PERENCANAAN KAPASITAS PRODUKSI DENGAN
METODE ROUGH CUT CAPACITY PLANNING (RCCP)
DI PT. LOTUS INDAH TEXTILE INDUSTRIES SURABAYA
SKRIPSI
Diajukan Oleh :
FETRY NIDIA IRAWATI NPM : 06 32010 039
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
KATA PENGANTAR
Dengan memanjatkan puji syukur kehadirat Allah SWT yang telah melimpahkan segala rahmat dan hidayahNya kepada penulis, sehingga penulis dapat menyelesaikan skripsi ini dengan judul:
” Perencanaan Kapasitas Produksi Dengan Metode Rough Cut Capacity
Planning (RCCP) Di PT. Lotus Indah Textile Industries Surabaya.”
Penyusunan skripsi ini dimaksudkan untuk memenuhi sebagian persyaratan dalam memperoleh gelar Sarjana Teknik, Jurusan Teknik Industri pada Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Penyusunan skripsi ini dimaksudkan untuk memenuhi sebagian persyaratan dalam memperoleh
Penulis menyadari, bahwa penulisan skripsi ini banyak memperoleh bantuan, bimbingan, saran dan dorongan dari berbagai pihak. Oleh karena itu dalam kesempatan ini penulis mengucapkan terima kasih yang sebesar-sebesarnya kepada :
1. Bapak Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur. 2. Bapak Ir. Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Ir. M.Tutuk Safirin, MT selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
5. Ibu Ir. Yustina Ngatilah. MT dan Ibu Ir. Iriani, MMT Selaku Dosen Pembimbing yang dengan penuh keikhlasan dan kesabaran memberikan bimbingan, arahan dan nasehat kepada penulis dalam penyelesaian skripsi ini.
6. Ibu Ir. Sumiati, MT.; Selaku Dosen Penguji Seminar I , Bapak Ir. Sunardi, MT; Selaku Dosen Penguji Seminar II, serta Bapak Dr. Ir. Minto Waluyo, MM; Selaku Dosen Penguji Seminar I dan Seminar II yang telah memberikan masukkan, arahan dan nasehat kepada saya untuk menyempurnakan dan menyelesaikan skripsi ini.
7. Seluruh Dosen, Staff dan karyawan Fakultas Teknologi Industri Universitas Pembangunan Nasional “ Veteran “ Jawa Timur...
8. Bapak Sriyatmo selaku Ketua Divisi Spinning serta selaku pembimbing lapangan , Ibu Anik selaku HRD dan seluruh karyawan PT. Lotus Indah Textile Industries Surabaya.
9. Keluarga, Kedua Orang Tuaku, Bapak dan Ibu tercinta yang mendidik dan merawat hingga dewasa dan senantiasa memberikan nasehat-nasehat, dorongan doa dan kasih sayang selama ini serta kakak dan saudara-saudaraku yang telah memberikan dukungan, semangat dan bantuan baik secara material maupun spiritual dalam memotivasi saya sehingga terselesainya skripsi ini.
11. Rekan-rekan Angkatan 2006 yang telah mendukung dalam penyusunan laporan.
12. Penghuni kost terima kasih selama ini sudah menemaniku dan berbagi bersama dalam suka dan duka
13. Dan semuanya yang tidak dapat aku sebutkan satu – persatu.
Saya menyadari bahwa tugas akhir ini masih jauh dari sempurna, sehingga saran dan kritik sangatlah diharapkan, dan semoga Tugas Akhir ini dapat bermanfaat bagi semua pihak.
Surabaya, Oktober 2010 Hormat dari Penulis
i iv viii ix xi
1 3 3 3 4 4 5
7 8 10 12 13 18 19
DAFTAR ISI
KATA PENGANTAR ………. DAFTAR ISI ……… DAFTAR TABEL ………... DAFTAR GAMBAR ………... DAFTAR LAMPIRAN ………... ABSTRAKSI
BAB I PENDAHULUAN
1.1. Latar Belakang ………...
1.2. Perumusan Masalah
………
1.3. Batasan Masalah ………... 1.4. Asumsi-Asumsi ………..
1.5. Tujuan Penelitian
………
1.6. Manfaat Penelitian ………. 1.7. Sistematika Penulisan ………. BAB II TINJAUAN PUSTAKA
2.1. Pengukuran Kerja ………... 2.1.1. Pengukuran Dengan Jam Henti (Stop Wacth) ………...
21 22 23 24 25 25 26 28 28 29 30 30 32 34 36 38 41 41 42 43 46 47 47 47 2.1.4. Melakukan Pengukuran Waktu Kerja ... 2.1.5. Perhitumgan Waktu Baku ... 2.1.6. Faktor Penyesuaian (Rating Performance)……… 2.1.7. Faktor Kelonggaran (Allowance) ……….. 2.1.7.1. Kelonggaran Untuk Kebutuhan Pribadi ……… 2.1.7.2. Kelonggaran Untuk Menghilangkan Rasa Fatigue ……... 2.1.7.3. Kelonggaran Untuk Hambatan Tak Terhindari …………. 2.2. Peramalan ………... 2.2.1. Jenis-jenis Peramalan ……… 2.2.2. Karakteristik Peramalan Yang Baik ……….. 2.2.3. Langkah – langkah Peramalan ……….. 2.2.4. Beberapa Sifat Hasil Peramalan ……… 2.2.5. Metode Peramalan ………. 2.2.6. Kegunaan Peramalan ………. 2.2.7. Kriteria Pemilihan Metode ……… 2.2.8. Analisa Deret Waktu (Time Series) ………. 2.2.9. Metode Yang Digunakan Dalam Time Series ………...
2.2.10. Pola Permintaan
………...
49 50 51 53 55 59
63 63 63 64 65 66 67
77 77
78 79 81 82
82
2.3.2. Jenis-jenis Perencanaan Produksi
………..
2.3.3. Perencanaan Produksi Agregat
………..
2.4. Perencaan Kapasitas Produksi ……… 2.4.1. Perencanaan Kapasitas Jangka Pendek ………. 2.4.2. Perencanaan Kapasitas Jangka Menengah ……… 2.4.3. Perencanaan Kapasitas Jangka Panjang ……… 2.5. Perencanaan Kebutuhan Produksi ……….. 2.6. Waktu Produksi Tersedia/ Rated Production Time ……… 2.7. Jadwal Induk Produksi (Mps, Master Production Schedule ) ………… 2.8. Perencanaan Kapasitas Kasar (RCCP) ………... 2.8.1. Perencanaan Kapasitas Jangka Panjang ……… 2.9. Peneliti Terdahulu ……….. BAB III METODE PENELITIAN
3.1. Tempat dan Waktu Penelitian ……… 3.2. Identifikasi Dan Definisi Operasional Variabel ………. 3.2.1. Identifikasi Variabel ……….. 3.2.2. Definisi Operasional Variabel ………... 3.3. Metode Pengumpulan Data ……… 3.4. Metode Pengolahan Data ………... 3.5. Langkah-Langkah Dan Pemecahan Masalah ………. BAB IV HASIL DAN PEMBAHASAN
84 85 86 87 88 88 89 89 89 90 90 93 94 95 96 96 100 100 103
105 106 4.1.1. Data Jam Kerja Dan Hari Kerja Karyawan ………... 4.1.2. Data Jumlah Mesin Bagian Produksi Dan Jumlah Tenaga
Kerja………... 4.1.3. Data Pengukuran Waktu Kerja ………..
4.1.4. Data Permintaan Produk
………
4.2. Pengolahan Data ………. 4.2.1. Perhitungan Waktu Kerja Rata-Rata, Standart Deviasi, Tingkat
17 36 37 37 38 40 44 45 48 54 68 86 91 95 4.7. Rough Cut Capacity Planning ( RCCP ) ……… 4.8. Perhitungan Kapasitas Produksi Tersedia (WT) ……… 4.8.1. Proses Blow Room ………. 4.9. Hasil dan Pembahasan ……… BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan ……….... 5.2. Saran ………... DAFTAR PUSTAKA
LAMPIRAN
DAFTAR GAMBAR
Gambar 2.1. Peta Kontrol Untuk Keseragaman Data ………
Gambar 2.2. Trend Component (Pola Trend)
………..
14 20 56 58 77 78 79 79 80 80 80 80 81 81 85 86 89 87 88 90 92 Gambar 4.2. Plot Diagram Permintaan Benang Single 30 NE ……….. Gambar 4.3. Peta Kendali Moving Range ……….
DAFTAR TABEL
Tabel 2.1. Tabel Pengukuran Waktu Kerja ………... Tabel 2.2. Tabel Performance Rating dengan Sistem Westing House …………..
Tabel 2.3. RCCP degan BOL ………
Tabel 2.4. RCCP Dengan Profil Sumber Daya ………. Tabel 4.1. Data Jam Kerja dan Hari Kerja Karyawan ………... Tabel 4.2. Data Mesin Bagian Produksi dan Jumlah Tenaga Keja ………... Tabel 4.3. Tabel Pengamatan Proses Blow Room ………. Tabel 4.4. Tabel Pengamatan Proses Carding ………..
Tabel 4.5. Tabel Pengamatan Proses Drawing
………..
94 95 95 96 99 101 102
Tabel 4.7. Tabel Pengamatan Proses Ring Frame
……….
Tabel 4.8. Tabel Pengamatan Proses Winding ……….. Tabel 4.9. Tabel Pengamatan Proses Packing……… Tabel 4.10. Tabel Data Permintaan Benang Single 30 NE ………. Tabel 4.11. Hasil Uji Keseragaman Data ……… Tabel 4.12. Hasil Uji Kecukupan Data ………... Tabel 4.13. Hasil Perhitungan Waktu Siklus ……….. Tabel 4.14. Hasil Perhitungan Waktu Normal ……… Tabel 4.15. Hasil Perhitungan Waktu Baku ………... Tabel 4.16. Nilai Kesalahan Peramalan Dari Berbagai Metode Peramalan ……… Tabel 4.17. Perhitungan Moving Range ………. Tabel 4.18. Data Hasil Peramalan Permintaan Produk Bulan Mei 2010 – April
2011 ………... Tabel 4.19. Jadwal Induk Produksi ………. Tabel 4.20. Matrik Waktu Produksi Bulan Mei 2010 - April 2011………. Tabel 4.21. Matrik Waktu Baku ……….. Tabel 4.22. Hasil RCCP Dalam Satuan Jam ………... Tabel 4.23. Hasil Perhitungan Kapasitas Produksi Tersedia
………..
DAFTAR LAMPIRAN
Lampiran I Gambaran Umum Perusahaan dan Sejarah Perusahaan
Lampiran II Perhitungan Waktu Kerja, Perhitungan Faktor Penyesuaian dan Faktor Kelonggaran
Lampiran III Peramalan Produk Benang Single 30 NE
Lampiran IV Perhitungan Rough Cut Capacity Planning (RCCP) Lampiran V Perhitungan Waktu Tersedia
ABSTRAKSI
Tingkat persaingan yang kompetitif di dunia industri akan produk – produk yang dihasilkan, dan banyaknya permintaan konsumen atas suatu produk tersebut, menuntut perusahaan agar selalu berusaha memenuhi permintaan tersebut sampai mencukupi waktu produksi yang yang optimal.
Dalam pemenuhan permintaaan konsumen PT. Lotus Indah Textile Industries Surabaya terkadang mengalami keterlambatan dalam penyelesaian pemesanan. Terkait dengan itu, pada saat merencanakan waktu produksi atau waktu proses yang tidak tepat dapat mengakibatkan tinggi atau rendahnya tingkat persediaan yang mengakibatkan penambahan jam lembur atau tenaga sub kontrak. Hal ini dilakukan untuk memberi kepuasan kepada para pelanggan.
Dalam tugas akhir ini, peneliti menggunakan metode Rought Cut Capacity Planning (RCCP) berdasarkan Bill Of Labor untuk menentukan waktu produksi yang optimal berdasarkan hasil permintaan 12 periode mendatang dengan menggunakan program WinQSB Metode peramalan yang dipakai adalah metode Simple Average (SA), Single Exponential Smoothing (SES), dan Double exponential smoothing (DES). Ketiga metode ini dipilih metode yang terbaik dengan memilih nilai kesalahan peramalan terkecil. Data yang diperlukan untuk Bill Of Labor adalah matrik waktu baku dan matrik produksi berdasarkan jadwal induk produksi (JIP) (Master Production Shcedule / MPS). Untuk waktu produksi tersedia digunakan input data yaitu jumlah mesin, jam kerja/bulan, utilisasi, dan efisiensi.
Berdasarkan hasil penelitian menggunakan metode ROUGHT CUT CAPACITY PLANNING (RCCP), dapat disimpulkan bahwa dari tujuh stasiun kerja di PT. Lotus Indah Textile Industries Surabaya (Blow Room, Carding, Drawing, Speed Frame/ Simplex, Ring Frame, Winding, dan Packing) hanya terdapat satu stasiun kerja yang masih mengalami kekurangan kapasitas produksi yaitu stasiun kerja Blow Room dengan rincian bulan juni 2010 sebesar 390.85 jam/bulan, bulan juli 2010 sebesar 98.316 jam/bulan, bulan maret 2011 sebesar 230.074 jam/bulan, bulan april 2011 sebesar 291.332 jam/bulan, sehingga perlu adanya penambahan mesin BlowRoom dan tenaga kerja pada stasiun kerja BlowRoom. Dengan adanya penambahan tersebut diharapkan perusahaan bisa memenuhi permintaan konsumen.
Kata kunci : Rough Cut Capacity Planning (RCCP), BOL (Bill Of Labor), peramalan, kapasitas produksi tersedia, kapasitas produksi yang diperlukan.
BAB 1 PENDAHULUAN
1.1. Latar Belakang Masalah
Dalam memasuki Era pasar bebas dimasa ini semua perusahaan yang bergerak di bidang industri diharapkan pada suatu masalah yaitu adanya tingkat persaingan yang kompetitif. Hal ini mengharuskan perusahaan untuk merencanakan kapasitas produksi agar dapat memenuhi permintaan pasar dengan tepat waktu dan dengan jumlah yang sesuai, sehingga diharapkan keuntungan perusahaan akan meningkat.
Perencanaan kebutuhan kapasitas dapat mengidentifikasi area yang mengalami overload dan underload sehingga dapat diketahui tindakan apa yang harus di ambil. Ada 4 level dalam hierarki perencanaan kapasitas yang di urutkan dari level tertinggi sampai terendah yaitu Resource Requirements Planning (RRP), Rough Cut Capacity Planning (RCCP), Capacity Requipment Planning (CRP), dan Capacity Control.
Perencanaan kapasitas merupakan penjadwalan produksi dalam bentuk kasar sehingga alokasi job pada kapasitas produksi tidak dilakukan mendetail. Ketika terjadi pergeseran pengerjaan waktu tidak dapat ditentukan job mana yang digeser.
Corporation Tbk. Dalam pemenuhan permintaaan konsumen PT. Lotus Indah Textile Industries Surabaya terkadang mengalami keterlambatan dalam penyelesaian pemesanan. Terkait dengan itu, pada saat merencanakan waktu produksi atau waktu proses yang tidak tepat dapat mengakibatkan tinggi atau rendahnya tingkat persediaan yang mengakibatkan penambahan jam lembur atau tenaga sub kontrak. Dan lebih fatal lagi, hal tersebut dapat mengurangi pelayanan kepada konsumen karena keterlambatan penyerahan produk.
1.2. Perumusan Masalah
Perumusan masalah yang akan dibahas dalam tugas akhir ini berdasarkan latar belakang diatas, permasalahan yang timbul adalah “Bagaimana merencanakan kapasitas produksi untuk memenuhi permintaan konsumen dengan Rough Cut Capacity Planning (RCCP)?”
1.3. Batasan Masalah
Dalam penulisan tugas akhir ini perlu dilakukan pembatasan masalah agar agar dalam pelaksanaan penelitian tertuju pada tujuan penelitian ini. Adapun batasan tersebut adalah :
1. Data permintaan benang pada PT. Lotus Indah Textile Industries Surabaya yang diambil adalah periode bulan januari 2009 sampai dengan April 2010. 2. Kegiatan perencanaan dan pengendalian produksi yang dibahas hanya
perencanaan waktu produksi menggunakan Rought Cut Capacity Planning ( RCCP ) berdasarkan Bill Of Labour ( BOL )
3. Jenis produk yang akan dibahas adalah produk benang Single NE 30 dan pada perusahaan ini tidak memperhitungkan biaya ( financial yang terkait )
1.4. Asumsi-asumsi
Asumi penelitian dalam masalah perencanaan produksi untuk produk benang single NE 30 adalah sebagai berikut :
1.5. Tujuan Penelitian
Untuk memperjelas maksud dari rumusan masalah diatas maka penulis membuat tujuan penelitian yaitu :
1. Melakukan identifikasi untuk mengetahui kapasitas produksi yang tersedia pada saat ini.
2. Merencanakan kapasitas waktu produksi yang optimal yang diperlukan untuk memenuhi permintaan konsumen.
1.6. Manfaat Penelitian
Dari penelitian ini akan diperoleh manfaat baik bagi perusahaan maupun bagi penulis yaitu sebagai berikut :
1. Bagi Perusahaan
Dapat mengetahui waktu produksi yang ada dalam perusahaan guna mencukupi waktu produksi yang akan diperlukan berdasarkan hasil peramalan permintaan konsumen pada masa mendatang menggunakan metode Rought Cut Capacity Planning ( RCCP ) dengan teknik Bill Of Labour ( BOL ).
2. Bagi Penulis
Penulis dapat menerapkan ilmu yang diperoleh selama mengikuti perkuliahan dalam menyelesaikan masalah-masalah di PT. Lotus Indah Textile Industries Surabaya terutama mengenai perencanaan produksi yang baik dan efesien. 3. Bagi Peneliti
1.7. Sistematika Penulisan
Dalam penyusunan tugas akhir ini, saya selaku penulis membuat suatu susunanpenulisan secara sistematik.
Tugas akhir ini akan dibahas dalam bab-bab sebagai berikut ; BAB 1 : PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, perumusan masalah, tujuan penelitian, batasan masalah, asumsi-asumsi, manfaat penelitian, serta sitematika penulisan.
BAB 2 : LANDASAN TEORI
Bab ini berisi tentang teori-teori yang melandasi pembahasan permasalahan dan tinjauan kepustakaan lainnya yang turut mendukung permasalahan.
BAB 3 : METODE PENELITIAN
Bab ini membahas langkah-langkah yang digunakan didalam melakukan pemecahan masalah sehingga penyusunan tugas akhir ini dapat lebih terarah maksud dan tujuannya.
BAB 4 : HASIL DAN PEMBAHASAN
BAB 5 : KESIMPULAN DAN SARAN
Bab ini merupakan penutup penulisan yang menguraikan kesimpulan akhir dari penulis dan saran-saran yang dapat diberikan penulis berdasarkan hasil penelitian yang dilakukannya.
BAB II
TINJAUAN PUSTAKA
2.1. Pengukuran Kerja
Suatu pekerjaan akan dikatakan selesai secara efisien apabila waktu
penyelesaian berlangsung singkat dengan mengaplikasikan prinsip dan teknik
pengaturan cara kerja yang optimal dalam system kerja, maka akan diperoleh
alternatif pelaksanaan kerja yang dianggap memberikan hasil yang paling efektif
dan efisien.
Pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan
manusia yang dikontribusikan dengan unit out put yang dihasilkan. Pengukuran
waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu
baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Waktu baku ini
sangat diperlukan terutama sekali untuk :
a. Man Power Planning ( perencanaan kebutuhan tenaga kerja )
b. Estimasi biaya-biaya untuk upah karayawan atau pekerja.
c. Penjadwalan produksi dan pengangguran.
d. Perencanaan system pemberian bonus dengan insentif bagi karyawan atau
pekerja yang berprestasi.
e. Indikasi keluaran (output) yang mampu dihasilkan oleh seorang pekerja. Waktu baku ini merupakan wktu yang dibutuhkan oleh seorang pekerja
yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan.
Waktu baku yang dihasilkan dalam akrivitas pengukuran kerja akan dapat
lama suatu kegiatan itu harus berlangsung dan berapa out put yang dihasilkan
serta berupa jumlah tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan
tersebut.
Teknik pengukuran kerja ini dapat dibagi atau dikelompokkan kedalam
dua bagian, yaitu pengukuran kerja secara tak langsung dan pengukuran kerja
secara langsung, yaitu pengukurannya dilakukan secara langsung ditempat dimana
pekerjaan yang diukur dijalankan, sedangkan pengukuran tidak langsung
dilaksanakan tanpa si pengamat harus ditempat pekerjaan yang diukur.
(Wignjosoebroto Sritomo, 2003).
2.1.1. Pengukuran Waktu Kerja Dengan Jam Henti (Stopwacth)
Pengukuran waktu kerja dengan jam henti diperkenalkan pertama kali oleh
Frederick W. Tailor sekitar abad 19 yang lalu. Metode ini terutama sekali baik
diaplikasikan untuk pekerjaan yang berlangsung secara berulang-ulang. Dari hasil
pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus
pekerjaan, yang mana waktu ini dipergunakan sebagai standart penyelesaian
pekerjaan bagi semua pekerja yang sama seperti itu. Secara garis besar
langkah-langkah untuk melakukan pengukuran dengan stopwatch adalah :
1. Definisikan pekerjan yang akan diteliti untuk diukur akan diberitaukan
maksud dan tujuan pengukuran ini kepada pekerja yang akan dipilih untuk
diamati dan supervisor yang ada.
2. Mencatat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan,
3. Membagi operasi kerja dalam setiap elemen-elemen kerja.
4. Mengamati, mengukur, dan mencatat waktu yang dibutuhkan operator untuk
menyelesaikan elemen-elemen tersebut.
5. Menetapkan jumlah siklus yang diukur dan dicatat. Meneliti apakah jumlah
siklus kerja yang akan dilaksanakan ini sudah memenuhi atau tidak. Menguji
keseragaman data yang diambil.
6. Menetapkan performance rute dari operator saat melaksanakan aktifitas kerja yang diukur dan dicatat waktunya tersebut.
7. Menyesuaikan waktu pengamatan berdasarkan kriteria yang ditujukan
operator, sehingga akhirnya akan diperoleh waktu kerja yang normal.
8. Menyelesaikan Allowance waktu longgar untuk memberikan fleksibilitas. 9. Menetapkan waktu kerja baku, yaitu jumlah total antara waktu normal dan
waktu longgar. (Wignjosoebroto Sritomo, 2003)
Berdasarkan langkah-langkah diatas, terlihat bahwa pengukuran kerja
dengan jam henti ini merupakan cara pengukuran yang paling obyektif karena
waktu yang ditetapkan berdasarkan fakta yang terjadi dan tidak sekedar diestimasi
secara subyektif. Disini juga berlaku asumsi-asumsi dasar sebagai berikut :
a. Metode dan fasilitas untuk menyelesaikan pekerjaan harus sama dan
dibakukan terlebih dahulu sebelum waktu ini diaplikasikan untuk pekerjaan
serupa.
b. Operator harus memahami benar prosedur dan metode pelaksanaan kerja
sebelum dilakukan pengukuran kerja. Operator yang akan dianalisa waktu
fisik pekerja juga relatif tidak jauh berbeda dengan kondisi fisik pada saat
pengukuran kerja dilakukan.
c. Performance mampu dikendalikan pada tingkat yang sesuai untuk seluruh
periode kerja yang ada.
Aktivitas pengukuran kerja dengan jam henti ( stopwatch ) dapat
diaplikasika pada pekerjaan manufaktur maupun non-manufaktur asalkan
kriteria-kriteria dibawah ini bisa terpenuhi :
a. Pekerjaan tersebut harus dilaksanakan secara repetitive dan uniform.
b. Isi pekerjaan itu harus homogen.
c. Hasil kerja ( output ) harus dapat dihitung secara nyata ( kualitatif ) baik
secara keseluruhan ataupun untuk tiap-tiap elemen kerja yang berlangsung.
d. Pekerjaan tersebut cukup banyak dilaksanakan dan teratur sifatnya sehingga
akan memadai untuk diukur dan dihitung waktu bakunya.
( Wignjosoebroto Sritomo, 2003 )
2.1.2. Cara Pengukuran dan Pencatatan Waktu Kerja
Ada tiga metode yang umum dipakai untuk mengukur elemen-elemen
kerja yang menggunakan jam henti (Stopwacth) yaitu pengukuran waktu kerja secara terus menerus (Continous timing), pengukuran waktu berulang-ulang (Repetitive timing), dan pengukuran waktu secara penjumlahan (Accumulative timing).
1. Pengukuran waktu kerja terus menerus (Continous timing).
Dalam pengukuran ini pengamat kerja akan menekan tombol stopwatch pada
berjalan terus menerus sampai periode atau siklus kerja selesai berlangsung.
Disini pengamat kerja terus menerus mengamati jalannya jarum stop wacth
dan mencatat waktu yang ditunjukkan setiap akhir dari elemen-elemen kerja
pada lembar pengamatan. Waktu sebenarnya dari masing-masing elemen
diperoleh dari pengurangan pada saat waktu selesai dilaksanakan.
2. Pengukuran waktu kerja secara berulang-ulang (Repetitive timing).
Pengukuran ini kadang-kadang disebut sebagai snop back methods. Pada metode ini jarum penunjuk stop watch akan dikembalikan (snop back) ke posisi semula nol pada setiap akhir dari elemen kerja yang diukur. Setelah
dilihat dan dicatat waktu kerja yang diukur kemudian tombol ditekan lagi dan
segera jarum penunjuk bergerak untuk mengukur elemen kerja berikutnya.
Dengan cara demikian maka data waktu untuk setiap elemen kerja yang diukur
akan dapat dicatat secara langsung tanpa ada pekerjaan tambahan untuk
pengurangan seperti yang dijumpai dalam metode (continous timing). 3. Pengukuran waktu kerja akumulatif.
Pada waktu kerja ini memungkinkan pembaca secara langsung untuk
masing-masing elemen kerja yang ada. Didalam cara ini akan digunakan dua atau
lebih, stopwatch akan bekerja secara bergantian. Stopwatch ini akan
didekatkan sekaligus pada papan-papan pengamatan dan dihubungkan pada
suatu tuas. Apabila stopwatch pertama dijalankan maka stopwatch kedua
ketiga akan berhenti dan jarum akan tetap pada posisi nol. Metode
accumulative memberikan keuntungan tersendiri didalam hal akan pembacaan akan lebih mudah dan lebih teliti karena jarum stopwatch tidak dalam keadaan
2.1.3. Langkah – Langkah Pelaksanaan Pengukuran Waktu Kerja.
Persiapan sebelum pengukuran waktu kerja adalah sangat penting. Karena
hal tersebut sangat mempengaruhi kualitas pengukuran yang dilaksanakan.
Adapun langkah-langkah yang perlu dilakukan dengan jam henti yaitu :
1. Menetapkan tujuan pengukuran.
Sebagaimana halnya dengan berbagai kegiatan lainnya tujuan melakukan
kegiatan ini harus ditetapkan terlebih dahulu. Dalam pengukuran waktu kerja,
hal-hal penting yang harus diperhatikan adalah untuk apa hasil pengukuran
dipergunakan, berapa tingkat ketelitian dan keyakinan yang diinginkan dari
hasil pengukuran.
2. Melakukan penelitihan pendahuluan.
Penelitihan pendahuluan dilakukan untuk mempelajari sistem dan kondisi
kerja yang ada dengan maksud melakukan perbaikan jika diperlukan agar
diperoleh kerja yang baik.
3. Memilih operator
Operator yang akan melakukan pekerjaan yang diukur bukanlah orang yang
bagitu saja diambil. Operator haruslah mempunyai persyaratan tertentu agar
didapatkan hasil pengukuran yang baik, seperti berkemampuan normal dan
dapat diajak bekerja sama.
4. Melatih operator
Dalam keadaan ini operator harus dilatih terlebih dahulu, karena sebelum
diukur operator harus terbiasa dengan kondisi dan cara kerja yang telah
ditetapkan. Terutama bila kondisi dan cara kerja yang dipakai tidak sama
5. Mengurangi pekerjaan atas elemen pekerjaan.
Pekerjaan dipecahkan menjadi elemen pekerjaan yang merupakan gerakan
bagi orang yang bersangkutan. Elemen inilah yang diukur waktunya (waktu siklus). Tujuan dilakukan pengamatan atas elemen-elemen yaitu untuk menjelaskan catatan tentang tata cara yang dilakukan, untuk mamungkinkan
melakukan penyesuaian bagi elemen, untuk memudahkan mengamati
terjadinya elemen yang tidak baku dan memungkinkan dikembangkan data
waktu standart ataupun tempat kerja yang bersangkutan.
6. Menyiapkan alat pengukuran.
Peralatan yang dibutuhkan untuk aktivitas pengukuran kerja dengan jam henti
ini antara lain : jam henti, papan pengamatan, lembar pengamatan dan alat-alat
tulis serta penghitung ( kalkulator ).
(Sutalaksana, 2005 )
2.1.4. Melakukan Pengukuran Waktu
Setelah melakukan langkah-langkah persiapan tersebut, kemudian
dilaksanakan pengukuran waktu kerja. Pengukuran waktu adalah pekerjaan
mengamati dan mencatat waktu–waktu kerjanya baik setiap elemen ataupun siklus
dengan menggunakan alat yang telah disiapakan. Adapun langkah-langkah yang
telah dikerjakan selama pengukuran berlangsung.
1. Pengukuran pendahuluan.
Pengukuran pendahuluan dimaksudkan untuk mengetahui berapa kali
yang didapat dari hasil perhitungan waktu pengamatan. Biasanya pengukuran
waktu dilakukan sebanyak 25 kali pengukuran
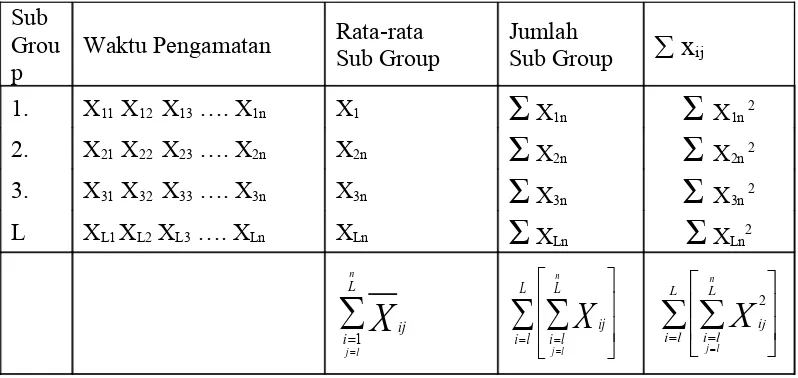
Tabel 2.1. Pengukuran Waktu Kerja
Sub Grou p
Waktu Pengamatan Rata-rata Sub Group
Jumlah
Sub Group
x
ij1. X11 X12 X13 …. X1n X1
Σ
X1nΣ
X1n 22. X21 X22 X23 …. X2n X2n
Σ
X2nΣ
X2n 23. X31 X32 X33 …. X3n X3n
Σ
X3nΣ
X3n 2L XL1 XL2 XL3 …. XLn XLn
Σ
XLnΣ
XLn2
n l j Li 1
X
ij
L l i L l i ij n l j
X
L l i L l i ij n l j
X
2( Sumber : Ergonomi, Studi Gerakan dan Waktu Edisi Pertama Cetakan ke-3,
Wigjosoebroto Sritomo, 2003 )
Keterangan :
Xij = Waktu pengamatan berturut turut
(I = 1,2,3,….,1 ; = 1,2,3,…,n)
Xij = Rata rata pengamatan berturut-turut
n = Jumlah sub group
L = Ukuran sup group
2. Ujian keseragaman data.
Tugas mengukur adalah mendapatkan data yang seragam, karena ketidak
seragaman data tanpa disadari maka diperlukan suatu alat untuk “mendeteksi”
batas-batas kontrol yang dibentuk dari data merupakan batas seragam tidaknya
data. Data dikatakan seragam yaitu berasal dari sistem sebab yang sama, bila
sama, bila berada diantara kedua batas kontrol, dan data dikatakan tidak
seragam yaitu berasal dari sistem yang berbeda, jika berada diluar batas
control. Yang diperhatikan dalam pengujian keseragaman adalah data yang
berbeda didalam batas-batas kontrol tersebut.
a. Menghitung harga rata dari rata-rata sup group dengan
L xij
X
ij
(2.1)
b. Menghitung standart deviasi dari waktu pengamatan
Adalah akar dari varians dimana semakin kecil standart deviasi sebuah
data, maka semakin tidak bervariasi data tersebut dan sebaliknya, semakin
besar standart deviasi sebuah data, maka semakin bervariasi data tersebut.
1
N
x
x
ij ij (2.2)
c. Menghitung standar deviasi sebenarnya dari waktu pengamatan.
Adalah standart deviasi dibagi dengan akar sub grup data pengamatan.
L
(2.3)
d. Menghitung derajat ketelitian tiap operator.
Adalah penyimpangan maksimum hasil pengukuran dari waktu
penyelesaian sebenarnya.
% 100 x X S
x(2.4)
Adalah menunjukkan besarnya keyakinan pengukuran bahwa hasil yang
diperoleh memenuhi syarat ketelitian.
CL = 100% - S% (2.5)
f. Menghitung batas kontrol atas (BKA) dan batas kontrol bawah (BKB)
a. Batas Kontrol Atas (BKA) :
Garis yang menyatakan penyimpangan paling tertinggi dari “ nilai
baku “ terdapat sejajar diatas central.
BKA = X + kx ( 2.6) b. Batas Kontrol Bawah (BKB) : Garis bawah yang sejajar garis sentral.
BKB = X - kx ( 2.7)
g. Analisa keseragaman data
Data yang dihasilkan dapat dikatakan seragam, jika harga rata-rata dari sub
group berada dalam batas kontrol atas (BKA) dan batas kontrol bawah
(BKB). Setelah dua berkumpul maka diteruskan dengan mengidentifikasi
data yang terlalu besar atau data yang terkecil, dan menyimpang dari harga
rata-ratanya yang disebabkan hal-hal tertentu. Data ekstrim ini
Gambar 2.1.
Peta Kontrol untuk Test Keseragaman Data
h. Uji kecukupan data
Uji kecukupan data dipakai untuk mendapatkan tingkat ketelitian dan
tingkat keyakinan yang merupakan pencerminan tingkat kepastian yang
diinginkan oleh pengukur setelah memutuskan tidak akan melakukan
pengukuran yang sangat banyak karena data sudah mencukupi. Uji ini
dilakukan setelah data hasil pengukuran setelah seragam. Uji kecukupan
data dapat dihitung dengan rumus :
x
x
x
n
s
k
ij ij ij N 2 2 ' 2 (2.8) Keterangan :N’ = Jumlah pengamatan teoritis yang harus dilakukan/diperlukan.
N = Jumlah pengamatan yang dilakukan
S = Tingkat ketelitian
K = Koefisien distribusi normal sesuai dengan tingkat keyakinan.
0.14 0.12 0.10 0.8 0.7 0.5 0.3 0.2
0 1 2 3 4 5
Batas Kontrol Atas
Harga Rata - rata
Untuk nilai K secara tepat dapat dilihat pada Tabel Apendix
Kesimpulan dari perhitungan yang diperoleh yaitu
a. Apabila N’ < N, berarti jumlah pengamatan yang kita butuhkan sudah cukup.
b. Apabila N’ > N, berarti jumlah pengamatan yang kita butuhkan harus ditambah lagi sesuai dengan tingkat kepercayaan dan tingkat ketelitian yang
diharapkan.
(Wignjosoebroto Sritomo, 2003).
2.1.5. Perhitungan Waktu Baku
Perhitungan output standart merupakan langkah berikutnya setelah
dilakukan pengukuran waktu kerja dan dilakukan uji keseragaman dan kecukupan
data. Untuk mendapatkan output standart perlu ditempuh langkah-langkah sebagai
beriku :
a. Menghitung waktu siklus rata-rata setiap elemen kegiatan (Ws) :
N
Ws
x
ij (2.9)b. Menghitung waktu normal (Wn) :
Wn = Ws x P (2.10)
Di mana p faktor penyesuaian yang digunakan untuk menormalkan waktu
pengamatan yang diperoleh, jika pekerja dinilai bekerja secara tidak wajar.
allowance Wn
Wb
(%) % 100
% 100
(2.11)
( Sutalaksana, 2005)
2.1.6. Faktor Penyesuaian (Rating Performance)
Aktivitas untuk menilai atau mengevaluasi kecepatan kerja operator
dikenal sebagai “Rating Performance”. Dengan melakukan rating ini diharapkan waktu kerja yang diukur bisa “dinormalkan” kembali. Ketidak normalan dari waktu kerja ini yang diakibatkan oleh operator bekerja secara kurang wajar yaitu
bekerja dalam tempo atau kecepatan yang tidak sebagaimana semestinya.
Waktu normal bukanlah waktu yang disediakan untuk pekerjaan yang
bersangkutan, karena angka ini harus dinaikkan dengan waktu tambahan yang
disediakan untuk gangguan-gangguan, kebutuhan-kebutuhan pribadi operator, dan
penunda-penunda yang berada di luar keluasaannya.
Westing house system’s Rating adalah sistem untuk memberikan rating performance yang umumnya diaplikasikan di dalam aktivitas pengukuran kerja.
Selain kecakapan (skill) dan usaha (effort) sebagai faktor yang mempengaruhi performance manusia, maka Westing house menambahkan lagi dengan kondisi kerja (working condition) dan keajekan (consistency) dari operator dalam melakukan kerja. Tabel performance rating westing house dapat dilihat pada tabel 2.2.
Tabel 2.2
SKILL EFFORT
+ 0,15 AI Superskill + 0,13 AI Superskill
+ 0,13 A2 + 0,12 A2
+ 0,11 B1 Excellent + 0,10 B1 Excellent
+ 0,08 B2 + 0,08 B2
+ 0,06 C1 Good + 0,05 C1 Good
+ 0,03 C2 + 0,02 C2
0,00 D Average 0,00 D Average
- 0,05 E1 Fair - 0,04 E1 Fair
- 0,10 E2 - 0,08 E2
- 0,16 F1 Poor - 0,12 F1 Poor
- 0,22 F2 - 0,17 F2
CONDITION CONSISTENCY
+ 0,06 A Ideal + 0,04 A Ideal
+ 0,04 B Excellent + 0,03 B Excellent
+ 0,02 C Good + 0,01 C Good
0,00 D Average 0,00 D Average
- 0,03 E Fair - 0,02 E Fair
- 0,07 F Poor - 0,04 F Poor
( Sumber : Teknik Tata Cara Kerja, Sutalaksana, 2005 )
Metode westing house ini mempertimbangkan empat buah faktor dalam mengevaluasi performance rating, antara lain :
1. Keterampilan (skill) adalah “kecakapan atau kemampuan dalam mengerjakan suatu metode yang diberikan”. Selanjutnya berhubungan dengan pengalaman,
ditunjukkan dengan koordinasi yang baik antara pikiran dan tangan.
2. Usaha (effort) adalah “kesungguhan yang ditunjukkan atau diberikan oleh seorang operator saat melaksanakan pekerjaannya”. Usaha ditunjukan oleh
kecepatan pada tingkat kemampuan yang dimiliki dan dapat dikontrol pada
tingkat yang tinggi oleh perator.
3. Kondisi (condition) adalah “kondisi fisik lingkungan di tempat kerja.” Yang meliputi keadaan pencahayaan, temperatur dan kebisingan ruangan. Kondisi
merupakan suatu prosedur performance rating yang berpengaruh pada
4. Konsisten (consistensi) adalah “Suatu keadaan yang stabil dari operator dalam melaksanakan pekerjaannya”. Faktor konsistensi ini perlu diperhatikan, karena
pada kenyataannya setiap pengukuran tidak pernah terjadi angka yang sama
pada pencatatan, waktu penyelesaian yang ditunjukkan pekerja selalu berubah
dari satu siklus ke siklus yang lain. Konsistensi dikatakan sempurna (perfect) jika waktu penyelesaian selalu sama setiap saat.
“Skill dan effort” di bagi menjadi superskill, excellent, good, average, fair, dan poor. Sedangkan “Condition dan Consistency” di bagi menjadi ideal, excellent, good, average, fair dan poor.
(Wignjosoebroto Sritomo, 2003).
2.1.7. Faktor Kelonggaran (Allowance)
Waktu normal untuk suatu elemen operasi kerja adalah semata-mata
menunjukkan bahwa operator yang berkualifikasi baik akan bekerja
menyelesaikan pekerjaan pada kecepatan/tempo kerja yang normal. Waktu
normal untuk suatu operator menggambarkan lamanya waktu yang diperlukan
oleh operator rata-rata bila bekerja pada langkah normal dan tanpa menghiraukan
waktu tambahan untuk kebutuhan-kebutuhan pribadi, istirahat, dan
penundaan-penundaan lain di luar kekuasaannya.
Waktu kelonggaran yang dibutuhkan dan akan menginterupsikan proses
( Sutalaksana, 2005 )
2.1.7.1. Kelonggaran untuk Kebutuhan Pribadi ( personal allowance )
Yang termasuk ke dalam kebutuhan pribadi adalah hal-hal yang seperti
minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil,
bercakap-cakap dengan teman sekerja untuk menghilangkan ketegangan ataupun kejenuhan
dalam bekerja.
Kebutuhan-kebutuhan ini jelas-jelas sebagai sesuatu mutlak tidak bisa,
misalnya seseorang diharuskan terus bekerja dengan rasa olahraga, atau melarang
pekerja untuk sama sekali tidak bercakap-cakap sepanjang jam kerja. Larangan
demikian tidak saja merugikan pekerja (karena merupakan tuntutan psikologis dan
fisiologis yang wajar) tetapi juga merugikan perusahaan karena dengan kondisi
demikian pekerja tidak akan dapat bekerja dengan baik bahkan hampir dipastikan
produktivitasnya menurun.
Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi seperti itu
berbeda-beda dari satu pekerjaan yang lainnya karena setiap pekerjaan
mempunyai karakteristik sendiri-sendiri dengan “tuntutan” yang berbeda-beda.
Penelitian yang khusus perlu dilakukan untuk menentukan besarnya kelonggaran
ini dengan tepat seperti sampling pekerjaan ataupun secara fisiologis.
Berdasarkan penelitian ternyata besarnya kelonggaran ini bagi pekerja pria
berbeda dengan pekerja wanita. Misalnya untuk pekerjaan-pekerjaan ringan pada
kondisi kerja normal pria memerlukan 2 - 2,5%. Dan wanita membutuhkan 5%
(prosentasi ini adalah waktu normal)
2.1.7.2. Kelonggaran untuk Menghilangkan Rasa Fatique
Rasa Fatique tercermin antara lain dari menurunnya hasil produksi baik
jumlah maupun kualitasnya. Karena salah satu cara untuk menentukan besarnya
kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja
dengan mencatat pada saat-saat dimana hasil produksi manurun. Tetapi
masalahnya adalah kesulitan dalam menentukan saat-saat dimana menurunnya
hasil produksi disebabkan oleh timbulnya rasa fatique karena masih banyak
kemungkinan-kemungkinan lain.
Jika rasa fatique telah datang dan pekerja harus bekerja untuk
menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja
lebih besar dari normal dan ini akan menambah rasa fatique. Bila ini berlangsung
terus menerus pada akhirnya akan terjadi rasa fatique yang total yaitu jika anggota
badan yang bersangkutan sudah tidak dapat melakukan gerak kerja sama sekali
walaupun sangat dikehendaki.
Hal demikian jarang terjadi karena berdasarkan pengalamannya pekerja
dapat mengatur kecepatan kerjanya sedemikian rupa, sehingga lambatnya
gerakan-gerakan kerja ditunjukan untuk menghilangkan rasa fatique.
( Sutalaksana, 2005 )
2.1.7.3. Kelonggaran untuk Hambatan-Hambatan Tak Terhindari
Dalam melaksanakan pekerjaannya, pekerja tidak lepas dari berbagai
berlebihan dengan menganggur dengan sengaja, ada pula hambatan yang tidak
dapat dihindari karena berada diluar kekuasaan pekerja untuk mengendalikannya.
Bagi hambatan yang pertama jelas tidak ada pilihan selain untuk
menghindarkannya, sedangkan bagi yang terakhir walaupun harus diusahakan
serendah mungkin, hambatan akan tetap ada karena harus diperhitungkan dalam
perhitungan waktu baku.
Beberapa contoh yang termasuk ke dalam hambatan tidak terhindari adalah : a. Menerima atau meminta petunjuk kepada pengawas.
b. Melakukan penyesuaian-penyesuaian mesin
c. Memperbaiki kemacetan-kemacetan singkat seperti mengganti alat potong
yang patah, memasang kembali ban yang lepas dan sebagainya
d. Mengasah peralatan potong
e. Mengambil alat-alat khusus atau bahan-bahan khusus dari gudang
f. Hambatan-hambatan dari kesalahan pemakai alat ataupun bahan
g. Mesin berhenti karena matinya aliran listrik.
Besarnya hambatan untuk kejadian-kejadian seperti ini sangat bervariasi
dari suatu pekerjaan ke pekerjaan lain bahkan satu stasiun kerja lain karena
banyaknya penyebab, seperti mesin, kondisi, prosedur kerja, ketelitian suplay alat
dan bahan, dan sebagainya. ( Sutalaksana, 2005 )
2.2. Peramalan
Peramalan adalah proses untuk memperkirakan beberapa kebutuhan
dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan ataupun jasa.
Sedangkan peramalan permintaan merupakan tingkat permintan produk-produk
yang diharapkan akan terealisir untuk jangka waktu tertentu pada masa yang akan
datang. Peramalan permintaan ini digunakan untuk meramalkan permintaan dari
produk yang bersifat bebas (tidak tergantung), seperti peramalan produk jadi.
(Nasution Arman Hakim, 2008)
2.2.1. Jenis-jenis peramalan
Pada umumnya peramalan dapat dibedakan dari berbagai segi tergantung
dari cara melihatnya. Apabila dilihat dari sifat penyusunan, maka peramalan
dapat dibedakan atas 2 macam, yaitu :
1. Peramalan subyektif, yaitu peramalan yang didasarkan atas perasaan atau
intuisi dari orang yang menyusunnya.
2. Peramalan Objektif, yaitu peramalan yang didasarkan atas data yang relevan
pada masalah, dengan menggunakan teknik dan metode dalam penganalisaan
data tersebut.
Jika di lihat dari jangka waktu ramalan yang disusun, maka peramalan dapat
dibedakan atas 2 mcam, yaitu
1. Peramalan jangka panjang, yaitu peramalan yang dilakukan untuk penyusunan
hasil ramalan yang jangka waktunya lebih dari satu setengah tahun.
Peramalan ini biasanya diperlukan dalam penyusunan rencana pembangunan
daerah, atau rencana ekspansi suatu pekerjaan.
2. Peramalan jangka pendek yaitu peramalan yang dilakukan untuk penyusunan
Peramalan seperti ini diperlakukan dalam penyusunan rencana tahunan,
rencana produksi, rencana penjualan, dan anggaran perusahaan.
(Nasution Arman Hakim, 2008)
2.2.2. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria yang penting, antara
lain akurasi, biaya, dan kemudahan. Penjelasan dari kriteria – kriteria tersebut
adalah sebagai berikut :
1. Akurasi
Akurasi dari suatu hasil peramalan diukur dengan kebiasaan dan
kekonsistensian peramalan tersebut. Hasil peramalan dikatakan bias bila
peramalan tersebut terlalu tinggi atau terlalu rendah. dibandingkan dengan
kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila
besarnya kesalahan peramalan relative kecil. Peramalan yang terlalu rendah
akan mengakibatkan kekurangan persediaan, sehingga permintaan konsumen
tidak dapat dipenuhi dengan segera, akibatnya adalah perusahaan
dimungkinkan kehilangan pelanggan dan kehilangan keuntungan penjualan.
Peramalan yang terlalu tinggi akan mengakibatkan terjadinya penumpukan
persediaan, sehingga banyak modal terserap sia – sia. Keakuratan dari hasil
peramalan ini berperan penting dalam menyeimbangkan persediaan yang ideal
(meminimasi penumpukan persediaan dan memaksimasi tingkat pelayanan).
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung
dari jumlah item yang diramalkan, lamanya periode peramalan, dan metode
peramalan yang dipakai. Ketiga faktor pemicu biaya tersebut akan
mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan
datanya (manual atau komputerisasi), bagaimana penyimpanan datanya dan
siapa tenaga ahli yang diperbantukan. Pemilihan metode peramalan harus
disesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin didapat,
misalnya item – item yang penting akan diramalkan dengan metode yang
canggih dan mahal, sedangkan item – item yang kurang penting bisa
diramalkan dengan metode yang sederhana dan murah. Prinsip ini merupakan
adopsi dari Hukum Pareto (Analisa ABC).
3. Kemudahan
Penggunaan metode peramalan yang sederhana, mudah dibuat, dan mudah
diaplikasikan akan memberikan keuntungan bagi perusahaan. Adalah
percuma memakai metode yang canggih, tetapi tidak dapat diaplikasikan pada
sistem perusahaan karena keterbatasan dana, sumber daya manusia, maupun
peralatan teknologi. (Nasution Arman Hakim, 2008)
Peramalan yang baik adalah peramalan yang dilakukan dengan mengikuti
langkah-langkah atau penyusunan yang baik. Pada dasarnya ada langkah
peramalan yang penting, yaitu
1. Menganalisa data masa lalu, yang dilakukan dengan cara membuat tabulasi
dari data masa lalu. Dari tabulasi data, maka dapat diketahui pola dari data
tersebut.
2. Menentukan metode yang digunakan. Metode peramalan yang baik adalah
metode yang menghasilkan penyimpangan antara hasil peramalan dengan nilai
kenyataan yang sekecil mungkin.
3. Memproyeksikan data masa lalu dengan menggunakan metode yang
dipergunakan, mempertimbangkan beberapa faktor perubahan. Faktor-faktor
perubahan tersebut antara lain terdiri dari perubahan kebijakan-kebijakan yang
mungkin terjadi, termasuk perubahan kebijakan pemerintah, perkembangan
teknologi dan penemuan-penemuan baru dan perbedaan dengan hasil ramalan
yang ada dengan kenyataannya. (Nasution Arman Hakim, 2008)
2.2.4. Beberapa Sifat Hasil Peramalan
Dalam membuat peramalan atau menerapkan hasil suatu peramalan, maka ada
beberapa hal yang harus dipertimbangkan, yaitu :
1. Peramalan pasti mengandung kesalahan, artinya peramal hanya
bisa mengurangi ketidak pastian yang akan terjadi, tetapi tidak dapat
menghilangkan ketidak pastian tersebut.
2. Peramalan seharusnya memberikan informasi tentang berapa
maka adalah penting bagi peramal untuk menginformasikan seberapa besar
kesalahan yang mungkin terjadi.
3. Peramalan jangka pendek lebih akurat dibandingkan peramalan
jangka panjang. Hal ini disebabkan karena pada peramalan jangka pendek,
factor – faktor yang mempengaruhi permintaan relative masih konstan,
sedangkan semakin panjang periode peramalan, maka semakin besar pula
kemungkinan terjadinya perubahan faktor – faktor yang mempengaruhi
permintaan.
(Nasution Arman Hakim, 2008)
2.2.5. Metode Peramalan
Metode peramalan adalah cara memperkirakan secara kuantitatif apa yang
terjadi pada masa yang akan datang, berdasarkan data yang relevan pada masa
lalu. Keberhasilan dari suatu peramalan sangat ditentukan oleh :
1. Pengetahuan teknik tentang informasi data masa lalu yang dibutuhkan,
informasi ini berisikan data kuatitatif.
2. Teknik dan metode peramalan.
Baik tidaknya suatu peramalan yang disusun, disamping ditentukan oleh
metode yang dipergunakan, juga ditentukan oleh baik tidaknya informasi
kuantitatif yang dipergunakan. Selama informasi yang dipergunakan tidak
dapat meyakinkan, maka hasil peramalan sukar dapat dipercaya ketepatanya.
(Nasution Arman Hakim, 2008)
Metode peramalan yang dipergunakan sangat besar manfaatnya, apabila
dikaitkan dengan keadaan informasi atau daya yang dipunyai. Metode peramalan
juga memberikan urutan pengerjaan dan pemecahan atas pendekatan suatu
masalah dalam peramalan, sehingga bila digunakan pendekatan yang sama atas
permasalahan dalam suatu kegiatan peramalan, maka akan didapat dasar
pemikiran dan pemecahan yang sama. Adapun kegunaan dari permasalahan
adalah sebagai berikut :
1. Untuk menentukan kebijakan dalam penyusunan anggaran
2. Untuk pengendalian bahan baku
3. Untuk membantu kegiatan perencanaan dan pembalajaan
Dari uraian ini, dapat disimpilkan bahwa metode peramalan sangat
berguna, karena sangat membantu dalam mengadakan pendekatan analisa
terhadap tingkah laku atau pola dari data yang lalu, sehingga dapat memberikan
cara pemikiran, pengerjaan dan pemecahan yang sistematis, serta memberi tingkat
keyakinan yang lebih besar atas ketepatan hasil peramalan yang dibuat.
(Nasution Arman Hakim, 20008).
2.2.7. Kriteria pemilihan metode
Ukuran akurasi hasil peramalan yang merupakan ukuran kesalahan
peramalan merupakan ukuran tentang tingkat perbedaan antara hasil peramalan
dengan permintaan yang sebenarnya terjadi. Ada 4 ukuran yang biasa digunakan,
yaitu :
MAD merupakan rata – rata kesalahan mutlak selama periode tertentu
tanpa memperhatikan apakah hasil peramalan lebih besar atau lebih kecil
dibandingkan kenyataannya. Secara matematis, MAD dirumuskan sebagai
berikut :
MAD = n
y y
n
t
t i
1
^
(2.12)
2. Rata – rata Kuadrat Kesalahan ( Mean Square Error = MSE )
MSE dihitung dengan menjumlahkan kuadrat semua kesalahan
peramalan pada setiap periode dan membaginya dengan jumlah periode
peramalan. Secara sistematis, MSE dirumuskan sebagai berikut :
MSE =
2
1
^
n y y
n
t
i i
(2.13)3. Rata – rata Kesalahan Peramalan ( Mean Forecast Error = MFE )
MFE sangat efektif untuk mengetahui apakah suatu hasil peramalan
selama periode tertentu terlalu tinggi atau terlalu rendah. Bila hasil peramalan
tidak bias, maka nilai MFE akan mendekati nol. MFE dihitung dengan
menjumlahkan semua kesalahan peramalan selama periode peramalan dan
membaginya dengan jumlah periode peramalan. Secara matematis, MFE
dinyatakan sebagai berikut :
MFE =
n y y
n
i
1 ^ 1 14. Rata – rata Persentase Kesalahan Absolute ( Mean Absolute
Percentage Error = MAPE )
MAPE merupakan ukuran kesalahan relative. MAPE biasanya lebih
berarti dibandingkan MAD karena MAPE menyatakan persentase kesalahan
hasil peramalan terhadap permintaan actual selama periode tertentu yang akan
memberikan informasi persentase kesalahan terlalu tinggi atau terlalu rendah.
Secara matematis, MAPE dinyatakan sebagai berikut :
MAPE =
n y
y y
n
i
1 1
^ 1 1 100
(2.15)
(Nasution Arman Hakim, 2008).
2.2.8. Analisis Deret Waktu (Time Series)
Analisa Deret Waktu didasarkan pada asumsi bahwa deret waktu tersebut
terdiri dari komponen – komponen Trend (T), Siklus / Cycle (C), Pola Musiman
Season (S), dan Variasi Acak / Random (R) yang akan menunjukkan suatu pola
tertentu. Komponen – komponen tersebut kemudian dipakai sebagai dasar dalam
pembuatan persamaan matematis. Analisa Deret Waktu ini sangat tepat dipakai
untuk meramalkan permintaan yang pola permintaan di masa lalunya cukup
konsisten dalam periode waktu yang lama, sehingga diharapkan pola tersebut
Permintaan di masa lalu pada analisa deret waktu akan dipengaruhi
keempat komponen utama T, C, S, dan R. Penjelasan tentang komponen –
komponen tersebut adalah sebagai berikut :
1. TREND / KECENDERUNGAN (T).
Trend merupakan sifat dari permintaan di masa lalu terhadap waktu
terjadinya, apakah permintaan tersebut cenderung naik, turun atau konstan.
2. SIKLUS / CYCLE (C).
Permintaan suatu produk dapat memiliki siklus yang berulang secara
periodik, biasanya lebih dari setahun, sehingga pola ini tidak perlu
dimasukkan dalam peramalan jangka pendek. Pola ini sangat berguna untuk
peramalan jangka menengah dan jangka panjang.
3. POLA MUSIMAN / SEASON (S).
Fluktuasi permintaan suatu produk dapat naik turun disekitar garis trend
dan biasanya berulang setiap tahun. Pola ini biasanya disebabkan oleh cuaca,
musim libur panjang, dan hari raya keagamaan yang berulang secara periodik
setiap tahunnya.
4. VARIASI ACAK / RANDOM (R).
Permintaan suatu produk dapat mengikuti pola bervariasi secara acak
karena factor – faktor adanya bencana alam, bangkrutnya perusahaan pesaing,
promosi khusus, dan kejadian – kejadian lainnya yang tidak mempunyai pola
tertentu. Variasi acak ini diperlukan dalam rangka menentukan persediaan
pengaman untuk mengantisipasi kekurangan persediaan bila terjadi lonjakan
2.2.9. Metode yang Digunakan dalam Time Series
1. Single Exponential Smoothing
Formula untuk metode Single Exponential Smoothing (SES) adalah
(Baroto, 2002) :
1
ˆ 1 ˆ
t t
t f f
f
dimana :
t
fˆ = perkiraan permintaan pada periode t
= suatu nilai (0< <1) yang ditentukan secara subyektif
t
f = permintaan actual pada periode t
1 ˆ
t
f = perkiraan permintaan pada periode t-1
Metode SES mengasumsikan peramalan permintaan untuk setiap periode
ke depan selalu sama.
2. Weighted Moving Average
Formula metode Meighted Moving Average adalah (Baroto, 2002) :
t c ft c ft cmft mfˆ 1 1 2 2 dimana :
t
fˆ = ramalan permintaan (real untuk periode t)
t
f = permintaan actual pada periode t
1
c = bobot masing-masing data yang digunakan
c1 1
, ditentukan secara subyektifm = jumlah periode yang digunakan untuk peramalan (subyektif)
Pada metode WMA peramalan permintaan untuk setiap periode
3. Double Exponential Smoothing
Formula metode Double Exponential Smoothing adalah (Baroto, 2002) :
t t a at e
F' 0 1 dimana :
1 ,a
ao adalah parameter proses dan e mempunyai nilai harapan dari 0 dan
sebuah variasi e2.
Misalkan 1
0 1
1 2
2
... f f
f f
F t t
t t
t
Persamaaan diatas dapat pula ditulis ulang sebagai :
1 0 0 1 t i t t it f f
F
Double Exponential Smoothing adalah modifikasi dari Single Exponential
Smoothing yang dirumuskan sebagai berikut :
2 2 1 t X Xt
Xt
dimana :
2
Xt = F’t = peramalan double exponential smoothing = faktor smoothing dan 1
Xt = Ft
4. Winter’s
Metode peramalan Winter’s digunakan untuk suatu data yang berpola
Formulasi untuk metode Winter’s adalah :
t t a t C
a
t ( 0, 1.)
2.2.10. Pola Permintaan
Dalam peramalan time series perlu diketahui dulu pola / komponen time
series. Pola permintaan dapat diketahui dengan membuat “Scatter Diagram”, yaitu
pengeplotan data historis selama interval waktu tertentu. Dalam time series
terdapat empat jenis pola permintaan (Baroto, 2002) : 1. Pola trend
Pola trend adalah bila data permintaan menunjukan pola kecenderungan
gerakan penurunan atau kenaikan jangka panjang. Bila data berpola trend,
maka metode peramalan yang sesuai adalah metode regresi linier, single eksponential smoothing atau double eksponential smoothing.
Gambar 2.2 Trend Component ( Pola Trend )
2. Pola musiman
Bila data yang kelihatan berfluktuasi, namun fluktuasi tersebut akan
terlihat berulang dalam suatu interval waktu tertentu, maka data tersebut
adalah metode winter (sangat sesuai), moving average, atau weight moving everage.
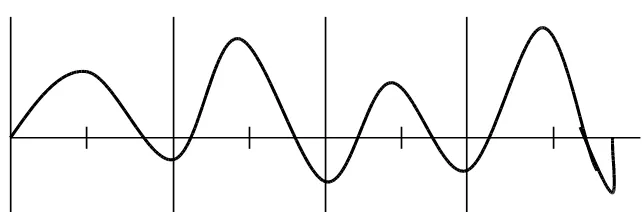
Gambar 2.3 Seasonal Component ( Pola Musiman ) 3. Pola siklikal
Pola siklikal adalah bila fluktuasi permintaan secara jangka panjang
membentuk pola sinusoid atau gelombang atau siklus. Metode yang sesuai
bila data berpola siklikal adalah metode moving average, weigh moving average, dan eksponential smoothing.
Gambar 2.4 Cyclical Component ( Pola Siklis ) 4. Pola eratik/random
Pola eratik (random) adalah bila fluktuasi data permintaan dalam jangka panjang tidak dapat digambarkan oleh ketiga pola lainnya. Fluktuasi
permintaan bersifat acak atau tidak jelas. Tidak ada metode peramalan
yang direkomendasikan untuk pola ini. Hanya saja tingkat kemampuan
seorang analis peramalan sangat menentukan dalam pengambilan
Gambar 2.5 Random Component ( Pola Acak )
2.2.11. Verifikasi dan Pengendalian Peramalan (Moving Range Chart=MRC)
Langkah penting sebuah peramaln dibuat adalah melakukan verifikasi
peramalan sehingga hasil peramalan tersebut benar-benar mencerminkan data
masa lalu dan sistem sebab akibat yang mendasari permintaan tersebut. Sepanjang
aktualitas peramalan tersebut dipercaya, peramalan akan terus digunakan. Jika
selama proses verifikasi tersebut ditemukan keraguan validitas metode peramalan
yang digunakan, harus dicari metode lainnya yang lebih cocok. ((Enny, 2008) Peta Moving Range dirancang untuk membandingkan nilai permintaan aktual dengan nilai peramalan. Setelah metode peramalan digunakan, maka peta
Moving Range digunakan untuk menguji kestabilan sistem sebab akibat yang mempengaruhi permintaan. Moving Range dapat didefinisikan sebagai berikut :
MR =
1 1 t t t
t y y y
y
Dimana :
t
y : Data hasil peramalan periode tertentu
t
y : Data permintaan periode tertentu
1
t
y : Data hasil peramalan 1 periode sebelumnya
1
t
y : Data permintaan 1 periode sebelumnya
Adapun rata – rata moving range didefinisikan sebagai berikut :
1
n MR MR
Dimana :
MR : Rata – rata moving range
n : Jumlah periode
Garis tengah peta moving range adalah pada titik nol. Batas control atas dan
bawah pada peta moving range adalah :
MR
BKA 2,66.
MR
BKA 2,66.
Sementara itu, variabel yang akan diplot ke dalam peta Moving Range adalah :
y y yt t
Kebutuhan jumlah data bila kita ingin membuat peta Moving Range sekurang-kurangnya adalah 10. Batas ini ditetapkan dengan harapan hanya akan
ada tiga dari 1000 titik yang berada di luar batas kendali. Jika ditemukan satu titik
yang berada di luar batas kendali, maka harus diselidiki penyebabnya.
Jika semua titik berada dalam batas kendali, diasumsikan peramalan
luar batas kendali maka jelas bahwa peramalan yang didapat kurang baik dan
harus direvisi.
((Enny, 2008)
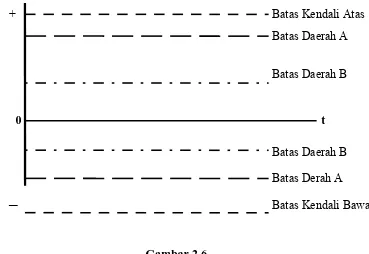
Untuk uji yang paling tepat bagi kondisi diluat kendali adalah dengan cara
membagi peta kendali ke dalam 6 bagian dengan selang yang sama. Yaitu daerah
A adalah daerah luar ±2/3 (2,66.MR) = ±1,77.MR (diatas + 1,77 MR dan dibawah
-1,77.MR ). Daerah B adalah daerah luar ± 1/3 ( 2,66.MR ) = ± 0,89.MR ( diatas
+ 0,89 MR dan dibawah -0,89 MR ). Daerah C adalah daerah diatas atau dibawah
garis tengah. Dapat dilihat pada gambar Peta Kontrol Peramalan Moving Range
Chart ( MRC ) dibawah ini :
0 t
[image:53.595.134.503.388.642.2]
Gambar 2.6
Peta Kontrol Peramalan Moving Range Chart (MRC)
(Sumber : Perencanaan dan Pengendalian Produksi, Nasution A. Hakim, 2008) Batas Daerah A
Batas Daerah B
Batas Daerah B
Batas Derah A
Batas Kendali Bawah Batas Kendali Atas
─
2.3. Perencanaan Produksi
Perencanaan produksi merupakan kegiatan yang bertujuan arah awal dari
tindakan – tindakan yang harus dilakukan dimasa mendatang, apa yang harus
dilakukan, berapa banyak melakukannya dan kapan harus melakukan. Oleh karena
itu perencanaan tidak akan selalu memberikan hasil sebagaimana yang diharapkan
dalam rencana tersebut, sehingga setiap perencanaan yang dibuat harus dievaluasi
secara berkala dengan jalan melakukan pengendalian.
Pekerjaan pengendalian produksi akan sangat bergantung pada ada
tidaknya penyimpangan dalam pelaksanan produksi terhadap rencana produksi
yang telah dibuat sebelumnya. Bila penyimpangan yang terjadi cukup besar, maka
perlu diadakan tindakan – tindakan penyesuaian untuk membenahi penyimpangan
yang terjadi. Hasil penyesuaian yang dilakukan ini akan menjadikan dasar dalam
menyusun rencana produksi selanjutnya.
Dengan mempersiapkan rencana produksi, kita harus memikirkan bahwa
jika ada permintaan yang harus dipenuhi, maka terdapat terdapat tiga macam
sumber yang dapat digunakan dalam mempersiakan rencana produksi yaitu :
1. Persediaan yang ada atau yang sedang dilakukan.
2. Persediaan yang ada atau yang masih digudang.
3. Produksi dan persediaan yang masih ada.
( Nasution, Arman Hakim, 2008)
Peranan perencanaan produksi adalah mengkoordinasikan kegiatan dari
bagian – bagian yang langsung dan tidak langsung menjadwalkan, dan
mengendalikan kegiatan produksi dari mulai tahapan bahan baku, proses sampai
output yang dihasilkan sehingga perusahaan betul – bertul dapat menghasilkan
barang dan jasa dengan efektif dan efisien.
Dalam menjadwalkan kegiatan produksi tersebut maka tahap
perencanaanya harus mempunyai sifat berjangka waktu, berjenjang, terpadu,
terukur, berkelanjutan, realistis, akurat, dan menantang.
2.3.2. Jenis – jenis Perencanaan Produksi
Dalam perencanaan produksi terdapat tiga jenis perencanaan berdasarkan
periode waktu yang dicakup perencanaan produksi tersebut, yaitu :
1. Perencanaan produksi jangka panjang
Perencanaan biasanya melihat 5 tahun atau lebih kedepan. Dalam artian
perencanaan produksi jangka panjang berhubungan dengan efek apa yang
muncul dimasa mendatang terhadap tujuan sistem dan tindakan apa yang
diperlukan dalam menyesuaikan terhadap perubahan tersebut.
2. Perencanaan produksi jangka menengah
Perencanaan produksi jangka menengah mempunyai horizon antara 1
sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah ditetapkan
pada perencanaan produksi jangka panjang. Perencanaan ini didasarkan pada
peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada
( jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah supplier, dan
3. Perencanaan produksi jangka pendek
Perencanaan produksi jangka pendek mempunyai horizon perencanaan kurang
dari 1 bulan, dan bentuk perencanaanya adalah berupa jadwal produksi. Tujuan
dari dari jadwal produksi adalah menyeimbangkan permintaan actual ( yang
dinyatakan dengan jumlah pesanan yang diterima ) dengan sumber daya yang
tersedia ( jumlah departemen, waktu shift yang tersedia, banyaknya operator,
tingkat persediaan yang dimiliki dan peralatan yang ada ), sesuai batasan –
batasan yang ditetapkan pada perencanaan agregat.
( Nasution, Arman Hakim, 2008 ).
2.3.3. Perencanaan produksi agregat
Dalam lingkungan industri, pertimbangan perencanaan agregat mencakup
persediaan, penjadwalan kapasitas, dan sumber daya. Semakin besar fasilitas
industry, masalah perencanaan dan pengendalian menjadi semakin sukar. Bagian
perencanaan dan pengendalian produksi harus menjadwalkan produksi untuk
memenuhi permintaan berbagai produk yang berbeda, sehingga jadwal induk yang
memenihi kebijaksanaan operasi dan pelayanan konsumen perusahaan harus
dicari.( Kusuma Hendra, 2004 )
Perencanaan produksi agregat merupakan produksi jangka menengah.
Perencanaanya berkisar antara 1 sampai 24 bulan atau bisa bervariasi dari 1
sampai 3 tahun. Perencanaan tersebut tergantung pada karakteristik produk dan
suatu rencana produksi untuk memenuhi permintaan pada waktu yang tepat
dengan menggunakan sumber – sumber atau alternative – alternative yang tersedia
dengan biaya yang paling minimum keseluruhan produk. Perencanaan agregat ini
merupakan langkah awal aktivitas perencanaan produksi yang dipakai untuk
penyusunan jadwal induk produksi ( JIP ). ( Baroto Teguh, 2002 )
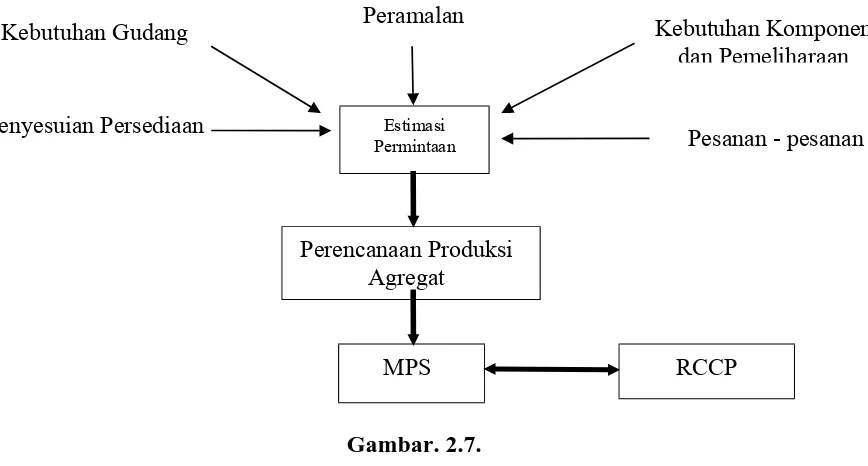
[image:57.595.84.518.254.487.2]Secara umum perencanaan produksi agregat dapat digambarkan sebagai berikut :
Gambar. 2.7.
Proses Perencanaan dan Penjadwalan Produksi
( Sumber : Perencanaan dan Pengendalian Produksi, Nasution Arman Hakim,
2008 )
Sedang yang dimaksud dengan perencanaan produksi yaitu bagaimana
mengolah data yang ada, mulai dari meramalkan permintaan konsumen,
menentukan kapasitas dan fasilitas produksi yang digunakan dan terakhir
mengalokasikan permintaan yang ada pada alternative produksi yang dapat
digunakan. Sehingga secara lebih sederhana pembuatan rencana produksi Agregat
dapat dilihat pada gambar dibawah ini. ( Nasution Arman Hakim, 2008 )
Kebutuhan Gudang Peramalan Kebutuhan Komponen
dan Pemeliharaan
Estimasi Permintaan Penyesuian Persediaan
Pesanan - pesanan
Perencanaan Produksi Agregat
PERIODIK
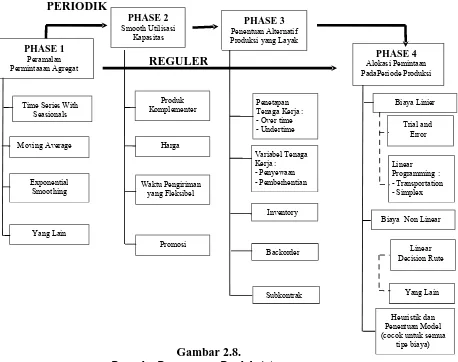
[image:58.595.103.561.141.503.2]
Gambar 2.8.
Prosedur Perencanaan Produksi Agregat
( Sumber : Perencanaan dan Pengendalian Produksi, Nasution Ar