Pengaruh Sambungan Las pada Material Aluminium-Magnesium pada Body Pesawat Tanpa Awak Terhadap Beban Impak dan Cacat Las
Teks penuh
Gambar
Dokumen terkait
Komposisi Terhadap Kekuatan Tarik Statik Dan Impak Komposit Diperkuat Serat Rockwool Pada Pesawat Tanpa Awak.”. Pada kesempatan ini penulis ingin menyampaikan rasa terima
Dari hasil penelitian ini dapat ditarik suatu kesimpulan bahwa dengan semakin besar kuat arus dan waktu pengelasan pada proses spot welding pada baja fasa ganda
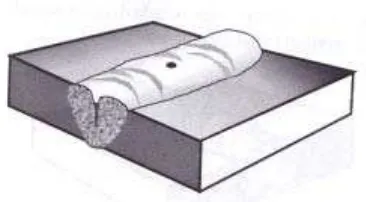
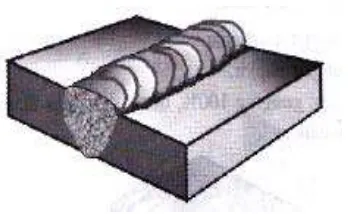
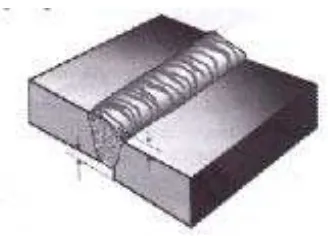
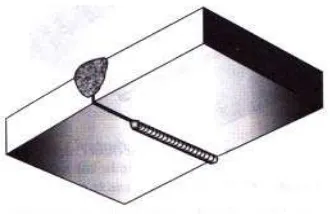
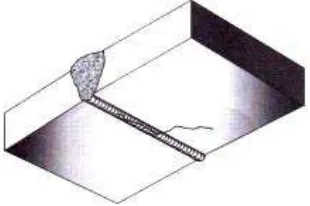
sebagian besar cacat las yang terjadi pada paduan Aluminium adalah. retak las dikarenakan
pengelasan Resistensi Listrik adalah kuat arus yang digunakan.. (Current Welding) dan waktu pengelasan (Welding
ketangguhan impak pada sudut kampuh 60 o lebih besar dari spesimen dengan.. Dari perbandingan pada gambar 4.7 dibawah
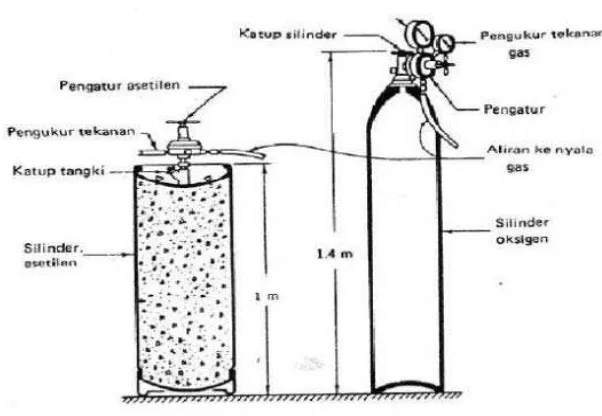
Material yang digunakan adalah aluminium velg mobil bekas.. Proses pengelasan dengan cara las
Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
Rancang bangun antena Yagi sebagai penguat sinyal telemetri 433 MHz pada pesawat tanpa awak adalah suatu kegiatan pembuatan antena Yagi yang diawali dengan perancangan
