PERANCANGAN TATA LETAK GUDANG BARANG JADI PADA CV.SUMAKEN DI SEMARANG MENGGUNAKAN METODE DEDICATED STORAGE.
Teks penuh
Gambar
Dokumen terkait
Tujuan dari penelitian yang dilakukan adalah memberi usulan perbaikan tata letak gudang pattern dengan menggunakan metode dedicated storage, sehingga pattern yang akan
Menurut tujuan dilakukan penelitian ini yang akan dipilih untuk menjadi tata letak terbaik adalah alternatif tata letak gudang yang memberikan kemudahan proses pencarian,
Metode ini digunakan dalam perbaikan tata letak gudang produk setengah jadi di CV Harapan Baru Karanganyar dengan pertimbangan produk akhir yang dihasilkan dari bagian
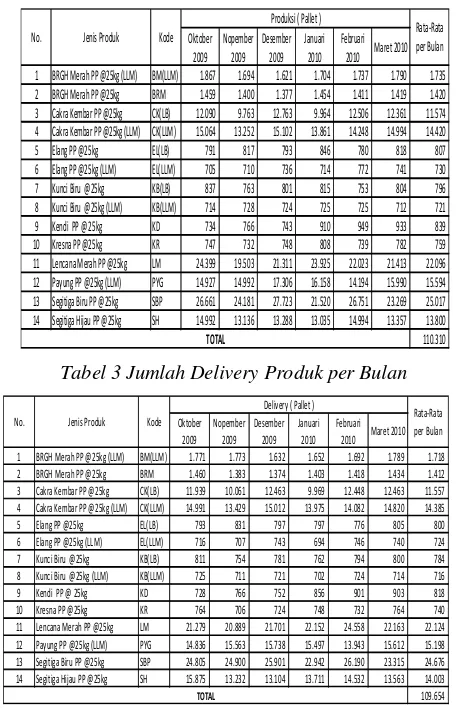
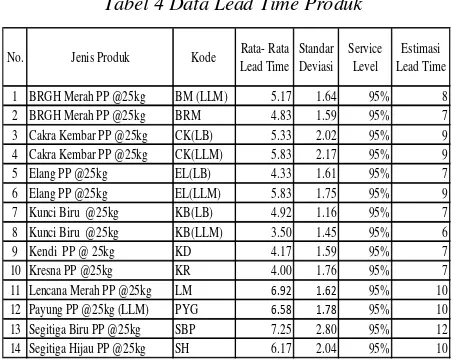
Dengan menggunakan data keluar, masuk, dan stok kain yang disimpan dalam gudang menghasilkan usulan tata letak gudang yang dapat menyelesaikan permasalahan pada gudang.. Hasil
Alternatif tata letak yang dipilih adalah arus lurus karena memiliki jarak tempuh terpendek dan jenis tata letak ini memiliki proses penyimpanan dan pengambilan barang relatif
Tujuan dari penelitian ini adalah untuk menentukan jarak perjalanan total, kebutuhan luas gudang, dan merancang tata letak usulan gudang produk jadi yang dapat mempermudah
Tata letak usulan opsi 3 merupakan modifikasi dari tata letak usulan opsi 2, dimana tata letak opsi 2 dalam penentuan jarak antar mesin dilakukan secara
Perbandingan Usulan Tata Letak Gudang Penyimpanan Produk Jadi Dari metode yang kita gunakan class based storage untuk mengurangi waktu perpindahan produk jadi dengan permintaan
