BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah PT. SC Johnson Manufacturing Medan
PT. SC Johnson Manufacturing Medan berdiri secara sah pada tanggal 5
Maret 2010. Cikal bakal pendirian PT. SC Johnson Medan adalah PT. Inti
Kimiatama Perkasa yang memproduksi anti nyamuk bakar (coil) bermerek
Baygon. PT. Inti Kimiatama Perkasa didirikan pada tanggal 10 November 1997.
Pada saat itu, perusahaan ini hanya mempunyai kantor tanpa ada pabrik yang
terletak di Jl. Iskandar Muda, Medan. Untuk memproduksi produk kerjasama
dilakukan dengan salah satu perusahaan yang juga menghasilkan anti nyamuk
bakar bermerek mostfly, yaitu PT. Singapore Lion. Dalam memproduksi Baygon,
PT. Inti Kimiatama Perkasa merupakan salah satu anak perusahaan dari Bayer
Company sehingga produk yang dihasilkan dibawah pengawasan Bayer Co.
Selain bekerjasama dengan PT. Singapore Lion, PT. Inti Kimiatama Perkasa juga
membeli produk Mostfly yang dihasilkan oleh PT. Singapore Lion tersebut.
Permintaan pasar yang semakin meningkat terhadap anti nyamuk bakar
Baygon, mengakibatkan PT. Inti Kimiatama Perkasa terdorong untuk melakukan
kerjasama. Kerjasama dilakukan dengan PT. Primdoni yang terletak di Kawasan
Industri Mabar untuk beberapa merek yang berbeda. Hasil produksi dari PT.
Primdoni disimpan di gudang yang terletak di kawasan Tanjung Morawa sebelum
Aktivitas produksi dari PT. Primdoni yang semakin menurun membuat
PT. Inti Kimiatama Perkasa membeli gudang milik PT. Primdoni. Pada akhir
Tahun 2000, PT. Primdoni mengalami kebangkrutan dan seluruh aset perusahaan
berupa mesin dan peralatan produksi akhirnya dijual kepada PT. Inti Kimiatama
Perkasa, sehingga kantor yang berada di Jl. Iskandar Muda dipindahkan ke lokasi
baru di Kawasan Industri Medan Star, Tanjung Morawa, Medan.
Berdasarkan surat keputusan Departemen Kesehatan RI No. 30701300185
PKD dan No. Pendaftaran RI 1294/I-2002/T PT. Inti Kimiatama Perkasa resmi
berdiri pada bulan April 2001 dan langsung memproduksi anti nyamuk bakar
Baygon dan Mostfly dibawah pengawasan Bayer Company, Jerman. Sistem
kerjasama dengan perusahaan lain tetap dilakukan jika permintaan pasar
meningkat melebihi kapasitas perusahaan ini.
Ada beberapa anak perusahaan Bayer Company, yaitu perusahaan yang
ada di Pulo Gadung PT. Johnson Home Higiene Product (JHHP) yang
memproduksi anti nyamuk Bayclean, Autan dan Bayfresh. PT. Walet Kencana
Perkasa yang berkedudukan di Surabaya memproduksi Baygon bakar. PT. Inti
Kimiatama Perkasa yang berkedudukan di Medan hanya memproduksi anti
nyamuk bakar Baygon.
Sistem distribusi yang dilakukan adalah distribusi tunggal untuk semua
produk Bayer Company di Indonesia. Perusahaan yang menjadi distributor
tunggal adalah PT. Ultramos Jaya. Bayer Company memposisikan diri di bidang
Masa peralihan pun terjadi pada akhir Tahun 2002 dari bayer Company ke
SC Johnson, Amerika Serikat. Peralihan ini mengakibatkan PT. Inti Kimiatama
Perkasa menjadi milik SC Johnson. Selama enam bulan, PT. Inti Kimiatama
Perkasa mengalami masa transisi ke SC. Johnson sebelum akhirnya benar-benar
dikendalikan oleh SC. Johnson. Pada pertengahan Juni 2003 PT. Inti Kimiatama
Perkasa resmi dipegang oleh SC. Johnson.
Seiring berkambangnya waktu, maka jajaran direksi pun memikirkan
untuk mengganti nama PT. Inti Kimiatama Perkasa menjadi PT. SC Johnson
Manufacturing Medan. Pada tanggal 5 maret 2010 PT. Inti Kimiatama Perkasa
berganti nama menjadi PT. SC Johnson Manufacturing Medan. Hal ini dilakukan
melalui akte notaris berdasarkan persetujuan dari dewan direksi komisaris
pemegang saham.
2.2 Ruang Lingkup Bidang Usaha
PT. SC Johnson Manufacturing Medan merupakan industri yang bergerak
pada pembuatan anti nyamuk bakar (coil). Coil yang diproduksi memiliki
berbagai merek, yaitu Baygon, Fuyi, dan Raid. Ketiga merek ini berada dibawah
lisensi SC. Johnson.
Lokasi PT. SC Johnson Manufacturing Medan berada di Kompleks
Kawasan Industri Medan Star, Jl. Pelita Raya 1 Km 19,2 Tanjung Morawa
Kabupaten Deli Serdang Provinsi Sumatera Utara. Adapun batas-batas lokasi
perusahaan ini adalah:
Sebelah Timur : PT. Smart Glove
Sebelah Selatan : PT. Group Tempo
Sebelah Barat : Ruko
Produk coil PT. SC Johnson Manufacturing Medan hampir 80% dari
keseluruhan produksi diekspor ke beberapa negara, yaitu Argentina, Meksiko,
Thailand, Rusia, Yunani dan Kolombia. Sisanya 20% dijual untuk memenuhi
kebutuhan dalam negeri di daerah Sumatera.
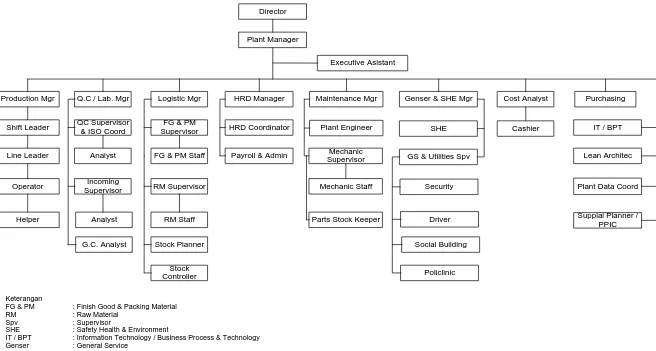
2.3 Organisasi dan Manajemen 2.3.1 Struktur Organisasi Perusahaan
PT. SC Johnson Manufacturing Medan dalam kegiatan operasionalnya
dikepalai oleh seorang Plant Manager yang membawahi beberapa departemen.
Dalam melaksanakan kegiatan perusahaan, individu-individu yang terlibat harus
mengetahui dan patuh terhadap batas-batas tugas, wewenang dan tanggung jawab
dari setiap personil dalam organisasi. Dengan demikian diharapkan adanya suatu
kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan.
Plant Manager dalam mengerjakan tugas dan tanggung jawabnya dibantu
oleh enam manager, yaitu production manager, quality control manager,
maintenance manager, logistic manager, human resource manager dan safety health environment manager. Masing-masing manager ini dibantu oleh supervisor-supervisor dalam mengerjakan tugasnya.
Plant manager dalam menjalankan tugasnya juga dibantu oleh divisi-divisi
analyst. Masing-masing bagian tersebut merupakan non departemen yang tidak
dikepalai oleh seorang manager, tetapi pertanggungjawabannya langsung kepada
plant manager. Secara umum, plant manager akan bertanggung jawab penuh
terhadap semua kegiatan di perusahaan, dan semua kegiatan tersebut akan
dipertanggungjawabkan kepada Director Manager yang ada di Jakarta. Struktur
organisasi PT. SC Johnson Manufacturing Medan dapat dilihat pada Gambar 2.1.
Struktur organisasi yang digunakan oleh perusahaan ini adalah berbentuk
fungsional-staf. Ciri yang paling utama terlihat secara sepintas adalah
kompleksitas. Namun, hal ini dianggap tepat karena cakupan dari PT. SC
Johnson Manufacturing Medan ini sangat luas. Dalam sistem organisasi seperti
ini, tugas dan tanggung jawab pada masing-masing jabatan dapat diketahui
peranannya sehingga diharapkan dapat dilaksanakan dengan baik dan lancar oleh
setiap karyawan.
Director
Plant Manager
Executive Asistant
HRD Manager Maintenance Mgr Genser & SHE Mgr
Logistic Mgr Q.C / Lab. Mgr
Production Mgr Cost Analyst Purchasing
IT / BPT
FG & PM : Finish Good & Packing Material RM : Raw Material
Spv : Supervisor
SHE : Safety Health & Environment
IT / BPT : Information Technology / Business Process & Technology Genser : General Service
Q.C : Quality Control Lab. : Laboratorium
STRUKTUR ORGANISASI PT. SC JOHNSON MANUFACTURING MEDAN
2.3.2 Uraian Tugas dan Tanggungjawab
Organisasi yang baik adalah organisasi yang jelas dan teratur sehingga
dalam melaksanakan tugas dan tanggung jawabnya setiap pemangku jabatan
memiliki gambaran dan batasan tugas dan tanggung jawab. Adapun uraian tugas
dan tanggung jawab pada PT. SC Johnson Manufacturing Medan adalah sebagai
berikut:
1. Plant Manager
Tugasnya adalah memimpin dan mengendalikan semua kegiatan produksi
yaitu merencanakan, mengatur, mengkoordinasikan dan mengendalikan
seluruh sumber daya tersedia sehingga target perusahaan tercapai.
2. Executive Asistant
Tugasnya adalah membantu Plant Manager dalam menyusun agenda kegiatan
Plant Manager, mengadministrasikan setiap rapat-rapat, menyiapkan
berkas-berkas atau membantu apa yang dibutuhkan oleh Plant Manager sehingga
pekerjaan Plant Manager berjalan dengan lancer.
3. Cost Analisyst
Tugasnya adalah melakukan analisa seluruh variable biaya, memberikan
masukan terhadap biaya-biaya yang dikeluarkan dengan tujuan akhir adalah
penghematan biaya tercapai dan biaya produksi dapat dikendalikan dengan
baik.
4. Human Resource Manager
Tugas utamanya adalah menyediakan sumber daya manusia yang tepat sesuai
bertanggung jawab terhadap peningkatan kompetensi karyawan melalui
pelatihan yang tepat. Bagian ini juga mengelola hubungan dengan serikat
pekerja dan pemerintah yang terkait. Tugas administrasi yaitu mengeluarkan
surat pengangkatan dan pemberhentian, mengatur absensi, cuti karyawan,
administrasi lembur karyawan, serta mengatur semua keluar masuknya surat
perusahaan dan lain-lain. Bagian HRD langsung berhubungan dengan HRD
kantor pusat di Jakarta.
5. Production Manager
Tugasnya adalah merencanakan produksi serta mengkoordinasikan dan
mengawasi jalannya produksi sesuai dengan jadwal produksi yang telah
ditetapkan.
6. Maintenance Manager
Tugasnya adalah memimpin, merencanakan serta mengkoordinasikan kegiatan
pelaksanaan pemeliharaan/perawatan, perbaikan mesin dan mengatur semua
kebutuhan peralatan termasuk spare part mesin yang dibutuhkan dalam proses
produksi sehingga tidak mengganggu jalanya proses produksi.
7. Quality Control Manager
Tugasnya adalah merencanakan, memimpin dan mengkoordinasikan standar
kualitas produk yang dihasilkan, menentukan produk yang sesuai dengan
spesifikasi yang telah ditentukan, bertanggung jawab atas analisis dan
keputusan untuk menerima atau menolak produk. Dalam menjalankan
bertugas di laboratorium untuk melaksanakan pengujian yang bersifat fisik
dan kimiawi.
8. Logistic Manager
Tugasnya adalah melaksanakan pengawasan terhadap persediaan bahan baku
maupun produk jadi, merencanakan persediaan terhadap bahan baku,
menerima dan menyimpan bahan baku, dan mengatur keluarnya barang jadi
yang ada di gudang, serta mengawasi dan mengatur keberadaan bahan-bahan
yang ada di gudang.
9. SHE & General Service Manager
Tugasnya adalah merencanakan dan melaksanakan program keselamatan dan
kesehatan kerja (Safety Health and Environment) dalam rangka melindungi
setiap karyawan dan siapa saja yang terlibat langsung pada kegiatan
perusahaan untuk mencegah terjadinya kecelakaan kerja dengan visi zero
accident. Menjadikan proses produksi aman bagi lingkungan dengan visi go green. Merencanakan penyediaan transportasi karyawan, kantin karyawan,
poliklinik di lokasi pabrik, kebersihan taman dan gedung serta keamanan aset
perusahaan.
10. Plant Data Coordinator
Tugasnya adalah mengontrol dan mengkoordinir data-data yang berkaitan
dengan operasional produksi pabrik dan data entry system SAP.
11. Bussiness Process & Technology Specialist (BPT / IT Specialist)
Tugasnya adalah merencanakan dan mengawasi seluruh keperluan yang
12. Purchasing Supervisor
Tugasnya adalah merencanakan dan mengkoordinasikan seluruh kegiatan
pembelian bahan baku dari pihak vendor dan penawaran produk jadi kepada
pihak distributor.
2.4 Tenaga Kerja dan Jam Kerja Perusahaan
Dalam menjalankan kegiatan operasional perusahaan, PT. SC Johson
Manufacturing menggolongkan tenaga kerja atas dua bagian, yaitu:
1. Karyawan Tetap
Karyawan tetap adalah karyawan yang diangkat oleh perusahaan, sehingga
mereka menerima gaji bulanan dan fasilitas-fasilitas lain sesuai dengan
ketentuan yang berlaku.
2. Karyawan Outsourcing
Outsourcing adalah penyerahan sebagian pelaksanaan pekerjaan yang sifatnya non-core atau penunjang oleh melalui perjanjian pemborongan pekerjaan atau
penyediaan pemborongan pekerjaan atau penyedia jasa pekerja/ buruh. Jadi
karyawan outsoucing adalah karyawan kerjasama.
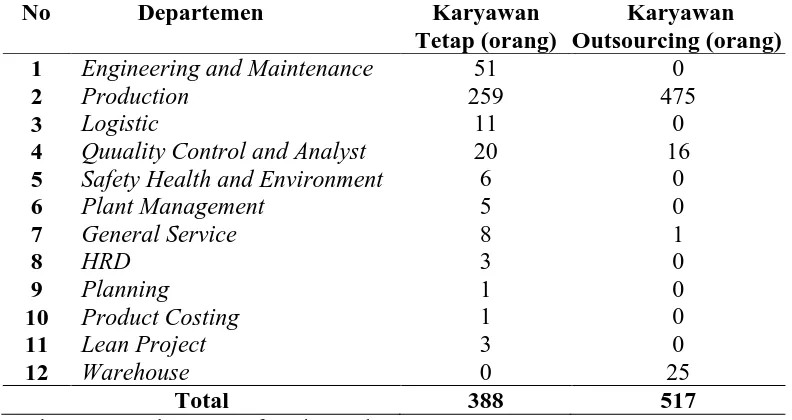
Secara keseluruhan jumlah karyawan di PT. SC Johnson Manufacturing
Tabel 2.1. Rekapitulasi Jumlah Tenaga Karyawan Tetap dan Outsourcing
No Departemen Karyawan
Tetap (orang)
Sumber: PT. SC Johnson Manufacturing Medan
Jumalah seluruh karyawan adalah jumlah karyawan tetap ditambah dengan
karyawan outsourcing, yaitu 885 orang. Ketentuan jam kerja pada PT. SC
Johnson Manufacturing terbagi atas:
1. Karyawan Bagian Kantor
Hari kerja karyawan bagian kantor adalah hari Senin sampai Jumat yang
terdiri dari satu shift kerja, dengan jam kerja sebagai berikut:
Pukul 08.00 – 12.00 Kerja Aktif
Pukul 12.00 – 13.00 Istirahat
Pukul 13.00 – 17.00 Kerja Aktif
2. Karyawan Bagian Pabrik
Hari kerja karyawan pabrik adalah hari Senin sampai Minggu yang terdiri dari
tiga shift kerja, dengan jam kerja sebagai berikut:
Shift Pertama
Pukul 11.00 – 13.00 Istirahat
Shift Kedua
Pukul 15.00 – 23.00 Kerja Aktif
Pukul 19.00 – 21.00 Istirahat
Shift Ketiga
Pukul 23.00 – 07.00 Kerja Aktif
Pukul 03.00 – 05.00 Istirahat
Perusahaan juga memberikan izin cuti bagi karyawan yang memiliki
urusan penting sehingga tidak memungkinkan untuk bekerja untuk beberapa
waktu. Adapun prosedur pemberian cuti itu adalah sebagai berikut:
a. Karyawan dengan masa kurang dari 3 tahun
Bagi karyawan dengan masa kerja kurang dari 3 tahun, maka diberikan izin
cuti 1 hari perbulan, atau sama dengan 12 hari per tahun.
b. Karyawan dengan masa kerja 3-10 tahun
Bagi karyawan dengan masa kerja 3-10 tahun, maka diberikan izin cuti 18
hari.
c. Karyawan dengan masa kerja 11-15 tahun
Bagi karyawan dengan masa kerja 11-15 tahun, maka diberikan izin cuti 21
hari.
d. Karyawan dengan masa kerja 16-19 tahun
Bagi karyawan dengan masa kerja 16-19 tahun, maka diberikan izin cuti 22
e. Karyawan dengan masa kerja 20-25 tahun
Bagi karyawan dengan masa kerja 20-25 tahun, maka diberikan izin cuti 24
hari.
2.5 Sistem Pengupahan dan Fasilitas
Sistem pengupahan yang diberlakukan pada PT. SC Johnson
Manufacturing Medan didasarkan pada golongan dan masa kerja masing-masing
tenaga kerja. Sistem pengupahan pada perusahaan dapat digolongkan menjadi dua
bagian berdasarkan stasus karyawan atau pegawai dalam perusahaan.
1. Karyawan Tetap
Status karyawan tetap adalah apabila karyawan tersebut diangkat oleh
perusahaan, sehingga mereka menerima gaji bulanan dan fasilitas-fasilitas lain
sesuai dengan ketentuan yang berlaku.
2. Karyawan Outsourcing
Karyawan outsourcing menerima pembayaran gaji setiap bulannya oleh
perusahaan.
Fasilitas-fasilitas yang diberikan perusahaan kepada karyawan atau
pegawai adalah sebagai berikut:
1. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja melebihi
jam kerja perusahaan yang telah ditentukan. Upah lembur per jam diberikan
minimal sebesar 2 kali upah pokok per jam.
3. Tunjangan Hari Raya (THR), yaitu tambahan minimal satu bulan gaji
karyawan yang mempunyai masa kerja lebih dari satu tahun.
4. Asuransi yang diberikan kepada seluruh karyawan tetap, yaitu berupa asuransi
jaminan hari tua, jaminan kecelakaan dan jaminan kematian.
5. Pemberian fasilitas kesehatan kepada karyawan tetap, melalui program
perusahaan berupa jaminan pemeliharaan kesehatan mandiri. Bentuk program
ini adalah penyediaan klinik dan pelayanan rumah sakit pada rumah sakit yang
dikelolah oleh 24 goup mediccare di seluruh Indonesia.
6. Program pemberangkatan haji bagi karyawan tetap.
2.6 Proses Produksi
Proses produksi merupakan suatu kegiatan yang dilakukan untuk
mengubah atau memberikan nilai tambah pada suatu barang atau jasa dengan
berbagai perlakuan. Proses produksi coil diawali dengan pencampuran bahan
kimia berupa active solution di bagian formulasi dan dilanjutkan dengan
pencampuran semua bahan baku tepung di bagian mixing. Proses selanjutnya
adalah di bagian stamping untuk mencetak coil, di bagian dryer untuk
mengeringkan coil, di bagian warapping untuk menyusun coil sesuai dengan
permintaan dan diakhiri dengan bagian packing untuk mengemas produk. Proses
dari bagian stamping, dryer, wrapping sampai ke packing mengikuti aturan first in
firs out.
Bahan-bahan yang digunakan dalam proses produksi dibedakan menjadi
untuk memproduksi anti nyamuk bakar di PT. SC Johnson Manufacturing Medan
adalah sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang ikut dalam proses produksi hingga
menjadi produk akhir. Bahan baku yang digunakan dalam pembuatan anti
nyamuk bakar ini adalah sebagai berikut:
1. Tepung Batok (Coconut Powder)
Tepung ini terbuat dari batok kelapa yang sudah melalui proses
penggilingan dan penyaringan. Kegunaan dari tepung ini untuk media
rambat bara api dan memperhalus serta memperlicin permukaan double
coil.
2. Tepung Kayu (Wood Powder)
Tepung kayu yang digunakan merupakan tepung hasil penggilingan kayu
jati. Tepung kayu berfungsi untuk mempercepat daya bakar.
3. Tepung Lengket (Glue Powder)
Tepung lengket merupakan bahan yang diperoleh dari jenis kayu medang
sudah melalui proses penggilingan. Ini berfungsi untuk melengketkan
adonan anti nyamuk.
4. Ampas Tepung Kanji (Starch Powder/ tepung onggok)
Tepung onggok terbuat ubi kayu yang berjenis kanji yang berfungsi
menjadi media perekat dan pengikat adonan-adonan lainnya.
Bahan penolong adalah bahan yang digunakan dalam proses produksi untuk
memperlancar proses produksi. Bahan penolong yang digunakan dalam proses
pembuatan anti nyamuk bakar adalah air. Air digunakan sebagai:
1. Bahan pencampur pada bagian formulasi untuk membuat adonan
2. Bahan pencampur dalam pemasakan tepung onggok
3. Media yang digunakan di bagian extruder untuk lembaran adonan.
4. Media yang digunakan untuk memanaskan double coil di dalam oven.
3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produksi sehingga
dapat meningkatkan mutu atau kualitas. Bahan tambahan yang digunakan
adalah sebagai berikut:
1. Transfutrin
Transfutrin digunakan dalam bentuk premix yang merupakan zat racun.
Terdapat dua jenis transfutrin yang digunakan yaitu dialatrin dan
someone. Pada obat nyamuk bakar, ini menjadi komponen penting untuk
mengusir dan membunuh serangga. Kadar transfutrin secara rata-rata pada
obat nyamuk bakar berkisar ±0,03%.
2. Sodium Benzoat (NaC6H5)
Sodium Benzoat merupakan zat pengawet pada anti nyamuk bakar, yang
bertujuan agar anti nyamuk dapat bertahan lama dan terhindar dari jamur.
3. Pewarna
Pewarna yang digunakan adalah Malachet yang juga dapat digunakan
4. Parfum
Parfum digunakan untuk memberikan bau khas dari anti nyamuk bakar
dan bahan yang digunakan adalah redmix.
5. Potasium Nitrat
Potasium nitrat merupakan salah satu bahan campuran dalam anti nyamuk
bakar yang berpengaruh pada daya api.
6. Plastik Film (Plastik Pembungkus)
Plastik film merupakan plastik pembungkus 1 set coil.
7. Holder
Holder merupakan bahan yang berfungsi sebagai penyangga anti nyamuk
oleh konsumen. Ini terbuat dari lempengan logam yang tipis.
8. Folding Box (Doos)
Folding box merupakan bahan kotak yang berfungsi untuk mengepak double coil yang sudah dibungkus dengan plastik film.
9. Master Box (Karton)
Master box merupakan bahan untuk membungkus doos anti nyamuk yang
sudah dikemas. Selain untuk membungkus juga untuk menjaga agar
produk tidak rusak sekalipun terbentur. Folding box yang digunakan tiga
layer dan lima layer.
10. Seal Tape
2.6.1 Uraian Proses Produksi
Adapun proses pembuatan anti nyamuk bakar secara umum adalah melalui
beberapa tahapan berikut:
1. Departemen Formulasi dan Mixing
Pada departemen formulasi, komposisi pencampuran bahan baku ditentukan
sesuai dengan jenis anti nyamuk yang akan diproduksi. Komposisi ini
ditentukan untuk satu batch produksi, terkecuali untuk bahan baku cair
(liquid). Departemen mixing adalah tempat proses pencampuran semua bahan
baku dan bahan tambahan dilakukan sesuai dengan komposisi. Berikut ini
merupakan proses dalam departemen formulasi dan mixing:
1. Bahan baku yang berbentuk liquid dicampur di dalam tangki yang
terpisah. Pencampuran liquid dibuat untuk pemakaian 18 batch. Ini akan
dipisahkan dengan metode pempipaan untuk penggunaan 1 batch.
2. Semua bahan baku yang berbentuk tepung akan dicampur di dalam mixing
machine, kecuali tepung onggok. Tepung onggok harus melalui satu
tahapan agar dapat dicampur dengan bahan yang lain. Tahapannya yaitu
dimasak dengan air panas dengan temperatur ±100⁰C. Kemudian sesudah
dimasak, tepung onggok dituangkan ke tangki mixing machine yang berisi
campuran tepung (tepung batok, tepung kayu, tepung lengket, talcum
powder, sodium benzoat) dan bahan cair (cairan kimia).
3. Semua campuran bahan baku (bahan tepung dan cair) diaduk di dalam
tangki mixing machine selama 20 menit sehingga terbentuk seperti adonan
4. Adonan pun ditampung didalam trolley dengan kapasitas 140 Kg - 200
Kg. Jumlah trolley yang digunakan adalah 15 trolley untuk setiap adonan.
Selanjutnya trolley yang berisi adonan dibawa ke Departemen stamping.
2. Departemen Stamping
Adonan yang dihasilkan pada departemen formulasi dan mixing selanjutnya
dimasukkan ke dalam suatu mesin yang disebut crusher machine untuk
mengaduk adonan. Kemudian dibawa oleh conveyor ke extruder. Pada
extruder terdapat screw penyorong yang berguna untuk mengepres adonan,
sehingga adonan keluar dalam bentuk lembaran setebal 3-5 cm, dan dipotong
dengan panjang lembaran ±90 cm oleh cutter machine.
Setiap lembaran yang dihasilkan diletakkan diatas rotary table untuk dicetak.
Pencetakan dilakukan dengan mesin cetak berbentuk spiral yang disebut
dengan mould, dimana ukuran mould tergantung pada ukuran anti nyamuk
yang akan diproduksi yaitu ukuran standar dan ukuran jumbo.
Pencetakan pada setiap lembarannya akan menghasilkan 7 coil untuk ukuran
standar dan 6 coil untuk ukuran jumbo. Kecepatan cetakan adalah 21-24
stroke (hentakan) per menit. Hasil dari proses pencetakan ini ditampung di
loyang yang disebut dengan tray dan operator secara manual memeriksa coil
apakah coil sudah memenuhi standar atau tidak. Coil yang sempurna akan
masuk ke proses berikutnya sedangkan coil yang tidak sempurna akan
diproses ulang. Selanjutnya dilakukan penimbangan berat coil dimana
ukuran jumbo, dengan kadar air 45%. Selanjutnya coil dibawa ke oven untuk
melalui tahapan selanjutnya.
3. Departemen Drying
Pada bagian ini, proses yang dilakukan adalah pemanasan atau
pemanggangan yang bertujuan untuk menurunkan kadar air di dalam coil.
Kadar air yang diizinkan adalah 6%-9%. Proses pengeringan dilakukan
selama 2,5 jam dengan temperatur 80⁰C - 85⁰C. Setelah loyang (large tray)
yang berisi coil keluar dari oven, maka setiap coil kembali diperiksa oleh
bagian quality control. Bagian quality control mengambil sampel secara
random untuk diuji kesesuaian spesifikasinya dengan standar yang telah
ditetapkan. Pengujian yang dilakukan berupa warna, bentuk, ukuran dimensi,
jam bakar, kadar air, ketebalan, berat, kelenturan, dan kekerasan.
4. Departemen Finishing
Sambil menunggu hasil jam bakar selama 2,5 jam, produk anti nyamuk bakar
yang sudah dicek oleh bagian quality control (warna, bentuk, ukuran dimensi,
kadar air, ketebalan, berat, kelenturan, dan kekerasan), selanjutnya dilakukan
proses pengemasan (finishing). Pada departemen finishing terdapat dua
bagian, yaitu:
1. Wrapping
Coil yang baik pun disusun sedemikian rupa sehingga memudahkan untuk
proses wrapping. Coil yang sudah disusun berikutnya ditambahkan holder
kemudian dilakukan wrapping machine. Kecepatan maksimum dari mesin
banyaknya jumlah produk yang akan dikerjakan. Coil dibungkus dengan
plastik film.
2. Packaging
Coil yang sudah dibungkus, dikemas secara manual ke dalam kotak-kotak
kemasan yang disebut folding box. Kemudian dimuat ke dalam master box
dan akhirnya dikirim ke bagian penyimpanan.
Standar mutu coil yang diproduksi oleh perusahaan dikontrol dengan
perhatian fokus terhadap kualitas bahan baku dan produk. Kualitas bahan baku
berupa tepung diukur berdasarkan kehalusannya dan untuk bahan baku cair dinilai
berdasarkan spesifikasinya. Kualitas produk dikontrol dengan menimbang coil
basah dan kering. Berat standar untuk coil basah yang berukuran jumbo 52-54
gram dan untuk ukuran standar 41-43 gram, dengan kadar air 45%. Berat standar
coil kering untuk berukuran jumbo 28,5-32,5 gram dan coil standard 23,5-26,5
gram. Standar kadar air harus lebih kecil dari 10% dan secara umum kadar aktif
Transfultrin 0,03%.
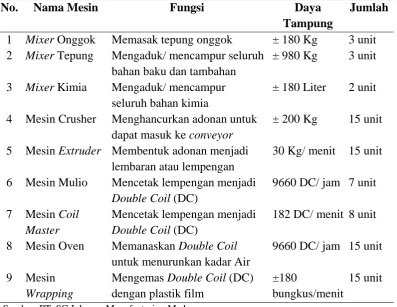
2.6.2 Mesin dan Peralatan
Mesin yang digunakan oleh PT. SC Johnson Manufacturing Medan untuk
Tabel 2.2. Data Spesifikasi Mesin Produksi
No. Nama Mesin Fungsi Daya
Tampung
Jumlah
1 Mixer Onggok Memasak tepung onggok ± 180 Kg 3 unit 2 Mixer Tepung Mengaduk/ mencampur seluruh
bahan baku dan tambahan
± 980 Kg 3 unit
3 Mixer Kimia Mengaduk/ mencampur seluruh bahan kimia
± 180 Liter 2 unit
4 Mesin Crusher Menghancurkan adonan untuk dapat masuk ke conveyor
± 200 Kg 15 unit
5 Mesin Extruder Membentuk adonan menjadi lembaran atau lempengan
30 Kg/ menit 15 unit
6 Mesin Mulio Mencetak lempengan menjadi
Double Coil (DC)
8 Mesin Oven Memanaskan Double Coil untuk menurunkan kadar Air
9660 DC/ jam 15 unit
9 Mesin
Wrapping
Mengemas Double Coil (DC) dengan plastik film
±180
bungkus/menit
15 unit
Peralatan merupakan alat yang digunakan untuk mendukung proses produksi
agar dapat berjalan dengan baik dan optimal. Peralatan yang digunakan oleh
perusahaan salah satunya adalah alat untuk material handling dari satu mesin ke mesin
yang lain. Material handling yang digunakan perusahaan adalah:
1. Conveyor
Conveyor yang digunakan adalah incline conveyor, diagonal conveyor, dan belt conveyor.
2. Trolley
Trolley digunakan pada bagian produksi untuk mengangkut adonan yang
merupakan hasil dari unit mixing ke crusher machine pada bagian stamping.
3. Hand Pallet
Hand pallet digunakan untuk memindahkan bahan baku dari gudang bahan baku
ke produksi dan untuk memindahkan bahan jadi dari bagian produksi ke gudang
bahan jadi
4. Forklift
Forklift digunakan untuk memindahkan bahan-bahan yang mempunyai volume
besar dan berat.
Untuk kelancaran proses produksi perusahaan menggunakan beberapa fasilitas
penunjang (utilitas), yaitu:
1. Sumber arus listrik
PT. SC Johnson Manufacturing Medan menggunakan arus listrik dari Perusahaan
Listrik Negara (PLN) dan generator pembangkit listrik tenaga diesel. Sumber
listrik PLN, penerangan area kerja dan kantor dengan kapasitas terpasang 240
KVA. Sedangkan arus listrik yang dibangkitkan oleh generator berfungsi untuk
cadangan jika listrik dari PLN mengalami gangguan atau pemutusan secara
tiba-tiba. Mesin generato yang dimiliki perusahaan berjumlah 2 unit dengan kapastitas
700 KVA dan 175 KVA.
2. Tungku Pemanas
Tungku pemanas digunakan untuk menghasilkan panas bagi oven di bagian
Drying. Boiler utama yang digunakan adalah Palm Shell Boiler 4500KW dengan
bahan baku cangkang sawit. Kebutuhan cangkang sawit sebanyak 25-30 ton/hari.
Untuk mengantisipasi kerusakan pada boiler cangkang sawit maka digunakan
Boiler Diesel dengan kapasitasnya 213,792 liter/jam. Panas yang dihasilkan pada