan untuk dapat
memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Usulan Perbaikan Tata Letak
Gudang Produk Jadi dengan Menggunakan Metode Dedicated Storage di PT.
Cahaya Kawi Ultra Polyintraco”.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas
Sarjana ini, oleh karena itu penulis mengharapkan adanya kritik dan saran dari
pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih dan semoga tugas sarjana
ini bermanfaat bagi seluruh pembaca dan kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
UCAPAN TERIMA KASIH
Pada kesempatan ini penulis hendak mengucapkan terima kasih kepada
semua pihak yang telah memberikan bantuan, saran dan motivasi sehingga penulis
dapat menyelesaikan Tugas Sarjana ini dengan baik, yaitu kepada:
1. Bapak Ir. Tanib S. Tjolia M. Eng, sebagai Dosen Pembimbing I atas
bimbingan dan arahan yang diberikan kepada penulis untuk menyelesaikan
Tugas Sarjana ini.
2. Bapak Ir. Mangara M. Tambunan M.Sc, sebagai Dosen Pembimbing II
atas bimbingan, masukan dan arahan yang diberikan kepada penulis untuk
menyelesaikan Tugas Sarjana ini.
3. Bapak Ir. Charil Harahap, selaku Manager Produksi PT. Cahaya Kawi
Ultra Polyintraco yang telah meluangkan waktunya untuk membantu
penulis memperoleh data yang diperlukan.
4. Bapak Ir. Zul Hairi, selaku Manager Personalia PT. Cahaya Kawi Ultra
Polyintraco yang telah memperbolehkan penulis untuk melakukan
penelitian.
5. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara yang selalu mengingatkan
6. Bapak Ir. Ukurta Tarigan MT, selaku Kepala Laboratorium Tata Letak
Pabrik dan Pemindahan Bahan yang telah memberikan penulis kesempatan
menjadi asisten.
7. Keluarga tercinta yang selalu memberikan dukungan yang luar biasa besar:
Papa, Mama, Kak Fenie, Bang Kadie, Bang Rurie, Bang Rizal serta Raisya
yang telah memberikan doa, motivasi dan materi kepada penulis.
8. Ilham, Ari, Naldi, Roy, Zuna, Ella, Chacha, Fika, Maya, Dira dan
teman-teman stambuk 2004 lainnya sebagai teman-teman penulis yang telah
memberikan semangat, hiburan, doa dan pikirannya selama penulis
menjalani masa perkuliahan.
9. Seluruh asisten Laboratorium Tata Letak Pabrik dan Pemindahan Bahan:
Fernando, Alvensius, Yurianto, M. Ilham, Imanuel, Herman, Martohap,
Dameyanti, Valentine, Yetti dan Elfrida NDT yang memberikan
DAFTAR ISI
BAB HALAMAN
LEMBAR PENGESAHAN
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
RINGKASAN ... xvi
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-2
1.3. Tujuan Penelitian dan Manfaat Penelitian ... I-2
1.4. Pembatasan Masalah dan Asumsi Penelitian ... I-3
1.5. Sistematika Penulisan Tugas Akhir ... I-4
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ... II-8
2.3.3.1. Tenaga Kerja ... II-8
2.3.3.2. Jam Kerja ... II-10
2.3.4. Sistem Pengupahan... II-11
2.3.4.1. Tunjangan ... II-12
2.3.4.2. Fasilitas ... II-13
2.4. Proses Produksi ... II-14
2.4.1. Bahan ... II-14
2.4.1.1. Bahan Baku ... II-14
2.4.1.2. Bahan Tambahan ... II-17
2.4.1.3. Bahan Penolong ... II-18
2.4.2. Uraian Proses Produksi ... II-18
2.4.2.1. Pembuatan Sandaran Spring Bed ... II-19
2.4.2.2. Pembuatan Matras Spring Bed ... II-20
2.4.2.3. Pembuatan Dipan Spring Bed ... II-22
2.5. Mesin dan Peralatan ... II-26
2.5.1. Mesin Produksi ... II-26
2.5.2. Peralatan ... II-30
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.5.4. Safety and Fire Protection ... II-31
2.5.5. Waste Treatment ... II-32
2.5.6. Maintenance ... II-32
III LANDASAN TEORI ... III-1
3.1. Gudang ... III-1
3.1.1. Definisi Gudang ... III-1
3.2. Pengertian Tata Letak Pabrik ...III-6
3.3. Tujuan Tata Letak Pabrik ...III-7
3.4. Prinsip Dasar dalam Tata Letak Pabrik ...III-8
3.5. Jenis Persoalan Tata Letak Pabrik ...III-11
3.6. Metode Dedicated Storage ...III-14
3.6.1. Penempatan Produk pada Lokasi Penyimpanan/Penarikan ...III-15
3.7. Pemindahan Bahan ...III-19
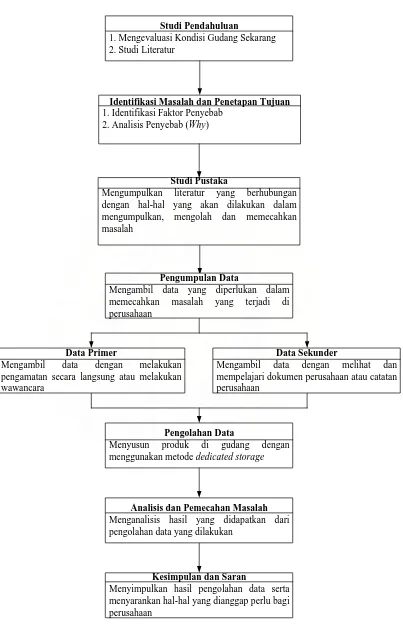
IV METODOLOGI PENELITIAN ...IV-1
4.1. Studi Pendahuluan ...IV-1
4.2. Perumusan Masalah ...IV-3
4.3. Tujuan Penelitian ...IV-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Pengumpulan Data ...IV-4
4.5.1. Data Primer ...IV-3
4.5.2. Data Sekunder ...IV-4
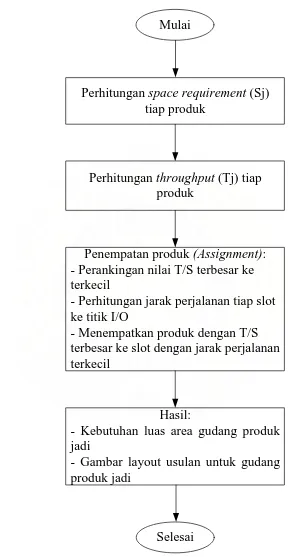
4.6. Pengolahan Data ...IV-5
4.6.1. Space Requirement (Kebutuhan Ruang) ...IV-5
4.6.2. Perhitungan Throughput ...IV-5
4.6.3. Penempatan Produk (Assignment) ...IV-5
4.7. Analisis dan Pemecahan Masalah ...IV-7
4.8. Kesimpulan dan Saran ...IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ...V-1
5.1. Pengumpulan Data ...V-1
5.1.1. Data Jenis Produk ...V-1
5.1.2. Data Penerimaan, Pengiriman dan Penyimpanan Tiap
Jenis Produk ...V-1
5.2. Pengolahan Data ...V-5
5.2.1. Space Requirement (Kebutuhan Ruang) ...V-5
5.2.1.1. Space Requirement (Kebutuhan Ruang)
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.2. Space Requirement (Kebutuhan Ruang)
untuk Dipan ...V-7
5.2.1.3. Space Requirement (Kebutuhan Ruang)
untuk Sandaran ...V-7
5.2.2. Perhitungan Throughput ...V-8
5.2.2.1. Perhitungan Throughput untuk Matras ...V-9
5.2.2.2. Perhitungan Throughput untuk Dipan ...V-9
5.2.2.3. Perhitungan Throughput untuk Sandaran ...V-10
5.2.3. Penempatan Produk (Assignment) ...V-10
5.2.4. Jarak Perjalanan Total ...V-17
5.2.5. Perancangan Layout Usulan untuk Gudang Produk Jadi ...V-18
5.3. Standard Operation Procedure (SOP) Sekarang dan Usulan ...V-20
5.3.1. SOP Sekarang ...V-20
5.3.2. SOP Usulan ...V-21
VI ANALISA PEMECAHAN MASALAH ...VI-1
6.1. Hasil Penempatan Produk (Assignment) ...VI-1
6.2. Jarak Perjalanan Total ...VI-4
6.3. Layout Gudang ...VI-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.5. Evaluasi SOP ... VI-6
VII KESIMPULAN DAN SARAN ...VII-1
7.1. Kesimpulan ...VII-1
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja pada PT. CAKUP... II-9
2.2. Jam Kerja PT. CAKUP ... II-11
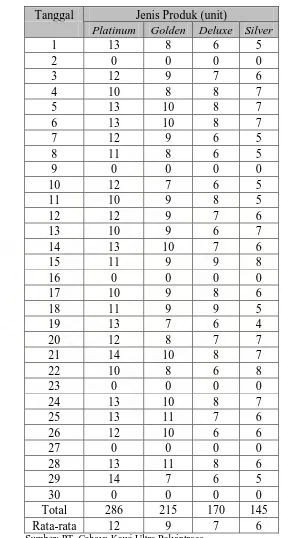
5.1. Data Produksi Harian Tiap Jenis Produk Spring Bed ... V-2
5.2. Data Penjualan Harian Tiap Jenis Produk Spring Bed ... V-3
5.3. Data Penyimpanan Harian Tiap Jenis Produk Spring Bed ... V-4
5.4. Space Requirement (Kebutuhan Ruang) Matras ...V-6
5.5. Space Requirement (Kebutuhan Ruang) Dipan ...V-7
5.6. Throughput untuk Tiap Jenis Matras ...V-9
5.7. Throughput untuk Tiap Jenis Dipan ...V-10
5.8. Throughput untuk Tiap Jenis Sandaran ...V-10
5.9. Perbandingan Throughput (Tj) dan Storage (Sj) untuk Matras ...V-11
5.10. Perbandingan Throughput (Tj) dan Storage (Sj) untuk Dipan ...V-11
5.11. Jarak Perjalanan Antara Tiap Slot dengan Titik I/O ...V-14
5.12. Penempatan Produk pada Tiap Slot ...V-15
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. CAKUP ... II-4
2.2. Block Diagram Matras Spring Bed ... II-24
2.3. Block Diagram Sandaran Spring Bed ... II-25
2.4. Block Diagram Dipan Spring Bed ... II-25
4.1 Block Diagram Penelitian...IV-2
4.2. Block Diagram Langkah-Langkah Pengolahan Data ...IV-6
5.1. Dimensi Slot pada Gudang Tampak Depan ...V-18
5.2. Dimensi Slot pada Gudang Tampak Samping ... V-19
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Layout Gudang PT. CAKUP Sekarang ... L-1
2. Surat Permohonan Tugas Sarjana ... L-2
3. Surat Penetapan Tugas Sarjana ... L-3
4. Surat Penjajakan ... L-4
5. Surat Balasan dari Perusahaan ... L-5
RINGKASAN
PT. Cahaya Kawi Ultra Polyintraco (PT. CAKUP) merupakan pabrik yang memproduksi spring bed dengan merk dagang Big Land. Permasalahan yang sering dihadapi oleh PT. Cahaya Kawi Ultra Polyintraco (PT. CAKUP) adalah aliran produk jadi yang masuk dan keluar dari gudang produk jadi tidak terkoordinasi dengan baik. Apabila aliran produk tidak lancar maka akan menghambat proses aliran produk yang akan disimpan ke gudang maupun yang akan dikeluarkan dari gudang.
Tujuan dari penelitian ini adalah untuk menentukan kebutuhan luas area gudang produk jadi dan merancang tata letak usulan gudang produk jadi, yang dapat mempermudah proses penyimpanan dan penarikan barang dari gudang produk jadi dengan tetap mempertahankan luas gudang yang sudah ada dengan menggunakan metode dedicated storage sehingga aliran produk yang masuk dan keluar dari gudang produk jadi dapat terkoordinasi dengan baik dan penggunaan daerah penyimpanan pada gudang produk jadi akan menjadi optimal.
Untuk pengolahan data akan digunakan metode dedicated storage, dimana metode ini dapat memberikan solusi dalam penyusunan produk di gudang untuk mengoptimalkan penggunaan areal yang tersedia di gudang. Dengan demikian dapat diketahui berapa sebenarnya kebutuhan areal yang dibutuhkan oleh gudang produk jadi.
Metode dedicated storage menyusun produk dengan menempatkan satu produk pada satu lokasi penyimpanan saja. Lokasi penyimpanan disebut dengan
slot. Penempatan ini didasarkan pada perbandingan aktivitas tiap produk dengan
kebutuhan ruang yang dibutuhkan produk tersebut. Kemudian perbandingan aktivitas dengan kebutuhan dirankingkan sehingga didapat urutan produk dengan perbandingan aktivitas/kebutuhan ruang dari yang terbesar sampai yang terkecil.
Dengan adanya rancangan penyusunan dengan metode dedicated storage ini diharapkan produk yang akan disimpan dapat menempati lokasi yang tetap
(fixed) untuk memudahkan operator dalam menyimpan dan mengambil produk
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Dalam sebuah pabrik, banyak faktor yang mendukung berjalannya proses
produksi pabrik tersebut, diantaranya adalah bagian perencanaan produksi, bagian
penerimaan material (receiving), bagian pengiriman produk (shipping), bagian
pergudangan (warehousing), dan masih banyak lainnya. Gudang merupakan salah
satu bagian terpenting dalam aktivitas produksi, karena disanalah terjadinya aliran
barang, informasi dan biaya.
Gudang adalah tempat menyimpan material, bahan baku, produk jadi,
peralatan dan lain-lain. Tujuan utama dari sistem pergudangan adalah untuk
mengurus dan menyimpan barang-barang yang siap untuk didistribusikan
sehingga barang tersebut dapat diterima pelanggan tepat pada waktu yang
diinginkan pelanggan.
Permasalahan yang sering dihadapi oleh PT. Cahaya Kawi Ultra Polyintraco
(PT. CAKUP) adalah aliran produk jadi yang masuk dan keluar dari gudang
produk jadi tidak terkoordinasi dengan baik. Tentu saja hal ini akan menyulitkan
operator dan material handling yang digunakannya dalam mengatur produk yang
akan disimpan maupun diambil di gudang produk jadi karena diperlukan waktu
pencarian produk dan jarak tempuh yang tidak tetap setiap kali proses
pengambilan atau penyimpanan produk dilakukan. Setiap produk tentu saja harus
tidak lancar maka akan menghambat proses aliran produk yang akan disimpan ke
gudang maupun yang akan dikeluarkan dari gudang.
Untuk itu perlu dilakukan penataan lokasi penyimpanan produk pada
gudang produk jadi dengan menggunakan metode dedicated storage sehingga
aliran produk yang masuk dan keluar dari gudang produk jadi dapat terkoordinasi
dengan baik dan penggunaan daerah penyimpanan pada gudang produk jadi akan
menjadi optimal.
1.2.Rumusan Permasalahan
Faktor penyebab terjadinya masalah yang sering dialami di PT. CAKUP
adalah penempatan produk pada gudang produk jadi disusun secara sembarangan
tanpa didasari oleh pertimbangan-petimbangan yang perlu dilakukan dalam
menempatkan produk seperti besarnya permintaan terhadap produk, jumlah slot
yang dibutuhkan, jenis produk dan tipe produk yang akan disimpan di gudang.
Setiap produk yang akan disimpan di gudang tidak memiliki tempat yang tetap
(fixed) di gudang.
1.3.Tujuan dan Manfaat Penelitian
Tujuan dari penelitian ini adalah untuk menentukan kebutuhan luas area
untuk gudang produk jadi dan merancang tata letak usulan gudang produk jadi,
yang dapat mempermudah proses penyimpanan dan penarikan barang dari gudang
produk jadi dengan tetap mempertahankan luas gudang yang sudah ada dengan
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori yang
didapat di bangku kuliah dengan mengaplikasikannya di lapangan.
b. Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri
USU.
c. Sebagai masukan dan sumbangan pemikiran bagi pihak perusahaan untuk
perbaikan layout gudang produk jadi.
1.4. Pembatasan Masalah dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini antara lain:
a. Pengamatan hanya dilakukan pada gudang produk jadi pada PT. Cahaya Kawi
Ultra Polyintraco.
b. Analisis tata letak hanya untuk menata letak penyimpanan produk jadi pada
gudang produk jadi.
c. Tidak memperhitungkan biaya perencanaan tata letak gudang yang baru.
d. Penelitian hanya dilakukan pada produk spring bed.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
a. Kondisi perusahaan tidak berubah selama penelitian.
b. Tidak ada penambahan jenis produk baru di PT. Cahaya Kawi Ultra
Polyintraco.
c. Proses produksi berlangsung secara normal.
d. Seluruh data yang diperoleh dari perusahaan maupun dari sumber lainnya
1.5. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR
UCAPAN TERIMA KASIH
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
RINGKASAN
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan
manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data primer dan sekunder yang diperoleh dari
penelitian serta pengolahan data yang membantu dalam pemecahan
masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah
dan saran-saran yang diberikan kepada pihak perusahaan.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Cahaya Kawi Ultra Polyintraco (PT. CAKUP) terletak di Jl. Eka Surya
Gg. Sidodadi Lingk. XXII Kelurahan Gedung Johor, Deli Tua, Medan didirikan
pada tahun 1989. Perusahaan ini merupakan salah satu anak perusahaan dari PT.
Cahaya Buana Group. Induk perusahaan ini bernama PT. Cahaya Buana Intitama
yang mempunyai filosofi unggul berkarya dan puas bekerjasama. Induk
perusahaan ini berlokasi di daerah Bogor, Jawa Barat. PT. Cahaya Buana Group
memiliki empat jenis anak perusahaan yang bergerak di bidang manufacturing,
trading, distributor, dan retail.
PT. CAKUP merupakan anak perusahaan dari PT. Cahaya Buana Group
yang bergerak di bidang manufacturing, dimana perusahaan ini memproduksi
spring bed dengan merek dagang Big Land.
PT. Cahaya Buana Group mempunyai tekad untuk menjadi perusahaan
furniture yang memimpin pasar dan memiliki citra positif serta kondusif bagi
semua pihak sehingga diakui sebagai aset nasional. Big Land Spring bed yang
merupakan produk dari PT. CAKUP merupakan anggota dari International Sleep
Products Association (ISPA) yang merupakan lembaga bagi perusahaan-
2.2. Ruang Lingkup Bidang Usaha
PT. CAKUP memfokuskan usahanya pada pembuatan spring bed. Spring
bed yang diproduksi merupakan tempat tidur yang siap dipasarkan kepada
konsumen langsung maupun distributor dengan daerah pemasaran di seluruh
Sumatera Utara dengan fokus utama di daerah kota Medan, Aceh, Sibolga,
Padang Sidempuan, Nias, Kisaran, Rantau Prapat, Tanjung Balai. Selain itu, PT.
CAKUP juga menjadi distributor produk-produk furniture seperti kursi kantor,
meja belajar, lemari pakaian dan sebagainya.
Perusahaan ini berproduksi berdasarkan stok (make to stock). Spring bed
Big Land terdiri dari empat jenis, yaitu :
1. Platinum Pillowtop
2. Golden
3. Deluxe
4. Silver
Perbedaan dari keempat jenis spring bed ini terletak pada jenis kain yang
digunakan, banyaknya sisipan yang digunakan dan ketebalan kain quilting yang
dipakai.
Selain di Medan, PT. CAKUP juga memiliki kantor perwakilan di daerah-
daerah lain di Indonesia meliputi Bogor, Padang, Palembang, Jakarta, dan lain-
2.3. Organisasi dan Manajemen
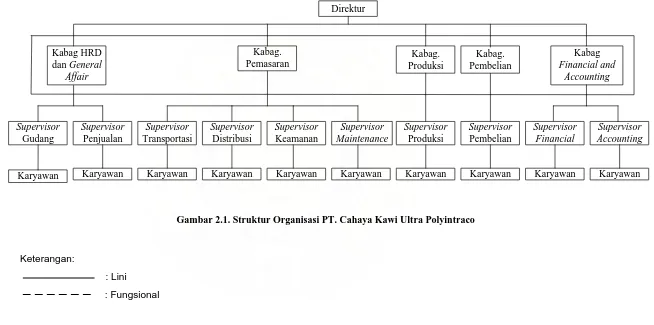
2.3.1. Struktur Organisasi PT. CAKUP
Struktur organisasi yang digunakan PT. CAKUP adalah berbentuk
campuran (lini dan fungsional). Struktur organisasi bentuk lini dapat dilihat
dengan adanya pembagian tugas, wewenang dan tanggung jawab dari pimpinan
tertinggi kepada unit-unit organisasi yang berada di bawahnya dalam bidang
pekerjaan tertentu secara langsung, serta pemberian wewenang dan tanggung
jawab yang bergerak vertikal ke bawah dengan pendelegasian yang tegas melalui
jenjang hirarki yang ada. Struktur organisasi fungsional dapat dilihat dengan
adanya pemisahan/pembagian tugas, pendelegasian wewenang serta pembatasan
tanggung jawab yang tegas pada setiap bidang yaitu produksi, personalia, dan
pemasaran berdasarkan fungsinya masing-masing dalam struktur organisasinya.
Hal ini dibuat sesuai dengan kebutuhan serta kelancaran dan kemajuan usaha
organisasi dalam mencapai tujuan perusahaan. Struktur organisasi PT. CAKUP
dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan personil yang
memegang jabatan tertentu dalam organisasi dimana masing-masing personil
mempunyai tugas dan tanggung jawab sesuai dengan jabatannya. Tanggung jawab
yang diberikan harus seimbang dengan wewenang yang diterima.
Uraian tugas dan tanggung jawab pada masing-masing bagian PT.
Direktur Kabag. Pemasaran Kabag HRD dan General Affair Kabag. Produksi Kabag. Pembelian Kabag Financial and Accounting Supervisor Gudang Supervisor Penjualan Karyawan Karyawan Supervisor Transportasi Supervisor Distribusi Karyawan Karyawan Supervisor Keamanan Supervisor Maintenance Karyawan Karyawan Supervisor Produksi Karyawan Supervisor Pembelian Karyawan Supervisor Financial Karyawan Supervisor Accounting Karyawan
Gambar 2.1. Struktur Organisasi PT. Cahaya Kawi Ultra Polyintraco
Keterangan:
: Lini
1. Direktur
- Pemimpin tertinggi di perusahaan yang menetapkan langkah- langkah
pokok dalam melaksanakan kebijakan dan sasaran- sasaran perusahaan.
- Menyetujui dan menandatangani surat- surat penting yang berkenaan
dengan perusahaan.
- Bertanggungjawab atas semua kegiatan operasional perusahaan serta
kontinuitas kegiatan perusahaan dan bertindak sebagai Management
Representative.
2. Kepala Divisi Produksi
- Bertanggung jawab atas semua kegiatan produksi di lantai pabrik dan
memproduksi produk yang berkualitas.
- Bertanggung jawab sebagai Deputy Management Representative.
- Melaksanakan rencana kerja operasional pabrik agar berjalan lancar dan
memenuhi target.
- Melakukan pembinaan sumber daya manusia di lingkungan pabrik.
3. Kepala Divisi Pemasaran
- Bertanggung jawab atas semua aktivitas keuangan perusahaan.
- Bertanggung jawab atas peningkatan kuantitas penjualan melalui strategi-
strategi pemasaran.
4. Kepala Divisi Finance and Accounting
- Bertanggung jawab atas semua aktivitas keuangan perusahaan.
- Bertanggung jawab atas semua yang berhubungan dengan pembelian
5. Kepala Divisi Pembelian
- Melakukan pemilihan dan evaluasi atas supplier.
- Mengawasi efektivitas dan efisiensi pembelian.
- Mengeluarkan Purchasing Order (PO).
6. Kepala Divisi Human Resources Development dan General affair
- Bertanggung jawab atas seluruh kegiatan administrasi guna menunjang
kontinuitas operasional perusahaan.
- Bertanggung jawab atas kegiatan yang berhubungan dengan sumber daya
manusia dalam perusahaan.
7. Supervisor Produksi
- Bertanggung jawab atas seluruh proses pembuatan spring bed.
- Bertanggung jawab atas pengendalian kualitas spring bed yang
diproduksi.
- Bertanggung jawab atas jumlah produk yang diproduksi.
8. Supervisor Maintenance
- Bertanggung jawab atas seluruh kelangsungan mesin-mesin yang
dioperasikan.
- Bertanggung jawab atas pemeliharaan mesin dan peralatan.
9. Supervisor Financial
- Bertanggung jawab langsung kepada Kepala Divisi Finance and
Accounting sehubungan dengan setiap kegiatan financial.
10. Supervisor Accounting
- Bertanggung jawab langsung kepada Kepala Divisi Finance and
Accounting sehubungan dengan setiap pembayaran pajak.
- Melaporkan serta membuat pembukuan atas setiap kegiatan pembelian.
11. Supervisor Pembelian
- Bertanggung jawab langsung kepada Kepala Divisi Pembelian
sehubungan dengan setiap kegiatan pembelian.
- Melaporkan serta membuat pembukuan atas setiap kegiatan pembelian.
12. Supervisor Keamanan
- Bertanggung jawab langsung kepada Kepala Divisi HRD dan General
affair sehubungan dengan setiap kegiatan keamanan.
- Melaporkan serta membuat pembukuan atas kegiatan keamanan.
13. Supervisor Distribusi
- Bertanggung jawab langsung kepada Kepala Divisi HRD dan General
affair sehubungan dengan setiap kegiatan distribusi.
- Melaporkan serta membuat pembukuan atas kegiatan distribusi.
14. Supervisor Gudang
- Bertanggung jawab langsung kepada Kepala Divisi Pemasaran
sehubungan dengan setiap kegiatan gudang.
- Melaporkan serta membuat pembukuan atas kegiatan gudang.
15. Supervisor Transportasi
- Bertanggung jawab langsung kepada kepala HRD dan General affair
- Melaporkan serta membuat pembukuan atas kegiatan distribusi
16. Supervisor Penjualan
- Bertanggung jawab langsung kepada kepala HRD dan General affair
sehubungan dengan setiap kegiatan penjualan.
- Melaporkan serta membuat pembukuan atas kegiatan penjualan
17.Karyawan
- Karyawan bekerja sesuai dengan job description yang telah ditetapkan
perusahaan.
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan
2.3.3.1. Tenaga Kerja
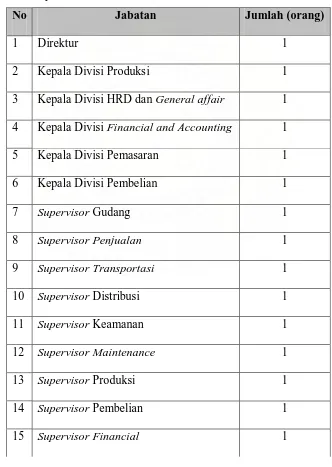
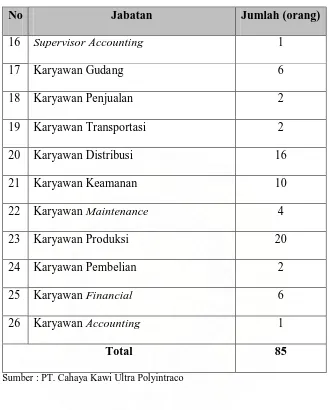
Jumlah tenaga kerja pada PT. Cahaya Kawi Ultra Polyintraco sebanyak 85
orang, yang terdiri dari staf dan karyawan. Yang dapat digolongkan staf pekerja
pada tingkat kepala divisi dan kepala bagian (supervisor) dan yang digolongkan
sebagai karyawan adalah pekerja langsung pada bagian produksi juga termasuk
satpam. Status karyawan dalam perusahaan ini dibagi atas dua jenis berdasarkan
frekuensi penggajiannya, yaitu:
1. Karyawan bulanan dengan gaji yang dibayar sekali dalam sebulan sesuai
dengan klasifikasi skala penggajian yang dibagi-bagi dalam golongan
tertentu. Yang termasuk karyawan bulanan adalah direktur sampai dengan
2. Karyawan mingguan dengan gaji yang dibayar dua minggu sekali. Yang
termasuk karyawan mingguan adalah semua karyawan baik dari karyawan
gudang sampai dengan karyawan bagian accounting.
Perincian jumlah tenaga kerja yang ada di PT. CAKUP dapat dilihat pada
Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Cahaya Kawi Ultra Polyintraco
No Jabatan Jumlah (orang)
1 Direktur 1
2 Kepala Divisi Produksi 1
3 Kepala Divisi HRD dan General affair 1
4 Kepala Divisi Financial and Accounting 1
5 Kepala Divisi Pemasaran 1
6 Kepala Divisi Pembelian 1
7 Supervisor Gudang 1
8 Supervisor Penjualan 1
9 Supervisor Transportasi 1
10 Supervisor Distribusi 1
11 Supervisor Keamanan 1
12 Supervisor Maintenance 1
13 Supervisor Produksi 1
14 Supervisor Pembelian 1
Tabel 2.1. Perincian Jumlah ... (Lanjutan)
No Jabatan Jumlah (orang)
16 Supervisor Accounting 1
17 Karyawan Gudang 6
18 Karyawan Penjualan 2
19 Karyawan Transportasi 2
20 Karyawan Distribusi 16
21 Karyawan Keamanan 10
22 Karyawan Maintenance 4
23 Karyawan Produksi 20
24 Karyawan Pembelian 2
25 Karyawan Financial 6
26 Karyawan Accounting 1
Total 85
Sumber : PT. Cahaya Kawi Ultra Polyintraco
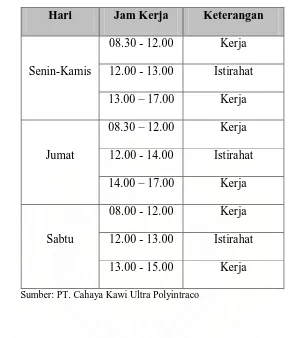
2.3.3.2. Jam Kerja
Pengaturan jam kerja pada PT. Cahaya Kawi Ultra Polyintraco
berdasarkan syarat kerja umum yaitu setiap pekerja mempunyai 7-8 jam kerja per
hari dan bekerja 6 hari dalam seminggu (senin sampai sabtu). Apabila waktu
kerja lebih dari 8 jam per hari maka jam kerja berikutnya terhitung sebagai
lembur. Pembagian jam kerja pada PT. Cahaya Kawi Ultra Polyintraco dapat
Tabel 2.2. Jam Kerja PT. Cahaya Kawi Ultra Polyintraco
Hari Jam Kerja Keterangan
Senin-Kamis
08.30 - 12.00 Kerja
12.00 - 13.00 Istirahat
13.00 – 17.00 Kerja
Jumat
08.30 – 12.00 Kerja
12.00 - 14.00 Istirahat
14.00 – 17.00 Kerja
Sabtu
08.00 - 12.00 Kerja
12.00 - 13.00 Istirahat
13.00 - 15.00 Kerja
Sumber: PT. Cahaya Kawi Ultra Polyintraco
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Unit organisasi yang terkait dalam sistem penggajian dan pengupahan
pada PT. Cahaya Kawi Ultra Polyintraco dilakukan dan ditangani oleh bagian
Finance and Accounting. Pengawasan sistem penggajian dan pengupahan terdiri
atas :
1. Prosedur pembuatan daftar gaji
2. Prosedur pembayaran gaji
PT. Cahaya Kawi Ultra Polyintraco menerapkan sistem pencatatan waktu
hadir dengan menggunakan clock card dan apabila clock card tersebut rusak,
maka pencatatan dilakukan secara manual oleh bagian satpam.
Sistem penggajian pada PT. Cahaya Kawi Ultra Polyintraco bervariasi.
Untuk direktur sampai dengan supervisor penggajian dilakukan pada akhir tanggal
setiap bulannya, sedangkan untuk karyawan, mulai dari karyawan gudang sampai
karyawan accounting penggajian dilakukan setiap 2 minggu sekali. Perusahaan
juga memberikan upah lembur kepada karyawan yang bekerja diatas jam kerja
normal dengan perhitungan sebagai berikut :
1. Untuk Hari Biasa
a. Untuk satu jam lembur pertama adalah
2 1
1 (satu setengah) x upah per jam.
b. Untuk dua jam berikutnya adalah 2 x upah per jam.
Dimana upah kerja lembur per jam adalah 1/160 x gaji perbulan. Gaji
perbulan disesuaikan dengan UMR (Upah Minimum Regional).
2. Untuk Hari Besar/ Libur
Perhitungan upah lembur bagi karyawan yang bekerja pada hari libur dan hari
besar adalah 2 x gaji per hari kerja biasa.
2.3.4.1. Tunjangan
Selain gaji pokok dan upah lembur di atas, perusahaan juga memberikan
1. Tunjangan Hari Raya (THR)
Besarnya adalah tambahan satu bulan gaji bagi karyawan yang
mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan Selama Sakit
Diberikan kepada karyawan yang sedang dalam perawatan sakit dan tidak
dapat bekerja yang dapat dinyatakan dengan surat keterangan dokter.
Hanya pekerja yang telah bekerja lebih dari 2 tahun yang mendapat
tunjangan ini.
3. Tunjangan Insentif
Diberikan dengan cara ditambahkan ke dalam upah karyawan sesuai
dengan prestasi kerja yang ditunjukkan masing- masing karyawan.
2.3.4.2. Fasilitas
Fasilitas lain yang diberikan perusahaan kepada karyawannya adalah:
• Jaminan Sosial Tenaga Kerja (JAMSOSTEK) dan Asuransi Jiwa
JAMSOSTEK diberikan kepada karyawan mingguan, sedangkan bagi
karyawan bulanan diberikan asuransi jiwa dari Manulife. Walaupun
kecelakaan kerja sangat kecil, PT. Cahaya Kawi Ultra Polyintraco tetap
melaksanakan program keselamatan kerja bagi karyawannya melalui jasa
JAMSOSTEK.
• Cuti
2.4. Proses Produksi
2.4.1. Bahan
2.4.1.1. Bahan Baku
Bahan baku merupakan semua bahan yang digunakan sebagai bahan dasar
serta memiliki komposisi terbesar dalam pembuatan produksi dimana sifat dan
bentuknya akan mengalami perubahan. Bahan baku yang digunakan dalam
memproduksi spring bed adalah:
1. Papan Tripleks
Papan tripleks yang digunakan memiliki ukuran 180 x 200 x 80 cm.
2. Rangka kayu
Rangka kayu yang digunakan memiliki ukuran 200 x 180 cm.
3. Per Spiral
Per ini berbentuk lilitan kawat besar berbentuk spiral. Diameter yang
digunakan beragam dengan tinggi per 15 cm. Koefisien elastisitas per
yang dipakai adalah 2,2 N/m.
4. Kain Quilting
Kain ini digunakan setelah busa dan matras. Fungsinya untuk menutup
busa. Untuk matras digunakan kain quilting yang ketebalannya 3 cm
sebanyak 2 x 180 x 200 cm, sedangkan untuk tabung digunakan kain
quilting dengan ketebalan 0,5 cm dan panjang sebesar 200 cm. Kain
5. Benang Nylon
Benang ini digunakan untuk seluruh proses penjahitan baik penjahitan
kain quilting maupun penjahitan tabung dan matras. Benang nylon yang
digunakan untuk seluruh proses penjahitan sebanyak 24,835 cm.
6. Peluru HR-22
Peluru ini berfungsi untuk merekatkan hard pad dan rakitan per pada
matras dan dipan.
7. Lateks
Lateks berfungsi untuk merekatkan busa dengan kain quilting pada matras
dan dipan.
8. Hard pad
Hard pad merupakan pelapis rakitan per pertama yang berfungsi untuk
meredam per. Hard pad yang digunakan berukuran 2 x 200 cm x 180 cm
yaitu untuk bagian atas dan bawah rakitan per.
9. Kain Blacu
Kain blacu digunakan sebagai penguat kain quilting pada saat proses
perekatan HR-22.
10.Per Bulat
Per bulat yang digunakan adalah per oval dengan diameter 2,5 mm dan
tinggi sebesar 15 cm. Umur per diperkirakan sekitar 15 tahun dengan
11.Per Pinggir
Per pinggir yang digunakan adalah per pinggir dengan diameter 3,5 mm
dengan tinggi sebesar 15 cm. Umur per diperkirakan sekitar 15 tahun
dengan koefisien elastisitas sebesar 2,2 N/m dan pengujian dilakukan oleh
pihak supplier. Per pinggir diletakkan di sekeliling rakitan per bulat.
12.Kawat Ulir
Kawat ulir yang digunakan memiliki diameter sebesar 1,4 mm yang
berfungsi sebagai penghubung antara per bulat yang satu dengan per bulat
lainnya dalam sebuah rakitan per.
13.Lis Kawat Ø 4,2 mm
Lis kawat yang digunakan memiliki diameter 4,2 mm yang berfungsi
membingkai rakitan per agar menjadi lebih kokoh.
14.Busa A II
Busa yang digunakan memiliki daya fleksibilitas (density) 24 kg/m3
dengan ketebalan 4 cm.
15.Busa S II
Busa S II memiliki spesifikasi yang sama dengan busa A II, tetapi
memiliki tingkat kekerasan yang lebih rendah jika dibandingkan dengan
busa A II.
16.Plastik Non woven
Plastik ini digunakan untuk menutup bagian belakang sandaran spring bed
dan bagian bawah dipan. Plastik non woven memiliki spesifikasi ketebalan
17.Mur
Mur digunakan untuk merakit kaki sandaran.
2.4.1.2. Bahan Tambahan
Selain menggunakan bahan baku juga digunakan bahan-bahan lain sebagai
bahan pelengkap dalam memudahkan proses dan meningkatkan kualitas produk
yang dihasilkan yang disebut dengan bahan tambahan. Bahan tambahan yang
ditambahkan pada produk sehingga menghasilkan suatu produk akhir yang siap
dipasarkan dapat berupa aksesoris atau kemasan. Bahan tambahan yang
digunakan dalam proses pembuatan spring bed adalah:
1. Label
Label Big Land digunakan untuk meyatakan merek dari spring bed tersebut.
2. Karton Sudut
Digunakan untuk membungkus produk pada saat pengiriman.
3. Sticker
Mencantumkan spesifikasi dari spring bed .
4. Isolatip
Isolatip digunakan untuk merekatkan semua bahan tambahan pada spring bed.
5. Plastik Mika
Digunakan untuk membungkus spring bed agar tidak kotor.
6. Plastik PE
Plastik PE dengan ketebalan sebesar 1 mm digunakan untuk membungkus
7. Kartu Garansi
Berfungsi memberikan jaminan produk kepada konsumen.
8. Lubang Angin Emas
Lubang angin emas digunakan agar terjadi pertukaran udara pada busa
sehingga busa tetap mengembang.
2.4.1.3. Bahan Penolong
Bahan penolong yaitu bahan yang ikut dalam proses tetapi tidak nampak
dalam produk akhir. PT. Cahaya Kawi Ultra Polyintraco tidak menggunakan
bahan penolong didalam proses pembuatan spring bed.
2.4.2. Uraian Proses Produksi
Secara umum proses pembuatan spring bed di PT. Cahaya Kawi Ultra
Polyintraco diklasifikasikan dalam 3 tahapan proses, yaitu :
A. Sandaran spring bed, terdiri dari beberapa stasiun yaitu :
1. Pemotongan
2. Perekatan
3. Pembungkusan
B. Matras spring bed, terdiri dari beberapa stasiun yaitu :
1. Perakitan Per
2. Pemotongan
3. Penjahitan
5. Penjahitan Lis
6. Pembungkusan
C. Dipan spring bed, terdiri dari beberapa stasiun yaitu :
1. Perakitan Per
2. Pemotongan
3. Penjahitan Kain Quilting
4. Penjahitan Lis
5. Perekatan
6. Pembungkusan
2.4.2.1. Pembuatan Sandaran Spring bed
1. Pemotongan
Tripleks dipotong secara manual dengan menggunakan gergaji tangan sesuai
dengan pola yang diinginkan. Tripleks lalu dilubangi untuk tempat meletakkan
kancing dengan menggunakan mesin bor. Busa dipotong mengikuti pola
rangka tripleks dengan menggunakan pisau. Pada sisi-sisi busa dibuat
goresan-goresan yang digunakan sebagai pola didalam pemotongan kain oscar. Setelah
itu, kain oscar dipotong sesuai dengan spesifikasi yang diinginkan.
2. Perekatan
Busa yang telah dipola direkatkan pada rangka sandaran menggunakan lateks.
Kancing sebanyak 16 buah direkatkan dengan menggunakan benang nylon.
menggunakan staples 3001J. Pada bagian tengah rangka yang telah di bor
dipasangkan logo Big Land dengan menggunakan benang nylon.
3. Pembungkusan
Langkah terakhir adalah perekatan plastik mika dengan staples 3001 J dan
pemasangan plastik produk non woven pada sisi belakang sandaran sambil
meletakkan kaki sandaran denga mur sebanyak 4 buah. Kemudian dilanjutkan
dengan merekatkan plastik PE pada sisi depan sandaran dengan isolatip.
2.4.2.2. Pembuatan Matras Spring bed
1. Perakitan Per
Per bulat dirakit dengan kawat lilitan membentuk balok yang berukuran 200 x
180 x 15 cm dengan menggunakan 500 buah per bulat yang berdiameter 2,5
mm dan 3 kg kawat lilitan. Kemudian rakitan per tersebut ditambah dengan
per pinggir 500 buah dengan diameter 3,5 mm dan diberi kawat lis dengan
diameter 4,2 mm. Per pingggir ditempatkan pada sekeliling bagian luar rakitan
per dengan menggunakan gun CL-73. Fungsi dari penembakan gun CL-73 ini
adalah untuk menguatkan konstruksi per dan menambah kekuatan tekan.
2. Penjahitan Kain Quilting
Kain polos yang telah melalui proses quilting dijahit di mesin dengan ukuran
50 x 2,1 m, dipotong sesuai spesifikasi matras spring bed 6 kaki yaitu untuk
matras atas dan matras bawah memiliki ukuran 2 x (200 x 180 x 3) cm dan
untuk tabung 2 x (200 +180) x 1 cm. Kemudian pemotongan kain blacu yang
untuk quilting atas dan bawah. Fungsi penjahitan kain blacu ini adalah untuk
menguatkan kain quilting pada saat penarikan dengan tembakan gun HR-22.
setelah itu dilakukan pemotongan hard pad dengan ukuran luas sama dengan
matras bawah dan atas. Kegunaan hard pad ini adalah untuk melapisi dan
meredam per. Pemotongan selanjutnya adalah pemotongan busa AII dan SII
dengan spesifikasi 2 x 200 x 180 x 4 cm untuk matras bawah dan atas dan
untuk tabung 2 x (200 + 180) x 4 cm. Busa AII bersifat lebih keras dibanding
busa SII sehingga didalam penggunaannya AII direkatkan dibawah atau yang
lebih dekat dengan per.
3. Penjahitan
Kain blacu dijahitkan disekeliling kain quilting.
4. Perekatan
Setelah rakitan per selesai selanjutnya melekatkan hard pad yang telah
dipotong pada sisi atas dengan tembakan gun HR-22. Setelah itu busa dan
kain quilting direkatkan dengan menggunakan lateks. Setelah selesai bagian
atas matras kemudian rakitan per dibalik untuk menyelesaikan rakitan bagian
bawah dan dilakukan hal yang sama seperti sebelumnya yaitu merekatkan
hard pad, busa dan kain quilting. Untuk bagian tabung yaitu sekeliling bagian
luar rakitan direkatkan busa dan kain quilting saja.
5. Penjahitan Lis
Lis yang dimaksud disini adalah kain lis panah emas yang akan merekatkan
matras atas dan bawah dengan tabung. Kain lis dijahit dengan mesin corner
dari lubang angin emas ini adalah untuk menambah keindahan pada matras
spring bed serta memberikan sirkulasi udara sehingga busa tetap empuk.
6. Pembungkusan
Langkah terakhir adalah meletakkan label, kartu garansi dan kartun sudut.
Kartun sudut berfungsi agar sudut-sudut spring bed terlindungi pada saat
distribusi karena sudutnya sangat mudah rusak. Setelah itu dibungkus dengan
menggunakan plastik mika yang direkatkan dengan menggunakan isolatip.
Kemudian sticker ukuran diletakkan pada plastik mika.
2.4.2.3. Pembuatan Dipan Spring bed
1. Perakitan Per
Per bulat dirakit dengan kawat lilitan membentuk balok yang berukuran 200 x
180 x 15 cm dengan menggunakan 500 buah per bulat yang berdiameter 2,5
mm dan 3 kg kawat lilitan. Kemudian rakitan per tersebut ditambah dengan
per pinggir 50 buah dengan diameter 3,5 dan diberi kawat lis dengan diameter
4,2 mm. Per pingggir ditempatkan pada sekeliling bagian luar rakitan per
dengan menggunakan gun CL-73. Fungsi dari penambahan ini adalah untuk
menguatkan konstruksi per dan menambah kekuatan tekan.
2. Pemotongan
Pemotongan kain polos dengan ukuran 200 x 180 cm, kemudian kain polos
yang telah melalui proses quilting dengan ukuran 50 x 2,1 m dipotong sesuai
spesifikasi dipan spring bed 6 kaki yaitu 200 x 180 cm untuk matras atas dan
digunakan kain non woven hitam dengan ukuran 200 x 180 cm. Setelah itu
dilakukan pemotongan hard pad dengan ukutan luas sama dengan dipan.
Kegunaan hard pad ini adalah untuk melapisi dan meredam per. Pemotongan
selanjutnya adalah pemotongan busa AII dan SII dengan spesifikasi 200 x 180
x 4 cm untuk matras bawah dan atas dan untuk tabung 2 x (200 + 180) x 15
cm.
3. Penjahitan Kain Quilting
Kain quilting tabung dijahitkan kekain quilting bagian atas dengan
menggunakan mesin jahit biasa.
4. Perekatan
Pada rangka dipan atas direkatkan kain polos dengan staples 3001 J
selanjutnya per yang telah dirakit direkatkan dengan gun Bostitch. Kemudian
hard pad yang telah dipotong direkatkan pada sisi atas dengan menggunakan
gun HR-22. Setelah itu direkatkan busa dan kain quilting dengan
menggunakan lateks.
5. Penjahitan Lis
Lis yang dimaksud disini adalah kain lis panah emas yang akan merekatkan
matras atas dan bawah dengan tabung. Kain lis dijahit dengan mesin corner
bersamaan dengan memasang lubang angin emas sebanyak 4 buah. Fungsi
dari lubang angin emas ini adalah untuk menambah keindahan pada matras
6. Pembungkusan
Langkah terakhir adalah meletakkan label, kartu garansi dan kartun sudut.
Kartun sudut berfungsi agar sudut-sudut spring bed terlindungi pada saat
distribusi karena sudutnya sangat mudah rusak. Setelah itu dibungkus dengan
plastik mika yang direkatkan dengan menggunakan staples sedangkan untuk
bagian bawah dipan direkatkan kain non woven dengan staples 300 J. setelah
itu memasang kaki dipan dengan skrup. Kemudian sticker ukuran diletakkan
diatas plastik mika.
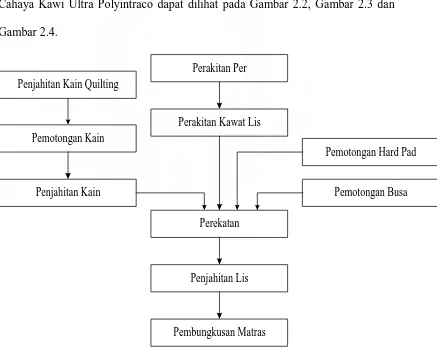
Secara garis besar block diagram proses pembuatan spring bed pada PT.
[image:44.595.115.552.364.720.2]Cahaya Kawi Ultra Polyintraco dapat dilihat pada Gambar 2.2, Gambar 2.3 dan
Gambar 2.4.
Perakitan Per
Perakitan Kawat Lis
Perekatan
Penjahitan Lis
Pembungkusan Matras Pemotongan Kain
Penjahitan Kain Penjahitan Kain Quilting
Pemotongan Hard Pad
Pemotongan Busa
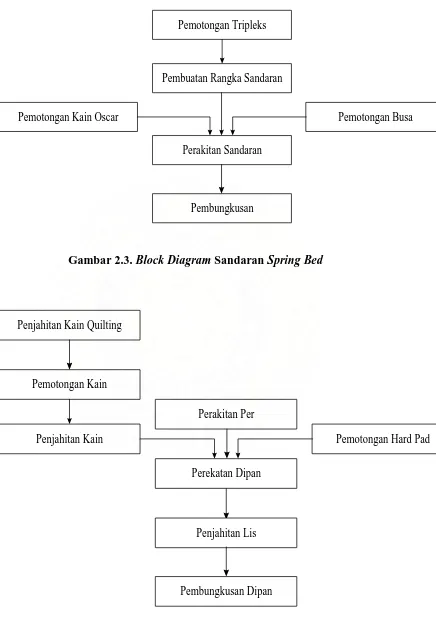
Perakitan Sandaran
Pembungkusan Pemotongan Tripleks
Pemotongan Busa Pemotongan Kain Oscar
[image:45.595.116.552.105.722.2]Pembuatan Rangka Sandaran
Gambar 2.3. Block Diagram Sandaran Spring Bed
Penjahitan Kain Quilting
Pemotongan Kain
Perekatan Dipan
Penjahitan Lis Penjahitan Kain
Perakitan Per
Pembungkusan Dipan
2.5. Mesin dan Peralatan
Mesin yang digunakan di PT.Cahaya Kawi Ultra Polyintraco sebagian
besar adalah buatan luar negeri seperti Cina, Taiwan, Jepang dan Italia. Namun
ada juga yang dibeli dari dalam negeri. Teknologi yang digunakan dalam
pelaksanaan proses produksi di pabrik tidaklah terotomatisasi, dimana seluruh
kegiatan melibatkan tenaga manusia sebagai operator yang mendesain,
mengoperasikan dan mengontrol jalannya proses produksi di pabrik. Dalam
penulisan laporan ini mesin didefenisikan sebagai alat pemindah daya, jadi hanya
berfungsi untuk mempermudah kerja.
2.5.1. Mesin Produksi
Adapun mesin yang digunakan diperusahaan ini dalam pembuatan spring
bed adalah sebagai berikut :
1. Mesin Ram
Fungsi : Merakit per-per menjadi rangka matras
Merk : Yamakoyo Induction Motor
Buatan : China
Power Elektormotor : 1,5 KW (2 HP)
Tegangan Elektromotor : 380 Volt
Fasa Elektromotor : 3 fasa
Type Belt : A 43
Tebal Belt : 1 cm
Panjang Belt : 50 cm
Frekuensi : 50 Hz
Jumlah : 4 unit
2. Gun CL 73
Fungsi : Merakit per pinggir disekeliling luar rangka
Merk : Hard Coo
Buatan : Jepang
Power dari kompresor : 55 – 100 psi
Tegangan : 220 Volt
Jumlah : 2 unit
3. Gun Etona (Staples 3001 J)
Fungsi : Merekatkan kain quilting pada sandaran
Merk : Unicatch
Buatan : China
Power dari kompresor : 55-100 psi
Tegangan : 220 Volt
Jumlah : 2 unit
4. Kompresor angin
Fungsi : Penghasil tenaga angin untuk menjalankan mesin
Gun CL 73 dan HR 22
Merk : ABAC
Kapasitas : 10 bar/ 140 psi
Power Elektormotor : 5,5 HP
Tegangan Elektromotor : 380 Volt
Fasa Elektromotor : 3 fasa
Diameter Tabung : 40 cm
Panjang Tabung : 130 cm
Jumlah : 2 unit
5. Gun HR 22
Fungsi : Merekatkan rangka matras dengan hard pad
Merk : Stanley
Buatan : Jepang
Power dari Kompresor : 5,5-100 psi
Tegangan : 220 Volt
Jumlah : 4 unit
6. Mesin Jahit Corner
Fungsi : Menjahit kain quilting pada matras atas dan bawah
dengan sisi tabung
Merk : Shiang Wang
Buatan : Taiwan
Power Elektormotor : 12,3 KW
Tegangan : 380 Volt
Jarum jahit : No. 21
Fasa Elektromotor : 3 fasa
Jumlah : 2 unit
7. Mesin Bor
Fungsi : Melubangi tempat kancing pada sandaran
Merk : Makita
Buatan : Jepang
Power Elektormotor : 1 KW
Ukuran mata bor : 10 mm
Tegangan : 380 Volt
Fasa Elektromotor : 3 fasa
Jumlah : 4 unit
8. Mesin Jahit Biasa
Fungsi : Menjahit kain quilting pada tabung, menjahit kain
quilting pada dipan, menjahit kain quilting pada
matras, menjahit kain blacu, menjahit label pada
spring bed.
Merk : Brother
Buatan : Jepang
Power Elektormotor : 0,33 KW (0,33 HP)
Tegangan : 220 Volt
Jarum jahit : No. 21
Clutch Motor : 2800 rpm
9. Generator set (Genset)
Fungsi : Sumber tegangan listrik pengganti PLN
Merk : Mitsubishi
Buatan : Jepang
Tegangan : 140 KV
Fasa Elektromotor : 3 fasa
Jumlah : 1 unit
2.5.2. Peralatan
Peralatan yang digunakan pada perusahaan ini antara lain :
1. Hand Lift
Fungsi : Memindahkan bahan baku atau bahan jadi
Jumlah : 4 Unit
2. Gergaji
Fungsi : Memotong tripleks rangka sandaran
Jumlah : 4 Unit
3. Tang Potong Hit
Fungsi : Memotong kawat
Jumlah : 4 Unit
4. Alat Pelapis Kancing
Fungsi : Melapis kancing dengan kain atau plastik
5. Palu
Fungsi : Memukul dalam pemasangan kaki spring bed
Jumlah : 4 Unit
6. Meteran
Fungsi : Mengukur kain
Jumlah : 4 Unit
7. Gunting
Fungsi : Memotong Busa
Jumlah : 10 Unit
2.5.3. Utilitas
Unit utilitas merupakan penunjang bagi unit lain dalam pabrik atau
merupakan sarana penunjang untuk menjalankan suatu pabrik dari tahap awal
sampai produk akhir.
PT. Cahaya Kawi Ultra Polyintraco mempunyai utilitas sebagai berikut :
1. Energi Listrik yang diperoleh dari PLN dengan kebutuhan setiap bulan
sekitar 30.000 KWH.
2. Air, untuk kebutuhan penyediaan air didapat dari PDAM Tirtanadi dengan
kebutuhan tiap bulannya sekitar 100 M3.
2.5.4. Safety and Fire Protection
Pada umumnya pabrik memiliki resiko besar terhadap kebakaran demikian
pengalaman yang pernah terjadi kebakaran diketahui dari adanya korsleting atau
terjadi hubungan singkat pada listrik.
Dalam hal ini faktor safety yang merupakan tindakan pengamanan, berupa
pencegahan terhadap bahaya kebakaran yang mungkin timbul. Maka perusahaan
ini melakukannya dengan memisahkan letak bahan baku yang mudah terbakar
dengan sumber api.
Sedangkan yang dimaksud fire protection adalah tindakan perlindungan
terhadap sumber yang dapat mengakibatkan api. Pada perusahaan ini tindakan fire
protection yang dilakukan adalah dengan memberikan penutup pada panel listrik,
menyediakan racun api berupa alat pemadam api ringan, pada jarak tertentu
dilantai pabrik atau pada daerah yang mudah terjadi kebakaran seperti distasiun
pembuatan busa.
2.5.5. Waste Treatment
Setiap perusahaan perlu memperhatikan masalah limbah. Limbah yang
dihasilkan sepanjang proses produksi berlangsung terdiri dari potongan busa,
potongan kain quilting dan serpihan kawat. Masing-masing dikelola dengan cara
yang berbeda.
Limbah berupa potongan busa dan potongan kain quilting dijual kapada
pedagang kecil dan masyarakat sekitar perusahaan untuk dijadikan bantal dan
limbah berupa serpihan kawat dikumpulkan ditempat penampungan sementara
yang selanjutnya dijual pada industri kecil dan hasil dari penjualan ini digunakan
2.5.6. Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja
untuk mencegah terjadinya kerusakan dan kesalahaan pada saat proses peoduksi
berlangsung. Perawatan ini ditujukan agar proses seluruh produksi dapat berjalan
dengan baik, sehingga tidak ada hambatan yang disebabkan oleh mesin atau
peralatan yang dapat mengakibatkan cacat pada produk dan keterlambatan waktu
penyelesaian produk yang berakibat pada keterlambatan waktu pengiriman.
Proses maintenance terbagi atas 2 jenis, maintenance yang dilakukan
secara berkala sesuai periode waktu tertentu, dan maintenance yang dilakukan
sebagai penanggulangan kerusakan. Pada perusahaan ini proses maintenance
dilakukan secara berkala hanya saja frekuensinya masih sangat jarang yaitu
BAB III
LANDASAN TEORI
3.1. Gudang
3.1.1. Definisi Gudang
Menurut David E Mulcahy, gudang1
1. Pengawasan, yaitu dengan sistem administrasi yang terjaga dengan baik
untuk mengontrol keluar masuknya material. Tugas ini juga menyangkut
keamanan dari pada material yaitu jangan sampai hilang.
adalah suatu fungsi penyimpanan
berbagai macam jenis produk [unit-unit penyimpanan persediaan (UPS)] yang
memiliki unit-unit penyimpanan dalam jumlah yang besar maupun yang kecil
dalam jangka waktu saat produk dihasilkan oleh pabrik (penjual) dan saat produk
dibutuhkan oleh pelanggan atau stasiun kerja dalam fasilitas pembuatan.
Gudang sebagai tempat yang dibebani tugas untuk menyimpan barang
yang akan dipergunakan dalam produksi, sampai barang tersebut diminta sesuai
dengan jadwal produksi.
Gudang atau storage pada umumnya akan memiliki fungsi yang cukup
penting didalam menjaga kelancaran operasi produksi suatu pabrik. Disini ada tiga
tujuan utama dari departemen ini yang berkaitan dengan pengadaan barang, yaitu
sebagai berikut:
2. Pemilihan, yaitu aktifitas pemeliharaan/perawatan agar material yang
disimpan di dalam gudang tidak cepat rusak dalam penyimpanan.
1
3. Penimbunan/penyimpanan, yaitu agar sewaktu-waktu diperlukan maka
material yang dibutuhkan akan tetap tersedia sebelum dan selama proses
produksi berlangsung.
Dalam suatu pabrik, gudang dapat dibedakan menurut karakteristik
material yang akan disimpan, yaitu sebagai berikut:
a. Raw Material Storage.
Gudang ini akan menyimpan setiap material yang akan dibutuhkan/digunakan
untuk proses produksi. Lokasi dari gudang ini umumnya berada di dalam
bangunan pabrik (indoor). Untuk beberapa jenis bahan tertentu bisa juga
diletakkan di luar bangunan pabrik (outdoor) yang mana hal ini akan dapat
menghemat biaya gudang karena tidak memerlukan bangunan special untuk
itu. Gudang ini kadang-kadang disebut pula sebagai stock room karena
fungsinya memang penyimpan stock untuk kebutuhan tertentu.
b. Working Process Storage.
Dalam industri manufaktur sering kita jumpai bahwa benda kerja harus
melalui beberapa macam operasi dalam pengerjaannya. Prosedur ini sering
pula harus terhenti karena dari satu operasi ke operasi berikutnya waktu
pengerjaan yang dibutuhkan tidaklah sama, sehingga untuk itu material harus
menunggu sampai mesin atau operator berikutnya siap mengerjakan. Work in
process storage ini biasanya terdiri dari dua macam, yaitu:
• Small amount materials, yang akan diletakkan di antara stasiun kerja,
mesin atau pula suatu tempat yang berdekatan dengan lokasi operasi
• Large amount materials, atau bahan-bahan yang akan disimpan dalm
jumlah yang besar dan waktu yang relatif cukup lama yang mana
lokasinya akan terletak di dalam area produksi.
c. Finished Goods Product Storage.
Kadang-kadang disebut juga dengan warehouse yang fungsinya adalah
menyimpan produk-produk yang telah selesai dikerjakan. Departemen ini
mempunyai tugas dan tanggung jawab sebagai berikut:
• Penerimaan produk jadi yang telah selesai dikerjakan oleh departemen
produksi.
• Penyimpanan produk jadi dengan sebaik-baiknya dan selalu siap pada
saat ada permintaan masuk.
• Pengepakan (packaging) dari produk untuk dapat dikirim dengan aman.
Menyelenggarakan administrasi pergudangan terutama untuk produk jadi.
Jelas di sini bahwa lokasi dari gudang produk jadi (dan juga departemen
pengiriman barang) haruslah direncanakan berdekatan dengan fasilitas
transportasi seperti halnya pada saat merencanakan departemen penerimaan
bahan dan raw material storage.
d. Storage For Supplies.
Gudang untuk penyimpanan non-productive items dan digunakan untuk
menunjang fungsi dan kelancaran produksi seperti packaging materials,
e. Finished Parts Storage.
Gudang untuk menyimpan parts yang siap untuk dirakit. Gudang ini biasanya
diletakkan berdekatan dengan assembly area atau bisa juga ditempatkan
secara terpisah di dalam work in process storage.
f. Salvage.
Sebagian besar proses produksi ada kemungkinan beberapa benda kerja akan
salah dikerjakan (miss-processed), untuk ini memerlukan pengerjaan kembali
untuk membetulkannya sehingga kualitas produksi tersebut diperbaiki
kembali. Benda kerja yang tidak bisa diperbaiki akan menjadi scrap atau
buangan/limbah, untuk ini harus diletakkan dalam lokasi sendiri.
g. Scrap & Waste.
Scrap adalah material atau komponen yang salah dikerjakan dan tidak bisa
diperbaiki lagi sedangkan buangan atau waste adalah normal residu dari
proses produksi seperti garam, potongan-potongan logam, dan lain-lain yang
tidak berguna lagi dalam proses produksi yang ada (meskipun dalam proses
recycling hal ini akan berguna untuk bahan produk yang lain). Material yang
berupa scrap atau buangan ini biasanya akan dikumpulkan dan diletakkan
dalam area yang terpisah dari pabrik dengan harapan akan bisa dijual ke pihak
lain yang membutuhkannya.
Menurut Fred E. Meyers, gudang produk jadi2
2
Fred E. Meyers: “Plant Layout and Material Handling”, Prentice-Hall Inc, New Jersey, 1993, p.
merupakan lokasi penyimpanan
produk jadi dapat berupa sebuah departemen atau hanya sebuah bangunan.
Bangunan gudang adalah tempat dimana perusahaan kita mengirimkan produk
jadinya.
Departemen gudang produk jadi mempunyai tujuan utama untuk
menyimpan produk jadi suatu perusahaan. Setelah dirakit dan dikemas, produk
jadi akan dibawa ke gudang untuk disimpan sampai produk iti akan dikirim ke
pelanggan.
Gudang produk jadi merupakan lokasi penyimpanan, pemenuhan
permintaan, dan persiapan untuk pengiriman produk jadi. Pemenuhan permintaan
merupakan pekerjaan buruh yang paling utama dan berdampak pada layout
gudang secara keseluruhan. Dua kriteria perancangan yang penting untuk layout
gudang produk jadi adalah:
• Fixed location
• Small amount of everything
Kriteria perancangan gudang yang pertama berarti tiap produk harus
ditempatkan pada lokasi yang pasti shingga pekerja dapat menemukan produk
secepat mungkin. Menempatkan produk pada urutan part merupakan cara yang
pling sederhana, tapi paling tidak efisien. Untuk meningkatkan produktivitas,
produk yang paling populer harus ditempatkan di lokasi yang paling
menguntungkan.
Kriteria perancangan yang kedua adalah hasil langsung dari kriteria
yang pasti, pengambil pesanan dapat menjangkau semua produk dalam perjalan
yang relatif singkat.
3.2. Pengertian Tata Letak Pabrik3
Perencanaan tata letak fasilitas produksi merupakan suatu persoalan yang
penting, karena pabrik atau industri akan beroperasi dalam jangka waktu yang
lama, maka kesalahan di dalam analisis dan perencanaan layout akan
menyebabkan kegiatan produksi berlangsung tidak efektif atau tidak efesien.
Perencanaan tata letak merupakan salah satu tahap perencanaan fasilitas yang
bertujuan untuk mengembangkan suatu sistem produksi yang efisien dan efektif
sehingga dapat tercapai suatu proses produksi dengan biaya yang paling Tata letak pabrik adalah perancangan susunan fisik suatu unsur kegiatan
yang berhubungan dengan industri manufaktur. Perencanaan Tata Letak
mencakup desain atau konfigurasi dari bagian-bagian, pusat kerja, dan peralatan
yang membentuk proses perubahan dari bahan mentah menjadi barang jadi.
Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan
mewujudkan sistem bagi pembuatan barang atau jasa. Dengan kata lain,
merupakan pengaturan tempat sumber daya fisik yang digunakan untuk membuat
produk. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu suatu
susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk
mengoptimumkan hubungan antara petugas pelaksana, aliran bahan, aliran
informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara
efesien ekonomis dan aman.
3
ekonomis. Studi mengenai pengaturan tata letak fasilitas selalu berkaitan dengan
minimisasi total cost. Yang termasuk dalam elemen-elemen cost yaitu
Construction cost, installation cost, material handling cost, production cost,
safety cost dan in-process storage cost. Disamping itu, perencanaan yang teliti
dari layout fasilitas akan memberikan kemudahan-kemudahan saat diperlukannya
ekspansi pabrik atau kebutuhan supervisi.
3.3. Tujuan Tata Letak Pabrik4
4
James Apple,”Plant Layout and Material Handling”, Third Edition, John Wiley and Sons, Atlanta, 1977, p. 5-8
Tata letak berfungsi untuk menggambarkan sebuah susunan yang
ekonomis dari tempat-tempat kerja yang berkaitan, dimana barang-barang dapat
diproduksi secara ekonomis. Sehingga tujuan utama yang ingin dicapai dari suatu
tata letak pabrik adalah:
1. Memudahkan proses manufaktur
Tata letak harus dirancang sedemikian rupa termasuk susunan mesin-mesin,
perencanaan aliran, sehingga proses manufaktur dapat dilaksanakan dengan
cara yang efesien.
2. Meminimumkan pemindahan barang
Tata letak harus dirancang sedemikian rupa sehingga pemindahan barang
diturunkan sampai batas minimum, jika mungkin komponen dalam keadaan
diproses ketika dipindahkan.
Dalam suatu pabrik ada keadaan dimana dibutuhkan perubahan kemampuan
produksi, dan hal ini harus direncanakan dari awal.
4. Memelihara perputaran barang setengah jadi yang tinggi
Keefesienan dapat tercapai bila bahan berjalan melalui proses operasi dalam
waktu yang sesingkat mungkin.
5. Menurunkan penanaman modal pada peralatan
Susunan mesin yang tepat dan susunan departemen yang tepat dapat
membantu menurunkan jumlah peralatan yang dibutuhkan.
6. Menghemat pemakaian ruang bangunan
Setiap meter persegi luas lantai dalam sebuah pabrik memakan biaya.
Sehingga tiap meter persegi tersebut harus digunakan sebaik-baiknya.
7. Meningkatkan kesangkilan tenaga kerja
Tata letak yang baik antara lain dapat mengurangi pemindahan bahan yang
dilakukan secara manual, meminimumkan jalan kaki.
8. Memberi kemudahan, keselamatan dan kenyamanan bagi pekerja dalam
melaksanakan pekerjaan.
Hal-hal seperti penerangan, kebisingan, pergantian udara, debu, kotoran, harus
menjadi perhatian perencana. Susunan mesin yang tepat juga dapat mencegah
3.4. Prinsip Dasar Dalam Tata Letak Pabrik5
1. Integrasi keseluruhan dari manusia, mesin, material, dan aktivitas pendukung Enam tujuan dasar dalam tata letak pabrik, yaitu:
2. Jarak minimun perpindahan antar operasi.
3. Aliran logis dari material melalui urutan operasi
4. Utilisasi efektif dari ruangan
5. Kepuasan dan keamanan pekerja
6. Fleksibilitas untuk menyesuaikan diri terhadap perubahan
Tujuan-tujuan tersebut juga dinyatakan sebagai prinsip dasar dari proses
perencanaan tata letak pabrik yang selanjutnya dapat dijelaskan sebagai berikut:
a. Prinsip integrasi secara total
“That layout is best which integrates the men, material, machinery
supporting activities, and any other considerations in way that result in
the best compromise”.
Prinsip ini menyatakan bahwa tata letak pabrik adalah merupakan integrasi
secara total dari seluruh elemen produksi yang ada menjadi satu unit
operasi yang besar.
b. Prinsip jarak perpindahan bahan yang paling minimal.
“Other things being equal, that layout is best permits the materials to
move the minimum distance between operations”.
Hampir semua proses yang terjadi dalam suatu industri mancakup
beberapa gerakan perpindahan dari material, yang tidak bisa dihindari
5
secara keseluruhan. Dalam proses pemindahan bahan dari satu operasi ke
operasi lain, waktu dapat dihemat dengan cara mengurangi perpindahan
jarak tersebut. Hal ini dapat dilaksanakan dengan menerapkan operasi
yang berikutnya sedekat mungkin dengan operasi sebelumnya.
c. Prinsip aliran suatu proses kerja
“Other things being equal, that layout is best that arranges the work area
for each operations or process in the same order or sequence that forms,
treats, or assembles the materials”.
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik
(back tracking), gerak memotong (cross movement), kemacetan
(congestion), dan sedapat mungkin material bergerak terus tanpa ada
interupsi. Ide dasar dari prinsip aliran konstan dengan minimum interupsi,
kesimpangsiuran dan kemacetan.
d. Prinsip pemanfaatan ruangan
“Economy is obtained by using effectively all available space-both vertical
and horizontal”.
Pada dasarnya tata letak adalah suatu pengaturan ruangan yang akan
dipakai oleh manusia, bahan baku, dan peralatan penunjang proses
produksi lainnya, yang memilki tiga dimensi yaitu aspek volume (cubic
space), dan bukan hanya sekedar aspek luas (floor space). Dengan
demikian, dalam perencanaan tata letak, faktor dimensi ruangan ini juga
e. Prinsip kepuasan dan keselamatan kerja
“Other things being equal, that layout is best which makes works
satisfying and safe for workers”.
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap
sebagai dasar utama untuk mencapai tujuan. Dengan membuat suasana
kerja menyenangkan dan memuskan, maka secara otomatis akan banyak
keuntungan yang bisa kita peroleh. Selanjutnya, keselamatan kerja juga
merupakan faktor utama yang harus diperhatikan dalam perencanaan tata
letak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak
menjamin atau bahkan justru membahayakan keselamatan orang yang
bekerja di dalamnya.
f. Prinsip fleksibilitas
“Other things being equal, that layout is best that can be adjusted and
rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi, dan
transportasi bergerak dengan cepat, yang mana hal ini akan mengakibatkan
dunia industri harus ikut berpacu mengimbanginya. Untuk ini, kondisi
ekonomi akan bisa tercapai apabila tata letak yang ada telah direncanakan
cukup fleksibel untuk diadakan penyesuaian/pengaturan kembali
3.5. Jenis Persoalan Tata Letak Pabrik6
1. Perubahan rancangan
Jenis dari persoalan tata letak pabrik antara lain:
Perubahan rancangan mungkin hanya memerlukan penggantian sebagian ke