MESIN SHAPING 1.1 SEJARAH MESIN SEKRAP ( SHAPING)
Mesin perkakas moderen dimulai pada tahun 1775, ketika penemu dari negara Inggris bernama John Wilkinson membuat mesin bor horisontal untuk mengerjakan permukaan silinder dalam.
Sekitar tahun 1794, Henry Maudslay membuat mesin bubut yang pertama. Sesudah itu, Joseph Withworth
mempercepat penggunaan mesin perkakas Wilkinson dan Maudslay tersebut dengan membuat alat ukur yang memiliki
kecermatan sepersejuta inchi pada tahun 1830.
produksi massal komponen-komponen
mesin yang mampu tukar (interchangeable parts).
Tujuan untuk membuat komponen yang mampu tukar pada saat awalnya
muncul di Eropa dan USA pada waktu yang bersamaan.
Sistem produksi massal sebenarnya baru diterapkan pada tahun 1798 yang dirancang oleh Whitney. Pada waktu itu ia menerima kontrak kerja dengan
pemerintah Amerika Serikat untuk
memproduksi senapan perang sebanyak 10.000 buah, dengan semua komponennya mampu tukar.
telah memiliki ketelitian yang cukup tinggi, dan digunakan pada saat industrialisasi di Amerika Serikat dan Eropa dimulai.
Selama abad ke 20, mesin perkakas berkembang dan menjadi makin akurat kemampuan produksinya. Sesudah tahun 1920 mesin perkakas makin khusus
penggunaannya.
Dari tahun 1930 sampai dengan tahun 1950 mesin perkakas yang lebih besar
tenaganya dan rigid dibuat untuk
mengefektifkan penggunaanya bersamaan dengan tersedianya material alat potong.
Selama tiga dasawarsa terakhir , para ahli teknik telah membuat mesin perkakas yang memiliki kemampuan dan kepresisian sangat tinggi dengan digunakannya
memungkinkan proses produksi menjadi sangat ekonomis.
1.2 PENGERTIAN MESIN SEKRAP Mesin sekrap (shap machine) disebut pula mesin ketam atau serut, mesin ini digunakan untuk mengerjakan bidang-bidang yang rata,cembung, cekung,
beralur, dll dalam kedudukan mendatar, tegak ataupun miring.
Mesin sekrap adalah suatu mesin perkakas dengangerakan utama lurus bolak-balik secara vertikal maupun horisontal.
1.3 PRINSIP PENGERJAAN MESIN SEKRAP
atau maju mundur melakukanpenyayatan (gerak translasi).
Berdasarkan gerakan pahat dan benda
kerja, proses sekrap dapatdilakukan secara horisontal dan vertikal.
1. Proses sekrap horisontal a. langkah maju
b. langkah mundur
c. gerak pemakanan mendatar d. kedalaman pemakanan
2. Proses sekrap vertikal a. langkah maju
d. lebar pemakanan
1.4 JENIS GERAKAN MESIN SEKRAP 1. Gerakan utama
merupakan gerakan pahat maju dan mundur. Gerak maju disebut
langkah kerja, gerak mundur disebut langkah tidak kerja.
2. Gerakan feeding (langkah pemakanan) gerakan ini menghasilkan ketebalan tatal yang terpotong.
pengaturan ini menghasilkan kedalaman pemotongan yangeratkaitannya dengan perencanaan waktu pemesinan.
Jenis-jenis penyayatan yang bisa dilakukan untuk proses sekrap (Gambar ) yaitu
penyayatan permukaan (facing), alur (slotting)dan tangga (steps).
Badan mesin merupakan keseluruhan
mesin tempat mekanikpenggerak dan tuas pengatur.
meja mesin
fungsinya merupakan tempat kedudukan benda kerjaatau penjepit benda kerja. Meja mesin didukung dandigerakkan oleh eretan lintang dan eretan tegak, eretan lintang dapat diatur otomatis.
Lengan
fungsinya untuk menggerakan pahat maju mundur Lengan diikat engan engkol
lengan diatas badan dan dijepitpelindung lengan agar gerakannya lurus.
Eretan Pahat
fungsinya untuk mengatur ketebalan
pemakanan pahat. Dengan memutar roda pemutar maka pahat akan turun atau naik ketebalan pamakanan dapat dibaca pada dial eretan dapatdimiringkan untuk
penyekrapan bidang bersudut atau
miring.Kemiringan eretan dapat dibaca pada pengukur sudut eretan.
Pengatur kecepatan
fungsinya untuk mengatur atau memilih jumlah langkah lengan mesin per menit, untuk pemakanan tipis dapat
dipercepat,pengaturan arus pada saat mesin berhenti.
Tuas panjang langkah
benda yang disekrap. Pengaturan
denganmemutar tap ke arah kanan atau kiri tuas posisi pahat.
Tuas ini terletak pada lengan mesin berfungsiuntuk mengatur kedudukan pahat terhadap bendakerja. Pengaturan dapat dilakukan setelahmengendorkan pengikat lengan.
Tuas pengatur gerakan otomatis meja melintang untuk menyekrap secara
otomatis diperlukanpengaturan-pengaturan panjang engkol yangmengubah gerakan putar mesin pada roda gigimenjadi gerakan lurus meja. Dengan demikian
mejamelakukan gerak ingsutan (Feeding).
1.6 JENIS – JENIS MESIN SEKRAP
ada mesin sekrap vertikal yang
biasanyadinamakan mesin Slotting /
slotter. Proses sekrap ada dua macamyaitu proses sekrap (shaper) dan Planer. proses sekrap dilakukan
untuk benda kerja yang relatif kecil, sedang proses planer untukbenda kerja yang besar.
a. MESIN SEKRAP HORIZONTAL (SHAPER)
Mesin jenis ini umum dipakai untuk produksi dan pekerjaan serbagunaterdiri atas rangka dasar dan rangka yang
mendukung lengan horizontal. Bendakerja didukung pada rel silang sehingga
memungkinkan benda kerja
Pada mesin ini pahat melakukan gerakan bolak-balik, sedangkan benda
kerjamelakukan gerakan ingsutan. Panjang langkah maksimum sampai 1.000
mm,cocok untuk benda pendek dan tidak terlalu berat.
(Sumber:http:\\mesinperkakas.com/ mesin-sekrap)
Mesin Sekrap Horizontal
b.MESIN SEKRAP VERTIKAL (SLOTTER) Mesin Sekrap jenis ini digunakan untuk pemotongan dalam,menyerut dan bersudut serta untuk pengerjaan
pahat dari mesin ininaik turun secara vertikal,sedangkan benda kerja bisa bergeserke arah memanjang dan melintang. Mesin jenis ini juga
dilengkapidengan meja putar, sehingga dengan mesin ini bisa dilakukanpengerjaan pembagian bidang yang sama besar.
Mesin Sekrap Vertikal (Slotter)
Sumber: http:
\\mesinperkakas.com/mesin-sekrap)
Mesin Planner digunakan untuk
mengerjakan benda kerja yangpanjang dan besar (berat). Benda kerja dipasang pada eretanyang melakukan gerak bolak-balik, sedangkan pahat membuatgerakan
ingsutan dan gerak penyetelan. Lebar benda ditentukanoleh jarak antar tiang – tiang mesin.
Mesin Sekrap Eretan (Planner).
(http://google/indoteknik.com, 2011)
2.1 MEKANISME KERJA MESIN SEKRAP
Mekanisme yang mengendalikan mesin sekrap ada dua macam yaitumekanik dan hidrolik. Pada mekanisme mekanik
digunakan crank mechanism.Pada
mekanisme ini roda gigi utama (bull gear) digerakkan oleh sebuah
pinionyangdisambung pada poros motor listrik melalui gear box dengan
empat,delapan, atau lebih variasi kecepatan. RPM dari roda gigi utama tersebut menjadilangkah per menit (strokes per minute, SPM). Gambar skematik mekanismedengan sistem hidrolik.
tanpa bertingkat, tetap sama sepanjang langkahnya. Padatiap saat dari langkah kerja, langkahnya dapat dibalikkan
sehingga jika mesinmacet lengannya dapat ditarik kembali. Kerugiannya yaitu
penyetelen panjang langkah tidak teliti.
2.2CARA PENGGUNAANMESIN SEKRAP
1.Menjalankan mesinBerikut ini langkah-langkah menjalankan mesin:
a) Lengan digerakkan dengan cara memutar roda pemeriksa untuk
melihatkemungkinan tertabraknya lengan.
b) Menentukan banyak langkah per menit.
c)Motor mesin dihidupkan. Dengan cara memasukkan tuas kopling mesinmulai bekerja.
d) Mencoba langkah pemakanan
(feeding) dari meja, mulaidari langkah halus sampai langkah kasar. Perhatikan seluruh gerak mesin.
e) Menghentikan kerja mesin
dilakukan dengan cara melepas tuas kopling
2.3 MACAM – MACAM PROSES PENYEKRAPAN
Proses penyekrapan dapat dilakukan dengan berbagai
cara,berikutpenjelasannya: a.Penyekrapan datar
Penyekrapan bidang rata adalah penyekrapan benda kerja
agarmenghasilkan permukaan yang rata. Penyekrapan bidang rata dapat
dilakukandengan cara mendatar
(horizontal) dan cara tegak (vertikal).
Pada penyekrapan arah mendatar yang bergerak adalah benda kerja atau meja ke arah kiri kanan.
Pahat melakukan langkah penyayatan dan ketebalan diatur dengan menggeser
eretan pahat.
Pengaturan ketebalan dilakukan dengan menggeser meja. Pahat
harusdiatur sedemikian rupa (menyudut) sehingga hanya bagian ujung saja
yangmenyayat dan bagian sisi dalam keadaan bebas. Tebal pemakanan diatur tipis± 50 mm. Langkah kerja penyekrapan tegak sesuai dengan penyekrapan
yangdatar.
c. Penyekrapan menyudut
Penyekrapan bidang menyudut adalah penyekrapan benda kerja
agarmenghasilkan permukaan yang miring/ sudut. Pada penyekrapan ini yangbergerak adalah eretan pahat maju mundur.
d. Penyekrapan alur
Menurut alur penyekrapan, mesin sekrap dapat digunakan untuk membuat alur:
1.Alur terus luar 2..Alut terus buntu. 3. Alur terus dalam . 4. Alut terus tembus.
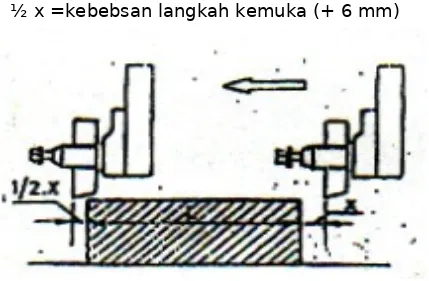
2.4 MENGATURPANJANG LANGKAH DAN KEDUDUKAN LANGKAH
Untuk mengatur panjang langkah dan kedudukan langkah kita harus
memperhatikan sebagai berikut:
panjang benda kerja ditambah dengan kebebasan langkah kemuka dan
kebelakang.
PL = L + x + ½ x
L = panjang benda kerja
x = kebebasan langkah kebelakang (1 – 12m)
½ x =kebebsan langkah kemuka (+ 6 mm)
Jalankan mesin kemudian matikan mesin pada kedudukan pahat palingbelakang.
Kendorkan mur pengikat tuas B kemudian aturlah panjang langkah(memperpanjang/ memperprndek).
Dengan jalan memutar tuas B dengan engkolpemutar b kekanan/kekiri. Bacalah pada skala langkah. Kendorkan tuas
pengikatA. Aturlah kedudukan benda kerja dengan jalan mendorong lengan
penumbukkemuka atau kebelakang. Setelah mendapatkan langkah yang dikehendakikencangkan kembali tuas
pengikat A. Jalankan mesin dan periksalah apakahpanjang dan kedudukan langkah sudah sesuai.
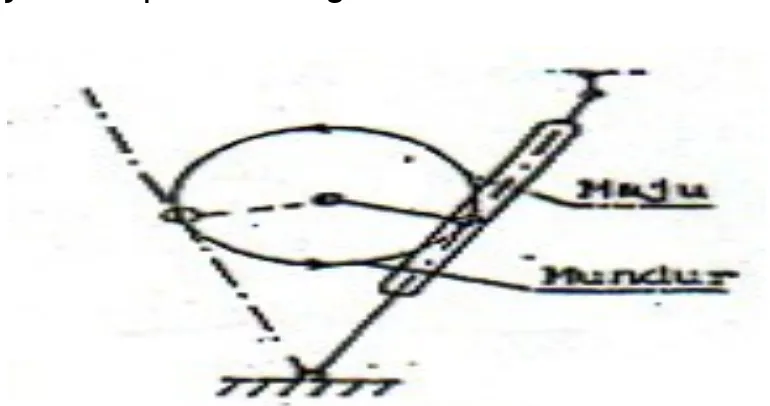
2.5 KECEPATAN LANGKAH
lebihlambat dari pada langkah mundur. Ini disebabkan karena jarak yang
ditempuhpena engkol pada waktu maju lebih jauh daripada jarak yang ditempuh pada
waktu mundur.
Perbandingan waktu = Langkah maju = 3 Langkah mundur = 2
Jumlah perbandingan = 3 + 2 = 5
(http://google/indoteknik.com, 2011) Gambar 4.8 Kecepatan Langkah
Besar kecepatan langkah mesin yang digunakan pada waktu
menyekrapditentukan oleh: 1. Kekerasan pahat
2. Kekerasan bahan yang disekrap
3. Panjang langkah mesin (panjang bahan yang disekrap)
Sistematik Satuan Metrik
Jika panjang langkah = L mm dan
banyak langkah dalam 1 menit jarakyang ditempuh oleh langkah maju dalam 1 menit adalah n x Lx m 1000Kecepatan
n = jumlah langkah tiap menit L = panjang langkah (dalam mm)
Cs = kecepatan potong (cutting speed) dalam m/menit.
Sistem Satuan Inchi
Jika panjang langkah L inchi dan banyak langkah dalam 1 menit = n,
maka jarak yang ditempuh dalam 1 menit = n x L/12 kaki.
Dimana:
n = banyak langkah tiap menit
Cs = kecepatan potong/cutting speed (dalam kaki/menit)
L = panjang langkah dalam inchi
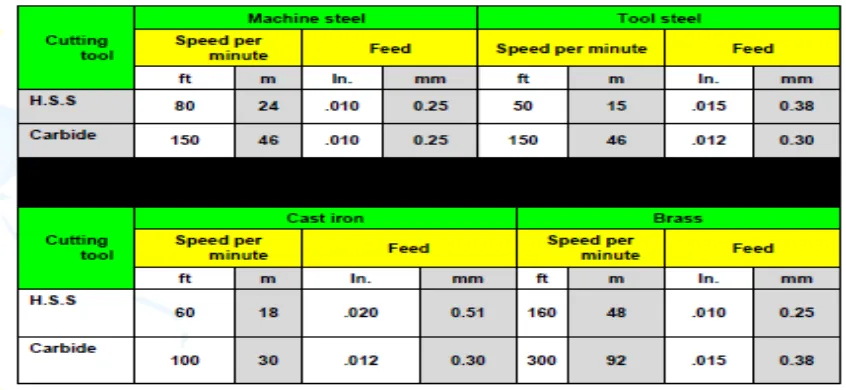
Daftar Cutting Speed (Cs) Untuk Pahat HSS
Contoh perhitungan :
Berapakah jumlah langkah yang diambil untuk menyekrap mild steel dengan
pahat HSS jika panjang langkah = 200 mm dan kecepatan potong Cs = 30
catatan :
Selain memperhatikan perhitungan diatas,
dalam menentukan kecepatan langkah
juga ditentukan oleh:
a. Kehalusan yang diinginkan (fnishing).
b. Kondisi mesin (kemampuan mesin dan
getaran mesin).
c. Dalam pemakanan.
2.6 PAHAT SEKRAP
Pahat Sekrap mempunyai
pahat dapat dilihat pada gambar dibawah
ini:
(http://google/indoteknik.com, 2011)
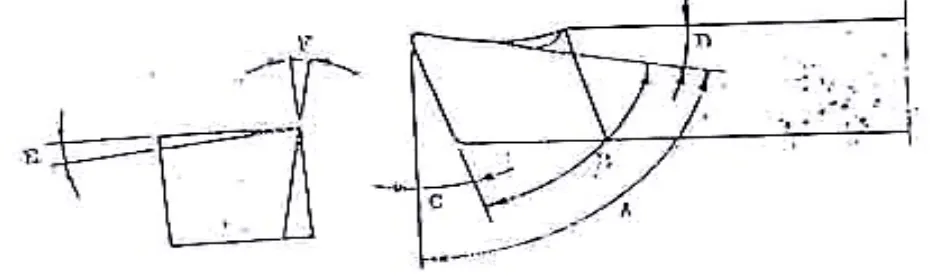
Gambar Sudut-sudut Pada Pahat
1. Sudut potong (cutting angel)
2. Sudut bibir potong (lip angel)
3. Sudut bebas ujung/muka (end relif)
4. Sudut tatal belakang (back rack angel)
5. Sudut sisi sayat (side rack angel)
6. Sudut sisi bebas (side clearance)
Pahat-pahat sekrap yang besar dapat
dipasang langsung pada penjepit
(toolpost), sedangkan pahat-pahat yang
kecil dipasang pada tool post
denganperantaraan pemegang pahat (tool
holder). Dilihat dari bentuk dan fungsinya
ada3 macam tool holder, yaitu :
1. Tool holder lurus
2. Tool holder bengkok (tool hoder kiri atau
kanan)
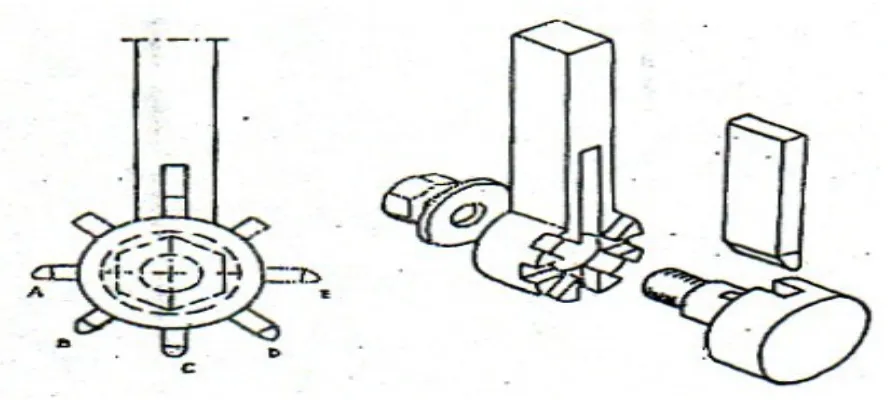
3. Universal tool holder, yaitu tool holder
yang dapat menjepit pahat pada
5kedudukan pahat (gambar 9). Dengan
demikian universal tool holder lurus
(http://google/indoteknik.com, 2011)
Gambar Pahat Universal
Prinsip Dasar PemotonganPahat bergerak
maju undur, benda kerja bergerak ke arah
melintang. Pemotongan hanya terjadi pada
mundur benda kerja bergeser
2.8 MACAM – MACAM BENTUK PAHAT SEKRAP
a. Pahat sekrap kasar lurus
c. pahat sekrap datar
d. pahat sekrap runcing
e. pahat sekrap sisi
f. pahat sekrap sisi kasar
h. Pahat sekrap profl
Geometri pahat sekrap
α = sudut bebas
γ = sudut buang
δ = sudut potong (α + β)
Pada proses sekrap gerak makan (f) adalah gerakan pahat perlangkah penyayatan, kecepatan potong adalah kecepatan potong rata-rata untuk gerak maju dan gerak kembali dengan perbandingan kecepatan (Rs) = Vm/Vr.
Harga Rs <1. (Gambar.), Elemen dasar tersebut adalah:
a. Kecepatan potong rata-rata :
lt = lv+lw+ln
np = jumlah langkah per menit b. Kecepatan makan :
c. Waktu pemotongan :
d. kecepatan penghasilantotal