ANALISIS IMPLEMENTASI LEAN MANUFACTURING
DENGAN LEAN ASSESSMENT DAN ROOT CAUSE ANALYSIS
PADA PT. SC JOHNSON MANUFACTURING MEDAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh TRISNAL 0 8 0 4 0 3 0 0 7
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT karena atas berkat
rahman dan rahim-Nya penulis memperoleh pengetahuan, kesehatan dan
kesempatan untuk bisa menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler
strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk
tugas sarjana ini adalah “Analisis Implementasi Lean Manufacturing dengan Lean
Assessment dan Root Cause Analysis pada PT. SC Johnson Manufacturing
Medan”.
Walaupun penulis sudah berusaha semaksimal mungkin, namun penulis
juga menyadari kemungkinan terdapat kekurangan. Oleh karena itu, penulis
sangat mengharapkan saran dan kritik untuk menyempurnakan laporan ini.
Akhir kata penulis mengharapkan laporan ini bermanfaat bagi siapapun
yang membacanya.
Medan, 31 Juli 2013
Penulis,
UCAPAN TERIMA KASIH
Puji syukur kehadirat Allah SWT atas berkat rahman dan rahim-Nya penulis
dapat berkuliah di Departemen Teknik Industri USU dan bisa menyelesaikan
tugas sarjana ini. Banyak pihak yang telah membantu, memberi dukungan dan doa
kepada penulis. Oleh karena itu, penulis ingin mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana ini.
2. Bapak Ir. Sugiharto Pujangkoro, MM selaku Dosen Pembimbing I, yang telah
memberikan waktu, bimbingan, pengarahan, masukan dan motivasi kepada
penulis dalam penyelesaian Tugas Sarjana ini.
3. Ibu Dr. Eng. Listiani Nurul Huda, MT selaku Dosen Pembimbing II, yang
telah memberikan waktu, bimbingan, pengarahan, masukan dan motivasi
kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Bapak Aswin selaku Pembimbing Lapangan dan Bapak Zulkifli, Bapak
Sutiono, Bapak Sulaiman, Ibu Fitri serta seluruh pegawai di PT. SC Johnson
Manufacturing Medan yang telah memberikan bantuan dalam penyelesaian
Tugas Sarjana ini.
5. Ayahanda Nadrinsyah dan Ibunda Murniati yang tiada hentinya mendukung
penulis baik secara moril maupun materil sehingga laporan ini dapat
diselesaikan. Seluruh kasih sayang Ayahanda dan Ibunda begitu terasa
memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ayahanda
dan Ibunda tercinta.
6. Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang
Nurmansyah, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam
masalah administrasi untuk melaksanakan tugas sarjana ini.
7. Kakak tercinta Siti Sartika Murni serta Kedua adik Destriati dan Dahnial
Syaputra yang selalu membantu dan mendukung penulis untuk secepatnya
menyelesaikan laporan ini.
8. Keluarga cita HMI Komisariat FT USU, Rekan-rekan di Komisariat, Galih,
Syumarlin, Robi, Andri, Yosi, Kak Rora, Kak Vina, Bang Ikhwan Tanjung,
Bang Haikal, Bang Armi, Bang Toni, Arrahim, Umri, Fuad, Yusriawan, Andi,
Wulan, Fajar, Siti, Madhan, Danu, Nuri, Jali, Tami serta Adik-adik stambuk
2011 dan 2012 di Komisariat. Terimakasih atas dorongan dan motivasinya.
9. Teman seperjuangan penulis di keinstrukturan BPL HMI Cabang Medan. Kak
Ratna, Kak Ratih, Kak Juli, Kak Rora, Bang Ikhwan, Bang Wiwid, Bang
Iqbal, Bang Iyas dan Bang Silo. Terima kasih atas pengertiaanya dan
motivasinya agar bisa mengisi materi ’Mission HMI’.
10.Semua teman angkatan 2008 di Departemen Teknik Industri USU yang telah
memberikan banyak masukan kepada penulis.
Medan, 31Juli 2013
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xi
ABSTRAK ... xii
I PENDAHULUAN ... I-1
1.1 Latar Belakang Permasalahan... I-1
1.2 Perumusan Masalah ... I-3
1.3 Tujuan Penelitian ... I-4
1.4 Manfaat Penelitian ... I-4
1.5 Asumsi dan Batasan Masalah ... I-5
1.6 Sistematika Penulisan Tugas Akhir ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah PT. SC Johnson Manufacturing Medan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3.1 Struktur Organisasi Perusahaan ... II-4
2.3.2 Uraian Tugas dan Tanggungjawab... II-7
2.4 Tenaga Kerja dan Jam Kerja Perusahaan ... II-10
2.5 Sistem Pengupahan dan Fasilitas ... II-13
2.6 Proses Produksi... II-14
2.6.1 Uraian Proses Produksi ... II-18
2.6.2 Mesin dan Peralatan... II-22
III LANDASAN TEORI ... II-1
3.1 Sejarah Sistem Produksi Lean ... III-1
3.2 Konsep Lean Manufacturing ... III-2
3.3 Model Peningkatan Proses ... III-3
3.4 Lean Assessment ... III-6
3.5 Diagram Alir (Flowcharts) ... III-10
3.6 Overall Labor Effectiveness (OLE) ... III-12
3.7 Root Cause Analysis ... III-14
2.7.1 Five Why’s ... III-15
3.8 Standard Operating Procedures (SOP) ... III-16
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.3 Objek Penelitian ... IV-1
4.4 Kerangka Konseptual Penelitian ... IV-1
4.5 Identifikasi Variabel Penelitian ... IV-3
4.5.1 Variabel Independen ... IV-3
4.5.2 Variabel Dependen ... IV-4
4.6 Sumber Data ... IV-4
4.7 Metode pengumpulan data ... IV-5
4.8 Populasi dan Sampel ... IV-6
4.9 Blok Diagram Prosedur Penelitian ... IV-6
4.10 Pengolahan Data ... IV-8
4.11 Analisis Pemecahan Masalah ... IV-12
4.12 Kesimpulan dan Saran... IV-14
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan dan Pengolahan Data ... V-1
5.1.1 Mendefinisikan Masalah dalam Konteks Proses... V-1
5.1.1.1 Penerapan Lima Elemen Primer Lean... V-2
5.1.1.2 Tingkat Implementasi Lean Manufacturing ... V-10
5.1.2 Identifikasi dan Dokumentasi Proses ... V-24
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS DAN PEMBAHASAN HASIL ... VI-1
6.1 Analisis ... VI-1
6.1.1 Analisis Korelasi Lima Elemen Primer Lean ... VI-1
6.1.2 Analisis Tingkat Implementasi Lean ... VI-2
6.1.3 Analisis Diagram Alir Proses ... VI-5
6.1.4 Analisis Overall Labor Effectiveness (OLE) ... VI-5
6.1.5 Root Cause Analysis ... VI-6
6.2 Pembahasan Hasil ... VI-10
6.2.1 Perbaikan Proses ... VI-10
6.2.2 Estimasi Hasil Implementasi Solusi dan Evaluasi ... VI-14
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VII-1
7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1 Waste yang Terjadi pada Saat Kegiatan Produksi Baygon Jenis
2 DC dengan Bahan Adonan Coil Sebanyak 2 Trolley ... I-2
1.2 Rata-rata Efektivitas Peralatan Keseluruhan ... I-3
2.1 Rekapitulasi Jumlah Tenaga Karyawan Tetap dan Outsourcing .. II-11
2.2 Data Spesifikasi Mesin Produksi ... II-22
3.1 Kuesioner Lean Manufacturing Self Assessment ... III-9
3.2 Akar Penyebab Masalah Mesin Sering Macet ... III-15
5.1 Jumlah Penumpukan Produk Sementara ... V-4
5.2 Data Kehilangan Jam Kerja Operator ... V-5
5.3 Data Kehilangan Jam Keja Operator yang Dikonversi dengan
Jumlah Coil ... V-5
5.4 Data Keterlambatan Proses Produksi ... V-6
5.5 Data Keterlambatan Proses Produksi yang Dikonversi dengan
Jumlah Coil ... V-6
5.6 Data Hasil Produksi Coil ... V-7
5.7 Data Kekurangan Target Produksi ... V-8
5.8 Data Jumlah Coil Cacat ... V-8
5.9 Data Variabel Dependen dan Variabel Independen ... V-9
5.10 Hasil Perhitugan Korelasi Linier Sederhana ... V-10
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.12 Rekapitulasi Kuesioner Implementasi Lean ... V-13
5.13 Hasil Perhitungan Validitas Data ... V-15
5.14 Perhitungan Varians Tiap Butir Pertanyaan ... V-17
5.15 Total Nilai Implementasi Lean ... V-19
5.16 Tingkat Performansi Elemen Lean ... V-22
5.17 Data Operator Tidak Memberikan Kontribusi Efekif ... V-31
5.18 Data Jumlah Hasil Produksi ... V-31
5.19 Data Produk Cacat ... V-32
5.20 Ketersediaan Tenaga kerja (Availability) Harian ... V-34
5.21 Jumlah Hasil Produksi (Performance) Harian ... V-33
5.22 Kualitas Produk Harian ... V-34
5.23 OLE Harian ... V-35
6.1 Pencarian Penyebab Masalah dengan 5 Why’s ... VI-9
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. SC Johnson Manufacturing Medan ... II-6
3.1 Model Peningkatan Proses ... III-6
3.2 Model SIPOC ... III-11
4.1 Kerangka Konseptual ... IV-2
4.2 Blok Diagram Prosedur Penelitian ... IV-7
4.3 Blok Diagram Pengolahan Data ... IV-8
4.4 Model SIPOC ... IV-12
4.5 Blok Diagram Analisis Pemecahan Masalah ... IV-14
5.1 Aliran Produk pada Proses Produksi ... V-3
5.2 Model SIPOC dari Proses Pembuatan Coil Baygon Jenis 2 DC... V-28
5.3 Bagan Diagram Alir Pembuatan Coil Baygon Jenis 2 DC ... V-29
6.1 Performansi Tingkat Implementasi Elemen Lean ... VI-3
6.2 OLE di Lini Produksi ... VI-6
6.3 Prosedur Kerja Penyusunan Coil ... VI-11
6.4 Sosialisasi Berupa Visual Control untuk Pergantian Shift ... VI-12
6.5 Sosialisasi Berupa Visual Control untuk Perbaikan Mesin
Stamping ... VI-12
ABSTRAK
Penerapan lean manufacturing di perusahaan dipengaruhi oleh lima elemen primer, yaitu manufacturing flow, organisasi, logistik, metrics dan proses kontrol. Kondisi penerapan lima elemen primer lean ini akan mempengaruhi keberagaman waste yang terjadi pada saat proses produksi berlangsung. Jika waste pada saat proses produksi beragam, maka akan mengakibatkan efektivitas proses produksi di perusahaan rendah. Waste yang beragam dan efektivitas proses produksi yang rendah mengindikasikan bahwa penerapan lean manufacturing belum baik, sehingga diperlukan analisis terhadap implementasi lean di perusahaan dan langkah-langkah perbaikan yang perlu dilakukan.
Pencapaian implementasi lean manufacturing di perusahaan diukur dengan menggunakan lean assessment untuk menganalisis hubungan korelasi linier sederhana penerapan lima elemen primer lean terhadap waste dan menganalisis performansi kinerja elemen lean. Aliran proses produksi dianalisis dengan menggunakan flowchart dan ukuran efektivitas perusahaan diukur dengan menggunakan Overall Labor Effectiveness (OLE). Pencapaian implementasi lean yang tidak baik akan dianalisis dengan menggunakan root cause analysis untuk mengetahui akar penyebab masalahnya.
Hasil pengukuran lean assessment perusahaan menunjukkan bahwa terdapat hubungan korelasi yang positif antara penerapan lima elemen primer lean terhadap keberagaman waste dan secara keseluruhan performansi kinerja penerapan lean sudah benar, yaitu sebesar 78,71. Namun, ada terdapat performansi elemen lean yang masih bermasalah, yaitu elemen lean yang ke-satu pada atribut yang ke-lima dengan tingkat performansi 59. Hasil analisis terhadap aliran proses produksi menunjukkan bahwa terjadi pemborosan dari segi waktu maupun dari segi produk. Hasil pengukuran OLE perusahaan hanya sebesar 60%. Solusi yang diberikan terhadap akar penyebab masalah yang diperoleh hasil dari root cause analysis diharapkan mampu meningkatkan OLE perusahaan hingga mencapai 80%.
BAB I
PENDAHULUAN
1. 1 Latar Belakang Permasalahan
Ketatnya persaingan dalam dunia industri semakin memacu perusahaan
manufacturing untuk meningkatkan hasil produksi. Peningkatan hasil produksi
dilaksanakan dalam bentuk kualitas, harga, jumlah produksi dan pengiriman tepat
waktu. Usaha yang dapat dilakukan untuk meningkatkan hasil produksi adalah 1)
mengeliminasi pemborosan (waste), 2) mengurangi biaya, 3) meningkatan
kemampuan pekerja. Semua ini dapat dicapai dengan menerapkan konsep lean
manufacturing di perusahaan (Nicholas,1998).
Eliminasi pemborosan (waste) merupakan salah satu cara untuk meningkatkan hasil
produksi. Waste adalah semua aktivitas yang tidak bernilai tambah. Penelitian terdahulu
yang berkaitan dengan hal ini adalah “Implementasi Lean Manufacturing di PT. X
Pasuruan” (Askari dan H. Hari, 2012). Penelitian ini menjelaskan bahwa waste yang
terjadi pada perusahaan mengakibatkan biaya produksi meningkat, kualitas produk
menurun dan lead time produk panjang. Faktor penyebab terjadinya waste pada saat
proses produksi sering dipengaruhi kelalaian pekerja dalam menjalankan tugas. Oleh
karena itu, perusahaan yang telah menjalankan lean manufacturing perlu untuk
mengevaluasi pencapaian implementasi perusahaan, agar diketahui solusi perbaikan
kedepannya.
Upaya untuk mengetahui pencapaian impementasi lean diperlukan, agar
akan diperbaiki. Penelitian terdahulu yang berkaitan dengan hal ini, yaitu “Improving
performance through lean” (Bhasin, 2011). Penelitian ini menjelaskan bahwa survei
dengan menggunakan kuesioner akan membatu perusahaan untuk mengetahui pencapaian
yang telah diperoleh dan mengetahui langkah perbaikan terhadap implementasi lean
secara menyeluruh.
PT. SC Johnson Manufacturing Medan adalah perusahaan yang
memproduksi anti nyamuk bakar. Perusahaan ini telah menerapkan lean
manufacturing sejak Tahun 2010, namun pada kenyataanya pada saat proses
produksi masih terjadi waste yang beragam. Waste yang terjadi dalam proses
produksi produk Baygon jenis 2 DC (Double Coil) dapat dilihat pada Tabel 1.1.
Tabel 1.1. Waste yang Terjadi pada Saat Kegiatan Produksi Baygon Jenis 2 DC dengan Bahan Adonan Coil Sebanyak 2 Trolley
No. Waste Keragaman Waste Kategori Elemen Lean
1. Over
Production
Penumpukan coil sementara di bagian wrapping sebanyak 2310 coil
Manufacturing Flow
2. Defect
Coil rusak sebanyak 171 coil
Plastik film rusak sebanyak 2679 film
Proses Kontrol
3. Motion Operator berjalan-jalan ketika
bekerja
Organisasi
4. Unnecessary
processing
Menambahkan minyak makan pada adonan di bagian
stamping
Proses Kontrol
5. Inventory Produk yang mengalami work
in process sebanyak 2310 coil
Manufacturing Flow
6. Waiting Menunggu mesin diperbaiki Logistik
Sumber: PT. SC Johnson Manufacturing Medan
Indikator yang digunakan perusahaan untuk mengetahui pencapaian
penerapan lean adalah dengan mengukur efektivitas pralatan keseluruhan (Overall
Equipment Effectiveness = OEE). Rata-rata OEE perusahaan dari Tahun 2010
Tabel 1.2. Rata-rata Efektifitas Peralatan Keseluruhan (OEE)
Tahun % OEE
2010 55
2011 79
2012 81
Sumber: PT. SC Johnson Manufacturing Medan
Berdasarkan Tabel 1.2 dapat diketahui bahwa OEE di perusahaan belum
maksimal. Hal ini menunjukkan ukuran OEE yang dicapai masih dibawah kinerja
perusahaan yang baik menurut standar internasional, yaitu OEE sebesar 85,4%.
Oleh karena itu, maka masih diperlukan perbaikan untuk meningkatkan OEE
perusahaan (Gaspersz, 2012).
Peristiwa waste yang beragam dan ukuran OEE dibawah standar menunjukkan
bahwa implementasi penerapan lean manufacturing pada perusahaan belum baik.
Penerapan lean manufacturing yang belum baik mengindikasikan bahwa implementasi
elemen yang mempengaruhi lean juga belum baik, sehingga diperlukan analisis terhadap
implementasi lean di perusahaan dan langkah-langkah perbaikan yang perlu dilakukan.
Oleh karena itu penting untuk dilakukan penelitian ini.
1. 2 Rumusan Masalah
Rumusan masalah pada penelitian ini adalah adanya waste yang beragam
pada proses produksi menyebabkan efektifitas di perusahaan belum baik, sehingga
1. 3 Tujuan Penelitian
Tujuan penelitian ini adalah:
1. Analisis hubungan korelasi linier sederhana penerapan lima elemen primer lean
manufacturing terhadap waste
2. Analisis tingkat implementasi lean manufacturing di perusahaan dengan
menggunakan metode lean assessment.
3. Analisis terhadap aliran proses produksi dengan menggunakan flowchart.
4. Analisis ukuran kinerja perusahaan dengan menggunakan Overall Labor
Effectiveness (OLE).
5. Analisis akar penyebab masalah implementasi lean di perusahaan dengan
menggunakan metode root cause analysis dan solusi penyelesaiannya.
1. 4 Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian, antara lain:
1. Bagi Mahasiswa
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama di bangku
perkuliahan dengan cara membandingkan teori-teori ilmiah yang ada dengan
permasalahan yang ada di perusahaan.
2. Bagi Departemen Teknik Industri USU
1. Mempererat hubungan antara pihak universitas dengan pihak perusahaan
tempat dilakukannya penelitian.
2. Memperkenalkan Departemen Teknik Industri sebagai forum disiplin ilmu
terapan yang sangat bermanfaat bagi perusahaan.
1. Memberikan gambaran tentang pencapaian penerapan lean manufacturing di
perusahaan.
2. Memberikan solusi agar implementasi lean manufacturing di perusahaan
maksimal.
1. 5 Asumsi dan Batasan Masalah
Adapun asumsi yang digunakan dalam penelitian ini adalah :
1. Responden tidak dipengaruhi oleh pihak lain saat memberikan jawaban pada
kuesioner.
2. Responden mengerti dengan isi kuesioner atau interpretasi responden terhadap
pertanyaan-pertanyaan yang diajukan dalam kuesioner adalah sama dengan yang
dimaksud peneliti.
Pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Penyebaran kuesioner dilakukan terhadap line leader dan operator yang ada di PT.
SC Johnson Manufacturing Medan.
2. Pengamatan kondisi aktual penerapan lean dilakukan pada produksi Baygon jenis 2
DC (double coil) di Lini 6 dan Lini 7.
1.6 Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas sarjana ini sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian,
manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan
Bab II gambaran umum perusahaan, menguraikan tentang sejarah PT. SC
Johnson Manufacturing Medan, visi dan misi perusahaan, organisasi dan
manajemen perusahaan serta proses produksi secara umum di lantai produksi.
Bab III Landasan Teori, berisi teori mengenai Sejarah Sistem Produksi
Lean, Konsep Lean Manufacturing, Peningkatan Proses, Lean Assessment, Model
SIPOC, Overall Labor Effectiveness (OLE), Root Cause Analysis, Pembuatan
Kuesioner, Standard Operating Procedures (SOP).
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan
dalam penelitian yaitu meliputi penentuan lokasi penelitian, jenis penelitian, objek
penelitian, kerangka konseptual penelitian, identifikasi variabel penelitian,
instrumen pengumpulan data, sumber data, metode pengolahan data, populasi dan
sampel, blok diagram prosedur penelitian, pengolahan data, analisis pemecahan
masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, berisi pengumpulan data aktual
penerapan lima elemen primer lean, data kuesioner yang kemudian dilakukan uji validitas
dan reliabilitas data. Pengumpulan informasi dan data proses produksi coil, mulai dari
suppliers sampai dengan produk diterima costumer. Pengumpulan data availability,
performance, dan quality, yang kemudian diukur tingkat kinerja sistem yang sedang
berjalan dengan Overall Labor Effectiveness.
Bab VI Analisis dan Pembahasan Hasil, meliputi analisis pengolahan data
peneraan lean, kuesioner, analisis diagram alir, analisis ukuran Overall Labor
Effectiveness, root cause analysis dan pembahasan hasil.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah PT. SC Johnson Manufacturing Medan
PT. SC Johnson Manufacturing Medan berdiri secara sah pada tanggal 5
Maret 2010. Cikal bakal pendirian PT. SC Johnson Medan adalah PT. Inti
Kimiatama Perkasa yang memproduksi anti nyamuk bakar (coil) bermerek
Baygon. PT. Inti Kimiatama Perkasa didirikan pada tanggal 10 November 1997.
Pada saat itu, perusahaan ini hanya mempunyai kantor tanpa ada pabrik yang
terletak di Jl. Iskandar Muda, Medan. Untuk memproduksi produk kerjasama
dilakukan dengan salah satu perusahaan yang juga menghasilkan anti nyamuk
bakar bermerek mostfly, yaitu PT. Singapore Lion. Dalam memproduksi Baygon,
PT. Inti Kimiatama Perkasa merupakan salah satu anak perusahaan dari Bayer
Company sehingga produk yang dihasilkan dibawah pengawasan Bayer Co.
Selain bekerjasama dengan PT. Singapore Lion, PT. Inti Kimiatama Perkasa juga
membeli produk Mostfly yang dihasilkan oleh PT. Singapore Lion tersebut.
Permintaan pasar yang semakin meningkat terhadap anti nyamuk bakar
Baygon, mengakibatkan PT. Inti Kimiatama Perkasa terdorong untuk melakukan
kerjasama. Kerjasama dilakukan dengan PT. Primdoni yang terletak di Kawasan
Industri Mabar untuk beberapa merek yang berbeda. Hasil produksi dari PT.
Primdoni disimpan di gudang yang terletak di kawasan Tanjung Morawa sebelum
Aktivitas produksi dari PT. Primdoni yang semakin menurun membuat
PT. Inti Kimiatama Perkasa membeli gudang milik PT. Primdoni. Pada akhir
Tahun 2000, PT. Primdoni mengalami kebangkrutan dan seluruh aset perusahaan
berupa mesin dan peralatan produksi akhirnya dijual kepada PT. Inti Kimiatama
Perkasa, sehingga kantor yang berada di Jl. Iskandar Muda dipindahkan ke lokasi
baru di Kawasan Industri Medan Star, Tanjung Morawa, Medan.
Berdasarkan surat keputusan Departemen Kesehatan RI No. 30701300185
PKD dan No. Pendaftaran RI 1294/I-2002/T PT. Inti Kimiatama Perkasa resmi
berdiri pada bulan April 2001 dan langsung memproduksi anti nyamuk bakar
Baygon dan Mostfly dibawah pengawasan Bayer Company, Jerman. Sistem
kerjasama dengan perusahaan lain tetap dilakukan jika permintaan pasar
meningkat melebihi kapasitas perusahaan ini.
Ada beberapa anak perusahaan Bayer Company, yaitu perusahaan yang
ada di Pulo Gadung PT. Johnson Home Higiene Product (JHHP) yang
memproduksi anti nyamuk Bayclean, Autan dan Bayfresh. PT. Walet Kencana
Perkasa yang berkedudukan di Surabaya memproduksi Baygon bakar. PT. Inti
Kimiatama Perkasa yang berkedudukan di Medan hanya memproduksi anti
nyamuk bakar Baygon.
Sistem distribusi yang dilakukan adalah distribusi tunggal untuk semua
produk Bayer Company di Indonesia. Perusahaan yang menjadi distributor
tunggal adalah PT. Ultramos Jaya. Bayer Company memposisikan diri di bidang
Masa peralihan pun terjadi pada akhir Tahun 2002 dari bayer Company ke
SC Johnson, Amerika Serikat. Peralihan ini mengakibatkan PT. Inti Kimiatama
Perkasa menjadi milik SC Johnson. Selama enam bulan, PT. Inti Kimiatama
Perkasa mengalami masa transisi ke SC. Johnson sebelum akhirnya benar-benar
dikendalikan oleh SC. Johnson. Pada pertengahan Juni 2003 PT. Inti Kimiatama
Perkasa resmi dipegang oleh SC. Johnson.
Seiring berkambangnya waktu, maka jajaran direksi pun memikirkan
untuk mengganti nama PT. Inti Kimiatama Perkasa menjadi PT. SC Johnson
Manufacturing Medan. Pada tanggal 5 maret 2010 PT. Inti Kimiatama Perkasa
berganti nama menjadi PT. SC Johnson Manufacturing Medan. Hal ini dilakukan
melalui akte notaris berdasarkan persetujuan dari dewan direksi komisaris
pemegang saham.
2.2 Ruang Lingkup Bidang Usaha
PT. SC Johnson Manufacturing Medan merupakan industri yang bergerak
pada pembuatan anti nyamuk bakar (coil). Coil yang diproduksi memiliki
berbagai merek, yaitu Baygon, Fuyi, dan Raid. Ketiga merek ini berada dibawah
lisensi SC. Johnson.
Lokasi PT. SC Johnson Manufacturing Medan berada di Kompleks
Kawasan Industri Medan Star, Jl. Pelita Raya 1 Km 19,2 Tanjung Morawa
Kabupaten Deli Serdang Provinsi Sumatera Utara. Adapun batas-batas lokasi
Sebelah Timur : PT. Smart Glove
Sebelah Selatan : PT. Group Tempo
Sebelah Barat : Ruko
Produk coil PT. SC Johnson Manufacturing Medan hampir 80% dari
keseluruhan produksi diekspor ke beberapa negara, yaitu Argentina, Meksiko,
Thailand, Rusia, Yunani dan Kolombia. Sisanya 20% dijual untuk memenuhi
kebutuhan dalam negeri di daerah Sumatera.
2.3 Organisasi dan Manajemen 2.3.1 Struktur Organisasi Perusahaan
PT. SC Johnson Manufacturing Medan dalam kegiatan operasionalnya
dikepalai oleh seorang Plant Manager yang membawahi beberapa departemen.
Dalam melaksanakan kegiatan perusahaan, individu-individu yang terlibat harus
mengetahui dan patuh terhadap batas-batas tugas, wewenang dan tanggung jawab
dari setiap personil dalam organisasi. Dengan demikian diharapkan adanya suatu
kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan.
Plant Manager dalam mengerjakan tugas dan tanggung jawabnya dibantu
oleh enam manager, yaitu production manager, quality control manager,
maintenance manager, logistic manager, human resource manager dan safety
health environment manager. Masing-masing manager ini dibantu oleh
supervisor-supervisor dalam mengerjakan tugasnya.
analyst. Masing-masing bagian tersebut merupakan non departemen yang tidak
dikepalai oleh seorang manager, tetapi pertanggungjawabannya langsung kepada
plant manager. Secara umum, plant manager akan bertanggung jawab penuh
terhadap semua kegiatan di perusahaan, dan semua kegiatan tersebut akan
dipertanggungjawabkan kepada Director Manager yang ada di Jakarta. Struktur
organisasi PT. SC Johnson Manufacturing Medan dapat dilihat pada Gambar 2.1.
Struktur organisasi yang digunakan oleh perusahaan ini adalah berbentuk
fungsional-staf. Ciri yang paling utama terlihat secara sepintas adalah
kompleksitas. Namun, hal ini dianggap tepat karena cakupan dari PT. SC
Johnson Manufacturing Medan ini sangat luas. Dalam sistem organisasi seperti
ini, tugas dan tanggung jawab pada masing-masing jabatan dapat diketahui
peranannya sehingga diharapkan dapat dilaksanakan dengan baik dan lancar oleh
setiap karyawan.
Director
Plant Manager
Executive Asistant
HRD Manager Maintenance Mgr Genser & SHE Mgr Logistic Mgr
Q.C / Lab. Mgr
Production Mgr Cost Analyst Purchasing
IT / BPT
Lean Architec
Plant Data Coord
Supplai Planner / PPIC Shift Leader Line Leader Operator Helper QC Supervisor & ISO Coord
Analyst
Incoming Supervisor
Analyst
G.C. Analyst
FG & PM Supervisor
FG & PM Staff
RM Supervisor RM Staff Stock Planner Stock Controller HRD Coordinator
Payroll & Admin
Plant Engineer
Mechanic Supervisor
Mechanic Staff
Parts Stock Keeper
SHE
GS & Utilities Spv
Security Driver Social Building Policlinic Cashier Keterangan
FG & PM : Finish Good & Packing Material RM : Raw Material
Spv : Supervisor
SHE : Safety Health & Environment
IT / BPT : Information Technology / Business Process & Technology Genser : General Service
Q.C : Quality Control Lab. : Laboratorium
2.3.2 Uraian Tugas dan Tanggungjawab
Organisasi yang baik adalah organisasi yang jelas dan teratur sehingga
dalam melaksanakan tugas dan tanggung jawabnya setiap pemangku jabatan
memiliki gambaran dan batasan tugas dan tanggung jawab. Adapun uraian tugas
dan tanggung jawab pada PT. SC Johnson Manufacturing Medan adalah sebagai
berikut:
1. Plant Manager
Tugasnya adalah memimpin dan mengendalikan semua kegiatan produksi
yaitu merencanakan, mengatur, mengkoordinasikan dan mengendalikan
seluruh sumber daya tersedia sehingga target perusahaan tercapai.
2. Executive Asistant
Tugasnya adalah membantu Plant Manager dalam menyusun agenda kegiatan
Plant Manager, mengadministrasikan setiap rapat-rapat, menyiapkan
berkas-berkas atau membantu apa yang dibutuhkan oleh Plant Manager sehingga
pekerjaan Plant Manager berjalan dengan lancer.
3. Cost Analisyst
Tugasnya adalah melakukan analisa seluruh variable biaya, memberikan
masukan terhadap biaya-biaya yang dikeluarkan dengan tujuan akhir adalah
penghematan biaya tercapai dan biaya produksi dapat dikendalikan dengan
baik.
4. Human Resource Manager
Tugas utamanya adalah menyediakan sumber daya manusia yang tepat sesuai
bertanggung jawab terhadap peningkatan kompetensi karyawan melalui
pelatihan yang tepat. Bagian ini juga mengelola hubungan dengan serikat
pekerja dan pemerintah yang terkait. Tugas administrasi yaitu mengeluarkan
surat pengangkatan dan pemberhentian, mengatur absensi, cuti karyawan,
administrasi lembur karyawan, serta mengatur semua keluar masuknya surat
perusahaan dan lain-lain. Bagian HRD langsung berhubungan dengan HRD
kantor pusat di Jakarta.
5. Production Manager
Tugasnya adalah merencanakan produksi serta mengkoordinasikan dan
mengawasi jalannya produksi sesuai dengan jadwal produksi yang telah
ditetapkan.
6. Maintenance Manager
Tugasnya adalah memimpin, merencanakan serta mengkoordinasikan kegiatan
pelaksanaan pemeliharaan/perawatan, perbaikan mesin dan mengatur semua
kebutuhan peralatan termasuk spare part mesin yang dibutuhkan dalam proses
produksi sehingga tidak mengganggu jalanya proses produksi.
7. Quality Control Manager
Tugasnya adalah merencanakan, memimpin dan mengkoordinasikan standar
kualitas produk yang dihasilkan, menentukan produk yang sesuai dengan
spesifikasi yang telah ditentukan, bertanggung jawab atas analisis dan
keputusan untuk menerima atau menolak produk. Dalam menjalankan
bertugas di laboratorium untuk melaksanakan pengujian yang bersifat fisik
dan kimiawi.
8. Logistic Manager
Tugasnya adalah melaksanakan pengawasan terhadap persediaan bahan baku
maupun produk jadi, merencanakan persediaan terhadap bahan baku,
menerima dan menyimpan bahan baku, dan mengatur keluarnya barang jadi
yang ada di gudang, serta mengawasi dan mengatur keberadaan bahan-bahan
yang ada di gudang.
9. SHE & General Service Manager
Tugasnya adalah merencanakan dan melaksanakan program keselamatan dan
kesehatan kerja (Safety Health and Environment) dalam rangka melindungi
setiap karyawan dan siapa saja yang terlibat langsung pada kegiatan
perusahaan untuk mencegah terjadinya kecelakaan kerja dengan visi zero
accident. Menjadikan proses produksi aman bagi lingkungan dengan visi go
green. Merencanakan penyediaan transportasi karyawan, kantin karyawan,
poliklinik di lokasi pabrik, kebersihan taman dan gedung serta keamanan aset
perusahaan.
10. Plant Data Coordinator
Tugasnya adalah mengontrol dan mengkoordinir data-data yang berkaitan
dengan operasional produksi pabrik dan data entry system SAP.
11. Bussiness Process & Technology Specialist (BPT / IT Specialist)
Tugasnya adalah merencanakan dan mengawasi seluruh keperluan yang
12. Purchasing Supervisor
Tugasnya adalah merencanakan dan mengkoordinasikan seluruh kegiatan
pembelian bahan baku dari pihak vendor dan penawaran produk jadi kepada
pihak distributor.
2.4 Tenaga Kerja dan Jam Kerja Perusahaan
Dalam menjalankan kegiatan operasional perusahaan, PT. SC Johson
Manufacturing menggolongkan tenaga kerja atas dua bagian, yaitu:
1. Karyawan Tetap
Karyawan tetap adalah karyawan yang diangkat oleh perusahaan, sehingga
mereka menerima gaji bulanan dan fasilitas-fasilitas lain sesuai dengan
ketentuan yang berlaku.
2. Karyawan Outsourcing
Outsourcing adalah penyerahan sebagian pelaksanaan pekerjaan yang sifatnya
non-core atau penunjang oleh melalui perjanjian pemborongan pekerjaan atau
penyediaan pemborongan pekerjaan atau penyedia jasa pekerja/ buruh. Jadi
karyawan outsoucing adalah karyawan kerjasama.
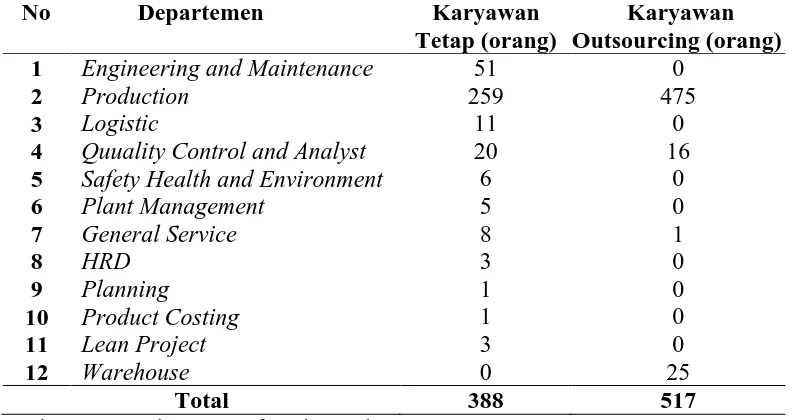
Secara keseluruhan jumlah karyawan di PT. SC Johnson Manufacturing
Tabel 2.1. Rekapitulasi Jumlah Tenaga Karyawan Tetap dan Outsourcing No Departemen Karyawan
Tetap (orang)
Karyawan Outsourcing (orang)
1 Engineering and Maintenance 51 0
2 Production 259 475
3 Logistic 11 0
4 Quuality Control and Analyst 20 16
5 Safety Health and Environment 6 0
6 Plant Management 5 0
7 General Service 8 1
8 HRD 3 0
9 Planning 1 0
10 Product Costing 1 0
11 Lean Project 3 0
12 Warehouse 0 25
Total 388 517
Sumber: PT. SC Johnson Manufacturing Medan
Jumalah seluruh karyawan adalah jumlah karyawan tetap ditambah dengan
karyawan outsourcing, yaitu 885 orang. Ketentuan jam kerja pada PT. SC
Johnson Manufacturing terbagi atas:
1. Karyawan Bagian Kantor
Hari kerja karyawan bagian kantor adalah hari Senin sampai Jumat yang
terdiri dari satu shift kerja, dengan jam kerja sebagai berikut:
Pukul 08.00 – 12.00 Kerja Aktif
Pukul 12.00 – 13.00 Istirahat
Pukul 13.00 – 17.00 Kerja Aktif
2. Karyawan Bagian Pabrik
Hari kerja karyawan pabrik adalah hari Senin sampai Minggu yang terdiri dari
tiga shift kerja, dengan jam kerja sebagai berikut:
Shift Pertama
Pukul 11.00 – 13.00 Istirahat
Shift Kedua
Pukul 15.00 – 23.00 Kerja Aktif
Pukul 19.00 – 21.00 Istirahat
Shift Ketiga
Pukul 23.00 – 07.00 Kerja Aktif
Pukul 03.00 – 05.00 Istirahat
Perusahaan juga memberikan izin cuti bagi karyawan yang memiliki
urusan penting sehingga tidak memungkinkan untuk bekerja untuk beberapa
waktu. Adapun prosedur pemberian cuti itu adalah sebagai berikut:
a. Karyawan dengan masa kurang dari 3 tahun
Bagi karyawan dengan masa kerja kurang dari 3 tahun, maka diberikan izin
cuti 1 hari perbulan, atau sama dengan 12 hari per tahun.
b. Karyawan dengan masa kerja 3-10 tahun
Bagi karyawan dengan masa kerja 3-10 tahun, maka diberikan izin cuti 18
hari.
c. Karyawan dengan masa kerja 11-15 tahun
Bagi karyawan dengan masa kerja 11-15 tahun, maka diberikan izin cuti 21
hari.
d. Karyawan dengan masa kerja 16-19 tahun
Bagi karyawan dengan masa kerja 16-19 tahun, maka diberikan izin cuti 22
e. Karyawan dengan masa kerja 20-25 tahun
Bagi karyawan dengan masa kerja 20-25 tahun, maka diberikan izin cuti 24
hari.
2.5 Sistem Pengupahan dan Fasilitas
Sistem pengupahan yang diberlakukan pada PT. SC Johnson
Manufacturing Medan didasarkan pada golongan dan masa kerja masing-masing
tenaga kerja. Sistem pengupahan pada perusahaan dapat digolongkan menjadi dua
bagian berdasarkan stasus karyawan atau pegawai dalam perusahaan.
1. Karyawan Tetap
Status karyawan tetap adalah apabila karyawan tersebut diangkat oleh
perusahaan, sehingga mereka menerima gaji bulanan dan fasilitas-fasilitas lain
sesuai dengan ketentuan yang berlaku.
2. Karyawan Outsourcing
Karyawan outsourcing menerima pembayaran gaji setiap bulannya oleh
perusahaan.
Fasilitas-fasilitas yang diberikan perusahaan kepada karyawan atau
pegawai adalah sebagai berikut:
1. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja melebihi
jam kerja perusahaan yang telah ditentukan. Upah lembur per jam diberikan
minimal sebesar 2 kali upah pokok per jam.
3. Tunjangan Hari Raya (THR), yaitu tambahan minimal satu bulan gaji
karyawan yang mempunyai masa kerja lebih dari satu tahun.
4. Asuransi yang diberikan kepada seluruh karyawan tetap, yaitu berupa asuransi
jaminan hari tua, jaminan kecelakaan dan jaminan kematian.
5. Pemberian fasilitas kesehatan kepada karyawan tetap, melalui program
perusahaan berupa jaminan pemeliharaan kesehatan mandiri. Bentuk program
ini adalah penyediaan klinik dan pelayanan rumah sakit pada rumah sakit yang
dikelolah oleh 24 goup mediccare di seluruh Indonesia.
6. Program pemberangkatan haji bagi karyawan tetap.
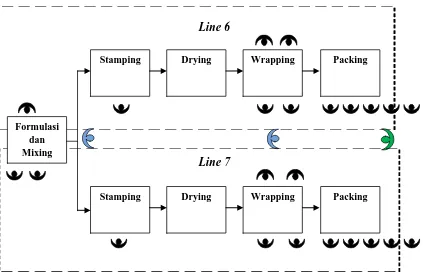
2.6 Proses Produksi
Proses produksi merupakan suatu kegiatan yang dilakukan untuk
mengubah atau memberikan nilai tambah pada suatu barang atau jasa dengan
berbagai perlakuan. Proses produksi coil diawali dengan pencampuran bahan
kimia berupa active solution di bagian formulasi dan dilanjutkan dengan
pencampuran semua bahan baku tepung di bagian mixing. Proses selanjutnya
adalah di bagian stamping untuk mencetak coil, di bagian dryer untuk
mengeringkan coil, di bagian warapping untuk menyusun coil sesuai dengan
permintaan dan diakhiri dengan bagian packing untuk mengemas produk. Proses
dari bagian stamping, dryer, wrapping sampai ke packing mengikuti aturan first in
firs out.
Bahan-bahan yang digunakan dalam proses produksi dibedakan menjadi
untuk memproduksi anti nyamuk bakar di PT. SC Johnson Manufacturing Medan
adalah sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang ikut dalam proses produksi hingga
menjadi produk akhir. Bahan baku yang digunakan dalam pembuatan anti
nyamuk bakar ini adalah sebagai berikut:
1. Tepung Batok (Coconut Powder)
Tepung ini terbuat dari batok kelapa yang sudah melalui proses
penggilingan dan penyaringan. Kegunaan dari tepung ini untuk media
rambat bara api dan memperhalus serta memperlicin permukaan double
coil.
2. Tepung Kayu (Wood Powder)
Tepung kayu yang digunakan merupakan tepung hasil penggilingan kayu
jati. Tepung kayu berfungsi untuk mempercepat daya bakar.
3. Tepung Lengket (Glue Powder)
Tepung lengket merupakan bahan yang diperoleh dari jenis kayu medang
sudah melalui proses penggilingan. Ini berfungsi untuk melengketkan
adonan anti nyamuk.
4. Ampas Tepung Kanji (Starch Powder/ tepung onggok)
Tepung onggok terbuat ubi kayu yang berjenis kanji yang berfungsi
menjadi media perekat dan pengikat adonan-adonan lainnya.
Bahan penolong adalah bahan yang digunakan dalam proses produksi untuk
memperlancar proses produksi. Bahan penolong yang digunakan dalam proses
pembuatan anti nyamuk bakar adalah air. Air digunakan sebagai:
1. Bahan pencampur pada bagian formulasi untuk membuat adonan
2. Bahan pencampur dalam pemasakan tepung onggok
3. Media yang digunakan di bagian extruder untuk lembaran adonan.
4. Media yang digunakan untuk memanaskan double coil di dalam oven.
3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produksi sehingga
dapat meningkatkan mutu atau kualitas. Bahan tambahan yang digunakan
adalah sebagai berikut:
1. Transfutrin
Transfutrin digunakan dalam bentuk premix yang merupakan zat racun.
Terdapat dua jenis transfutrin yang digunakan yaitu dialatrin dan
someone. Pada obat nyamuk bakar, ini menjadi komponen penting untuk
mengusir dan membunuh serangga. Kadar transfutrin secara rata-rata pada
obat nyamuk bakar berkisar ±0,03%.
2. Sodium Benzoat (NaC6H5)
Sodium Benzoat merupakan zat pengawet pada anti nyamuk bakar, yang
bertujuan agar anti nyamuk dapat bertahan lama dan terhindar dari jamur.
3. Pewarna
Pewarna yang digunakan adalah Malachet yang juga dapat digunakan
4. Parfum
Parfum digunakan untuk memberikan bau khas dari anti nyamuk bakar
dan bahan yang digunakan adalah redmix.
5. Potasium Nitrat
Potasium nitrat merupakan salah satu bahan campuran dalam anti nyamuk
bakar yang berpengaruh pada daya api.
6. Plastik Film (Plastik Pembungkus)
Plastik film merupakan plastik pembungkus 1 set coil.
7. Holder
Holder merupakan bahan yang berfungsi sebagai penyangga anti nyamuk
oleh konsumen. Ini terbuat dari lempengan logam yang tipis.
8. Folding Box (Doos)
Folding box merupakan bahan kotak yang berfungsi untuk mengepak
double coil yang sudah dibungkus dengan plastik film.
9. Master Box (Karton)
Master box merupakan bahan untuk membungkus doos anti nyamuk yang
sudah dikemas. Selain untuk membungkus juga untuk menjaga agar
produk tidak rusak sekalipun terbentur. Folding box yang digunakan tiga
layer dan lima layer.
10. Seal Tape
Seal tape merupakan bahan yang berfungsi sebagai perekat pada karton/
2.6.1 Uraian Proses Produksi
Adapun proses pembuatan anti nyamuk bakar secara umum adalah melalui
beberapa tahapan berikut:
1. Departemen Formulasi dan Mixing
Pada departemen formulasi, komposisi pencampuran bahan baku ditentukan
sesuai dengan jenis anti nyamuk yang akan diproduksi. Komposisi ini
ditentukan untuk satu batch produksi, terkecuali untuk bahan baku cair
(liquid). Departemen mixing adalah tempat proses pencampuran semua bahan
baku dan bahan tambahan dilakukan sesuai dengan komposisi. Berikut ini
merupakan proses dalam departemen formulasi dan mixing:
1. Bahan baku yang berbentuk liquid dicampur di dalam tangki yang
terpisah. Pencampuran liquid dibuat untuk pemakaian 18 batch. Ini akan
dipisahkan dengan metode pempipaan untuk penggunaan 1 batch.
2. Semua bahan baku yang berbentuk tepung akan dicampur di dalam mixing
machine, kecuali tepung onggok. Tepung onggok harus melalui satu
tahapan agar dapat dicampur dengan bahan yang lain. Tahapannya yaitu
dimasak dengan air panas dengan temperatur ±100⁰C. Kemudian sesudah
dimasak, tepung onggok dituangkan ke tangki mixing machine yang berisi
campuran tepung (tepung batok, tepung kayu, tepung lengket, talcum
powder, sodium benzoat) dan bahan cair (cairan kimia).
3. Semua campuran bahan baku (bahan tepung dan cair) diaduk di dalam
tangki mixing machine selama 20 menit sehingga terbentuk seperti adonan
4. Adonan pun ditampung didalam trolley dengan kapasitas 140 Kg - 200
Kg. Jumlah trolley yang digunakan adalah 15 trolley untuk setiap adonan.
Selanjutnya trolley yang berisi adonan dibawa ke Departemen stamping.
2. Departemen Stamping
Adonan yang dihasilkan pada departemen formulasi dan mixing selanjutnya
dimasukkan ke dalam suatu mesin yang disebut crusher machine untuk
mengaduk adonan. Kemudian dibawa oleh conveyor ke extruder. Pada
extruder terdapat screw penyorong yang berguna untuk mengepres adonan,
sehingga adonan keluar dalam bentuk lembaran setebal 3-5 cm, dan dipotong
dengan panjang lembaran ±90 cm oleh cutter machine.
Setiap lembaran yang dihasilkan diletakkan diatas rotary table untuk dicetak.
Pencetakan dilakukan dengan mesin cetak berbentuk spiral yang disebut
dengan mould, dimana ukuran mould tergantung pada ukuran anti nyamuk
yang akan diproduksi yaitu ukuran standar dan ukuran jumbo.
Pencetakan pada setiap lembarannya akan menghasilkan 7 coil untuk ukuran
standar dan 6 coil untuk ukuran jumbo. Kecepatan cetakan adalah 21-24
stroke (hentakan) per menit. Hasil dari proses pencetakan ini ditampung di
loyang yang disebut dengan tray dan operator secara manual memeriksa coil
apakah coil sudah memenuhi standar atau tidak. Coil yang sempurna akan
masuk ke proses berikutnya sedangkan coil yang tidak sempurna akan
diproses ulang. Selanjutnya dilakukan penimbangan berat coil dimana
ukuran jumbo, dengan kadar air 45%. Selanjutnya coil dibawa ke oven untuk
melalui tahapan selanjutnya.
3. Departemen Drying
Pada bagian ini, proses yang dilakukan adalah pemanasan atau
pemanggangan yang bertujuan untuk menurunkan kadar air di dalam coil.
Kadar air yang diizinkan adalah 6%-9%. Proses pengeringan dilakukan
selama 2,5 jam dengan temperatur 80⁰C - 85⁰C. Setelah loyang (large tray)
yang berisi coil keluar dari oven, maka setiap coil kembali diperiksa oleh
bagian quality control. Bagian quality control mengambil sampel secara
random untuk diuji kesesuaian spesifikasinya dengan standar yang telah
ditetapkan. Pengujian yang dilakukan berupa warna, bentuk, ukuran dimensi,
jam bakar, kadar air, ketebalan, berat, kelenturan, dan kekerasan.
4. Departemen Finishing
Sambil menunggu hasil jam bakar selama 2,5 jam, produk anti nyamuk bakar
yang sudah dicek oleh bagian quality control (warna, bentuk, ukuran dimensi,
kadar air, ketebalan, berat, kelenturan, dan kekerasan), selanjutnya dilakukan
proses pengemasan (finishing). Pada departemen finishing terdapat dua
bagian, yaitu:
1. Wrapping
Coil yang baik pun disusun sedemikian rupa sehingga memudahkan untuk
proses wrapping. Coil yang sudah disusun berikutnya ditambahkan holder
kemudian dilakukan wrapping machine. Kecepatan maksimum dari mesin
banyaknya jumlah produk yang akan dikerjakan. Coil dibungkus dengan
plastik film.
2. Packaging
Coil yang sudah dibungkus, dikemas secara manual ke dalam kotak-kotak
kemasan yang disebut folding box. Kemudian dimuat ke dalam master box
dan akhirnya dikirim ke bagian penyimpanan.
Standar mutu coil yang diproduksi oleh perusahaan dikontrol dengan
perhatian fokus terhadap kualitas bahan baku dan produk. Kualitas bahan baku
berupa tepung diukur berdasarkan kehalusannya dan untuk bahan baku cair dinilai
berdasarkan spesifikasinya. Kualitas produk dikontrol dengan menimbang coil
basah dan kering. Berat standar untuk coil basah yang berukuran jumbo 52-54
gram dan untuk ukuran standar 41-43 gram, dengan kadar air 45%. Berat standar
coil kering untuk berukuran jumbo 28,5-32,5 gram dan coil standard 23,5-26,5
gram. Standar kadar air harus lebih kecil dari 10% dan secara umum kadar aktif
Transfultrin 0,03%.
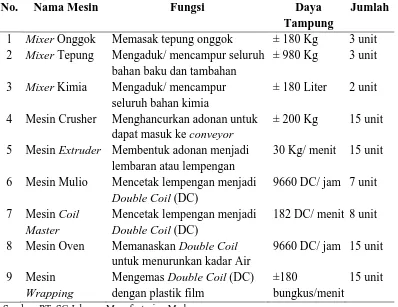
2.6.2 Mesin dan Peralatan
Mesin yang digunakan oleh PT. SC Johnson Manufacturing Medan untuk
Tabel 2.2. Data Spesifikasi Mesin Produksi No. Nama Mesin Fungsi Daya
Tampung
Jumlah
1 Mixer Onggok Memasak tepung onggok ± 180 Kg 3 unit
2 Mixer Tepung Mengaduk/ mencampur seluruh bahan baku dan tambahan
± 980 Kg 3 unit
3 Mixer Kimia Mengaduk/ mencampur seluruh bahan kimia
± 180 Liter 2 unit
4 Mesin Crusher Menghancurkan adonan untuk dapat masuk ke conveyor
± 200 Kg 15 unit
5 Mesin Extruder Membentuk adonan menjadi lembaran atau lempengan
30 Kg/ menit 15 unit
6 Mesin Mulio Mencetak lempengan menjadi Double Coil (DC)
9660 DC/ jam 7 unit
7 Mesin Coil Master
Mencetak lempengan menjadi Double Coil (DC)
182 DC/ menit 8 unit
8 Mesin Oven Memanaskan Double Coil untuk menurunkan kadar Air
9660 DC/ jam 15 unit
9 Mesin Wrapping
Mengemas Double Coil (DC) dengan plastik film
±180
bungkus/menit
15 unit
Peralatan merupakan alat yang digunakan untuk mendukung proses produksi
agar dapat berjalan dengan baik dan optimal. Peralatan yang digunakan oleh
perusahaan salah satunya adalah alat untuk material handling dari satu mesin ke mesin
yang lain. Material handling yang digunakan perusahaan adalah:
1. Conveyor
Conveyor yang digunakan adalah incline conveyor, diagonal conveyor, dan belt
conveyor.
2. Trolley
Trolley digunakan pada bagian produksi untuk mengangkut adonan yang
merupakan hasil dari unit mixing ke crusher machine pada bagian stamping.
3. Hand Pallet
Hand pallet digunakan untuk memindahkan bahan baku dari gudang bahan baku
ke produksi dan untuk memindahkan bahan jadi dari bagian produksi ke gudang
bahan jadi
4. Forklift
Forklift digunakan untuk memindahkan bahan-bahan yang mempunyai volume
besar dan berat.
Untuk kelancaran proses produksi perusahaan menggunakan beberapa fasilitas
penunjang (utilitas), yaitu:
1. Sumber arus listrik
PT. SC Johnson Manufacturing Medan menggunakan arus listrik dari Perusahaan
listrik PLN, penerangan area kerja dan kantor dengan kapasitas terpasang 240
KVA. Sedangkan arus listrik yang dibangkitkan oleh generator berfungsi untuk
cadangan jika listrik dari PLN mengalami gangguan atau pemutusan secara
tiba-tiba. Mesin generato yang dimiliki perusahaan berjumlah 2 unit dengan kapastitas
700 KVA dan 175 KVA.
2. Tungku Pemanas
Tungku pemanas digunakan untuk menghasilkan panas bagi oven di bagian
Drying. Boiler utama yang digunakan adalah Palm Shell Boiler 4500KW dengan
bahan baku cangkang sawit. Kebutuhan cangkang sawit sebanyak 25-30 ton/hari.
Untuk mengantisipasi kerusakan pada boiler cangkang sawit maka digunakan
Boiler Diesel dengan kapasitasnya 213,792 liter/jam. Panas yang dihasilkan pada
BAB III
LANDASAN TEORI
3.1 Sejarah Sistem Produksi Lean
Istilah “Lean” yang dikenal luas dalam dunia manufacturing dewasa ini dikenal
dalam berbagai nama yang berbeda seperti: Lean Production, Lean Manufacturing,
Toyota Production System, dan lain-lain. Secara singkat, periode tahun awal mula
munculnya Lean adalah (Nicholas, 1998):
1. Tahun 1902, Sakichi Toyoda membuat sebuah mesin tenun yang dapat
berhenti sendiri jika terjadi gangguan. Yang sekarang ini dikenal sebagai Jidoka.
2. Tahun 1913, Henry Ford menerapkan produksi dengan aliran yang tidak
terputus (the flow of production) dan lini perakitan untuk produksi massal. Namun,
masalah yang dihadapi adalah ketidakmampuan untuk memproduksi lebih dari satu
variasi mobil.
3. Tahun 1930-an, Kiichiro Toyoda, Taiichi Ohno, Shigeo Shingo dan keluarga
Toyoda setelah perang dunia pertama menemukan sistem produksi yang fleksibel
(one-piece flow) yang didukung dengan ditemukannya sistem tarik (pull system)
dimana proses dapat memproduksi sejumlah produk sesuai yang dibutuhkan.
4. Tahun 1950-an, Taiichi Ohno dan Eiji Toyoda menemukan system produksi
dengan prinsi Just-In-Time dan Line Production.
5. Kemudian sistem persediaan Just-In-Time dikembangkan dan sistem lain
3.2 Konsep Lean Manufacturing
Sistem lean manufacturing yang telah dipraktekkan selama bertahun-tahun di
Jepang, ide dasarnya antara lain eliminasi pemborosan, pengurangan biaya serta
peningkatan kemampuan pekerja. Filosofi Jepang dalam menjalankan bisnis sangatlah
berbeda dengan filosofi yang telah lama diterapkan di Amerika.
Kepercayaan tradisional Barat beranggapan bahwa satu-satunya cara untuk
memperoleh keuntungan adalah dengan menambahkan keuntungan itu ke dalam
ongkos manufaktur agar dapat menaikkan harga jual seperti yang diinginkan.
Sebaliknya pendekatan cara Jepang percaya bahwa konsumen merupakan generator
harga jual. Semakin banyak kualitas yang dibangun kedalam suatu produk dan semakin
banyak jasa yang ditawarkan, maka semakin besar juga harga yang rela dibayar oleh
konsumen. Ilmu lean manufacturing bekerja dalam setiap tahapan di value stream
dengan mengeliminasi pemborosan agar dapat mengurangi biaya, meningkatkan
output, dan pengurangan lead time produksi agar dapat terus bersaing dalam
pertumbuhan pasar global.
Konsep dasar dalam Lean Manufacturing dapat diringkas sebagai berikut
(Mekong, 2004):
1. Pendefinisian pemborosan (waste)
Seluruh aktivitas untuk menghasilkan produk dari tahap awal hingga akhir dapat
dikategorikan atas value added (yang memberikan nilai tambah) dan non-value
added (tidak memberikan nilai tambah). Setiap proses yang non-value added dari
Lean menuntut adanya implementasi dari panduan produksi yang rinci, disebut
sebagai standardisasi kerja. Hal ini mengeliminasi variasi pekerja dalam melakukan
pekerjaannya.
3. Continuous flow
Lean bertujuan mengimplementasikan aliran produksi kontinu, bebas dari
bottlenecks, interruption, atau waiting. Bila hal ini berhasil diimplementasikan
maka waktu siklus produksi dapat dikurangi hingga 90%.
4. Pull production
Disebut juga just in time (JIT) yang bertujuan menghasilkan produk yang
dibutuhkan pada waktu yang dibutuhkan.
5. Quality at the source
Lean bertujuan mengeliminasi sumber kecacatan dan pemeriksaan kualitas
dilakukan pekerja pada lini proses produksi.
6. Continuous improvement
Lean ditujukan mencapai kesempurnaan dengan perbaikan bertahap untuk
mengeliminasi pemborosan secara terus menerus.
3.3 Model Peningkatan Proses
Model peningkatan atau perbaikan proses merupakan salah satu model yang
digunakan sebagai alat problem solving yang berkaitan dengan proses penerapan lean
di perusahaan. Penilaian terhadap penerapan lean manufacturing di perusahaan
dirumuskan solusi yang tepat untuk menyelesaikan masalah tersebut. Solusi
penyelesaian masalah merupakan suatu perbaikan terhadap sistem semula. Umumnya
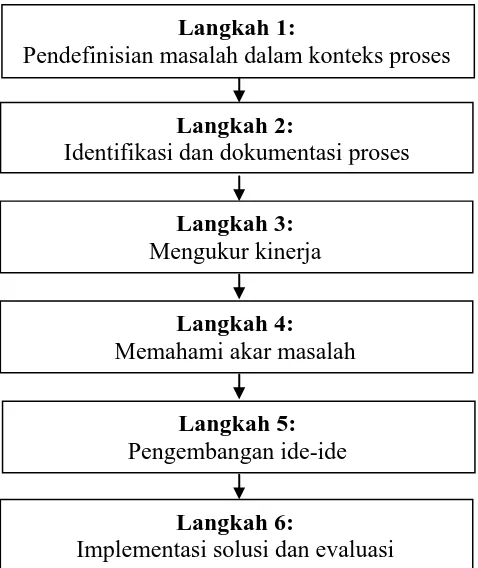
model peningkatan proses terdiri dari dari enam langkah (Gaspersz, 2012):
1. Langkah 1: mendefinisikan masalah dalam konteks proses.
Pendefinisian masalah dalam konteks proses dilakukan dengan mengidentifikasi
masalah yang terjadi pada saat implementasi lean manufacturing. Identifikasi
masalah dalam konteks proses dapat dilakukan dengan mengamati secara langsung
penerapan lean dan juga melakukan survei.
2. Langkah 2: Identifikasi dan dokumentasi Proses
Diagram alir (flowchart) merupakan alat yang umum digunakan untuk
mendeskripsikan proses. Pembuatan diagram alir didahului dengan membuat
diagram SIPOC (Suppliers-Input-Processes-Output-Custumers). Pembuatan
diagram alir dari proses akan memungkinkan untuk melakukan empat aktivitas
perbaikan, yaitu:
1. Mengidentifikasi peserta (participants) dalam proses berdasarkan nama, posisi
atau organiasasi.
2. Memberikan kepada semua peserta dalam suatu pemahaman umum tentang
semua langkah dalam proses dan peranan individual mereka.
3. Mengidentifikasi inefisiensi, variasi, pemborosan, langkah-langkah redundant
(berlebihan atau tidak perlu) dalam proses.
5. Proses yang telah dilakukan harus didokumentasikan secara baik agar dapat
dipergunakan sebagai informasi yang berguna dalam proses perbaikan
terus-menerus.
3. Langkah 3: Mengukur Kinerja
Pengukuran kinerja dimaksudkan untuk dapat mengkuantifikasikan bagaimana baik
atau jelek suatu sistem sedang berjalan atau beroperasi. Pada dasarnya pengukuran
kinerja dapat dilakukan pada tiga tingkat, yaitu: proses, output dan outcome.
4. Langkah 4: Memahami mengapa suatu masalah dalam konteks proses terjadi.
Kunci perbaikan proses pertama kali adalah mengidentifikasi area utama (masalah
utama) dan memfokuskan perhatian pada masalah utama itu. Untuk mengetahui
masalah maka harus diketahui gejala yang timbul oleh masalah (symptoms),
kemudian penyebab (causes) dan setelah itu dianalisa akar penyebab (root causes).
5. Langkah 5: Mengembangkan dan menguji ide-ide
Perbaikan proses dilakukan untuk mengetahui manfaat ide yang diberikan terhadap
solusi yang diberikan untuk menyelesaikan masalah.
6. Langkah 6: Implementasi solusi dan evaluasi
Perbaikan terhadap pengujian ide dilakukan dengan implementasi solusi terhadap
ide dan dilakukan umpan balik sebagai evaluasi.
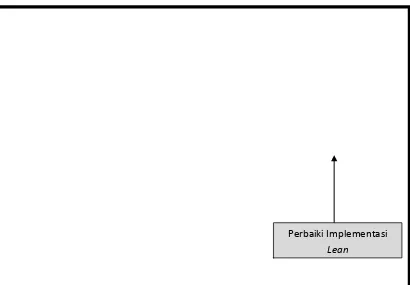
Bagan langkah problem solving yang dilakukan pada model peningkatan proses
[image:49.595.206.445.115.399.2]
Sumber: Buku All-In-One Mangement Tool Book. (Gaspersz, 2012) ……
Gambar 3.1. Model Peningkatan Proses
3.4 Lean Assessment
Lean assessment adalah alat ukur yang digunakan untuk mengetahui kondisi
implementasi lean pada suatu perusahaan. Penilaian dilakukan terhadap kinerja lean
secara menyeluruh dengan mengamati penerapan lean dan juga melakukan survei
menggunakan kuesioner yang diberikan kepada karyawan perusahaan. Hal ini
dilakukan untuk mendefinisikan masalah proses yang terjadi pada saat penerapan lean.
Terdapat 5 elemen utama yang dinilai dalam melakukan lean assessment untuk
diketahui penerapannya di perusahaan, yaitu (Feld, 2000):
1. Manufacturing flow
Langkah 1:
Pendefinisian masalah dalam konteks proses
Langkah 2:
Identifikasi dan dokumentasi proses
Langkah 3:
Mengukur kinerja
Langkah 4:
Memahami akar masalah
Langkah 5:
Pengembangan ide-ide
Langkah 6:
Manufacturing flow merupakan komponen lean yang fokus kepada proses produksi
produk. Manufacturing flow yang tidak seimbang akan mengakibatkan
penyimpanan produk/material sementara berupa Work in Process (WIP) di lantai
produksi.
2. Organisasi
Organisasi merupakan komponen lean yang fokus pada sikap kerja orang-orang
yang bekerja pada perusahaan. Orang yang menjalankan organisasi yang tidak baik
akan mengakibatkan kehilangan jam kerja karyawan tinggi.
3. Logistik
Logistik merupakan komponen lean yang fokus kepada fungsi operasional
perusahaan. Logistik rencana produksi yang tidak berjalan akan mengakibatkan
keterlambatan dalam proses produksi.
4. Metrics
Metrics merupakan komponen lean yang fokus kepada kinerja. Metrics (ukuran)
pencapaian target produksi yang rendah akan mengakibatkan kehilangan waktu
karena tidak memenuhi standar dalam menghasilkan output rendah.
5. Proses kontrol
Proses kontrol merupakan komponen lean yang fokus stabilitas proses, perubahan
yang melembaga dan perbaikan berkelanjutan yang terarah. Proses kontrol yang
tidak ketat akan mengakibatkan scrap produk/material
tinggi.………
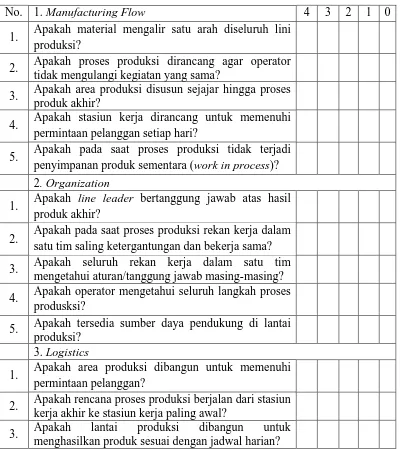
Tabel 3.1. Kuesioner Lean Manufacturing Self Assessment
No. 1. Manufacturing Flow 4 3 2 1 0
1. Apakah material mengalir satu arah diseluruh lini produksi?
2. Apakah proses produksi dirancang agar operator tidak mengulangi kegiatan yang sama?
3. Apakah area produksi disusun sejajar hingga proses produk akhir?
4. Apakah stasiun kerja dirancang untuk memenuhi permintaan pelanggan setiap hari?
5. Apakah pada saat proses produksi tidak terjadi penyimpanan produk sementara (work in process)? 2. Organization
1. Apakah line leader bertanggung jawab atas hasil produk akhir?
2. Apakah pada saat proses produksi rekan kerja dalam satu tim saling ketergantungan dan bekerja sama?
3. Apakah seluruh rekan kerja dalam satu tim
mengetahui aturan/tanggung jawab masing-masing?
4. Apakah operator mengetahui seluruh langkah proses produsksi?
5. Apakah tersedia sumber daya pendukung di lantai produksi?
3. Logistics
1. Apakah area produksi dibangun untuk memenuhi permintaan pelanggan?
2. Apakah rencana proses produksi berjalan dari stasiun kerja akhir ke stasiun kerja paling awal?
3. Apakah lantai produksi dibangun untuk
Tabel 3.1. Kuesioner Lean Manufacturing Self Assessment
No. 4 3 2 1 0
4.
Apakah material dipesan dengan menggunakan sistem A, B, C (material bernilai tinggi, sedang, rendah)?
5. Apakah aturan yang ada di lantai produksi di dokumentasikan dan dimengerti?
4. Metrics
1. Apakah ukuran kinerja diketahui dan dapat dilihat di lantai produksi?
2. Apakah 100% jadwal produksi dilakukan tepat waktu?
3. Apakah lead time proses produksi kurang dari 1 hari?
4. Apakah proses produksi mempunyai target terhadap perbaikan kinerja secara berkelanjutan?
5. Apakah operator melaporkan data kinerja yang diperoleh?
5. Process Control
1. Apakah change over time pada sumber terjadinya bootleneck kurang dari 10 menit?
2. Apakah perusahaan mempunyai format program perbaikan yang berkelanjutan?
3. Apakah waktu untuk menanggapi kecacatan yang terjadi pada proses produksi kurang dari 10 menit?
4.
Apakah operator memiliki kewenangan untuk menghentikan proses produksi ketika kecacatan produk ditemukan?
5.
Apakah seluruh peralatan dan bahan untuk proses produksi mempunyai tempat yang tetap sehingga menimbulkan kenyamanan, bersih, teratur dan mudah untuk dipergunakan di lantai produksi?
Sumber: Buku Lean Manufacturing: Tools, techniques and how to use them. (Feld, 2000)
Proses penilaian pada saat dilakukan assessment menggunakan 5 skala rating,
yaitu:
1. Skala 0, untuk elemen yang tidak pernah diterapkan, dengan tingkat implementasi
2. Skala 1, untuk elemen yang hanya diterapkan di beberapa area, dengan tingkat
implementasi 25% (mulai dilakukan)
3. Skala 2, untuk elemen yang banyak diterapkan, dengan tingkat implementasi 50%
(sudah dilakukan)
4. Skala 3, untuk elemen yang sering diterapkan, dengan tingkat implementasi 75%
(aturan baku perusahaan)
5. Skala 4, untuk elemen yang selalau diterapkan, dengan tingkat implementasi 100%
(sudah menjadi budaya dan melembaga)
Setelah dilakukan proses assessment, maka diketahui tingkat implementasi lean
manufacturing dengan pembagian level sebagai berikut:
1. Skor 81-100 (kinerja yang luar biasa)
2. Skor 61-80 (kinerja yang sudah benar)
3. Skor 41-60 (kinerja yang sudah paham dalam implementasi lean, tetapi masih
butuh bimbingan)
4. 21-40 (kinerja yang membutuhkan bantuan signifikan dalam implementasi lean)
5. 0-20 (kinerja yang membutuhkan perombakan)
3.5 Diagram Alir (Flowcharts)
Diagram alir (flowcharts) digunakan untuk membuat proses menjadi lebih
mudah dilihat berdasarkan urutan-urutan (langkah-langkah) dari proses itu, sehingga
bermanfaat bagi analisis dan perbaikan proses terus-menerus. Diagram alir digunakan
1. Terdapat masalah dalam proses yang ditunjukkan melalui tingkat kinerja proses
yang rendah.
2. Mengembangkan sistem pengukuran.
3. Menganalisis masalah yang berkaitan dengan proses.
4. Landasan untuk perbaikan proses terus-menerus.
5. Memberikan pelatihan kepada karyawan baru.
Pembuatan diagram alir terlebih dahulu dilakukan pembuatan SIPOC. SIPOC
merupakan suatu alat yang berguna dan paling banyak dipergunakan dalam manajemen
rantai pasokan untuk meningkatkan proses terus-menerus. Nama SIPOC merupakan
akronim dari lima elemen utama dalam sistem kualitas, yaitu:
Suppliers-Input-Processes-Output-Custumers. Berikut adalah Model SIPOC ditunjukan dalam bagan
yang digambarkan pada Gambar 3.1. (Gaspersz, 2012).
Requirements Requirements
Suppliers Input Process Output Customers
Input Boundary Output Boundary
Gambar 3.2. Model SIPOC
Penjelasan masing-masing elemen adalah:
1. Suppliers merupakan orang atau kelompok orang yang memberikan informasi
kunci, material atau sumber daya lain kepada proses.
3. Process adalah sekumpulan aktivitas tansformasi nilai tambah dari input menjadi
output.
4. Output adalah produk (barang dan/atau jasa) dari suatu proses.
5. Customers adalah orang atau kelompok atau sub-proses yang menerima output.
3.6 Overall Labor Effectiveness (OLE)
Overall labor effectiveness (Evektivitas Tenaga Kerja Keseluruhan) adalah
indikator kinerja kunci yang mengatur utilitas, kinerja dan kualitas tenaga kerja beserta
dampaknya terhadap produktivitas. Pada proses pengukuran kinerja OLE mengukur
tiga hal, yaitu (Gaspersz, 2012):
1. Ketersediaan (availabililty)
Ketersediaan adalah persentase waktu yang dihabiskan karyawan dalam
memberikan kontribusi efektif. Ada banyak faktor yang mempengaruhi
ketersediaan tenaga kerja seperti: absensi, utilitas, penjadualan dan lain-lain. OLE
dapat membantu produsen dalam meyakini bahwa mereka memilki orang dengan
keterampilan tepat, tersedia pada waktu yang tepat, sehingga memungkinkan
produsen untuk menemukan dimana perlu menyiapkan penjadualan tenaga kerja
yang tepat untuk dapat meningkatkan jumlah jam produktif. OLE juga
menampilkan informasi tentang utilitas tenaga kerja. Memahami dimana kerugian
downtime berasal dan dampak terhadap produksi, maka kita dapat mengungkap
akar penyebab yang dapat mencakup downtime mesin, keterlambatan material atau
Kinerja adalah jumlah produk yang diserahkan. Ketika karyawan tidak dapat
melakukan pekerjaan mereka dalam kondisi normal, maka kinerja akan menjadi
rendah. Pelatihan yang efektif dapat meningkatkan kinerja melalui peningkatan
keterampilan yang berdampak langsung pada kualitas output. Sejumlah faktor
pengendali dari kinerja (performance) adalah ketersediaan proses, instruksi kerja,
peralatan, material, pelatihan dan