BAB II
TINJAUAN PUSTAKA
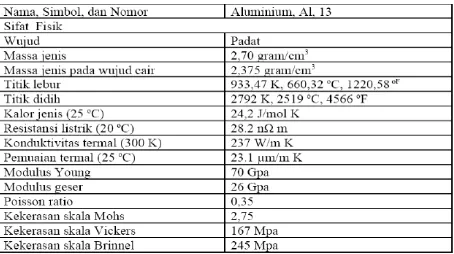
2.1 Aluminium
2.1.1 Paduan alumunium
Aluminium murni mempunyai sifat lunak dan kurang kuat terhadap
gesekan. Berat Jenis Alumunium murni 2643 kg/m3 sedangkan titik cair aluminium 660oC. Kekerasan permukaan aluminium murni 17 BHN sedangkan kekuatan tarik maksimum adalah 4,9 kg/m2. Untuk memperbaiki sifat mekanis aluminium dilakukan dengan memadukan dengan unsur-unsur lain seperti
tembaga, silisium, magnesium, mangan, dan nikel. Padauan aluminium ini
memiliki beberapa keunggulan misainya Al-Si, Al-Cu-Si digunakan untuk
bagian mesin, Al-Cu-Ni-Mg dan Al-Si-Cu-Ni-Mg digunakan untuk bagian
mesin yang tahan panas, sedangkan Al-Mg untuk bagian yang tahan korosi.
Secara historis, pengembangan praktek pengecoran untuk Aluminium
dan paduannya merupakan prestasi yang relatif baru. Paduan Aluminium tidak
tersedia dalam jumlah yang substansial untuk pengecoran tujuan hingga lama.
Setelah penemuan pada tahun 1886 dari proses elektrolitik pengurangan
Aluminium oksida oleh Charles Martin Hall di Amerika Serikat dan Paul
Heroult di Perancis. Meskipun penemuan Hall disediakan Aluminium dengan
biaya sangat kecil, nilai penuh dari Aluminium sebagai bahan pengecoran tidak
berkembang. Sejak sekitar 1915, kombinasi keadaan-secara bertahap
mengurangi biaya, perluasan transportasi udara, pengembangan pengecoran
paduan spesifik, sifat yang lebih baik, dan dorongan yang diberikan oleh dua
perang dunia telah mengakibatkan penggunaan terus meningkat dari
Aluminium coran. Aluminium dan Magnesium paduan coran, logam ringan,
yang membuat langkah-langkah cepat ke arah penggunaan teknik yang lebih
luas.
Pada paduan Aluminium-Silisium dengan kandungan silisium 2 %
mempunyai sifat mampu cor baik, tetapi mempunyai sifat mekanis buruk hal ini
disebabkan karena memiliki struktur butiran silisium yang besar, untuk
memperbaiki sifat mekanik bahan dilakukan dengan menambahkan Mg, Cu
atau Mn dan dilakukan proses perlakuan panas. Paduan Aluminium dengan
kandungan Si (7 - 9) % dan Mg (0,3 - 1,7) % dikeraskan dengan presipitasi,
dimana akan terjadi presipitasi Mg2Si dan memiliki sifat mekanis yang sangat
baik. Paduan Aluminium yang mengandung magnesium sekitar (4 - 10) %
mempunyai sifat yang baik terhadap korosi, memiliki tegangan tarik 30
kg/mm2 dan sifat mulur diatas 12 %. Paduan Aluminium-Tembaga dan
Aluminium-Magnesium merupakan paduan aluminium yang sangat baik jika
2.1.2 Sifat-sifat Aluminium
Adapun sifat-sifat Aluminium antara lain sebagai berikut:
a)Ringan
Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau tembaga dan
banyak digunakan dalam industri transportasi seperti angkutan udara.
b) Tahan terhadap korosi
Sifatnya durabel sehingga baik dipakai untuk lingkungan yang
dipengaruhi oleh unsur-unsur seperti air, udara, suhu dan unsur-unsur kimia
lainnya, baik di ruang angkasa atau bahkan sampai ke dasar laut.
c) Kuat
Aluminium memiliki sifat yang kuat terutama bila dipadu dengan logam
lain. Digunakan untuk pembuatan komponen yang memerlukan kekuatan tinggi
seperti: pesawat terbang, kapal laut, bejana tekan, kendaraan dan lain-lain.
d) Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat disambung
dengan logam/material lainnya dengan pengelasan, brazing, solder, adhesive
bonding, sambungan mekanis, atau dengan teknik penyambungan lainnya.
e) Konduktor listrik
Aluminium dapat menghantarkan arus listrik dua kali lebih besar jika
dibandingkan dengan tembaga. Karena Aluminium tidak mahal dan ringan,
maka Aluminium sangat baik untuk kabel-kabel listrik overhead maupun bawah
f) Konduktor panas
Sifat ini sangat baik untuk penggunaan pada mesin-mesin/alat-alat
pemindah panas sehingga dapat memberikan penghematan energi.
g) Memantulkan sinar dan panas
Aluminium dapat dibuat sedemikian rupa sehingga memiliki
kemampuan pantul yang tinggi yaitu sekitar 95% dibandingkan dengan
kekuatan pantul sebuah cermin. Sifat pantul ini menjadikan Aluminium sangat
baik untuk peralatan penahan radiasi panas.
h) Non magnetik
Aluminium sangat baik untuk penggunaan pada peralatan elektronik,
pemancar radio/TV dan lain-lain. Dimana diperlukan faktor magnetisasi
negatif.
2.2 Magnesium
2.2.1 Sifat-Sifat Magnesium
Magnesium merupakan logam yang ringan, putih keperak-perakan dan
cukup kuat. Magnesium mudah ternoda di udara, dan Magnesium yang
terbelah-belah secara halus dapat dengan mudah terbakar di udara dan
mengeluarkan lidah api putih yang menakjubkan.
Magnesium digunakan di fotografi, flares, pyrotechnics, termasuk
incendiary bombs. Magnesium sepertiga lebih ringan dibanding Aluminium dan
dalam campuran logam digunakan sebagai bahan konstruksi pesawat dan
missile. Logam ini memperbaiki karakter mekanik, fabrikasi dan las Aluminium
ketika digunakan sebagai alloying agent. Magnesium digunakan dalam
memproduksi grafit dalam cast iron, dan digunakan sebagai bahan tambahan
conventional propellants. Magnesium juga digunakan sebagai agen pereduksi
dalam produksi uranium murni dan logam-logam lain dari garam-garamnya.
Hidroksida (milk of magnesia), klorida, sulfat (Epsom salts) dan sitrat
digunakan dalam kedokteran. Magnesite digunakan untuk refractory, sebagai
batu bata dan lapisan di tungku-tungku pemanas.
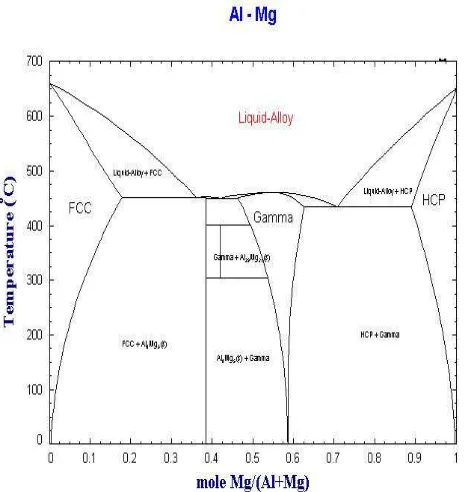
2.3 Paduan Aluminium-Magnesium
Aluminium lebih banyak dipakai sebagai paduan daripada logam
paduan sebab tidak kehilangan sifat ringan dan sifat-sifat mekanisnya serta
mampu cornya diperbaiki dengan menambah unsur-unsur lain. Unsur-unsur
kekuatan mekaniknya juga dapat memberikan sifat-sifat baik lainnya seperti
ketahanan korosi dan ketahanan aus.
Keberadaan Magnesium hingga 15,35% dapat menurunkan titik lebur
logam paduan yang cukup drastis, dari 660oC hingga 450oC. Namun, hal ini tidak menjadikan Aluminium paduan dapat ditempa menggunakan panas
dengan mudah karena korosi akan terjadi pada suhu di atas 60oC. Keberadaan Magnesium juga menjadikan logam paduan dapat bekerja dengan baik pada
temperatur yang sangat rendah, di mana kebanyakan logam akan mengalami
failure pada temperatur tersebut. Gambar diagram fasa Aluminium-Magnesium
dapat dilihat pada gambar 2.1.
2.4 Proses Pengecoran
Proses pengecoran akan dihasilkan Aluminium dengan sifat-sifat yang
diinginkan. Aluminium murni memiliki sifat mampu cor dan sifat mekanis yang
tidak baik, maka dipergunakanlah Aluminium alloy untuk memperbaiki sifat
tersebut. Beberapa elemen alloy yang sering ditambahkan diantaranya
Tembaga, Magnesium, Mangan, Nikel, Silikon dan sebagainya.
Pada desain coran perlu dipertimbangkan beberapa hal sehingga
diperoleh hasil coran yang baik, yaitu bentuk dari pola harus mudah dibuat,
cetakan dari coran
hendaknya mudah, cetakan tidak menyebabkan cacat pada coran. Untuk
membuat cetakan, dibutuhkan saluran turun yang mangalirkan cairan logam
kedalam rongga cetakan. Besar dan bentuknya ditentukan oleh ukuran, tebalnya
irisan dan macam logam dari coran. Selanjutnya diperlukan penentuan
keadaan-keadaan penuangan seperti temperatur penuangan dan laju penuangan. Karena
kualitas coran tergantung pada saluran turun, penambah, keadaan penuangan,
maka penentuannya memerlukan pertimbangan yang teliti.
Sistem saluran adalah jalan masuk bagi cairan logam yang dituangkan
ke dalam rongga cetakan. Tiap bagian diberi nama, dari mulai cawan tuang
dimana logam cair dituangkan dari ladle, sampai saluran masuk ke dalam
rongga cetakan.
Bagian-bagian tersebut terdiri dari: cawan tuang, saluran turun, pengalir, dan
a.Cawan tuang
Merupakan penerima yang menerima cairan logam langsung dari ladle.
Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun di
bawahnya. Cawan tuang harus mempunyai konstruksi yang tidak dapat
melakukan kotoran yang terbawa dalam logam cair dari ladle. Oleh karena itu
cawan tuang tidak boleh terlalu dangkal. Kalau perbandingan antara: H tinggi
logam cair dalam cawan tuang dan d diameter cawan, harganya terlalu kecil,
umpamanya kurang dari 3, maka akan terjadi pusaran-pusaran dan timbullah
kerak atau kotoran yang terapung pada permukaan logam cair. Karena itu
dalamnya cawan tuang sebaiknya dibuat sedalam mungkin. Sebaliknya kalau
terlalu dalam, penuangan menjadi sukar dan logam cair yang tersisa dalam
cawan tuang akan terlalu banyak sehingga tidak ekonomis. Oleh karena itu
kedalaman cawan tuang biasanya 5 sampai 6 kali diameter.
b. Saluran turun
Salurun turun adalah saluran yang pertama yang membawa cairan
logam dari cawan tuang kedalam pengalir dan saluran masuk. Saluran turun
dibuat lurus dan tegak dengan irisan berupa lingkaran. Kadang-kadang
irisannya sama dari atas sampai bawah, atau mengecil dari atas kebawah yang
pertama dipakai kalau dibutuhkan pengisian yang cepat dan lancar, sedangkan
yang kedua dipakai apabila diperlukan penahan kotoran sebanyak mungkin.
Salurun turun dibuat dengan melubangi cetakan dengan mempergunakan satu
Samot ini cocok untuk membuat salurun turun yang panjang. Ukuran diameter
saluran turun bervariasi, tergantung dari berat coran.
c. Pengalir
Pengalir adalah saluran yang membawa logam cair dari saluran turun ke
bagian-bagian yang cocok pada cetakan. Pengalir biasanya mempunyai irisan
seperti trapesium atau setengah lingkaran sebab irisan demikian mudah dibuat
pada permukaan pisah, lagi pula pengalir mempunyai luas permukaan yang
terkecil untuk satu luas irisan tertentu, sehingga lebih efektif untuk pendinginan
yang lambat. Pengalir lebih baik sebesar mungkin untuk melambatkan
pendinginan logam cair. Logam cair dalam pengalir masih membawa kotoran
yang terapung, terutama pada permulaan penuangan sehingga harus
dipertimbangkan untuk membuang kotoran tersebut. Perpanjangan pemisah
dibuat pada ujung saluran pengalir agar logam cair yang pertama masuk akan
mengisi seluruh ruang pada cetakan, serta membuat kolam putaran pada saluran
masuk dan membuat saluran turun bantu.
d. Saluran Masuk
Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir
kedalam rongga cetakan. Saluran masuk dibuat dengan irisan yang lebih kecil
dari pada irisan pengalir, agar dapat mencegah kotoran masuk kedalam rongga
cetakan. Bentuk irisan saluran masuk biasanya berupa bujur sangkar, trapesium,
segitiga atau setengah lingkaran yang membesar kearah rongga cetakan untuk
dan diperbesar lagi kearah rongga. Pada pembongkaran saluran turun, irisan
terkecil ini mudah diputuskan sehingga mencegah kerusakan pada coran.
posisi saluran masuk diletakkan disamping saluran pengalir, tujuannya
penghubung atau aliran cairan kedalam coran yang akan dibentuk. Saluran
masuk tidak bagus terlalu panjang, dapat mengakibatkan penurunan temperatur
ke dalam coran yang akan dibentuk
2.5 Pengelasan
Pengelasan (welding) adalah salah salah satu teknik penyambungan logam
dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau
tanpa tekanan dan dengan atau tanpa logam penambah dan menghasilkan
sambungan yang continue.
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Dengan kata lain, las adalah sambungan
setempat dari beberapa batang logam dengan menggunakan energi panas.
Dalam proses penyambungan ini adakalanya disertai dengan tekanan dan
material tambahan (filler material).
Teknik pengelasan secara sederhana telah diketemukan dalam rentang
waktu antara 4000 sampai 3000 SM. Setelah energi listrik dipergunakan dengan
mudah, teknologi pengelasan maju dengan pesatnya sehingga menjadi sesuatu
teknik penyambungan yang mutakhir. Hingga saat ini telah dipergunakan lebih
Pada tahap-tahap permulaan dari pengembangan teknologi las, biasanya
pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang
kurang penting. Tapi setelah melalui pengalaman dan praktek yang banyak dan
waktu yang lama, maka sekarang penggunaan proses-proses pengelasan dan
penggunaan konstruksi-konsturksi las merupakan hal yang umum di semua
negara di dunia.
Terwujudnya standar-standar teknik pengelasan akan membantu
memperluas ruang lingkup pemakaian sambungan las dan memperbesar ukuran
bangunan konstruksi yang dapat dilas. Dengan kemajuan yang dicapai sampai
saat ini, teknologi las memegang peranan penting dalam masyarakat industri
modern.
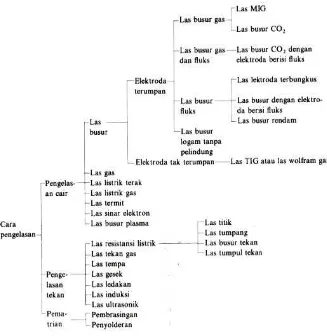
2.5.1 Klasifikasi Cara-cara Pengelasan
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang
digunakan dalam bidang las, ini disebabkan karena belum adanya kesepakatan
dalam hal tersebut. Secara konvensional cara-cara pengklasifikasiaan tersebut
pada waktu ini dapat dibagi dalam dua golongan, yaitu klasifikasi berdasarkan
cara kerja dan klasifikasi berdasarkan energi yang digunakan. Klasifikasi
pertama membagi las dalam kelompok las cair, las tekan, las patri dan
lain-lainnya, sedangkan klasifikasi yang kedua membedakan adanya
kelompok-kelompok seperti las listrik, las kimia, las mekanik dan seterusnya..Di antara
kedua cara klasifikasi tersebut,berdasarkan klasifikasi ini pengelasan dapat
1. Pengelasan cair adalah cara pengelasan di mana sambungan
dipanaskan sampai mencair dengan sumber panas dari busur listrik
atau semburan api gas yang terbakar.
2. Pengelasan tekan adalah cara pengelasan di mana sambungan
dipanaskan dan kemudian ditekan hingga menjadi satu.
3. Pematrian adalah cara pengelasan di mana sambungan diikat dan
disatukan dengan menggunakan paduan logam yang mempunyai titik
cair rendah. Dalam cara ini logam induk tidak turut mencair.
4. Klasifikasi cara pengelasan dapat dilihat pada gambar 2.2.
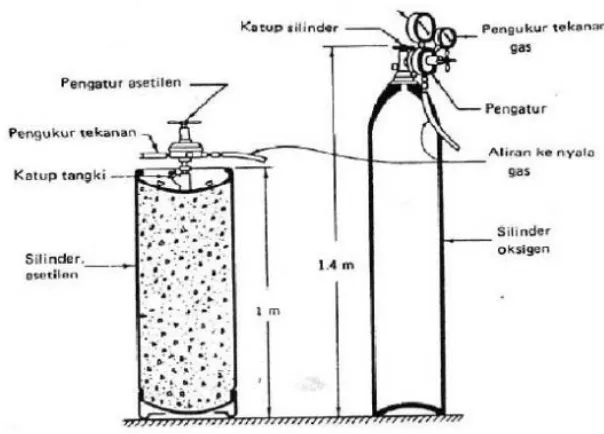
2.5.2 Las Oxy-Acetylene
Pengelasan dengan oxy-acetylene adalah proses pengelasan secara
manual dengan pemanasan permukaan logam yang akan dilas atau disambung
sampai mencair oleh nyala gas acetylene melalui pembakaran C2H2 dengan gas O2 dengan atau tanpa logam pengisi. Proses penyambungan dapat dilakukan dengan tekanan sangat tinggi sehingga dapat mencairkan logam.
Pengelasan dengan gas dilakukan dengan membakar bahan bakar gas
yang dicampur dengan oksigen (O2) sehingga menimbulkan nyala api dengan suhu tinggi (3000oC) yang mampu mencairkan logam induk dan logam pengisinya. Jenis bahan bakar gas yang digunakan adalah acetylene, propana
atau hidrogen, sehingga cara pengelasan ini dinamakan las oxy-acetylene atau
dikenal dengan nama las karbit. Gambar tabung oksigen dan acetylene dapat
dilihat pada gambar 2.3.
Nyala acetylene diperoleh dari nyala gas campuran oksigen dan
acetylene yang digunakan untuk memanaskan logam sampai mencapai titik cair
logam induk. Pengelasan dapat dilakukan dengan atau tanpa logam pengisi.
Oksigen diperoleh dari proses elektrolisa atau proses pencairan udara. Oksigen
komersil umumnya berasal dari proses pencairan udara dimana oksigen
dipisahkan dari nitrogen. Oksigen ini disimpan dalam silinder baja pada
tekanan 14 MPa. Gas asetilen (C2H2) dihasilkan dari reaksi kalsium karbida dengan air. Gelembung-gelembung gas naik dan endapan yang terjadi adalah
kapur tohor. Reaksi yang terjadi dalam tabung asetilen adalah:
2C2H2 + 5O2 4CO2 + H20
Karbida kalsium keras, mirip batu, berwarna kelabu dan terbentuk
sebagai hasil reaksi antara kalsium dan batu bara dalam dapur listrik. Hasil
reaksi ini kemudian digerus, dipilih dan disimpan dalam drum baja yang
tertutup rapat. Gas acetylene dapat diperoleh dari generator acetylene yang
menghasilkan gas acetylene dengan mencampurkan karbid dengan air atau kini
dapat dibeli dalam tabung-tabung gas siap pakai. Agar aman tekanan gas
asetilen dalam tabung tidak boleh melebihi 100 KPa, dan disimpan tercampur
dengan aseton. Tabung acetylene diisi dengan bahan pengisi berpori yang jenuh
dengan aseton, kemudian diisi dengan gas acetylene. Tabung jenis ini mampu
menampung gas acetylene bertekanan sampai 1,7 MPa.
Nyala hasil pembakaran dalam las oxy-acetylene dapat berubah
tiga macam nyala api dalam las oxy-acetylene seperti ditunjukkan pada gambar
di bawah:
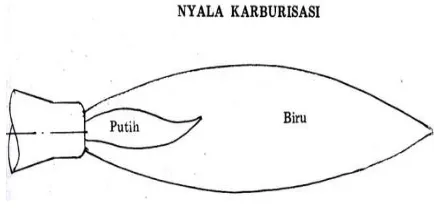
1. Nyala acetylene lebih (Nyala karburasi)
Bila terlalu banyak perbandingan gas acetylene yang digunakan maka
di antara kerucut dalam dan kerucut luar akan timbul kerucut nyala
baru berwarna biru. Di antara kerucut yang menyala dan selubung
luar akan terdapat kerucut antara yang berwarna keputih-putihan,
yang panjangnya ditentukan oleh jumlah kelebihan acetylene. Hal ini
akan menyebabkan terjadinya karburisasi pada logam cair. Nyala ini
banyak digunakan dalam pengelasan logam monel, nikel, berbagai
jenis baja dan bermacam-macam bahan pengerasan permukaan
non-ferous. Gambar 2.4 merupakan gambar nyala karburasi.
Gambar 2.4 Nyala Karburasi.
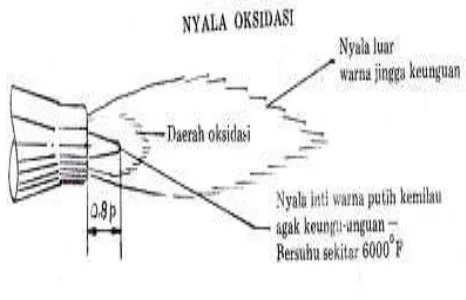
2. Nyala oksigen lebih (Nyala oksidasi)
Bila gas oksigen lebih daripada yang dibutuhkan untuk menghasilkan
berubah menjadi ungu. Nyala ini akan menyebabkan terjadinya
proses oksidasi atau dekarburisasi pada logam cair. Nyala yang
bersifat oksidasi ini harus digunakan dalam pengelasan fusion dari
kuningan dan perunggu namun tidak dianjurkan untuk pengelasan
lainnya. Gambar 2.5 merupakan gambar nyala oksidasi.
Gambar 2.5 Nyala Oksidasi.
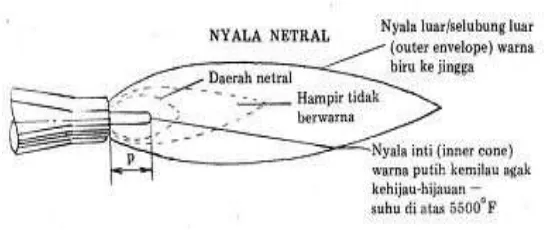
3. Nyala netral
Nyala ini terjadi bila perbandingan antara oksigen dan acetylene
sekitar satu. Nyala terdiri atas kerucut dalam yang berwarna putih
bersinar dan kerucut luar yang berwarna biru bening. Oksigen yang
diperlukan nyala ini berasal dari udara. Suhu maksimum setinggi
Gambar 2.6 Nyala Netral.
Karena sifatnya yang dapat merubah komposisi logam cair maka nyala
acetylene berlebih dan nyala oksigen berlebih tidak dapat digunakan untuk
mengelas baja. Suhu Pada ujung kerucut dalam kira-kira 3000o C dan di tengah kerucut luar kira-kira 2500o C.
Pada posisi pengelasan dengan oxy-acetylene arah gerak pengelasan dan
posisi kemiringan pembakar dapat mempengaruhi kecepatan dan kualitas las.
Dalam teknik pengelasan dikenal beberapa cara yaitu:
1. Pengelasan di bawah tangan
Pengelasan di bawah tangan adalah proses pengelasan yang
dilakukan di bawah tangan dan benda kerja terletak di atas bidang
datar. Sudut ujung pembakar (brander) terletak diantara 60° dan
kawat pengisi (filler rod) dimiringkan dengan sudut antara 30°-40°
dengan benda kerja. Kedudukan ujung pembakar ke sudut
sambungan dengan jarak 2–3 mm agar terjadi panas maksimal pada
sambungan. Pada sambungan sudut luar, nyala diarahkan ke tengah
sambungan dan gerakannya adalah lurus.
Pada posisi ini benda kerja berdiri tegak sedangkan pengelasan
dilakukan dengan arah mendatar sehingga cairan las cenderung
mengalir ke bawah, untuk itu ayunan brander sebaiknya sekecil
mungkin. Kedudukan brander terhadap benda kerja menyudut 70°
dan miring kira-kira 10° di bawah garis mendatar, sedangkan kawat
pengisi dimiringkan pada sudut 10° di atas garis mendatar.
3. Pengelasan tegak (vertikal)
Pada pengelasan dengan posisi tegak, arah pengelasan berlangsung
ke atas atau ke bawah. Kawat pengisi ditempatkan antara nyala api
dan tempat sambungan yang bersudut 45°-60° dan sudut brander
sebesar 80°.
4. Pengelasan di atas kepala (over head)
Pengelasan dengan posisi ini adalah yang paling sulit dibandingkan
dengan posisi lainnya dimana benda kerja berada di atas kepala dan
pengelasan dilakukan dari bawahnya. Pada pengelasan posisi ini
sudut brander dimiringkan 10° dari garis vertikal sedangkan kawat
pengisi berada di belakangnya bersudut 45°-60°.
5. Pengelasan dengan arah ke kiri (maju)
Cara pengelasan ini paling banyak digunakan dimana nyala api
diarahkan ke kiri dengan membentuk sudut 60° dan kawat las 30°
terhadap benda kerja sedangkan sudut melintangnya tegak lurus
pengelasannya mudah dan tidak membutuhkan posisi yang sulit saat
mengelas.
6. Pengelasan dengan arah ke kanan (mundur)
Cara pengelasan ini adalah arahnya kebalikan daripada arah
pengelasan ke kiri. Pengelasan dengan cara ini diperlukan untuk
pengelasan baja yang tebalnya 4,5 mm ke atas.
Keuntungan dan kegunaan pengelasan oxy-acetylene sangat banyak, antara lain:
1. Peralatan relatif murah dan memerlukan pemeliharaan
minimal/sedikit.
2. Cara penggunaannya sangat mudah, tidak memerlukan teknik-teknik
pengelasan yang tinggi sehingga mudah untuk dipelajari.
3. Mudah dibawa dan dapat digunakan di lapangan maupun di pabrik
atau di bengkel-bengkel karena peralatannya kecil dan sederhana.
4. Dengan teknik pengelasan yang tepat hampir semua jenis logam
dapat dilas dan alat ini dapat digunakan untuk pemotongan maupun
penyambungan.
2.5.3 Kampuh Las
Untuk menghasilkan kualitas sambungan las yang baik, salah satu faktor
yang harus diperhatikan yaitu kampuh las. Kampuh las ini berguna untuk
menampung bahan pengisi agar lebih banyak yang merekat pada benda kerja,
Faktor-faktor yang harus diperhatikan dalam pemilihan jenis kampuh
adalah:
1. Ketebalan benda kerja.
2. Jenis benda kerja.
3. Kekuatan yang diinginkan.
4. Posisi pengelasan.
Sebelum memulai proses pengelasan terlebih dahulu ditentukan jenis
sambungan las yang akan dipilih. Hal-hal yang harus diperhatikan bahwa
sambungan yang dibuat akan mampu menerima beban (beban statis, beban
dinamis, atau keduanya).
Dengan adanya beberapa kemungkinan pemberian beban sambungan
las, maka terdapat beberapa jenis sambungan las, yaitu sebagai berikut:
1. Kampuh V Tunggal
Sambungan V tunggal juga dapat dibuat tertutup dan terbuka.
Sambungan ini juga lebih kuat dari pada sambungan persegi, dan
dapat dipakai untuk menerima gaya tekan yang besar, serta lebih
tahan terhadap kondisi beban statis dan dinamis. Pada pelat dengan
tebal 5 mm–20 mm penetrasi dapat dicapai 100%.
2. Kampuh Persegi
Sambungan ini dapat dibuat menjadi 2 kemungkinan, yaitu
sambungan tertutup dan sambungan terbuka. Sambungan ini kuat
3. Kampuh V Ganda
Sambungan ini lebih kuat dari pada V tunggal, sangat baik untuk
kondisi beban statis dan dinamis serta dapat menjaga perubahan
bentuk kelengkungan sekecil mungkin. dipakai pada ketebalan 18
mm-30 mm.
4. Kampuh Tirus Tunggal
Sambungan ini digunakan untuk beban tekan yang besar.
Sambungan ini lebih baik dari sambungan persegi, tetapi tidak lebih
baik dari pada sambungan V. Letaknya disarankan terbuka dan
dipakai pada ketebalan pelat 6 mm-20 mm.
5. Kampuh U Tunggal
Kampuh U tunggal dapat dibuat tertutup dan terbuka.
Sambungan ini lebih kuat menerima beban statis dan diperlukan
untuk sambungan berkualitas tinggi. Dipakai pada ketebalan 12
mm-25 mm.
6. Kampuh U Ganda
Sambungan U ganda dapat jg dibuat secara tertutup dan terbuka,
sambungan ini lebih kuat menerima beban statis maupun dinamis
dengan ketebalan pelat 12 mm-25 mm dapat dicapai penetrasi 100%.
7. Kampuh J Ganda
Sambungan J ganda digunakan untuk keperluan yang sama
beban tekan. Sambungan ini dapat dibuat secara tertutup ataupun
terbuka. Jenis-jenis sambungan las diperlihatkan pada gambar 2.7
2.6 Sambungan baut
Baut adalah alat sambung dengan batang bulat dan berulir, salah satu
ujung nya dibentuk kepala baut ( umum nya bentuk kepala segi enam ) dan
ujung lain nya dipasang mur/pengunci.dalam pemakaian di lapangan, baut
dapat digunakan untuk membuat konstruksi sambungan tetap, sambungan
bergerak, maupun sambungan sementara yang dapat dibongkar/dilepas
kembali. Dalam penelitian ini sambungan baut digunakan untuk
menghubungkan body pesawat dengan sayap pesawat sebelum dilas. Baut
dan mur dapat dibedakan sebagai berikut: baut pejepit,baut untuk pemakaian
khusus,sekrup mesin,sekrup penetap.
Baut penjepit terdiri dari tiga bagian antara lain:
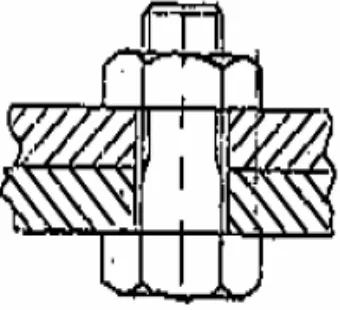
a. Baut tembus
Baut tembus digunakan untuk menjepit dua bagian melalui
lubang tembus,dimana jepitan diketatkan dengan sebuah mur. Gambar
baut tembus diperlihatkan pada gambar 2.8 dibawah ini.
b. Baut tanam
Baut tanam merupakan baut tanpa kepala dan diberi ulir pada
kedua ujung nya.untuk dapat menjepit dua bagian, baut ditanamkan
pada salah satu bagian yang mempunyai lubang berulir dan jepitan
diketatkancdengan sebuah mur. Gambar baut tanam diperlihatkan
pada gambar 2.9 dibawah ini.
Gambar 2.9. Baut tanam
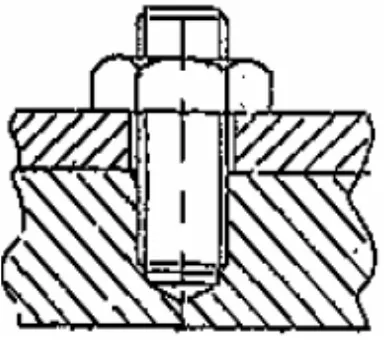
c. Baut tap
Baut tap digunakan menjepit dua bagian dimana jepitan diketatkan
dengan ulir yang ditapkan kan pada salah satu bagian. Pada tugas
akhir ini body dan sayap dihubungkan menggunakan baut tap yang
ditapkan pada sayap pesawat dengan menggunakan enam buah baut
tap, masing-masing terdiri dari tiga buah yang di tapkan pada kedua
sayap pesawat tanpa awak. Gambar baut tap diperlihatkan pada
Gambar 2.10 Baut tap
2.7 Pengujian Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik
benda uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk
mengetahui apakah kekuatan las mempunyai nilai yang sama, lebih rendah
atau lebih tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas
kekuatan tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan
dimanakah letak putusnya suatu sambungan las.
Pembebanan tarik adalah pembebanan yang diberikan pada benda
dengan memberikan gaya tarik berlawanan arah pada salah satu ujung
benda. Penarikan gaya terhadap beban akan mengakibatkan terjadinya
perubahan bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi
pada bahan uji adalah proses pergeseran butiran Kristal logam yang
mengakibatkan melemahnya gaya elektromagnetik setiap atom logam
hingga terlepas ikatan tersebut oleh penarikan gaya maksimum. Gambar
Gambar 2.11 Skema Mesin Uji Tarik.
Bila gaya tarik terus diberikan kepada suatu bahan (logam) sampai
putus, maka akan didapatkan profil tarikan yang lengkap berupa kurva seperti
digambarkan pada Gambar 2.12. Kurva ini menunjukkan hubungan antara gaya
tarikan dengan perubahan panjang. Profil ini sangat diperlukan dalam desain
yang memakai bahan tersebut.
Gambar 2.12 Hasil dan Kurva Pengujian Tarik
Perubahan panjang dalam kurva disebut sebagai regangan teknik (εeng), yang didefenisikan sebagai perubahan panjang yang terjadi akibat perubahan
pada proses ini disebut dengan tegangan teknik (σeng), dimana didefenisikan sebagai nilai pembebanan yang terjadi (F) pada suatu luas penampang (Ao). Tegangan normal tersebut akibat gaya tarik dapat ditentukan berdasarkan
persamaan (2.1.)
Regangan akibat beban tekan static dapat ditentukan berdasarkan
persamaan (2.2).
Lo = Panjang specimen mula-mula (mm)
Pada prakteknya nilai hasil pengukuran tegangan pada suatu pengujian
tarik pada umumnya merupakan nilai teknik. Regangan akibat gaya tarik yang
terjadi, panjang akan menjadi bertambah dan diameter pada specimen akan
menjadi kecil, maka ini akan terjadi deformasi plastis (Nash, 1998). Hubungan
E = σ / ε
E adalah gradient kurva dalam daerah liner, dimana perbandingan
tegangan (σ) dan regangan (ε) selalu tetap. E diberi nama “ Modulus Elastisitas “ atau “ Young Modulus “. Kurva ini ditunjukkan oleh gambar 2.13.
Gambar 2.13 Kurva Tegangan-regangan
Umumnya, limit elastic bukan merupakan defenisi tegangan yang jelas,
tetapi pada besi tidak murni dan baja karbon rendah, titik awal terjadinya
deformasi plastis ditandai dengan penurunan beban secara tiba-tiba yang
menunjukkan adanya titik luluh atas dan titik luluh bawah. Perilaku luluh ini
merupakan karakteristik berbagai jenis logam, khusunya yang memiliki struktur
bbc dan mengandung sejumlah kecil elemen terlarut. Untuk material yang tidak
memiliki titik luluh yang jelas, berlaku defenisi konvensional mengenai titik
awal deformasi plastis, yaitu tegangan uji 0,1 atau 0,2 %. Disini ditarik garis
regangan 0,2 %. Berikut adalah gambar 2.14 diagram tegangan-regangan linier
untuk deformasi elastic bahan.
Gambar 2.14 Diagram Tegangan-regangan Linier Untuk Deformasi Elastis.
Sifat mekanis (pada Tension )dari bahan dapat dilihat pada table 2.3
dibawah ini.
Tabel 2.3 Sifat mekanis bahan pada suhu kamar untuk jenis logam paduan.
2.8 Foto mikro
Struktur bahan dalam orde kecil sering disebut struktur mikro. Struktur ini
dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat pengamat
struktur mikro. Penelitian ini menggunakan mikroskop cahaya. Persiapan yang
dilakukan sebelum mengamati struktur mikro adalah pemotongan specimen,
pengampelasan, pemolesan, dan pengetsaan. Setelah dipilih, bahan uji diratakan
permukaannya dengan menggunakan kikir. Setelah rata digosok dengan
menggunakan ampelas mulai dari yang kasar sampai yang halus.
Arah pengampelasan tiap tahap harus diubah, pengampelasan yang lama
dan penuh kecermatan akan menghasilkan permukaan yang halus dan rata.
menempel pada bahan. Langkah terakhir sebelum dilihat struktur mikro adalah
dengan mencelupkan specimen kedalam larutan etsa dengan penjepit tahan
karat dan permukaan menghadap keatas. Kemudian specimen dicuci,
dikeringkan dan dilihat struktur mikronya.
Untuk mendapatkan kemampuan resolusi dari lensa objektif yang
digunakan, kontras bayangan haruslah mencukupi. Kontras bayangan
bergantung pada persiapan spesimen dan optika. Perbedaan pada pemantulan
sinar dari permukaan spesimen mengakibatkan adanya amplitudo bentuk yang
dapat dilihat oleh mata setelah adanya perbesaran. Perbedaan fase yang
ditimbulkan oleh pemantulan sinar pasti dapat dilihat dengan penggunaan fase
kontras atau dengan menambahkan alat interferensi kontras pada mikroskop.
1. Penyinaran Daerah Terang
Penyinaran daerah terang , merupakan cara pengujian yang paling
banyak digunakan. Dalam operasinya, sinar dilewatkan melalui lensa objektif
dan menumbuk permukaan spesimen secara tegak lurus. Bentuk permukaan
yang normal terhadap sinar datang akan memantulkan sinar itu kembali melalui
lensa objektif menuju mata. Permukaan yang miring akan memantulkan sinar
lebih sedikit ke lensa objektif dan kelihatan lebih gelap, tergantung pada
sudutnya.
2. Penyinaran Miring
Pada beberapa mikroskop, dapat dipasangi dngan kondensator atau
cermin sehingga sinar yang lewat melalui lensa objektif menumbuk permukaan
akan membentuk bayangan–bayangan, menghasilkan tampilan tiga dimensi.
Hal ini memungkinkan kita untuk menentukan bentuk relif atau lekukan.
Namun hanya sedikit tingkat kemiringan yang dapat digunakan, karena cara ini
menyebabkan penyinaran menjadi tidak seragam dan mengurangi resolusi.
3. Penyinaran Daerah Gelap
Sinar yang dipantulkan oleh bentuk yang miring, dikumpulkan, dan
sinar yang dipantulkan dari bentuk yang normal terhadap pancaran sinar datang
diblok. Oleh karena itu kontras merupakan kebalikan dari penyinaran daerah
terang; dimana bentuk yang terang pada penyinaran daerah terang kelihatan
gelap. Ini akan menghasilkan kontras bayangan yang sangat kuat, dengan
adanya kemiringan benda akan kelihatan berkilauan. Pada beberapa kondisi,
mungkin tidak bisa melihat bentuk dengan menggunakan penyinaran daerah
terang. Cara penyinaran daerah gelap sangatlah praktis untuk digunakan dalam
mempelajari struktur-struktur butir, namun intensitas cahaya yang rendah akan
membuat fotomikroskop menjadi lebih rumit, namun masalah ini dapat diatasi
dengan menggunakan alat pengatur cahaya otomatis.
4. Prinsip Kerja Mikroskop Optik
Secara umum prinsip kerja mikroskop optik adalah sinar datang yang
berasal dari sumber cahaya melewati lensa kondenser, lalu sinar datangitu
menuju glass plane yang akan memantulkan sinar datang itu menuju spesimen.
Sebelum mencapai spesimen sinar datang itu melewati beberapa lensa
pembesar. Kemudian sinar datng tersebut sebagian akan dipantulkan kembali,
telah terkorosi pada saat pengetsaan. Sinar datang yang dipantulkan kembali ke
mikroskop optik akan diteruskan ke lensa okuler sehingga dapat diamati.
Urutan jalannya sinar pada mikroskop optik akan dilihat lebih jelas pada
Gambar 2.15
Gambar 2.15 Skema Perjalanan Sinar Pada Mikroskop Optik
5. Struktur Mikro Daerah Las
Daerah las_lasan terdiri dari tiga bagian yaitu:daerah logam
las,daerah pengaruh panas,(Heat affected zone) dan logam induk yang
tidak terpengaruhi panas.
Daerah logam las adalah bagian bagian dari logam yang pada
waktu pengelasan mencair dan kemudian membeku.Komposisi logam
las terdir dari komponen logam induk dan bahan tambah dari elektroda.
membeku, maka kemungkinan besar terjadi pemisahan komponen yang
menyebabkan terjadinya struktur yang tidak homogen, ketidak
homogennya struktur akan menurunkan ketangguhan logam las.Pada
daerah ini,struktur mikro yang terjadi adalah struktur cor.Struktur mikro
di logam las dicirikan dengan adanya struktur berbutir panjang
(columnar grais). Struktur ini berawal dari logam induk dan tumbuh kea
rah tengah daerah logam las.
2.9 Pesawat tanpa awak
Pesawat tanpa awak adalah sebuah mesin terbang yang berfungsi
dengan kendali jarak jauh oleh pilot atau mampu mengendalikan dirinya sendiri, menggunakan hukum aerodinamika untuk mengangkat dirinya,bisa digunakan
kembali dan mampu membawa muatan baik senjata maupun muatan lain
nya.penggunaan terbesar dari pesawat tanpa awak ini adalah dibidang militer.
Pesawat tanpa awak memiliki bentuk ukuran konfigurasi dan karakter yang
bervariasi, perkembangan kontrol otomatis membuat pesawat sasaran tembak
yang sederhana mampu berubah menjadi pesawat tanpa awakm yang kompleks
dan rumit.
Kontrol pesawat tanpa awak ada dua variasi utama, variasi pertama yaitu
dikontrol melalui pengendali jarak jauh dan variasi kedua adalah pesawat yang terbang
secara mandiri berdasarkan program yang dimasukan kedalam pesawat sebelum
terbang. Penggunaan terbesar pesawat tanpa awak pada umumnya adalah dibidang
militer, saat ini pesawat tanpa awak mampu melakukan misi pengintaian dan
penyerangan.pesawat tanpa awak juga semakin banyak digunakan untuk keperluan
sipil (non militer ) seperti pemadaman kebakaran,pemetaan bencana alam,atau
pemeriksaan jalur pemipaan.gambar pesawat tanpa awak terlihat seperti gambar 2.16
Gambar 2.16 Pesawat tanpa awak
Dalam sebuah Perancangan Pesawat Terbang Tanpa Awak (PPTA),
terlebih dahulu mendefinisikan misi penerbangan seperti apa yang akan
dilakukan oleh pesawat tersebut. Hal ini harus dilakukan karena tidak ada satu
jenis PTTA yang bisa melakukan semua misi yang ada dalam penerbangan.
Pesawat terbang tanpa awak dimaksudkan untuk mengemban misi pemantauan
udarauntuk melihat objek yanmg diam atau bergerak diatas permukaan tanah.
Misi tersebut dilakukan dilakukan diwilayah dengan dukungan insfratruktur
yang minim seperti daerah hutan,pegunungan,rawa dan lain-lain dengan misi
tersebut, maka PTTA harus merupakan gabungan karakter antara tipe pesawat
sport,trainer dan pesawat trainer glider, yaitu berkecepatan rendah,sangat stabil,
dapat melayang dan mudah dikendalikan.
2.9.1 Gaya-gaya yang bekerja pada pesawat
Gaya-gaya yang bekerja pada pesawat sering kali disebut sebagai
gaya-gaya aerodinamika. Dalam semua kasus aerodinamika, gaya-gaya-gaya-gaya yang bekerja
pada benda berasal hanya dari dua sumber dasar ialah distribusi tekanan dan
Gambar 2.17 Gaya-gaya yang bekerja pada pesawat
Berikut ini adalah hal-hal yang mendefinisikan gaya-gaya tersebutdalam
sebuah penerbangan:
1. Thrust adalah gaya dorong yang dihasilkan oleh baling-baling
pesawat. Gaya ini merupakan kebalikan dari gaya tahan (Drag).
2. Drag adalah gaya ke belakang ,menarik mundur,dan disebabkan
oleh ganguan aliran udara pada sayap,fuselage,dan objek-objek
lainnya. Drag kebalikan dari Thrust, dan beraksi kebelakang paralel
dengan arah angin relativef( relative wind ).
3. Weight adalah (gaya berat) adalah kombinasi berat dari muatan
pesawat itu sendiri ,weight menarik pesawat ke bawah karena gaya
gravitasi.Weight melawan lift (gaya angkat) dan beraksi vertikal
kebawah melalui center of gravity dari pesawat. Gaya angkat (lift)
Gaya dorong (thrust)
4. Lift ( gaya angkat) melawan gaya dari weight, dan dihasilkan oleh
efek dinamis dari udara yang beraksi di sayap, dan beraksi tegak
lurus pada arah penerbangan center of lift dari pesawat.
Udara akan mengalir melewati bagian atas sayap dan bagian bawah
sayap. Sebenarnya bukan udara yang mengalir melewati sayap pesawat tetapi
sayap pesawat lah yang maju menembus udara. Dengan bentuk sayap yang
melengkung di atas,maka aliran udara di atas sayap membutuhkan jarak yang
lebih panjang dan membuat nya mengalir lebih cepat dibandingkan dengan
aliran udara dibawah sayap pesawat. Tekanan dibawah sayap yang lebih besar
akan akan mengangkatb sayap pesawat dan disebut gaya angkat (lift) . Karena
itu kecepatan pesawat harus dijaga sesuai dengan rancangan nya. Jika
kecepatan nya menurun maka lift nya akan berkurang.
Dari riset sebelum nya ( ivan 2008) maka didapat nilai gaya-gaya pada pesawat
sebagai berikut:
a.Menghitung Nilai Thrust ( T )
Pesawat bisa terbang karena ada momentum dari dorongan horizontal dari
mesin atau baling-baling pesawat, kemudian dorongan mesin penggerak
tersebut akan menimbulkan perbedaan kecepatan aliran udara di bawah dan di
atas sayap pesawat. Kecepatan udara di atas sayap akan lenih besar daripada di
bawah syapa dikarenakan jarak tempuh lapisan udara yang mengalir di atas
sayap lebih besar dari pada jarak tempuh di bawah sayap, waktu tempuh lapisan
udara yang melalui atas sayap dan di bawah sayap adalah sama. Dorongan
inilah yang disebut dengan Thrust. Secara teoritis ,thrust dapat dihitung sebagai
berikut
Thrust = Force
V0 = kecepatan udara yang masuk Vt = kecepatan udara yang dihasilkan
ṁ0 = massa flow rata-rata sebelum masuk per waktu
ṁt = massa flow rata-rata sewaktu keluar per waktu
P0 = tekanan sebelum masuk Pt = tekanan ketika keluar
A0 = At = luas penampang sayap pesawat A0 = At = luas penampang sayap pesawat
Dimana luas penampang sayap pesawat tersebut merupakan perkalian
antara panjang span dengan lebar chord. Sesuai hasil design maka diperoleh
nilai span sebesar 1200 mm dan nilai chord sebesar 500 mm. Berikut ini adalah
perhitungan luas penampang sayap pesawat
A = span x chord
= 1,2 m x 0,5 m
= 0,6 m2
Maka selanjutnya dilakukan perhitungan untuk mencari massa flow
perstuan waktu seperti di bawah ini
m0 =
ρ
.V
0 .A = 1.161 kg/m3 x 0.6 m2 x 2.8 m/s = 1,95 kg/smt =
ρ
.V
t .A = 1.161 kg/m3 x 0.6 m2 x 47.18 m/s = 32,86 kg/sT = m
t .V
t– m
0V
0+ (P
t– P
0) A
Maka besarnya gaya thrust pada pesawat aeromodeling adalah 1170,1148 N
b. Menghitung Nilai Drag ( D)
Drag adalah gaya kebelakang yang menarik mundurdan disebabkan oleh
gangguan aliran udara oleh sayap, fuselage, dan objek-objek lain. Drag
kebalikan dari thrust, dan beraksi ke belakang paralel dengan arah angin relatif
( relatif wind ). Gaya drag dapat dihitung degan rumus :
D =
𝐶𝐶𝐶𝐶 .𝜌𝜌 .𝑉𝑉 2 .𝐴𝐴2
Dimana : D = Drag ( N/s )
ρ
= Massa jenis udara ( kg/m3)V = Kecepatan Pesawat ( m/s )
A = Luas penampang ( m2 )
Dalam hal ini, jenis airfoil yang digunakan adalah NACA 2412 yang
memiliki angel of attack ( A0A) sebesar 150 untuk sudut maksimum dan 00 untuk sudut minimum dengan nilai koefisien drag untuk masin-masing sebesar
0,0237 dan 0,0067. Untuk lebih jelasnya, perhitungan nilai drag dapat dilihat
sebagai berikut :
( 0,0067 )( 1,161kg /m3)( 47,18)(0,6) 2
= 4.96 N/s
Setelah diperoleh nilai drag dari sayap,maka selanjutnya di hitung nilai drag
yang terjadi pada fuselage pesawat aeromodeling. Menurut hasil pemilihan
design fuselage, maka fuselage yang dipilih adalahtipe 8 dengan koefisien drag
Gambar 4.1 Aircraft Design
Maka perhitungan nilai drag untuk fuselage dapat dihitung dengan
menggunakan rumus
D =
𝐶𝐶𝐶𝐶 .𝜌𝜌 .𝑉𝑉2 .𝐴𝐴2
Dimana : D = Drag ( N/s )
Cd = Coefisien Drag fuselage
ρ
= Massa jenis udara (kg/m3 )V = Kecepatan pesawat (m/s)
A = Luas penampang fuselage ( m3)
A= π r2
, dimana r = 125 mm = 0.125 m
A= 3,14 x 0,1252 A = 0,4906 m2
Dfuselage =
( 0,458)( 1,161kg /m3)(47,182 )(0,4906) 2
Dfuselage = 6,2348 N/s
Maka nilai drag total yang terjadi pada pesawat dapat dihitung dengan
rumus :
D total = D sayap + D fuselage
D total = 18.3745 + 6,2348 D total = 24.6093 N/s
c. Menghitung Nilai LIFT ( L)
Lift ( gaya angkat ) adalah gaya yang dihasilkan oleh efek dinamis dari
udara yang beraksi di sayap, dan beraksi tegak lurus pada arah penerbangan
melalui center of lift dari sayap. Besarnya gaya lift dapat dihitung sebagai
ρ
=Massa jenis udara ( kg/m3 )
V = Kecepatan Pesawat (m/s)
A = Luas penampang sayap (m2)
Sama seperti perhitungan drag, perhitungan lift pada airfoil NACA 2412
juga memerlukan nilai A0A maksimum dan minimum yaitu sebesar 150 dan 00 dengan coefisien lift masing-masing sebesar 1,005 dan 0,216. Untuk lebih
jelasnya, perhitungan lift maksimum dan minimum dapat dilihat sebagai berikut
:
d. Menghitung Weight ( W)
Weight (gaya berat) adalah gaya yang menarik pesawat ke bawahkarena
gaya gravitasi. Weight melawan lift ( gaya angkat) dan beraksi secara vertikal
ke bawah melalui center of gavity dari pesawat. Dalam hal ini massa pesawat
Berat = 27 kg
W = 27 x 9,8
W =264,6 N
Dan data 4 gaya yang diperoleh adalah:
T = 1170,1148 N
D = 24.6093 N T > D
L = 1167.60 N L > W
W = 264,6 N
Dari data hasil perhitungan di atas diperoleh bahwa nilai Thrust (T) lebih
besar dari pada nilai drag (D) dan nilai Lift (L) lebih besar dari pada berat
pesawat sehingga disimpilkan secara teori perancangan pesawat aeromodeling
memenuhi syarat untuk dapat terbang.
2.9.2. Airfoil
Airfoil atau aerofoil adalah suatu bentuk geometri yang apabila
ditempatkan di suatu aliran fluida akan memproduksi gaya angkat (lift) lebih
besar dari gaya hambat (drag). Pada airfoil terdapat bagian-bagian seperti
berikut:
a) Leading Edge adalah bagaian yang paling depan dari sebuah airfoil
b) Trailing Edge adalah bagaian yang paling belakang dari sebuah
c) Chambar line adalah garis yang membagi sama besar antara
permukaan atas dan permukaan bawah dari airfoil mean chambar
line
d) Chord line adalah garis lurus yang menghubungkan leading edge
dengan trailing edge.
e) Chord (c) adalah jarak antara leading edge dengan trailing edge
f) Maksimum chamber (zc) adalah jarak maksimum antara mean
chamber line dan chord line. Posisi maksimum chamber diukur dari
leading edge dalam bentuk persentase chord.
g) Maksimum thickness (tmax) adalah jarak maksimum antara
permukaan atas dan permukaan bawah airfoil yang juga diukur tegal
lurus terhadap chord line.
Untuk lebih jelasnya dapat dilihat pada gambar 2.4.