by:
DWI KURNIAWAN
Home business industry is the existence of micro enterprises in Indonesia is
increasingly gaining the attention of the government and society so that the
number is increasing. To get a product that has a good quality of the industrial
system or operating system in the manufacture of crackers need to be addressed,
in addition to keeping the engine can work optimally we need to hold a care and
maintenance of the machines used for the production of crackers.
In making the cracker dough mixing machine used materials are: iron plate, angle
steel, and stainless steel plate. Where the iron plate and angle iron used to make
the frame and the motor holder, while the stainless steel plate is used to make
dough crackers tank. The first step in making this machine is making an image,
followed by the cutting of materials that have been measured. Once all the
ingredients are available, switching performed at each section to be formed into a
framework. Furthermore assembly process to attach the parts of the device. Total
cost to make this machine is Rp. 3.300.000, -
▸ Baca selengkapnya: adonan yang yang cara menyelesaikan nya dengan dibakar atau dioven adalah adonan
(2)ABSTRAK
PEMBUATAN MESIN PENGADUK ADONAN KERUPUK
Oleh:
DWI KURNIAWAN
Usaha home industri merupakan usaha mikro yang keberadaannya di Indonesia
semakin mendapatkan perhatian pemerintah dan masyarakat sehingga jumlahnya
semakin banyak. Untuk mendapatkan produk yang memiliki kualitas yang baik
maka sistem industri atau sistem operasional dalam pembuatan kerupuk perlu
dibenahi, selain itu untuk menjaga agar mesin bisa bekerja secara optimal maka
perlu diadakan suatu perawatan dan pemeliharaan terhadap mesin yang digunakan
untuk produksi kerupuk.
Dalam membuat mesin pengaduk adonan kerupuk bahan yang digunakan ialah:
besi plat, besi siku, dan plat stainless steel. Besi plat dan besi siku digunakan
untuk membuat kerangka dan dudukan motor penggerak, sedangkan plat stainless
steel digunakan untuk membuat bak penampung adonan kerupuk. Langkah pertama dalam membuat mesin ini adalah pembuatan gambar, kemudian
dilanjutkan dengan pemotongan bahan yang telah diukur. Setelah semua bahan
tersedia, dilakukan penyambungan pada tiap-tiap bagian untuk dibentuk menjadi
kerangka. Selanjutnya adalah proses perakitan bagian-bagian dari alat tersebut.
Total biaya yang dibutuhkan untuk membuat mesin ini adalah
Rp. 3.300.000,-
I. PENDAHULUAN
A. Latar Belakang
Beberapa tahun terakhir ini banyak pelaku usaha kecil menengah dibidang
pembuatan kerupuk yang mulai gulung tikar karena mereka tidak mampu
memenuhi biaya oprasional yang tinggi untuk membeli mesin pengaduk adonan
kerupuk dengan kapasitas besar, sedangkan pesanan para pelanggan semakin
banyak dengan batas waktu pengerjaan yang singkat. Untuk membantu para
pengusaha kerupuk tersebut, maka dibuat mesin pengaduk adonan kerupuk yang
harganya terjangkau. Pembuatan mesin didesain dengan bentuk yang lebih
sederhana dan perawatannya lebih mudah, sehingga pengusaha kerupuk dapat
menekan biaya produksi dan mendapatkan untung yang besar.
Dengan melihat permasalahan tersebut, penulis tertarik untuk merancang dan
membuat mesin pengaduk adonan kerupuk. Mesin ini dirancang menggunakan
motor listrik dengan kapasitas 1/2 Hp sebagai penggeraknya dan stainless steel
sebagai bak penampung dan porosnya. Putaran dari motor listrik ditransmisikan
Sebelum pembuatan mesin pengaduk adonan kerupuk ini dilakukan, langkah
pertama yang dikerjakan adalah membuat gambar mesin pengaduk adonan
kerupuk dengan program Autocad. Dengan adanya gambar mesin maka
pembuatan mesin ini akan semakin mudah.
B. Tujuan Proyek Akhir
Adapun tujuan yang akan dicapai dalam proyek akhir ini adalah :
1. Membuat mesin pengaduk adonan kerupuk.
2. Mengetahui cara kerja dari mesin pengaduk adonan kerupuk.
C. Batasan Masalah
Dengan memperhatikan latar belakang dan masalah teknologi, maka proyek akhir
ini hanya membahas tentang pembuatan mesin pengaduk adonan kerupuk.
D. Sistematika penulisan
Penulisan proyek akhir ini dibagi dalam lima bab, yaitu :
I. PENDAHULUAN
Dalam bab ini berisikan latar belakang, tujuan proyek akhir, batasan masalah dan
sistematika penulisan.
II.TINJAUAN PUSTAKA
Dalam bab ini berisikan teori-teori yang diperlukan dalam penyusunan laporan
III. METODOLOGI PEMBUATAN
Dalam bab ini berisikan tentang waktu dan tempat pelaksanaan, alat dan bahan,
prosedur pembuatan, serta alur kerja proyek akhir.
IV. HASIL DAN PEMBAHASAN
Dalam bab ini membahas tentang pembuatan mesin pengaduk adonan kerupuk
dari tahap awal sampai akhir.
V.PENUTUP
Dalam bab ini berisikan tentang kesimpulan dan saran.
DAFTAR PUSTAKA
II. TINJAUAN PUSTAKA
A. Pengertian Kerupuk
Kerupuk adalah makanan ringan yang dibuat dari adonan tepung tapioka
dicampur bahan perasa seperti udang atau ikan. Kerupuk dibuat dengan mengukus
adonan sebelum dipotong tipis-tipis, dikeringkan dibawah sinar matahari dan
digoreng dengan minyak goreng yang banyak.
Kerupuk bertekstur garing dan sering dijadikan pelengkap untuk berbagai
makanan Indonesia seperti nasi goreng dan gado-gado. Jenis kerupuk yang paling
umum dijumpai di Indonesia adalah Kerupuk udang dan kerupuk ikan. Kerupuk
kulit adalah kerupuk yang tidak dibuat dari adonan tepung tapioka, melainkan dari
kulit sapi atau kerbau yang dikeringkan. Kerupuk biasanya dijual di dalam
kemasan yang belum digoreng. Kerupuk kulit dan Kerupuk ikan dari jenis yang
sulit mengembang ketika digoreng biasanya dijual dalam bentuk sudah digoreng
karena krupuk perlu digoreng sebanyak dua kali. Kerupuk perlu digoreng lebih
dulu dengan minyak goreng bersuhu rendah sebelum dipindahkan ke dalam wajan
Gambar 1. Kerupuk.
B. Mesin Pengaduk Adonan Kerupuk
Mesin ini digunakan untuk mengaduk adonan kerupuk seperti : tepung, bumbu,
air, dan sebagainya sehingga tercampur merata dan siap dicetak dengan baik.
Mesin yang penulis gambar ini lebih mengutamakan aspek kesederhanaan dan
bentuk yang ringkas sehingga pembuatan dan operasional mesin tidak
membutuhkan biaya yang terlalu besar dan dapat dijangkau para pedagang kecil
menengah.
Cara kerja mesin pengaduk adonan kerupuk adalah sebagai berikut :
Pada saat motor dihidupkan motor akan berputar sesuai dengan putaran motor,
yang kemudian putaran pada motor tersebut ditransmisikan ke gear box melalui
bantuan pulley dan sabuk V-belt dimana gear box tersebut akan memutar poros
dihubungkan dengan menggunakan kopel. Mesin pengaduk adonan kerupuk ini
dibuat menggunakan penggerak motor listrik berkapasitas 1/2 Hp.
Dalam pembuatan mesin pengaduk adonan kerupuk menggunakan beberapa
komponen elemen mesin yang sangat berpengaruh dalam pembuatan mesin ini,
semua elemen mesin ini bisa didapatkan di toko-toko peralatan mesin. Beberapa
komponen elemen mesin tersebut antara lain (Zainudin Ahmad, 2006).
B.1. Motor Listrik
Motor listrik adalah alat untuk mengubah energi listrik menjadi energi mekanik.
Alat yang berfungsi sebaliknya, mengubah energi mekanik menjadi energi listrik
disebut generator atau dinamo. Motor listrik dapat ditemukan pada peralatan
rumah tangga seperti kipas angin, mesin cuci, pompa air dan penyedot debu.
Mekanisme kerja untuk seluruh jenis motor secara umum sama. Arus listrik dalam
medan magnet akan memberikan gaya Jika kawat yang membawa arus
dibengkokkan menjadi sebuah lingkaran/loop, maka kedua sisi loop, yaitu pada
sudut kanan medan magnet, akan mendapatkan gaya pada arah yang berlawanan.
Pasangan gaya menghasilkan tenaga putar/ torque untuk memutar kumparan.
Motor-motor memiliki beberapa loop pada dinamonya untuk memberikan tenaga
putaran yang lebih seragam dan medan magnetnya dihasilkan oleh susunan
elektromagnetik yang disebut kumparan medan.
B.2. Transmisi
Transmisi yang digunakan yaitu :
dihasilkan oleh motor penggerak atau mesin mendekati tetap, sementara tenaga
bertambah sesuai dengan putaran mesin. Untuk mengurangi beban langsung
terhadap penggerak makadiperlukan gear box untuk mengatasi hal ini, dengan
cara menukar kombinasi gigi (perbandingan gigi). Ada banyak jenis perbandingan
kecepatan putarnya, diantaranya: 1 : 10, 1 : 20, 1 : 30 dan masih banyak
perbandingan lainnya. Maksud dari 1 : 10 adalah 10 kali putaran poros pada
penggerak (motor) diubah menjadi 1 kali putaran pada poros gear box (reducer).
B.3. Poros
Poros merupakan bagian yang terpenting dari setiap mesin. Hampir semua mesin
meneruskan tenaga bersama-sama dengan putaran. Dalam hal ini poros dibedakan
menjadi:
B.3.1. Poros Dukung
Poros dukung dapat dibagi menjadi poros tetap atau poros berhenti dan poros
berputar. Elemen mesin berputar seperti cakera tali dan pulley sabuk mesin,
piringan kabel, teromol kabel, roda jalan dan roda gigi dipasang berputar terhadap
poros dukung tetap atau dipasang tetap pada poros dukung yang berputar. Pada
umumnya poros dukung itu tetap pada salah satu ujungnya atau kedua ujungnya
ditumpu dan sering ditahan terhadap perputaran. Poros dukung umumnya dibuat
dari baja bukan paduan (Fe 490) terkadang dari baja paduan misalnya baja nikel
B.3.2. Poros Transmisi
Poros transmisi berfungsi untuk memindahkan tenaga mekanik salah satu elemen
mesin ke elemen mesin yang lain. Poros transmisi mendapat beban puntir murni
atau puntir dan lentur yang akan meneruskan daya ke poros melalui kopling, roda
gigi, puli sabuk atau sproket rantau, dan lain-lain.
B.3.3. Gandar
Gandar merupakan poros yang tidak mendapatkan beban puntir, fungsinya hanya
sebagai penahan beban, biasanya tidak berputar. Contohnya seperti yang dipasang
pada roda-roda kereta barang, atau pada as truk bagian depan.
B.3.4. Spindel
Poros Spindel merupakan poros transmisi yang relatif pendek, seperti poros utama
mesin perkakas dimana beban utamanya adalah beban puntiran atau yang biasa
disebut spindel. Syarat yang harus dipenuhi poros ini adalah deformasinya harus
kecil dan bentuk serta ukurannya harus teliti.
B.3.5. Macam-macam poros menurut bentuknya
Menurut bentuknya poros dapat dibedakan atas:
Poros luar umum
Poros engkol sebagai poros utama
Poros luwes untuk transmisi yang kecil
B.3.6. Macam-macam poros menurut pembebanan
Poros dengan beban puntir dan lentur dapat terjadi pada puli atau roda gigi pada
mesin untuk meneruskan daya melalui sabuk, atau rantai. Dengan demikian poros
tersebut mendapat beban puntir dan lentur akibat adanya beban.
Poros dengan beban puntir
Daya dan perputaran, momen puntir yang akan dipindahkan oleh poros dapat
ditentukan dengan mengetahui garis tengah pada poros.
Poros dengan pembebanan lentur murni
Poros dengan beban lentur murni biasanya terjadi pada gandar dari kereta
tambang dan lengan robot yang tidak dibebani dengan puntiran, melainkan
diasumsikan mendapat pembebanan lentur saja. Meskipun pada kenyataannya
gandar ini tidak hanya mendapat beban statis, tetapi juga mendapat beban
dinamis.
B.3.7. Hal-hal yang perlu diperhatikan dalam merancang sebuah poros
Kekuatan poros
Poros transmisi akan menerima beban puntir (twisting moment), beban lentur
(bending moment) ataupun gabungan antara beban puntir dan lentur.
Dalam perancangan poros perlu memperhatikan beberapa faktor, misalnya :
kelelahan, tumbukan dan pengaruh konsentrasi tegangan bila menggunakan poros
bertangga ataupun penggunaan alur pasak pada poros tersebut. Poros yang
dirancang tersebut harus cukup aman untuk menahan beban-beban tersebut.
Material poros
Poros yang biasa digunakan untuk putaran tinggi dan beban yang berat pada
umumnya dibuat dari baja paduan (alloy steel) dengan proses pengerasan kulit
baja khrom nikel, baja khrom nikel molebdenum, baja khrom, baja khrom
molibden, dll. Sekalipun demikian, baja paduan khusus tidak selalu dianjurkan
jika alasannya hanya karena putaran tinggi dan pembebanan yang berat saja.
Dengan demikian perlu dipertimbangkan dalam pemilihan jenis proses heat
treatment yang tepat sehingga akan diperoleh kekuatan yang sesuai.
Kekakuan poros
Meskipun sebuah poros mempunyai kekuatan yang cukup aman dalam menahan
pembebanan tetapi adanya lenturan atau defleksi yang terlalu besar akan
mengakibatkan ketidaktelitian (pada mesin perkakas), getaran mesin (vibration)
dan suara (noise).
Oleh karena itu disamping memperhatikan kekuatan poros, kekakuan poros juga
harus diperhatikan dan disesuaikan dengan jenis mesin yang akan ditransmisikan
dayanya dengan poros tersebut.
B.4. Bantalan
Tempat sebuah poros ditumpu, dinamakan tap-poros atau leher poros (journal),
elemen yang menumpu dinamakan bantalan. Bantalan ini dapat dipasang di dalam
mesin dimana poros termasuk atau dalam suatu elemen yang terpisah yang
dipondasikan yang dinamakan blok bantalan, blok atau dengan singkat bantalan.
Dalam bantalan umumnya bekerja gaya reaksi. Apabila gaya reaksi ini jauh lebih
banyak mengarah tegak lurus pada garis sumbu poros, bantalan dinamakan
bantalan radial. Kalau gaya reaksi itu jauh lebih banyak mengarah sepanjang garis
sumbu dinamakan bantalan aksial. Pada poros vertikal nama yang diberikan
Gambar 2. Bantalan.
C. Proses Produksi
C.1. Pemotongan
Pemotongan dilakukan terhadap besi siku yang digunakan sebagai kerangka
mesin. Untuk pemotongan pelat kita menggunakan gerinda potong, gergaji besi,
gunting pelat dan terkadang menggunakan mesin las asitilin.
C.2. Pengelasan
Pengelasan adalah proses penyambungan dua buah atau lebih logam dasar (base
metal) dengan cara pencairan material tersebut melalui masukan panas (het input). C.2.1. Las listrik
Elektroda-elektroda yang digunakan untuk menekan benda kerja dengan tekanan
yang cukup arus listrik akan mencairkan benda kerja sehingga membentuk paduan
yang kokoh. Bentuk hasil pengelasan ditentukan oleh bentuk-bentuk elektroda.
pada ujung-ujung elektroda dibedakan menjadi beberapa macam yaitu: (Daryanto,
1987).
a. Mesin las arus searah (DC)
Pesawat las arus searah (DC) dapat berupa pesawat transformator rectifier,
pembangkit listrik motor diesel atau motor bensin maupun pesawat pembangkit
lstrik yang digerakkan oleh motor listrik.
Mesin las DC ada dua macam, yaitu las stasioner dan mesin las portable. Mesin
las stasioner biasanya digunakan pada tempat-tempat atau bengkel yang
mempunyai jaringan listrik permanen. Adapun mesin las portable yang
mempunyai bentuk relatif lebih kecil biasanya digunakan untuk proses pada
tempat-tempat yang tidak terjangkau oleh jaringan listrik.
b. Mesin las arus bolak balik (AC)
Mesin las arus AC meperoleh busur nyala dari transformator dimana di dalam
pesawat ini arus dari jaring-jaring listrik diubah menjadi arus bolak-balik oleh
transformator yang sesuai dengan arus yang digunakan untuk mengelas sehingga
mesin las ini disebut juga mesin las transformator. Mesin las ini mempunyai dua
buah kumparan primer dililit oleh kawat tembaga berukuran lebih besar dengan
jumlah yang lebih sedikit dan di dalam transformator terdapat sebuah inti besi
yang dapat digerakkan untuk mengatur besarnya arus listrik dalam pengelasan.
C.2.2. Las Oksi Asitilin
Pengelasan dengan oksi asitilin adalah proses secara manual dengan pemanasan
asetilin melalui pembakaran C2H2 dengan gas O2 dengan atau tanpa logam
pengisi. Proses penyambungannya dapat dilakukan dengan tekanan. Pembakaran
gas C2H2 oleh oksigen (O2) dapat menghasilkan suhu panas yang sangat tinggi
sehingga dapat mencairkan logam. Untuk memperoleh nyala pembakaran yang
baik perlu melakukan pengaturan campuran gas yang dibakar. Jika jumlah gas O2
ditambah maka akan dihasilkan suhu yang sangat tinggi, lebih tinggi dari suhu
titik lebur baja atau metal lainnya sehingga dalam waktu sekejap mampu
mencairkan logam tersebut yang cukup tebal. Oleh karena itu las ini sangat baik
untuk memotong logam. Namun, pemotongan dengan las ini tidak baik untuk
memotong baja paduan misalnya steinless steel yang sangat peka terhadap
oksidasi.
C.2.3. Teknik Pengelasan
Sebelum proses pengelasan dilaksanakan sebaiknya mengetahui tentang
teknik-teknik pengelasan untuk mengurangi tingkat kegagalan pada proses pengelasan.
Dalam mengelas pelat tipis, teknik-teknik ini sangat diperlukan. Ada beberapa hal
yang harus diketahui tentang teknik pengelasan antara lain :
a. Menentukan arus tegangan listrik yang digunakan dalam pengelasan yang
diatur sesuai dengan kebutuhan. Hal ini dikarenakan penggunaan tegangan
tidak boleh terlalu tinggi hanya sekitar 55 volt sampai 85 volt. Hal ini
berhubungan dengan keselamatan kerja operator las. Tubuh manusia tidak akan
mampu menahan arus listrik dengan tegangan tinggi. Tegangan listrik yang
digunakan pada mesin las (tegangan pada ujung-ujung terminal) berkisar 55
nyala busur listrk sudah terjadi maka tegangan turun menjadi 20 volt sampai 40
volt, tegangan ini disebut dengan tegangan kerja. Semakin besar diameter
elektoda maka semakin besar pula arus yang terjadi.
b. Menyalakan dan mematikan elektroda
Untuk menyalakan atau membuat busur listrik perlu diperhatikan jenis mesin
las yang digunakan. Jika mesin las yang digunakan adalah mesin las AC, maka
cara menyalakan dengan mengggoreskan elektroda yang terjepit pada penjepit
elektroda pada benda kerja yang sudah terhubung dengan kabel massa. Adapun
cara menyalakan mesin las arus DC dengan cara menggoreskan dengan arah
naik turun. Elektroda digerakkan lurus ke bawah sampai menyentuh benda
kerja kemudian diangkat setinggi diameter elektroda.
C.3. Penggerindaan
Penggerindaan adalah proses menghaluskan permukaan material yang dilakukan
oleh betu gerinda dengan jumlah mata potongan yang tak terhitung yang
merupakan serbuk abrasifdi permukaannya.
Pada dasarnya mesin gerinda berguna untuk menggerinda permukaan benda kerja
sehingga rata dan halus, khususnya untuk mengasah pahat pemotong dari mesin
perkakas. Bentuk mesin ini ada yang duduk dan ada yang berdiri serta ada gerinda
tangan. Yang dimaksud mesin gerinda duduk adalah mesin gerinda yang
pemasangannya diikat dengan baut pada bangku kerja, sedangkan mesin gerinda
C.4. Pengeboran (Drilling)
Pengeboran (drilling) dilakukan pada kerangka mesin bertujuan sebagai tempat
dudukan baut. Pengeboran dilakukan agar komponen mesin dapat dibongkar
pasang saat terjadi kerusakan sehingga dapat diganti dengan hanya melepas
V. PENUTUP
A. Kesimpulan
Dari hasil proses pembuatan mesin pengaduk adonan kerupuk ini dapat
disimpulkan bahwa :
1. Mesin pengaduk adonan kerupuk ini adalah alat yang digunakan untuk
mencampur semua bahan-bahan pembuat adonan kerupuk, alat ini
memakai mesin penggerak motor listrik berkapasitas ½ Hp.
2. Pada proses pembuatan kerangka mesin ini, bahan yang digunakan adalah
besi siku dengan tebal 4 mm dan lebar 4 cm. Proses penyambungan
kerangka ini menggunakan cara pengelasan.
3. Setelah dilakukan pengujian, mesin pengaduk adonan ini mampu
menghasilkan maksimal 15 kg adonan kerupuk dalam waktu 50 menit.
4. Biaya yang dibutuhkan untuk membuat mesin pengaduk adonan kerupuk
ini adalah Rp. 3.300.000,- apabila dibandingkan dengan mesin pengaduk
adonan kerupuk yang sudah ada dipasaran dengan kapasitas yang sama,
mesin ini relatif lebih murah karena harga mesin yang ada dipasaran
B. Saran
Dari hasil proses pembuatan mesin pengaduk adonan kerupuk ini, penulis
memberikan beberapa saran yaitu :
1. Sebaiknya bak pengadukan diberi tutup agar pada saat proses pengadukan
dilakukan kotoran tidak masuk kedalam bak.
2. Pembuatan dudukan motor listrik dan gear box pada kerangka harus
sejajar atau lurus agar pada saat perakitan komponen lebih mudah.
3. Sebaiknya celah antara poros pengaduk dengan dinding bak penampung
dibuat lebih rapat, hal ini dilakukan untuk mengurangi adonan yang
(Laporan Proyek Akhir)
Oleh:
DWI KURNIAWAN
Sebagai Salah Satu Syarat Untuk Mencapai Gelar
Ahli Madya (A.Md.)
Pada
Program Studi Diploma III Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
III. METODE PEMBUATAN
A. Waktu dan Tempat
Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin
pengaduk adonan kerupuk ini membutuhkan waktu 1 bulan 12 hari, terhitung dari
tanggal 1 November 2012 sampai tanggal 13 Desember 2012.
B. Alat dan Bahan
Alat dan bahan yang digunakan dalam pembuatan mesin pengaduk adonan
kerupuk ini adalah sebagai berikut :
B.1. Alat
Adapun beberapa alat yang digunakan untuk proses pembuatan mesin pengaduk
adonan kerupuk ini, antara lain yaitu :
B.1.1. Mistar siku
Mistar siku digunakan untuk mengukur besi siku dalam pembuatan kerangka
Gambar 3. Mistar siku.
B.1.2. Gergaji besi
Gergaji besi digunakan untuk memotong besi siku yang telah diukur.
Gambar 4. Gergaji besi.
B.1.3. Gerinda
Gerinda ini digunakan untuk meratakan bagian-bagian yang sudah dipotong dan
Gambar 5. Gerinda.
B.1.4. Mesin las listrik
Mesin las digunakan untuk menyambung besi siku yang akan disatukan untuk
membuat desain yang telah ditentukan.
Gambar 6. Mesin las listrik.
B.1.5. Mesin bor tangan
Mesin bor tangan digunakan untuk melubangi bagian-bagian yang akan
Gambar 7. Mesin bor tangan.
B.1.6. Kunci pas
Kunci pas digunakan untuk mengencangkan baut dan mur pada bearing, motor
penggerak, dan gear box.
Gambar 8. Kunci pas.
B.1.7. Meteran
Gambar 9. Meteran.
B.2. Bahan
Adapun bahan yang digunakan dalam pembuatan mesin pengaduk adonan
kerupuk ini adalah sebagai berikut :
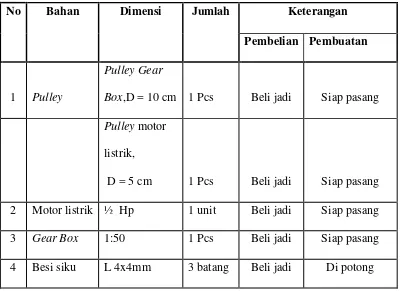
Table 1. Bahan dan material mesin pengaduk adonan kerupuk.
No Bahan Dimensi Jumlah Keterangan
Pembelian Pembuatan
1 Pulley
PulleyGear
Box,D = 10 cm 1 Pcs Beli jadi Siap pasang
Pulley motor listrik,
D = 5 cm 1 Pcs Beli jadi Siap pasang
2 Motor listrik ½ Hp 1 unit Beli jadi Siap pasang
3 Gear Box 1:50 1 Pcs Beli jadi Siap pasang
5 Poros
Langkah-langkah pembuatan mesin pengaduk adonan kerupuk ini adalah sebagai
C.1. Tahap membuat gambar
Dalam pembuatan mesin pengaduk adonan kerupuk ini, tahap kerja utama yang
dilakukan adalah membuat gambar mesin. Tujuan pembuatan gambar ini untuk
mempermudah pembuatan sesuai dengan keinginan dan langkah kerja.
C.2. Tahap pembuatan
Setelah tahap membuat gambar selesai langkah selanjutnya adalah membuat
mesin pengaduk adonan kerupuk. Adapun tahap pembuatannya meliputi :
a. Proses pemotongan.
3. Memotong besi siku sebanyak 2 batang untuk bagian atas dan 2 batang
untuk bagian bawah dengan ukuran 40 cm, untuk panjang kerangka
pada dudukan motor listrik dan gear box.
4. Memotong 2 batang besi siku dengan ukuran 40 cm, untuk dudukan
5. Memotong 2 batang besi siku dengan ukuran 40 cm, untuk dudukan
gear box.
6. Memotong 10 batang besi siku dengan ukuran 50 cm untuk lebar
kerangka.
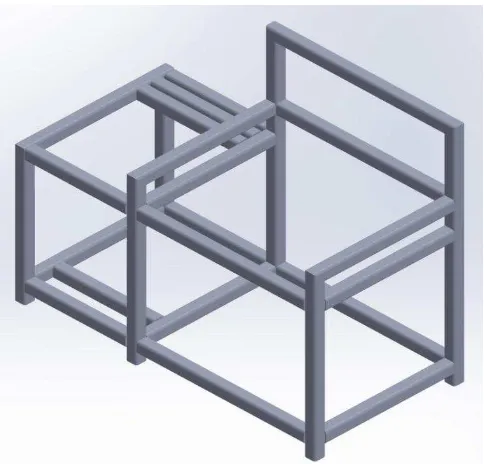
7. Memotong plat stainless steel dengan ukuran 1500 x 400 x 2 mm dan
400 x 300 x 5 mm untuk bak pengaduk.
Gambar 10. Kerangka Mesin.
b. Proses Pengelasan.
Setelah semua besi siku terpotong barulah melakukan penyambungan
untuk dijadikan suatu kerangka, proses penyambungan kerangka tersebut
menggunakan las listrik. Kemudian plat stainless steel di las untuk
c. Proses Pengeboran.
Setelah menjadi sebuah kerangka mesin, baru dilakukan pengeboran untuk
dudukan baut-baut mesin. Pengeboran dilakukan agar komponen mesin
dapat dibongkar pasang saat terjadi kerusakan sehingga dapat diganti
dengan hanya melepas komponen yang rusak saja. Proses pengeboran ini
hanya menggunakan mata bor 12 dan 14 mm.
C.3. Tahap perakitan
Tahap perakitan merupakan tahap pemasangan bagian-bagian mesin yang dibuat
menjadi satu kesatuan. Adapun tahap perakitannya meliputi :
C.3.1. Pemasangan bearing pada poros
Pemasangan bearing pada poros ini dilakukan agar poros dapat berputar dengan
baik.
C.3.2. Pemasangan pulley pada gear box dan motor listrik.
C.3.4. Pemasangan menjadi satu antaraporos dan bak penampung adonan.
Pemasangan poros dilakukan dengan melubangi bak penampung adonan terlebih
dahulu, kemudian poros dimasukkan kedalam bak penampung. Setelah itu
dilakukan pengelasan poros pengaduk adonan pada poros.
C.3.5. Pemasangan gear box dan motor listrik pada kerangka.
Pemasangan gear box dan motor listrik ini dilakukan untuk meneruskan putaran
yang dihasilkan oleh motor listrik ke gear box dengan bantuan sabuk v-belt dan
pulley, kemudian putaran tersebut diteruskan ke poros.
C.4. Finishing
Setelah semua bagian mesin selesai dirakit, mulai dari pembuatan kerangka
sampai pemasangan komponen mesin, sehingga menjadi suatu alat pengaduk
adonan kerupuk yang sempurna. Pada tahap finishing ini yang dilakukan adalah
penggerindaan pada bagian yang tidak rata dari hasil proses pemotongan dan
pengelasan, kemudian melakukan proses pengamplasan, setelah diamplas
kerangka tersebut dibersihkan, kemudian melakukan proses selanjutnya yaitu
proses pengecatan sebagai hasil akhir.
C.5. Tahap pengujian
Setelah semua komponen-komponen mesin tersebut terpasang dan menjadi suatu
mesin pengaduk adonan kerupuk yang sempurna, kemudian dilanjutkan dengan
tahap pengujian. Pengujian mesin ini dilakukan dengan mengaduk bahan-bahan
Pembuatan Laporan Persiapan alat dan bahan
Pengujian mesin
Pengumpulan komponen-komponen mesin
Pembuatan Mesin
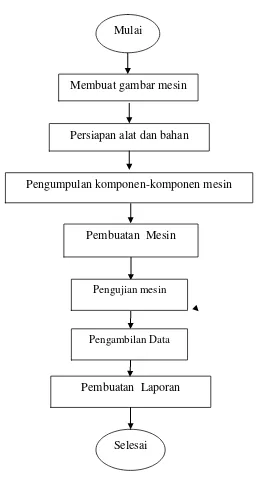
Pengambilan Data D. Diagram Alur Proyek Akhir
Adapun proses pengerjaan proyek akhir ini terlampir didalam diagram alur berikut
ini :
Gambar 11. Alur Kerja proyek akhir. Mulai
Selesai
DAFTAR GAMBAR
Gambar Halaman
1. Kerupuk ... 5
2. Bantalan ... 11
3. Mistar Siku ... 17
4. Gergaji Besi ... 17
5. Gerinda ... 18
6. Mesin Las Listrik ... 18
7. Mesin Bor Tangan ... 19
8. Kunci Pas ... 19
9. Meteran ... 20
10.Kerangka Mesin ... 23
11.Alur Kerja Proyek Akhir...26
12.Mesin Pengaduk Adonan Kerupuk...27
13.Gambar Autocad Mesin Pengaduk Adonan Kerupuk...28
KERUPUK
(Laporan Proyek Akhir)
Oleh:
DWI KURNIAWAN
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
ABSTRAK ... ii
LEMBAR PENGESAHAN ... iii
MENGESAHKAN ... iv
RIWAYAT HIDUP ... v
PERSEMBAHAN ... vi
MOTTO ... vii
SANWACANA ... viii
DAFTAR ISI ... xi
DAFTAR GAMBAR ... xiv
B. Tujuan Proyek Akhir ... 2
C. Batasan Masalah... 2
D. Sistematika Penulisan ... 2
II.TINJAUAN PUSTAKA A. Pengertian Kerupuk ... 4
B. Mesin Pengaduk Adonan Kerupuk ... 5
B.1. Motor Listrik... 6
C.2.2. Las Oksi Asitilin... 12
IV. HASIL DAN PEMBAHASAN
A. Hasil Pembuatan Mesin Pengaduk Adonan Kerupuk ... 27
B. Pembahasan ... 32
C. Perawatan ... 34
V. PENUTUP
A. Kesimpulan ... 35
B. Saran ... 36
DAFTAR PUSTAKA
DAFTAR PUSTAKA
Ahmad, Z. 2006. Elemen Mesin I. Refika Aditama. Bandung.
Daryanto. 1987. Mesin Perkakas Bengkel. Rineka Cipta. Jakarta.
Sugianto. 2013. Pengujian Mesin Pengaduk Adonan Kerupuk. Universitas
DAFTAR TABEL
Tabel Halaman
1. Bahan dan Material Mesin Pengaduk Adonan Kerupuk ... 20
2. SpesifikasiMesin pengaduk Adonan Kerupuk... 29
3. Perencanaan Dimensi Pembuatan Kerangka ... 31
MENGESAHKAN
1. Tim Penguji
Ketua Penguji : Dr. Ir. Yanuar Burhanuddin, M.T. ...
Penguji
Bukan Pembimbing : Jorfri Boyke S. S.T., M.T. ...
2. Dekan Fakultas Teknik Universitas Lampung
Dr. Ir. Lusmelia Afriani, D.E.A NIP 19650510 199303 2 008
Judul Proyek Akhir : PEMBUATAN MESIN PENGADUK
ADONAN KERUPUK
Nama Mahasiswa :
DWI KURNIAWAN
Nomor Pokok Mahasiswa : 0905101008
Program Studi : DIII Teknik Mesin
Jurusan : Teknik Mesin
Fakultas : Teknik
MENYETUJUI
Ketua Program Studi
Diploma III Teknik Mesin Dosen Pembimbing
Zulhanif, S.T., M.T. Dr. Ir. Yanuar Burhanuddin, M.T
NIP.197304022000031002 NIP. 196405062000031001
MENGETAHUI
Ketua Jurusan Teknik Mesin
MOTTO
“ Sesungguhnya dalam penciptaan langit dan bumi dan silih bergantinya
Malam dan siang terdapat tanda-
tanda bagi orang yang berakal.”
( QS. Ali-Imran, 190 )
” Sesungguhnya orang yang d
idalam hatinga tak ada lagi secuil
cahaya al-
quran, niscaya ia ibarat rumah kosong yang roboh.”
( HR. Tarmidzi )
Jangan pernah menyakiti hati dan perasaan orang lain, jika
Hati dan perasaan kita tidak ingin disakiti.
( Dwi Kurniawan )
Hari ini harus lebih baik dari hari kemarin
Dengan kerendahan hati
Dan
Harapan meraih ridho illahi robbi
Ku persembahkan karya kucil ini untuk
Kedua orang tuaku tercinta
Yang telah memberikan kasih sayang kepadaku,
Selalu mendoakan dan memberikan yang terbaik untukku.
Kakakku
Yang telah memberikan kasih sayang, canda tawa dan semangat
Agar menjadi adik yang bijaksana.
Keluarga besar
Yang turut mensuport juga membantu, baik suka maupun duka
dan juga kawan – kawan seperjuangan angkatan 2009 D3 Teknik Mesin.
Almamater Tercinta
Dimana tempat ku belajar dan menimba ilmu sungguh proses yang sangat berharga.
RIWAYAT HIDUP
Dwi Kurniawan, lahir di Bandar Lampung, pada hari
sabtu 30 Maret 1991, sebagai anak kedua dari dua
bersaudara. Dari pasangan Ayahanda Y. Jaka Purwanto
dan Ibunda Sugiyati
Pada tahun 2002 penulis menyelesaikan sekolah dasar di SDN 2 Negeri Sakti,
Kecamatan Gedong Tataan. Pada tahun 2005 penulis menyelesaikan Sekolah
Lanjut Tingkat Pertama di SLTPN 1 Gedong Tataan, Pesawaran dan
menyelesaikan Sekolah Menengah Kejuruan Jurusan Teknik Auotomotif di SMK
2 Mei Bandar Lampung pada tahun 2008.
Tahun 2009 penulis diterima menjadi mahasiswa DIII Teknik Mesin Universitas
Lampung melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB) Non
Reguler. Selama menjadi mahasiswa penulis juga aktif dalam anggota Himpunan
Mahasiswa Teknik Mesin (HIMATEM). Pada tanggal 01 Juli 2011 penulis
melakukan Kerja Praktek (KP) di PT. Great Giant Livestock, dengan metode
“Perawatan Mesin Chopper Pencacah Rumput”. Pada bulan november 2012
Penulis melaksanakan tugas akhir (TA) dengan metode “ Pembuatan Mesin
SANWACANA
Assalamu’alaikum Wr.Wb.
Segala puji dan syukur penulis panjatkan kehadirat ALLAH SWT, Karena atas
rahmat dan hidayah-Nya penulis dapat menyelesaikan Tugas Akhir (TA) ini.
Shalawat serta salam penulis haturkan kepada junjungan kita Nabi Muhammad
Rasulullah SAW beserta para sahabat dari dulu hingga akhir nanti..
Hal yang melatar belakangi penulis untuk mengambil judul “Pembuatan mesin
pengaduk adonan kerupuk”. Tugas Akhir (TA) ini selain memang merupakan
syarat akademis yang harus ditempuh oleh setiap mahasiswa untuk memperoleh
gelar Ahli Madya (A.md) pada program studi Diploma D3 Teknik Mesin
Universitas Lampung, mahasiswa juga dapat memperoleh pengalaman dan
penguasaan teknik proses pembuatan mesin tersebut.
Pada kesempatan ini, penulis ingin menyampaikan ucapan terima kasih yang
sebesar-besarnya kepada orang-orang yang telah membantu penulis selama
1. Ibu Dr. Ir. Lusmeilia Afriani, D.E.A, Selaku Dekan Fakultas Teknik
5. Bapak Jorfri Boyke Sinaga, S.T., M.T., Selaku penguji Tugas Akhit (TA)
ini.
6. Seluruh Dosen dan Staf Jurusan Teknik Mesin yang telah membimbing
dan memberikan ilmunya sehingga Tugas Akhir (TA) ini dapat
terselesaikan.
7. Kedua Orang Tua beserta Keluarga yang saya cintai yang selalu
memberikan motivasi dan dukungan hingga terselesaikannya Tugas Akhir
ini.
8. Rizky Triani terima kasih atas do’a dan semangatnya.
9. Sugianto selaku teman dalam melaksanakan Tugas Akhir (TA) ini.
10.Irsyad (bandot) dan Sepri (curut) yang turut membantu pikiran serta tenaga
dalam pembuatan Tugas Akhir (TA) ini.
11.Kak Agus selaku pemilik bengkel las dan bubut terima kasih atas
bantuannya.
13.Teman-teman angkatan 2009 yang banyak memberikan motivasi dalam
terselesaikannya Tugas Akhir (TA) ini.
14.Seluruh pihak yang ikut terlibat dalam pembuatan Tugas Akir ini.
Penulis menyadari bahwa isi laporan Tugas Akhir (TA) ini masih terdapat banyak
kekurangan dan belum sempurna, karena penulis hanya manusia biasa yang tak
luput dari salah dan lupa. Oleh karena itu penulis sangat mengharapkan saran dan
kritik yang bersifat membangun dari semua pihak. Semoga laporan Tugas Akhir
(TA) ini dapat bermanfaat bagi penulis, Universitas, dan orang lain. Amin!!!
Wassalamualaikum Wr. Wb.
Bandar Lampung, Mei 2013
Penulis,