Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 1 of 29
Dr.Eng. Yulius Deddy Hermawan
Department of Chemical Engineering
UPN “Veteran” Yogyakarta
VII
BASIC CONCEPT OF
CLEAN PROCESS TECHNOLOGY,
PROCESS CONTROL & SAFETY
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Outline
1. Clean Process Technology
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 2 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
VII.1.
CLEAN PROCESS
TECHNOLOGY
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Two classes of waste from chemical process
(Smith R., 2005)
1. The two inner layers of the
onion diagram (the reaction and
separation and recycle systems)
produce
process waste. The
process waste is waste
byproducts, purges, and so on
2. The outer layers of the onion
(the utility system) produce
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 3 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Source of Waste for Chemical Production
(Smith R., 2005)
1. Reactors. Waste is created in reactors through the
formation of waste byproducts, and so on.
2. Separation and recycle systems. Waste is produced
from
separation and recycle systems through the inadequate
recovery and recycling of valuable materials from waste
streams.
3. Process operations. The third source of process waste
can be classified under the general category of process
operations. Operations such as start-up and shutdown of
continuous processes, product changeover, equipment
cleaning for maintenance, tank filling, and so on, all produce
waste.
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Clean Process Technology for Chemical Reactor
Under normal operating conditions, waste is produced in reactors in
the following ways:
1. If it is not possible, for some reason, to recycle unreacted feed
material to the reactor inlet, then low conversion will lead to
waste of that unreacted feed.
2. The primary reaction can produce waste byproducts, for example:
FEED1 + FEED2
PRUDUCT + WASTE (BYPRODUCT)
3. Secondary reactions can produce waste byproducts, for example:
FEED1 + FEED2
PRUDUCT
PRODUCT
WASTE (BYPRODUCT)
4. Impurities in the feed materials can undergo reaction to produce
waste byproducts.
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 4 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Clean Process Technology for Separation & Recycle Systems
Waste from the separation and recycle system can be minimized in
five ways:
1. Recycling waste streams directly.
2. Reduction of feed impurities by purification of the feed
3. Elimination of extraneous materials used for separation.
4. Additional separation of waste streams to allow increased
recovery.
5. Additional reaction and separation of waste streams to allow
increased recovery
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 5 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Clean Process Technology for Process Operations
Sources of waste in process operations
:
1. Start-up/shutdown in continuous processes
Reactors give lower than design conversions.
Reactors at nonoptimal conditions produce (additional) unwanted
byproducts.
Separators working at unsteady conditions produce intermediates with
compositions that do not allow them to be recycled
Separators working at unsteady conditions produce products that do
not meet the required sales specification
2.
Product changeover In continuous processes, all those sources of process waste associated
with start-up and shutdown also apply to product changeover in multiproduct plants.
In both batch and continuous processes, it may be necessary to clean
equipment to prevent contamination of new product. Materials used for equipment cleaning often cannot be recycled, leading to waste.
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Sources of waste in process operations
:
3. Equipment cleaning for maintenance, tank filling and fugitive emissions.
Equipment needs to be cleaned and made safe for maintenance
When process tanks, road tankers, rail tank cars or barges are filled,
material in the vapor space is forced out of the tank and lost to atmosphere.
Material transfer requires pipework, valves, pumps and compressors.
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 6 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Other ways to minimize waste from process operation are
Minimize the number of shutdowns by designing for high availability. Install
more reliable equipment or standby equipment.
Design continuous processes for flexible operation, for example, high
turndown rate rather than shutdown.
Consider changing from batch to continuous operation. Batch processes, by
their very nature, are always at unsteady-state, and thus difficult to maintain at optimum conditions.
Install enough intermediate storage to allow reworking of off-specification
material
Changeover between products causes waste since equipment must be
cleaned. Such waste can be minimized by scheduling operation to minimize product changeovers .
Install a waste collection system for equipment cleaning and sampling
waste, which allows waste to be segregated and recycled where possible. This normally requires separate sewers for organic and aqueous waste, collecting to sump tanks and recycle or separate and recycle if possible.
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 7 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
VII.2.
INTRODUCTION TO
PROCESS CONTROL
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Process Control Motivation
:
(Stephanopoulus, G., 1984)
Requirements during plant operation:
1. Safety
P, T, C, F should be stayed at its desired condition
Automatic process control should be implemented to maintain the
operating condition at its set point.
2.
Product specifications
plant product (quantity and quality) meets the market conditions
3. Environmental Law
Operating conditions (P, T, C, F) should be located in the range of
desired value. e.g. [SO2]max, water quality dispose to the river
4.
Operation Limits
Tank: can’t be empty or overflow
Reactor catalytic temperature should be kept lower than upper limit
5.
Economic
Plant operation must agree with market conditions, e.g. raw
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 8 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Liquid Level Dynamic in A Stirred Tank Heater
V-03 V-02 V-01
From the upstream unit
From the upstream unit
to the next unit
hsp liquid’s level set-point
Steam Condensate
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Implementation of Process Control for
Suppress push down press the outside disturbances’ effect
(variation of
T, P, F, C
)
Ensure the stability of chemical process
Optimize the chemical process performances
Types of Process Control
Feedback Control
Feedforward Control
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 9 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Typical Heat Exchanger
The outlet temperature of process stream varies with the disturbance load changes
Process
stream Heatedstream
Ti(t), f(t) T(t)
Steam
Condensate
• Purpose: maintain T at its desired value (set point)
Manual ? Or Automatic ?
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Three weaknesses of manual control by operator:
Operator often sees (checks) the temperature of HE
Different Operator gives different decision about how
to handle the valve control of steam
Most chemical plants consist of many controlled
variables, it thus needs so many operators
Automatic process control should be implemented
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 10 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Feedback Control of Heat Exchanger
TT : Temperature Transmitter (Sensor) thermocouple
TC : Temperature Controller 3 basic components• Sensor/Transmitter :
• Controller
• Final Control Element
3 Basic Operations: • Measurement (M)
• Decision (D)
• Action (A)
The main goal is to maintain the outlet temperature of HE at its set-point by
manipulating the steam flowrate,even though the disturbances enter the process.
Process
stream Heatedstream
Ti(t), f(t) T(t)
Steam Condensate TC 01 TT 01 SP
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Feedforward Control of Heat Exchanger
TT : Temperature Transmitter (Sensor) thermocouple FT : Flow Transmitter
The main goal is to measure the disturbance changes and make compensation before the controlled variable (The outlet temperature of HE) deviates form its
set-point.
Process
stream Heatedstream
Ti(t), f(t)
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 11 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Feedback vs Feedforward
Warm water
Hot water (THconstants)
Cold water (TCvaries)
TC(t)
TH TH
Note: father’s left hand senses warm water temperature, and father’s right hand arranges the opening valve of hot water.
(A)
Note: father’s right hand senses the cold water temperature, and father’s left hand arranges the opening valves of hot water.
(B) Cold water
(TCvaries)
TC(t)
Hot water (THconstants)
Warm water
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Combination of Feedback-Feedforward Control
TT : Temperature Transmitter (Sensor) thermocouple
FT : Flow Transmitter
Process
stream Heatedstream
Ti(t), f(t)
T(t) Steam Condensate TC 10 TT 10 SP Feedforward controller TT 11 FT 11
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 12 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Temperature Control in Heater Treater
HEATER TREATER
BURNER AT HEATER TREATER
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
HT’s Intrumentation
Temperature IndicatorDepartment of Chemical Engineering - UPN “Veteran” Yogyakarta Page 13 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Flow Control
FT 10 FC
10
FSP
F
FT 10 FC
10
FSP
F
FC Flow Controller FTFlow Transmitter
FTDifferential Pressure Cell (DP Cell)
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 14 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Good Plumbing
plumbing
1
stlaw:
PUT
VALVE
IN
DOWNSTREAM
AFTER CENTRIFUGALPUMP
plumbing
2
ndlaw:
USE ONLY
ONE
VALVE
IN LIQUID PIPELINE
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 15 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Good Plumbing
plumbing
3
rdlaw:
DON’T
THROTTLE
DISCHARGE
OF COMPRESSOR
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 16 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Pressure Control
PT
10 PC10
PSP
P
PC Pressure Controller PTPressure Transmitter
PTDifferential Pressure Cell (DP Cell)
Flash drum
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Level Control
LT
10 LC10
hSP
LC Level Controller LTLevel Transmitter
LTDifferential Pressure Cell (DP Cell)
F3
F2
F1
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 17 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Composition Control in mixing process
CC Composition Controller CTComposition Transmitter
CTComposition Analyzer gas chromatograph, spectroscopic
CT 10 CC
10
F1, C1
F2, C2
F3, C3
CSP
mixer
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Composition Control in purging process
CC Composition Controller CTComposition Transmitter
CTComposition Analyzer - gas chromatograph, - spectroscopic
CT 10
CC 10
F1, C1
F2, C2
F3, C3
CSP
splitter
RecycleDepartment of Chemical Engineering - UPN “Veteran” Yogyakarta Page 18 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
HDA Process with Energy Integration Alternative 1
From Terrill and Douglas (1987)
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Pneumatic Valve
pressured air
liquid
(a) FO-AC
liquid
pressured air
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 19 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Preparing of Vapor/Gas Feed
Develop the control configuration
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Preparing of High Pressure Gas Feed
dry gas (FG)
coolant (FC)
condensate (FL)
SEPARATOR CONDENSOR
COMPRESSOR
flare (Fflare)
high pressure gas
gas feed (FF)
comp. suction
(Fsuct)
to oil pit
T, P
SPLITTER
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 20 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
VII.3.
INTRODUCTION TO
PROCESS SAFETY
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Illustration of Chemical Process System
CHEMICAL PROCESS SYSTEM
FEED PRODUCT
SAFETY SYSTEM
CONTROL SYSTEM FC/ FRC, TC/ TRC, LC, PC,
CC, …
UTILITY SYSTEM •WATER AND STEAM
•ELECTRICAL •PRESS AIR •REFRIGERANT
•INERT
OFFSITE SYSTEM •STORAGE
•HARBOR •RAILWAY •WASTE TREATMENT
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 21 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
CHEMICAL PROCESS
TECHNOLOGY
MORE & MORE COMPLEX
High
pressure
More
reactive
chemical
Exotic
chemistry
Needs sophisticated safety technology and chemical
engineer who understand safety concepts well
“care to fundamental things will safe;
otherwise, it is a disaster”
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Terminologies
•
Safety or loss prevention
prevention to the accident by using adequate technology for
identifying chemical plant’s hazards and eliminate before it
happens
•
Hazard
A chemical or physical condition that has the potential for causing
damage to people, property, or the environment
•
Risk
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 22 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Ingredients of successful safety program
(Crowl, D.A., and Louvar, J.F., 2011)
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
fund
company
engineer
Profit
gives salary and
facilities
invest
able to minimize
the financial loss
and makes the
environment safe
and friendly for
employees and
peoples
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 23 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
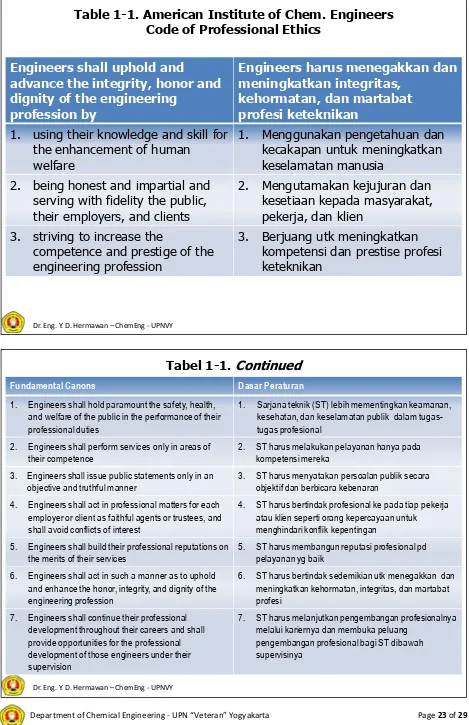
Table 1-1. American Institute of Chem. Engineers Code of Professional Ethics
Engineers shall uphold and
advance the integrity, honor and dignity of the engineering
profession by
Engineers harus menegakkan dan meningkatkan integritas,
kehormatan, dan martabat profesi keteknikan
1. using their knowledge and skill for the enhancement of human
welfare
1. Menggunakan pengetahuan dan kecakapan untuk meningkatkan keselamatan manusia
2. being honest and impartial and serving with fidelity the public, their employers, and clients
2. Mengutamakan kejujuran dan kesetiaan kepada masyarakat, pekerja, dan klien
3. striving to increase the
competence and prestige of the engineering profession
3. Berjuang utk meningkatkan kompetensi dan prestise profesi keteknikan
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Tabel 1-1. Continued Fundamental Canons Dasar Peraturan
1. Engineers shall hold paramount the safety, health, and welfare of the public in the performance of their professional duties
1. Sarjana teknik (ST) lebih mementingkan keamanan, kesehatan, dan keselamatan publik dalam tugas-tugas profesional
2. Engineers shall perform services only in areas of
their competence 2. ST harus melakukan pelayanan hanya padakompetensi mereka 3. Engineers shall issue public statements only in an
objective and truthful manner 3. ST harus menyatakan persoalan publik secaraobjektif dan berbicara kebenaran 4. Engineers shall act in professional matters for each
employer or client as faithful agents or trustees, and shall avoid conflicts of interest
4. ST harus bertindak profesional ke pada tiap pekerja atau klien seperti orang kepercayaan untuk menghindari konflik kepentingan
5. Engineers shall build their professional reputations on
the merits of their services 5. ST harus membangun reputasi profesional pd pelayanan yg baik 6. Engineers shall act in such a manner as to uphold
and enhance the honor, integrity, and dignity of the engineering profession
6. ST harus bertindak sedemikian utk menegakkan dan meningkatkan kehormatan, integritas, dan martabat profesi
7. Engineers shall continue their professional development throughout their careers and shall provide opportunities for the professional development of those engineers under their supervision
7. ST harus melanjutkan pengembangan profesionalnya melalui kariernya dan membuka peluang
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 24 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
3 systems to determine the effectiveness of safety program:
1. OSHA (occupation safety and health administration) incidence rate 2. Fatal accident rate (FAR), and3. Fatality rate or deaths per persons per year
Mostly used by British Chemical Industries:
(Crowl, D.A., and Louvar, J.F., 2011)
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Acceptable Risk
We cannot eliminate risk entirely
Every chemical process has a certain amount of risk
Chemical
industry
Single
Process
Multi
Process
Certain risk
High risk >>
Multiple exposures
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 25 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Public Perceptions
The general public has great difficulty with the concept of
acceptable risk.
Chemical plant designers who specify the acceptable risk are
assuming that these risks are satisfactory to the civilian living
near the plant.
There is a suggestion that eliminating chemical hazards by
“returning to the nature”, for example to eliminate synthetic
fibers produced by chemicals and use natural fibers such as
cotton.
Statistic shows (
by Kletz
):
–
FAR for chemical industry = 4.0
–
FAR for agriculture = 10.0
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
The three major accidents/hazards in process plant
Type of
Accident/hazard Probability of Occurrence Potential for Fatalities Potential for Economic Loss
Fire High Low Intermediate
Explosion Intermediate Intermediate High
Toxic Release Low High low
“Human error” frequently causes losses
almost accident (except caused by nature), can be related with human error
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 26 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Plant’s Accident Examples
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Most Accidents follow three step sequence:
Initiation
(the event that starts the accident )
Propagation
(the event or events that maintain or expand the accident )
Termination
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 27 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Significant disaster example:
Flixborough England, on Saturday in June 1974
Cyclohexane (CH),
Similar to gasoline
Oxidation
155 °C; 7.9 atm
6 reactors in series
Caprolactam
70000 tons/year
Size of bypass pipe of was reduced (28” 20”) causes v >> pipe ruptured30 ton CH volatile
vapor cloud, the cloud was ignited by unknown source about 45 second after the release
explosion
20 inch
28 people died, 36 were injured, damge extended to 1821 nearby houses and 167 shops. Fire in plant burned for over 10 days.
R5 was found to be leaking, need to be repaired; bypass from R4 to R6 by pipe line 20 inch
28 inch
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Design of Chemical Process Safety
•
Eliminate initiation step
•
Change propagation step to termination step
Prevent
accident
Practical:
ineffective and unrealistic to
eliminate all initiation steps
theoritical:
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 28 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Inherent Safety Techniques (Crowl, D.A., and Louvar, J.F., 2011)
Type Typical Techniques
Minimise
(intensification) Change from large batch reactor to a smaller continuous reactor Reduce storage inventory of raw materials Improve control to reduce inventory of hazardous intermediate chemicals
Reduce process hold-up Substitute
(substitution) Use mechanical pump seals vs. packingUse welded pipe vs. flanged Use solvents that are less toxic
Use mechanical gauges vs. mercury
Use chemicals with higher flash points, boiling points, and other less hazardous properties
Use water as a heat transfer fluid instead of hot oil
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Inherent Safety Techniques
(
continued
)
Type Typical Techniques
Moderate (attenuation and limitation of effects)
Use vacuum to reduce boiling point
Reduce process temperatures and pressures Refrigerate storage vessels
Dissolve hazardous material in safe solvent
Operate at conditions where reactor runaway is not possible Place control rooms away from operations
Department of Chemical Engineering - UPN “Veteran” Yogyakarta Page 29 of 29
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Inherent Safety Techniques
(
continued
)
Type Typical Techniques
Simplify
(simplification and error tolerance)
Keep piping systems neat and visually easy to follow Design control panels that are easy to comprehend Design plants for easy and safe maintenance Pick equipment that requires less maintenance Pick equipment with low failure rates
Add fire- and explosion-resistant barricades
Separate systems and controls into blocks that are easy to comprehend and understand
Label pipes for easy "walking the line"
Label vessels and controls to enhance understanding
Dr. Eng. Y. D. Hermawan – ChemEng - UPNVY
Problems
1. An employee works in plant with a FAR of 4. If this
employee works a 4-hr shift, 200 days per year, what is the
expected deaths per person per year?
2. Three process unit are in a plant. The units have FARs of
0.5, 0.3, and 1.0, respectively.
a. What is the overall FAR for the plant, assuming worker