PERENCANAAN JADWAL INDUK PRODUKSI
DI PT. ROLIMEX KIMIA NUSA MAS
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian dari
Syarat-Syarat Memperoleh Gelar Sarjana Sains Terapan
OLEH
AHMAD AFANDI
035204018
PROGRAM STUDI TEKNIK DAN MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ABSTRAK
KATA PENGANTAR
Puji dan Syukur Penulis ucapkan kehadirat Tuhan Yang Maha Esa, atas berkah, rahmat dan karunia-Nya, penulis dapat menyelesaikan karya akhir ini.
Karya akhir ini merupakan syarat untuk memperoleh gelar Sarjana Sain Terapan yang harus dilaksanakan untuk memenuhi kurikulum pada Program Studi Teknik Manajemen Pabrik Diploma IV, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Karya akhir ini dilaksanakan di PT. Rolimex Kimia Nusa Mas Medan, yang merupakan perusahaan yang bergerak dibidang pengantongan pupuk CIRP (Chrismas Island Rock Phospate).
Dalam penyelesaian kerja akhir dan penulisan laporan ini saya banyak mendapatkan bantuan dan dorongan serta bimbingan yang sangat baik dari berbagai pihak, sehingga dalam kesempatan yang sangat berharga ini, saya mengucapkan banyak terima kasih yang sedalam-dalamnya, terutama kepada :
1. Ibu Ir. Rosnani Ginting, MT selaku Ketua Program Studi Teknik Manajemen Pabrik, Departemen Teknik Industri, Fakultas Teknik USU.
2. Bapak Ir.Nimpan S. Depari sebagai dosen pembimbing I, yang telah banyak membantu dan membimbing baik dari segi moril, waktu dan pikiran demi terselesaikannya karya akhir ini.
4. Seluruh Staf pengajar pada Jurusan Teknik Manajemen Pabrik FT-USU yang telah sangat berjasa menambah wawasan dan cara berfikir serta sumber inspirasi yang tak ternilai.
5. Pimpinan, staf dan karyawan PT.Rolimex Kimia Nusamas yang telah memberikan kesempatan dan dukungan kepada saya untuk melakukan karya Akhir
6. Untuk teman-temanku, stambuk 2003 yang telah banyak membantu penulis dalam melaksanakan karya akhir dan juga membuat laporan ini.
7. Untuk orang tua, kakak dan adik serta keluarga yang sangat saya cintai dan banggakan yang memberikan dukungan yang tidak ternilai.
Karena keterbatasan waktu, pengetahuan dan pengalaman saya, maka saya menyadari sepenuhnya bahwa karya akhir ini masih belum sempurna, baik dalam penyajiannya dan uraiannya. Oleh karena itu dengan kerendahan hati saya mengharapkan saran dan kritik konstruktif dari berbagai pihak demi kesempurnaannya.
Akhir kata, saya mengharapkan semoga karya akhir ini dapat bermanfaat dan menambah ilmu pengetahuan bagi pihak-pihak yang memerlukannya maupun yang menbacanya.
Medan, Nopember 2008
DAFTAR ISI
BAB Halaman
ABSTRAK... i
KATA PENGANTAR... ii
DAFTAR ISI... iv
DAFTAR GAMBAR... ix
DAFTAR TABEL... x I. PENDAHULUAN
1.1 Latar Belakang Masalah... I-1 1.2 Pokok Permasalahan ... I-2 1.3 Tujuan Penelitian ... I-2 1.4 Pembatasan Masalah ... I-3 1.5 Asumsi-Asumsi yang Digunakan... I-4 1.6 Sistematika Penulisan Karya akhir... I-4
II GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan... II-1 2.2 Ruang Lingkup Bidang Usaha ... II-1 2.3 Lokasi Perusahaan... II-2 2.4 Struktur Organisasi ... II-3
2.4.4 Sistem Pengupahan ... II-13 2.4.5 Fasilitas ... II-13 2.5 Proses Produksi ... II-14
2.5.1 Standar Mutu Produk ... II-14 2.5.2 Bahan Yang Digunakan ... II-15 2.5.3 Uraian Proses ... II-17 2.5.4 Mesin dan Peralatan ... II-21 2.5.5 Utilitas ... II-21 2.5.6 Safety & Fire Protection ... II-24
2.5.7 Pengolahan Limbah... II-26 2.6 Daerah Pemasaran ... II-26 2.7 Dampak Sosial Ekonomi Terhadap Lingkungan ... II-27
III LANDASAN TEORI
3.2.3 Teori Jadwal Induk Produksi ... III-25 3.2.4 Faktor Pertimbangan Penyusunan JIP ... III-26 3.2.5 Teknik Penyusunan JIP ... III-28
IV METODOLOGI PENELITIAN
4.1 Studi Pendahuluan... IV-2 4.2 Perumusan Masalah dan Tujuan Penelitian ... IV-2 4.2.1 Studi Lapangan... IV-3
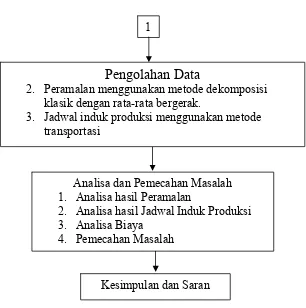
4.2.2 Studi Literaur / Pustaka... IV-3 4.3 Identifikasi Variabel ... IV-4 4.4 Instrumen Penelitian ... IV-4 4.5 Pengumpulan Data ... IV-4 4.6 Pengolahan Data ... IV-5
4.6.1 Pengolahan Peramalan ... IV-7 4.6.2 Pengolahan Jadwal Induk Produksi ... IV-7 4.6.3 Biaya Produksi ... IV-7 4.7 Analisa dan Pemecahan Masalah ... IV-7 4.8 Kesimpulan dan Saran... IV-8
V PENGUMPULAN dan PENGOLAHAN DATA
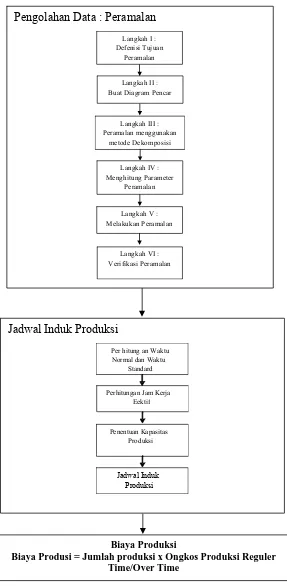
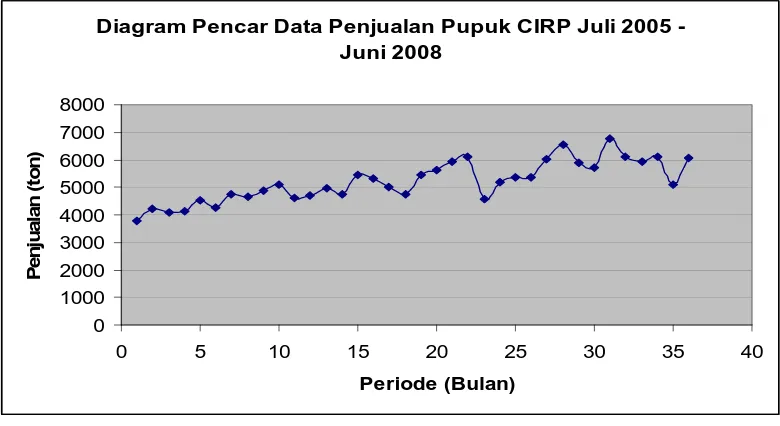
5.2.1 Peramalan Permintaan Produk ... V-4 5.2.1.1 Tujuan Peramalan ... V-4 5.2.1.2 Diagram Pencar ... V-4 5.2.1.3 Metode Peramalan Dekomposisi ... V-5 5.2.1.4 Menghitung Parameter Peramalan ... V-6 5.2.1.5 Melakukan Peramalan ... V-21 5.2.1.6 Verifikasi Peramalan ... V-22 5.2.2 Jadwal Induk Produksi ... V-24 5.2.2.1 Perhitungan Waktu Normal dan Standar... V-24 5.2.2.2 Perhitungan Jam Kerja Efektif ... V-26 5.2.2.3 Penentuan Kapasitas Produksi ... V-28 5.2.3 Biaya Produksi ... V-29
VI ANALISA dan PEMECAHAN MASALAH
6.1 Analisa ... VI-1 6.1.1 Analisa Hasil Peramalan ... VI-1
6.1.2.3 Analisa Perhitungan Jam Kerja Efektif ... VI-4 6.1.2.4 Analisa Penentuan Kapasitas Produksi ... VI-5 6.1.3 Analisa Biaya Produksi ... VI-7 6.2 Pemecahan Masalah ... VI-8
VII KESIMPULAN dan SARAN
7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-2
DAFTAR GAMBAR
GAMBAR Halaman
DAFTAR TABEL
TABEL Halaman
DAFTAR TABEL
LAMPIRAN Halaman
ABSTRAK
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Persaingan yang terjadi antar perusahaan dalam pasar menyebabkan pihak perusahaan berusaha untuk merebut konsumen melalui produk yang dihasilkannya. Dalam hal ini perusahaan harus mampu menetapkan strategi yang tepat agar perusahaan mampu bertahan dalam persaingan dengan keadaan ekonomi yang selalu berubah-ubah serta teknologi yang semakin meningkat.
PT. Rolimex Kimia Nusa Mas harus mampu memberikan pelayanan yang lebih kepada konsumen terhadap kondisi pelanggan-pelanggan yang menginginkan permintaan pupuknya terpenuhi dengan tepat waktu. Tingkat permintaan dari pelanggan atau konsumen terhadap produk pupuk selalu mengalami perubahan dan kebiasaan para konsumen yang melakukan pemesanan ketika persediaan pupuk mereka sudah sangat menipis, alasan ini yang memberikan dorongan bagi konsumen untuk meminta agar permintaan pupuknya segera dipenuhi. Jika permintaan konsumen tidak terpenuhi tepat pada waktunya maka akan dapat menimbulkan kekecewaan konsumen sehingga konsumen dapat berpindah ke perusahaan pesaing.
kekurangan produksi, sehingga tidak dapat memenuhi jumlah permintaan konsumen.
Dari beberapa penelitian tentang penentuan jadwal induk produksi yang dilakukan perusahaan, Perusahaan yang memproduksi secara masal tanpa memperhitungkan biaya-biaya yang terjadi dan tanpa melakukan penjadwalan, dinilai akibatnya bahwa kelebihan kapasitas produksi akan memperbesar ongkos simpan dan produksi sehingga dengan penjadwalan produksi ternyata dapat menekan biaya inventori dan tenaga kerja serendah mungkin.
1.2. Pokok Permasalahan
Penentuan jadwal induk produksi (JIP) dibutuhkan untuk mendukung keberhasilan perusahaan dalam melakukan kegiatan produksi untuk dapat memenuhi permintaan konsumen sesuai dengan waktu yang telah ditetapkan.
Untuk menyusun jadwal induk produksi (JIP), maka harus diketahui terlebih dahulu tingkat permintaan konsumen terhadap produk yang dihasilkan oleh perusahaan di masa yang akan datang. Dengan demikian harus dilakukan peramalan sehingga dapat diketahui tingkat permintaan konsumen akan produk tersebut. Data tersebut kemudian dapat digunakan sebagai masukan untuk menyusun jadwal induk produksi (JIP).
1.3. Tujuan Penelitian
Perencanaan agregat untuk menentukan jadwal induk produksi memiliki tujuan sebagai berikut:
Tujuan Umum
Perusahaan mampu memenuhi kepuasan pelanggan dengan cara merencanakan jadwal induk produksi agar dapat memenuhi permintaan pelanggan dengan tepat waktu dan mengoptimalkan biaya yang ada.
Tujuan Khusus:
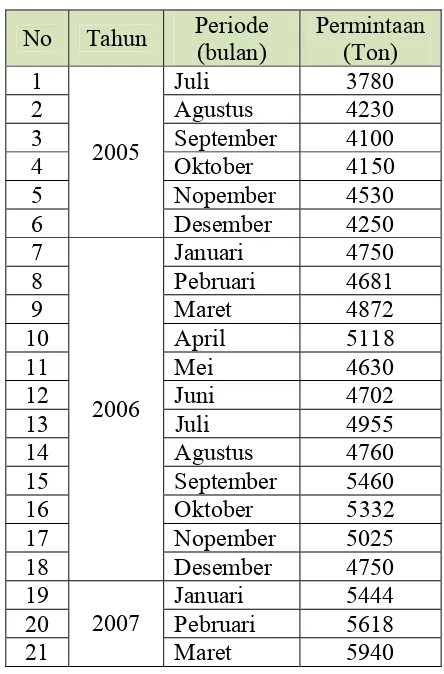
1. Perusahaan dapat memperkirakan/meramalkan kebutuhan permintaan pupuk 12 periode kedepan dari juli 2008 sampai Juni 2009.
2. Menjadwalkan perencanaan produksi per periode sebagai acuan dalam memproduksi pupuk untuk mendapatkan biaya optimal.
3. Sebagai bahan rekomendasi bagi perusahaan.
1.4. Pembatasan Masalah
Untuk lebih mengarahkan penelitian agar sesuai dengan tujuan dan mengenai sasaran, maka perlu dilakukan pembatasan ruang lingkup permasalahaan.
Pembatasan masalah dalam penelitian ini adalah :
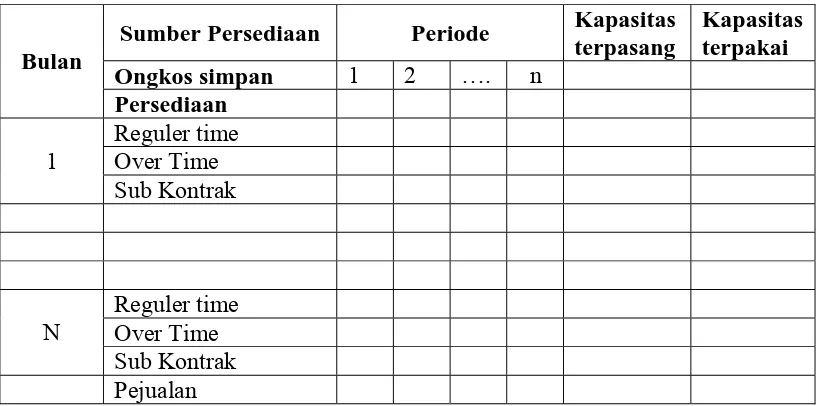
2. Jadwal induk produksi (JIP) ditentukan dengan menggunakan metode transportasi.
3. Jadwal induk produksi (JIP) ditentukan berdasarkan hasil peramalan terhadap tingkat permintaan produk pada masa lalu dengan menggunakan metode dekomposisi klasik dengan rata-rata bergerak.
4. Penentuan jadwal induk produksi (JIP) yang ditentukan hanya sampai kapasitas produksi perusahaan, tidak mempertimbangkan persediaan bahan baku.
5. Penelitian yang dilakukan hanya sampai pada penentuan jadwal induk produksi(JIP).
1.5. Asumsi-Asumsi yang Digunakan
Dalam pembahasan permasalahan ini digunakan beberapa asumsi, yaitu: 1. Seluruh data yang diperoleh dari perusahaan adalah dianggap benar.
2. Jumlah pesanan dari pelanggan dalam batas-batas kemampuan produksi perusahaan.
3. Seluruh peralatan dan mesin produksi dalam keadaan normal untuk melakukan proses produksi.
1.6. Sistematika Penulisan Karya Akhir
BAB I. PENDAHULUAN
Merupakan pendahuluan yang terdiri dari latar belakang permasalahan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, ruang lingkup dan asumsi yang digunakan.
BAB II. GAMBARAN UMUM PERUSAHAAN
Menguraikan tentang gambaran umum perusahaan, jenis produk dan spesifikasinya, bahan baku, proses produksi, mesin dan peralatan, serta organisasi dan manajemen.
BAB III. LANDASAN TEORI
Bab ini menguraikan teori-teori yang dipakai sebagai landasan dalam pembahasan dan pemecahan masalah.
BAB IV. METODOLOGI PENELITIAN
Merupakan kerangka dalam pemecahan masalah, penjelasan secara garis besar bagaimana langkah pemecahan masalah dengan menggunakan metode yang digunakan.
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
Berisi pengumpulan dan pengolahan data yang berhasil didapat selama penelitian sesuai dengan data yang dibutuhkan.
BAB IV. ANALISA dan PEMECAHAN MASALAH
BAB VII. KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Rolimex Kimia Nusa Mas yang berada di Sumatera Utara adalah suatu perusahaan yang bergerak dibidang usaha pengolahan pupuk Phosphate alam, Perusahaan ini didirikan karena semakin meningkatnya kebutuhan akan pupuk terhadap perkebunan swasta maupun BUMN serta tanaman-tanaman keras lainnya.
PT. Rolimex Corporation didirikan pada tanggal 9 Maret 1994 sesuai dengan surat keputusan menteri perindustrian nomor: 032/DJIK/IZ/IV/94 tentang izin tetap usaha industri menteri perindustrian, Kemudian pada tanggal 31 Juli 2000 PT. Rolimex Corporation bergabung dengan PT. Citratama Dian Mas, dan PT. Sinarindo Kimia Nusa, yang kemudian berubah nama menjadi PT. Rolimex Kimia Nusa Mas yang di pimpimpin oleh Tuan Andreas Irawan Oey sebagai direktur utama yang berkedudukan di kantor pusat Jakarta.
2.2. Ruang Lingkup Bidang Usaha
2.3. Lokasi Perusahaan
Pabrik pengolahan pupuk CIRP PT. Rolimex Kimia Nusa Mas terletak di jalan Pertahanan No: 11, Km 1,5 Desa Patumbak, Kecamatan Patumbak, kabupaten Deli Serdang, Provinsi Sumatera Utara dan dibangun diatas areal tanah seluas 26.287 m2.
Dalam areal ini terdapat bangunan seperti : 1. Lahan Tertutup
a. Bangunan Pabrik : 7.697 m2
b. Kantor : 432 m2
c. Gudang : 8.280 m2
d. Pelataran tempat penyimpanan bahan baku/produksi : 4.144 m2 e. Jalan / saluran, pagar : 1.488 m2 f. Tempat parkir : 125 m2
2. Lahan Terbuka : 2.913 m2
3. Lahan Cadangan : 1.208 m2
Areal pabrik PT. Rolimex Kimia Nusa Mas ini mempunyai batas-batas sebagai berikut :
- Sebelah timur : Ladang milik penduduk setempat - Sebelah barat : Jalan Lintas Medan Patumbak. - Sebelah utara : Pemukiman penduduk
2.4. Struktur Organisasi Perusahaan
Struktur organisasi dan manajemen perusahaan merupakan landasan beroperasinya perusahaan untuk mencapai tujuan yang telah ditetapkan. Tanpa adanya struktur organisasi dan manajemen, maka semua aktivitas, baik proses produksi maupun administrasi tidak akan berjalan dengan lancar. Struktur organisasi merupakan sistem yang mengatur masalah penetapan dan pembagian pekerjaan yang harus dilakukan sesuai dengan tugas dan tanggung jawab yang dibebankan serta menetapkan hubungan antara unsur-unsur organisasi sehingga diperoleh suatu bentuk kerja sama yang efektif untuk mencapai tujuan yang diharapkan oleh perusahaan.
Kata organizing berasal dari kata organisum/ organ, yang artinya adalah suatu struktur dengan bagian-bagian yang diintegrasikan sedemikian rupa sehingga satu sama lainnya saling berhubungan dan saling mempengaruhi dengan adanya hubungan secara keseluruhan. Organisasi biasa diartikan sebagai adanya sekelompok orang yang mengadakan kerja sama untuk mencapai tujuan tertentu.
Struktur ditentukan atau dipengaruhi oleh badan usaha, jenis usaha, besarnya usaha, dan sistem produksi perusahaan tersebut. Ada beberapa struktur organisasi yang umum yaitu:
1. Organasi garis (Line Organization)
Organisasi garis adalah suatu bentuk struktur organisasi dimana kekuasaan dan tanggung jawab diturunkan secara garis dari tingkat pimpinan atas kepada tingkat bawahannya. Dalam bentuk organisasi seperti ini, tidak seorang bawahan pun yang mempunyai atasan lebih dari satu orang, jadi kesimpang siuran perintah yang diterima oleh bawahan sangat kecil kemungkinannya untuk terjadi.
Pada struktur organisasi garis, prinsip unity of commond atau kesatuan dalam komando akan terpelihara dengan baik. Atasan hanya memerintah bawahan tertentu dan bawahan akan memberikan laporan kepada atasan yang memberinya perintah.
Kebaikan dari struktur organisasi ini adalah:
- organisasi ini sederhana sehingga sesuai dipakai untuk perusahaan kecil. - Adanya Unity Of Commond (kesatuan komando)
- Setiap pengambilan keputusan dapat dilaksanakan dengan cepat sebab jumlah orang yang diajak berkonsultasi masih sedikit.
Kekurangan dari struktur organisasi ini adalah:
- Seluruh organisasi terlalu tergantung pada satu orang, sehingga kalau orang itu tidak mampu, seluruh organisasi akan terancam hancur.
2. Organisasi fungsional
Dalam struktur organisasi fungsional, setiap petugas memiliki fungsi yang telah ditentukan oleh pemimpin perusahaan. Jadi tugas dan tanggung jawab dalam organisasi ini dibagi menurut fungsi masing-masing. Pimpinan tiap bidang berhak memerintah kepada semua pelaksanaan yang menyangkut bidang kerjanya. Petugas-petugas yang setingkat mempunyai wewenang dan tangung jawab yang sama.
Kebaikan dari struktur organisasi ini adalah:
- Terdapat spesialisasi pekerjaan, sehingga menjamin keahlian setiap pejabat pada bagian masing-masing.
- Daya kreasi para bawahan dapat lebih tidak terlalu mutlak, seperti halnya pada organisasi garis.
- Adanya peraturan-peraturan kerja yang lebih baik. Kekurangan dari struktur organisasi ini adalah:
- Koordinasi sulit diterapkan karena bawahan memiliki beberapa atasan.
- Proses pengambilan keputusan sering kali terlambat karena ditentukan oleh top manajemen.
- Dituntut adanya karyawan yang benar-benar trampil dan menguasai bidangnya, yang kadang-kadang sulit untuk diperoleh.
3. Organisasi Garis dan Staf
disebabkan karena penggabungan dari kebaikan organisasi garis dan fungsional, yakni terdapat Prinsip Unity Of Commond dan spesialisasi bidang pekerjaan.
Pimpinan tertinggi PT. Rolimex Kimia Nusa Mas cabang Medan adalah Manager Cabang. Struktur Organisasi perusahaan PT. Rolimex Kimia Nusa Mas berbentuk struktur organisasi garis dan fungsional dimana pembagian tugas dilakukan dalam bidang atau area pekerjaan yang ada dan sesuai fungsinya. Untuk lebih jelasnya dapat dilihat pada lampiran 1 struktur organisasi.
Perhatikan lampiran 1 tersebut, organisasi garis dan fungsional disini berarti setiap bawahan/ karyawan harus berhubungan pada beberapa atasan. Bawahan tersebut hanya menerima tugas, tanggung jawab, wewenang serta haknya dari atasannya dan sesuai fungsinya.
2.4.1. Uraian Tugas dan Tanggung Jawab
Wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan struktur organisasi perusahaan, yakitu sebagai berikut:
1. Manager Cabang
Bertanggung jawab kepada PT. Rolimex Kimia Nusa Mas cabang Medan.
Tugas :
a. Menangani, memimpin dan menentukan kebijakan operasional sehari-hari di dalam perusahaan.
Wewenang :
a. Mengambil keputusan dan tindakan yang tepat demi kepentingan dan kelangsungan jalannya perusahaan.
b. Mengembangkan mutu dan konsep perbaikan secara kontinu dan pengembangan mutu pekerja.
2. Kepala Produksi
Bertanggung jawab kepada Manager Cabang. Tugas :
a. Mengawasi pengoperasian dan administrasi seluruh fasilitas pemerosesan pupuk CIRP dan mempertahankan standard mutu produk.
b. Bertanggung jawab atas kelancaran proses produksi mulai dari bahan baku dan hingga ke pengemasan produk.
Wewenang :
a. Ikut serta mengatur perencanaan produksi.
b. Turut dalam pemeriksaan intern mutu dan penilaian manajemen atas mutu.
3. Kepala Maintanance
Bertanggung jawab kepada Manager Cabang. Tugas :
a. Bertanggung jawab atas, pemeliharaan dan perbaikan fasilitas pabrik. b. Mengawasi persediaan suku cadang mesin dan peralatan.
Wewenang :
Mengatur rencana perbaikan kerusakan mesin dan peralatan produksi. 4. Kepala keamanan
Bertanggung jawab kepada Manager Cabang Tugas :
Bertanggung jawab atas seluruh keamanan baik dalam perusahaan yakni kantor dan luar perusahaan.
Wewenang :
a. Memeriksa setiap orang yang ingin berurusan dengan pihak perusaahaan.
b. Menerima dan menyampaikan pesan, surat ataupun berita yang diterima. c. Mengatur antrian setiap truk pengangkut pupuk CIRP yang akan masuk
ke areal perusahaan. 5. Kepala Administrasi
Bertanggung jawab kepada Manager Cabang. Tugas :
a. Bertanggung jawab atas segala kebutuhan yang diperlukan dalam usaha persiapan proses produksi.
b. Mendelegasikan tugas kepada staf administrasi dan divisi lainnya. Wewenang :
a. Mengatur proses administrasi dalam proses pengiriman pupuk CIRP. 6. Bagian umum dan Personalia.
Tugas :
a. Menangani masalah-masalah yang berhubungan dengan perburuhan.
b. Mengkoordinir kegiatan surat menyurat baik keluar maupun ke dalam perusahaan.
Wewenang :
a. Mengatur tata cara penerimaan, perekrutan dan latihan pendidikan karyawan.
b. Penghubung dengan pihak luar perusahaan terutama mayarakat sekitar. c. Mengadakan hubungan keluar dengan perusahaan lain dan instansi yang
menangani masalah tanaga kerja. 7. Kordinator Marketing
Bertanggung jawab kepada Manager Cabang. Tugas :
a. Mengawasi keamanan barang-barang dan kapal serta mengurus dokumen-dokumen yang di perlukan.
b. Mengawasi transportasi pelabuhan dan gudang
c. Mencatat draft kapal dan penyusutan pupuk pada saat pembongkaran Wewenang:
Mengevaluasi kinerja staf marketing pada setiap bulannya. 8. Kepala Gudang
Tugas :
Mengawasi keamanan bahan baku dan bahan jadi yang ada di gudang. Mencatat draft bahan baku yang masuk dari belawan. Mencatat draft produk yang di pesan konsumen.
Wewenang:
a. Mengatur tata cara penerimaan bahan baku maupun bahan jadi. b. Mengawasi karyawan borongan dan karyawan bagian lapangan. 9. Bagian Timbangan
Bertanggung jawab kepada Manager Cabang. Tugas :
a. Mencatat jumlah pupuk CIRP yang di pesan oleh konsumen. b. Membuat draft untuk bagian gudang
Wewenang :
Mengatur tata cara ataupun urutan proses penimbangan pesanan konsumen.
2.4.2. Jumlah Tenaga Kerja
Kegiatan utama perekrutan tenaga kerja adalah penyusunan program penerimaan tenaga kerja, seleksi dan penempatan. Dengan adanya program rekrutmen ini diharapkan dapat memperoleh tenaga kerja yang dibutuhkan, baik dari segi kualitas maupun kuantitas.
atau tidak. Hal ini perlu diperhitungkan mengingat prinsip efektifitas dan efisiensi yang diterapkan perusahaan. Umumnya tenaga kerja pada PT. Rolimex Kimia Nusa Mas adalah tenaga kerja lokal.
[image:31.595.215.410.324.437.2]Posisi kerja lokal adalah tenaga kerja Indonesia yang ditempatkan sesuai dengan kebutuhan dan skill masing-masing tenaga kerja, seperti Mandor, Analis, Assistant, Karyawan (baik lapangan maupun kantor) serta karyawan borongan lainnya.
Tabel 2.1. Rincian Jumlah Tenaga Kerja
Jabatan Jumlah Pekerja Manager Cabang
Staf Ahli Pekerja Buruh
1 12 39 40
Jumlah tenaga kerja pada PT. Rolimex Kimia Nusa Mas sampai saat ini berjumlah 92 orang dengan rincian Manager Cabang 1 orang, buruh/ karyawan 39 orang yang terdiri dari pegawai administrasi, gudang, produksi dan satpam, Staf berjumlah 12 orang, serta pekerja borongan 40 orang yang terdiri dari pengisi pupuk 20 orang dan muat barang 20 oarang.
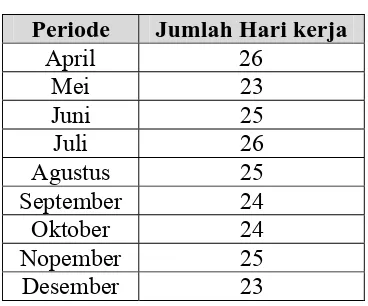
2.4.3. Jam Kerja
Ketentuan jam kerja di PT. Rolimex Kimia Nusa Mas, diatur menurut aturan Shift. Jumlah jam kerja adalah 42 jam 1 minggu, dimana hari kerja dalam 1 minggu adalah 6 hari kecuali hari libur dan hari besar.
1. Shift, ini berlaku untuk karayawan bagian umum dan administrasi. Dimana jam kerja :
Senin-Jumat, Pukul 08.00 – 16.00 (istirahat pukul 12.00 – 13.00). Sabtu Pukul 07.30 – 15.30.
2. Shift dan jam kerja lembur, ini berlaku untuk bagian produksi, Ini dibagi dalam Shift, 1 yakni :
- Shift I : Pukul 08.00 – 16.00 - Jam Kerja Lembur : Pukul 17.00 – 21.00.
Shift I dihitung tiap 7 jam kerja normal, 1 jam istirahat. Shift II dilaksanakan apabila ada jadwal produksi yang mengharuskan untuk jam kerja lembur. Untuk istirahat diatur secara bergiliran oleh mandor dari masing-masing shift. Apabila keadaan mendesak dan memerlukan jam kerja yang melebihi jam kerja normal maka perusahaan mengadakan waktu kerja lembur. Ini dilakukan bila terjadi order yang belum dipenuhi dan belum memenuhi target produksi. Untuk itu perusahaan akan memberikan upah lembur kepada karyawan yang bekerja lembur.
2.4.4. Sistem Pengupahan
PT. Rolimex Kimia Nusa Mas memberikan kompensasi dan jaminan sosial kepada semua pekerja berdasarkan status karyawan dalam perusahaan yaitu :
b. Pekerja borongan, merupakan tenaga kerja yang dipekerjakan dan dibayar secara harian tanpa melalui prosedur pengangkatan sebagai karyawan tetap. Upah diberikan sesuai dengan hasil kerjanya dan dibayar perhari.
2.4.5. Fasilitas
Fasilitas yang diberikan perusahaan PT. Rolimex Kimia Nusa Mas Adalah :
a. Imbalan resmi (gaji) dan kompensasi tambahan yang diperoleh setiap karyawan.
b. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja melebihi jam kerja perusahaan yang telah ditentukan.
c. Insentif produksi, yaitu bonus kepada karyawan bila memenuhi target produksi yang ditetapkan perusahaan.
d. Tunjangan jabatan, merupakan pelengkap gaji pokok mengingat adanya pekerjaan yang memegang tanggung jawab serta tuntutan khusus. Tunjangan ini biasanya diberikan untuk jabatan tingkat Manajer dan kepala bagian.
e. Tunjangan hari raya.
Selain fasilitas diatas, perusahaan juga melakukan usaha-usaha untuk meningkatkan kesejahteraan karyawannya seperti :
1. Diikutsertakan dalam keanggotaan Astek. 2. Jaminan hari tua atau uang pensiun.
3. Jaminan kecelakaan kerja, Jaminan ini dilakukan dengan cara pemberian sumbangan yang diberikan oleh perusahaan.
2.5. Proses Produksi
2.5.1. Standar Mutu Produk
PT. Rolimex Kimia Nusa Mas mempunyai standarisasi dalam menghasilkan produk. Pengawasan mutu dilakukan terhadap proses produksi yang ditujukan untuk menjaga kosistensi dari mutu produk. Produk bermutu dan pelayanan merupakan usaha perusahaan dalam menjual produknya pada konsumen. Keberhasilan perusahaan sangat bergantung dari seberapa jauh perusahaan dapat mengetahui, mengerti dan memahami permintaan pelanggan tersebut. Dalam hal mutu pupuk yang baik telah ditetapkan ketentuan-ketentuan standar bagi spesifikasi pupuk yaitu:
Kandungan hara P2O5 : 32 % Berat bersih : 50 kg
Bentuk / warna : Padat Tepung / coklat muda.
Aturan Pakai : Di tabur kesekeliling lingkaran sesuai dengan dosis yang ditentukan.
Produksi : sesuai tanggal Jaminan Mutu : 0040707 A
Masa edar : 2 tahun
No. SNI : 02/3776/9195
2.5.2. Bahan Yang Digunakan
a. Bahan baku.
Bahan baku yang digunakan ada dua jenis yaitu : CIRP yang langsung diimpor dari Australia dan CIRPyang langsung di impor dari Mesir. Perbedaan kualitas antara dua bahan baku ini tidak terlalu signifikan hanya terletak pada warna. CIRP Australia memiliki warna coklat muda sedangkan CIRP Mesir memiliki warna coklat lebih tua.
b. Bahan tambahan.
1. Karung Luar (Outer bag).
- Bahan Baku : Poly Propylena
- Density : 10 x 10 tape/inchi
- Panjang : 99 cm (Min)
- Lebar : 59 cm (Min)
- Lebar Lipatan Bawah : 2,5 mm (min) - Jarak Jahitan dari Bawah : 1 cm
- Panjang ekor Benang : 2,5 s/d 4 cm - Jarak Rajutan : 3 s/d stitch/inchi 2. Karung Dalam (Inner Bag)
- Lebar : 62 cm
- Lebar Seal : 2 mm
- Jarak Seal dari tepi Bawah : 1 cm 3. Benang
- Bahan : PP Multi Filamet
- Type : Zucros
- Dinier : 1250
- Number of Filament : 148
- Twist : 101
2.5.3. Uraian Proses
PT. Rolimex Kimia Nusa Mas bergerak dalam bidang pengantongan pupuk butiran. Pengolahan yang dilakukan di PT. Rolimex Kimia Nusa Mas hanya untuk jenis pupuk CIRP (Chrismas Island Rock Phospate).
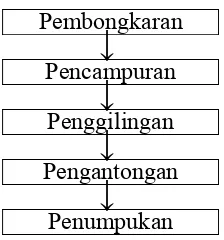
Dilihat dari sistem kerja (pengoperasian), proses produksinya dapat dikelompokkan menjadi empat kelompok, yaitu:
1. Pembongkaran pupuk butiran (Unloading)
Di sini dilakukan proses pembongkaran pupuk butiran, dimana pupuk butiran CIRP berasal dari pusat produksi Australia dan Mesir yang dibongkar dari kapal yang bersandar di pelabuhan Belawan.
1. Grade
2. Electromotor.
Pupuk butiran yang berada di palka kapal yang diangkat secara bergantian dengan mengggunakan grade yang kemudian langsung diarahkan pada bak truk dengan bantuan electromotor sebagai alat pengankut pupuk butiran menuju pabrik.
Pupuk yang telah di muat ke dalam truk diangkat kegudang penumpukan, sebelum dilakukan penumpukan ke gudang, truk dan muatannya di timbang dengan menggunakan timbangan digital dengan control display yang telah diatur oleh program komputer. Demikian seterusnya sehingga selesainya pembongkaran dilaksanakan. Banyak kesulitan yang timbul pada saat pembongkaran pupuk butiran dengan truk, yaitu areal penumpukan diperlukan luas, karena pupuk tidak dapat di tumpuk tinggi, untuk menghindari kotoran dan penghematan tempat maka pupuk curah di dorong dengan menggunakan wheel loader.
Pembongkaran pupuk dengan truk, untuk kapal yang berkapasitas 12.000 ton, dapat dibongkar kurang lebih selama 5-6 hari.
2. Pencampuran Pupuk
Bahan baku untuk pupuk jenis CIRP yang di keluarkan PT, Rolimex Kimia Nusa Mas ada dua jenis pupuk yaitu: CIRP Australia dan CIRP Mesir.
loader kemudian pupuk tersebut di bawa screw menuju bucked elevator ke bin pencampuran 1 selang tiga menit pupuk jenis CIRP mesir dimasukan kedalam hopper menggunakan wheel loader kemudian pupuk tersebut dibawa screw menuju bucket elevator ke bin pencampugran 2. secara bergantian tombol bin pencampuran dibuka, sehingga pupuk masuk ke mesin mixer. Setelah selesai pupuk akan jatuh ke bin over , kemudian pupuk dibawa ke bin penampungan atas menggunakan screw untuk diproses lebih lanjut ke mesin hammer mill.
3. Proses Penggilingan
Proses penggilingan butiran pupuk CIRP dilakukan dengan menggunakan mesin hammer mill.
Pupuk butiran yang telah dicampur secara perlahan akan turun menuju hopper HM1 melalui pipa yang berdiameter 20 cm yang berada pada bin penampungan atas pada mesin mixer. Setelah hopper HM1 penuh, pupuk butiran pada hoper akan diangkat menggunakan bucked elevator menuju mesin HM1 untuk dilakukan penggilingan pada mesin hammer mill. Dalam waktu beberapa menit butiran pupuk akan tergiling halus sehingga dapat melewati saringan (screen) dengan ukuran 60 mesh. Kemudian pupuk dibawah oleh screw ke bin penampungan 1 untuk dilakukan proses pengantongan. Setelah hoper HM1 penuh pipa tersebut akan diarahkan ke hopper HM2 yang proses produksinya sama dengan HM1.
4. Pengantongan Pupuk
- Timbangan (Weigth scale) - Karung
- Mesin Jahit - Benang
Pengantongan pupuk dilakukan setelah proses penghalusan. Pupuk yang berada pada bin penampungan HM1 dan HM2 yang berbentuk kerucut, pada bagian bawah bin terdapat lubang yang berdiameter 20 cm yang dilengkapi dengan katup dan tuas yang berfungsi sebagai pengaturan buka tutup yang dilakukan secara manual, sehingga pupuk akan turun secara perlahan dengan mengatur bukaan tuas secara manual oleh operator.
Alat penampung ini disebut Weigth scale, karena alat ini dilengkapi dengan timbangan. Pupuk akan ditampung dengan karung yang telah di siapkan diatasnya, pada saat bersamaan penimbangan pupuk dalam karung dilakukan untuk menentukan berat isi karung yang diinginkan.
Pupuk yang telah dikantongi di bawa ke mesin jahit untuk dijahit, dan kemudian dibawah secara manual untuk penumpukan keatas palet. Penyusunan pupuk diatas palet dilakukan dengan cara manual dan tiap-tiap palet disusun 30 karung. Kecepatan pengantongan sekitar 10-12 karung per menit.
5. Penumpukan
(pemborong) yang ditunjuk pihak PT. Rolimex Kimia Nusa Mas, yang melaksanakan pekerjaan penumpukan pada saat ini.
Pembongkaran
↓
Pencampuran
↓
Penggilingan
↓
Pengantongan
↓
[image:40.595.274.386.164.284.2]Penumpukan
Gambar 2.1. Uraian proses produksi pengantongan pupuk
2.5.4. Mesin dan Peralatan
2.5.4.1. Mesin Produksi dan Peralatan
Berdasarkan proses produksi pupuk CIRP pada PT. Rolimex Kimia Nusa Mas, mesin dan peralatanyang dipergunakan terlampir.
2.5.5. Utilitas
Untuk mendukung proses produksi, dibutuhkan unit-unit pendukung. Adapun unit-unit pendukung tersebut sebagai berikut :
1. Sumber Listrik.
PT. Rolimex Kimia Nusa Mas bersumber dari Perusahaan Listirk Negara (PLN) dan generator. Sumber Listrik dari PLN digunakan dalam kegiatan proses produksi, seperti menjalankan mesin mixer, menyediakan arus listrik pada mesin-mesin produksi dan fasilitas produksi lainnya.
a. Area kerja. b. Kantor-kantor.
c. Perumahan staff karyawan yang terletak dekat lokasi pabrik. 2. Air.
Air tidak digunakan dalam proses pengolahan pupuk di lantai produksi . Sehingga pendirian pabrik juga tidak dipengaruhi sumber dan potensi air di areal pabrik.
Adapun penggunaan air pada pabrik adalah untuk :
a. Sebagai bahan tambahan dan pencuci peralatan di Bengkel. b. Sebagai bahan pendingin, pencuci dan perawatan instalansi
peralatan dan mesin-mesin setiap melakukan maintenance.
Selain untuk keperluan pabrik, air juga digunakan untuk kebutuhan karyawan perusahaan terutama pada kamar mandi. Sumber air di PT. Rolimex Kimia Nusa Mas bersumber sumur bor dan PDAM.
3. Bengkel
Peralatan bengkel dalam kelancaran proses produksi sangat penting menyangkut tingkat produktifitas produksi maupun karyawan serta meminimumkan biaya- biaya yang seharusnya dapat diperkecil dalam upaya melakukan pemeliharaan mesin dan peralatan. Adapun peralatan yang tersedia adalah:
d. Ragum e. Elektroda f. Jangka sorong g. Meteran h. Martil
i. Kunci pas dan ring
j. Peralatan kunci pendukung lainnya.
Bengkel yang disediakan oleh perusahaan dalam rangka pemeliharaan, perawatan dan perbaikan alat-alat transportasi yang sangat dibutuhkan dalam kelancaran proses produksi. Adapun alat-alat transportasi yang banyak digunakan adalah :
- Dump Truck. - Forklift. - Wheel Loader.
Agar proses produksi berjalan lancar maka perlu adanya pemeliharaan dan perbaikan terhadap kerusakan-kerusakan yang terjadi pada mesin, peralatan dan fasilitas produksi atau kantor. Untuk itu maka perusahaan dilengkapi bengkel dengan tujuan perawatan prepentip terhadap peralatan dan fasilitas produksi.
4. Laboaratorium
adanya Laboratorium, maka dapat diadakan analisa yang teliti terhadap hal-hal yang berhubungan dengan mutu produk.
Hasil laboraturium di informasikan ke bagian produksi sehingga dapat diketahui apakah mutu produk yang dihasilkan makin buruk atau makin baik. Dengan adanya informasi yang diterima maka bagian produksi dapat mengambil tindakan-tindakan yang diperlukan agar mutu produk tetap baik sehingga kerugian-kerugian yang terjadi dapat dihindarkan.
5. Limbah
PT. Rolimex Kimia Nusa Mas memiliki limbah dari hasil proses produksi, yaitu debu yang berbentuk butiran padat.
2.5.6. Safety & Fire Protection
PT. Rolimex Kimia Nusa Mas merupakan perusahaan yang sangat memperhatikan keselamatan dan kesehatan kerja. Keselamatan kerja merupakan sarana utama untuk mencegah kecelakaan, cacat dan kematian yang diakibatkan oleh kecelakaan kerja. Kecelakaan kerja dapat mengakibatkan hambatan-hambatan yang sekaligus juga merupakan kerugian secara tidak langsung seperti kerusakan mesin dan peralatan kerja, terhentinya proses produksi beberapa saat dan hal ini dapat menyebabkan tingginya biaya produksi.
benar-benar diperhatikan untuk mencegah dan menguragi tingkat kecelakaan kerja.
Namun sekalipun pabrik sudah beroperasi, perecanaan tetap penting untuk mencapai standard keselamatan kerja yang tinggi. Terdapat beberapa prinsip dalam perencanaan keselamatan dan efisiensi produksi yaitu :
1. Ciptakan keadaan yang aman untuk berjalan di lantai produksi, tangga-tangga, tempat dan daerah kerja, lorong-lorong dan sebagainya.
2. Sediakan lantai yang cukup bagi mesin dan peralatan.
3. Upayakan pencapaian seaman mungkin ke setiap tempat yang menjadi tujuan tenaga kerja.
4. Fasilitas transportasi yang harus di sertai perlengkapan keselamatan. 5. Mengisolasi daerah-daerah yang berbahaya.
6. Tersedianya alat-alat pemadam kebakaran yang memadai pada berbagai tempat yang rawan kebakaran.
Cara untuk mencegah terjadinya kecelakaan kerja adalah dengan menggunakan peralatan pelindung diri pada jenis pekerjaan di lapangan. Alat-alat pelindung diri meliputi :
- Kaca mata biasa dan kaca mata khusus bagi pekerja yang ada di Engineering Department, Khususnya bagian pengelasan.
- Sepatu pengaman berupa sepatu bot untuk melindungi pekerja dari kecelakaan yang disebabkan oleh benda berat, paku atau benda tajam, lantai kerja yang licin dan sebagainya.
- Sarung tangan khusus untuk melindungi tangan si pekerja dari tusukan, sayatan, terkena benda panas, bahan kimia, aliran listrik dan sebagainya. Ini banyak digunakan di bagian Pengelasan.
- Pelindung pernafasan berupa masker khusus untuk melindungi pekerja dari terhirupnya zat-zat kimia di bagian produksi.
Khusus untuk Fire Protection, perusahaan menyediakan alat pemadam pada tempat-tempat yang rawan kebakaran. Untuk pengamanan arus listrik maka saklar-saklar harus ditempatkan pada posisi yang mudah dijangkau dan tertutup, sekring harus pada panel tertutup, kabel listrik harus dipasang yang bagus agar tidak terjadi korslet antar kabel dan putuskan listrik bila terjadi hal-hal yang membahayakan keselamatan pekerja.
2.5.7. Pengolahan Limbah (Waste Treatment)
Limbah padat yang dihasilkan oleh PT. Rolimex Kimia Nusa Mas adalah debu yang memiliki partikel-partikel yang sangat kecil sehingga beterbangan menganggu sistem pencahayaan dan pernapasan diruangan produksi terhadap karyawan yang bekerja pada stasiun tersebut.
2.6. Daerah Pemasaran
Jenis pupuk yang dihasilkan merupakan jenis produk untuk tujuan ekspor, dimana PT. Rolimex Kimia Nusa Mas adalah tempat untuk proses pengolahan pupuk CIRP (Crismes Island Rock Phosphate) dan negara tujuan ekspor yang utama adalah Malaysia. Sedangkan daerah pemasaran di dalam Negara Indonesia sendiri adalah daerah Medan tepatnya seperti perkebunan London sumatera, perkebunan Torganda dan perkebunan-perkebunan sawit milik pribadi yang berukuran sangat luas seperti di daerah Rantau Perapat, perkebunan di daerah Pekan Baru, perkebunan di daerah Palembang, perkebunan di daerah Kalimantan.
2.7. Dampak Sosial Ekonomi Terhadap Lingkungan
Pertumbuhan industri pada suatu daerah tentunya akan memberikan berbagai dampak pada lingkungan sekitarnya, demikian juga halnya dengan perusahaan ini. Dengan adanya perusahaan akan mengurangi tingkat pengangguran karena perusahaan ini menyerap tenaga kerja sekitar perusahaan. Tenaga kerja yang terdapat di PT. Rolimex Kimia Nusa Mas untuk level menengah ke bawah banyak diisi oleh penduduk setempat. Sedangkan level menengah ke atas yang lebih membutuhkan keahlian dan keterampilan sebahagian besar didominasi oleh pihak asing yaitu Jepang.
BAB III
LANDASAN TEORI
3.1. Teori Peramalan (Forecasting)
Keputusan yang sangat penting dalam perusahaan adalah menentukan tingkat produksi dari produk yang perlu direncanakan untuk masa yang akan datang. Penentuan tingkat produksi dipengaruhi oleh jumlah penjualan pasar sehingga diperlukan suatu metode yang tepat dan sistematis dalam pengambilan keputusan, yaitu metode peramalan.
Peramalan adalah proses untuk memperkirakan beberapa kebutuhan dimasa datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu, dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang dan jasa. Peramalan merupakan tahap awal dari perencanaan dan pengendalian produksi. Peramalan dibuat untuk meredam ketidakpastian, sehingga diperoleh suatu perkiraan yang mendekati keadaan sebenarnya. Setiap kebijakan ekonomi maupun kebijakan perusahaan tidak akan terlepas dari usaha untuk meningkatkan keberhasilan perusahaan untuk mencapai tujuannya pada masa yang akan datang, Melihat pentingnya peramalan sebagai alat analisa di bidang produksi, maka teknik peramalan mengalami perkembangan yang sangat pesat seiring perkembangan dunia industri1.
Banyak metode peramalan yang dikembangkan dan asing-masing memiliki metode yang mempunyai tingkat ketelitelitian dan penggunaan yang berbeda-beda.
3.1.1. Kegunaan dan Peran Peramalan
Peramalan diperlukan karena adanya perbedaan waktu antara kesadaran akan dibutuhkannya suatu kebijakan baru dengan waktu pelaksanaan kebijakan.
Kegunaan dari peramalan terlihat pada saat pengambilan keputusan. Apabila kurang tepat ramalan yang kita susun, maka makin kurang baiklah keputusan yang kita ambil. Dari uraian di atas bisa diambil gambaran bahwa peranan peramalan sangat penting, baik dalam penelitian, perencanaan, maupun pengambilan keputusan.
3.1.2. Jenis Peramalan
Pada umumnya peramalan dapat dibedakan dari beberapa segi tergantung dari sisi tinjauannya. Apabila dilihat dari sifat penyusunannya, maka peramalan dapat dibedakan atas dua macam, yaitu:
1. Peramalan yang Subjektif
Yaitu peramalan yang lebih menekankan pada keputusan-keputusan hasil diskusi, pendapat pribadi seseorang, intuisi dari orang yang menyusunnya. Dalam hal ini pandangan dari orang yang menyusunnya sangat menentukan baik tidaknya hasil ramalan tersebut.
2. Peramalan yang Objektif
Yaitu peramalan yang didasarkan atas data yang relevan pada masa lalu, dengan menggunakan teknik-teknik dan metode-metode dalam menganalisis data tersebut.
Di samping itu, jika dilihat dari jangka waktu ramalan yang disusun, maka peramalan dapat dibedakan atas tiga macam pula, yaitu2:
1. Peramalan jangka panjang, yaitu peramalan yang dilakukan untuk penyusunan hasil ramalan yang jangka waktunya lebih dari satu setengah tahun. Peramalan seperti ini misalnya diperlukan dalam penyusunan rencana pembangunan suatu negara, dan rencana investasi suatu perusahaan.
2. Paramalan jangka menengah, yaitu peramalan yang dilakukan untuk penyusunan hasil ramalan dalam jangka waktu satu bulan atau dua bulan
sampai satu tahun. Ramalan jangka menengah umumnya lebih berkaitan dengan rencana produksi tahunan dan akan mencerminkan hal-hal seperti puncak dan lembah suatu permintaan dan kebutuhan untuk menjamin adanya tambahan sumber daya untuk tahun berikutnya.
3. Peramalan jangka pendek, yaitu peramalan yang dilakukan untuk penyusunan hasil ramalan dengan jangka waktu yang kurang dari satu setengah tahun. Contohnya adalah penyusunan rencana produksi, rencana penjualan, rencana persediaan, dan anggaran perusahaan.
Berdasarkan sifat ramalan yang telah disusun, maka peramalan dapat dibedakan atas dua macam, yaitu3:
1. Peramalan kualitatif, yaitu peramalan yang didasarkan atas data kualitatif pada masa lalu. Hasil peramalan yang dibuat sangat tergantung dengan orang yang menyusunnya. Hal ini penting karena hasil peramalan tersebut ditentukan berdasarkan pemikiran yang bersifat pendapat, intuitif, pengetahuan, dan pengalaman.
2. Peramalan kuantitatif, yaitu peramalan yang didasarkan atas data kuantitatif masa lalu. Hasil peramalan yang dibuat sangat tergantung pada metode yang dipergunakan dalam peramalan tersebut.
3.1.3. Peramalan Kualitatif
Peramalan kualitatif biasanya digunakan bila tidak ada atau sedikit data masa lalu tersedia. Dalam metode ini, pendapat pakar dan prediksi mereka
dijadikan dasar untuk menetapkan permintaan yang akan datang. Beberapa metode kualitatif yang banyak dikenal antara lain:
1. Metode Delphy
Metode ini merupakan cara sistematis untuk mendapatkan keputusan bersama dari suatu grup yang terdiri dari para ahli dan berasal dari disiplin yang berbeda. Grup ini tidak bertemu secara bersama dalam suatu forum untuk berdiskusi, tetapi mereka diminta pendapatnya secara terpisah dan tidak boleh saling berunding. Hal ini dilakukan untuk menghindari pendapat yang bias karena pengaruh kelompok. Metode ini dipakai dalam peramalan teknologi yang sudah digunakan pada pengoperasian jangka panjang.
2. Riset pasar.
Metode ini mengumpulkan dan menganalisis fakta secara sistematis pada bidang yang berhubungan dengan pemasaran. Salah satu teknik utama adalah survey pasar yang akan memberikan informasi mengenai selera yang diharapkan konsumen, dimana informasi tersenut diperoleh dengan cara kuesioner.
3. Metode Kelompok Terstruktur.
Metode ini melibatkan orang-orang yang berpengalaman dalam berbagai bidang. Perbedaan dengan metode Delphy terletak pada interaksi antar anggota panel. Dalam metode ini terdapat diskusi antaranggota secara langsung sedangkan dalam metode Delphy sama sekali tidak ada interaksi lisan.
4. Analogi Historis
3.1.4. Peramalan Kuantitatif.
Pada metode ini, data historis masa lalu digunakan untuk meramalkan permintaan masa depan. Ada dua kelompok besar metode kuantitatif, yaitu:
1. Time Series
Metode Time Series adalah metode peramalan secara kuantitatif dengan menggunakan waktu sebagai dasar peramalan. Untuk membuat suatu peramalan diperlukan data historis. Data inilah yang diakumulasikan dalam beberapa periode waktu. Metode seri waktu mengasumsikan bahwa apa yang telah terjadi di masa lalu akan terus terjadi di masa yang akan datang. Time series memakai teknik statistik yang menggunakan data historis.
Ada beberapa komponen utama yang mempengaruhi analisis ini, yaitu: a. Trend/ Kecenderungan
[image:52.595.233.420.585.696.2]Trend merupakan sifat dari permintaan dimasa lalu terhadap waktu terjadinya bila ada pertambahan/kenaikan atau penurunan dari data observasi jangka panjang. Pola trend dipakai untuk meramalkan biaya-biaya yang termasuk didalam biaya operasi karena biaya akan cenderung naik jika mesin dan peralatan semakin tua atau semakin lama.
b. Siklus.
Digunakan bila data dipengaruhi oleh fluktuasi jangka panjang atau memiliki siklus yang berulang secara periodik. Pola siklis dipakai untuk peramalan jangka menengah akibat pengaruh dari penjualan produk yang memiliki siklus naik turun karena pergerakan ekonomi.
Gambar 3.2. Pola Siklis
c. Musiman (Seasonal)
Pola ini digunakan bila suatu deret waktu dipengaruhi oleh faktor musim (seperti mingguan, bulanan, dan harian). Pola musiman dipakai untuk melakukan peramalan jangka pendek.
Gambar 3.3. Pola Musiman Biaya
d. Horizontal
Pola ini dipakai bila nilai-nilai dari data observasi berfluktuasi di sekitar nilai konstan rata-rata. Dengan demikian dapat dikatakan pola ini sebagai stationary pada rata-rata hitungannya. Misalnya, pola ini terdapat bila suatu produk mempunyai jumlah penjualan yang tidak menaik atau menurun selama beberapa periode waktu.
e. Residu (Acak)
Yaitu jika datanya tidak teratur sama sekali. Data ini tidak dapat digambarkan.
Adapun metode peramalan yang termasuk dalam metode Time Series adalah:
1. Metode Smoothing (penghalusan) a. Moving Average
- Single Moving Average - Linier Moving Average - Double Moving Average - Weighted Moving Average b. Metode Eksponensial Smoothing
- Single Exponential Smoothing - Double Exponential Smoothing
- Exponential Smoothing dengan musiman. 2. Metode Regresi
1. Metode Smoothing
Metode smoothing digunakan untuk melicinkan atau mengurangi fluktuasi (ketidakteraturan) ramalan berdasarkan data yang lalu. Metode smoothing dapat dibagi lagi menjadi beberapa metode, antara lain :
1. Moving Average
Moving Average diperoleh dengan merata-ratakan permintaan berdasarkan beberapa data masa lalu yang terbaru. Tujuannya adalah untuk mengurangi atau menghilangkan variasi acak permintaan dalam hubungannya dengan waktu.
a. Single Moving Average
Merupakan peramalan untuk satu periode ke depan dari periode rata-rata. Rumus yang digunakan adalah:
m
f f
f f
f t t t t M
t
...
ˆ 1 2 3
Dimana:
m : jumlah periode yang digunakan sebagai dasar peramalan.
t
fˆ : ramalan permintaan untuk periode t
t
f : permintaan aktual pada periode t b. Weigthed Moving Average
Weighted moving averages adalah metode perhitungan dengan cara mengalikan tiap-tiap periode dengan faktor bobot dan membagikannya dengan hasil produk yang merupakan penjumlahan faktor bobot. Formula metode Weighted Moving Average adalah:
t c ft c f cmft m
Dimana :
t
fˆ : peramalan permintaan untuk periode t
t
f : permintaan aktual pada periode t
1
c : bobot masing-masing data yang digunakan m : jumlah periode yang digunakan untuk peramalan. 2. Metode Eksponensial Smoothing
a. Single Eksponensial Smoothing
Nilai ramalan pada periode t+1 merupakan nilai aktual pada periode t ditambah dengan penyesuaian yang berasal dari kesalahan nilai ramalan yang terjadi pada periode t tersebut. Secara matematis dapat dinyatakan:
1
ˆ 1ˆ
t t
t f f
f
Dimana :
t
fˆ : perkirakan permintaan pada periode t
: suatu nilai (0<<1) yang ditentukan secara subjektif
t
f : permintaan aktual pada periode t
1 ˆ
t
f : perkiraan permintaan pada periode t-1 b. Double Exponensial Smoothing
Formula DoubleExponentialSmoothing adalah : .
.m b a ftm t t
Sedangkan :
1 ' 1 ' t tt X f
1 " 1 "" t t
t f f
f
Dimana '
t
f : single exponential smoothing "
t
f : double exponential smoothing
' "
2 ' "' t t t t
t
t f f f f f
2. Metode Regresi
Bentuk fungsi dari metode ini dapat berupa: a) Konstan, dengan fungsi peramalan (Yt):
Yt = a, dimana
N Y a
1Dimana: Yt = nilai tambah
N = jumlah periode b) Linier, dengan fungsi peramalan:
Yt = a + bt
Dimana :
n bt Y
a
2 2
t t n y t ty n b
c) Kuadratis, dengan fungsi peramalan : Yt = a + bt + ct2
Dimana : n t c t b Y
a
2
b
c 2 b
2 2 4
t Y n tY
t2 Y n t2Y
2 2 3
t n t t =
d) Eksponensial, dengan fungsi peramalan : Yt = aebt
Dimana :
n t b Y
a
ln
ln
22 ln ln ln
t t n Y t Y t n ae) Siklis, dengan fungsi peramalan :
n t c n b a
Yˆt sin2 cos2
Dimana : n t c n t b na
Y sin2
cos2
n t n t c n b n t a n tYsin2
sin2 sin2 2
sin2 cos2
n t n t b n c n t a n tYcos2
cos2
cos2 2
sin2 cos2
3. Metode Dekomposisi
Metode dekomposisi dilakukan bukan untuk mengidentifikasikan masing-masing komponen dari pola dasar yang ada, tetapi untuk memecahkan atau mendekomposisikan pola tersebut ke dalam subpola, yang mengidentifikasikan masing-masing komponen secara terpisah. Dengan memecah atau
2
2mendekomposisikan pola tersebut dapat diharapkan meningkatnya ketepatan dalam peramalan dan dapat membantu lebih baiknya pemahaman atas polanya4.
Pendekatan dekomposisi ini berusaha menguraikan suatu deret berkala
kedalam subkomponen utamanya. Dengan demikian, bukan hanya pola tunggal
suatu komponen yang diramalkan, melainkan berbagai pola yakni pola musiman
(seasonality), pola kecenderungan (trend), pola siklus (cycle) ikut ambil bagian
dalam menentukan arah suatu peramalan. Peramalan metode ini membuat
ekstrapolasi dari tiap-tiap pola komponen secara terpisah dan
menggabungkannya kembali ke dalam ramalan akhir. melakukan dekomposisi
dalam time series analysis harus diperhatikan beberapa komponen yang polanya
sesuai dengan persamaan yaitu:
Data = pattern + error
= f (trend, seasonality, cycle) + error
Yt = f ( Tt, St, Ct, It )
Persamaannya secara matematis dapat ditulis sebagai berikut:
Yt = Tt x St x Ct x It Yt = Tt x St x Ct
Dimana:
Yt adalah data time series periode t
Tt adalah data trend periode t
St adalah faktor seasonal (indeks) periode t
Ct adalah faktor cyclical periode t
It adalah faktor randomness periode t
Untuk mencari nilai komponen T, S, C dan I dilakukan dengan
memisahkan masing-masing komponen sebagai dasar untuk melihat pola
karakteristik data.
Berdasarkan pola data yang diperlihatkan pada scatter diagram maka digunakan metode peramalan dekomposisi dengan langkah-lahkah sebagai berikut:
a. Menghitung Nilai Trend
Trend merupakan suatu gerakan kecendrungan naik atau turun dalam jangka panjang yang diperoleh dari rata-rata perubahan dari waktu ke waktu dan nilainya cukup rata.
Menghitung nilai trend dapat dilakukan dengan beberapa metode, dalam tulisan ini akan disampaikan tiga metode yang paling sering digunakan yaitu:
1. Metode Kuadrat Terkecil
Perhitungan nilai trend dengan metode ini jugabiasa disebut dengan menggunakan persamaan
Yx = a + b X Dimana :
Y adalah data time series periode X X adalah waktu (bulan)
a dan b diperoleh dari:
n Y a
2
2. Metode Kuadratis
Menghitung nilai trend dengan metode ini dilakukan dengan menggunakan persamaan.
Yx = a + bX + cX2
Nilai a dan b diperoleh dari:
2 2 2 2 2 2 2 2
) ( ) . ( / )) )( . ( ) . )(
(( Y X X X Y X n X X X a
2
/ .Y X X b 2 2 2 2 2 2 ) ( ) . ( / ) ( ) ( ) . (
n X Y X Y n X X X
c
3. Metode Trend eksponential
Menghitung nilai trend dengan dilakukan dengan menggunakan persamaan Y = a(1+b)x
Nilai a dan b diperoleh dari :
a = Ln n LnY
b = Ln
(X)2)1LnY
b. Menghitung Indeks Seasional atau musim (S)
Variasi musiman berhubungan dengan perubahan atau fluktuasi dalam musim-musim tertentu, dalam satuan bulanan, triwulan, semesteran dan tahunan. Untuk menghitung indeks musim dapat dilakukan dengan beberapa metode yaitu:
Dari tiga metode diatas, metode rata-rata sederhana dan metode rata-rata dengan trend sudah jarang dipergunakan karena perhitungannya terlalu sederhana, sedangkan metode ketiga lebih banyak dipakai karena lebih baik dalam menjelaskan variasi musim.
Mencari indeks musim dilakukan proses dekomposisi dengan metode rasio rata-rata bergerak
- Pada data actual hitung rata bergerak yang panjangnya N sama dengan panjang musiman
- Rata-rata bergerak ini digunakan untuk menghilangkan unsur musiman St dan unsur error It
- Rata-rata cergerak yang dihasilkan adalah Mt = Tt x Ct
- Dengan membagi data aktual maka S x I dapat dipisahkan
- Kemudian mencari indeks musiman St dengan cara memisahkan faktor error I yaitu dengan cara
a. Gunakan rata-rata bergerak medial dengan menggunakan unsur acak I dan yang tersisa hanya faktor musiman.
b. Indeks musiman adalah data aktual dibagi moving average.
c. Indeks musiman diperoleh dari data medial dikalikan dengan faktor koreksi.
d. Menghitung Cylical Indeks atau Indeks Siklus (C)
periode tertentu untuk kembali ke titik asalnya, periode ini dikenal dengan lama siklus. Siklus juga memiliki frekuensi yaitu siklus yang dapat diselesaikan dalam satu periode waktu.
Indeks siklus diperoleh dari persamaan: (Mt = Tt x Ct)/(Tx = a + bx) = C
3.1.5. Metode Kausal
Peramalan dengan metode kausal mendasarkan hasil ramalan yang disusun atas pola hubungan antara variabel yang dicari atau diramalkan dengan variabel-variabel yang mempengaruhinya yang bukan waktu. Dalam analisis ini, diasumsikan bahwa faktor atau variabel yang menunjukkan suatu hubungan pengaruh sebab akibat dengan satu atau lebih variabel bebas. Sebagai contoh, permintaan akan baju baru mungkin berhubungan dengan banyaknya populasi pendapatan masyarakat, jenis kelamin, budaya daerah, dan bulan-bulan khusus.
Jadi, maksud dari analisis metode kausal adalah untuk menemukan bentuk pola hubungan yang saling mempengaruhi antara variabel yang dicari dan variabel-variabel yang mempengaruhinya, serta menggunakannya untuk meramalkan nilai-nilai dari variabel pada masa yang akan datang. Metode kausal dapat dipergunakan dalam peramalan dengan keberhasilan yang lebih besar, sehingga sering dipergunakan untuk pengambilan keputusan.
Metode kausal terdiri dari : 1. Metode regresi dan korelasi
ini sangat baik untuk peramalan jangka pendek, sedangkan untuk peramalan jangka panjang ternyata ketepatannya kurang begitu baik.
2. Model Ekonometri
Metode ini didasarkan atas peramalan pada sistem persamaan regresi yang diestimasikan secara simultan. Baik untuk peramalan jangka pendek maupun untuk jangka panjang, ketepatan peramalan dengan metode ini sangat baik. Data yang dibutuhkan untuk penggunaan metode peramalan ini adalah data kuartalan beberapa tahun.
3. Model output-input
Metode ini dipergunakan untuk menyusun proyeksi trend ekonomi jangka panjang. Model ini kurang baik ketepatannya untuk peramalan jangka pendek, dan sangat baik ketepatannya untuk peramalan jangka panjang. Data yang digunakan untuk metode ini adalah data tahunan selama sekitar sepuluh sampai lima belas tahun.
3.1.6. Kriteria Pemilihan Metode Peramalan
Beberapa cara pengukuran / perhitungan kesalahan untuk mendapatkan ketelitian peramalan adalah5:
1. Mean Square Error (MSE)
m f f MSE
t t m
t
2
1
ˆ
Dimana: f t : data aktual periode t
t
fˆ : nilai ramalan periode t m : banyaknya periode 2. Percentage Error (PEt) :
% 100 ˆ t t t t f f f PE
3. Standard Error of Estimate (SEE) :
k m f f SEE m t t t
12
ˆ
Dimana : k = derajat kebebasan Untuk data konstan, k = 1
Untuk data linier, k = 2 Untuk data kuadratis, k = 3 Untuk data siklis, k = 3
4. Mean Absolute Percentage Error (MAPE)
m PE MAPE t m t
13.1.7. Verifikasi dan Pengendalian Peramalan.
peramalan akan terus digunakan. Jika selama proses verifikasi tersebut ditemukan keraguan validitas metode peramalan yang digunakan, harus dicari metode lainnya yang lebih cocok.
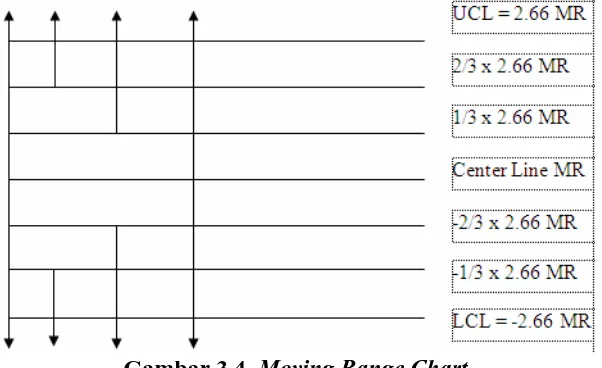
[image:66.595.164.465.419.603.2]Banyak alat yang dapat digunakan untuk memverifikasi peramalan dan mendeteksi perubahan sistem sebab akibat yang melatarbelakangi perubahan pola permintaan. Bentuk yang paling sederhana adalah peta kontrol peramalan yang mirip dengan peta kontrol kualitas dengan nama Moving Range Chart (MRC). Peta kontrol ini dapat dibuat dengan dalama kondisi data yang tersedia minim. Dari peta ini dapat dilihat apakah sebaran masih dalam kontrol ataupun sudah berada di luar kontrol. Proses verifikasi dengan menggunakan Moving Range Chart (MRC), dapat digambarkan pada Gambar 3.4 di bawah ini:
Gambar 3.4. Moving Range Chart
Harga MR diperoleh dari :
1 1
2
N MR R
M
N
t t
Kondisi out of control dapat diperiksa dengan menggunakan empat aturan berikut6:
1. Aturan Satu Titik
Bila ada titik sebaran (Y-YF) berada di luar UCL dan LCL. 2. Aturan Tiga Titik
Bila ada tiga buah titik secara berurutan berada pada salah satu sisi, yang mana dua diantaranya jatuh pada daerah A.
3. Aturan Lima Titik
Bila ada lima buah titik secara berurutan berada pada salah satu sisi, yang mana empat diantaranya jatuh pada daerah B.
4. Aturan Delapan Titik
Bila ada delapan buah titik secara berurutan berada pada salah satu sisi, pada daerah C.
3.2. Perencanaan Jadwal Induk Produksi
Perencanaan produksi adalah perencanaan yang dibuat untuk menentukan total permintaan dari seluruh elemen produksi dan jumlah tenaga kerja yang diperlukan. Perencanaan ini merupakan perencanaan produksi jangka panjang. Horizon perencanaannya biasanya berkisar antara 1 sampai 24 bulan atau bisa bervariasi dari 1 tahun sampai 3 tahun. Horizon tersebut tergantung pada karakteristik produk dan jangka waktu produksi. Periode perencanaan disesuaikan dengan periode peramalan, biasanya 1 bulan.
Tujuan perencanaan produksi adalah menyusun suatu rencana produksi untuk memenuhi permintaan pada waktu yang tepat dengan menggunakan sumber-sumber atau alternatif-alternatif yang tersedia dengan biaya yang paling minimum keseluruhan produk. Perencanaan ini merupakan langkah awal aktivitas perencanaan produksi yang dipakai sebagai pedoman untuk langkah selanjutnya, yaitu penyusunan jadwal induk produksi (JIP).
3.2.1. Proses Perencanaan Jadwal Induk Produksi
Perencanaan produksi dimulai dengan meramalkan permintaan secara tepat sebagai input utamanya. Selain peramalan, input-input untuk pesanan tersebut juga harus memasukkan pesanan-pesanan aktual yang telah dijanjikan, kebutuhan persediaan gudang, dan penyesuaian tingkat persediaan. Perencanaan kemudian dikembangkan untuk merencanakan kebutuhan produksi bulanan atau triwulan bagi kelompok-kelompok produk sebagaimana yang telah diperkirakan dalam peramalan permintaan. Setelah perencanaan dibuat, maka hasilnya akan didisagregasikan ke dalam kebutuhan-kebutuhan berdasarkan tahapan waktu untuk masing-masing jenis produk. Perencanaan ini disebut Jadwal Induk Produksi (Master Production Schedulling / MPS). MPS biasanya menunjukkan kebutuhan produksi mingguan selama periode waktu antara 6 sampai 12 bulan. MPS bukan merupakan peramalan, tetapi lebih merupakan suatu jadwal yang berisikan informasi tentang “kapan” produksi harus diselesaikan.
1. Memproduksi banyak barang pada saat permintaan rendah, dan menyimpan kelebihannya sampai saat yang dibutuhkan. Alternatif ini akan menghasilkan tingkat produksi relatif konstan, tetapi mengakibatkan ongkos persediaan yang tinggi.
2. Menambah tenaga kerja pada saat permintaan tinggi dan memberhentikannya pada saat permintaan rendah.
3. Melemburkan pekerja. Alternatif ini sering dipakai dalam perencanaan jadwal induk produksi, tetapi ada keterbatasannya dalam menjadwalkan kapasitas mesin dan tenaga kerja yang ada. Jika permintaan naik, maka kapasitas produksi dapat dinaikkan dengan melemburkan pekerja.
4. Mensubkontrakkan sebagian pekerjaan pada saat sibuk. Alternatif ini akan mengakibatkan tambahan ongkos karena subkontrak dan ongkos kekecewaan konsumen bila terjadi kelambatan penyerahan barang yang disubkontrakkan.
3.2.2. Metode-metode Perencanaan Jadwal Induk Produksi
Ada beberapa metode yang dapat digunakan untuk menyelesaikan permasalahan pada peencanaan produksi agregat antara lain :
1. Program linier
a. Linier Decision Rule b. Search Decision Rule 2. Pendekatan Heuristik
a. Metode grafik
Metode grafis ini merupakan metode yang paling sederhana tetapi tidak menghasilkan keputusan yang optimal. Metode ini memerlukan ketelitian dalam perhitungannya, karena sekali langkah awal salah, maka langkah berikutnya akan salah. Dasar dari metode ini sebenarnya trial dan error dengan melihat gambaran antara permintaan kumulatif dan rata-rata permintaan kumulatifnya.
Secara garis besar langkah perencanaan metode grafis yang dilakukan adalah sebagai berikut :
1. Gambarkan histogram permintaan dan tentukan kecepatan produksi (Pt) rata-rata yang diperlukan untuk memenuhi permintaan
2. Gambarkan grafik permintaan kumulatif terhadap waktu serta grafik permintaan rata-rata kumulatif terhadap waktu.
3. Tentukan strategi yang akan digunakan untuk menanggulangi kekurangan dan kelebihan barang tersebut.
4. Hitung ongkos yang ditimbulkan oleh setiap strategi dan pilih yang memberikan ongkos terkecil.
3.2.3. Teori Jadwal Induk Produksi
Jadwal Induk Produksi ( JIP ) atau Master Production Schedule ( MPS ) merupakan suatu pernyataan tentang produk akhir dari suatu perusahaan industri manufaktur yang merencanakan memproduksi output berkaitan dengan kuantitas dan periode jadwal.
Jadwal Induk Produksi (JIP) membentuk jalinan komunikasi antara bagian pemasaran dengan bagian manufacturing, sehingga bagian pemasaran juga mengetahui informasi yang ada dalam Jadwal Induk Produksi, terutama dalam menetapkan janji pengiriman produk kepada konsumen, sehingga untuk pengiriman terhadap produk yang diproduksi dapat dilakukan secara tepat waktu.
Fungsi utama dari Jadwal Induk Produksi (JIP) antara lain adalah :
a. Menyediakan atau memberikan input utama kepada system perencanaan kebutuhan material dan kapasitas.
b. Menjadwalkan pesanan-pesanan produksi dan pembelian untuk item-item MPS.
c. Memberikan dasar untuk pembuatan janji tentang penyerahan produk kepada
3.2.4. Faktor Pertimbangan Penyusunan JIP
Beberapa faktor yang menjadi pertimbangan dalam penyusunan JIP adalah:
1. Lingkungan Manufaktur
Lingkungan manufaktur yang umum untuk diperhatikan ketika akan menyusun JIP adalah berupa make to stock, make to order, dan assembly to order.
2. Struktur Produk
Struktur produk adalah suatu cara bergabungnya komponen- komponen pembentuk suatu produk selama proses manufacturing.
Struktur produk menggambarkan bahan baku yang akan dikonversikan ke dalam komponen-komponen pabrikasi, kemudian komponen-komponen tersebut bergabung masuk membentuk sub assembly, dan sub assembly bergabung membentuk assembly hingga menjadi produk akhir.
3. Horizon Perencanaan, Waktu Tunggu,