PADA ALUMUNIUM (Al-Mg-Si) SERI 6063
(Skripsi)Oleh
Andhi Darmawan Saputra
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
PENGARUH BEBAN PENEKANAN TERHADAP KEKUATAN
SAMBUNG TUMPANG
(Single Lap joint)
PADA ALUMUNIUM (Al-Mg-Si) SERI 6063
Oleh
ANDHI DARMAWAN SAPUTRA
Skripsi
Sebagai Salah Satu Syarat Untuk Mencapai Gelar
SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG BANDAR LAMPUNG
I. PENDAHULUAN
A. Latar Belakang
Perkembangan teknologi yang pesat saat ini membuat persaingan di dunia industri semakin ketat. Perkembangan teknologi ini juga telah menghasilkan mesin-mesin
yang dapat membuat produk yang sulit dibuat oleh tangan manusia dan dapat dimanfaatkan di berbagai bidang industri. Mesin-mesin yang memiliki peranan penting dalam sektor industri adalah mesin perkakas, seperti mesin freis, mesin
sekrap atau ketam, mesin bubut, mesin bor, dan mesin gerinda. Mesin-mesin ini merupakan mesin yang biasa dipakai pada proses pemesinan. Adapun definisi dari
proses pemesinan adalah suatu proses atau kegiatan produksi dalam industri pembuatan suatu produk serta komponen-komponen mesin. Pemesinan merupakan salah satu teknologi proses produksi yang banyak digunakan dalam
industri pembuatan komponen-komponen mesin ataupun produk lain yang dapat berguna bagi masyarakat. Untuk itu tidak mengherankan apabila sampai saat ini penelitian mengenai pemesinan tetap dilakukan, disamping untuk menghasilkan
kualitas hasil pemotongan yang semakin baik, juga untuk mengetahui lebih jauh hubungan antara beberapa parameter-parameter pemotongan yang menjadi dasar
pengembangan perencanaan pemesinan yang optimum.
Dalam proses pembentukan bahan jadi setelah proses pemesinan dilanjutkan
sejenis atau penyambungan antar material yang berbeda. Dalam penelitian ini,
proses pemesinan yang digunakan adalah proses permesinan freis, dimana proses freis merupakan salah satu proses pemesinan yang paling banyak dijumpai, dari
bengkel kecil sampai ke industri manufaktur. Pada prosesnya mesin freis memerlukan sebuah pahat yang berfungsi sebagi penyayat bahan. Pergerakan pahat inilah yang akan menentukan bentuk dari produk sesuai dengan yang
diinginkan.
Salah satunya adalah proses penyambungan baik penyambungan antar material
yang sejenis atau penyambungan antar material yang berbeda. Dimana penyambungan ini dimaksudkan memberikan bentuk lebih baik yang tidak dapat
dilakukan pada saat proses pemesinan. Banyak jenis proses penyambungan dua buah material selama ini menggunakan metode pengelasan, pembautan, paku keling, patri, dan lain-lain. Contoh pada rak piring, asesoris dan etalase. Akan
tetapi proses penyambungan dua buah material ada juga dengan menggunakan metode sambungan perekat. Dimana metode sambungan perekat merupakan metode penyambungan dimana material filler digunakan untuk mengikat dua
bagian atau lebih komponen yang akan disambungkan secara bersamaan, (Timings, 1993).
Salah satu alternative untuk menyambung material yang tidak tahan panas adalah dengan cara pengeleman dengan bahan perekat (adhesive). Kelebihan dari pengeleman adalah tidak merusak struktur material induknya. Pada saat
(1993) dimana,” penting untuk menjaga dua permukaan material yang sedang
direkatkan tetap contact serta diberi penekanan.
Berdasarkan uraian tersebut diatas, penelitian akan membahas tentang kekuatan
rekat antar material yang sejenis dalam hal ini adalah alumunium (Al-Mg-Si) seri 6063 hasil proses pemesinan freis yang memvariasikan beban penekanan antara kedua material yang sejenis pada saat penyambungan. Hal inilah yang mendorong
peneliti tertarik untuk melakukan penelitian yang berjudul “Pengaruh Beban
penekanan Terhadap Kekuatan Sambungan tumpang (single lap joint)
Alumunium (Al-Mg-Si) seri 6063 Hasil Pemesinan Freis” Diharapkan hasil penelitian ini dapat menghasilkan kualitas hasil rekat yang lebih baik yang dapat
bermanfaat bagi masyarakat khususnya dunia usaha dalam industri.
B. Tujuan Penelitian
Adapun tujuan yang ingin dicapai dalam penelitian ini adalah untuk mengetahui
pengaruh besar penekanan terhadap kekuatan sambungan tumpang (single lap joint) dengan menggunakan “Avian” Epoxy sintetik yang terjadi pada aluminium ( Al-Mg-Si ) seri 6063 hasil proses pemesinan fries
C. Batasan Masalah
Batasan masalah dalam penelitian ini adalah
1. Dilakukan proses freis tanpa cairan pendingin untuk proses finishing pada permukaan Alumunium ( Al-Mg-Si ) seri 6063.
2. Variasi beban penekanan yang digunakan sebesar 6 kg, 9 kg, 12 kg dan
3. Proses freis dilakukan untuk mendapatkan variasi range kekasaran (1-2
µm) dan (2-3 µm).
4. Mesin freisyang digunakan adalah jenis vertikal.
5. Material/bahan yang digunakan adalah alumunium paduan yaitu paduan ( Al-Mg-Si ) seri 6063.
6. Jenis perekat yang digunakan adalah “Avian” Epoxy.
7. Untuk mengetahui kekuatan sambungan dilakukan uji geser.
E. Sistematika Penulisan
Adapun sistematika penulisan yang digunakan oleh penulis dalam penyusunan tugas akhir ini adalah sebagai berikut:
I. PENDAHULUAN
Pada bab ini menguraikan tentang latar belakang penelitian, tujuan, batasan masalah dan sistematika penulisan.
II. TINJAUAN PUSTAKA
Pada bab ini menguraikan tinjauan pustaka yang dijadikan sebagai landasan teori
untuk mendukung penelitian ini. III. METODOLOGI
Pada bab ini menjelaskan metode tentang langkah-langkah, alat dan bahan yang dilakukan untuk mencapai hasil yang diharapkan dalam penelitian ini.
IV. HASIL DAN ANALISA
V. SIMPULAN DAN SARAN
Pada bab ini memberikan kesimpulan dari hasil dan pembahasan sekaligus memberikan saran yang dapat menyempurnakan penelitian ini.
DAFTAR PUSTAKA
Berisikan literatur-literatur atau referensi yang diperoleh penulis untuk mendukung penyusunan laporan penelitian ini.
LAMPIRAN
II.TINJAUAN PUSTAKA
A. Mesin Freis
Salah satu mesin dalam proses pemesinan adalah Mesin freis, dimana mesin perkakas ini digunakan untuk menyelesaikan suatu benda kerja dengan
mempergunakan pisau freis (cutter) sebagai pahat pemotong yang berputar pada sumbu mesin [Indaryanto, 1996].
Gambar 2.1 Jenis pahat dan proses freis
Jenis Mesin freis adalah jenis datar dan tegak ditunjukkan berturut-turut secara
skematis dalam gambar 2.2 (a) dan 2.2 (b). Pahat freis dengan diameter tertentu dipasangkan pada poros utama (spindle) mesin freis dengan perantara poros pemegang/ arbor (untuk pahat freis selubung) atau langsung melalui hubungan
poros konis). Seperti halnya mesin bubut, putaran poros utama dapat dipilih sesuai
dengan tingkatan putaran yang tersedia pada mesin freis. Posisi sumbu poros utama mesin freis dapat horizontal maupun vertikal, tergantung pada jenis
mesinnya, dapat dilihat pada gambar 2.2 [Rochim, 1993]. Benda kerja yang dipasangkan pada meja dapat diatur kecepatan makannya tergantung pada harga gerak makan pergigi yang diinginkan. Besarnya kecepatan makan antara lain
dipengaruhi oleh besarnya jumlah gigi pahat freis (z). Untuk kecepatan makan yang sama maka gerak makan pergigi (fz) menjadi berlainan bila jumlah gigi
berbeda. Kedalaman potong (a) diatur dengan cara menaikkan meja melalui roda pemutar untuk menggeserkan lutut pada tiang mesin freis.
Dalam proses freis benda kerja dicekam dengan aman pada bagian atas meja mesin. Kemudian benda kerja tersebut ikut bergerak seiring dengan bergeraknya meja, dan terjadi pemotongan saat bersentuhan dengan putaran pahat.
2.2 (a) 2.2 (b)
Gambar 2.2. Skema mesin Freis
Mesin freis merupakan suatu mesin serbaguna yang mampu menangani berbagai
tidak hanya untuk pemotongan permukaan pelat dan poros tidak beraturan tetapi
juga untuk pembuatan roda gigi dan ulir, dan operasi lainnya seperti drilling dan
boring.
B. Proses Freis
Pengertian dari Proses Freis adalah proses menghilangkan sebagian bahan/
material untuk membentuk permukaan eksternal yang dilakukan oleh pahat bermata potong jamak yang melakukan gerak potong berupa putaran dan benda kerja bergerak secara translasi sebagai gerak makan. Dimana hal ini untuk
menghilangkan sebagian dari material yang tidak diinginkan sehingga benda kerja mencapai dimensi, toleransi dan tingkat penyelesaian yang telah direncanakan
sebelumnya.
Secara umum, jenis pahat freis (milling cutter) dapat digolongkan menjadi dua yaitu pahat freis selubung (slub milling cutter) dan pahat freis muka (face milling cutter), yang dapat dilihat pada gambar 2.1. Pahat freis termasuk pahat bermata
potong jamak dengan jumlah mata potong sama dengan jumlah gigi freis (z). Berdasarkan jenis pahat yang digunakan, ada dua cara dalam proses freis yaitu
mengefreis datar (slab milling) dengan sumbu putaran pahat freis selubung sejajar permukaan benda kerja, dan mengefreis tegak (face milling) dengan sumbu
Pada proses turun, akan menyebabkan benda kerja lebih tertekan ke meja dan
meja terdorong oleh pahat yang mungkin suatu saat (secara periodik) gaya dorongnya akan melebihi gaya dorong ulir/ roda gigi penggerak meja. Apabila
sistem kompensasi “keterlambatan gerak balik” (back lash compensator) tidak
baik, maka dapat menimbulkan adanya getaran bahkan kerusakan pada mesin. Proses freis naik lebih banyak digunakan karena alasan tersebut, akan tetapi
keausan pahat lebih cepat karena mata potong lebih banyak menggesek benda kerja yaitu pada saat pahat mulai memotong (dimulai dengan ketebalan geram
nol) dan selain itu permukaan benda yang dihasilkan akan lebih kasar. Dengan semakin baiknya konstruksi mesin, maka mengefreis turun cenderung dipilih
karena lebih produktif dan benda kerja yang dihasilkan lebih halus. Karena pemotongan dimulai dengan ketebalan geram yang besar maka mengefreis turun tidak dianjurkan pada permukaan benda kerja yang terlalu keras [Rochim, 1993].
Dalam elemen dasar proses pemesinan umumnya adalah merupakan besaran atau variabel yang dapat diatur/ dipilih. Dimana spesifikasi geometri dari suatu produk, komponen mesin. beberapa jenis proses pemesinan harus dipilih sebagai suatu
proses, ukuran objektif ditentukan dan pahat harus menghilangkan sebagian material benda kerja sampai ukuran objektif tersebut dicapai. Elemen dasar proses
freis adalah sebagai berikut:
1. Kecepatan Potong (v)
Kecepatan potong untuk proses freis dapat didefinisikan sebagai kerja
2. Kecepatan Makan (vf)
Kecepatan makan didefinisikan sebagai jarak dari pergerakan benda kerja sepanjang jarak kerja untuk setiap putaran dari spindel [Krar, 1997].
3. Kedalaman Potong (a)
Kedalaman potong didefinisikan sebagai kedalaman geram yang diambil oleh pahat potong [Krar, 1997].
4. Waktu Pemotongan (tc)
Waktu pemotongan adalah waktu yang dibutuhkan untuk menghasilkan suatu produk [Krar, 1997].
5. Kecepatan Penghasilan Geram
Geram adalah potongan dari material yang dipindahkan dari benda kerja oleh pahat potong [Krar, 1997].
Variabel – variabel pada proses freis dapat ditentukan dengan memperhatikan
gambar 2.3. Dalam hal ini rumus yang digunakan berlaku untuk kedua cara mengefreis, baik tegak maupun datar.
Dimana, Benda kerja :
w = lebar pemotongan
lw = panjang pemotongan
a = kedalaman potong
Pahat freis :
d = diameter luar pahat
z = jumlah gigi pahat (mata potong)
Mesin freis :
n = putaran poros utama
vf = kecepatan makan
Variabel proses freis adalah sebagai berikut :
1. Kecepatan potong (cutting speed) : v = πdn / 1000 (m/min) ….(1)
2. Gerak makan pergigi : fz =vf / (zn) (mm/gigi) ….(β) 3. Waktu pemotongan : tc = lt / vf (min) ….(γ)
Dimana : lt = lv + lw + ln (mm)
lv ≥ : untuk mengefreis datar
lv ≥ 0 : untuk mengefres tegak
ln ≥ 0 : untuk mengefreis datar
ln = d/2 : untuk mengefreis tegak
Berbeda dengan proses pemesinan yang lain, proses freis tidak menghasilkan
geram dengan tebal yang tetap melainkan berbentuk koma. Tebal geram tersebut dipengaruhi gerak makan pergigi (fz) dan sudut posisi yang pada setiap saat
berubah harganya karena perubahan posisi mata potong (gigi pahat freis).
C. Pahat Freis
Dalam proses pembentukan geram dengan cara pemesinan berlangsung dengan cara mempertemukan dua jenis material. Untuk menjamin kelangsungan proses ini, maka jelas diperlukan material pahat yang lebih baik/ unggul dari material
benda kerja. Keunggulan tersebut dapat dicapai karena pahat dibuat dengan memperhatikan segi tertentu, yaitu [Rochim, 1993] :
1. Kekerasan, yang cukup tinggi melebihi kekerasan benda kerja tidak saja pada temperatur ruangan di sekitar peralatan, tetapi juga pada temperatur tinggi pada saat proses pembentukkan geram berlangsung.
2. Keuletan, yang cukup besar untuk menahan beban kejut yang terjadi pada saat proses pemesinan berlangsung, dimana benda kerja mengandung partikel/ bagian logam yang keras (hard spot).
3. Ketahanan beban kejut thermal, diperlukan bila terjadi perubahan temperatur yang cukup besar secara berkala atau periodik.
5. Daya larut elemen/ komponen material pahat yang rendah, dibutuhkan
untuk memperkecil laju keausan akibat mekanisme difusi.
Kekerasan yang rendah dan daya adhesi yang tinggi tidak diinginkan, sebab dapat
terjadi deformasi pada mata potong dan keausan pada pahat. Keuletan yang rendah serta ketahanan beban kejut termal yang kecil juga mengakibatkan rusaknya mata potong maupun retak mikro yang dapat menimbulkan kerusakan
yang fatal. Akan tetapi tidak semua sifat-sifat tersebut dapat dipenuhi secara berimbang. Pada umumnya kekerasan dan daya tahan termal yang dipertinggi
selalu diikuti oleh penurunan keuletan. Berbagai penelitian telah dilakukan untuk mempertinggi kekerasan dan menjaga agar keuletan tidak terlalu rendah sehingga
pahat tersebut dapat digunakan pada kecepatan potong yang tinggi yang dapat menaikkan produktifitas yang tinggi.
Kekerasan berbagai jenis pahat pada temperatur kerja yang tinggi (Hot Hardness)
dan kekerasan pada temperatur ruang setelah pahat yang bersangkutan mengalami temperatur kerja yang tinggi selama beberapa saat (Recovery Hardness) dapat dilihat pada gambar 2.4.
Berikut ini adalah jenis-jenis material pahat freis berdasarkan tingkat
kekerasannya, yaitu :
1. High Carbon Steels; Carbon Tool Steel (CTS).
2. High Speed Steels (HSS).
3. Cast Nonferrous Alloys (Paduan Cor Nonferro)
4. Cemented Carbides (Karbida).
5. Ceramics (Keramik).
6. Cubic Boron Nitrides (CBN).
7. Sintered Diamonds dan Natural Diamonds (Intan)
D. Pahat HSS (Hight Speed Steel)
Pada tahun 1898 ditemukan jenis baja paduan tinggi dengan unsur paduan khrom (Cr) dan tungsten/wolfram (W). Melalui proses penuangan (molten metallurgy)
kemudian diikuti pengerolan ataupun penempaan baja ini dibentuk menjadi batang atau silinder. Pada kondisi lunak bahan tersebut dapat diproses secara pemesinan menjadi berbagai bentuk pahat potong. Setelah proses laku panas dilaksanakan,
kekerasannya cukup tinggi sehingga dapat digunakan pada kecepatan potong yang cukup tinggi (sampai dengan 3 kali kecepatan potong pahat CTS (Carbon Tool Steel) yang dikenal pada saat itu sekitar 10 m/menit, sehingga dinamakan dengan
"Baja Kecepatan tinggi" (High Speed Steel, HSS). Bila telah aus pahat HSS dapat diasah sehingga mata potongnya tajam kembali. Karena sifat keuletan yang relatif
Jenis HSS dapat dikatagorikan sebagai HSS konvensional dan HSS spesial
masing-masing dengan beberapa jenisnya adalah terlihat pada tabel 2.1. Dimana HSS berdasarkan paduan utamanya dapat digolongkan menjadi 2 jenis, yaitu seri
M dan seri T. Seri M adalah pahat potong yang memiliki paduan utama
Molybdenum dan seri T adalah paduan utama Tungsten. Kedua tipe tersebut memiliki komposisi, yaitu :
1. Material dasar Tungsten, dikenal dengan TI atau 18-4-1, mengandung sekitar 18% Tungsten, 4% Chromium, dan 1 % Vanadium.
2. Material dasar Molybdenum, dikenal dengan MI atau 8-2-1-4, mengandung 8% Molybdenum, 2% Tungsten, 1 % Vanadium, dan 4%
Chromium [Krar, 1997].
Tabel 2.1. Contoh klasifikasi pahat HSS menurut komponennya.
Jenis HSS Standar AISI
Conventional
E. Kekasaran Permukaan
Kekasaran permukaan adalah salah satu penyimpangan yang disebabkan oleh kondisi pemotongan dari proses pemesinan. Oleh karena itu, untuk memperoleh
produk bermutu berupa tingkat kepresisian yang tinggi serta kekasaran permukaan yang baik, perlu didukung oleh proses pemesinan yang tepat. Karakteristik kekasaran permukaan dipengaruhi oleh faktor kondisi pemotongan dan geometri
pahat (http://puslit.petra.ac.id/journals/mechanical/)
Dalam memperoleh profil suatu permukaan proses pemesinan, digunakan suatu
alat ukur yang disebut surface tester. Dimana jarum peraba (Stylus) dari alat ukur bergerak mengikuti lintasan yang berupa garis lurus dengan jarak yang ditentukan
terlebih dahulu. Panjang lintasan disebut panjang pengukuran sesaat setelah jarum bergerak dan sesaat sebelum jarum berhenti, maka secara elektronis alat ukur melakukan perhitungan berdasarkan data yang diperoleh dari jarum peraba.
Bagian dari panjang ukuran dilakukan analisa dari profil permukaan yang disebut sebagai panjang sampel. Pertumbuhan keausan pahat salah satunya ditandai dengan adanya penurunan kehalusan permukaan hasil proses pemesinan yang
semakin kasar. Hal tersebut terjadi karena permukaan mata pahat yamg kontak langsung dengan benda kerja telah mengalami deformasi. Pada praktiknya untuk
mengetahui kekasaran permukaan biasanya operator membandingkannya secara visual atau dengan perabaan. Akan tetapi untuk hal khusus dimana tidak dapat dilakukan dengan perabaan/ secara visual, maka diperlukan alat ukur kekasaran
permukaan untuk menentukan harga kekasarannya. Dimana yang dimaksud dengan permukaan di sini adalah batas yang memisahkan benda padat dengan
Bentuk dan karakteristik suatu permukaan memegang peranan penting dalam
perancangan komponen mesin atau peralatan. Banyak hal dimana karakteristik permukaan perlu dinyatakan dengan jelas misalnya dalam kaitannya dengan
gesekan, keausan, pelumasan, tahanan kelelahan, perekatan dua atau lebih komponen-komponen mesin dan sebagainya.Untuk memproduksi profil suatu permukaan, sensor/peraba (stylus) alat ukur harus digerakkan mengikuti lintasan
yang berupa garis lurus dengan jarak yang telah ditentukan terlebih dahulu. Panjang lintasan ini disebut dengan panjang pengukuran (traversinglength, lg).
Sesaat setelah jarum berhenti secara elektronik alat ukur melakukan perhitungan berdasarkan data yang dideteksi oleh jarum peraba. Bagian panjang pengukuran
dimana dilakukan analisis profil permukaan disebut dengan panjang sampel
(sampling length). Profil-profil permukaan tersebut dapat dilihat pada gambar 2.5.
Gambar 2.5. Posisi profil referensi, profil tengah, dan profil alas terhadap profil terukur, untuk satu panjang sampel.
Keterangan gambar :
o Profil referensi/acuan/puncak adalah profil yang digunakan sebagai acuan untuk menganalisis ketidakteraturan konfigurasi permukaan. Profil ini dapat berupa garis lurus atau garis dengan bentuk sesuai dengan profil
geometrik ideal, serta menyinggung puncak tertinggi profil terukur dari panjang sampel.
o Profil alas adalah profil referensi yang digeserkan ke bawah (arah tegak lurus terhadap profil geometrik ideal) sehingga menyinggung titik terendah profil terukur.
o Profil tengah adalah nama yang diberikan kepada profil referensi yang digeserkan ke bawah (tegak lurus terhadap profil geometrik ideal),
sehingga jumlah luas bagi daerah-daerah di atas profil tengah sampai ke profil terukur adalah sama dengan jumlah luas daerah-daerah di bawah profil tengah sampai ke profil terukur (daerah-daerah yang diarsir dengan
kemiringan garis yang berbeda).
Berdasarkan profil-profil tersebut, dapat didefinisikan beberapa parameter permukaan, yaitu antara lain :
1. Kedalaman total (Rt) ; (peak to valley height/total height), adalah jarak
antara profil referensi dan referensi dasar.
2. Kedalaman perataan (Rp) ; (depth of surface smoothness/peak to mean
line), adalah jarak rata-rata antara profil referensi dengan profil tengah. 3. Kekasaran rata-rata aritmatis (Ra) ; (mean roughness index/center line
4. Kekasaran rata-rata kwadratis (Rg) ; (root mean square height), adalah
akar dari jarak kwadrat rata-rata antara profil terukur dengan profil tengah.
Dari bermacam-macam parameter permukaan tersebut, parameter Ra relatif lebih
banyak digunakan untuk mengidentifikasikan. Parameter Ra cocok apabila
digunakan untuk memeriksa kualitas permukaan komponen mesin yang dihasilkan dalam jumlah yang banyak dengan menggunakan suatu proses pemesinan tertentu.
Hal ini dikarenakan harga Ra lebih sensitif terhadap perubahan atau
penyimpangan yang terjadi pada proses pemesinan. Dengan demikian, jika
permukaan produk dimonitor dengan menggunakan Ra maka tindakan pencegahan
permukaan dapat dilakukan jika ada tanda-tanda bahwa ada peningkatan
kekasaran (misalnya dengan mengasah atau mengganti perkakas potong atau batu gerindanya). Harga tingkat kekasaran Ra dapat dilihat pada tabel 2.2 dibawah ini.
Tabel 2.2. Harga tingkat kekasaran. Tingkat
F. Alumunium
Alumunium ditemukan oleh Sir Humphrey Davy dalam tahun 1809 sebagai suatu unsur, dan pertama kali direduksi sebagai logam oleh H. C. Oersted tahun 1825.
Secara industri tahun 1886, Paul Heroult di Prancis dan C. M. Hall di Amerika Serikat secara terpisah telah memperoleh logam alumunium dan dari alumina dengan cara elektrolisa dari garamnya yang terfusi, (Surdia, Tata & Saito,
Shinroku. 1985).
Warna alumunium dengan mudah diidentifikasi dengan warna putih perak
mengkilap yang khas. Temperatur titik lebur alumunium murni adalah 658 °C dan berat jenisnya adalah 2,7 g/cm3. Alumunium ringan sekali dibandingkan dengan
logam-logam lain dan memiliki konduktifitas yang sangat baik [Supardi,1997].
Alumunium juga memiliki sifat yang tetap, cukup tangguh pada temperatur yang sangat rendah. Dimana konduktivitas termal alumunium sekitar lima kali dari baja
karbon rendah pada umumnya. Konduktivitas listrik alumunium adalah sekitar 60 % dari tembaga. Ketahanan korosi alumunium sangat baik pada keadaan tertentu akibat lapisan yang tipis dari oksida pelindung yang menempel dengan sendirinya.
Paduan alumunium dapat dibagi menjadi dua macam, yaitu [Ichsan, 1987]:
1. Wrought Alumunium Alloys
2. Casting Aloys
Wrought alumunium adalah paduan alumunium yang dapat mengalami pengerjaan panas dan pengerjaan dingin, dengan kata lain paduan ini dapat mengalami
deformasi plastik. Paduan alumunium yang diproduksi dalam bentuk wrought,
logam paduannya. Tabel 2.3 menunjukkan pembagian Wrought aluminum alloy
group.
Tabel 2.3 Wrought alumunium alloy group.
Paduan Seri Penamaan
Alumunium, dengan kemurnian min. 99% 1XXX
Alumunium -Tembaga (Al-Cu) 2XXX
Alumunium -mangan (Al-Mn) 3XXX
Alumunium -Silikon (Al-Si) 4XXX
Alumunium -Magnesium (Al-Mg) 5XXX
Alumunium -Magnesium-Silikon (Al-Mg-Si)
6XXX
Alumunium -Seng (Al-Zn) 7XXX
Paduan lainnya 8XXX
Sumber : Sonawan, 2003
Paduan Alumunium (Al) diklasifikasikan dalam berbagai standar oleh berbagai negara di dunia. Saat ini klasifikasi yang digunakan adalah Alumunium
Association (AA) di Amerika yang didasarkan atas standar terdahulu dari Alcoa (Alumunium Company Of America). Paduan tempaan dinyatakan dengan satu atau
dua angka "S". Standar AA menggunakan penandaan 4 angka, yaitu; angka pertama menyatakan sistem paduan dengan unsur-unsur yang ditambahkan. Angka ke dua menyatakan kemurnian dalam paduan yang dimodifikasi dan A1
murni, sedangkan dua angka terakhir dimaksudkan untuk tanda Alcoa terdahulu kecuali S, sebagai contoh; 3 S sebagai 3003 dan 63S sebagai 6063. Dimana hal ini
Tabel 2.4. Klasifikasi paduan alumunium tempaan.
Cu merupakan unsur paduan utama
Mn merupakan unsur paduan utama
Si merupakan unsur paduan utama
Mg merupakan unsur paduan utama
Mg2Si merupakan unsur paduan utama
Zn merupakan unsur paduan utama
Sumber : Surdia, 1999
Wrought alumunium alloy dapat dibagi lagi menjadi dua kelompok, yaitu:
Alumunium murni, dimana memiliki kandungan alumunium minimal
99%.
Alumunium paduan, yaitu alumunium yang dipadu dengan Cu, Mg, Si,
dan Zn sebagai unsur pemadu utama agar dapat menaikkan kekuatan, atau memperbaiki tahanan korosi.
Dalam paduan biner Al-Mg satu fasa yang ada dalam keseimbangan dengan
larutan padat Al adalah larutan padat yang merupakan senyawa antar logam yaitu
Al3Mg2. Sel satunya merupakan hexagonal susunan rapat (cph) tetapi juga ada
sampai kira-kira 1,9 % Mg, jadi kemampuan penuaan dapat diharapkan. Secara
praktis penambahan Mg tidaklah banyak, pengerasan penuaan yang berarti tidak
diharapkan. Senyawa mempunyai massa jenis yang rendah dan mudah
teroksidasi. Oleh karena itu biasanya ditambahkan sedikit flux dari Be, sebagai contoh 0,004 %.
Paduan Al-Mg mempunyai ketahanan korosi yang sangat baik, sejak lama disebut
hidronalium dan dikenal sebagai paduan yang tahan korosi. Cu dan Fe sangat berbahaya bagi ketahanan korosi, terutama Cu sangat memberikan pengaruhnya. Maka perlu perhatian khusus terhadap tercampurnya unsur pengotor.
Paduan dengan 2-3 % Mg dapat mudah ditempa, dirol dan diekstrusi, dan paduan 5052 adalah paduan yang biasa dipakai sebagai bahan tempaan. Tabel 2.5 berikut
ini menunjukkan sifat mekanis paduan tempaan Al-Mg [Surdia, 1999].
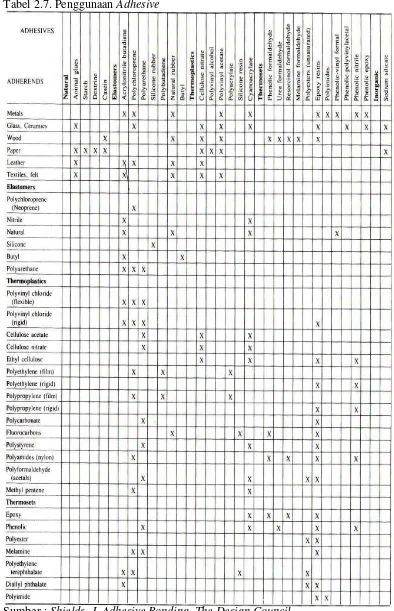
G. Perekat/ Adhesive Bond
Adhesive Bond adalah suatu bahan yang digunakan guna merekatkan dua buah material menjadi satu. dimana secara umum Adhesive Bond dapat dikelompokkan
menjadi dua antara lain :
1. Adhesive alami 2. Adhesive sintetik
Dimana adhesive alami terbuat dari hasil pengolahan tumbuhan dan binatang, sedangkan adhesive sintetik berasal dari pengolahan produk pabrik yang menggunkan bahan kimia. Keuntungan adhesive alami dibanding adhesive
sintetik adalah kandungan racun pada adhesive, dimana adhesive sintetik lebih banyak mengandung racun yang berbahaya karena banyak menggunakan bahan
kimia. Adapun kelompok adhesive dapat dilihat dalam tabel 2.6 berikut :
Tabel 2.6. Kelompok adhesive
Origin and Basic Type Adhesive Material
Natural
Animal
Albumen, animal glue (inc, fish), casein, shellac, beeswax.
Vegetable Natural resins (gum arabic, colophony), oils and waxes (carnauba wax, linseed oil), carbohydrates. Mineral
Inoganic material
Synthetic
Elastomers
Natural rubber (chlorinated rubber, cyclised
rubber), Synthetic rubbers and derivatives, Reclaim rubber.
Thermoplastic Cellulose derivatives, vinyl polymers and copolymers, polyesters, polyacrylates, polyethers, polysulphones.
Thermosetting Animo plastics, epoxides and modifications, phenolic resins and modifications, polyesters, polyaromatics, furans.
Metode sambungan perekat adalah merupakan metode yang paling cocok karena
menawarkan beberapa keuntungan seperti ringan, distribusi tegangan lebih merata, permukaan yang lebih halus dan lain sebagainya. Selain itu metode
perekatan mampu menghemat ongkos perbaikan dan tidak membutuhkan teknologi tinggi. Secara umum kekuatan pengeleman tergantung pada dua factor antara lain :
1. Faktor adhesi
2. Faktor kohesi
Dimana faktor adhesi adalah adanya gaya tarik menarik dua buah material (adhesive dan adherent) yang direkatkan, sedangkan faktor kohesi adalah adanya
gaya tarik menarik antara material itu sendiri.
Dalam sambungan, untuk memperoleh kekuatan tinggi dan daya tahan
(durabilitas) yang baik, hal yang sangat perlu diperhatikan adalah bahwa perekat sangat peka terhadap kelembaban, dimana air sangat tidak diharapkan baik di
dalam sambungan maupun pada permukaan sambungan, adapun bentuk jenis sambungan dapat dilihat dalam gambar 2.7 sebagai berikut :
Sambungan perekat akan mengalami kegagalan prematur dengan adanya air, air
dapat mempunyai pengaruh yang merugikan pada sambungan perekat baik secara kimia maupun secara fisik. Secara kimia air mempengaruhi struktur kimia resin
matrik. Sedang secara fisik, air dapat menggembungkan matrik dan menyebabkan tegangan dalam antara material dan matrik. Hal itu akan menyebabkan retak pada matrik dan atau delaminasi pada antar muka matrik-material sehingga daerah
yang rusak harus dikeringkan sebelum diperbaiki dengan perekatan.
Penggunaan panas dalam proses pengeringan akan memberikan hasil yang lebih
baik, namun suhu pengeringan harus diperhatikan agar tidak mempengaruhi struktur kimia atau menyebabkan kerusakan. Di bawah kondisi beban hampir
statis (quasistatic load) sambungan perekat harus tahan terhadap beban terpakai dalam jangka waktu yang lama, sehingga menjadi perlu untuk mengontrol kepaduan seluruh konstruksi. Kekuatan sambungan perekat biasanya diperkirakan
dengan kekuatan sambungan tarik geser karena pembebanan sebenarnya. Adapun faktor lain yang mempengaruhi sambungan adalah :
1. Waktu rekatan
2. Tekanan rekat
3. Ketebalan adhesive
4. Jenis adhesive/ perekat 5. Jenis sambungan
6. Jenis material yang disambung
Tabel 2.7. Penggunaan Adhesive
H. Uji Geser
Uji geser merupakan salah satu pengujian mekanik yang dilakukan untuk melihat penguatan sifat-sifat mekanik bahan ketika diberi gaya, dimana uji geser adalah
suatu pengujian yang bertujuan untuk mengetahui kekuatan suatu bahan berdasarkan ketahanan suatu material terhadap beban geser yang diberikan (Timing, L., R.1998).
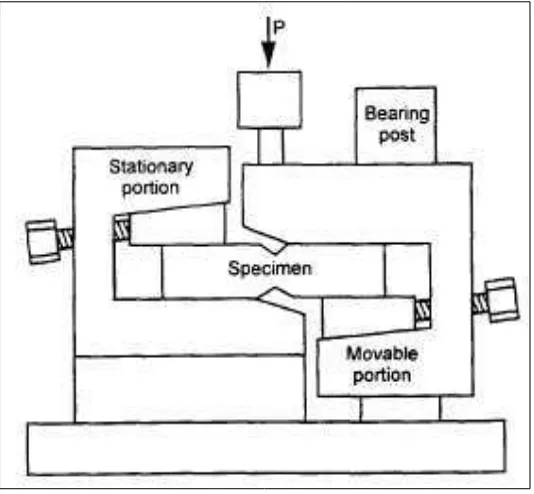
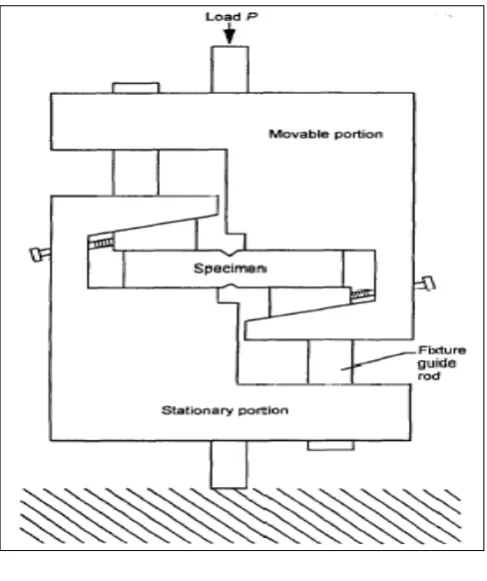
Menurut design dan fungsinya alat uji geser terdiri dari beberapa versi [ICCE, 2000], antara lain :
1. Iosipescu Shear Test
Alat uji geser ini digunakan untuk menguji material-material seperti
besi, baja dan material-meterial sejenisnya. Alat uji geser versi ini didesain untuk menguji geometri material yang tidak simetris.
2. Wyoming Shear Test
Alat uji geser ini didesain untuk menguji material-material komposit yang geometrinya simetris.
3. Idaho Shear Test
Alat uji geser versi ini dipergunakan untuk menguji material-material dari bahan kayu dan yang sejenis dan didesain untuk menguji
untisymmetrically materials.
4. FPL Shear Test
Desain alat uji ini mirip dengan versi Idaho tetapi fungsinya mirip
dengan versi Iosipescu. Akan tetapi alat uji ini yidak diperuntukkan
Skema alat-alat uji geser dapat dilihat pada gambar 2.8 dibawah ini.
Gambar 2.8 (a). Iosipescu Shear Test
Gambar 2.8 (c). Idaho Shear Test
III. METODE PENELITIAN
A. Tempat Penelitian
Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan
Laboratorium Metrologi Universitas Lampung serta Laboratorium Material ITB Bandung yang meliputi beberapa proses sebagai berikut:
1. Proses pemotongan dan pengukuran jenis material alumunium
(Al-Mg-Si) seri 6063.
2. Proses pembuatan mata pahat.
3. Proses freis material benda kerja.
4. Proses pengeleman dan diberikan beban penekanan pada material benda kerja.
5. Proses pengujian benda kerja. 6. Proses pengambilan data.
B. Bahan dan Peralatan Penelitian
Adapun dalam penelitian ini penulis menggunakan beberapa peralatan dan
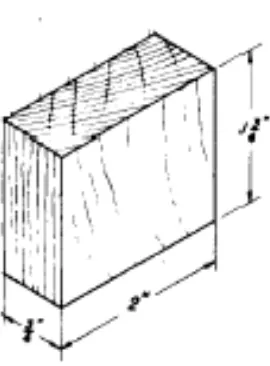
bahan-bahan sebagai berikut: 1. Bahan Penelitian
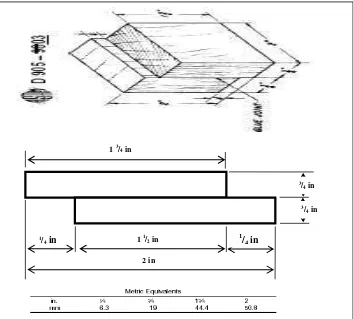
standar ASTM D 905-9803 dengan tebal 19 mm, lebar 44,4 mm, dan
panjang 50,8 mm dengan variasi beban penekanan saat penyambunganya adalah 6 kg, 9 kg, 12 Kg dan 15 kg. Besarnya beban
penekanan saat penyambungan pada material merupakan variasi peubahnya, sementara kekasaran permukaan benda kerja pada penelitian ini merupakan variasi tetapnya dimana dalam penelitian ini
variable-variabel proses pemesinan freis yang digunakan adalah:
kecepatan makan (vf) sebesar 20 mm/menit
kemudian kedalaman potong 1 mm
sementara kecepatan potong (v) bergantung pada putaran poros
utama. Dimana kecepatan putaran poros utama yang digunakan
adalah 500 rpm dan 355 rpm.
Komposisi kimia dari alumunium (Al-Mg-Si) seri 6063 dapat dilihat
pada tabel 3.1 dan gambar geometri benda kerja dari alumunium (Al-Mg-Si) seri 6063 dapat dilihat pada gambar 3.1 dibawah ini.
Tabel 3.1. Komposisi kimia alumunium (Al-Mg-Si) seri 6063
Komposisi Kimia
Si 0,7
Mg 1,2
Cr 0,25
Sumber : Supardi, 1997
Gambar 3.1. Geometri benda kerja berdasarkan standar ASTM D 905-9803.
Sedangkan pahat yang digunakan dalam penelitian ini adalah pahat HSS
konvensional jenis M1. Spesifikasi pahat serta gambar tersebut dapat dilihat pada tabel 3.2 dan gambar 3.2 dibawah ini:
Tabel 3.2. Spesifikasi pahat
No Spesifikasi Keterangan
1 Jenis High Speed Steel (HSS)
2 Tipe M1
3 Dimensi D = 50 mm, L = 37 mm
4 Jumlah Gigi (z) 8 Buah
5 Sudut Clearence (α) 12o
6 Sudut Rake ( ) 16o
7 Sudut Heliks ( ) 35o
C. Peralatan Penelitian
Dalam melaksanakan penelitian ini, digunakan berbagai macam peralatan yang terdapat di Laboratorium Produksi dan Laboratorium Material yang bertujuan untuk membantu dalam penelitian ini antara lain:
1. Mesin freis
Mesin freis yang digunakan adalah mesin freis vertikal yang berfungsi
untuk memotong permukaan benda kerja sesuai dengan ukuran dan kondisi pemotongan yang akan diteliti. Dari hasil proses freis ini akan diperoleh perbedaan kekasaran permukaan benda kerja. Gambar 3.3
Gambar 3.3. Mesin freis vertikal/tegak
Spesifikasi mesin freis konvensional tipe universal milling machine
Merk : Milko 12
Type : Vertikal
Buatan : Spain
Komponen mesin :
Meja Permukaan kerja : 800 x 225 mm
T. Slot (3) : 14 mm
Both Side Swivel : 45o
Langkah kerja Longitudinal : 525 mm
Cross : 230 mm
Vertikal : 400 mm
Spindle Standar Taper : ISO – 40
Jumlah Kec. Putar : 12 kecepatan putar
Range : 50 – 1700 rpm
Work Feeds Jumlah feeds : 8 kecepatan Longitudinal (range) : 18 – 550 mm/min
Motor Motor utama : 1,5 kW
Motor feeds : 0,55 kW
2. Gergaji
Alat yang digunakan untuk memotong benda uji dalam penelitian ini adalah mesin gergaji yang dapat dilihat pada gambar 3.4 .
Gambar 3.4. Mesin gergaji
3. Pencekam benda kerja
Supaya benda kerja tidak bergerak/bergeser pada saat dipotong, maka digunakan/dibutuhkan pencekam untuk benda kerja. Dimana besarnya jarak benda kerja maksimal yang dapat dicekam adalah 150 mm. Alat
tersebut dapat dilihat pada gambar 3.5.
4. Uji kekasaran permukaan (surface tester)
Jenis alat ini digunakan untuk melihat kekasaran permukaan benda kerja hasil pemesinan apakah sesuai standar kualitas atau tidak. Dimana alat
tersebut diperlihatkan pada gambar 3.6.
Gambar 3.6. Alat uji kekasaran permukaan (Suface Tester)
5. Timbangan digital
Alat ini digunakan untuk mengetahui beban penekanan yang dibutuhkan dalam penelitian.
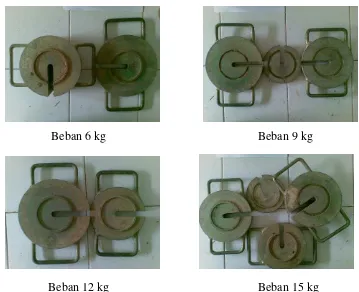
6. Beban yang dibutuhkan
Beban ini digunakan untuk penekanan pada saat penyambungan yaitu 6 kg, 9, kg, 12 kg, 15 kg.
Beban 6 kg Beban 9 kg
Beban 12 kg Beban 15 kg
Gambar 3.8. Variasi beban penekanan
D. Prosedur Penelitian
Prosedur penelitian yang dilakukan adalah sebagai berikut :
1. Persiapan bahan
Dalam mempersiapkan bahan disiapkan 48 alumunium (Al-Mg-Si) seri 6063 sebagai benda kerja. Untuk alumunium dilakukan pemotongan
tekanan saat penyambungannya dimana diberikan 4 (empat) variasi beban
tekanan penyambungan sebesar 6 kg, 9 kg, 12 kg dan 15 kg. 2. Proses freis
Mula-mula melakukan pemasangan pahat HSS pada pencekam (arbor) kemudian alumunium sebagai benda kerja/spesimen diletakkan pada pencekam yang terdapat pada meja mesin freis secara bergantian. Dimana
pada posisi benda kerja yang dicekam harus memanjang agar saat pengujian dilakukan, getaran dapat diminimalkan dan benda kerja tidak
bergeser sehingga perlakuan pemotongan pada benda kerja tersebut dapat dilakukan pada posisinya. Dimana posisi awal dari pengujian
diperlihatkan pada gambar 3.9.
Gambar 3.9. Posisi awal pengujian
Kemudian dilakukan proses pemotongan dengan kecepatan makan (vf)
sebesar 20 mm/menit, kemudian kedalaman potong 1 mm. Untuk
menghasilkan kekasaran permukaan yang diinginkan dengan menggunakan alat surface tester maka didapatkan nilai kekasaran (Ra)
3. Model sambungan
Setelah didapatkan data kekasaran permukaan hasil pengefreisan, aluminium-aluminium tersebut dikelompokan sesuai dengan range yang
ditentukan. Setelah itu, dua buah aluminium tersebut disambung dengan metode sambungan tumpang (single lap joint). sesuai dengan range
kekasaran permukaannya. Berikut ini gambar 3.10 menunjukkan metode
sambungan tumpang (single lap joint). Dua buah mateial dan variasi beban penekanan 6 kg, 9 kg, 12 kg dan 15 kg.
Berikut ini gambar 3.10 menunjukkan metode sambungan tumpang
(single lap joint) dua buah material.
Gambar 3.10. Model sambungan
3/ 4 in
3/ 4 in 1 3/4 in
2 in
1/4 in 1/
4 in 1 1/
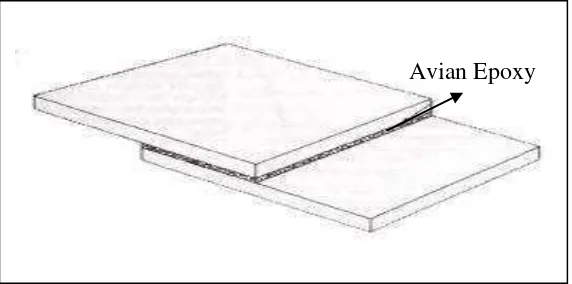
4. Proses perekatan/pengeleman
Proses pengeleman dilakukan untuk merekatkan dua buah material alumunium seri 6063, yang skema pengelemannya ditunjukkan pada
gambar 3.11.
Adapun cara pengeleman yang disesuaikan dengan aturan pemakaian adalah sebagai berikut:
a. Membersihkan setengah bagian salah satu permukaan material dari debu dan air.
b. Tekan keluar epoxy dan hardener dalam jumlah yang sama. c. Aduk epoxy dan hardener hingga merata.
d. Oleskan pada bagian yang telah dibersihkan dan dikeringkan pada permukaan alumunium.
e. Tempelkan dua buah permukaan yang telah diolesi perekat.
f. Tambahkan beban penekanan (6 kg, 9 kg, 12 kg dan 15 kg).
g. Perekat akan mulai mengeras dalam 5 menit, dan untuk mendapatkan daya rekat yang maksimal tunggu sampai 16 jam.
Gambar 3.11. Skema pengeleman
Gambar 3.12. Dua benda kerja yang telah di rekat tampak atas
Proses pengeleman dilakukan untuk merekatkan material alumunium seri 6063, dimana perekat yang digunakan adalah jenis “Avian” Epoxy yang dapat dilihat pada gambar 3.13.
Gambar 3.13. “Avian” Epoxy
5. Pengujian spesimen dengan uji geser
Metode pengujian yang dilakukan sesuai dengan standar ASTM D 9053 – 9803 yaitu dengan menggunakan uji geser. Benda uji dijepit pada holder
mesin uji kemudian beban static dinaikkan secara bertahap sampai benda uji bergeser dan terpisah, besarnya beban dan pertambahan panjang
disambungkan langsung dengan plotter, sehingga diperoleh grafik antara
beban dan pertambahan panjang. Dari pengujian ini diperoleh tegangan
ultimate geser dan modulus geser bahan. Adapun cara pemasangan spesimen uji dapat dilihat pada gambar 3.14 berikut:
Gambar 3.14. Pemasangan spesimen uji geser (shearing tool)
6. Pengambilan data uji geser
Pengambilan data yang dilakukan pada pengujian adalah sebagai berikut:
Table 3.3. Data kekuatan hasil uji geser Kekuat
an geser
yang dibutuh
kan
τ (MPa)
Range kekasaran 1-2 μm Range kekasaran 2-3 μm
Beban Penekanan (kg) Beban Penekanan (kg)
6 9 12 15 6 9 12 15
E. Diagram Alir Pelaksanaan Penelitian
Alur penelitian yang dilakukan digambarkan pada diagram alir berikut ini:
.
Gambar 3.15. Diagram alir penelitian
Pengeleman benda kerja Persiapan benda kerja dan pahat
Pembuatan benda kerja dan pahat
Hasil Proses Freis
Range Kekasaran
1-2 (µm) dan 2-3 (µm)
Mulai
Beban penekanan Beban 6 kg Beban 9 kg Beban 12 kg Beban 15 kg
Analisa
Selesai
Data Kekuatan Geser
IV. HASIL DAN PEMBAHASAN
A. Proses Awal Benda Kerja
Sebelum dilakukan pengujian pada alumunium seri 6063 (Al-Mg-Si), terlebih dahulu dilakukan pemotongan dan pengukuran awal benda kerja sehingga benda kerja menjadi dimensi yang diinginkan sesuai dengan standar ASTM D 905-9803
dimana berdimensi panjang 50,8 mm, lebar 44,4 mm dan tebal 19 mm.
Untuk tebal spesimen awal di lebihkan menjadi 20 mm karena pada pengerjaan
proses freis akan menghilangkan 1 mm sehingga ukuran yang dipakai pada saat pengujian sesuai dengan standar yang tersebut diatas, hal ini dimaksudkan agar benda kerja dapat tercekam dalam ragum mesin freis dan alat uji geser (shearing
tools) yang tersedia serta diupayakan agar permukaan sisi benda kerja bebas dari kotoran sehingga data hasil pengujian dapat diperoleh dengan maksimal. Kondisi awal pemotongan benda kerja dapat dilihat pada gambar 4.1 berikut ini.
Setelah didapatkan benda kerja menjadi dimensi yang diinginkan sesuai dengan
standar ASTM D 905-9803, maka dilakukan proses freis untuk mendapatkan kekasaran permukaan dengan range kekasaran 1-β m dan 2-γ m.
Besar putaran poros utama yang digunakan yaitu sebesar 500 rpm untuk memperoleh kekasaran permukaan 1-β m dan γ55 rpm untuk memperoleh kekasaran permukaan 2-γ m.
Berdasarkan persamaan 1 dan 3 maka dapat diketahui kecepatan potong dan lama waktu pemotongan sebagai berikut :
Kecepatan potong, v
Kecepatan potong untuk proses freis dapat didefinisikan sebagai kerja
rata-rata pada sebuah titik lingkaran pada pahat potong dalam satu menit, dimana:
Kedalaman potong yang digunakan adalah konstan, a = 1 mm.
Waktu pemotongan, tc
Waktu pemotongan merupakan panjang pemotongan dibagi dengan kecepatan makan, dimana waktu pemotongan dapat dilihat berikut ini:
dimana:
lt = lv + lw + ln (mm)
lv = ln = 20 mm
lt = 20 + 50,8 + 20
= 90,08mm
Sehingga, besar panjang pemotongan untuk masing-masing jarak potong didapat
90,08 mm. Dengan hasil panjang pemotongan diatas, maka kita dapat menentukan waktu pemotongan untuk masing masing spesimen sebagai berikut:
tc = lt / vf (min), didapat tc =
mm/min 20
mm 90,08
= 4,504 min
Dengan demikian, setelah memperhatikan data diatas menunjukkan bahwa nilai
putaran poros utama pada mesin freis berpengaruh terhadap kecepatan potong mata pahat mulai dari putaran poros utama 500 rpm yang menghasilkan kecepatan
potong sebesar 78.5 mm/min dan dengan putaran poros utama 355 rpm yang menghasilkan kecepatan potong sebesar 55.735 mm/min.
Jadi dapat disimpulkan bahwa semakin tinggi angka kecepatan poros utama maka semakin besar nilai kecepatan potong mata pahat atau sebaliknya semakin rendah kecepatan putaran poros utama maka semakin kecil nilai kecepatan potong mata
pahatnya. Untuk proses freis dalamnya pemotongan seluruh spesimen disamakan sebesar 1 mm, dan waktu pemotongan pada saat proses freis seluruh spesimen
B. Data Kekasaran Permukaan Benda Kerja
Setelah dilakukan proses freis pada alumunium, dilanjutkan dengan uji kekasaran permukaan material, dimana pada masing-masing sampel untuk seluruh variasi
kecepatan potong diambil kekasaran permukaan sebanyak 5 titik pada alumunium yang selanjutnya diambil rata-ratanya, sehingga nilai tersebut merupakan hasil dari kekasaran permukaan material tersebut. Dimana nilai kekasaran ini diambil
secara vertikal 3 titik dan dan horizontal 2 titik pada seluruh masing-masing sampel.
Data kekasaran secara lengkap dapat dilihat pada lampiran sedangkan untuk hasil data rata-rata pada masing-masing sampel dapat dilihat pada tabel 4.14 dan 4.15
dibawah ini dan gambar grafik 4.28 yang menjelaskan pengaruh kecepatan potong pada kekasaran permukaan.
Tabel 4.1. Data kekasaran permukaan pada alumunium seri 6063 (Al-Mg-Si) pada putaran poros utama (n) 500 rpm
Putaran poros utama (n) 500 rpm, a = 1 mm
spesimen Ra (μm) spesimen Ra (μm) spesimen Ra (μm)
1 1,218 9 1,456 17 1,320
2 1,312 10 1,370 18 1,306
3 1,378 11 1,320 19 1,264
4 1,152 12 1,202 20 1,478
5 1,308 13 1,354 21 1,212
6 1,206 14 1,466 22 1,244
7 1,078 15 1,492 23 1,568
Tabel 4.2. Data kekasaran permukaan pada alumunium seri 6063 (Al-Mg-Si) pada putaran poros utama (n) 355 rpm
Putaran Poros Utama (n) 355 rpm, a = 1 mm
Spesimen Ra (μm) spesimen Ra (μm) spesimen Ra (μm)
1 2,170 9 2,128 17 2,210
2 2,368 10 2,32 18 2,266
3 2,408 11 2,328 19 2,508
4 2,310 12 2,089 20 2,302
5 2,294 13 2,236 21 2,476
6 2,464 14 2,374 22 2,264
7 2,406 15 2,318 23 2,356
8 2,308 16 2,266 24 2,470
Dari data – data tabel 4.1 dan 4.2 di atas dapat dilihat pengaruh putaran poros utama terhadap kekasaran permukaan, dimana semakin besar putaran poros utama maka kekasaran permukaan yang dihasilkan akan semakin halus. Hal ini
disebabkan oleh semakin besarnya kecepatan potong yang terjadi seiring dengan kenaikan putaran poros utamanya.
C. Data Proses Pengeleman Pada Proses Penyambungan Alumunium
(Al-Mg-Si) Seri 6063
Setelah dilakukan proses pemesinan freis dan sebelum dilakukan pengujian shear
test spesimen untuk mengetahui pengaruh beban penekanan terhadap kekuatan sambungan maka dilakukan proses pengeleman. Dimana, proses pengeleman ini dilaksanakan dengan acuan yang terdapat pada standar ASTM D 905-9803 yaitu
untuk mendapatkan ketebalan lem yang sama pada masing-masing sampel
spesimen dilakukan beban penekanan dengan menggunakan barbel, dengan pengukuran beban penekanan yaitu beban sebesar 6 kg,9 kg,12 kg dan 15 kg.
sedangkan lamanya waktu penekanan yang dilakukan selama 16 jam. Gambar 4.2 berikut ini menjelaskan tata cara pengeleman Sambungan tumpang (single lap joint) alumunium (Al-Mg-Si) seri 6063.
a. Beban penekanan 6 kg b. Beban penekanan 9 kg
D. Data Proses Uji Geser
1. Gaya yang dibutuhkan untuk melepaskan sambungan dua jenis material alumunium (Al-Mg-Si) Seri 6063.
Dari pengujian yang telah dilakukan dengan menggunakan Shearing Tools mesin uji Universal yang dilakukan di Institut Teknologi Bandung Jawa Barat, maka kita dapat memperoleh data gaya yang dibutuhkan untuk melepaskan sambungan.
Dimana dua spesimen tersebut setelah dilem dan disambung dengan menggunakan lem adhesive yang bermerk avian dengan ketebalan lem 0,05 mm
untuk keseluruhan spesimen. Untuk mengetahui pengaruh kekasaran permukaan alumunium seri 6063 (Al-Mg-Si) hasil pemesinan freis yang telah disambung
melalui proses pengeleman terhadap kekuatan sambungannya.
Pada pengujian Shear Test ini dipilih kisaran pembebanan (F maks.) sebesar 40 kN dengan menambahkan disket beban yang belabelkan 40 kN pada roda beban.
Setelah mendapatkan beban maksimal, nolkan kembali jarum indikator hitam pada skala dengan menggunakan pemutar yang berada pada sisi kanan mesin pengolah data. Setelah itu pengujian dilakukan dengan menggunakan kecepatan
pengujian (kecepatan crosshead) dengan menggerakkan crosshair. Kecepatan
crosshead ditentukan menggunakan pemutar katup dengan skala yang memiliki
integer 0,1 sampai 1. Agar mesin dapat bergerak setidaknya dilakukan sebanyak
1,6 kali putaran, yaitu 1 putaran penuh ditambah 0,6 integer lagi. Integer tersebut menyatakan banyaknya putaran yang dilakukan. Dalam pengujian ini
menggunakan integer sebesar 1,7. Untuk mendapatkan nilai sebenarnya kecepatan
Gambar 4.3. Banyaknya putaran katup terhadap kecepatan crosshead
Dari gambar grafik diatas didapatkan persamaan untuk menentukan nilai dari
kecepatan crosshead yaitu:
y = 71, 933x – 113, 37
dengan y = besarnya kecepatan crosshead (mm/menit)
x = banyaknya putaran katup
dengan persamaan diatas maka kecepatan crosshead yang didapat adalah:
y = 71, 933x – 113, 37
y = 71, 933 (0,7) – 113, 37
= 8, 9161 mm/menit.
Setelah didapatkan kecepatan crosshead, spesimen yang akan diuji ditempatkan pada posisinya lalu gaya diberikan. Data gaya yang dibutuhkan untuk melepaskan
sambungan dapat dilihat pada dial indikator, dimana pada saat awal pengujian jarum warna hitam dan merah berada diposisi 0. Pada saat buckling (spesimen
sedangkan jarum warna merah tetap diam. Jarum warna merah akan menyatakan
beban yang diaplikasikan pada saat buckling.
Berikut ini gambar 4.4 menunjukkan spesimen benda uji yang telah diberikan
gaya tabel 4.3 dan 4.4 menjelaskan data gaya yang dibutuhkan untuk melepaskan sambungan.
Gambar 4.4. Spesimen benda uji yang telah diberikan daya.
Tabel 4.3. Gaya yang dibutuhkan untuk melepaskan sambungan pada range kekasaran 1-β m dan β–γ m
Gaya yang di Butuhk
-an (N)
Range kekasaran 1-2 μm Range kekasaran 2-3 μm
Beban (kg) Beban (kg)
Pada tabel 4.3 diatas merupakan data hasil pengujian langsung tanpa
memperhatikan faktor standar error atau faktor koreksi pada shearing tools mesin uji Universal. Untuk mendapatkan nilai yang sebenarnya dengan acuan hasil
kalibrasi alat yang dilakukan 1 tahun sekali pada laboratorium kalibrasi ITB untuk perhitungan mencari gaya yang sesungguhnya dapat dihitung dengan faktor koreksi dibawah ini.
Range Kekasaran Permukaan 1-2 μm Faktor koreksi:
F1 x11.200 275,5N
Selanjutnya perhitungan nilai-nilai gaya sebenarnya untuk tiap-tiap beban
Nilai gaya sebenarnya yang dibutuhkan untuk uji geser sehingga sambungan pada
masing-masing spesimen tersebut lepas dapat dilihat pada tabel 4.4 dan gambar grafik 4.5 berikut ini.
Tabel 4.4. Gaya sebenarnya yang dibutuhkan untuk melepaskan sambungan pada range kekasaran 1-2 μmdan 2-3μm
Gaya yang di Butuhk
-an (N)
Range kekasaran 1-2 μm Range kekasaran 2-3 μm
Beban (kg) Beban (kg)
6 9 12 15 6 9 12 15
1 11.475,5 12.192,7 15.007,7 17.049,5 12.761,6 15.722,3 16.641,2 20.124,2
2 10.655,5 12.602,5 13.067,9 15,314 14.905,6 15.109,8 18.580,9 18.915,6
3 10.450,9 12.500,1 13.272,1 17.151,6 12.251,2 16.334,9 18.376,8 20.324,2
Rata-rata 10.860,9 12.431,7 13.782,5 16.505 13.306,1 15.722,3 17.886,3 19.787,8
Gambar 4.5. Gayasebenarnya yang dibutuhkan untuk melepaskan sambungan
Dari grafik diatas dapat dilihat nilai kekuatan geser pada range kekasaran 1-2 μm untuk beban penekanan 6 kg, gaya yang dihasilkan untuk melepaskan sambungan
N dan beban 15 kg sebesar 16.505 N. Gaya yang diperlukan untuk melepaskan
sambungan pada tiap-tiap sampel bervariasi, sesuai dengan range kekasaran nya (1-2 μm dan 2-3 μm). Hal ini diseabkan oleh perbedaaan beban penekan yang diberikan saat proses pengeleman, dimana semakin besar beban penekan yang diberikan mengakibatkan peningkatan kekuatan rekatnya, sehingga gaya yang dibutuhkan untuk melepaskan sambungan akan semakin besar, seperti pada hasil
proses pengujian diperoleh gaya sebesar 16.505 N yang merupakan gaya terbesar pada range kekasaran 1-2 μm yaitu pada beban penekan yang paling besar (15 kg). Selain itu juga beban dapat menghindari terjadinya void / gelembung-gelembung udara yang dapat mengurangi kekuatan rekat dari sambungan.
Pada range kekasaran 2-3 μmdari data yang diperoleh untuk range kekasaran 2-3
μm sama halnya dengan range kekasaran 1-2 μm, dimana semakin besar beban penekan yang diberikan mengakibatkan peningkatan gaya yang dibutuhkan untuk
melepaskan sambungan semakin besar. Namun, hal yang terlihat berbeda adalah pada range kekasaran 2-3 μmHal ini disebabkan oleh kekasaran permukaan yang lebih besar, dimana semakin kasar permukaan maka semakin besar kekuatan
adhesi dari lem dan kekuatan kohesi antara lem dan alumuniumnya. Selain itu juga permukaan yang kasar pada permukaan adherend menyebabkan pengerasan
2. Kekuatan Geser Yang Dibutuhkan Untuk Melepaskan Sambungan Dua
Jenis Material Alumunium (Al-Mg-Si) Seri 6063.
Untuk mencari kekuatan geser (τ) yang terjadi pada sambungan spesimen uji
tersebut dapat diketahui dengan menggunakan persamaan berikut ini:
L
dengan: F = gaya tertinggi yang diberikan (N)
W= lebar permukaan yang dilem (mm) L = panjang permukaan yang dilem (mm)
τ = kekuatan geser (MPa)
Karena permukaan spesimen yang dilem berupa bidang berbentuk persegi panjang (sesuai dengan standar ASTM D 905-9803), dengan panjang pengeleman sebesar
F3 = 10.450,9 N
Selanjutnya perhitungan kekuatan geser untuk tiap beban dapat dilihat pada
lampiran. Kekuatan geser yang dibutuhkan sehingga sambungan pada masing-masing spesimen tersebut lepas dapat dilihat pada tabel 4.5 dan gambar grafik 4.6.
Tabel 4.5. Kekuatan geser yang dibutuhkan untuk melepaskan sambungan pada range kekasaran 1-β m dan β-3 μm
Beban Penekanan (kg) Beban penekanan (kg)
6 9 12 15 6 9 12 15
1 5,88 6,25 7,69 8,74 6,54 8,06 8,53 10,32
2 5,46 6,46 6,70 7,85 7,64 7,75 9,53 9,70
3 5,36 6,41 6,80 8,79 6,28 8,37 9,42 10,42
Rata-rata 5,56 6,37 7,06 8,46 6,82 8,21 8,21 10,14
Dari grafik diatas dapat dilihat bahwa nilai kekuatan geser pada range kekasaran
1-2 μm untuk beban penekanan 6 kg diperoleh nilai kekuatan geser sebesar 5,56 MPa, beban penekan 9 kg sebesar 6,37 MPa, 12 kg sebesar 7,06 MPa dan 15 kg
sebesar 8,46 MPa. Dalam hal ini terlihat bahwa dengan peningkatan beban penekanan yang diberikan pada sambungan tumpang (single lap joint), dapat mempengaruhi untuk melepaskan sambungan pada proses pengujian. Semakin
besar beban penekanan yang diberikan semakin besar pula nilai kekuatan geser yang dihasilkan. Pada saat proses penyambungan dua spesimen Alumunium
(Al-Mg-Si) seri 6063. Mengalami suatu reaksi kimia antara resin epoxy dan polyamide
yang berfungsi sebagai hardener dan diberikan beban penekan. Pada kedua
material yang telah disambung kemudian yang hasilnya ditandai dengan mengerasnya campuran tersebut dan membentuk ikatan tiga dimensi yang kokoh dan kuat, maka semakin besar energi yang dibutuhkan untuk memutuskan
ikatanya.Selain itu juga, beban penekanan dapat menghindarkan pergeseran dua spesimen Alumunium (Al-Mg-Si) seri 6063 Pada saat proses sambungan tumpang (single lap joint).
Pada range kekasaran 2-3 μm saat diberikan beban penekanan 6 kg diperoleh nilai kekuatan geser sebesar 6,82 MPa, beban penekanan 9 kg sebesar 8,06 MPa, 12 kg
sebesar 8,21, dan beban penekanan 15 kg sebesar 10,14 MPa. Namun pada range
kekaarn 2-3 μm nilai kekuatan geser yang diperoleh lebih besar, yaitu pada beban penekanan 15 kg diperoleh kekuatan geser sebesar 10,14 MPa hal ini disebabkan
oleh pengaruh kekasaran permukaan yang lebih besar. Dimana semakin besar beban penekanan dan kekasaran permukaannya menyebabkan semakin banyaknya
adanya beban penekanan yang diberikan dan dapat meningkatkan ketangguhan
rekatannya.
Epoxy resin berdasarkan mekanisme pembentukan film nya termasuk dalam jenis
resin thermosetting, yaitu resin yang terbentuk karena adanya reaksi polymerisasi
yang membentuk ikatan tiga dimensi yang tidak dapat diuraikan kembali.Selain itu juga dalam proses reaksi polymerisasi terdapat unsur kimia yang terkandung
yaitukobalt dan katalis, kobalt adalah bahan kimia yang berbentuk cair digunakan untuk tambahan campuran adonan resin & katalis dan katalis merupakan Cairan
pendamping setia resin, Cairan ini berfungsi untuk mempercepat proses pengerasan, Hasil reaksinya adalah sebuah campuran polymer yang mempunyai
enam ikatan ,yaitu O-H, C-H, C-C, C=O, NO2 dan C-O, dimana semakin panjang rantai polymer yang terbentuk maka kekuatan rekat juga akan semakin meningkat.
Pada gambar grafik diatas terlihat peningkatan kekuatan geser untuk range
kekasaran 1-2 μm terjadi peningkatan kekuatan geser sebesar 14 % pada beban penekanan 9 kg , 10 % pada beban penekanan 12 kg dan kemudian naik lagi sebesar 19 % pada beban penekanan 15 kg. Untuk range kekasaran 2-3 μm pada beban penekanan 9 kg terjadi peningkatan kekuatan geser sebesar 18,18 %,
V. SIMPULAN DAN SARAN
A. Simpulan
Dari penelitian yang telah dilakukan mengenai pengaruh variasi beban penekanan kekuatan pada proses sambungan tumpang (single lap joint) antara dua buah alumunium seri 6063 (Al-Mg-Si), dapat diambil beberapa simpulan antara lain:
1. Dari variasi beban penekanan pada proses pengeleman didapatkan kekuatan sambung terbesar pada sambungan tumpang dengan variasi
pembebanan sebesar 15 kg dengan nilai kekasaran permukaan yang di lem pada range 2-3 μm dimana dari hasil pengujian didapatkan kekuatan geser sebesar 10,14 Mpa.
2. Kekuatan geser pada range kekasaran 1-2 μm untuk beban penekanan 9 kg mengalami peningkatan sebesar 14 %, pada beban 12 kg mengalami
peningkatan sebesar 10 % dan beban 15 kg mengalami peningkatan 19 %.
3. Kekuatan geser pada range kekasaran 2-3 μm untuk beban penekanan 9 kg mengalami peningkatan sebesar 18,18 %, beban penekanan 12 kg mengalami peningkatan sebesar 1,86 %, dan beban penekanan 15 kg mengalami peningkatan sebesar 23,35 %.
4. Semakin besar beban yang diberikan pada saat penyambungan tumpang antara dua buah alumunium seri 6063 (Al-Mg-Si) alumunium maka
B. Saran
Adapun saran-saran yang ingin penulis sampaikan untuk hasil penelitian yang lebih baik adalah:
1. Melakukan penelitian dengan range kekasaran yang lebih variatif karena
kekasaran permukaan yang dilem mempunyai pengaruh terhadap kekuatan sambungnya.
2. Memvariasikan tebal adhesive agar mengetahui apakah tebal adhesive
DAFTAR ISI
Halaman
Sanwacana ………... i
Daftar Isi ... iv Daftar Tabel ... vii
Daftar Gambar ... viii Daftar Simbol ... ix
I. PENDAHULUAN
A. Latar Belakang ... 1 B. Tujuan Penelitian ... 3
C. Batasan Masalah ... 3 D. Sistematika Penulisan ... 5
II. TINJAUAN PUSTAKA
A. Mesin Freis ... 6
B. Proses Freis ... 8 C. Pahat Freis ... 12
D. Pahat HSS ... 14 E. Kekasaran Permukaan ... 16
III. METODE PENELITIAN
A. Tempat Penelitian ... 32 B. Bahan Dan Pealatan Penelitian ... 32
C. Peralatan Penelitian ... 35 1. Mesin Freis Vertikal ... 35 2. Gergaji ... 37 3. Pencekam Benda Kerja ... 37 4. Uji Kekasaran Permukaan (surface tester) ... 38
5. Timbangan Digital ……… γ8 6. Beban penekanan ……….. 39 D. Prosedur Pengujian ... 39
1. Persiapan Bahan ... 39 2. Proses Freis ... 40 3. Model Sambungan ... 41 4. Proses Perekatan/Pengeleman ... 42
5. Pengujian Spesimen Dengan Uji Geser ... 43 6. Pengambilan Data Uji Geser ... 44
E. Diagram Alir Pelaksanaan Penelitian ... 45
IV. HASIL DAN PEMBAHASAN
B. Data Kekasaran Permukaan Benda Kerja
1. Uji Kekasaran ... 49 2. Data Kekasaran ... 49 C.Proses Pengeleman Pada Proses Penyambungan Alumunium
(Al-Mg-Si) Seri 6063 ... 50
1. Beban Penekanan ... 51
2. Lama Waktu Penekanan ... 51
3. Tata Cara Pengeleman ... 51
D.Data Proses Uji Geser
1. Gaya Yang Dibutuhkan Untuk Melepaskan Sambungan
Dua Jenis Material Alumunium (Al-Mg-Si) Seri 6063 ... 54 2. Kekuatan Geser Yang Dibutuhkan Untuk Melepaskan
Sambungan Dua Jenis Material Alumunium
(Al-Mg-Si) Seri 6063 ... 58
V. SIMPULAN DAN SARAN
1. Simpulan ... 62 2. Saran ... 63
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel Halaman
1. Contoh klasifikasi pahat HSS menurut komponennya ………. 17 2. Harga Tingkat Kekasaran ………. 21
3. Sifat-sifat Fisik Alumunium ………. 23
4. Sifat-sifat Mekanik Alumunium ……….. βγ
5. Wrought alumunium alloy group………. 24
6. Klasifikasi paduan alumunium tempaan.……….…………. 25 7. Sifat Kimia Paduan Aluminium Seri 6000……….…….. 26
8. Sifat-Sifat Mekanik Paduan Aluminium Seri 6000 …………..……….. 27 9. kelompok Adhesive………..…... 28
10. Penggunaan Adhesive……….. 32
11. Komposisi kimia Alumunium (Al-Mg-Si) seri 6063 ……….. γλ
12. Spesifikasi pahat ………..………..……….. 41
13. Data kekuatan hasil uji geser ….………...………... 50
14. Data Kekuatan Uji Geser ………. 50
15. Data Kekasaran Permukaan Pada Alumunium Seri 6063
Pada Putaran Poros 500 rpm(Al-Mg-Si)... 55 16. Data Kekasaran Permukaan Pada Alumunium Seri 6063
Pada Putaran Poros 355 rpm(Al-Mg-Si)... 56
17. Gaya Yang Dibutuhkan Untuk Melepaskan Sambungan ……… 58 18. Gaya Sebenarnya Untuk Melepaskan Sambungan... 59