PERENCANAAN DAN PENJADWALAN DISTRIBUSI DENGAN MENGGUNAKAN DISTRIBUTION REQUIREMENT PLANNING (DRP)
(Studi Kasus Di PT. Tjakrindo Mas – Gresik)
S
SKKRRIIPPSSII
O Olleehh ::
KUKUH SATRIO LEKSONO
NPM : 0732010168
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah
berkenan memberikan rahmat dan hidayahNya sehingga penulis dapat
menyelesaikan tugas akhir ini dengan judul PERENCANAAN DAN
PENJADWALAN DISTRIBUSI DENGAN MENGGUNAKAN DISTRIBUTION REQUIREMENT PLANNING (DRP) (Studi Kasus Di PT. Tjakrindo Mas – Gresik), Penyusunan tugas akhir ini guna memenuhi
persyaratan dalam memperoleh gelar Sarjana Teknik Jurusan Teknik Industri pada
Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa
Timur.
Terselesainya tugas akhir ini tidak terlepas dari bantuan dan sumbangsih
berbagai pihak. Sudah sepantasnya pada kesempatan ini penulis mengucapkan
terima kasih yang sebesar-besarnya kepada:
1. Bapak Prof. Dr. Ir. Teguh Soedarto, MP. Selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur
2. Bapak Ir. Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri UPN
“Veteran” Jawa Timur.
3. Bapak Ir. M. Tutuk Safirin, MT, selaku Ketua Program Studi Tenik Industri
UPN “Veteran” Jawa Timur.
4. Ibu Ir.Yustina Ngatilah, MT., selaku Dosen Pembimbing I.
6. Bapak Tjandra, selaku kepala gudang barang jadi PT. Tjakrindo Mas – Gresik
7. Bapak Jojok, Selaku HRD PT. Tjakrindo Mas – Gresik yang telah banyak
membantu dalam pengumpulan data sehingga terselesaikannya penelitian ini.
8. Segenap Staff dan . Tjakrindo Mas – Gresik yang tidak dapat penulis
sebutkan satu persatu, atas segala bantuannya selama penulis melaksanakan
penelitian.
9. Orang tua serta keluargaku yang tercinta yang telah memberikan bantuan baik
moril maupun materiil kepada penulis selama menyelesaikan skripsi.
10.Teman-teman TI angkatan 2007 yang telah memberikan bantuan ketika
penulis mengalami kesulitan.
Semoga Allah SWT, senantiasa memberikan balasan atas amal perbuatan
dan segala kebaikan yang telah diberikan kepada penulis. Akhir kata penulis
berharap semoga hasil penelitian yang tertuang dalam skripsi ini banyak
bermanfaat bagi setiap pembaca pada umumnya.
Surabaya, Maret 2011
DAFTAR ISI
Halaman
KATA PENGANTAR... i
DAFTAR ISI... iii
DAFTAR GAMBAR... vii
DAFTAR TABEL ... viii
DAFTAR LAMPIRAN ... ix
ABSTRAKSI... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Batasan Masalah.... ... 2
1.4 Asumsi ... 3
1.5 Tujuan Penelitian ... 3
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1 Distribusi Persediaan... 6
2.1.1 Timbulnya Persediaan... 7
2.1.2 Fungsi Persediaan ... 8
2.1.3 Jenis Persediaan ... 9
2.1.4 Biaya – Biaya dalam Sistem Persediaan ... 10
2.1.5 Sistem Persediaan Demand Independent : Model Deterministik... 12
2.1.5.2 Sistem Economic Order Quantity (EOQ) Multi Item ... 15
2.1.6 Sistem Produksi Tipe Batch ... 17
2.1.6.1 Sistem Economic Production Quantity (EPQ) Single Item ... 17
2.1.5.2 Sistem Economic Production Quantity (EPQ) Multi Item... 20
2.2 Distribution Requirement Planning ... 21
2.2.1 Konsep Distribution Requirement Planning... 25
2.2.2 Fungsi Distribution Requirement Planning ... 27
2.3 Penentuan Ukuran Lot dan Stock Pengaman ... 29
2.4 Peramalan... 35
2.4.1 Prinsip-Prinsip Dalam Menggunakan Peramalan Permintaan... 40
2.4.2 Metode Peramalan ... 40
2.4.3 Peramalan Demmand Bulanan ... 47
2.4.4 Pengujian Peramalan ... 48
2.5 Penelitian Terdahulu ... 50
BAB III METODE PENELITIAN 3.1 Tempat dan Waktu Penelitian ... 60
3.2 Identifikasi dan Definisi Operasional Variabel... 60
3.3 Metode Pengumpulan Data ... 61
3.4 Metode Pengolahan Data ... 61
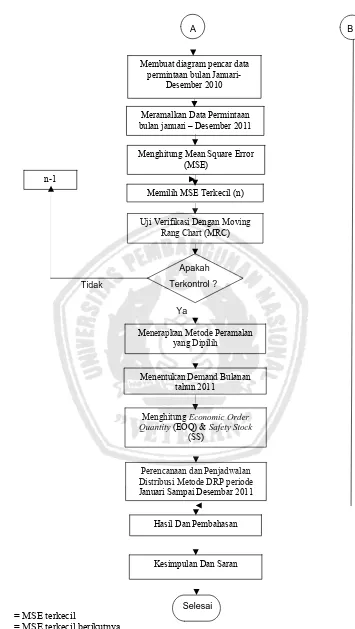
3.5 Langkah – Langkah Pemecahan Masalah ... 64
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data ... 74
4.1.1 Data Permintaan Produk Bulanan ... 74
4.1.3 Lead Time... 77
4.1.4 Biaya Pengiriman ... 78
4.1.5 Biaya Penyimpanan... 78
4.1.6 Kapasitas Truk ... 79
4.1.7 Frekuensi Pengiriman ... 79
4.2 Pengolahan Data ... 80
4.2.1 Perhitungan Biaya Ditribusi Metode Perusahaan ... 80
4.2.1.1 Perhitungan Biaya Pengiriman... 81
4.2.1.2 Perhitungan Biaya Penyimpanan ... 82
4.2.1.3 Perhitungan Biaya Distribusi ... 83
4.2.2 Perhitungan Biaya Ditribusi Metode DRP... 83
4.2.2.1 Menghitung EOQ dan SS... 84
4.2.2.2 Menghitung Economic Order Quantity ... 84
4.2.2.3 Menghitung Safety Stock... 85
4.2.3 Perbandingan Metode Perusahaan dengan Metode DRP... 94
4.2.4 Membuat Diagram Pencar Data Permintaan... 95
4.2.4.1 Menghitung Mean Square Error(MSE) ... 96
4.2.4.2 Uji Verifikasi dengan Moving Range Chart ... 97
4.2.4.3 Menentukan Peramalan Demand Bulanan ... 99
4.2.4.4 Menghitung EOQ dan SS... 100
4.2.4.4.1 Menghitung Economic Order Quantity ... 100
4.2.4.4.2 Menghitung Safety Stock... 102
4.2.4.4.3 Perencanaan dan Penjadwalan Metode DRP ... 104
4.3 Analisa dan Pembahasan... 112
4.3.1 Perbandingan Metode Perusahaan dengan Metode DRP... 112
4.3.2 Perencanaan Distribusi Hasil Peramalan Dengan Metode DRP ... 113
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 120
5.2 Saran... 122
DAFTAR GAMBAR
Halaman
Gambar 2.1 Sistem Logistik... 6
Gambar 2.2 Model Persediaan Klasik... 12
Gambar 2.3 Kurva Total Cost Minimum... 15
Gambar 2.4 Production Order Quantity ... 18
Gambar 2.5 Distribution Requirement Planning ... 22
Gambar 2.6 Perbedaan MRP dan DRP ... 13
Gambar 2.7 Integrasi Distribusi dan Manufaktur ... 28
Gambar 2.7 Pola Data Horizontal ... 37
Gambar 2.8 Pola Data Musiman ... 37
Gambar 2.9 Pola Data Siklus ... 38
Gambar 2.10 Pola Data Trend... 38
Gambar 2.11 Bagan Peta Kendali ... 49
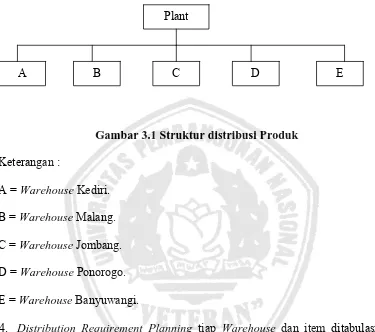
Gambar 3.1 Struktur Distribusi Produk ... 62
Gambar 3.2 Diagram Alir Pemecahan Masalah... 65
Gambar 3.3 Bagan Struktur Produk ... 68
Gambar 4.1 Diagram Pencar Data Permintaan ... 95
DAFTAR TABEL
Halaman
Tabel 2.1 Persamaan MRP dan DRP ... 23
Tabel 2.2 Perbedaan MRP dan DRP ... 23
Tabel 2.3 Hasil Analisa Perhitungan DRP untuk Tiap Warehouse ... 26
Tabel 2.4 Formulasi Titik Reorder... 32
Tabel 3.1 Hasil Analisa Perhitungan DRP... 62
Tabel 3.2 Hasil Analisa Perhitungan DRP... 69
Tabel 4.1 Data Permintaan Pipa 5/8” x 4 meter... 75
Tabel 4.2 Data Permintaan Pipa 2” x 4 meter... 75
Tabel 4.3 Inventory on Hand Pipa 5/8” ... 76
Tabel 4.4 Inventory on Hand Pipa 2” ... 76
Tabel 4.5 Inventory On Hand Desember 2009 ... 77
Tabel 4.6 Inventory On Hand Desember 2010 ... 77
Tabel 4.7 Lead Time... 77
Tabel 4.8 Rincian Biaya pengiriman truk kecil ... 78
Tabel 4.9 Rincian Biaya pengiriman truk besar... 78
Tabel 4.10 Biaya Simpan ... 78
Tabel 4.11 Kapasitas Truk ... 79
Tabel 4.12 Frekuensi Pengiriman Pipa 5/8” dengan Truk Kecil ... 79
Tabel 4.13 Frekuensi Pengiriman Pipa 2” dengan Truk Besar ... 79
Tabel 4.14. Biaya Pengiriman Tahun 2010 (Truk Kecil)... 81
Tabel 4.15. Biaya Pengiriman Tahun 2010 (Truk Besar) ... 81
Tabel 4.17 Biaya Simpan Pipa 2” ... 83
Tabel 4.18 EOQ pada masing-masing warehouse ... 85
Tabel 4.19. Safety Stock pada masing-masing warehouse... 86
Tabel 4.20 DRP Pipa 5/8” Kediri... 92
Tabel 4.21 DRP Pipa 2” Kediri... 93
Tabel 4.22 Total Cost Distribution tahun 2010 dengan DRP ... 94
Tabel 4.23 Perbandingan Hasil Total Cost ... 94
Tabel 4.24 Hasil Warehouse Kediri Pipa 5/8” Metode Simple Average (SA)... 96
Tabel 4.25. Mean Square Error (MSE) Hasil Peramalan Warehouse Kediri ... 97
Tabel 4.26 Perhitungan Moving Range Chart ( MRC ) Warehouse Kediri Pipa 5/8” ... 98
Tabel 4.27. Hasil Peramalan Demand Bulanan Warehouse Kediri ...100
Tabel 4.28 EOQ pada masing-masing warehouse ...101
Tabel 4.29. Safety Stock pada masing-masing warehouse...103
Tabel 4.30 DRP Pipa 5/8” Kediri...109
Tabel 4.31 DRP Pipa 2” Kediri...110
Tabel 4.32 Total Cost Distribution tahun 2011 dengan DRP ...111
DAFTAR LAMPIRAN
Lampiran A Gambaran Umum Perusahaan
Lampiran B Plot Data Permintaan dan Biaya - Biaya
Lampiran C Perhitungan Total Cost Perusahaan
Lampiran D Perhitungan EOQ dan Safety Stock
Lampiran E Perhitungan Total Cost DRP Tahun 2010
Lampiran F Plot Data Permintaan Masing – Masing Warehouse
Lampiran G Tabel Forecast Masing – Masing Warehouse
Lampiran H Perhitungan Mean Square Error (MSE)
Lampiran I Tabel dan Gambar Moving Range Chart
Lampiran J Hasil Peramalan Demand Bulanan
Lampiran K Perhitungan EOQ
Lampiran L Perhitungan Safety Stock
Lampiran M Perhitungan Total Cost DRP Tahun 2011
ABSTRAK
Suatu perusahaan banyak dihadapkan pada masalah yang berhubungan dengan sistem distribusi. Masalah yang timbul karena konsumen berada pada lokasi yang terpisah secara geografis, hal ini mengakibatkan pentingnya untuk menyimpan persediaan pada beberapa lokasi sehingga dapat menimbulkan masalah pada manajemen dalam mengkoordinasikan sistem distribusi dari bagian pemasaran dan bagian produksi yang akan menghasilkan produk terbaik. Untuk itu diperlukan adanya sistem distribusi yang baik serta persediaan produk yang tepat agar tingkat kepuasan konsumen maupun
keuntungan perusahaan dapat terjaga.
PT.Tjakrindo Mas-Gresik merupakan perusahaan yang bergerak dalam industri manufaktur yang memproduksi pipa. PT.Tjakrindo Mas-Gersik tampaknya belum memiliki satu perencanaan distribusi yang baik. Perencanaan distribusi yang dijalankan oleh perusahaan kurang efektif dan memiliki beberapa kelemahan. Diantaranya sering terjadi kelebihan atau kekurangan terhadap permintaan produk dan keterlambatan pengiriman produk. Hal ini karena pihak perusahaan belum dapat memperkirakan kapan permintaan yang akan datang dan berapa jumlah yang akan dipesan.
Dengan adanya masalah tersebut, maka dilakukan penelitian dengan metode
Distribution Requirement Planning (DRP) dengan harapan dapat dilakukan
pendistribusian produk dari pabrik ke kota kota distribusi secara optimal. Distribution
Requirement Planning adalah suatu metode untuk menangani pengadaan persediaan
dalam suatu jaringan distribusi multi eselon. Tujuan dari Distribution Requirement
Planning (DRP), yaitu melakukan perencanaan dan penjadwalan aktivitas distribusi yang
baik, sehingga kinerja penjualan meningkat dalam memenuhi order dengan tepat waktu dan tepat jumlah sehingga biaya distribusi dapat ditekan seminimun mungkin.
Hasil untuk perbandingan biaya distribusi dengan menggunakan metode perusahaan sebesar Rp. 184.157.500,- dan untuk metode DRP sebesar Rp. 135.454.500,- , dengan penghematan sebesar 26.45%. Hasil penelitian didapatkan perencanaan dan penjadwalan distribusi produk sebagai berikut, Warehouse Kediri pipa 5/8” dilakukan pengiriman pada bulan Februari, April, Juni, Agustus, dan Oktober sebanyak 1832 unit untuk setiap pengiriman, sedangkan pipa 2” dilakukan pengiriman pada bulan Januari, Februari, April, Juni, Agustus, dan Oktober, sebanyak 1488 unit untuk setiap pengiriman.Warehouse Malang pipa 5/8” dilakukan pengiriman pada bulan Januari, Maret, Mei, Juli, September, dan November sebanyak 1750 unit untuk setiap pengiriman, sedangkan pipa 2” dilakukan pengiriman pada bulan Februari, April, Juni, Juli, September, dan November, sebanyak 1517 unit untuk setiap pengiriman. Warehouse Jombang pipa 5/8” dilakukan pengiriman pada bulan Februari, April, Juni, Agustus, dan Oktober sebanyak 1701 unit untuk setiap pengiriman, sedangkan pipa 2” dilakukan pengiriman pada bulan Februari, April, Juni, Agustus, Oktober, dan Desember sebanyak 1424 unit untuk setiap pengiriman. Warehouse Ponorogo pipa 5/8” dilakukan pengiriman pada bulan Januari, April, Juni, Agustus, dan Oktober sebanyak 1835 unit untuk setiap pengiriman, sedangkan pipa 2” dilakukan pengiriman pada bulan Februari, April, Juni, Agustus, dan Oktober, sebanyak 1793 unit untuk setiap pengiriman. Warehouse Banyuwang pipa 5/8” dilakukan pengiriman pada bulan Maret, Mei, Agustus, dan Oktober sebanyak 2132 unit untuk setiap pengiriman, untuk pipa 2” dilakukan pengiriman pada bulan Februari, April, Juni, Agustus, dan Oktober, sebanyak 1963 unit untuk setiap pengiriman.
ABSTRACT
A company given on to many problem of related to distribution system. Problem of arising out because consumer reside in separate location geographically, this matter of important resulting of it for saves of supply at some location so that can generate the problem of management in coordinated distribution system from part of marketing, also at part of production to yield best product. For that needed by the existence of good distribution system and also supply of correct product to be storey;level satisfaction of consumer and also advantage of company can awake.
PT.TJAKRINDO Mas-Gresik represent peripatetic company in industry of manufacture which producing pipe. PT.TJAKRINDO Mas-Gresik seems not yet owned one planning of good distribution. Planning of distribution run by company less effective and have some weakness. Among it often happened insuffiency or excess to request of product and delay of delivery of product. This matter because company side not yet earned to estimate when request to come and how much amount to natural company side is ordered.
With existence of problem, hence conducted by research with method of Distribution Requirement Planning ( DRP) on the chance of can be done by product distribution of factory to distribution town in an optimal fashion. Distribution Requirement Planning is a method to handle levying of supply in an distribution network of multi echelon. Intention Of Distribution Requirement Planning ( DRP), that is conducting planning and scheduling of good distribution activity, so sale performance mount in fulfilling order punctually and precisely sum up so that the expense of distribution can be depressed as less as possible.
Result for the comparison of distribution expense by using company method equal to Rp. 184.157.500,- and for the method of DRP equal to Rp. 135.454.500 , with thrift equal to 26.45%. Result of research got by planning and scheduling of product distribution shall be as follows, Warehouse Kediri pipe 5 / 8" delivered of in February, April, June, August, and October counted 1832 unit to each deliver, while pipe 2" delivered of in January, February, April, June, August, and October, counted 1488 unit to each deliver .Warehouse Malang pipe 5 / 8" delivered of in January, March, May, July, September, and November counted 1750 unit to each deliver, while pipe 2" delivered of in February, April, June, July, September, and November, counted 1517 unit to each deliver. Warehouse Jombang pipe 5 / 8" delivered of in February, April, June, August, and October counted 1701 unit to each deliver, while pipe 2" delivered of in February, April, June, August, October, and December counted 1424 unit to each deliver. Warehouse Ponorogo pipe 5 / 8" delivered of in January, April, June, August, and October counted 1835 unit to each deliver, while pipe 2" delivered of in February, April, June, August, and October, counted 1793 unit to each deliver. Warehouse Banyuwangi pipe 5 / 8" delivered of in March, May, August, and October counted 2132 unit to each deliver, for pipe 2" delivered of in February, April, June, August, and October, counted 1963 unit to each deliver.
BAB I PENDAHULUAN
1.1 Latar Belakang
Industri memiliki tingkat persaingan yang ketat dalam era pasar bebas,
meskipun dalam tingkat distributor. Distributor dituntut menyalurkan produk
dengan baik untuk mencegah kekosongan stok. Konsumen akan merasa puas
terhadap pelayanan distributor, jika produk tersebut tiba tepat waktu, tepat jumlah
dan tepat mutu. Hal ini mengakibatkan kebijakan untuk pengendalian persediaan
produk pada suatu lokasi tertentu sangat penting dilakukan oleh manajemen dalam
mengkoordinasikan penjadwalan dan perencanaan distribusi dari bagian
pemasaran sehingga keuntungan perusahaan tetap stabil.
PT. Tjakrindo Mas adalah perusahaan yang bergerak dalam bidang
produksi pipa. Perusahaan melakukan distribusi produknya kepada warehouse
yang tersebar di beberapa kota, yaitu di kota Kediri, Malang, Jombang, Ponorogo,
Banyuwangi. Pengiriman produk dilakukan sesuai dengan permintaan
masing-masing warehouse dengan menggunakan sarana transportasi darat.
Distribusi yang dilakukan perusahaan PT. Tjakrindo Mas didasarkan atas
permintaan dari warehouse. Di dalam perusahaan ini belum terdapat suatu
perencanaan dan penjadwalan distribusi produk yang terkoordinasi dengan baik,
yaitu masih sering terjadi keterlambatan pengiriman ke warehouse, sehingga
mengakibatkan terjadinya kekurangan atau kelebihan persediaan pada
Dengan adanya masalah tersebut, maka dilakukan perencanaan dan
penjadwalan distribusi dengan metode Distribution Requirement Planning
(DRP). Diharapkan dengan adanya perencanaan dan penjadwalan distribusi yang
baik, keberhasilan dalam pemenuhan permintaan pelanggan akan menjadi lebih
optimal, kinerja penjualan meningkat dalam memenuhi order dengan tepat waktu
dan tepat jumlah sehingga didapatkan biaya distribusi yang lebih kecil.
1.2 Perumusan Masalah
Berdasarkan kondisi di atas, maka yang menjadi permasalahan dalam
penelitian ini adalah :
”Bagaimana membuat perencanaan dan penjadwalan distribusi produk sesuai
kapasitas persediaannya untuk permintaan dari masing-masing warehouse dengan
biaya distribusi yang lebih baik di PT. Tjakrindo Mas - Gresik?”
1.3 Batasan Masalah
Dengan tanpa mengurangi maksud dan tujuan penelitian serta untuk
menyederhanakan penelitian, maka penulis melakukan pembatasan masalah yaitu
sebagai berikut :
1. Produk yang diteliti ada 2 jenis yaitu pipa ukuran 5/8” x 4 meter polos dan 2”x
4 meter polos.
2. Proses produksi tidak dibahas secara khusus dalam penulisan penelitian ini.
3. Biaya produksi (set-up) untuk masing-masing produk tidak dibahas.
4. Terdapat 5 kota tujuan distribusi, yaitu Kediri, Malang, Jombang, Ponorogo,
5. Data yang diolah adalah data permintaan yang didapatkan dari perusahaan
mulai bulan Juli 2009 sampai dengan Desember 2010.
6. Angkutan yang dipergunakan yaitu truk kecil dengan kapasitas 2400 unit pipa
ukuran 5/8” x 4 meter atau 600 unit pipa ukuran 2” x 4 meter dan truk besar
9000 unit pipa ukuran 5/8” x 4 meter atau 2200 unit pipa ukuran 2” x 4 meter.
7. Kapasitas gudang pada masing – masing warehouse sebesar 7500 unit pipa
5/8” dan 4000 unit pipa 2”.
1.4 Asumsi
Dalam penelitian ini menggunakan beberapa asumsi yaitu sebagai berikut :
1. Tidak diijinkan adanya back order.
2. Transaksi perusahaan berjalan lancar.
3. Harga produk tidak mengalami perubahan selama penelitian.
4. Service Level masing-masing warehouse sebesar 90 %.
1.5 Tujuan Penelitian
Adapun tujuan dari penelitian mengenai perencanaan distribusi adalah:
1. Untuk membuat perencanaan dan penjadwalan pendistribusian produk pipa
5/8” x 4 meter polos dan 2”x 4 meter polos, ke lima kota tujuan, yaitu Kediri,
Malang, Jombang, Ponorogo, Banyuwangi.
1.6 Manfaat Penelitian
Adapun manfaat yang diperoleh dari penelitian ini adalah :
Bagi Penulis :
1. Menambah pengetahuan penulis khususnya dalam bidang
pendistribusian produk dari perusahaan sampai ke distributor.
2. Menerapkan teori yang telah didapat selama di bangku perkuliahan
dengan praktek di lapangan.
Bagi Universitas :
1. Memberikan Informasi mengenai metode Distribution Requirement
Planning (DRP).
2. Menambah koleksi perpustakaan Universitas Pembangunan Nasional
“Veteran” Surabaya.
Bagi Perusahaan :
Penelitian ini diharapkan dapat memberikan masukan atau informasi bagi
perusahaan dengan harapan dapat digunakan sebagai referensi mengenai sistem
penjadwalan distribusi produk.
1.7 Sistematika Penulisan
Agar lebih mudah dalam memahami Tugas Akhir (skripsi) ini, maka
berikut disajikan sistem penulisan yang akan dibahas pada bagian selanjutnya.
BAB I PENDAHULUAN
Berisi gambaran umum masalah yang terdiri dari Latar Belakang,
Perumusan Masalah, Batasan Masalah, Asumsi, Tujuan Penelitian,
BAB II TINJAUAN PUSTAKA
Berisi tentang landasan teori yang menjadi referensi atau acuan
yang akan digunakan untuk melakukan pembahasan dan analisa
masalah nantinya, yang mana lanadasan teori ini berisi teori-teori
tentang suatu metode peramalan, pandangan umum tentang
persediaan, tinjauan umum metode Distribution Requirement
Planning, juga mencakup konsep, dan kegunaan distribusi tersebut
pada proses distribusi produk.
BAB III METODE PENELITIAN
Mencakup lokasi pencarian data, metode pengumpulan data dan
pengolahan data.
BAB IV HASIL DAN PEMBAHASAN
Berisi hasil dan pembahasan data yang didasarkan atas teori yang
telah diuraikan di atas dengan menggunakan data-data yang telah
didapat selama penelitian.
BAB V KESIMPULAN DAN SARAN
Berisi kesimpulan dari hasil pembahasan dan analisa data yang
telah dikerjakan dan saran yang dianjurkan untuk pertimbangan
perusahaan di masa yang akan datang.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Distribusi Persediaan
Distribusi adalah bagian yang bertangung jawab terhadap perencanaan,
pelaksanaan, dan pengendaliaan aliran material dari produsen ke konsumen dengan
suatu keuntungan. Pergerakan / aliran material ini terdiri dari pasokan yang
merupakan pergerakkan dan penyimpanan bahan mentah dari pemasok ke pabrikan,
dan distribusi yang mempunyai pergerakkan barang jadi dari pabrik ke pelanggan.
Untuk lebih jelasnya dapat dilihat pada gambar sebagai berikut :
Gambar 2.1 Sistem Logistik
(Sumber : “Pengendalian Persediaan Suatu Pendekatan Kuantitatif”,Biegel, J.E, 1992)
Sedangkan persediaan merupakan semua barang dan bahan yang dipakai
dalam proses produksi dan distribusi perusahaan.
Jadi distribusi persediaan adalah suatu aktifitas perencanaan, pelaksanaan dan
pengendalian proses produksi dan distribusi perusahaan dari produsen hingga sampai
ke konsumen untuk memperoleh suatu keuntungan.
Distribusi sangatlah penting, sebab pada umumnya pemasok pabrikan, dan
pelanggan yang potensial tersebar luas secara geografis dengan meluasnya pasar,
atau biaya produksi akan berkurang, sehingga akan meningkatkan keuntungan
perusahaan untuk mendukung hal tersebut dibutuhkan sistem distribusi yang baik.
Ada beberapa faktor yang mempengaruhi distribusi adalah saluran distribusi,
jenis pasar yang akan dilayani, karakteristik produk, jenis transportasi yang
digunakan.
2.1.1 Timbulnya Persediaan
Sebab-sebab diperlukannya persediaan dalam suatu sistem, baik sistem
manufaktur maupun non manufaktur dapat diklasifikasikan ke dalam lima alasan
antara lain :
1. Faktor Waktu
Bila jangka waktu pengiriman bahan relatif lama. Dalam suatu proses
produksi, pengiriman material dari supplier, pemeriksaan bahan baku, pembuat
produk dan pengiriman ke konsumen melalui persediaan perusahaan dapat
mengurangi rentang waktu dalam pemenuhan demand. 2. Faktor Ketidakseimbangan
Seringkali jumlah yang dibeli lebih besar dari pada yang dibutuhkan.
Kerena membeli dalam jumlah yang besar pada umunya lebih ekonomis/murah,
sehingga sebagian bahan/barang yang belum digunakan disimpan sebagai
persediaan.
3. Faktor yang tidak pasti
Persediaan menjadikan perusahaan memiliki “rasa aman” terhadap
dalam perkiraan, pengiriman yang tertunda, kerusakan mesin dan kondisi alam
yang tidak pasti, maka pemenuhan kebutuhan bahan baku dapat dilakukan dengan
menggunakan persediaan yang telah ada.
4. Faktor ekonomi
Faktor ini dapat memberikan alternatif pengurangan biaya karena adanya
persediaan, perusahaan dapat membeli bahan baku ataupun berproduksi pada
tingkat yang menguntungkan. Pembelian bahan baku pada tingkat tertentu dapat
menghasilkan discount. Persediaan juga mampu untuk menstabilkan kebutuhan
mesin maupun manusia di suatu proses produksi.
5. Faktor keuntungan
Keinginan melakukan spekulasi untuk mendapatkan keuntungan besar dari
kenaikan harga barang di masa mendatang.
(“Pengendalian Persediaan Suatu Pendekatan Kuantitatif”,Biegel, J.E, 1992)
2.1.2 Fungsi Persediaan
Persediaan mempunyai beberapa fungsi dalam memenuhi kebutuhan,
diantaranya adalah sebagai berikut (Sofyan Assauri, 1993, hal. 219) :
1. Menghilangkan resiko keterlambatan datangnya barang atau bahan-bahan yang
dibutuhkan perusahaan.
2. Menghilangkan resiko dari material yang dipesan tidak baik sehingga harus
dikembalikan.
3. Untuk menumpuk bahan-bahan yang dihasilkan secara musiman sehingga dapat
4. Mempertahankan stabilitas operasi perusahaan atau menjamin kelancaran arus
produksi.
5. Mencapai penggunaan mesin yang optimal.
6. Memberikan pelayanan (service) kepada langganan dengan sebaik-baiknya, dimana keinginan langanan pada suatu waktu dapat dipenuhi atau memberikan
jaminan tetap tersedianya barang jadi tersebut.
7. Membuat pengadaan atau produksi tidak perlu sesuai dengan penggunaan atau
penjualannya.
2.1.3 Jenis Persediaan
Persediaan dapat dibedakan dalam lima jenis, yaitu:
a. Persediaan bahan baku (raw materials stock) yaitu persediaan dari barang-barang yang digunakan dalam proses produksi, dimana barang tersebut diperoleh dari
sumber-sumber alam atau dibeli dari supplier yang menghasilkan bahan baku bagi perusahaan yang menggunakannya.
b. Persediaan barang setengah jadi atau barang dalam proses (work in process) yaitu persediaan barang-barang yang keluar dari tiap proses yang kemudian diproses
kembali menjadi barang jadi.
c. Persediaan barang-barang pembantu atau perlengkapan (supplier stock) yaitu persediaan barang-barang yang diperlukan dalam proses produksi untuk
membantu menghasilkan produk tetapi tidak merupakan bagian komponen dari
d. Persediaan komponen produk (components stock) yaitu persediaan barang-barang yang terdiri dari komponen-komponen diterima dari perusahaan lain, yang dapat
secara langsung di-assembling dengan komponen lain, tanpa melalui proses produksi sebelumnya
e. Persediaan barang jadi (finished good stock) yaitu persediaan barang-barang yang telah selesai diproses dan siap untuk dijual kepada pelanggan atau perusahaan
lain.
(“Manajemen Persediaan”,Yamit, Z., 2005)
2.1.4 Biaya-biaya Dalam Sistem Persediaan
Tujuan dari adanya pengaturan persediaan adalah untuk menentukan bahan
baku dan barang jadi pada jumlah yang tepat, waktu yang tepat, dan biaya rendah,
untuk itu ada empat parameter yang perlu diperhatikan :
1. Biaya Pembelian (purchasing cost)
Biaya pembelian adalah biaya yang keluarkan untuk membeli barang.
Besarnya biaya pembelian ini tergantung pada jumlah barang yang dibeli dan
harga satuan.
Biaya pembelian manjadi faktor penting ketika harga yang tergantung pada
ukuran pembelian. Situasi ini akan diistilahkan sebagai quantity discount atau price break, dimana harga barang perunit akan turun bila jumlah barang yang dibeli meningkat. Dalam kebanyakan teori persediaan, komponen biaya
pembelian ini tidak dimasukkan kedalam total biaya sistem persediaan karena
yang dibeli sehingga komponen biaya pembelian untuk periode waktu tertentu
(misalnya 1tahun) konstan akan hal ini tidak akan mempengaruhi jawaban
optimal tentang berapa banyak barang yang harus disimpan.
2. Biaya Pengadaan (procurement cost)
Biaya pengadaan dibedakan atas dua jenis sesuai asal usul barang, yaitu biaya
pemesanan (Ordering Cost) bila barang yang diperlukan diperlukan diperoleh dari pihak luar (Supplier) dan biaya pembuatan (Setup Cost) bila barang diperoleh dengan memproduksi sendiri.
3. Biaya Pemesanan (ordering cost)
Biaya pemesanan adalah semua pengeluaran yang timbul untuk
mendatangkan barang dari luar. Biaya ini meliputi biaya menentukan pemasok
(Supplier), pengetikan pesanan, pengiriman pesanan, biaya pengangkutan, biaya pengiriman dan seterusnya. Biaya ini di asumsikan konstan untuk setiap kali
pesan.
4. Biaya Penyimpanan (holding cost/carrying cost)
Biaya penyimpanan yaitu semua pengeluaran yang timbul akibat menyimpan
barang atau biaya yang diperlukan untuk mengadakan dan memelihara
persediaan. Biaya penyimpanan terdiri dari :
2.1.5 Sistem Persediaan Demand Independent : Model Deterministik
Dalam sistem persediaan demand independent model deterministik terdiri dari sistem economic order quantity (EOQ) single item dan economic order quantity (EOQ) multi item.
2.1.5.1 Sistem Economic Order Quantity (EOQ) Single Item
Ukuran dari sebuah order yang meminimumkan total biaya persediaan dikenai sebagai Economic Order Quantity(EOQ). Model persediaan klasik dari EOQ dapat dilihat pada gambar 2.1., dimana Q adalah ukuran order.
(Richard J. Tersine, 1994, 4 th, hal 93).
Gambar 2.2 Model Persediaan Klasik Dimana :
Q = Ukuran lot
Q/2 = Rata - rata persediaan
Model persedian yang paling sederhana ini memakai asumsi-asumsi
sebagai berikut:
1. Hanya satu item produk yang diperhitungkan.
2. Kebutuhan (permintaan) setiap periode diketahui.
3. Produk yang dipesan diasumsikan dapat segera tersedia.
4. LeadTime bersifat konstan.
5. Setiap pesanan diterima dalam sekali pengiriman dan langsung dapat
digunakan.
6. Tidak ada pesanan ulang (back order) karena kehabisan persediaan (strorage).
7. Tidak ada quantity discount.
Dengan tidak mengijinkan stock out, total biaya persediaan digambarkan pada Gambar 2.2. dan formulasinya adalah:
Untuk mendapatkan ukuran lot dengan biaya minimum (EOQ), diturunkan total biaya annual terhadap ukuran lot (Q) dan semakin mendekati hasil nol.
0
Sehingga didapat formulasi EOQ
PF 2CR H
2CR
Q*
Setelah EOQ diketahui, dapat ditentukan ekspektasi jumlah order m :
2C
Rata-rata tenggang waktu antar order T, formulasinya :
HR
Titik pemesanan kembali (reorder point) didapatkan dengan menentukan demand yang akan terjadi selama priode Lead Time. Jika Lead Time L dinyatakan dalam bulan, formulasi titik order :
12 RL B
Jika Lead Time dinyatakan dalam minggu, formulasinya :
52 RL B
Total biaya minimum didapatkan dengan mensubsitusikan nilai Qo pada Q
dalam pemesanan total biaya mannual :
Q* PR HQ*Richard J. Tersine, 1994, 4 th, Prentice hal 94.
Gambar 2.3 Kurva Total Cost Minimum
2.1.5.2 Economic Order Quantity (EOQ) Multi Item
Model ini merupakan model EOQ untuk pembelian bersama (Joint Purchase) beberapa jenis item, dimana asumsi-asumsi yang dapat dipakai adalah :
a. Tingkat permintaan untuk setiap jenis item bersifat konstan dan diketahui
dengan pasti, lead time juga diketahui dengan pasti. Oleh karena itu, tidak ada
stock out maupun biaya stock out.
b. Lead timenya sama untuk semua item, dimana semua item yang dipesan akan datang pada satu titik waktu yang sama untuk setiap siklus.
c. Holding cost, harga per-unit (unit cost) dan ordering untuk setiap item diketahui.
ki = Biaya pemesanan tambahan karena adanya penambahan item-i
kedalam pesanan
d1 = Biaya selama periode tertentu untuk item-i
D = Biaya yang diperlukan selama periode tertentu untuk semua itu
QRpi = EOQ untuk ukuran lot terpadu dalam "nilai" rupiahQ*Rp = EOQ optimal untuk ukuran lot terpadu dalam "nilai" rupiah Total holdingcost dapat diformulasikan :
Nilai EOQ optimal dapat dirumuskan :
EOQ untuk masing-masing item dalam unit dirumuskan:
i
D Rp * Q f 1 * T
Sumber : (Nasution, A. H., 2004, Hal 235-236)
2.1.6 Sistem Produksi Tipe Batch
Dalam sistem produksi tipe batch terdiri dari Economic Production Quantity
(EPQ) Single Item dan Economic Production Quantity (EPQ) Multiple Item.
2.1.6.1 Economic Production Quantity (EPQ) Single Item
Dalam sistem EPQ prosedur yang digunakan hampir sama dengan EOQ
dengan pengecualian bahwa biaya pemesanan digantikan biaya set-up. Yang
dimaksud dengan biaya set-up adalah biaya yang diperlukan untuk mempersiapkan
equipment atau stasiun kerja untuk melaksanakan pekerjaan tersebut.
EPQ dalam pemakaian terjadi pada perusahaan yang pengadaan bahan baku
atau komponennya dibuat sendiri oleh perusahaan. Karena pengadaannya dibuat
sendiri, maka instaneousy seperti model EOQ tidak berlaku. Dalam hal ini, tingkat
produksi perusahaan untuk membuat bahan baku (komponen) diasumsikan lebih
besar daripada tingkat pemakaiannya. Tujuan dari model EPQ ini adalah menentukan
berapa jumlah bahan baku (komponen) yang diproduksi, sehingga meminimasi biaya
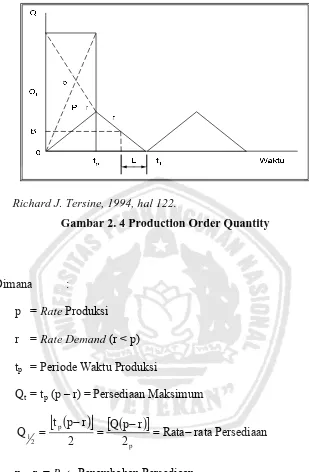
Richard J. Tersine, 1994, hal 122.
Gambar 2. 4 Production Order Quantity
Dimana :
R = Permintaan Tahunan dalam unit
P = Biaya Produksi per Unit
Q = EconomicProduction Quantity (EPQ)
C = Biaya set – up setiap running produksi
H = Biaya Simpan per unit per tahun
Dengan menurunkan total biaya annual terhadap order produksi (EPQ) dan
menyamakan dengan nol diperoleh :
Didapatkan formulasi EconomicProductionQuantity :
p r
Bila terdapat N hari kerja dalam setahun maka :
p
Titik reorder produksi
rL N RL
B
Dimana :
R = RateDemand Harian
Formulasi total biaya annual minimum :
Sumber : (Richard J. Tersine, 1994, , hal 121).
2.1.6.2 Economic Production Quantity (EPQ) Multiple Item
Proses produksi intermitten umumnya memakai mesin dan peralatan yang sama
untuk beberapa item, sering produksi dilakukan secara reguler untuk tiap-tiap item
penentuan persediaan maksimum yang diinginkan. Dengan tidak menginginkan
terjadi stock out.
Dengan jumlah batch yang telah ditentukan dengan tidak mengijinkan
terjadinya stock out.
Total biaya :
Total Biaya Annual = Biaya Produksi + Biaya Setup + Biaya Simpan
Ketika n = 1 maka formulasi akan berubah menjadi EPQ Single Item dengan
Q R
m . Untuk memperolah biaya minimun dari tiap run produksi maka
Diturunkan terhadap n sama dengan nol :
Memecahkan persamaan untuk m, diperolah jumlah optimum dari run per tahun :
Ukuran tiap running produksi untuk produk ke i :
* m
R
Q i
i
Penggantian nilai m pada total biaya annual menjadi m*, diperolah total biaya
minimum :
Sumbeer : (Richard J. Tersine, 1994, hal 127).
2.2 Distribution Requirement Planning
Istilah DRP memiliki dua pengertian yang berbeda, yaitu : distribution
requirement planning dan distribution resource planning.
Distribution Requirement Planning adalah berfungsi menentukan kebutuhan-kebutuhan untuk mengisi kembali inventori pada distribution center. Sedangkan
Distribution Resource Planning merupakan perluasan dari distribution requirement
planning yang mencakup lebih dari sekadar sistem perencanaan dan pengendalian
pengisian kembali inventori, tetapi ditambah dengan perencanaan dan pengendalian
tenaga kerja, uang, fasilitas transportasi dan warehousing. Termasuk di sini adalah
keterkaitan dari replenishment system ke financial system dan penggunaan simulasi
sebagai alat untuk meningkatkan performansi sistem. (Gasperz, Vincent, 2004, hal
300-301)
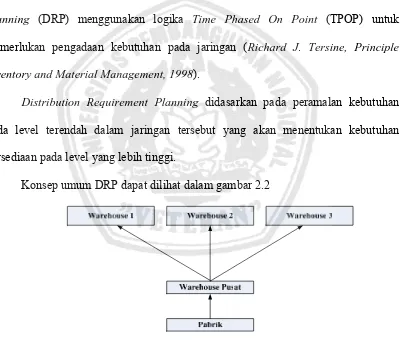
Distribution Requirement planning merupakan aplikasi dari angka logika
Material Requirement Planning (MRP). Persediaan Bill of Material (BOM) pada
MRP diganti dengan Bill of Distribution (BOD) pada Distribution Requirement
Planning (DRP) menggunakan logika Time Phased On Point (TPOP) untuk
memerlukan pengadaan kebutuhan pada jaringan (Richard J. Tersine, Principle
Inventory and Material Management, 1998).
Distribution Requirement Planning didasarkan pada peramalan kebutuhan
pada level terendah dalam jaringan tersebut yang akan menentukan kebutuhan
persediaan pada level yang lebih tinggi.
Konsep umum DRP dapat dilihat dalam gambar 2.2
Gambar 2.5Distribution Requirement Planning
Persamaan : 1. Menggunakan cara perhitungan matematis yang sama. 2. Mempunyai matriks komponen perhitungan yang sama. 3. Membedakan Independent demand dan dependent demand.
4. Metode berlaku untuk dependent demand.
5. Keduannya menggunakan cara pemesanan berdasarkan rentang waktu.
Tabel 2.1. Persamaan MRP dan DRP
MRP DRP
Untuk kegiatan manufakturing. Untuk kegiatan distribusi. Menghitung kebutuhan tiap
komponen.
Menghitung kebutuhan barang untuk tiap pusat distribusi.
Cocok untuk pabrik jenis rakitan. Cocok untuk sistem distribusi bertingkat.
Biasanya untuk bahan baku/ penolong.
Biasanya untuk barang jadi/ komoditas.
MRP adalah proses dari atas, yaitu
dari Master Production Schedule
ke kebutuhan tiap komponen.
DRP adalah proses dari bawah, yaitu dari kebutuhan Retail ke Distritibution Center dan Warehouse Center.
Perbedaan :
Semua kebutuhan komponen bersifat dependent.
Kebutuhan Retail bersifat
Independent, sedangkan kebutuhan DC dan WC bersifat
Dependent.
(Indrajit, Eko & Djokopranoto, Richardus, (2003), Grasindo- Jakarta. hal 249)
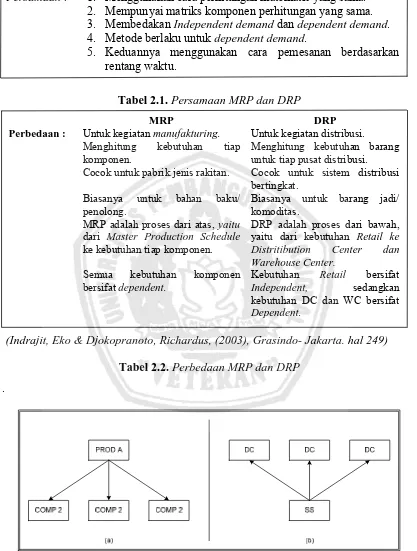
Tabel 2.2. Perbedaan MRP dan DRP .
(James H. Green, PhD, 2nd , Mc. Grow-Hill, Inc., 1987, hal. 222).
Pada gambar 2.6 diperlihatkan perbedaan struktur dari MRP dan DRP. Pada
gambar (a) terlihat struktur produk (BOM) yaitu produk terdiri dari 3 komponen.
Untuk MRP, langkah awalnya adalah melakukan perencanaan (JIP) untuk kemudian
tiap-tiap komponen dapat dijadwalkan kebutunannya.
Sedangkan pada gambar (b) merupakan struktur distribusi (BOD) terlihat 1
sumber penawaran (SS) terdiri dari 3 pusat distribusi (DC). Pada DRP, langkah
awalnya adalah membuat perencanaan permintaan dari masing-masing pusat
distribusi untuk kemudian sumber penawaran melakukan eksekusi berupa pemenuhan
kebutuhan tiap-tipa pusat distribusi.
Distribution Requirement Planning didasarkan pada peramalan kebutuhan pada
level terendah dalam jaringan tersebut yang akan menentukan kebutuhan persediaan
pada level yang lebih tinggi.
Pengolahan data dengan metode DRP dimulai dengan perhitungan Safety Stock
(SS) untuk mengetahui batasan inventory agar tidak terjadi stock out. Kemudian
dilakukan perhitungan Economic Order Quantity (EOQ) untuk mengetahui berapa
jumlah produk yang harus disediakan baik oleh masing – masing warehouse.
Formulasi Safety Stock adalah :
L . D -B S
Reorder Point:
L Z DL B
Dimana :
B = Titik reorder
D = Rata - rata demand
L = Lead time
Zα = Standard deviasi permintaan
EOQ ditentukan dengan melihat dengan melihat demand bulanan tiap item pada
masing-masing distributor.
Nilai EOQ dirumuskan :
H C Rm 2
EOQ
Rm = Rata – rata permintaan tiap bulan (unit)
=
12
D
C = Biaya Pengiriman (Rp./kirim)
H = Biaya Penyimpanan (Rp./unit/bulan)
2.2.1. Konsep Distribution Requirement Planning
Distribution Requirement Planning adalah suatu metode untuk menangani
pengadaan persediaan dalam suatu jaringan distribusi multi eselon. Metode ini
menggunakan demand independent, dimana dilakukan peramalan untuk memenuhi
struktur pengadaannya. Berapapun banyaknya level yang ada dalam jaringan
distribusi, semoga merupakan variabel yang dependent level yang langsung
Distribution Requirement Planning lebih menekankan pada aktivitas
penjadwalan daripada aktivitas pemesanan. DRP mengantisipasi kebutuhan
mendatang dengan perencanaan pada setiap level pada jaringan distribusi. Metode ini
dapat memprediksi masalah sebelum masalah-masalah tersebut terjadi memberikan
titik pandang terhadap jaringan distribusi.
Distribution Requirement Planning tiap Warehouse dan item ditabulasikan
sebagai berikut :
X Distribution Center
On Hand Balance : Lead Time : Safety Stock : Order Quantity :
Period Past
Due 1 2 3 4 5 6 7 8
Gross Requirement Schedule Receipts Projected On Hand Net Requirements Planned Order Receipts Planned Order Release (Richard J. Tersine, 1994, 4 th, hal 93).
Tabel 2.3 Hasil Analisa Perhitungan DRP untuk tiap Warehouse
Langkah - langkah dasar DRP adalah sebagai berikut
1. Gross Requirement merupakan permintaan tiap bulan.
2. Scheduled Reciepts, dikenal juga dengan jadwal penerimaan adalah
3. Di hitung Projected On Hand pada periode tersebut:
Projected On Hand = (Projected On Hand Periode sebelumnya + Schedule
4. Net Requirement mengidentifikasikan kapan level persediaan (Scheduled Receipt
- Projected On Hand Periode sebelumnya) dipenuhi oleh Gross Requirement.
Untuk sebuah periode :
Net Requirement = (Gross Requirement + Safety Stock) – (Schedule Receipt +
Projected On Hand Periode sebelumnya).
5. Planned Order Receipt ukuran rencana penerimaan dalam suatu periode pada
saat dibutuhkan. Diisikan pada periode yang sama dengan Net Requiremen tetapi
ukurannya disesuaikan dengan ukuran lot.
6. Ditentukan hari dimana harus melakukan pemesanan tersebut (Planned
Order Release) dengan mengurangkan hari terjadwalnya Planned Order Receipt
dengan Lead Time.
(Richard J. Tersine, 1994, hal 348)
2.2.2. Fungsi Distribution Requirement Planning
Distribusi Requirement Planning sangat berperan baik untuk sistem distribusi.
Dengan kebutuhannya persediaan time phasing pada tiap level jaringan distribusi.
DRP Sistem Distribution Requirement Planning bekerja berdasarkan penjadwalan
yang telah dibuat untuk permintaan di masa yang akan datang sehingga mampu
mengantisipasi perencanaan masa depan dengan perencanaan yang lebih dini pada
setiap level distribusi. Untuk organisasi manufaktur, yang memproduksi untuk
memenuhi persediaan serta untuk dijual melalui jaringan distribusinya sendiri.
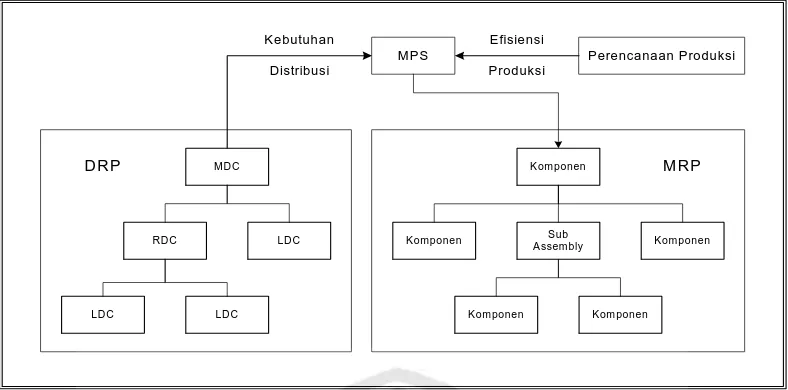
Performansi dapat ditingkatkan dengan mengintegrasikan sistem MRP dan DRP
(Richard J. Tersine, Fourth, Elsevler Science Publishing Co., Inc., hal. 465)
Gambar 2.7 Integrasi Distribusi dan Manufaktur.
Kedua sistem tersebut digabungkan melalui Master Distribution Schedulle
(MDS). Dimana DRP akan menyatukan jumlah permintaan yang harus dipenuhi
berdasarkan ramalan, yang akan dijadikan sebagai input untuk MDS. Dan selanjutnya
proyeksi kebutuhan produk jadi dari Master Production Schedulle (MPS) menjadi
input bagi MRP, yang akan menghitung kebutuhan komponen dan sub assembly yang
harus dipenuhi seperti yang ditunjukkan pada gambar 2.10.
Keterangan :
MPS = Master Production Schedulle
MDC = Master Distribution Center
RDC = Regional Distribution Center
LDC = Lower Distribution Center
Perencanaan horizon Distribution Requirement Planning seharusnya
sekurang-kurangnya sama dengan lead time kumulatif. Penjadwalan ulang dan
LDC LDC RDC LDC
M D C
Kom ponen Kom ponen Kom ponen Sub
Assem bly Kom ponen Kom ponen
DRP M RP
M PS Perencanaan Produksi
Efisiensi
Produksi Kebutuhan
jaringan dilakukan secara periodik, biasanya sekurang-kurangnya sekali seminggu.
Menurut Green 1987, keuntungan yang didapat dari penerapan metode DRP adalah :
1. Dapat dikenali saling ketergantungan persediaan distribusi dan
manufaktur.
2. Sebuah jaringan distribusi yang lengkap dapat disusun, yang memberikan
gambaran yang jelas dari atas maupun dari bawah jaringan.
3. DRP menyusun kerangka kerja untuk pengendalian logistik total dari
distribusi ke manufaktur untuk pembelian.
4. DRP menyediakan masukan untuk perencanaan penjadwalan distrbusi dari
sumbcr penawaran ke titik distribusi.
2.3 Penentuan Ukuran Lot dan Stock Pengaman
Penentuan ukuran lot dalam distribusi dipengaruhi oleh beberapa faktor
seperti frekuensi pengiriman, EOQ, ukuran kapasitas konsumen serta jumlah total
yang dibutuhkan.
Teknik-teknik penentuan ukuran lot diantaranya sebagai berikut :
1. EOQ
2. Lot For Lot (LFL)
3. Fixed Order Interval (FOI)
4. Periode Order Quantity (POQ)
5. Least Unit Cost
6. Least Total Cost
8. Wagner Within Algoritma
9. Fixed Periode Requirement
Beberapa faktor yang menentukan ukuran lot yaitu : (Indrajit, Eko &
Djokopranoto, Richardus, (2003), Grasindo- Jakarta. hal 246)
1. Ketentuan pemasok
2. Perhitungan ekonomis (EOQ)
3. Frekuensi pengiriman
4. Ukuran kontainer pengiriman
5. Total ukuran berat (tonase) atau volume (m3)
Dalam hal persediaan pengaman, perlu diperhatikan bahwa pengadaan
persediaan pengaman ini berbeda antara sistem distribusi satu tingkat atau tunggal
dengan sistem distribusi multitingkat. Dalam distribusi multitingkat, harus dihindari
adanya duplikasi penimbunan persediaan pengaman.
Ukuran lot tidak didasarkan pada minimum biaya penyimpanan dan biaya
pemesanan, bila biaya penyimpanan tidak diidentifikasikan baik secara marginal
ataupun incremental.
Kebutuhan stock pengaman dalam suatu sistem multi eselon berbeda untuk
tiap-tiap lokasi. Secara umum stock pengaman tidak dapat diasumsikan untuk semua
eselon, namun disentralisasikan untuk masing-masing eselon. Bila item tersebut
berharga mahal dengan demand yang relative murah, entralisasi stock pengaman
merupakan alternatif terbaik, sebaliknya bila item tersebut berharga atau mempunyai
biaya yang cukup rendah demand yang cukup tinggi, maka, alternatif terbaik adalah
Formulasi stock pengaman adalah
S = B DL
Dimana :
S : Stock Pengaman
B : Titik Reorder
D : Rata-rata Demand Harian
L : Lead Time
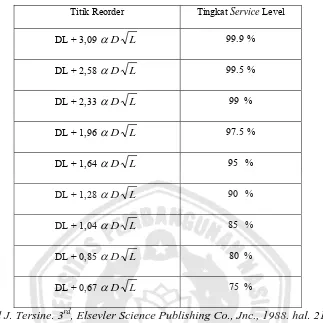
Penentuan titik reorder (B) yang digunakan untuk menentukan stock
pengaman tidak dapat digunakan teknik atau cara yang biasa dipakai, serta
mempertimbangkan tingkat servive level yang diinginkan. Formulasinya berdasarkan
tingkat service level yang digunakan.
Service level 95 %, artinya bahwa probabilitas 95 % dari permintaan tersebut
tidak akan melebihi dari permintaan selama periode masa tenggang. Dengan kata lain,
permintaan akan terpenuhi dalam 95%.
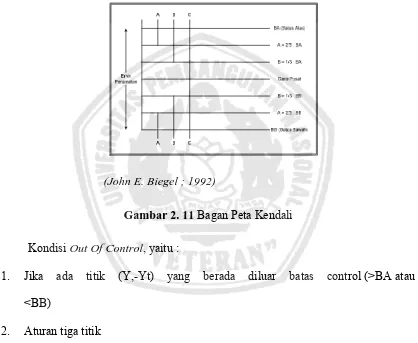
Resiko kehilangan biaya berkaitan erat dengan tingkat pelayanan. Tingkat
pelayanan sebesar 95% menunjukkan bahwa resiko kehabisan persediaan sebesar 5
%.
Tingkat Pelayanan = 100% - resiko kehabisan stock
Titik Reorder Tingkat Service Level
DL + 3,09 D L 99.9 %
DL + 2,58 D L 99.5 %
DL + 2,33 D L 99 %
DL + 1,96 D L 97.5 %
DL + 1,64 D L 95 %
DL + 1,28 D L 90 %
DL + 1,04 D L 85 %
DL + 0,85 D L 80 %
DL + 0,67 D L 75 %
(Richard J. Tersine. 3rd, Elsevler Science Publishing Co., Jnc., 1988. hal. 214) Tabel 2.4 Formulasi titik reorder berdasarkan Distribusi Normal Standart
Tabel di atas menunjukkan hubungan antara tingkat pelayanan dengan reorder
point. Misal kita menggunakan tingkat pelayanan 95 %, maka untuk menghitung
safety stock kita menggunakan rumus reorder point DL1,64D L, dan begitu
seterusnya.
Perhitungan untuk mencari persediaan pengaman dapat dengan menggunakan
deviasi standar, atau dapat langsung dengan menggunakan MAD. Perlu dicatat bahwa
perhitungan persediaan pengaman dengan menggunakan rumus standar deviasi ada
kekurangan, yaitu perhitungan standar deviasi menyangkut perhitungan perkalian,
pangkat, akar, dan cukup rumit. Untuk lebih mempermudah dalam perhitungan dapat
Persediaan Pengaman = MAD X Faktor Pengaman Keterangan :
- MAD = pemakain barang selama waktu pemesan.
- Faktor Pengaman = faktor keaman yang dihitung untuk MAD, yang
besarnya tergantung dari tingkat layanan.
Contoh perhitungan berikut ini akan lebih menjelaskan penggunaan rumus
tersebut. Berapa besarnya persediaan pengaman yang paling optimal apabila
ditetapkan bahwa tingkat layanan yang dikehendaki adalah 95% dan diketahui bahwa
jumlah pemakaian selama tiga puluh (30) kali waktu pemesanan, sebagai berikut :
26 5 20 13 18 13
Sehingga, Deviasi Standar = 5.20 X 1.25 = 6.50 satuan
Jadi, Persediaan Pengaman = 5.20 X 2.06 = 10.7 = 11 satuan
2.3.6. Reorder Point System (ROP)
Dalam sistem ROP setiap pusat distribusi pada tingkat lebih rendah
meramalkan permintaan untuk produk guna melayani pelangganya, kemudian
kuantitas dalam stock pada pusat distribusi pada tingkat lebih rendah (branch
warehouse) mencapai ROP.
Sistem tarik dengan ROP menimbulkan Cascading effect, yaitu ; input ke
setiap tingkat adalah output dari tingkat atau tahap sebelumnya, sehingga
menyebabkan saling ketergantungan di antara tingkat-tingkat dalam sistem distribusi.
Pada dasarnya metode ROP merupakan suatu teknik pengisian kembali
inventori apabila total stock on-hand plus on-order jatuh atau berada dibawah titik
pemesanan kembali (reorder point = ROP). ROP merupakan metode inventori yang
menempatkan suatu pesanan untuk lot tertentu apabila kuantitas on-hand berkurang
sampai tingkat yang ditentukan terlebih dahulu yang dikenal sebagai titik pemesanan
kembali (ROP). ROP dihitung berdasarkan formula :
ROP = DLT + SS
ROP = Titik Pemesanan Kembali (Reorder Point)
DLT = Permintaan Selama Waktu Tunggu (Demand During Lead Time)
SS = Stock Pengaman (Safety Stock)
Terdapat 4 (empat) factor yang menentukan ROP, yaitu :
1. Tingkat permintaan.
2. Waktu tunggu.
3. Ketidakpastian dalam tingkat permintaan dan waktu tunggu pengisian
kembali.
4. Kebijaksanaan manajemen berkaitan dengan tingkat pelayanan pelanggan
yang dapat diterima.
2.4 Peramalan
Peramalan adalah proses untuk memperkirakan berapa kebutuhan di
masa akan datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu,
dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang ataupun jasa.
Dalam kondisi pasar bebas, permintaan pasar lebih bersifat kompleks dan dinamis
karena permintaan tersebut tergantung dari keadaan sosial, ekonomi, politik, aspek
teknologi, produk pesaing, dan produk subtitusi. (Nasution, A. H., 2004, Hal
235-236).
Sasaran peramalan dapat di kategorikan berdasar jangka waktunya ke dalam
sasaran jangka panjang, jangka menengah, jangka pendek, dan segera. (baroto,teguh,
2002, Hal 22).
Peramalan biasanya diklasifikasikan berdasarkan horison waktu masa depan
yang dicakupnya. Horizon waktu terbagi atas beberapa kategori :
a) Peramalan jangka pendek.
Permalan ini mencakup jangka waktu hingga 1 tahun tetapi, umumnya kurang
dari 3 bulan. Peramalan ini digunakan untuk merencanakan pembelian,
penjadwalan kerja, jumlah tenaga kerja, penugsan kerja, dan tingkat produksi.
b) Peramalan jangka menengah.
Peramalan jangka menengah atau Intermediate, umumnya mencakup hitungan
perencanaan dan anggaran produksi, anggaran kas, dan menganalisis
bermacam-macam rencana operasi.
c) Peramalan jangka panjang.
Umumnya untuk perencanaan masa 3 tahun atau lebih. Peramalan jangka
panjang digunakan untuk merencanakan produk baru, pembelanjaan modal,
lokasi atau pengembangan fasilitas, serta penelitian dan pengembangan
(Litbang).
Terdapat dua jenis model peramalan yang utama, yaitu: model deret berkala
(time series) dan model regresi (kausal). Pada jenis pertama, pendugaan masa depan
dilakukan berdasarkan nilai masa lalu dari suatu variabel atau kesalahan masa lalu.
Tujuan metode peramalan deret berkala seperti itu adalah dengan menemukan pola
dalam deret historis dan mengekstrapolasikan pola tersebut ke masa depan.
Model kausal di pihak lain mengasumsikan bahwa faktor yang diramalkan
menunjukkan suatu hubungan sebab-akibat dengan satu atau lebih variabel bebas.
Langkah penting dalam memilih suatu metode deret berkala (time series) yang tepat
adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat
dengan pola tersebut dapat diuji. Pola data dapat dibedakan menjadi empat jenis
(Spyros M, Steven C, Victor E,1995, hal. 10 ) :
1. Pola Horizontal (H)
Terjadi bilamana nilai data berfluktuasi di sekitar nilai rata-rata yang konstan.
Deret seperti itu adalah “stasioner” terhadap nilai rata-ratanya. Suatu produk yang
penjualannya tidak meningkat atau menurun selama waktu tertentu termasuk
(Spyros M, Steven C, Victor E,1995, hal. 10 )
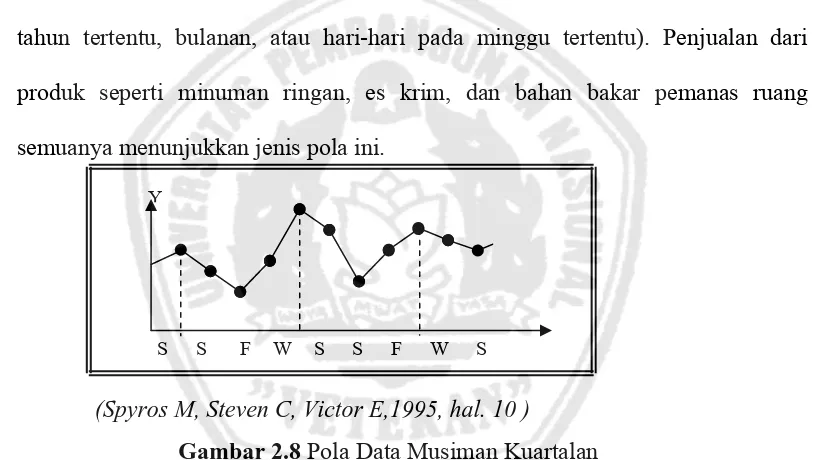
Gambar 2.7. Pola Data Horizontal 2. Pola Musiman (S)
Terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya kuartal
tahun tertentu, bulanan, atau hari-hari pada minggu tertentu). Penjualan dari
produk seperti minuman ringan, es krim, dan bahan bakar pemanas ruang
semuanya menunjukkan jenis pola ini.
(Spyros M, Steven C, Victor E,1995, hal. 10 )
Gambar 2.8 Pola Data Musiman Kuartalan 3. Pola Siklis (C)
Terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang
seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil,
baja, dan peralatan utama lainnya menunjukkan jenis pola ini. S S F W S S F W S
Y
wakt Y
1972 73 74 75 76 77 78 79 80 81 waktu Y
(Spyros M, Steven C, Victor E,1995, hal. 10 )
Gambar 2.9. Pola Data Siklus 4. Pola trend (T)
Terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang
dalam data. Penjualan banyak perusahaan, produk bruto nasional (GNP) dan
berbagai indikator bisnis atau ekonomi lainnya mengikuti suatu pola trend selama
perubahannya sepanjang waktu.
(Spyros M, Steven C, Victor E,1995, hal. 10 )
Gambar 2.10. Pola Data Trend
Banyak deret data mencakup kombinasi dari pola-pola di atas. Metode
peramalan yang dapat membedakan setiap pola harus dipakai bila diinginkan adanya
pemisahan komponen pola tersebut. Demikian pula, metode alternatif dapat
mendatang dapat diramalkan.
Metode peramalan kualitatif atau teknologis, di lain pihak, tidak memerlukan
data yang serupa seperti metode peramalan kuantitatif. Input yang dibutuhkan
tergantung pada metode tertentu dan biasanya merupakan hasil dari pemikiran
intuitif, perkiraan (judgment), dan pengetahuan yang telah didapat. Pendekatan
teknologis seringkali memerlukan input dari sejumlah orang yang terlatih secara
khusus. Metode teknologis dibagi menjadi dua bagian, yaitu metode eksploratoris
dan normatif. Metode eksploratoris (seperti Delphi, kurva-S, analogi, dan penelitian
morfologis) dimulai dengan masa lalu dan masa kini sebagai titik awalnya dan
bergerak ke arah masa depan secara heuristik, seringkali dengan melihat semua
kemungkinan yang ada. Metode normatif, seperti matriks keputusan, pohon relevansi
(relevance trees), dan analisa sistem dimulai dengan menetapkan sasaran dan tujuan
yang akan datang, kemudian bekerja mundur untuk melihat apakah hal ini dapat
dicapai, berdasarkan kendala, sumberdaya, dan teknologi yang tersedia.
Ramalan teknologis terutama digunakan untuk memberikan petunjuk, untuk
membantu perencana dan untuk melengkapi ramalan kuantitatif, bukan untuk
memberikan suatu ramalan numerik tertentu. Karena sifat dan biayanya, ramalan
kuantitatif digunakan sangat eksklusif untuk keadaan jangka menengah dan panjang
seperti perumusan strategi, pengembangan produk dan teknologi baru, dan
2.1.1 Prinsip-Prinsip Dalam Menggunakan Peramalan Permintaan
Pengelolaan dan strategi logistik dapat dilakukan secara efektif apabila
dilandasi oleh beberapa prinsip penggunaan peramalan. Prinsip-prinsip ini secara
singkat dapat dijelaskan sebagai berikut. Sebelum hal tersebut di bicarakan lebih
lanjut, perlu disadari bahwa yang sedang dibicarakan adalah mengenai suatu
peramalan, bukan suatu kepastian. Oleh karena itu, perlu di ingat hukum pertama dan
utama dari peramalan, yaitu peramalan dijamin mleset, atas dasar hukum inilah
prinsip-prinsip peramalan di letakkan. (Indrajit, Eko & Djokopranoto, Richardus,
(2003), Grasindo- Jakarta. hal 364-365)
1. Peramalan yang baik pun masih memungkinkan kesalahan yang signifikan.
2. Peramalan memerlukan monitor dan perhitungan perkiraan kesalahan.
3. Ketidakpastian, yang mungkin besar, harus selalu diantisipasi dan diperhitungkan.
4. Semua sistem peramalan selalu didasari oleh model yang bersifat implisit atau
eksplisit.
5. Peramalan sering kali juga didasarkan atas peramalan agregat yang perlu
dipecah-pecah menjadi komponen produk, letak geografis, atau komponen-komponen
lain.
2.1.2 Metode Peramalan
Di dalam perencanaan produksi untuk suatu perusahaan perlu diketahui adanya
unsur utama, yaitu peramalan produksi dan perkiraan produksi. Penyusunan
perencanaan produksi tanpa dilengkapi dengan peramalan dan perkiraan produksi
merupakan suatu metode atau teori pendekatan kemungkinan akan terjadinya suatu
kejadian di masa yang akan datang dengan menganalisa keadaan di waktu-waktu
yang lalu. Penyusunan peramalan yang berdasarkan pada data historis yang ada
seringkali menggunakan trend untuk melaksanakan perhitungan peramalan penjualan
a. Model Peramalan Kualitatif
Peramalan kualitatif umumnya bersifat subyektif, dipengaruhi oleh intuisi,
emosi, pendidikan dan pengalaman seseorang. Oleh karena itu, hasil peramalan dari
satu orang dengan orang yang lain dapat berbeda. Meskipun demikian, peramalan
dengan model kualitatif tidak berarti hanya menggunakan intuisi, tetapi seringkali
mengikutsertakan model-model statistik sebagai bahan masukan dalam judgement
(pendapat, keputusan) dan dapat dilakukan secara perseorangan maupun kelompok.
Dalam peramalan secara kualitatif ada 4 metode yang umum dipakai :
1. Juri Opini Eksekutif
2. Metode Delphi
3. Gabungan Tenaga Penjualan
4. Survey Pasar
c. Model Peramalan Kuantitatif
Peramalan Kuantitatif dapat diterapkan bila terdapat tiga kondisi berikut :
(Spyros M, Steven C, Victor E,1995, hal. 8)
a. Tersedia informasi tentang masa lalu.
b. Informasi tersebut dapat dikuantitatifkan dalam bentuk data numerik.
c. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut di
Model kuantitatif dapat dipergunakan dalam prakiraan, pada dasarnya dapat
dikelompokkan dalam dua jenis, yaitu metode deret berkala (time series) dan metode
regresi atau kausal (Spyros M, Steven C, Victor E, 1995, hal. 9) :
1. Metode Time Series
Merupakan metode dimana pendugaan masa depan dilakukan berdasarkan nilai
masa lalu dari suatu variabel atau kesalahan masa lalu. Tujuan metode peramalan
deret berkala seperti itu adalah dengan menemukan pola dalam deret historis dan
mengekstrapolasikan pola tersebut ke masa depan. Langkah penting dalam
memilih suatu metode time series yang tepat adalah dengan mempertimbangkan
jenis pola data, sehingga metode yang paling tepat dengan pola tersebut dapat
diuji.
2. Metode Kausal
Dengan mengasumsikan bahwa faktor yang diperkirakan/diramalkan
menunjukkan adanya hubungan sebab-akibat dengan satu atau lebih variabel
bebas. Maksud dari model kausal adalah menemukan bentuk hubungan tersebut
dan menggunakannya untuk meramalkan nilai mendatang dari variabel tidak
bebas.
d. Metode Double Moving Average (Moving Average With Trend)
Untuk mengurangi kesalahan sistematis yang terjadi bila rata-rata bergerak
dipakai pada berkecenderungan, maka dikembangkan metode rata-rata bergerak linier
(linier moving averages). Dasar metode ini adalah menghitung rata-rata bergerak
bergerak, dan menurut simbol dituliskan sebagai MA (MxN) dimana artinya adalah
MA M-periode dari MA N-periode.
Jadi prosedur peramalan rata-rata bergerak linier meliputi tiga aspek, yaitu:
1. Penggunaan rata-rata bergerak tunggal pada waktu t (ditulis S’t).
2. Penyesuaian yang merupakan perbedaan antara rata-rata bergerak tunggal dan
ganda pada waktu t (dituiis S’t – S”t).
3. Penyesuaian untuk kecenderungan dari periode t ke periode t+1 (atau
ke periode t+m jika kita ingin meramalkan m periode ke muka)
Penyesuaian ke 2 paling efektif bila trend bersifat linier dan komponen
kesalahan randomnya tidak begitu kuat. Penyesuaian ini efektif karena adanya
kenyataan bahwa MA tunggal tertinggal (lags) di belakang deret data yang
menunjukkan trend.
Secara umum pembahasan tersebut dapat diformulasikan sebagai berikut :
N
(Spyros M, Steven C, Victor E,1995, hal. 8)
- Persamaan (1) mempunyai asumsi bahwa saat ini kita berada pada periode
waktu t dan mempunyai nilai masa lalu sebanyak N.MA (N) tunggal dituliskan
dengan S't.
- Persamaan (2) menganggap bahwa semua rata-rata bergerak tunggal (S') telah
dihitung. Dengan persamaan ini pula kita menghitung rata-rata bergerak N
-periode dari nilai-nilai S' tersebut. Rata-rata bergerak ganda dituliskan sebagai
(S").
- Persamaan (3) mengacu pada penyesuaian Moving Average tunggal (S',),
dengan perbedaan (S',- S").
- Persamaan (4) menentukan taksiran kecenderungan dari periode waktu yang
satu ke periode waktu berikutnya.
- Persamaan (5) menunjukkan bagaimana memperoleh ramalan untuk m periode
ke depan dari t.
e. Metode Pemulusan (Smoothing) Eksponensial Ganda : Metode Dua Parameter dari Holt.
Metode pemulusan eksponensial Ganda dari Holt tidak menggunakan rumus
pemulusan berganda secara langsung, tetapi memuluskan nilai trend dengan
parameter yang berbeda-beda dari parameter yang digunakan pada deret asli.
Parameter pemulusan ekponensial ganda didapat dengan menggunakan 2
konstanta pemulusan (dengan nilai diantara 0 dan 1) dan 3 persamaan :
t 1 t 1
t
t X 1 S b
S
t t 1
t 1t S S 1 b