1 1
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
D r . I r . Gandjar K iswanto, M Eng
•
Pengajar
: Gandjar Kiswanto, Jos Istiyanto
•
Office
: Manufacturing Laboratory, Dept. of Mechanical E ng. UI
•
Telepon
: 7270032 ext. 222
•
E -mail
:
gandjar_kiswanto@ eng.ui.ac.id
•
Referensi
:
Lindberg, R. A., Process and materials of manufacture, Allyn and Bacon, 4thedition, 1990.
Black, S. C., et. al., Principles of engineering manufacture, Arnold, 3rdedition,1996.
Degarmo P. E ., et. al., Materials and Process in Manufacturing, Prentice-Hall, 8thedition, 1997.
Groover M. P., F undamentals of modern manufacturing– materials, processes and system, Jhon-Wiley, 1998.
Schey J. A., Introduction to manufacturing processes, McGraw-Hill, 2nd3 3
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Drawing, Sheet Metal F orming
3.
Proses penyambungan (Joining)
4.
Proses pemesinan konvensional (Conventional Machining)
5.
Optimasi proses pemesinan
6.
Proses pemesinan non-konvensional (Non-Conventional
Machining)
7.
Rekayasa balik (Reverse E ngineering)
8.
Rapidprototyping
Prototype
Final design Verification
Revised design Preliminary design
Process selection, design and planning
Production planning and scheduling
Tool selection and design
5 5
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
M anufactur ing
Pr ocesses
Casting
Forging
Rolling
Extrusion
Forming
Machining
M ater ials
Rapidprototyping
(Material I ncress
Manufacturing)
Joining
•Cast I ron
•Steel
Fer r ous
•
Alumunium
•
Copper
•
Zinc
•
Titanium
•
Magnesium
•
Nickel
N on-Fer r ous
Alloys
Com posites
Cer am i cs
Polym er s
Heat treatment
7 7
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Fer r ous ( Stainless Steel,
Cast I r on, etc)
N on Fer r ous ( Copper ,
Br onze, Alum inium , etc)
W ood
Polym er
Com posite
M ETALLI C
N ON M ETALLI C
•
Physi cal Pr oper ties
•
M echani cal Pr oper ties
Stati c Pr oper ties
9 9
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Physical Properties
Metallic Materials
Nonmetallic Materials
Specific Heat
<<<
>>>
Thermal Conductivity
>>>
<<<
Thermal Expansion
>>>
<<<
Electrical Conductivity
>>>
<<<
Magnetic Response
>>>
<<<
Density
>>>
<<<
Melting Point
>>>
<<<
Why ???
Par am eter yang akan didapat :
• Engineering Stress-Strain Curve
• Yield Strength
• Ultimate Tensile Strength
• Percent Elongation
• Young Modulus
• Calculated Fracture Energy
• Modulus of Resilience
Standar ds :
11 11
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
What is strain hardening?
What is Damping Capacity?
13 13
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
atau pemotongan
.
H ar dness M easur em ents :
Brinell Hardness Tests
Rockwell Test
Vickers H ardness Tests
Knoop Hardness Test
M ohs HardnessTest
Durometer Hardness Test (rubber, ASTM D2240)
• Using Standard : I SO 6506 (part 1,2,3), ASTM E10
• Dingunakan hanya untuk material dan kondisi yang spesifik. Brinell Test tidak dapat
digunakan bila a.l. :
oMaterial terlalu lunak/ keras
oSpecimen tidak cukup tebal
oTest dikenakan hampir berada di tepi material/ specimen
oBila diinginkan tidak ada indentasi pada produk/ part akhir
oTepi dari indentasi susah untuk dilihat
• 15HBW10/ 100, 15 HBS 10/ 100, Apa artinya ??
Material
Load (kg)
Besi (Fe)
Tembaga (Cu)
187.5
62.5
15 15
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Direct readout, no questionable optical measurements required.
Non-destructive, part normally can be used
• Kekurangan :
Multiple test scales (30) needed to cover the full range of metal hardness.
Conversions between scales can be material dependant.
Samples must be clean and have a smooth test point to get good r esults.
• Standards:
• HV = Constant x test for ce / indent diagonal squar ed ; HV = 1.854(F/ D2)
• HV ar e then kilograms force per squar e millimetr e (kgf/ mm² )
• To conver t HV to MPa multiply by 9.807
• 356HV0.5, what does it mean?
• Dapat digunakan hampir oleh semua material, hanya terbatas oleh ukuran
• Standards yang digunakan :
ASTM E384 - 10g to 1kg
ASTM E92 - 1kg to 100kg
17 17
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
• HK = 14.229(F/ A) (kg/ mm
2)
• Standards :
19 19
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
D ynam ic pr oper ties is the pr oper ties of m ater ial due to dynam ic
load
. I n mechanical engineering, many components work in dynamic
load.
I mpact test
Fatigue and the endurance limit
Fatigue failures
21 21
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
• Transition temperature ??
Mengapa
berbentuk
seperti ini ?
AND TEMPERTURE EFFECT
Fatigue : Failure due to
CYCLI C
loads (S<S
fat,failure)
Endurance Limit : Reduced material strength due to
CYCLI C
loads
Higher Temperature
More ductile, more toughness, less strength
Sfat
case for
steel
(typ.)
N = Cycles to failure
103
105
107
109
unsafe
safe
23 23
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™is a trademark used
herein under license.
First stage
(primary) :
Creep rate decrease
due to strain
hardening
Second stage
(secondary) :
Creep at constant
rate
25 25
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
D r . I r . Gandjar K iswanto, M Eng
27 27
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia P-T DI GRAM TEMPERATURE-COMPOSI TI ON
DI AGRAM
COOLI NG CURVE PARTI AL EQUI LI BRI UM DI AGRAM SOLUBI LI TY
I NSOLUBI I TY Utilization of Diagram
Solidification process I RON-CARBON EQUI LI BRI UMDI AGRAM
Phase yaitu bentuk sederhana dari material yang memiliki
susunan dan jenis karakteristiknya sendiri.
Phase memiliki
Definable structure
A Uniform and identifiable chemistry
Distinc Boundaries or interfaces
Equilibr ium Phase diagr am
yaitu pemetaan grafik
terhadap perlakuan asli suatu material atau sistem material
yang disesuaikan dengan semua kondisi.
•
P-T Diagram
•
Temperature-Composition Diagram
•
Cooling Curves
29 29
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
paling sederhana dari
Phase-Diagram
3 Parameter yang penting
dalam diagram ini yaitu
Garis Vertikal menunjukkan
garis Constant Composition
Scan
31 31
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
33 33
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
•
Garis a – c – f – h – l menunjukan temperatur terendah dari
seluruh material dalam keadaan cair
35 35
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
• Complete solubility baik
pada fase cair dan fase
padat
I nsolubility terjadi apabila satu atau dua komponen tidak dapat
terlarut secara total satu sama lain.
Equilibr ium D iagr am of two m ater ials
Liquid A + Li quid B
Solid A + Liquid B
37 37
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
keseluruhan dari suatu sistem campuran atau untuk
mengidentifikasi titik transisi untuk beragam perubahan
dalam suatu phase.
The Phases present
Perubahan dari satu phase ke lainnya tidak terjadi dalam
seketika tapi membutuhkan waktu,yang tergantung dari
massa dan koefisien konduktivitas thermal suatu logam.
Proses ini mengalami dua tahapan :
39 39
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
41 41
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia Diagram ini dapat dianggap sebagai dua diagram eut ekt ik y ang digabungk an, unt uk Mg- Mg2Pb dan
Fasa yang terjadi:
43 43
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Suatu campuran besi karbon yang memiliki kandungan
karbon lebih dari 2,11%
Jenis-jenis cast iron:
Gray Cast I ron
• Laju pendinginan rendah
White Cast I ron
45 45
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Tujuan dar i pr oses H eat Tr eatm ent a.l. ( tergantung
proses yg dilakukan) :
• Meningkatkan kekerasan dan ketangguhan suatu
material.
• Mengurangi tekanan dan regangan pada bagian dalam
material.
• Memperhalus kekasaran material.
• Mengeluarkan gas.
• Meningkatkan ketahanan terhadap panas.
• Meningkatkan kemampuan menahan terhadap korosi
dan panas
Pada umumnya
Heat Treatment dpt di klasifikasikan atas
3
tahapan
1. Pemanasan
sampai suhu dan kecepatan yang tertentu.
2. Mempertahankan suhu untuk waktu tertentu sehingga
temperatur merata
.
3. Pendinginan
dengan media pendingin ( air, minyak,
udara ).
Ketiga hal tersebut tergantung dari sifat – sifat yang
diinginkan.
Pem anasan
Penjagaan
47 47
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Alat ukur suhu hendaknya seteliti mungkin.
K lasifikasi
pr oses
H eat Tr eatm ent :
Adalah suatu proses perlunakan sehingga besi / baja
yang keras dapat dikerjakan melalui permesinan
atau dengan pengerjaan dingin
Tujuan :
-
Mengurangi kekerasan - Memperbaiki utiliti
- Memperbaiki kekuatan - Menghaluiskan ukuran butiran
1.
Annealing
M acam – m acam Pr oses Annealing :
• Full Annealing
49 49
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Suatu proses untuk mendapatkan strukutur butiran
yang halus dan segaram dan untuk menghilangkan
tegangan dalam
Prosesnya dengan memanaskan sedikit diatas suhu
kritis + 60
0
C , kemudian setelah suhu merata
didinginkan di udara
Proses pemanasan baja sampai pada suhu didaerah
atau di atas daerah kritis.
Tujuannya :
untuk mengubah struktur baja sedemikian
rupa sehingga diperoleh struktur baja yang keras.
Prosesnya adalah dengan cara menaikkan suhu baja
sampai sekitar 770°C sampai dengan 830°C. Kemudian
ditahan beberapa saat kemudian didinginkan secara
mendadak dengan mencelupkan kedalam air, oli atau
media pendingin lain.
51 51
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Proses hardening dapat dilakukan juga dgn mengeraskan
permukaan benda yang dapat dibagi 4 proses yaitu :
1. Carborizing
2. Flame hardening
3. Nitriding
Car bor izing :
Carborizing adalah salah satu metode yang digunakan
untuk menghasilkan permukaan baja yg berkadar
karbon rendah (0,3%).
Proses carborizing didasarkan atas kemampuan baja
untuk menyerap carbon pda suhu 900°C - 950°C.
Caranya
Baja yang akan diproses dimasukkan
kedalam besi yg berisi arang kayu atau batu bara +
barium karbonat kemudian suhu dan waktu pemanasan
tercapai kemudian dapur didinginkan kira-kira suhu
350°C benda di keluarkan dan didinginkan di udara.
53 53
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Flam e H ar dening :
•Proses ini sangat cepat untuk menghasilkan permukaan
yang keras dari baja yang kandungan carbonnya lebih dari
0,4%.
N itr iding :
•Proses menyerapkan nitrogen ke dalam logam, dgn
maksud untuk mendapatkan lapisan logam yang lebih
keras daripada logam semula.
•Baja yang di nitriding
baja paduan rendah yang
mengandung molybdenum, chromium, alumunium, dan
vanadium.
•Proses nitriding ini dilakukan dalam kotak gas yang
berisi sirkulasi gas ammonia. Temperatur yang
digunakan adalah 500°C s/ d 600°C.
55 55
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Blaken dan Br ownir :
Blaken adalah proses memberi warna hitam pada
permukaan benda kerja, agar tahan terhadap korosi.
Proses memanaskan kembali baja yg telah dikeraskan
dan didinginkan secara perlahan-lahan untuk
menghilangkan tegangan dalam dan mengurangi
kekerasannya
. Suhu yg biasa di gunakan dalam proses
ini berkisar 150°C sampai 650°C.
Tujuan Tempering a.l. :
Mengurangi tegangan sisa yang timbul selama
quenching
mengurangi kekerasan
Mengurangi kerapuhan
Meningkatkan keuletan baja
57 57
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
M acam -m acam Tem per ing :
Tempering suhu rendah
( 150°C sampai 300°C ) :
Untuk mengurangi tegangan dalam dan mengurangi
kerapuhan dari baja. Digunakan pada alat-alat yang tidak
mengalami pembebanan yang berat. Misalnya pada : alat-alat
potong, mata bor, dll.
Tempering suhu sedang
( 300°C sampai 500°C ) :
Untuk menambah keuletan dan kekerasan. Proses ini
digunakan pada alat-alat kerja yang mengalami beban berat.
Misalnya : palu, pahat, pegas, dll.
Casting
Expendable mold
Multiple use mold
Shell casting Investment casting Lost foam casting Die Casting
Permanent mold casting
Machining Conventional Machining Non-conventional Machining Turning Milling Drilling, Boring Taping
Grinding, Honing, Lapping Etching
59 59
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia Machining Conventional Machining Non-conventional Machining Drilling, Boring Taping
Grinding, Honing, Lapping Etching
Definisi ?
:
•
Sebuah proses dimana
metal (logam) atau material cair dialirkan dengan
gravitasi
atau
gaya lain
ke-dalam
cetakan
(mold)
sehingga logam
(material) cair tersebut membeku di dalam
rongga cetakatan
.
•
Bentuk produk casting a.l. :
•
Ingot
•
Produk bentukan
•
Biasanya dikerjakan di foundry (dapur casting pengecoran -penuangan
History of
casting
(sejarang pengecoran) :
•
Dimulai 6000 thn lalu
casting perunggu 3000 SM di Mesopotamia
•
Pengocaran besi kasar secara besar tjd pada abad ke-14
ketika Jerman-Itali
merubah tanur primitif beralas datar menjadi tanur tiup berbentuk silinder
•
Pengecoran dgn menggunakan cetakan pasir yang dikenal dengan sand
casting telah dikenal selama beratus-ratus tahun yang lalu.
•
Secara umum pengecoran modern dibagi atas 3 masa
1)
tahun 1700an,
2)
pertengahan 1700-1800an,
3)
1875 sampai dengan sekarang.
61 61
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
dalam proses pemesinan
.
• Part yg dibuat memiliki
cavity (cross sectional area) yg besar
dan mungkin
memerlukan penghilangan material yang banyak
.
• Part yg dibuat dpt mencapai spesifikasi toleransi yang mendekati spesifikasi
toleransi akhir
close tolerance (net-shape).
• Mengurangi dir ectional pr oper ties
dari material (metals). Kualitas
anisotropic
yang lebih baik
dibandingkan dengan material yang di kempa (melalui proses
forging) atau pembentukan.
• Metal berharga (pr ecious metals)
tidak ada atau sedikit kehilangan material.
• Membutuhkan material yg memiliki
karakteristik redam (damping) yg baik
e.g. Gray
Cast
I ron.
Kekurangan
dalam proses
casting
(pengecoran)? :
• Keterbatasan
dalam
sifat mekanik (mechanical pr oper ties)
Porositas
• Keterbasan
dalam
ke-akurasi-an dimensi (ukuran)
&
permukaan akhir
utk
beberapa proses
casting
• Keamanan bekerja dengan metal cair yg panas
• Tungku peleburan yang
mengeluarkan limbah padat
dan
polusi udara
Camera case
Disc brake
63 63
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Pelebur an m ater ial
m etal ( logam )
Penuangan m etal cair
ke dalam m old
Pengangkatan pr oduk cetakan
dan pem ber sihan
Sand casting :
D aur ulang sand m old ( pasir cetak)
1. Tipe MOLD
berdasarkan
mampu pakainya
:
a. E xpendable mold (single-use mold)
Mold dari produk hasil pengecoran (metal cair yg kemudian
mengeras) harus di hancurkan
untuk mendapatkan produk tsb.
Dibuat dari pasir (sand), plaster & material sejenis
Lebih ekonimis
laju produksi kecil
b. Multiple-use mold
Mold dapat digunakan berulang kali
untuk menghasilkan produk
casting
Dibuat dari metal atau graphite
Biaya tinggi
laju produksi besar
2. Tipe MOLD
berdasarkan
keterbukaan moldnya
:
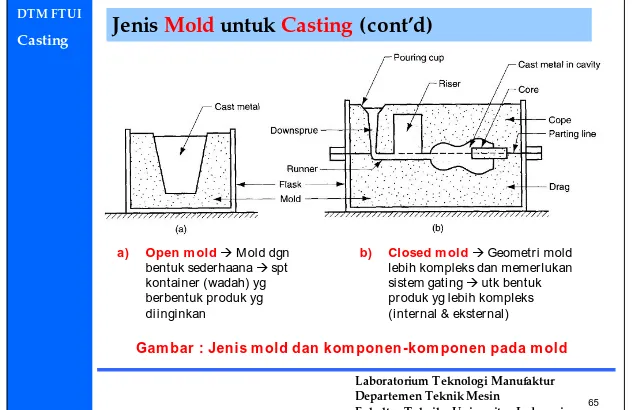
a. Open Mold
65 65
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
b)
Closed m old
Geometri mold
lebih kompleks dan memerlukan
sistem gating
utk bentuk
produk yg lebih kompleks
(internal & eksternal)
a)
Open m old
Mold dgn
bentuk sederhaana
spt
kontainer (wadah) yg
berbentuk produk yg
diinginkan
1. M old :
Cetakan tempat dimana material cair di tempatkan
dan memiliki cavity yg
merupakan bentuk dari produk yg di inginkan.
2. M old cavity :
Rongga yg memiliki bentuk sesuai dengan bentuk part yg akan di
hasilkan
dan tempat di mana material cair dituang
3. Patter n
:
Duplikat/ tiruan dari produk akhir yg di -inginkan
dan digunakan dalam
67 67
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
5. Cor e
:
Bagian yg ditambahkan (disisipkan) ke dalam mold cavity sebagai bagian
untuk membentuk produk casting
(utk menghasilkan bentuk geometrik yg
diinginkan)
lubang yg memang ada pada disain dr produk.6. Cor e pr int :
Bagian yg ditambahkan ke dalam pattern untuk menyangga core.
7. Riser
:
Extra rongga yg dibuat di dalam mold
yg juga di isi oleh material (e.g.
8 . Gating system
:
pouring cup
,
sprue
(kanal vertikal dari gating),
runner
(kanal
horizontal)
utk mengalirkan material cair, vents (way-out udara/ gas di dlm
mold).
9. Cope
: Bagian atas mold, pattern, core dan flask.
10 . D r ag
: Bagian bawah mold, pattern, core dan flask.
11. Par ting sur face ( line)
: interface yg memisahkan cope dan drag termasuk :
69 69
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Ferrous :
•
Cast iron (besi cor)
•
Steel (baja)
Contoh yg umum :
M etal
Non Ferrous :
•
Alumunium
•
Copper (Tembaga)
•
Zinc (Seng)
•
Timah
•
Magnesium
•
Nickel
•
Titanium
H am pir sem ua logam dapat di casting
Yang lebi h bai k m em ili ki si fat
:
Titik lebur rendah
Beda titik lebur dengan titik didih cukup jauh
Fluiditasnya baik
6 syarat
dasar yg berhubungan dengan hampir semua proses
casting :
1. M old cavity
:
• Memiliki bentuk dan ukuran sesuai yg di inginkan (
spek. geometri dari
casted part yg di-inginkan harus ada di cavity
).
• Harus
mempertimbangkan allowance
utk
shringkage
(penciutan) material yg
membeku.
• Material Mold harus
tahan
dan
tidak bereaksi
terhadap material cair (e.g.
metal)
produk tidak boleh mengandung material mold.
2. M elting pr ocess
(Proses pelelehan) :
• Harus dapat menghasilkan metal/ logam/ material cair pada
suhu yg sesuai
dan pd jumlah & kualitas yang diinginkan dgn harga yg beralasan
.
3. Pour ing technique
(metoda/ teknik Penuangan) :
• Harus memiliki
mekanisme untuk mengalirkan material (e.g. metal) cair ke
dlm mold
71 71
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
cair
tdk boleh menyebabkan porositas
dan
rongga
(void).
• Mold
tidak boleh membatasi terjadinya
shringkage pada proses pendinginan
(cooling) secara berlebihan
casting mudah crack (retak) dan kekuatannya
rendah
.
5. M old and ( casted) par t r em oval
:
• Harus dapat
membuka mold dan melepas produk (casted material) dengan
mudah dan ti dak menyebabkan cacat pada part
.
6. Finishing oper ation
cleaning, finishing + inpection
:
• Pembersihan
pada permukaan produk thd :
material mold
,
material lebih
Melting 55 %
Heat Treatment 6 %
Post cast 7 %
Core making 12 %
Mold making 12 %
Lainnya 12 %
Energy Use in Metal casting
73 73
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
C
sT
mT
oH
fC
lT
pT
m
V
H
Heat of fusion untuk
merubah padat (solid) ke cair (liquid)
Heat utk
menaikan metal cair ke suhu penuangan yg diinginkan
H
= total heat required to raise the temperature of the
metal to the pouring temperature, Btu (J)
= density, lbm/in
3(g/cm
3)
Cs
= weight specific heat for the solid metal, Btu/lbm-
Of(J/g-
oC)
Tm = melting temperature of the metal
To = starting temperature, usually ambient,
oF (
oC)
Hf
= heat of fusion, Btu/lbm (J/g)
Cl
= weight specific heat of the liquid metal, Btu/lbm-
oF (J/g-
oC)
Tp
= pouring temperature,
oF (
oC)
V
= volume of metal being heated, in
3(cm
3)
Contoh
:
One cubic foot of a certain eutectic alloy will be heated in a c rucible from
room temperature to 200
oabove its melting point for casting. The
properties of the alloy are density = 0.15 lbm/ in
3,Melting point = 1300
oF,
specific heat of the liquid metal = 0.082 Btu/ lbm-
oF in the solid state; and
heat of fusion = 72 Btu/ lbm. How much heat energy must be added to
accomplish the heating, assuming no losses?
Solusi
:
Assume ambient temperature in the foundry = 80
oF and that the densities
of liquid and solid states of the metal are the same. Nothing that 1 ft
3=
1728 in
3and substituting the property values into eq. (1), we have :
75 75
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
dituang ke dalam mold)
•
Pouring rate (Laju penuangan)
Laju volumetrik penuangan metal cair ke
dalam mold
•
Turbulence
•
Laju aliran
(Flow velocity)
:
•
Laju volumetrik aliran
(Volume rate of flow)
:
•
Waktu pengisian mold dgn volume V
(Time required to fill a
mold cavity of volume V)
:
MFT = mold filling time, sec (s)
V = volume of mold cavity, in
3(cm
3)
Q = volume flow rate, in
3/ sec (cm
3/ s)
gh
v
2
Q
V
MFT
2
2
1
1
A
v
A
v
Q
(2)
(3)
77 77
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
area at the base of the sprue is 0.4 in2. The sprue feeds a horizontal runner
leading into a mold cavity whose volume is 100 in.3. Determine (a)
velocity
of the molten metal at the base of the sprue, (b)
volumetric flow-rate , and
(c)
time to fill the mold
Solusi :
(a) The velocity of the flowing metal at the base of the sprue is given by eq (2):
(b) The volumetric flow rate is
(c) The time required to fill a mold cavity of 100 in.3 at this flow rate is
sec
/
.
65
.
78
)
0
.
8
)(
6
.
386
(
2
2
gh
in
v
sec
2
.
3
5
.
31
100
Q
V
MFT
sec
/
.
5
.
31
sec)
/
.
65
.
78
)(
.
4
.
0
(
in
2in
in
3vA
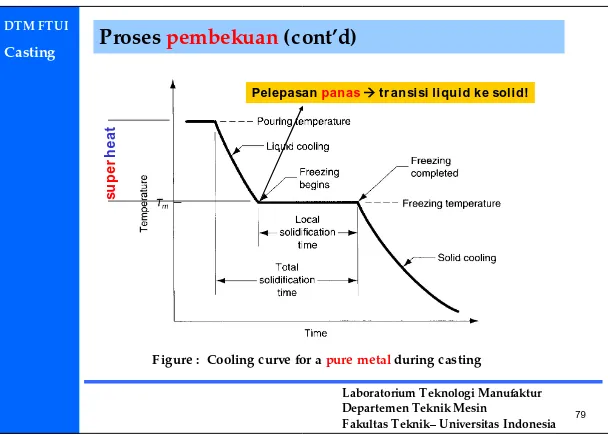
Sifat-sifat pr oses pem bekuan diketahui m elalui
Cooling cur ve
kurva
yg menggambarkan transisi pada struktur material (metal) dari
liquid ke padat
menurut perubahan suhu-waktu
penting utk proses penuangan dan pembekuan
!!!
Pada pr oses pem bekuan
:
•Karakteristik struktur yg menentukan properties (sifat) dari
produk di-set
•Dapat terjadi Cacat produk casting (cor)
porositas gas dan
penciutan produk
D ua tahap pem bekuan
( Solidification stages) : N ucleation ( nukleasi)
gr owth ( per am batan beku)
• N ukleasi
: terbentuknya partikel solid yg stabil dari material cair (molt en
liquid)
79 79
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Figure : Cooling curve for a pure metal
during casting
s
u
p
e
r
h
e
a
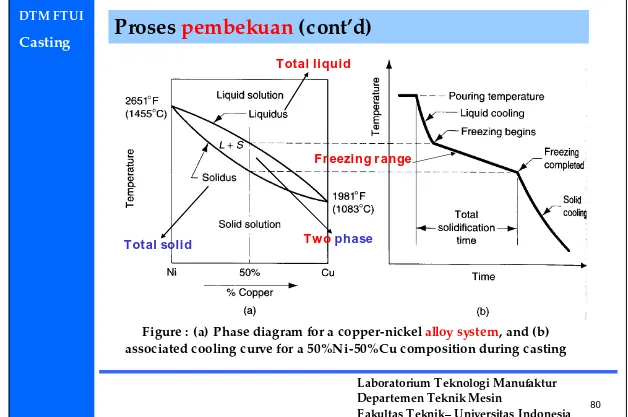
Figure : (a) Phase diagram for a copper-nickel alloy system, and (b)
associated cooling curve for a 50%Ni-50%Cu composition during casting
Total liquid
Total solid
Two
phase
81 81
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Chvorinov’s Rule (memperkirakan waktu pembekuan) :
Dimana :
TST = Total solidification time, min
V = volume of the casting, in.
3(cm
3)
A = surface area of the casting, in.
2(cm
2)
N = Sbh exponent (umumnya n = 2)
Cm = mold constant, min/ in.
2n
m
A
V
C
TST
material untuk mengalir kedalam detail cavity sebelum mulai pembekuan !
1.
Liquid contr action
2.
Solidification
3.
Solid ther m al
contr action
Shr ingkage tjd dalam 3
pr oses :
Volumetric reduction of
the casted parts due to
solidification
and
cooling
(Penciutan (pengurangan
ukuran) volumetrik
casted-part
karena proses
solidifikasi
dan
83 83
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
6.0
5.5
Bronze ( Cu- Sn)
7.5
4.5
Copper
7.2
3.0
Low carbon cast st eel
3.0
0
Gray cast iron, high carbon
3.0
1.8
Gray cast iron
5.0
7.0
Alum inum alloy ( t y pical)
5.6
7.0
Alum inum
Solid t herm al
cont r act ion, %
Solidif icat ion
1.
Chill zone
:
zone kristal yg sempit
dan
ber-orientasi secara
random
dan
membentuk permukaan benda cor
. Proses
nukleasi
yg cepat (pembentukan partikel solid)
terjadi pada zone ini
karena adanya dinding mold
dan
pendingi nan permukaan yg
relatif cepat
.
2.
Colum nar zone
: Zone yg berbentuk kolom terbentuk karena
saat terjadinya chill zone
Laju pelepasan panas + laju
pembekuan menurun
kristal berkembang ke arah
perpendikular (tegak lurus) permukaan casting
paralell kristal
yg sangat terarah !
3.
Equiaxed zone
: Kristal spheris yg terorientasi secara random !
85 85
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
memperburuk permukaan produk cor
(casted part),
mampu mesin
(machinibility) dan
sifat mekanik
(mechanical properties).
Pencegahan
a.l. :
•
menutup/ melindungi metal cair sebelum dan saat penuangan
, atau
pelelehan (peleburan) dan penuangan material cair dilakukan di dalam
ruangan terkendali atau vakum.
•
Membuat pour ladle (alat penuang metal cair) khusus
yg dapat
menutup kemungkinan reaksi antara lingkungan (udara/ oxigen) dgn
metal cair.
2.
Gas por osity
tjd karena gas bercampur dengan metal cair
membentuk
rongga/ gelembung udara (bubbles) di dalam produk cor (casting).
Pencegahan
a.l. :
•
Peleburan
di lakukan dalam :
ruang vakum
,
lingkungan yg memiliki
gas yg solubilitas-nya rendah
, atau dengan
penutup yg menghindari
kontak dengan udara
.
•
Menjaga suhu superheat rendah
untuk meminimasi solubilitas.
•
Penanganan proses penuangan yg hati -hati
untuk
mencegah turbulens
yg dpt menyebabkan bercampurnya udara dengan material cair.
•
Gas flushing
: melewatkan gelembung-gelembung gas reaktif dgn gas
yg larut dalam metal cair (e.g. bubles dari nitrogen/ chlorine
87 87
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
•Cacat pr oduk cor
tjd bila metal cair mulai membeku sebelum seluruhnya
mengisi mold cavity
m isr uns
atau
cold sluts
•
Tergantung pd :
komposisi, suhu pembekuan, range pembekuan dari
materal cair
(metal, alloy). Plg dipengaruhi
suhu penuangan, atau jumlah
superheat
!
Suhu penuangan
=
Fluidi tas
H indar i Suhu Tuang yg ter lalu tinggi !
metal cair penetrasi ke
permukaan mold (mengisi rongga/ celah pada mold)
pada
sand-casting : metal cair bagian luar menyusup pada permukaan pasir
Gating system dan Laju Pengisian ( penuangan)
•
Laju pengisian yg cepat
erosi pada gating system dan
mold cavity
= ikutnya material mold/ gating kedalam
produk cor.
•
Laju pengisian yg rendah
(slow filling) dan heat loss
pada
metal cair
cepat membeku
m isr uns
dan
cold sluts
.
Per tim bangan dalam m er ancang gating-system
m em pengar uhi ke-m am pu-alir an ( flowdity/ flowditas) m etal cair :
Kanal pendek
dan
penam pang bundar atau per segi
dari gating system
menghindari Kerugian Panas (Heat loss).
Gates lebih dar i satu atau dua ( M ultiple gates)
mempercepat distribusi
metal cair ke dalam mold cavity
(utk big cavity).
89 89
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
sebagai cadangan (reservoir) metal cair
yg dpt juga mengalir kedalam mold cavity
untuk kompensasi tjd-nya
shringkage
proses pembekuan.
•Riser har us m em beku setelah pr oduk cor
(casting)
bila sebaliknya
: metal
cair dari mold cavity akan mengalir ke riser
shringkage lebih banyak !!!
•Pr oses casting har us di r ancang agar ar ah
pem bekuan ber jalan dar i m old
cavity
ke
r iser !
shg r iser dpt m em ber ikan m old cavity tam bahan
m ater ial ( m etal) cair utk kom pensasi penciutan !
•Pem buatan
m ultiple r iser s
dim ungkinkan
agar kom pensasi shr ingkage
pada m old cavity :
lebih cepat
dan
m er ata
.
D esain Riser yg BAI K
? :
1. Luas permukaan yg kecil
pembekuan yg panjang.
2. Berbentuk spheris/ cone/ silinder.
3. Di tmpkan pd bagian casting dgn
91 91
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Patter n :
• Pertimbangkan allow ance
A) shr ingkage allow ance
dibuat lebih besar dari
dimensi asli produk (Kontraksi casting karena proses pendinginan e.g. 2%
tergantung dari metal/ material yang di casting).
B) Machining (finishing)
allow ance
.
C) Distortion allowance
• Mold dibuat menjadi 2 atau lebih bagian
mempermudah pengambilan pattern
dan produk casting.
• Buat D RAFT
untuk mempermudah pelepasan pattern yg memiliki permukaan
tegak-lurus parting-line (
parallel dgn arah penarikan mold
).
93 93
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Contoh Shr ink r ule dan
95 95
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
3.
Berat akhir produk casting
4.
Metode untuk menyangga core
5.
Ke-akurasian dimensi akhir
6.
Kemudahan molding
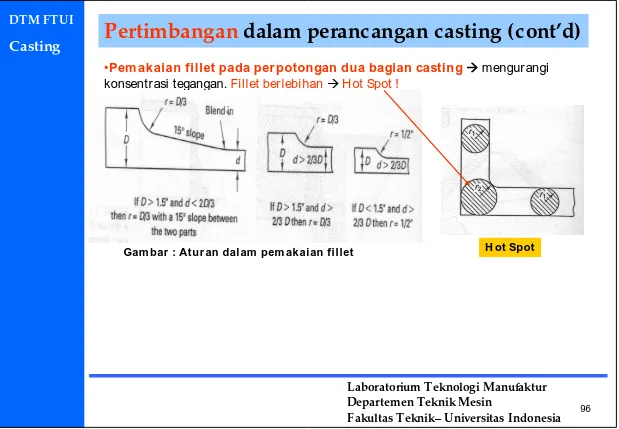
•Pem akaian fillet pada per potongan dua bagian casting
mengurangi
konsentrasi tegangan.
Fillet berlebihan
Hot Spot !
97 97
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
99 99
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Mold dari produk hasil pengecoran (metal cair yg
kemudian mengeras) harus di hancurkan
untuk
mendapatkan produk tsb.
Dibuat dari pasir (sand), plaster & material sejenis
Lebih ekonimis
laju produksi kecil
b.
Multiple-use mold casting
Mold dapat digunakan berulang kali
untuk
menghasilkan produk casting
Dibuat dari metal atau graphite
Biaya tinggi
laju produksi besar
2.
Jenis MATE RIAL mold : Sand (pasir)
sand casting, metal,
atau material lain.
101 101
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
103 103
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
105 105
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
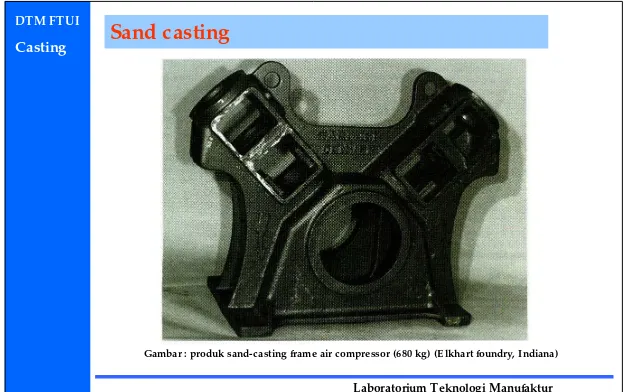
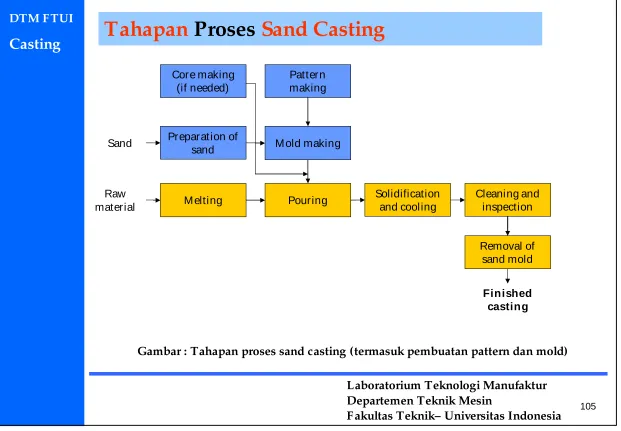
F akultas Teknik– Universitas Indonesia Gambar : Tahapan proses sand casting (termasuk pembuatan pattern dan mold)
Preparation of sand
M elting
M old making
107 107
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Drag
Cope
Pemampatan pasir di DRAG
Dibalik
Drag Cope
Pemampatan pasir di COPE
Board
109 109
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
a. One-piece patter n atau Solid patter n
plg mudah dan murah : utk produk
sederhana dan jumlah casting sedikit.
b. Split patter n
jumlah produk casting lebih banyak dari
solid
pattern.
c. M atch-plate patter n
jumlah produk casting lebih banyak dari
split
pattern.
111 111
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
penanganannya dan gaya dari metal cair. Compressive strength berada
pada 100-500 psi.
•
Kekuatan yg cukup sebelum hardening untuk memungkinkan
penanganan pada kondisi tersebut.
•
Permeabilitas yg sesuai untuk memungkinkan dilalui oleh gas.
•
Collapsibility yg cukup
spt pattern.
•
Refractoriness yg baik.
•
Permukaan yg halus.
113 113
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
1.
Refr actor iness
kemampuan utk tahan terhadap suhu tinggi
sifat alami dari sand
.
2.
Cohesiveness
(bond atau strength of sand)
kemampuan untuk
mempertahankan bentuk yg dibuat saat di tempatkan di mold
didptkan dengan
melapiskan biji (partikel) pasir dgn clay (pelekat) :
bentonite, kaolite, atau illite
.
3.
Per m eabi lity
kemampuan untuk dilalui gas
fungsi dari ukuran
partikel pasir, jumlah dan tipe dari pelekat (clay), kelembaban, dan
tekanan pemampatan pd pasir
.
4.
Collapsi bility
kemampuan untuk membiarkan metal menciut
setelah proses pembekuan yg akhirnya berguna utk melepaskan
produk casting.
13 si fat
1.
Tidak mahal dalam jumlah besar
2.
Tahan terhadap proses transportasi dan penyimpanan
3.
Dapat mengisi flask secara merata
4.
Dapat di mampatkan dgn metode yg sederhana
5.
Memiliki elastisitas yg cukup untuk tahan thd proses penarikan
(pemisahan) pattern
6.
Dapat tahan suhu tinggi dan menjadi ukurannya hingga metal
(material) membeku
7.
Cukup permeable untuk melepaskan (melewatkan gas)
8.
Cukup padat untuk mencegah penetrasi metal cair
9.
Cukup cohesive untuk mencegah terlepasnya agregat kedalam
penuangan
10. Tahan reaksi terhadap metal (material) yg di cast
11.
Dapat membiarkan solidification dan thermal shringkage
mencegah
crack (retak) dan sobekan
12. Memiliki collapsibility untuk memungkinkan pelepasan produk
casting dengan mudah
115 115
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Flat-head squeezing Pr ofile-head squeezing
Equalizing squeez pistons
Flexible diaphr agm a
117 117
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
reusability, dan plg tidak mahal.
Dry-sand
:
Dibuat dari pengikat organik ketimbang tanah liat (clay), dan mold
di panggang dalam sebuah oven yg besar pada suhu antara 400
oto
600
oF (204
oto 316
oC).
Dimensi akhir yg lebih baik tapi lebih mahal .
Skin-dried
:
119 119
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Contoh sand m old casting :
Pattern untuk Sand-mold casting Dua shell sebelum clamping dan produk akhir
121 121
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
defects (e. g. fumes = binder yg terbakar)
.
Jenis Vacuum molding:
123 123
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
125 125
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
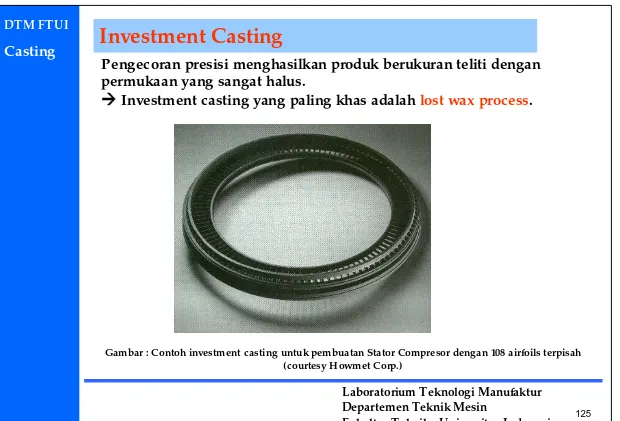
F akultas Teknik– Universitas Indonesia Gambar : Contoh investment casting untuk pembuatan Stator Compresor dengan 108 airfoils terpisah
127 127
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Dapat
diperoleh permukaan yang rata dan halus tanpa garis pemisah
.
Banyaknya pilihan logam dan paduan
yang dapat menggunakan proses
casting ini.
Menghilangkan set-up tooling
dengan menawarkan konfigurasi
near-net-shape maka akan mengurangi atau menghilangkan biaya perlengkapan.
Mengurangi biaya produksi dan meningkatkan keuntungan
investment
casting tidak memerlukan modal atau biaya permesinan yang besar.
Ker ugi an :
Proses mahal.
Terbatas untuk benda cor yang kecil.
Sulit, bila diperlukan inti.
129 129
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
•
Casting dimana
pattern yg terbuat dari polystyrene tidak perlu di lepas
dari mold sebelum dan saat penuangan metal cair ke dalam cavity
,
karena pattern menguap saat metal cair di tuang kedalam mold cavity
keuntungan dibanding investment-mold casting !
131 131
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Pr oses dasar Per m anent M old casting:
Tidak perlu mengalami pergantian cetakan.
Dibentuk dari 2 bagian buka tutup.
Ditambah cores untuk membentuk bagian dalam produk.
Pr oses :
Pemanasan cetakan sampai 200
0C.
Pelapisan cetakan + dituangkan (metal cair mengalir karena
gaya gravitasi).
Cetakan dibuka.
Keuntungan :
Permukaan baik
Ketelitian dimensi baik
Produk kuat
Kerugian
:
Terbatas pada logam
133 133
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
135 135
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
2.
Material mold
gray cast iron memiliki thermal fatigue yg terbaik dan
dpt di mesin dgn mudah
banyak digunakan sbg mold.
3.
Suhu penuangan
Semakin tinggi suhu penuangan, semakin pendek
umur mold, meningkatkan masalah penciutan (shringkage).
4.
Suhu mold
bila suhu terlalu rendah, misruns dpt terjadi. Bila suhu
terlalu tinggi, erosi mold dpt terjadi.
hingga shell dengan ketebalan tertentu terbentuk (metal cair selebihnya di
tuang kembali keluar)
menghasilkan produk casting yg hollow.
Low-Pressure Casting
menggunakan tekanan rendah 5-15 psi thd
metal cair di dlm cavity.
137 137
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Dari mesin Linotype , dikembangkan oleh O. Margenthaler
Digunakan komersial pertama kali di New York oleh The Tribune
Pematenan pertama mesin Die Casting oleh H. Doehler (1906)
1907 , E . Wagner menggunakan mesin ini untuk mencetak teropong
dan masker gas.
139 139
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
141 141
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
143 143
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Serbuk dimampatkan menjadi suatu bentuk tertentu
.
Lalu
di panaskan untuk membuat ikatan dari partikel serbuk menjadi
keras dan kokoh
(Sintering)
Part dapat di produksi masal dalam bentuk shape atau near
net-shape
Sedikit menghasilkan material scrap/ tdk terpakai (waste)
Part memiliki tingkat porositas yg dispesifikasikan
M etal tertentu sulit untuk di produksi dengan metoda lain
tungsten !
Dapat menghasilkan kombinasi metal alloy tertentu
Dapat di otomatisasi untuk produksi yg lebih ekonimis
Biaya tooling dan peralatan yg tinggi
Serbuk metal yg mahal
Kesulitan
dalam
menyimpan dan menangani serbuk metal
(
degradasi kualitas)
Keterbatasan geometri part
karena serbuk metal tidak langsung
mengalir di dalam die selama proses penekanan
Variasi dalam kepadatan material pada part akhir
Kekur angan Powder M etalur gy ? :
145 145
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Ber bagai ben tuk par ti kel :
147 147
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
W ater atom ization Centr ifugal atom ization
149 149
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
151 151
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
153 153
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
155 155
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
157 157
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
Produk Leg Shield
pelindung kaki pada sepeda motor + penahan
angin dari arah depan
sifat yang dibutuhkan :
kokoh, kuat, tahan
terhadap tumbukan dan tahan terhadap cuaca
.
Berdasarkan pertimbangan-pertimbangan
material plastik yang
digunakan untuk part Leg Shield R/ L =
thermoplastik jenis ABS
(Acrylonitrile Butadiene Styrene).
159 159
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
Faktor tem per atur
: baik untuk penggunaan pada temperatur
rendah
Material yang digunakan :
1. ABS RESIN NATURAL Mpf 100-11XS77 - Type : MPF 100 – 11XS77 - Made by : Toray Plastics (Malaysia) Sdn.
Bhd. 2. HAIMASTER 9802
- Grade : Black 9802
- Made by : PT. Halim Samudra Interutama Indonesia
CAMPURAN :
ABS Natural 100 kg + Haimaster 1,5 kg
SUHU HOPPER :
85C - 95C
161 161
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
163 163
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
165 165
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
167 167
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
1. Klasifikasi Proses
Proses
Bulk Deformation
Pengerjaan
Logam Lembaran
(Sheet Metalworking)
2. Perilaku Material
dalam Metal Forming
Flow Stress
Average Flow Stress
3. Suhu
dalam Metal Forming
4. Efek
dari
Laju Regangan
(strain rate)
5. Gesekan dan Pelumasan
(Friction and Lubrication)
169 169
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
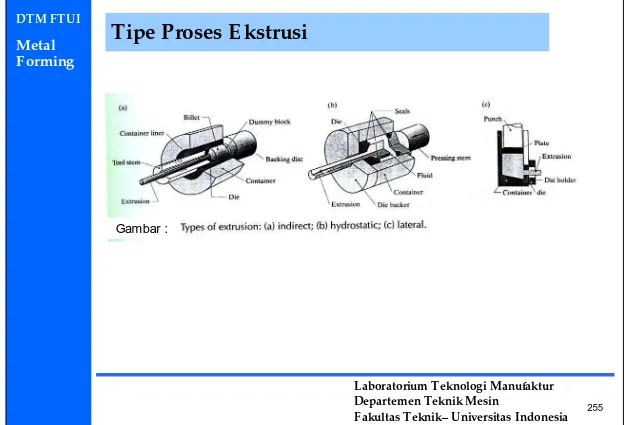
ketebalan sebuah slab oleh sepasang mekanisme roll.
•
Forging
– Proses penekanan (kompresi) yang dilakukan oleh
sepasang dies.
•
Extrusion
– Proses penekanan (kompresi) material hingga
mengalir ke bukaan dies.
Rolling
Forging
Extrusion
Drawing
171 171
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
kawat (coils). Normalnya
proses cold working yang
menggunakan satu set punch
dan
die
.
Bending
– Peregangan dari lembaran metal (logam) untuk
membentuk sebuah sudut bending.
D r awing
– Pembentukan sebuah lembaran sehingga berbentuk
hollow (berlubang secara axial) atau cekungan.
Shear ing
– Proses pengguntingan material (logam)
bukan
proses pembentukan.
Bending
D r awing
173 173
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
n
K
Y
n
f
1
Y
f
Flow Stress
Maximum strain
untuk proses forming
K
Strength coefficient
Average flow stress
f
Y
Strain hardening exponent
Perhitungan Tekanan dan Gaya pada proses Deformasi Plastik
harus mempertimbangkan 4 hal :
1.
Analisa
stress state
(kondisi tegangan)
Yield Criteria
2.
Flow stress
harus di ketahui
3.
Efek dari gesekan
(friction) harus ditentukan (pengaruhnya)
4.
I nhomogenuous deformation
(deformasi tidak homogen)
175 175
Laboratorium Teknologi Manufaktur Departemen Teknik Mesin
F akultas Teknik– Universitas Indonesia
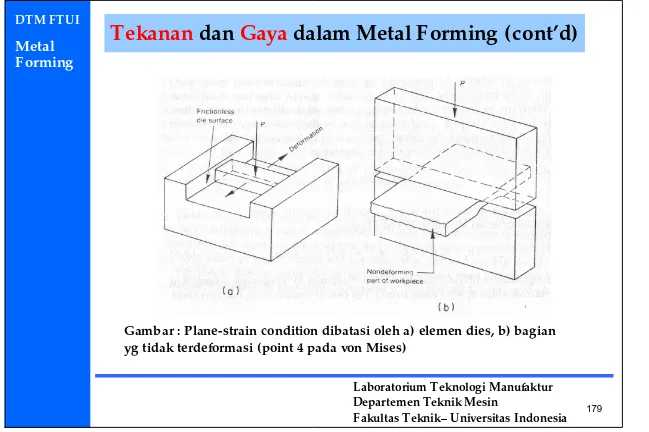
tegangan bekerja pada dua arah (plane stress) !!
• terdiri dari principal-stresses (bila shear stress dihilangkan) :
harus memenuhi yield-cr iter ia
(
flow-cr iter ia
)
menghubungkan principle-stresses dgn tensile atau
compressive yield strength (dari material)
.
• Yield-criteria berdasarkan
Tresca
:
• Yield-criteria berdasarkan
von Mises
:
• Safety factor
Critical stress = flow-stress ! (von Mises)
1
,
2, dan
3
max min2
2
f
2
2
2 21 2 2 3 3 1
2
f
Gambar
Garis besar
Dokumen terkait
Ditempat yang sangat terang dimana intensitas cahayanya cukup tinggi atau besar maka pupil akan mengecil, agar cahaya lebih sedikit masuk kemata untuk menghindari mata
Jadi, untuk dapat dikatakan suatu keadaan memaksa, yaitu selain keadaan itu memaksa dan di luar kekuasaannya, keadaan yang telah timbul itu juga harus berupa keadaan
Tujuan penyusunan Buku Pegangan Guru ini adalah untuk memberikan pan- duan bagi Guru Pendidikan Agama Islam dan Budi Pekerti dalam merencanakan, melaksanakan, dan melakukan
Frekuensi ganda atau disebut juga dengan dual-band antena mikrostrip merupakan suatu jenis anrena mikrostrip yang dapat bekerja pada dua buah frekuensi yang
Berdasarkan perhitungan analisis regresi berganda dengan menggunakan bantuan software SPSS 20 for windows terhadap kuesioner yang disebar kepada 51 auditor di KAP di Kota
Puji syukur kepada Tuhan Yesus Kristus atas Anugerah dan Perkenanan-Nya sehingga penulis dapat menyelesaikan kertas kerja inidengan baik guna memenuhi salah satu syarat
dilaksanakan, Apoteker Pemohon dapat membuat surat pernyataan siap melakukan kegiatan kepada Kepala Dinas Kesehatan Kabupaten/Kota setempat dengan tembusan kepada
uji syukur kehadirat Allah S.W.T., atas segala rahmat dan hidayah-Nya Prosiding SEMIRATA 2016 Bidang MIPA BKS Wilayah Barat yang bertemakan “ Peran MIPA dalam
