STUDY ON CLEANER PRODUCTION STRATEGY IN GARUT LEATHER
TANNINGS INDUSTRIAL ESTATE
Anas Miftah Fauzi and Ocky Viddya Wardhana
Departement of Agroindustrial Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Darmaga Campus, PO Box 222, Bogor, West Java, Indonesia.
ABSTRACT
Leathers is one of livestock products that being expensive commodity today. Positively, leather tanning industry gives benefit to the peoples around industry, however, improper handling of wastes may pollutes the environment around tanning industrial estate. Cleaner production strategy is needed to minimize the wastes. This research was directed to identify the opportunity implementation of cleaner production strategy on leathers tanning industry at Sukagerang, Garut and to determine the possible alternatives of cleaner production options to increase production efficiency while minimizing the wastes. Analysis of Cleaner production conducted in three industries, PT ELCO Indonesia, PT Karya Lestari Mandiri, and PD Putra Setra. Quick Scan method used to analyzed the cleaner production. The results were then analyzed by using Exponential Method Comparison (MPE) and method of Analytical Hierarchy Process (AHP) to determine the priority of cleaner production application. Priority selection of cleaner production alternatives in leather tanning industry estate was analyzed based on the environmental criteria, benefits, construction, operation, and cost. The best alternative priority to be applied in leather tanning was controlling of water use then followed by trimming process before chemical treatment, breeders assisting, retribution for waste treatment, and the socialization of research results. In the case study of water use at PD Putra Setra, 87,800 Liters water can be reduce. While in the case study of trimming process at PT ELCO Indonesia, this alternative may result in the benefit to the company in the form of savings for the purchase of chemicals of 16.82% or equivalent to Rp 197,103.
I.
PENDAHULUAN
1.1 Latar Belakang
Teknologi penyamakan kulit di kawasan Sukaregang-Garut, mengalami perkembangan yang cukup pesat seiring dengan penggunaan bahan-bahan kimia dalam proses penyamakan. Pada mulanya penyamakan dilakukan secara tradisional dengan menggunakan bahan nabati dan peralatan yang sederhana dan berkembang dengan menggunakan mesin yang lebih modern dan menggunakan bahan-bahan kimiawi berupa kapur, natrium sulfida, ammonium sulfat, garan dapur, asam sulfat, dan krom. Teknologi penyamakan yang ada memberikan dampak negatif terhadap pencemaran lingkungan sekitarnya, terutama pencemaran terhadap air sungai. Menurut Wirasanti (2009) limbah industri penyamakan kulit Sukaregang yang dibuang ke sungai, dinilai sudah melebihi batas maksimum, yaitu pada kandungan logam krom yang telah mencapai 4.16 mg/L. Menurut keputusan Gubernur Jawa Barat standar baku mutu limbah cair untuk industri penyamakan kulit dengan parameter logam krom maksimum sebesar 0.60 mg/L.
Kandungan krom yang melebihi ambang batas ini terjadi dikarenakan industri penyamakan kulit masih mengandalkan tiga IPAL yang tidak berfungsi optimal pada kawasan industri tersebut untuk mengolah limbah hasil penyamakan kulit. Ketiga IPAL tersebut berfungsi hanya sebagai kolam penampungan sebelum air limbah dibuang ke sungai, sedangkan untuk pengolahan logam berbahaya dan senyawa berbahaya lainnya tidak dilaksanakan karena menurut Dinas Lingkungan setempat untuk pengoperasian tiga IPAL ini membutuhkan dana yang relatif besar, yaitu mencapai 1.7 milyar per tahun dan pemerintah setempat tidak dapat menganggarkan dana sebesar itu, sehingga pencemaran terjadi di sungai sekitar kawasan industri penyamakan kulit.
Strategi pengolahan limbah yang telah diterapkan terlihat tidak menyelesaikan permasalahan lingkungan yang ada pada kawasan industri penyamakan kulit Sukaregang. Untuk itulah perlunya
pengelolaan lingkungan yang secara sistematis yang dapat diterapkan oleh pemilik perusahaan yaitu pollution prevention atau lebih dikenal dengan nama cleaner production (produksi bersih). Produksi bersih merupakan suatu strategi pengelolaan lingkungan yang bersifat preventif terpadu dan diterapkan secara terus-menerus pada setiap kegiatan mulai dari hulu hingga ke hilir yang terkait dengan proses produksi, produk, dan jasa untuk meningkatkan efesiensi penggunaan sumberdaya alam, mencegah terjadinya pencemaran lingkungan, dan mengurangi terbentuknya limbah pada sumbernya sehingga dapat meminimisasi resiko terhadap kesehatan dan keselamatan manusia serta kerusakan lingkungan.
1.2 Tujuan Penelitian
T
ujuan penelitian ini adalah untuk :1. Mengidentifikasi peluang penerapan produksi bersih pada kawasan industri penyamakan kulit di Sukaregang, Garut.
1.3 Ruang Lingkup Penelitian
Ruang lingkup dari penelitian ini adalah sebagai berikut : 1. Identifikasi peluang penerapan produksi bersih.
2. Analisa Proses produksi yang dipilih dan identifikasi kriteria lingkungan yang relevan melalui metoda AHP.
II.
TINJAUAN PUSTAKA
2.1 Kulit
Kulit merupakan salah satu jenis hasil ternak yang sekarang ini telah dijadikan sebagai suatu komoditi perdagangan dengan harga yang cukup tinggi. Hal ini dapat dilihat dari data statistik nilai ekspor kulit Indonesia, dimana pada tahun 2008 nilai ekspor kulit mencapai 7,600 kg dengan harga jual US$ 100,000,000. Nilai ekspor yang tinggi ini dapat memberi keuntungan yang cukup baik bagi industri kulit yang ada di Indonesia. Pada umumnya kulit dimanfaatkan sebagai bahan pembuat sepatu, jaket, dompet, ikat pinggang serta masih ada beberapa produk-produk lain yang memanfaatkan kulit sebagai bahan bakunya, seperti kerupuk kulit dan gelatin untuk bahan pangan.
Komoditas kulit digolongkan menjadi kulit mentah dan kulit samak (Purnomo, 1985). Menurut Judoamidjojo (1974), kulit mentah adalah bahan baku kulit yang baru ditanggalkan dari tubuh hewan sampai kulit yang mengalami proses-proses pengawetan atau siap samak. Kulit mentah dibedakan atas kulit hewan besar (hides) seperti sapi, kerbau, steer, dan kuda, serta kelompok kulit yang berasal dari hewan kecil (skins), seperti kambing, domba, calf , dan kelinci termasuk di dalamnya kulit hewan besar yang belum dewasa seperti kulit anak sapi dan kuda (Purnomo, 1985) .
2.2 Proses Penyamakan (Kurst)
Menurut Aten (1966), pengawetan dengan cara penggaraman terbagi menjadi penggaraman kering (dry salting) dan penggaraman basah (wet salting). Stanley (1993), menambahkan bahwa peng-garaman merupakan metoda pengawetan yang paling mudah dan efektif. Reaksi osmosis dari garam mendesak air keluar dari kulit hingga tingkat kondisi yang tidak memungkinkan pertumbuhan bakteri. Kulit mentah segar bersifat mudah busuk karena merupakan media yang baik untuk tumbuh dan berkembangbiaknya organisme. Kulit mentah tersusun dari unsur kimiawi seperti: protein, karbohidrat, lemak, dan mineral. Oleh sebab itu, perlu dilakukan proses pengwetan kulit sebelum kulit diolah lebih lanjut. Teknik mengolah kulit mentah menjadi kulit samak disebut penyamakan. Dengan demikian, kulit hewan yang mudah busuk dapat menjadi tahan terhadap serangan mikroorganisme (Judoamdjojo, 1981). Prinsip mekanisme penyamakan kulit adalah memasukkan bahan penyamak ke dalam anyaman atau jaringan serat kulit sehingga menjadi ikatan kimia antara bahan penyamak dan serat kulit (Purnomo, 1985). Menurut Muslich (1999), teknik penyamakan kulit dikelompokkan menjadi 3 tahapan, yaitu proses pra-penyamakan, penyamakan, dan pasca penyamakan.
Proses pra-penyamakan (beam open house operation) meliputi perendaman, pengapuran, pembuatan daging, pembuangan kapur, pengikatan proten, pemucatan dan pengasaman (Purnomo, 1985). Perendaman (soaking) merupakan tahapan pertama dari proses penyamakan yang bertujuan mengembalikan kadar air kulit yang hilang selama proses pengawetan sehingga kadar airnya mendekati kadar air kulit segar. Tujuan perendaman adalah membuang zat padat seperti pasir, kerikil, parasit, sisa darah, urin, dan kotoran. Pencegahan proses pembusukan dalam perendaman dapat dilakukan dengan cara mengusahakan agar air perendaman tetap dingin, terutama di musim panas perlu digunakan termometer dan penambahan sedikit bakterisida (Mann, 1980).
di dalam kulit harus dibersihkan sama sekali. Kapur yang masih ketinggalan akan mengganggu proses penyamakan.
Proses buang daging (fleshing) bertujuan menghilangkan sisa-sisa daging (subcutis) dan lemak yang masih melekat pada kulit. Proses buang bulu (scudding) bertujuan menghilangkan sisa-sisa bulu beserta akarnya yang masih tertinggal pada kulit (Muslich, 1999). Pembuangan kapur (deliming) bertujuan untuk menurunkan pH yang disebabkan sisa kapur yang masuk masih terdapat pada kulit (Purnomo, 1985). Proses buang kapur biasanya menggunakan garam ammonium sulfat (ZA). Garam itu memudahkan proses pembuangan kapur karena tidak ada pengendapan-pengendapan dan tidak terjadi pembengkakan kulit (Muslich, 1999).
Pelumatan (bating) bertujuan untuk membuka atau melemaskan kulit lebih sempurna secara enzimatik. Bahan yang digunakan adalah oropon atau enzilen, yaitu bahan yang dibuat dari pankreas dan garam-garam ammonium sebagai aktivator (Judoamidjojo, 1974). Menurut Purnomo (1985), tujuan dari proses bating adalah menghilangkan sisa-sisa akar bulu dan pigmen, sisa lemak yang tidak tersambungkan, dan menghilangkan sisa kapur yang masih tertinggal. Proses bating diperlukan terutama untuk pembuatan kulit halus dan lemas, misalnya kulit box, pakaian, dan sarung tangan (Muslich, 1999). Menurut Mann (1980), waktu bating yang berlebihan dapat menyebabkan kulit menjadi lepas dan menipis karena banyak protein yang terhidrolisis sehingga mengakibatkan kekuatan tarik menjadi rendah.
Menurut Purnomo (1985), pewarnaan dasar memiliki fungsi sebagai pemberian warna dasar pada kulit tersamak seperti yang diinginkan. Pemberian warna disesuaikan dengan bentuk produk akhir yang direncanakan. Warna coklat sering digunakan pada tahap pengecatan dasar. Peminyakan (fat liquoring) bertujuan melicinkan serat kulit sehingga lebih tahan terhadap gaya tarikan, menjaga serat kulit agar tidak lengket sehingga lebih lunak dan lemas, dan memperkecil daya serap agar kulit menjadi lebih fleksibel atau lebih mudah dilekuk-lekukan dan tidak mudah sobek. Caranya dapat dilakukan dengan meminyaki permukaan dengan pengulasan, pelemasan dengan tong berputar atau pencelupan dalam lemak panas. Hal itu penting untuk menarik konsumen saat pemasaran produk. Menurut Thorstensen (1985), jenis minyak yang umum digunakan dalam proses peminyakan adalah trigliserida yang diperoleh dari tumbuh-tumbuhan, ikan laut, dan hewan.
Menurut (Muslich, 1999), pasca penyamakan bertujuan membentuk sifat-sifat tertentu pada kulit terutama berhubungan dengan kelemasan, kepadatan, dan warna kulit. Proses tersebut terdiri atas netralisasi, pewarnaaan, peminyakan, pengecatan, pengeringan, pelembaban, dan pelemasan.
a. Penetralan bertujuan mengurangi kadar asam dari kulit yang disamak menggunakan krom agar tidak menghambat proses pengecatan dasar dan peminyakan (Purnomo, 1985).
b. Pewarnaan dasar memiliki fungsi sebagai pemberian warna dasar pada kulit tersamak seperti yang diinginkan.
c. Peminyakan bertujuan melicinkan serat kulit sehingga lebih tahan terhadap gaya tarikan, menjaga serat kulit agar tidak lengket dan menjadi lebih lunak, lemas, memperkecil daya serap, serta membuat kulit lebih fleksibel.
d. Pengecatan bertujuan untuk memenuhi selera konsumen. Pengecatan zat warna hanya melekat di permukaan dalam media bahan perekat yang fungsinya melekatkan warna dan memperbaiki permukaan kulit.
e. Pengeringan bertujuan untuk menghentikan semua reaksi kimia di dalam kulit.
f. Pelembaban biasanya dilakukan selama 1-3 hari pada udara biasa agar kulit menyesuaikan kelembaban udara sekitarnya.
2.3 Kualitas Kulit
Mutu kulit samak (leather ) selain dipengaruhi oleh proses yang dilakukan di industri penyamakan kulit, juga sangat bergantung pada mutu kulit mentah sebagai bahan dasarnya. Mutu kulit mentah dipengaruhi oleh kerusakan kulit yang terjadi pada saat hewan hidup, pemotongan, dan pengawetan (Willamson dan Payne, 1993). Menurut Mann (1980), sapi untuk produksi susu atau
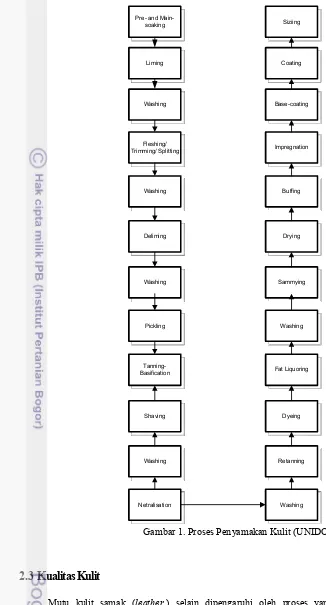
Gambar.1 Proses Penyamakan MOdifikasi Kulit Gambar 1. Proses Penyamakan Kulit (UNIDO, 2000b) Pre- and Main-
soaking
Washing Liming
Fleshing/ Trimming/ Splitting
Deliming
Washing Washing
Pickling
Tanning-Basification
Shaving
Washing
Netralisation Washing
Retanning Dyeing Fat Liquoring
Washing Sammying
Drying Buffing Impregnation Base-coating Coating
domba untuk produksi wool mempunyai kulit yang tipis karena nutrisi makanan yang diserap tubuh digunakan untuk memproduksi susu atau wool.
Kulit seperti itu juga dapat mempengaruhi kualitas kulit samak karena kekuatan tarik dan kemuluran kulit samak menjadi rendah. Dikatakan pula pada setiap spesies terapat perbedaan antara kulit hewan jantan dan betina. Perbedaan pokoknya adalah kulit hewan betina mempunyai rajah yang lebih halus daripada kulit hewan jantan. Pada umumnya, kulit hewan betina mempunyai bobot rata-rata lebih ringan dari kulit hewan jantan tetapi mempunyai daya tahan renggang yang lebih besar. Namun demikian, karena permintaan kulit di pasar sangat besar maka perbedaan kedua jenis kelamin dapat diabaikan dan tidak dianggap sebagai suatu defek. Perbedaan yang dipengaruhi oleh umur hewan dapat menurunkan mutu setelah menjadi kulit samak. Kulit yang berasal dari hewan muda pada umumnya mempunyai struktur yang halus tetapi kompak, berajah sangat halus tetapi kurang tahan terhadap pengaruh dari luar dibandingkan kulit hewan yang lebih tua. Sebaliknya bila hewan semakin tua, lapisan rajah makin kuat dan kasar. Disamping itu, akan semakin banyak yang mengalami luka-luka sehingga makin banyak tenunan parutnya, bekas luka-luka oleh penyakit parasit, guratan, cap bakar,dan lainnya.
2.4 Produksi Bersih
Produksi bersih atau cleaner production (CP) adalah salah satu teknik yang penting dalam menunjang pengembangan berkelanjutan dengan menawarkan kesempatan-kesempatan baru untuk optimasi dan penghematan dalam bisnis dan tentunya mengikuti peraturan lingkungan (Ontario Ministry of Environment, 1993). Konsep produksi bersih dicetuskan oleh United Nation Environmental Program (UNEP) pada bulan Mei 1989. UNEP menyatakan bahwa cleaner production merupakan suatu strategi pengelolaan lingkungan yang bersifat preventif, terpadu dan diterapkan secara kontinu pada proses produksi, produk dan jasa untuk meningkatkan eko-efisiensi sehingga mengurangi resiko terhadap kesehatan manusia dan lingkungan. (UNEP, 1991)
Produksi bersih didefinisikan sebagai strategi pengelolaan lingkungan yang bersifat preventif, terpadu dan diterapkan secara terus-menerus pada setiap kegiatan mulai dari hulu ke hilir yang terkait dengan proses produksi, produk dan jasa untuk meningkatkan efisiensi penggunaan sumber daya alam, mencegah terjadinya pencemaran lingkungan dan mengurangi terbentuknya limbah pada sumbernya sehingga dapat meminimisasi resiko terhadap kesehatan dan keselamatan manusia serta kerusakan lingkungan (Purwanto, 2007). Menurut Weston dan Stuckey (1994), definisi teknologi bersih secara universal sebetulnya belum ada persetujuannya, akan tetapi konsensus secara umum bahwa tujuannya adalah untuk mereduksi tingkat emisi pencemar dan produksi limbah pada sumbernya, membuat efesien dari penggunaan bahan baku, energi dan utilitas, sehingga pada akhirnya dapat mereduksi dampak negatif terhadap lingkungan.
Konsep end-of-pipe treatment− Konsep end-of-pipe treatment menitikberatkan pada pengolahan dan pembuangan limbah. Konsep ini pada kenyataannya tidak dapat sepenuhnya memecahkan permasalahan lingkungan yang ada, sehingga pencemaran dan perusakan masih terus berlangsung. Hal ini disebabkan karena dalam prakteknya pelaksanaan konsep ini menimbulkan banyak kendala. Masalah utama yang dihadapi adalah peraturan perundangan, masih rendahnya
compliance atau pentaatan dan penegakan hukum, masalah pembiayaan serta masih rendahnya tingkat kesadaran. Kendala lain yang dihadapi oleh pendekatan end-of-pipe treatment adalah; pertama, pendekatan ini bersifat reaktif, yaitu bereaksi setelah limbah terbentuk. Kedua, tidak efektif dalam memecahkan permasalahan lingkungan, karena pengolahan limbah cair, padat atau gas memiliki resiko pindahnya polutan dari satu media ke media lingkungan lainnya, dimana dapat menimbulkan masalah lingkungan yang sama gawatnya, atau berakhir sebagai sumber pencemar secara tidak langsung pada media yang sama. Ketiga, biaya investasi dan operasi tinggi, karena pengolahan limbah memerlukan biaya tambahan pada proses produksi, sehingga biaya persatuan produk naik. Hal ini menyebabkan para pengusaha enggan mengoperasikan peralatan pengolahan limbah yang telah dimilikinya. Keempat, pendekatan pengendalian pencemaran memerlukan berbagai perangkat peraturan, selain menuntut tersedianya biaya dan sumber daya manusia yang handal dalam jumlah yang memadai untuk melaksanakan pemantauan, pengawasan dan penegakkan hukum. Lemahnya kontrol sosial, terbatasnya sarana dan prasarana serta kurangnya jumlah dan kemampuan tenaga pengawas menyebabkan hukum tidak bisa ditegakkan.
Oleh karena banyaknya kendala yang dihadapi dalam menerapkan konsep ini sehingga konsep ini bukan cara yang efektif dalam mengelola lingkungan, maka strategi pengelolaan lingkungan telah diubah ke arah pencegahan pencemaran yang mengurangi terbentuknya limbah dan memfasilitasi semua pihak untuk mengelola lingkungan secara hemat biaya serta memberikan keuntungan baik finansial maupun non finansial. Dari pengertian mengenai Produksi bersih maka terdapat kata kunci yang dipakai untuk pengelolaan lingkungan, yaitu pencegahan pencemaran melalui jenis proses yang akrab lingkungan, minimisasi limbah, analisis daur hidup, teknologi ramah lingkungan (produksi bersih). Pencegahan pencemaran merupakan suatu istilah yang digunakan untuk menjelaskan strategi dan teknologi produksi bersih yang tujuannya penghilangan atau pengurangan jumlah limbah.
Menurut Bishop (2000), sesuai dengan Environmental Protection Agency (EPA) pencegahan pencemaran didefinisikan sebagai penggunaan material-material, proses-proses atau praktik-praktik yang bisa mereduksi penggunaan bahan berbahaya, energi, air atau sumber daya alam melalui penggunaan yang lebih efisien, termasuk didalamnya adalah strategi good house keeping (GHK) yang bertujuan untuk meminimalkan limbah dan meningkatkan keuntungan melalui penghematan sumber daya dan bahan baku.
2.5 Manfaat Produksi Bersih
Menurut Bapedal (1998), ada beberapa manfaat dari penerapan produksi bersih, diantaranya sebagai berikut:
1. Meningkatkan efisiensi dan efektifitas penggunaan bahan baku, energi dan sumber daya lainnya. 2. Meningkatkan efisiensi dalam proses produksi sehingga dapat mengurangi biaya pengolahan
limbah.
3. Mengurangi bahaya terhadap kesehatan dan keselamatan kerja.
5. Meningkatkan daya saing produk di pasaran dan mampu meningkatkan image yang baik bagi perusahaan.
6. Menghindari biaya pemulihan lingkungan.
7. Mendorong dikembangkannya teknologi pengurangan limbah pada sumbernya dan produk ramah lingkungan.
Dalam penerapannya Produksi bersih memberikan keuntungan seperti meningkatkan efisiensi, mengurangi biaya pengolahan limbah, konservasi bahan baku dan energi, membantu akses kepada lembaga finansial, memenuhi permintaan pasar, memperbaiki kualitas lingkungan, memenuhi peraturan lingkungan, memperbaiki lingkungan kerja, dan meningkatkan persepsi masyarakat (Sadinata, 2007). Saat ini para pelaku usaha sudah mulai menerapkan strategi produksi bersih di dalam pengembangan bisnisnya karena dapat memperoleh manfaat, yaitu: pertama, meningkatkan daya saing dan kegiatan usahanya juga dapat berkelanjutan, mengingat semakin besarnya peranan lingkungan hidup dalam kebijakan perdagangan internasional. Kedua,dengan mempertimbangkan aspek lingkungan dalam setiap kegiatan proses produksi secara berkesinambungan maka perusahaan memperoleh keuntungan ekonomis dengan adanya peningkatan efektifitas dan efisiensi di segala aspek. Ketiga, dengan menjalankan strategi produksi bersih perusahaan dapat menurunkan biaya produksi dan biaya pengolahan limbah serta sekaligus mengurangi terjadinya kerusakan dan pencemaran lingkungan.
2.6 Tindakan Produksi Bersih
Teknik Pelaksanaan Produksi Bersih ada beberapa teknik pelaksanaan produksi bersih adalah (Afmar, 1999) pengurangan pada sumber, yaitu pengurangan pada sumber merupakan pengurangan atau eliminasi limbah pada sumbernya. Perubahan produk, yaitu subsitusi produk, konservasi produk, perubahan komposisi produk. Perubahan material input, perubahan material input bermaksud untuk mengurangi atau menghilangkan bahan berbahaya dan beracun yang masuk atau digunakan dalam proses produksi sehingga dapat menghindari terbentuknya limbah B3 dalam proses produksi. Volume buangan diperkecil, yaitu: pemisahan limbah dan meng-konsentrasikan limbah. Perubahan teknologi yang mencakup modifikasi proses dan peralatan. Teknik terakhir adalah penerapan operasi yang baik (good house keeping) yang melibatkan unsur-unsur: pengawasan terhadap prosedur- prosedur operasi, loss prevention, praktik manajemen, segregasi limbah, perbaikan penanganan material, penjadwalan produk.
2.7 Metoda MPE
Metoda Perbandingan Eksponensial (MPE) merupakan salah satu metoda yang digunakan untuk pengambilan keputusan dari beberapa alternatif keputusan dengan kriteria majemuk (Marimin,2004). Struktur model MPE adalah sebagai berikut:
= ( )
NA i = Nilai akhir dari alternatif ke-i Nilai ij = Nilai akhir dari alternatif ke-I pada
iiiikriteria ke-j,
Krit j = Tingkat kepentingan kriteria ke-j; krit j > 0, bulat,
2.8 Metoda AHP
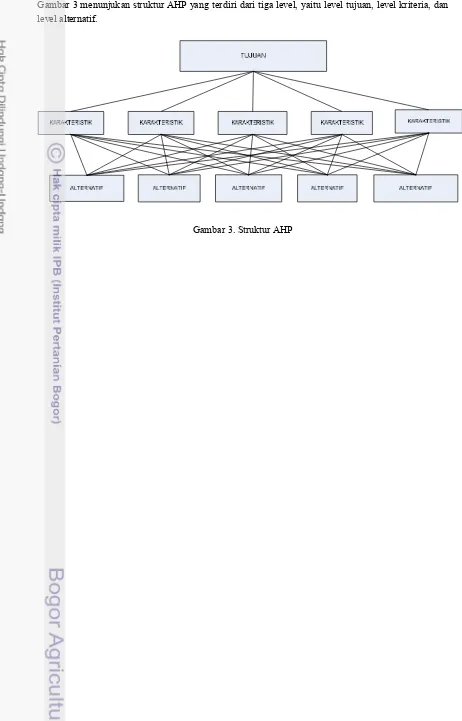
AHP merupakan suatu model pendukung keputusan yang dikembangkan oleh Thomas L. Saaty. Model pendukung keputusan ini akan menguraikan masalah multi faktor atau multi kriteria yang kompleks menjadi suatu hirarki, menurut Saaty (1980), hirarki didefinisikan sebagai suatu representasi dari sebuah permasalahan yang kompleks dalam suatu struktur multi level dimana level pertama adalah tujuan, yang diikuti level faktor, kriteria, sub kriteria, dan seterusnya ke bawah hingga level terakhir dari alternatif. Dengan hirarki, suatu masalah yang kompleks dapat diuraikan ke dalam kelompok-kelompoknya yang kemudian diatur menjadi suatu bentuk hirarki sehingga permasalahan akan tampak lebih terstruktur dan sistematis. AHP sering digunakan sebagai metode pemecahan masalah dibanding dengan metode yang lain karena alasan-alasan, yaitu pertama, struktur yang berhirarki, sebagai konsekuesi dari kriteria yang dipilih, sampai pada subkriteria yang paling dalam. Kedua, memperhitungkan validitas sampai dengan batas toleransi inkonsistensi berbagai kriteria dan alternatif yang dipilih oleh pengambil keputusan. Ketiga, memperhitungkan daya tahan output analisis sensitivitas pengambilan keputusan.
Dalam metode AHP dilakukan langkah-langkah sebagai berikut:
1. Mendefinisikan masalah dan menentukan solusi yang diinginkan. Dalam tahap ini kita berusaha menentukan masalah yang akan kita pecahkan secara jelas, detail dan mudah dipahami. Dari masalah yang ada kita coba tentukan solusi yang mungkin cocok bagi masalah tersebut. Solusi dari masalah mungkin berjumlah lebih dari satu. Solusi tersebut nantinya kita kembangkan lebih lanjut dalam tahap berikutnya.
2. Membuat struktur hierarki yang diawali dengan tujuan utama. Setelah menyusun tujuan utama sebagai level teratas akan disusun level hirarki yang berada di bawahnya yaitu kriteria-kriteria yang cocok untuk mempertimbangkan atau menilai alternatif yang kita berikan dan menentukan alternatif tersebut. Tiap kriteria mempunyai intensitas yang berbeda-beda. Hirarki dilanjutkan dengan subkriteria (jika mungkin diperlukan).
3. Membuat matrik perbandingan berpasangan yang menggambarkan kontribusi relatif atau pengaruh setiap elemen terhadap tujuan atau kriteria yang setingkat di atasnya. Matriks yang digunakan bersifat sederhana, memiliki kedudukan kuat untuk kerangka konsistensi, mendapatkan informasi lain yang mungkin dibutuhkan dengan semua perbandingan yang mungkin dan mampu menganalisis kepekaan prioritas secara keseluruhan untuk perubahan pertimbangan. Pendekatan dengan matriks mencerminkan aspek ganda dalam prioritas yaitu mendominasi dan didominasi. Perbandingan dilakukan berdasarkan judgment dari pengambil keputusan dengan menilai tingkat kepentingan suatu elemen dibandingkan elemen lainnya. Untuk memulai proses perbandingan berpasangan dipilih sebuah kriteria dari level paling atas hirarki misalnya K dan kemudian dari level di bawahnya diambil elemen yang akan dibandingkan misalnya E1,E2,E3,E4,E5.
satu lebih penting daripada yang lainnya, Pengalaman dan penilaian sangat kuat menyokong satu elemen dibandingkan elemen yang lainnya 7 = Satu elemen jelas lebih mutlak penting daripada elemen lainnya, Satu elemen yang kuat disokong dan dominan terlihat dalam praktek. 9 = Satu elemen mutlak penting daripada elemen lainnya, Bukti yang mendukung elemen yang satu terhadap elemen lain memeliki tingkat penegasan tertinggi yang mungkin menguatkan. 2,4,6,8 = Nilai-nilai antara dua nilai pertimbangan-pertimbangan yang berdekatan, Nilai ini diberikan bila ada dua kompromi di antara 2 pilihan Kebalikan = Jika untuk aktivitas i mendapat satu angka dibanding dengan aktivitas j, maka j mempunyai nilai kebalikannya dibanding dengan i.
5. Menghitung nilai eigen dan menguji konsistensinya. Jika tidak konsisten maka pengambilan data diulangi.
6. Mengulangi langkah 3,4, dan 5 untuk seluruh tingkat hirarki.
7. Menghitung vektor eigen dari setiap matriks perbandingan berpasangan yang merupakan bobot setiap elemen untuk penentuan prioritas elemen-elemen pada tingkat hirarki terendah sampai mencapai tujuan. Penghitungan dilakukan lewat cara menjumlahkan nilai setiap kolom dari matriks, membagi setiap nilai dari kolom dengan total kolom yang bersangkutan untuk memperoleh normalisasi matriks, dan menjumlahkan nilai-nilai dari setiap baris dan membaginya dengan jumlah elemen untuk mendapatkan rata-rata.
III.
METODA PENELITIAN
3.1 Pengumpulan Data
Data diperoleh melalui tinjauan lapang di kawasan industri penyamakan kulit Sukaregang di Garut pada bulan Mei - Agustus 2011. Berdasarkan rekomendasi pakar, pada kawasan industri penyamakan kulit yang terdiri dari 330 industri kecil, tiga industri diambil untuk dijadikan bahan kajian produksi bersih, yaitu PT ELCO Indonesia, PT Karya Lestari Mandiri, dan PD Putra Setra. Data yang diperoleh berupa kebijakan perusahaan, sistem produksi perusahaan, keseimbangan massa, dan aliran limbah. Pengumpulan data tentang nilai kepentingan faktor-faktor yang berpengaruh dalam hal pemilihan alternatif produksi bersih dilakukan dengan cara wawancara berkuesioner terhadap enam responden, tiga responden yang berasal dari industri penyamakan kulit dan tiga orang pakar yang berasal dari Dinas Pertamanan dan Lingkungan Hidup Kota Garut dan institusi pendidikan.
3.2 Tahapan Penelitian
Tiga industri penyamakan kulit yang telah disebutkan kemudian dikaji satu-persatu akan aspek produksi bersih dan kemungkinan opsi penerapan strategi produksi bersihnya. Alur penelitian, dapat dilihat pada Gambar 2.
3.3 Penentuan Alternatif Produksi Bersih
Tujuan tahap penentuan alternatif produksi bersih adalah untuk merancang alternatif produksi bersih dari hasil Quick scan di lapang. Menurut Walder (2002), Quick scan memeriksa kualitas suatu proses untuk potensi produksi bersihnya dan mendefinisikan parameter penilaian produksi bersih. Setelah proses Quick-Scan dilaksanakan pada keseluruhan proses produksi, data yang diperoleh kemudian disusun berdasarkan proses produksinya dan data tersebut dirancang untuk menjadi berbagai alternatif produksi bersih. Perancangan tersebut dilakukan bersama-sama dengan para pakar sehingga menghasilkan berbagai alternatif produksi bersih. Setelah alternatif produksi bersih didapat, alternatif tersebut kemudian dianalisis menggunakan Metoda Perbandingan Eksponensial (MPE) untuk diperoleh alternatif produksi bersih yang dapat diterapkan pada unit industri tersebut. Responden yang dipilih untuk analisis MPE, yaitu perwakilan tiga industri (kepala produksi) yang dijadikan kajian dan satu pakar dari Dinas Lingkungan setempat.
3.4 Penentuan Strategi Produksi Bersih
Alternatif produksi bersih yang telah didapat dari hasil analisis MPE kemudian dianalisis menggunakan metoda Analytical Hierarchy Process (AHP) untuk didapatkan prioritas penerapan alternatif produksi bersih pada kawasan industri penyamakan kulit. Penerapan produksi bersih didasarkan pada lima kriteria, yaitu manfaat, biaya, lingkungan, operasi, dan konstruksi. Prioritas alternatif produksi bersih dianalisis menggunakan AHP yang pengolahannya menggunakan program
Expert Choice 11. Metoda AHP atau Analytical Hierarchy Process merupakan teknik untuk membantu menyelesaikan permasalahan pengambilan keputusan. Pada dasarnya, AHP adalah suatu teori umum tentang pengukuran dan digunakan untuk menemukan skala rasio baik dari perbandingan pasangan yang diskrit maupun kontinyu. Perbandingan-perbandingan ini dapat diambil dari ukuran aktual atau dari suatu skala dasar yang mencerminkan kekuatan perasaan dan prefensi relatif. AHP memiliki perhatian khusus tentang penyimpangan dari konsistensi, pengukuran dan pada ketergantungan di dalam dan diantara kelompok elemen strukturnya. Menurut Mulyono (1996), dalam pengambilan keputusan dengan metoda AHP langkah-langkah kegiatan yang dilakukan adalah sebagai berikut:
a. Mendefinisikan suatu kegiatan yang memerlukan pemilihan dalam pengambilan keputusannya. b. Menentukan kriteria dari pilihan-pilihan tersebut terhadap identitas kegiatan membuat hirarkinya. c. Membuat matriks pairwise comparison berdasarkan fokus kriteria dengan memperhatikan
prinsip-prinsip comparative judgment
d. Membuat matriks pairwise comparison dengan memperhatikan prinsip-prinsip comparative judgment berdasarkan kriteria pada tingkat diatasnya.
Gambar 3 menunjukan struktur AHP yang terdiri dari tiga level, yaitu level tujuan, level kriteria, dan level alternatif.
IV.
HASIL DAN PEMBAHASAN
4.1. Profil Kawasan Industri Penyamakan Kulit Di Garut
Secara geografis, industri penyamakan kulit terletak di Kabupaten Garut, Jawa Barat. Kabupaten Garut terletak di sebelah selatan Provinsi Jawa Barat pada koordinat 6056’49”-7045’00” Lintang Selatan dan 107025’8”-108007’30” Bujur Timur, dengan luas wilayah sekitar 306,519 Ha (3,065.19 km2). Batas-batas administrasi Kabupaten Garut adalah di sebelah utara berbatasan dengan Kabupaten Bandung dan Kabupaten Sumedang, sebelah selatan berbatasan dengan Samudera Indonesia, sebelah timur berbatasan dengan Kabupaten Tasikmalaya, dan sebelah barat berbatasan dengan Kabupaten Bandung dan Kabupaten Cianjur. (Rencana Tata Ruang Wilayah Kabupaten Garut, 2001).
Industri penyamakan kulit berada di suatu sentra bernama Sukaregang yang termasuk wilayah Kecamatan Garut Kota. Luas wilayah sentra adalah 79.75 Ha (Rencana Tata Ruang wilayah Kabupaten Garut, 2001). Secara administrasi sentra Sukaregang ini dibatasi oleh 4 (empat) wilayah kelurahan atau desa dengan batasan administrasi, dimana bagian utara dibatasi oleh Kelurahan Kota Wetan RW 09, 07, 08, 18, dan 19. Bagian selatan dibatasi oleh Kelurahan Cimuncang, bagian timur dibatasi oleh Desa Suci RW 01 dan RW 06. Dan bagian barat dibatasi oleh Kelurahan Regol (RW 13, 17, dan 18), Kelurahan Kota Kulon dan Kelurahan Ciwalen. Batasan fisik yang mudah dikenali adalah bagian utara dilalui Jl. Jendral A. Yani, bagian selatan dilalui sungai irigasi Lampegan, bagian barat dilalui oleh sungai Ciwalen, dan di bagian timur dilalui oleh sungai Cigulampeng.
Lahan Kawasan Sukaregang masih didominasi oleh penggunaan lahan non terbangun seluas 42.358 ha atau sekitar 53.21% dari total luas kawasan Sukaregang. Luas lahan yang terbangun yang terdiri dari pemukiman dan kegiatan industri seluas 37,412 ha atau sekitar 46.79% dari luas Kawasan Sukaregang. Kegiatan industri telah memanfaatkan 5.986%. Lokasi industri penyamakan tersebar dan memiliki kecenderungan untuk mendekat pada sungai-sungai yang melintasi kawasan Sukaregang, yaitu sungai Ciwalen dan Cigulampeng.
Ketersediaan air cukup melimpah dimana mata air di Kabupaten Garut terdiri dari mata air yang mengalir sepanjang tahun, mengalir 6-9 bulan dalam setahun, dan mengalir kurang dari 6 bulan dalam setahun. Disamping itu kawasan industri penyamakan kulit ini berada di sekitar Sungai Ciwalen dan Cigulampeng yang termasuk ke dalam DAS Cimanuk. Kegiatan industri penyamakan umumnya memakai air tanah dan air permukaan yang berasal dari Sungai Ciwalen dan Cigulampeng dan air yang berasal dari PDAM hanya kurang dari 0.05%. (Rencana Tata Ruang Wilayah Kabupaten Garut, 2001).
Jumlah industri penyamakan kulit pada kawasan industri penyamakan kulit dapat dilihat pada Tabel 1.
Tabel 1. Daftar Sentra Industri Kecil dan Menengah Penyamakan Kulit Kabupaten Garut Tahun 2011
No ALAMAT Unit
Usaha Tenaga Kerja (orang) Nilai Investasi (Rp. 000) Kapasitas produksi (Rp. 000) Nilai Produksi (Rp. 000)
Desa Kecamatan Jumlah Satuan
1 Kota wetan
Garut Kota 290 1,285 13,391,040 114,463 Sq.Feet 44,216,300
2 Suci Karang-pawitan
40 210 1,847,040 122,708 Sq.Feet 6,098,800
JUMLAH 330 1,495 15,238,080 237,171 50,315,100
Sumber: Dinas Industri dan Penanaman Modal Kota Garut (2011)
Bahan baku berupa kulit sapi, domba, dan kambing diperoleh di sekitar Garut dan luar Garut. Untuk kulit sapi diperoleh (5-10%) dan luar Garut (90%) yang berasal dari luar Garut adalah daerah Jawa Tengah, Jawa Timur, Nusa Tenggara Timur, Sumatera (Padang dan Medan), Kalimantan dan Sulawesi. Kulit domba sendiri diperoleh dari Garut (80%) dan sisanya dari luar Garut yaitu berasal dari para penampung kulit di daerah Sumedang, Majalengka, Tasikmalaya. Berdasarkan hasil pengamatan di lapangan, harga bahan baku kulit garam basah, yaitu jenis sapi jawa dan brahma kering berkisar antara Rp 10,000 - 16,000 /kg, sapi sumatera berkisar antara Rp 8,500 - 9,500 /kg, dan kulit domba berkisar antara Rp 30,000 – 50,000 /lembar.
Kawasan industri penyamakan kulit ini memiliki lembaga penanganan limbah yang berada di bawah Dinas Lingkungan Hidup, Kebersihan dan Pertamanan Kabupaten Garut yang diberi nama UPK SIK (Unit Pengelola Khusus Sentra Industri Kecil Kulit). Unit ini dibentuk berdasarkan SK Bupati Garut No. 536/Kep.411-BPLH/2001). Bertugas mengkoordinasikan dan merekomendasikan dalam memberikan pelayanan masyarakat khususnya mengenai administrasi perijinan, meningkatkan pemberdayaan masyarakat melalui kegiatan pembinaan berupa bimbingan dan penyuluhan terhadap peningkatan hasil produksi dan pemasaran agar dapat meningkatkan daya saing dan pasaran melalui kegiatan penanggulangan dampak limbah industri dan operasional IPAL.
4.1.1 PT ELCO Indonesia
Salah satu perusahaan penyamakan kulit yang cukup besar di Garut, yaitu PT ELCO Indonesia. Perusahaan ini terletak di jalan Gagaklumayung No.127 Kecamatan Sukaregang, Kota Garut. Pemilik sekaligus direktur utama perusahaan ini adalah Bapak Yusuf, dan untuk kesehariannya Direktur dibantu oleh Departemen Akunting, Marketing, dan Produksi. Perusahaan ini memiliki 100 orang karyawan, dimana hari kerjanya 6 hari dan 8 jam kerja yang dimulai dari jam 7.00 – 15.00. Perusahaan ini umumnya hanya melakukan proses penyamakan kulit domba dan kambing. Gambar 3 dan 4 berikut adalah Denah PT ELCO Indonesia.
Gambar 3. Denah Lt.1 PT ELCO INDONESIA
Gambar 4. Denah Lt.2 PT ELCO INDONESIA
4.1.2 PT Karya Lestari Mandiri
Perusahaan kedua yang menjadi studi kasus penelitian ini, yaitu PT Karya Lestari Mandiri yang dahulunya masih berbentuk CV (Persekutuan Komanditer). Perusahaan ini dimiliki oleh Bapak Ridwan sekaligus menjabat sebagai Direktur Utama. Perusahaan terletak di jalan Jendral Sudirman Km.1 No. 21 Garut.
Untuk aktifitas kesehariannya Direktur dibantu oleh Departemen Akunting, Marketing, dan PPIC. Perusahaan ini memiliki 72 orang karyawan, dimana hari kerjanya 6 hari dan 8 jam kerja yang dimulai dari jam 7.30 – 15.30, kadangkala jika terdapat pesanan yang mengharuskan pesanan segera maka dilakukan lembur. Perusahaan ini umumnya hanya melakukan proses penyamakan kulit sapi dengan kapasitas produksi per tahunnya 1.2 juta ft2/ tahun. Perusahaan ini tak hanya memproduksi kulit samak, tetapi menyediakan pula jasa penyewaan peralatan penyamakan atau dikenal dengan maklon, untuk harga jual kulit samaknya sendiri berkisar dari Rp 11,500- 20,000.
Gambar 6. Denah PT Karya Lestari Mandiri lt.2
Bangunan PT Karya Lestari Mandiri terbagi menjadi dua lantai, lantai pertama merupakan tempat proses basah (proses yang menggunakan air sebagai bahan prosesnya) dan lantai kedua adalah mezanin yang merupakan tempat melakukan proses kering (proses produksi tanpa bahan air). Proses transportasi material atau barang dilakukan melalui gondola, sehingga waktu yang digunakan untuk memindahkan material atau barang memerlukan waktu yang lebih cepat dibandingkan PT ELCO Indonesia, sedangkan untuk mobilitas pekerja menuju lantai dua disediakan pula tangga.
4.1.3 PD Putra Setra
Keterangan: 1. Area Splitting 2. Gudang
Chemical 3. Toko Chemical 4. Mess Karyawan 5. Mushala 6. Vacuum Drying 7. WC
8. Bak Air
9. Bengkel 10.Gudang Kulit
Jadi
11.R. Mesin Ukur 12.Garasi Mobil 13.Kantor Pimpinan 14.Drum Tanning 15.Drum Milling 16.Drum Tanning
17.Drum Tanning 18.Drum Liming 19.Drum Liming 20.Bak rendaman 21.Lap Bola Volly 22.Gudang Garam 23.R. Mesin Diesel 24.Drum Tanning 25.Drum Tanning
26.Drum Tanning 27.Drum Tanning 28.Drum Tanning 29.WC Tamu 30.Drum Trial 31.R. Kepala
Produksi 32.Mesin Shaving 33.Mesin Shaving
34.Mesin Toggling 35.Mesin Emboss 36.Mesin Emboss 37.Mesin Stacking 38.Drum Tanning 39.Drum Tanning 40.Hanging area 41.Spraying area 42.Mesin Roll
Coating 43.Gudang Teknik 44.Gudang
Finishing 45.R. Spray 46.R. Buffing 47.Area jemur 48.IPAL : Pos Satpam
Gambar 7. Denah PD Putra Setra
4.2 Proses produksi
4.2.1. Neraca Massa
Gambar 8. Neraca Massa Penyamakan Kulit PT ELCO Indonesia
4.2.2 Proses
Liming
Proses liming atau proses pengapuran bertujuan untuk menghilangkan lapisan epidermis, mengilangkan kelenjar keringat, dan kelenjar lemak. Perendaman dalam larutan kapur menyebabkan sebagian bulu kulit lepas. Sisa daging yang masih melekat pada kulit dibuang dengan pisau buang daging sampai bersih kemudian dikerok lagi pada bagian rajahnya dengan pisau buang bulu halus untuk mengeluarkan kelenjar-kelenjar yang telah dipecahkan oleh kapur.
Alat yang digunakan pada proses ini adalah drum besar yang berputar pada porosnya dan digerakan oleh mesin bertenaga listrik. Mesin ini dirawat tiap satu tahun sekali, namun jika terjadi kerusakan makan mesin segera diperbaiki. Limbah yang dihasilkan pada proses ini umumnya berupa cairan dan padatan tersuspensi yang merupakan sisa daging, lemak, dan bulu. Pada kasus PT ELCO Indonesia dan PT KLM, limbah yang dihasilkan langsung dialirkan ke IPAL dan tidak mengalami perlakuan pemisahan limbah baik padat maupun cair. Pada PD Putra Setra, limbah cair dan padat dipisahkan terpisah sehingga kinerja IPAL tidak terbebani.
4.2.3 Proses
Fleshing
atau
splitting
Pembuangan sisa daging setelah proses liming tetap dilanjutkan pada proses fleshing, umumnya perusahaan sudah menggunakan alat untuk proses fleshing ini. Pada proses ini limbah yang dihasilkan
umumnya berupa padatan yang merupakan sisa daging dan lemak. Pada kasus PT ELCO dan PT KLM, limbah yang dihasilkan langsung dialirkan ke IPAL dan tidak mengalami perlakuan pemisahan limbah baik padat maupun cair.
Gambar 10. Liming drum PT ELCO Indonesia
Di perusahaan PD Putra Setra, untuk limbah hasil splitting dikumpulkan pada suatu tempat dan limbah ini dimanfaatkan oleh pihak ketiga untuk dijadikan kerupuk ‘drokdok’.
4.2.4 Proses
Deliming
Semua proses penyamakan berlangsung dalam lingkungan asam. Oleh karena itu, kapur di dalam kulit harus dihilangkan. Kapur yang masih berada di dalam kulit akan mengganggu proses-proses penyamakan selanjutnya. Sisa kapur yang masih tertinggal dapata terlihat pada penampang kulit bagian tengah berwarna merah jika ditetesi indicator phenolphthalein. Sisa kapur ini dapat dihilangkan pada proses selanjutnya.
Drum yang digunakan pada proses ini memiliki prinsip yang sama dengan proses liming. Mesin ini dirawat tiap satu tahun sekali, namun jika terjadi kerusakan maka mesin segera diperbaiki. Pada proses deliming limbah yang dihasilkan umumnya berupa cairan yang memiliki campuran senyawa kimia yang dapat merusak lingkungan. Pada semua industri, limbah yang dihasilkan langsung dialirkan ke IPAL dan tidak mengalami proses pengolahan.
4.2.5 Proses
Bating
dan
Pickling
Proses ini menggunakan enzim protease untuk melanjutkan pembuangan semua zat-zat bukan kolagen yang belum terhilangkan dalam proses pengapuran antara lain sisa-sisa akar bulu dan pigmen, sisa-sisa akar lemak yang tak tersabunkan dan sisa kapur yang masih tertinggal. Proses pickling atau proses pengasaman ini dilakukan untuk menghilangkan sisa kapur yang masih tertinggal, menghilangkan noda-noda besi selama proses pengapuran, kulit menjadi putih bersih dan menyiapkan kulit pada kondisi asam.
Alat yang digunakan pada proses ini adalah drum yang sama pada proses deliming dan
chroming. Mesin ini dirawat tiap 1 tahun sekali, namun jika terjadi kerusakan maka mesin ini segera diperbaiki. Pada proses ini limbah yang dihasilkan adalah cairan yang merupakan cairan bersenyawa kimia. Umumnya keseluruhan perusahaan, limbah yang dihasilkan langsung dialirkan ke IPAL dan tidak mengalami perlakuan terlebih dahulu.
4.2.6 Proses Penyamakan
Chroming
Proses penyamakan sebagian besar menggunakan bahan kimia krom yang bertujuan untuk mengubah kulit mentah yang mempunyai sifat tidak stabil yaitu mudah rusak oleh aktivitas mikroorganisme, kerusakan sifat fisik maupun kimia menjadi kulit tersamak yang bersifat stabil dan lebih tahan terhadapt berbagai kerusakan. Umumnya zat penyamak komersial yang banyak digunakan mempunyai basisitas 33.3%. dalam penyamakan diperlukan 2.5%-3% Cr2O3. Proses pengerjaannya terlebih dahulu melarutkan bahan penyamak (misalnya cromosal B) selama 24 jam.
Kulit yang telah diasamkan diputar dalam tanning drum dengan 80-100% air, 3-4% garam dapur (NaCl). Drum yang digunakan pada proses ini adalah drum yang sama digunakan dalam proses
deliming dan pickling. Mesin ini dirawat tiap 1 (satu) tahun sekali, namun jika terjadi kerusakan maka mesin segera diperbaiki. Pada proses chroming, limbah yang dihasilkan berupa cairan yang memiliki campuran senyawa kimia, yaitu zat asam dan zat krom yang berbahaya bagi lingkungan. Pada Semua industri, limbah yang dihasilkan langsung dialirkan ke IPAL dan tidak mengalami proses pengolahan in situ. Jumlah kulit yang akan diolah pada proses ini mempengaruhi jumlah bahan kimia yang digunakan. Maka tingkat pencemaran lingkungan dapat dicegah pada proses ini.
Gambar 13. drum Bating dan pickling PT ELCO Indonesia
4.2.7 Proses
Samying
Proses samying atau proses pemekaran bertujuan untuk mengurangi air sampai dengan 45-50% sehingga memudahkan kulit untuk diserut (shaving). Pada proses ini limbah yang dihasilkan berupa cairan. Penggunaan alat ini diperlukan kehatian-hatian, karena alat ini memiliki 2 (dua) roda yang berputar tanpa adanya pengaman. Kondisi kesehatan operator mempengaruhi kinerja sehari-hari dalam mengoperasikan alat ini.
4.2.8 Proses
Shaving
dan
Trimming
Proses penyerutan (shaving) bertujuan untuk meratakan dan mengatur ketebalan kulit sesuai yang diinginkan. Setelah proses penyerutan selesai, maka kulit ditimbang ulang sebelum melanjutkan proses selanjutnya. Tujuannya untuk mengetahui berat kulit setelah proses shaving. Hal tersebut kemudian dijadikan dasar perhitungan dalam penggunaan obat-obatan atau bahan lainnya dalam proses berikutnya.
Proses Trimming adalah proses pemotongan bagian yang tidak rapih. Proses ini sangat bermanfaat dalam menghemat pemakaian jumlah bahan kimia yang digunakan pada proses selanjutnya. Pada proses ini limbah yang dihasilkan berupa padatan berbentuk serbuk halus dan serpihan kulit. Limbah yang dihasilkan pada dasarnya masih bisa dimanfaatkan sebagai by product. Umumnya limbah yang dihasilkan ini langsung diangkut menuju TPA. Penggunaan alat ini diperlukan kehatian-hatian, karena alat ini memiliki 2 (dua) roda yang berputar tanpa adanya pengaman. Kondisi kesehatan operator mempengaruhi kinerja sehari-hari dalam mengoperasikan alat ini.
4.2.9 Proses
Washing, Neutralizing, Retanning
Proses washing atau pencucian bertujuan untuk mengembalikan kadar air, menghilangkan sisa-sisa krom yang tidak dapat terikat. Bahan yang digunakan adalah 200% air bersuhu 350C, asam formiat 0.2% dan kemudian diputar dalam tanning drum selama 10 menit atau sampai dicek benar-benar bersih air buangannya. Setelah melalui proses washing selanjutnya adalah proses neutralizing. Kondisi kulit samak krom sangat aam (pH 3-4). Oleh karena itu, kulit perlu dinetralkan kembali agar tidak mengganggu pada proses selanjutnya. Proses pengerjaannya adalah kulit diputar dalam tanning drum selama ½ - 1 jam dengan air bersuhu 40-600C sebanyak 200% (dihitung berdasarkan berat kukit setelah proses trimming, dan 1-2% NaHCO3. Penetralan dianggap cukup apabila ⅓-¼ penampang kulit bagian tengah berwarna kuning terhadap indicator BCG sedangkan kulit bagian tepi berwarna biru. Setelah proses netralisasi dilakukan proses retanning atau proses penyamakan ulang, yang bertujuan untuk menyempurnakan penyamakan dan member bahan pengisi pada kulit.
Gambar 16. Mesin shaving dan trimming PT ELCO Indonesia
Drum yang digunakan pada proses ini memiliki prinsip kerja yang sama dengan proses liming. Mesin ini dirawat tiap setahun sekali, namun jika terjadi kerusakan maka mesin segera diperbaiki. Pada proses washing, limbah yang dihasilkan berupa cairan yang memiliki campuran senyawa kimia. Pada Semua industri, limbah yang dihasilkan langsung dialirkan ke IPAL dan tidak mengalami proses pengolahan. Pada proses ini jumlah kulit yang akan diolah mempengaruhi jumlah bahan kimia yang digunakan.
4.2.10 Proses
Dying
dan
Fatliquoring
Proses dying atau pengecatan dasar bertujuan untuk memberikan warna dasar kepada kulit. Pencelupan berguna untuk menambah warna pigmen pada kulit. Zat warna yang digunakan disebut warna dasar karena proses selanjutnya akan diberi warna untuk menghasilkan warna yang lebih baik. Proses pengerjaannya adalah air sebanyak 150% dengan suhu 400C, obat celup (sela fast black) sebanyak 4% dicampur dalam tanning drum selama 30 menit.
Bahan-bahan yang dicampur dengan 150-200% air adalah sandolix sp (3%) sandolix wwl (3%) dan asam formiat (0.5%) dengan pH 3.7-4. Tujuan penambahan asam formiat adalah untuk menghambat pertumbuhan jamur pada kulit.
Drum yang digunakan pada proses ini memiliki prinsip kerja yang sama dengan proses liming, namun ukurannya lebih kecil dibandingkan dengan drum pada proses liming. Mesin ini dirawat tiap 1 tahun sekali, namun jika terjadi kerusakan maka mesin segera diperbaiki. Pada proses dying ini, limbah yang dihasilkan berupa cairan yang memiliki bermacam-macam warna tergantung dari bahan pewarna yang digunakan, seringkali zat warna inilah yang menyebabkan air pada sungai berwarnamacam-macam. Pada Semua industri, limbah yang dihasilkan pada proses ini langsung dialirkan ke IPAL dan tidak mengalami proses pengolahan. Pada proses dying, jumlah kulit yang akan diolah akan mempengaruhi jumlah bahan kimia pewarna yang digunakan.
4.2.11 Proses
Setting out
atau
Vacuum
Proses setting out/vacuum tujuannya adalah mengurangi kadar air yang terkandung dalam kulit tersamak sampai sekitar 40% untuk setting out atau lebih dari 40% jika menggunakan vacuum. Semua proses ini sudah menggunakan alat-alat listrik.
Alat vacuum ini hanya dimiliki oleh PD Putra Setra, alat ini diklaim mampu mengurangi kandungan air hingga 40%. Alat ini menggunakan bahan bakar solar dan mampu mengeringkan 6 (enam) lembar kulit seukuran kulit sapi dalam satu waktu. Karena alat ini terbilang modern, limbah yang dihasilkan pun hampir tidak ada.
4.2.12 Proses
Hanging
Setelah dikurangi kadar airnya hingga nilai tertentu maka dilakukan tahap pengeringan lanjutan. Umumnya dilakukan penjemuran menggunakan bantuan sinar matahari, dan penjemuran tanpa sinar matahari atau menggunakan hanging conveyor untuk jenis kulit yang memiliki artikel khusus. Untuk alat hanging conveyor hanya dimiliki oleh PT ELCO Indonesia, alat ini memiliki kapasitas penjemuran hingga 1,000 kulit dalam sekali pengoperasiannya. Alat ini digunakan untuk mengeringkan artikel tertentu yang tidak boleh dijemur langsung sinar matahari.
4.2.13 Proses
Milling
Proses milling atau proses pelemasan adalah proses yang menggunakan drum berputar yang didalamnya berisi bola-bola yang berfungsi untuk menumbuk atau melemaskan kulit. Proses kerjanya, kulit yang telah dijemur melalui proses pengeringan matahari langsung atau tidak langsung kemudian dimasukan ke dalam drum yang didalamnya sudah terisi dengan bola-bola yang terbuat dari karet. Setelah kulit dimasukan, drum diputar. Proses ini menghasilkan limbah padat berupa serbuk kulit yang sangat halus yang merupakan hasil dari tumbukan bola-bola dengan kulit kering.
Gambar 20. Hanging manual PD Putra Setra Gambar 21. Hanging conveyor PT ELCO Indonesia
4.2.14 Proses
Stacking
Proses stacking atau pelemasan bertujuan untuk mendapatkan kelemasan kulit yang diinginkan serta memperoleh pertambahan luas permukaan. Alat yang digunakan adalah mesin stacking. Pada proses ini limbah yang dihasilkan berupa debu-debu halus. Penggunaan alat ini diperlukan kehatian-hatian, karena alat ini memiliki dua roda yang berputar tanpa adanya pengaman.
4.2.15 Proses
Toggling
[image:30.595.97.479.73.818.2]Proses ini bertujuan untuk memperoleh penambahan luas secara maksimal. Alat yang digunakan adalah mesin toggle dengan sistem pegas. Prinsipnya yaitu kulit dibentangkan pada papan besi berpegas sehingga kulit tertarik, kemudian dimasukan ke dalam oven untuk mempertahankan ketegangan kulit. Pada proses ini suhu ruangan cukup kurang nyaman dikarenakan panas yang ditimbulkan pada oven. Hal ini perlu diantisipasi dengan penggunaan ventilasi yang cukup atau penggunaan blower agar udara lancar mengalir sehingga karyawan nyaman selama bekerja dan pekerjaan pun menjadi optimal. Kurangnya papan peringatan dilarang merokok menyebabkan operator kurang begitu paham mengenai kondisi bahaya yang ditimbulkan jika merokok di ruangan ini, karena di dalam ruangan ini alat toggling menggunakan gas sebagai bahan bakarnya.
Gambar 23. Proses Stacking PD Putra Setra
4.2.16 Proses
Buffing
[image:31.595.247.392.412.624.2]Proses penghampelasan ini bertujuan untuk menghaluskan sisi dalam kulit. Alat yang digunakan adalah mesin buffing. Pada proses ini limbah yang dihasilkan berupa padatan serbuk halus yang sangat mengganggu kesehatan, terutama pernafasan. Oleh sebab itu sangat dianjurkan sekali jika bekerja di tempat ini menggunakan masker yang sesuai. Alat buffing yang ada di PD Putra Setra sudah memiliki kantung debu, hal ini sangat membantu mengurangi pencemaran dan membantu menjaga kesehatan operator. Tapi keberadaannya kurang dimanfaatkan secara optimal, bisa dilihat pada Gambar 26, kantung debu yang sudah penuh terisi tidak segera diganti atau dikeluarkan isinya, sehingga limbah debu halus keluar, tidak tertampung dan mengganggu kesehatan operator.
Gambar 25. Proses buffing PD Putra Setra
4.2.17 Proses
Finalizing
(
Spraying, Ironing, Embossing, Measuring
)
Proses penyelesaian akhir bertujuan untuk mempermudah penampilan kulit jadi, memperkuat warna dasar kulit, mengkilapkan, menghaluskan penampakan rajah kulit serta menutup cacat-cacat atau warna dasar yang tidak rata. proses spraying bertujuan untuk memberikan warna yang merata atau mengkilap sehingga menarik konsumen. Alat yang digunakan adalah mesin kompresor yang dilengkapi dengan sprayer. Tahap selajutnya yaitu tahap ironing bertujuan untuk merapihkan permukaan kulit menggunakan panas. Setelah itu, proses embossing yang bertujuan untuk merubah kulit atasan (nerf) agar lebih menarik konsumen. Hasil cetakan tergantung permintaan konsumen. Mesin yang digunakan adalah embossing machine. Setelah semuanya selesai tahap terakhir adalah tahap measuring atau tahap pengukuran. Proses ini bertujuan untuk mengukur luas kulit yang dihasilkan menggunakan alat digital atau manual yang mengukur luasan kulit. Proses spraying
menghasilkan limbah berupa cairan cat yang terdispersi di udara. Hal ini bisa berbahaya bagi kesehatan operator jika terus menerus terpapar dalam waktu yang lama. Oleh sebab, itu masker yang sesuai diperlukan agar kesehatan operator terjaga serta operator nyaman selama bekerja di area tersebut.
Gambar 27. Proses spraying PT Karya Lestari Mandiri
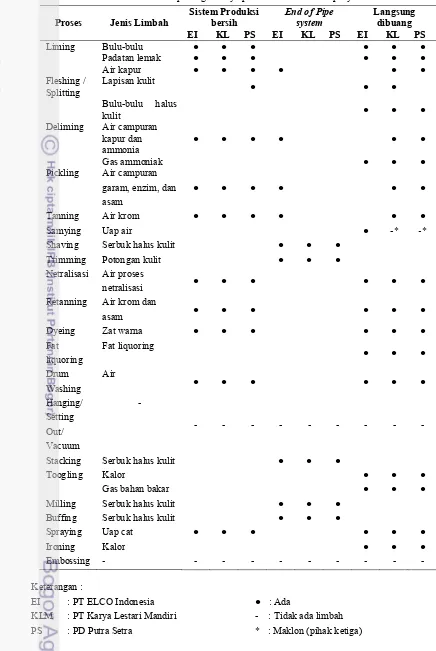
Tabel 2. Jenis limbah dan penanganannya pada kawasan industri penyamakan kulit
Proses Jenis Limbah Sistem Produksi bersih End of Pipe system Langsung dibuang
EI KL PS EI KL PS EI KL PS
Liming Bulu-bulu ● ● ● ● ● ●
Padatan lemak ● ● ● ● ● ●
Air kapur ● ● ● ● ● ●
Fleshing /
Splitting Lapisan kulit ● ● ●
Bulu-bulu halus
kulit ● ● ●
Deliming Air campuran kapur dan
ammonia ● ● ● ● ● ●
Gas ammoniak ● ● ●
Pickling Air campuran garam, enzim, dan asam
● ● ● ● ● ●
Tanning Air krom ● ● ● ● ● ●
Samying Uap air ● -* -*
Shaving Serbuk halus kulit ● ● ●
Trimming Potongan kulit ● ● ●
Netralisasi Air proses
netralisasi ● ● ● ● ● ●
Retanning Air krom dan
asam ● ● ● ● ● ●
Dyeing Zat warna ● ● ● ● ● ●
Fat liquoring Fat liquoring ● ● ● Drum Washing Air ● ● ● ● ● ● Hanging/ Setting Out/ Vacuum - - - - -
Stacking Serbuk halus kulit ● ● ●
Toogling Kalor ● ● ●
Gas bahan bakar ● ● ●
Milling Serbuk halus kulit ● ● ●
Buffing Serbuk halus kulit ● ● ●
Spraying Uap cat ● ● ● ● ● ●
Ironing Kalor ● ● ●
Embossing - - - -
Keterangan :
EI : PT ELCO Indonesia KLM : PT Karya Lestari Mandiri PS : PD Putra Setra
● : Ada
Setiap proses produksi yang ada di industri penyamakan kulit Sukaregang menghasilkan limbah-limbah tertentu tergantung pada proses produksinya. Sistem penanganan terhadap limbah tersebut pun berbeda-beda. Tujuan produksi bersih itu sendiri untuk membuat lebih efesien dalam menggunakan sumber daya dan mengurangi limbah serta emisi pada sumbernya. Ada enam teknik pelaksanaan produksi bersih, yaitu pengurangan pada sumber, perubahan produk, perubahan material input, volume buangan diper-kecil, perubahan teknologi, good housekeeping. Pada pengamatan di kawasan industri penyamakan kulit, industri yang dikaji telah melakukan tiga dari enam strategi produksi bersih, yaitu pengurangan pada sumber, good housekeeping, dan perubahan teknologi. Strategi produksi bersih yang telah dilakukan dapat dilihat pada Tabel 3.
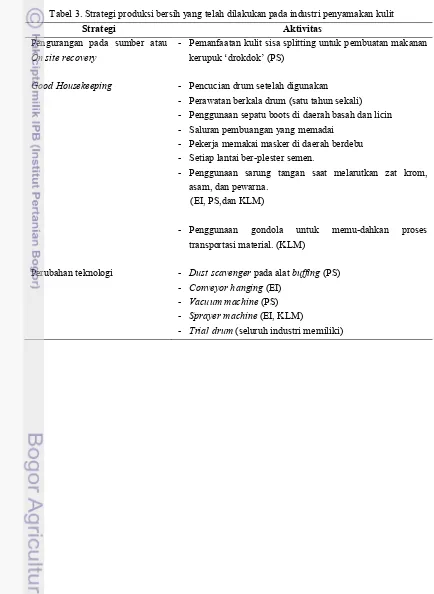
Tabel 3. Strategi produksi bersih yang telah dilakukan pada industri penyamakan kulit
Strategi Aktivitas
Pengurangan pada sumber atau
On site recovery
- Pemanfaatan kulit sisa splitting untuk pembuatan makanan kerupuk ‘drokdok’ (PS)
Good Housekeeping - Pencucian drum setelah digunakan - Perawatan berkala drum (satu tahun sekali) - Penggunaan sepatu boots di daerah basah dan licin - Saluran pembuangan yang memadai
- Pekerja memakai masker di daerah berdebu - Setiap lantai ber-plester semen.
- Penggunaan sarung tangan saat melarutkan zat krom, asam, dan pewarna.
(EI, PS,dan KLM)
- Penggunaan gondola untuk memu-dahkan proses transportasi material. (KLM)
Perubahan teknologi - Dust scavenger pada alat buffing (PS) - Conveyor hanging (EI)
- Vacuum machine (PS) - Sprayer machine (EI, KLM)
Penerapan produksi bersih belum sepenuhnya tercapai karena tingginya cemaran limbah masih menjadi polemik bagi kawasan industri penyamakan kulit di Garut. Sebagai contoh, IPAL yang tak berfungsi sepenuhnya menyebabkan pencemaran logam krom tetap berlangsung padahal logam krom berbahaya bagi kesehatan. Banyaknya aktivitas produksi bersih yang dilakukan pada kawasan industri penyamakan kulit di Garut tidak menutup kemungkinan untuk membuka peluang produksi bersih kembali guna meningkatkan efesiensi. Beberapa peluang penerapan produksi bersih pada kawasan industri penyamakan kulit di Garut dapat dilihat pada Tabel 4.
Tabel 4. Peluang produksi bersih pada kawasan industri penyamakan kulit di Garut
Strategi Aktivitas
Good Housekeeping - Pemantauan pemakaian air (KLM, PS, dan EI) - Retribusi limbah untuk IPAL (KLM, PS, dan EI)
- Penggunaan incinerator untuk me-ngurangi limbah debu atau kulit sisa proses (KLM, PS, dan EI)
- Pengadaan gondola untuk memper-mudah proses transfer barang ke lantai atas (didasarkan pada denah PT Elco Indonesia, Gambar 3 dan 4)
Perubahan material input - Peternak binaan (KLM, PS, dan EI)
- Trimming sebelum chemical treatment (KLM, PS, dan EI) Perubahan teknologi - Sosialisasi hasil penelitian (KLM, PS, dan EI)
- Penggunaan conveyor hanging untuk mempercepat penjemuran kulit (KLM, PS)
Alternatif produksi bersih yang dapat diterapkan pada kawasan industri penyamakan kulit pada Tabel 4 dianalisis dengan metoda Metoda Perbandingan Eksponensial (MPE) untuk memperoleh alternatif yang sesuai dengan kriteria ekonomi dan teknis yang diharapkan pelaku industri penyamakan kulit dapat dilihat pada Tabel 5, sedangkan untuk penilaian tersebut dapat dilihat pada Tabel 6.
Tabel 5. Parameter penilaian alternatif produksi bersih menggunakan metoda MPE Kriteria Tingkat Kepentingan Parameter Penilaian
Ekonomi
1 Biaya sangat tinggi
2 Biaya tinggi
3 Biaya cukup murah
4 Biaya murah
5 Biaya sangat murah
Teknis
1 Sangat sulit penerapannya
2 Sulit penerapannya
3 Cukup mudah penerapannya
4 Mudah penerapannya
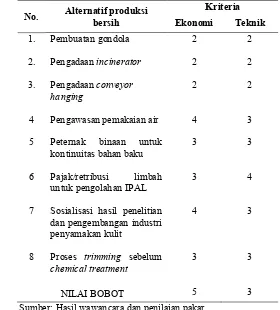
Tabel 6. Penilaian aktifitas produksi bersih tahap awal melalui metoda MPE
No. Alternatif produksi bersih Ekonomi Kriteria Teknik
1. Pembuatan gondola 2 2
2. Pengadaan incinerator 2 2
3. Pengadaan conveyor
hanging 2 2
4 Pengawasan pemakaian air 4 3
5 Peternak binaan untuk
kontinuitas bahan baku 3 3
6 Pajak/retribusi limbah
untuk pengolahan IPAL 3 4
7 Sosialisasi hasil penelitian dan pengembangan industri penyamakan kulit
4 3
8 Proses trimming sebelum
chemical treatment 3 3
NILAI BOBOT 5 3
Sumber: Hasil wawancara dan penilaian pakar
Berdasarkan hasil wawancara dan penilaian dengan pakar dan pihak industri maka didapatkanlah nilai MPE yang disajikan pada Tabel 7.
Tabel 7. Hasil perhitungan dengan MPE
Prioritas Alternatif terpilih Nilai MPE 1 Pengawasan pemakaian air 0.162
2 Sosialisasi hasil penelitian dan pengembangan industri penyamakan kulit
0.162
3 Pajak/retribusi limbah untuk
pengolahan IPAL 0.151
4 Proses trimming sebelum
chemical treatment 0.134
5 Peternak binaan untuk
kontinuitas bahan baku 0.134
6 Pembuatan gondola 0.089
7 Pengadaan incinerator 0.089
Delapan alternatif pada Tabel 7, kemudian diambil lima alternatif (pada Tabel 8) untuk mempermudah analisis pada prioritas penilaian produksi bersih menggunakan metoda AHP.
Tabel 8. Peluang produksi bersih yang diambil setelah dianalisis melalui metoda MPE
Strategi Aktivitas
Good housekeeping - Pemantauan pemakaian air - Retribusi limbah untuk IPAL
Perubahan material input - Peternak binaan
- Trimming sebelum chemical treatment
Perubahan teknologi - Sosialisasi hasil penelitian
4.3. Analisis Alternatif Produksi Bersih Pada Kawasan Industri Penyamakan
Kulit
Kajian produksi bersih pada kawasan industri penyamakan kulit telah dilakukan melalui pengamatan terhadap tiga industri yang didasarkan pada hasil tinjauan di lapang serta wawancara dengan pakar (Dinas Industri dan Penanaman Modal Kota Garut, Dinas Pertamanan dan Lingkungan Hidup Kota Garut, dan pihak industri). Hasil pengamatan dan wawancara tersebut memperlihatkan beberapa alternatif produksi bersih terkait dengan kondisi kawasan industri penyamakan kulit Sukaregang saat ini. Berdasarkan penggunakan Metoda Perbandingan Eksponensial (MPE) maka beberapa alternatif tersebut kemudian dipilih lima alternatif yang akan dikaji lebih lanjut, yaitu pengawasan pemakaian air, peternak binaan untuk keseragaman kualitas dan kontinuitas bahan baku, pajak atau retribusi limbah untuk pengelolaan IPAL, sosialisasi hasil penelitian penyamakan kulit yang ramah lingkungan, dan proses trimming sebelum chemical treatment.
4.3.1 Pengawasan Pemakaian Air
Berdasarkan kajian pada neraca massa PD Putra Setra, kebutuhan air mencapai 120,000 liter untuk memproses 1,000 kg kulit, dengan rincian air yang dibutuhkan, sebagai berikut; untuk proses
liming, proses deliming, pickling, tanning sebesar 96,000 liter, proses pencucian, netralisasi, pewarnaan, dan peminyakan sebesar 24,000 liter.
Menurut UNIDO (2000), rincian air yang dibutuhkan secara umum untuk proses penyamakan 32,200 L/ton sebagai berikut: untuk proses liming, proses deliming, proses pickling dan tanning sebesar 21,000 liter, proses pencucian, netralisasi, pewarnaan, dan peminyakan sebesar 11,200 liter.
Terlihat jelas selisih jumlah air yang digunakan PT Putra Setra dibandingkan dengan UNIDO sebesar 87,700 liter jika dibandingkan dengan referensi yang ada. Nilai selisih yang didapat sangat besar, hal ini terjadi kemungkinan dikarenakan di lapangan jumlah air yang digunakan sangat tidak sesuai dengan formulasi yang telah diberikan oleh perusahaan kepada operator. Para operator tidak memastikan jumlah debit air yang masuk sesuai dengan formulasi perusahaan, tetapi hanya memperkirakan jumlah air yang masukan ke dalam drum proses, dimana indikator kecukupan air ditentukan sebagai berikut jika kulit mengambang di permukaan air berarti air yang digunakan terlalu berlebih, kemudian jika kulit tenggelam maka air yang digunakan belum sesuai dan jika kulit mengambang di tengah-tengah air berarti air yang dimasukan telah cukup.
Kejadian ini terjadi pada 3 (tiga) perusahaan yang dikaji. Hal ini bisa atasi dengan pengadaan alat pengukur debit air (flowmeter) yang dipasang pada pipa air pada seluruh industri di kawasan atau bisa juga dilakukan pengawasan oleh supervisor, sehingga jumlah air yang masuk dapat dengan mudah terpantau dan pemanfaatan air yang optimal dapat menghemat air tanah serta meminimasi limbah cair pada lingkungan di kawasan industri penyamakan kulit.
4.3.2 Peternak binaan untuk keseragaman kualitas dan kontinuitas bahan baku
Bahan baku yang diperlukan oleh industri penyamakan kulit berupa kulit mentah yang belum diproses. Jaminan kualitas bahan baku sangat penting untuk memperoleh kualitas produk jadi. Dengan adanya peternak binaan, keseragaman kualitas bahan baku dapat diatur sedemikian rupa sehingga kawasan industri penyamakan kulit bisa memperoleh kualitas bahan baku dengan seragam. Manfaat lainnya yaitu tersediaanya bahan baku yang kontinu dimana keberadaannya menjadi sangat penting ketika ketika suatu saat terjadi kelangkaan bahan baku dan perusahaan tidak perlu khawatir akan kontinuitas bahan bakunya. Agar keseragaman dan kontinuitas bahan baku tetap terjaga perusahaan atau kawasan industri perlu menjaga hubungan dengan peternak, dengan cara pembinaan yang terus-menerus.
4.3.3 Pajak atau Retribusi Limbah untuk pengelolaan IPAL
Garut, Dinas Lingkungan dan Pertamanan Garut.
Instalasi limbah atau IPAL pada kawasan industri penyamakan kulit di Garut sebaiknya menyediakan instalasi daur ulang krom di masing-masing IPAL, disamping mengurangi pencemaran limbah krom, krom yang didapat dari pengolahan ini dapat dimanfaatkan kembali atau (reuse) dalam proses penyamakan. Menurut UNIDO (2000a), pada proses penyamakan menggunakan krom, 60% krom tersebut akan terserap dalam kulit, sedangkan 40%-nya akan tersisa di dalam limbah cair. Sisa krom dalam limbah tersebut dapat dilakukan proses recovery. Recovery krom dilakukan dengan melakukan tahapan-tahapan sebagai berikut: Pertama, Penyaringan. Penyaringan dilakukan untuk memisahkan kotoran-kotoran padat dengan cairan krom. Kedua, cairan krom yang bebas padatan tersebut diendapkan dengan penambahan basa sehingga pH naik menjadi 8-8.5. Ketiga, pemisahan cairan dan padatan dilakukan setelah krom mengendap kurang lebih 1 hari. Cairan dialirkan ke IPAL sementara padatan dipakai untuk penyamakan kembali tetapi sebelumnya dilarutkan dalam larutan asam.
4.3.4 Sosialisasi hasil penelitian penyamakan kulit yang ramah lingkungan
Perkembangan pesat industri kulit menyebabkan banyaknya institusi pendidikan yang mengkaji industri penyamakan kulit. Selain itu, pemerintah turut pula berkecimpung (Balai Kulit) dalam mengkaji seluk-beluk perindustrian kulit. Baik institusi pendidikan maupun balai milik pemerintah keduanya melakukan riset-riset terkini terkait dengan industri penyamakan kulit, namun hasil dari riset-riset tersebut belum sepenuhnya teraplikasikan di lapangan karena keterbatasan akses terhadap industri penyamakan kulit yang ada. Selain itu, penelitian mengenai industri penyamakan kulit yang ramah lingkungan pun masih jarang dilakukan, kalau pun telah tersedia kenyataannya pihak industri masih belum mengetahui informasi tersebut. Jika pihak industri dapat memperoleh akses terhadap hasil penelitian-penelitian tersebut, maka persoalan lingkungan akibat keberadaan industri penyamakan kulit bukan lagi menjadi persoalan yang rumit yang harus dihadapi.
4.3.5 Proses
trimming
sebelum
chemical treatment
Proses trimming atau proses pemotongan tepi kulit yang bertujuan untuk merapihkan lembaran kulit agar mudah untuk diproses selanjutnya. Proses trimming ini sangat bermanfaat secara tidak langsung dalam mengendalikan pencemaran lingkungan. Setiap bahan kulit yang dimasukan ke dalam drum sebelumnya ditimbang terlebih dahulu untuk menentukan jumlah zat kimia yang digunakan
Gambar 30. Diagram alir proses recovery krom UNIT CHROM
RECOVERY
IPAL TERPADU PROSES PENYAMAKAN
untuk mengolah kulit. Jika proses trimming dilakukan sebelum proses penyamakan atau chemical treatment lainnya maka akan memperoleh penghematan anggaran zat kimia yang dipakai hingga 16,82% disamping itu pula bermanfaat mengurangi dampak pencemaran lingkungan. Berikut contoh perhitungan penghematan yang dapat dilakukan.
Tabel 8. Data perhitungan penghematan anggaran bahan kimia melalui trimming
Keterangan Satuan Nilai
Zat kimia Rp/sq.ft 2,000*
Konversi satuan kulit sq.ft ke kg sq.ft/kg 5.33
Massa sisa trimming kg 18.49**
Kulit sebelum trimming kg 109.9**
*diasumsikan harga bahan kimia untuk proses dying, fat liquoring, za, dan washing. ** Merujuk pada neraca massa PT ELCO Indonesia
Biaya proses tanpa trimming
= biaya zat kimia × massa kulit sebelum trimming × konversi satuan kulit
Biaya proses tanpa trimming = 2,000/ . × 109.9 × 5.33 . / = 1,171,534
Biaya proses menggunakan trimming
= 2,000/ . × (109.9 − 18.49 ) × 5.33 . / = 974,430.6
Biaya proses yang dapat dihemat = 1,171,534 − 974,430.6 = 197,103.4
Biaya proses yang dapat dihemat = 197,103.4 1,171,534 × 100% = 16.82%
4.4. Analisis Prioritas Alternatif Produksi Bersih
Penggunaan AHP dimulai dengan membuat struktur hirarki atau jaringan dari permasalahan yang ingin diteliti, dalam hal ini penentuan produksi bersih pada kawasan indsutri penyamakan kulit Sukaregang, Garut. Di dalam hirarki tersebut terdapat kriteria yang menjadi dasar penilaian alternatif produksi bersih dimana kriteria tersebut didapat berdasarkan pedoman quickscan, yaitu kriteria manfaat, biaya, lingkungan, konstruksi, dan operasi. Untuk alternatif-alternatif yang akan dinilai
makan digunakan perbandingan berpasangan untuk membentuk hubungan di dalam struktur hirarki seperti pada Gambar 32.
Gambar 32. Struktur AHP pemilihan alternatif prober industri penyamakan kulit
Gambar 32 menunjukkan stuktur hirarki dari kasus permasalahan yang ingin diteliti yakni pemilihan alternatif produksi bersih industri penyamakan kulit yang berdasarkan lima karakteristik, yaitu manfaat, biaya, dampak lingkungan, konstruksi, dan operasi. Garis-garis yang menghubungkan kotak-kotak antar level merupakan hubungan yang perlu diukur dengan perbandingan berpasangan dengan arah ke level yang lebih tinggi. Mengingat faktor-faktor tersebut