PENERAPAN METODE 5S UNTUK PENGUKURAN
KINERJA PERUSAHAAN DI PT X
HADIWIJOYO
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Penerapan Metode
5S untuk Pengukuran Kinerja Perusahaan di PT X adalah benar karya saya
dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa
pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau
dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain
telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian
akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada
Institut Pertanian Bogor.
Bogor, September 2014
Hadiwijoyo
ABSTRAK
HADIWIJOYO. Penerapan Metode 5S untuk Pengukuran Kinerja
Perusahaan di PT X. Dibimbing oleh HARTRISARI HARDJOMIDJOJO.
Metode 5S (
Seiri, Seiton, Seiso, Seiketsu,
dan
Shitsuke
) dianggap sebagai
metode kerja yang dapat meningkatkan efisiensi menciptakan lingkungan kerja
yang efisien dan nyaman dengan cara menata ulang lingkungan kerja. Tujuan dari
penelitian ini adalah untuk mengukur kinerja perusahaan dengan menerapkan
metode 5S di PT X. Revisi pada form audit 5S PT X dilakukan untuk
memasukkan semua kriteria yang tercantum pada teori referensi. Hasil penelitian
menunjukkan bahwa pengukuran kami sedikit berbeda dengan pengukuran
perusahaan (59,55% menjadi 58,79%). Perbedaan disebabkan karena kami
mengubah
range
penilaian form audit sehingga menghasilkan distribusi normal
.
Rekomendasi ditentukan berdasarkan temuan yang paling sering ditemui selama
audit 5S yaitu tumpahan produk di lantai.
Checklist seiso
dan standar kebersihan
telah dirancang sebagai hasil rekomendasi.
Kata kunci : metode 5S, pengukuran kinerja, audit
ABSTRACT
HADIWIJOYO. Application of 5S method for company performance
measurement at PT. X. Supervised by HARTRISARI HARDJOMIDJOJO.
Seiri, Seiton, Seiso, Seiketsu and Shitsuke (5S) method is considered as work
method that could increase efficiency and create comfortable workplace by
rearrangement it. The purpose of this study is to measure the company
performance by applying 5 S methods at PT X. Revision on PT. X`s audit form has
been performed in order to include all criteria mentioned in the reference theory.
Based on the result, it is shown that our measurement gives slight difference
compare to company`s measurement (59.55% to 58.79%). It happened because
we modify the initial score range on resulting in normal distribution.
Recommendation is determined based on the most non-conformity found at the
auditing process that is spilled product on the floor. A seiso check list and
cleanliness standard has been designed as the result of recommendation.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknologi Pertanian
pada
Departemen Teknologi Industri Pertanian
PENERAPAN METODE 5S UNTUK PENGUKURAN
KINERJA PERUSAHAAN DI PT X
HADIWIJOYO
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi : Penerapan Metode 5S untuk Pengukuran Kinerja Perusahaan di PT
X
Nama
: Hadiwijoyo
NIM
: F34100059
Disetujui oleh
Dr Ir Hartrisari Hardjomidjojo. DEA
Pembimbing
Diketahui oleh
Prof Dr Ir Nastiti Siswi Indrasti
Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah
subhanahu wa t
a’ala
atas
segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang
dipilih dalam penelitian yang dilaksanakan sejak bulan Maret 2014 ini adalah
metode 5S dengan judul Penerapan Metode 5S untuk Pengukuran Kinerja
Perusahaan di PT X.
Terima kasih penulis ucapkan kepada :
1.
Dr Ir Hartrisari Hardjomidjojo, DEA selaku Pembimbing Akademik atas
perhatian dan bimbingannya selama penelitian dan penyelesaian skripsi
2.
Prof Dr Ir Ani Suryani, DEA dan Dr Dwi Setyaningsih, S.T.P., M.Si selaku
dosen penguji atas masukan yang diberikan untuk penulisan skripsi
3.
Segenap staf PT X yang telah memberikan penulis kesempatan untuk
mengadakan penelitian pada PT X.
4.
Kedua orang tua Hadiwibowo dan Wahyuni, serta kakak Hadiwiyono atas
doa dan dukungannya pada penulis
5.
Febriani Purba, Giovanni Dwi Atmaja, Gita Hapsari, Kiki Amelia Lubis,
dan Yoga Prasetyo, serta keluarga besar TIN 47 atas dukungannya pada
penulis
Semoga karya ilmiah ini bermanfaat.
Bogor, September 2014
DAFTAR ISI
DAFTAR TABEL
viii
DAFTAR GAMBAR
viii
DAFTAR LAMPIRAN
viii
PENDAHULUAN
1
Latar belakang
1
Tujuan penelitian
2
Manfaat penelitian
2
TINJAUAN PUSTAKA
2
METODE
3
Waktu dan tempat penelitian
3
Tahapan penelitian
3
HASIL DAN PEMBAHASAN
6
Analisis form audit 5S
6
Audit 5S
10
Analisis tingkat penerapan 5S
11
Rekomendasi perbaikan penerapan 5S
17
SIMPULAN
18
SARAN
19
DAFTAR PUSTAKA
19
LAMPIRAN
21
DAFTAR TABEL
1
Parameter
seiri
form audit 5S PT X
7
2
Parameter
seiton
form audit 5S PT X
8
3
Parameter
seiso
form audit 5S PT X
8
4
Parameter
seiketsu
form audit 5S PT X
9
5
Parameter
shitsuke
form audit 5S PT X
10
6
Hasil audit 5S versi form audit PT X dan kategori hasil audit
10
7
Hasil audit 5S versi form audit revisi dan kategori hasil audit
11
8
Rata - rata hasil audit area ROS, PP, PA, dan Chewy Tahun 2013
12
9
Tingkat penerapan setiap aspek 5S di PT X periode Februari - April
13
10
Parameter
penilaian
seiketsu
dan
shitsuke
14
11
Parameter penilaian
seiton
dan
seiso
15
12
Form audit internal 3S
16
13
Checklist Seiso
18
DAFTAR GAMBAR
1
Diagram alir prosedur penelitian
3
2
Range
kategori form audit 5S PT X dan Revisi
11
3
Control Chart
Hasil audit tahun 2013
12
4
Penyesuaian
Range
Kategori Form Audit 5S (A) PT X dan (B) Revisi
13
DAFTAR LAMPIRAN
1
Form audit 5S PT X
22
2
Form audit 5S Revisi
23
3
Audit Area ROS Februari 2014
24
4
Audit Area ROS Maret 2014
25
5
Audit Area ROS April 2014
26
6
Audit Area FL Februari 2014
27
7
Audit Area FL Maret 2014
28
8
Audit Area FL April 2014
29
9
Audit Area PP Februari 2014
30
10
Audit Area PP Maret 2014
31
11
Audit Area PP April 2014
32
12
Audit Area PA Februari 2014
33
13
Audit Area PA Maret 2014
34
14
Audit Area PA April 2014
35
15
Audit Area Chewy Februari 2014
36
16
Audit Area Chewy Maret 2014
37
PENDAHULUAN
Latar belakang
Lean manufacturing
merupakan teknik produksi yang mempertimbangkan
pada pengeluaran sumber daya pada proses produksi. Teknik tersebut bertujuan
untuk mengurangi pemborosan yang dapat dihasilkan selama proses produksi.
Menurut Kilpatrick (2003), salah satu metode untuk menerapkan
lean manufacturing
dalam perusahaan adalah metode 5S. Metode 5S merupakan metode kerja dari
Jepang yang menerapkan pengaturan dan penataan lingkungan kerja. Penataan ini
bertujuan untuk menciptakan lingkungan kerja yang rapi dan nyaman sehingga
efektivitas pekerjaan dapat meningkat. Kumar dan Kumar (2012) menyatakan bahwa
implementasi 5S dapat mengurangi jumlah produk cacat dan memaksimalkan
pemakaian ruang dalam lingkungan kerja. Penerapan metode 5S juga menanamkan
kedisiplinan pada pekerja sehingga pekerja memiliki keinginan untuk menjaga
kerapihan lingkungan kerja.
Metode 5S terdiri dari lima metode, yaitu
seiri, seiton, seiso, seiketsu,
dan
shitsuke. Seiri
(ringkas) bermakna bahwa lingkungan kerja yang baik terbebas dari
alat dan bahan berlebih yang tidak digunakan.
Seiton
(rapi) bermakna bahwa
pengaturan tata letak yang baik untuk alat dan bahan yang diperlukan pada proses
produksi dapat meningkatkan efektivitas pekerja.
Seiso
(resik) bermakna bahwa
lingkungan kerja yang nyaman dapat tercapai dengan menjaga kebersihan.
Seiketsu
(rawat) bermakna bahwa lingkungan kerja yang nyaman harus dirawat agar kondisi
lingkungan kerja tetap nyaman dan optimal.
Shitsuke
(rajin
)
bermakna bahwa
penerapan
seiri, seiton,
dan
seiso
dalam suatu perusahaanakan bertahan bila pekerja
terbiasa menerapkannya pada pekerjaan sehari - hari. Dalam penerapannya, ketiga
nilai S pertama (
Seiri, Seiton,
dan
Seiso
) merupakan nilai yang diterapkan dalam
skala individual, sedangkan kedua nilai S terakhir (
Seiketsu
dan
Shitsuke
) merupakan
nilai yang diterapkan dalam skala manajerial.
Seiketsu
dan
shitsuke
diperlukan untuk
memelihara dan meningkatkan penerapan
seiri, seiton
dan
seiso
(Pasale dan Bagi
2013a).
PT X merupakan perusahaan yang sudah menerapkan metode 5S pada proses
produksinya. PT X mulai menerapkan metode 5S pada tahun 2007, dengan
menerapkan 3S terlebih dahulu. PT X mulai menerapkan metode 5S secara penuh
pada tahun 2009. PT X menerapkan berbagai program untuk menerapkan 5S dalam
lingkungan kerja, seperti pelatihan 5S, pembuatan papan informasi 5S, dan kompetisi
5S. PT X juga melakukan audit 5S setiap bulannya untuk melihat tingkat penerapan
5S pada berbagai area produksi. Audit 5S dilakukan dua kali setiap bulannya. Audit
pertama ialah audit eksternal yang dilakukan oleh tim auditor 5S dari PT X. Audit
kedua adalah audit internal yang dilakukan oleh penanggung jawab area produksi.
Tingkat penerapan 5S ditentukan berdasarkan penilaian hasil
form
audit 5S milik PT
X. Form audit 5S PT X mengandung parameter
–
parameter penilaian untuk setiap
2
untuk mengkaji tingkat penerapan metode 5S di PT X dan membandingkan dengan
nilai penerapan metode 5S secara ideal.
Tujuan penelitian
Tujuan dari penelitian ini adalah mengkaji tingkat penerapan metode kerja 5S
dan memberikan rekomendasi untuk perbaikan penerapan metode 5S pada PT X.
Manfaat Penelitian
Bagi Peneliti
Memperoleh pengetahuan mengenai penerapan metode kerja 5S dalam industri
dan juga pembuatan form audit 5S untuk menilai tingkat penerapan 5S.
Bagi PT X
Memperoleh rekomendasi untuk meningkatkan penerapan 5S di perusahaan.
TINJAUAN PUSTAKA
Falkowski dan Kitowski (2013) menyatakan bahwa penerapan
seiri
adalah
mengeluarkan alat dan barang yang tidak digunakan dalam proses operasi. Bhoi
et al.
(2014) menyatakan bahwa alat dan barang yang dikeluarkan melalui penerapan
seiri
akan ditampung pada area karantina. Pengurangan alat dan bahan yang tidak
digunakan dapat menambah luas area kerja dan meningkatkan efektivitas pergerakan
pekerja. Kaluarachchi (2009) menyatakan bahwa
Castle Street Hospital for Women
(CSHW) di Sri Lanka menerapkan
seiri
dengan memilah alat medis berdasarkan
kondisinya dan membuat tempat untuk pengumpulan dan perbaikan alat - alat medis
yang tidak memenuhi standar pemerintah.
Zidel (2006) menyatakan bahwa penerapan
seiton
bermakna setiap alat dan
bahan di lngkungan kerja memiliki tempat tersendiri. Michalska dan Szewieczek
(2007) menyatakan bahwa tempat penyimpanan alat dan bahan sebaiknya diberi
label identifikasi (label nama) agar lebih mudah ditemukan. Penyimpanan alat dan
bahan akan disesuaikan dengan jangkauan operator, sehingga pergerakan operator
menjadi lebih efektif. Ramesh et al. (2014) menyatakan bahwa penyusunan alat dan
bahan didasarkan pada tingkat penggunaan alat dan bahan tersebut selama proses
produksi. Kaluarachchi (2009) menyatakan bahwa CSHW di Sri Lanka menerapkan
seiton
dengan menata ulang area penyimpanan kain steril, dan juga memberikan
penanda arah untuk daerah - daerah di rumah sakit.
Pasale dan Bagi (2013b) menyatakan bahwa penerapan
seiso
juga meliputi
pemeriksaan kebersihan mesin, sumber cahaya, dan saluran udara. Sarana kebersihan
yang dibutuhkan untuk penerapan seiso antara lain tempat sampah, sapu, pembersih
debu, dan lap lantai. Korkut
et al.
(2008) menyatakan bahwa pembersihan lingkungan
istirahat. Ve
ž
a
et al
(2011) menyatakan bahwa contoh penerapan
seiso
di lingkungan
kerja adalah dengan menggunakan kantung plastik transparan sebagai tempat
sampah. Penggunaan kantung plastik transparan dinilai mempermudah penanganan
sampah dan pengotor lainnya dibandingkan menggunakan kotak platik atau kardus.
Kaluarachchi (2009) menyatakan bahwa CSHW di Sri Lanka menerapkan
seiso
dnegan memelihara kebersihan lantai dan toilet di rumah sakit.
Gürel (2013) menyatakan bahwa
seiri, seiton
dan
seiso
harus memiliki
standar melalui penerapan
seiketsu
untuk menjaga kelangsungan program 5S
.
Menurut Lingareddy
et al.
(2013), penerapan
seiketsu
bermakna setiap orang harus
mengetahui tanggung jawabnya masing - masing dalam penerapan 5S. Salah satu hal
yang dapat dilakukan dalah menjadikan kegiatan pembersihan lingkungan kerja
sebagai salah satu rutinitas pekerjaan sehari - hari. Mallick
et al.
(2013)
menyatakan
bahwa manajemen visual seperti jadwal piket 5S dapat digunakan sebagai salah satu
upaya untuk menerapkan
seiketsu
. Kaluarachchi (2009) menyatakan bahwa CSHW
di Sri Lanka menerapkan
seiketsu
dengan membuat standar penerapan 3S untuk
mempermudah pemeriksaan.
Ganesh dan Balasaraswathy (2014) menyatakan bahwa penerapan
shitsuke
bertujuan untuk menjadikan 5S sebagai kebiasaan baru dalam bekerja dan mencegah
kebiasaan lama kembali muncul. Kaluarachchi (2009) menyatakan bahwa CSHW di
Sri Lanka menerapkan
shitsuke
dengan memberikan pengenalan dan pelatihan 5S
bagi pegawai untuk menanamkan konsep 5S.
METODE
Waktu dan tempat penelitian
Penelitian ini dilakukan di PT X dari bulan Maret hingga April 2014. PT X
merupakan perusahaan yang bergerak di bidang
confectionary
(permen). Penelitian
ini dilakukan pada lima area produksi PT X, yaitu area ROS, area FL, area PP, area
PA, dan area
chewy
. Area ROS merupakan area yang bertugas untuk mengolah
bahan baku dalam pembuatan produk permen di PT X. Area FL merupakan area
yang bertugas untuk memproduksi permen jenis
dragee
. Area PP merupakan area
yang bertugas untuk mengemas permen jenis
dragee
. Area PA merupakan area yang
bertugas untuk memproduksi permen jenis
hard candy
. Area
chewy
merupakan area
yang bertugas untuk memproduksi permen kunyah.
Tahapan Penelitian
Tahapan penelitian dapat dilihat pada Gambar 1.
1.
Analisis form audit 5S
4
Analisis akan dilakukan dengan membandingkan parameter
–
parameter penilaian 5S
pada form audit dengan referensi
penerapan 5S. Form audit 5S hasil revisi akan
dihasilkan dari proses analisis.
Parameter - parameter pada form audit 5S disusun berdasarkan cara
menerapkan 5S dalam suatu perusahaan. Secara umum, penerapan 5S pada
perusahaan dapat dijelaskan sebagai berikut :
Osada (1990) menyatakan
seiri
adalah pemilahan alat dan barang
berdasarkan jumlah, kondisi, dan perannya dalam operasi produksi. PPDT
(1996) dan Tonic
et al.
(2014) menyatakan bahwa salah satu langkah
untuk menerapkan
seiri
dalam lingkungan kerja
adalah dengan sistem
Red
Tag
(Label Merah). Sistem
Red Tag
berfungsi untuk memberikan penanda
berupa label merah pada alat dan barang yang tidak digunakan dan/rusak.
Alat dan barang yang sudah diberi label merah selanjutnya akan
dipindahkan pada lokasi penampungan khusus untuk ditindaklanjuti.
Osada (1990) menyatakan bahwa
seiton
adalah eliminasi pemborosan
waktu dengan menata alat dan barang dengan teratur sehingga alat dan
barang mudah ditemukan dan pengembalian alat dan barang pada
tempatnya juga mudah dilakukan. PPDT (1996) menyatakan bahwa
pembuatan garis benda pada lantai dapat membantu pengaturan letak
alat dan barang sehingga penempatan alat dan barang menjadi lebih
teratur. Alat dan barang juga sebaiknya diberikan label nama untuk
mempermudah identifikasi oleh pekerja. Peta benda dibuat sebagai standar
dalam penempatan alat dan barang dalam suatu area produksi.
Menurut Osada (1990),
seiso
adalah pembersihkan tempat kerja dan juga
peralatan kerja agar kotoran dan debu tidak menumpuk. PPDT (1996)
menyatakan bahwa salah satu langkah dalam menerapkan seiso adalah
dengan menyiapkan alat kebersihan pada lokasi yang mudah dijangkau
Gambar 1
Diagram alir
tahapan penelitian
Mulai
Selesai
Analisis Form Audit 5S
Audit 5S
Analisis Tingkat Penerapan 5S
oleh pekerja agar pekerja dapat menggunakan alat kebersihan tersebut
dan mengembalikannya dengan mudah.
Menurut Osada (1990),
seiketsu
adalah manajemen visual untuk merawat
nilai
seiri, seiton,
dan
seiso
. Manajemen visual berfungsi untuk
mempermudah pekerja mengetahui kondisi pekerjaan yang ideal, baik dari
segi kerapihan lokasi kerja (
seiri
dan
seiton
) maupun segi kebersihan
(
seiso
). PPDT (1996) menyatakan bahwa dasar penerapan
seiketsu
adalah
menjadikan
seiri, seiton,
dan
seiso
(3S) sebagai kebiasaan dalam
kehidupan sehari - hari. Penerapan
seiketsu
juga menggunakan pendekatan
preventif untuk mencegah terjadinya pelanggaran nilai 3S secara terus -
menerus.
Osada (1990) menyatakan bahwa
shitsuke
adalah pembiasaan nilai 5S
dalam kehidupan sehari - hari, baik dalam pekerjaan maupun kehidupan di
luar pekerjaan seperti di rumah. Pembiasaan ini bertujuan menjadikan 5S
sebagai dasar dalam kehidupan sehari - hari dan menanamkan sikap pada
pekerja untuk tidak menjadikan penerapan 5S sebagai beban dalam
pekerjaan. PPDT (1996) menyatakan bahwa penerapan
shitsuke
ditentukan
oleh komitmen bersama suatu perusahaan, baik dari pekerja maupun dari
pihak manajemen perusahaan, dalam untuk menjadikan 5S sebagai bagian
dari perusahaan. Pihak manajemen perusahaan dapat menciptakan kondisi
atau struktur untuk mendukung penerapan 5S di perusahaaan. Salah satu
hal yang dapat dilakukan oleh pihak manajemen adalah dengan
menciptakan kompetisi 5S. Kompetisi 5S mengajak seluruh pihak untuk
berlomba dalam menerapkan 5S dalam pekerjaan sehari - hari. Hal ini
akan memicu pihak karyawan untuk mengadakan persaingan sehat satu
sama lain dalam penerapan 5S, dan secara tidak langsung membiasakan
penerapan
shitsuke
dan 5S pada kehidupan sehari - hari.
Penerapan 5S menurut Osada (1990) dan PPDT (1996) merupakan dasar
dalam menentukan parameter penilaian dalam form audit 5S.
2.
Audit 5S
Audit 5S dilakukan dengan bantuan form audit 5S untuk melihat tingkat
penerapan 5S dalam area produksi pada PT X. Tingkat penerapan 5S suatu area
produksi akan dinilai dari jumlah poin yang didapat dari form audit 5S. Form audit
yang digunakan pada audit 5S adalah form audit 5S milik PT X dan form audit 5S
hasil revisi.
3.
Analisis tingkat penerapan 5S
Perhitungan tingkat penerapan 5S di PT X dilakukan dengan melihat tingkat
perbedaan antara nilai tingkat penerapan 5S pada form audit (PT X atau Revisi)
dengan nilai maksimum tingkat penerapan 5S pada form audit yang sesuai. Tingkat
penerapan dapat dihitung dengan persamaan di bawah ini.
6
Di mana :
%P = Persentase tingkat penerapan 5S
X = Nilai tingkat penerapan 5S pada form audit
S = Nilai maksimum tingkat penerapan 5S pada form audit
Perhitungan tingkat penerapan setiap aspek 5S juga dilakukan untuk melihat
tingkat penerapan setiap nilai kedisiplinan 5S dalam PT X. Tingkat penerapan dapat
dihitung dengan persamaan di bawah ini.
Di mana :
%N = Persentase tingkat penerapan aspek 5S
Y = Nilai tingkat penerapan aspek 5S pada form audit
T = Nilai maksimum tingkat penerapan aspek 5S pada
form audit
4.
Rekomendasi perbaikan penerapan 5S
Rekomendasi perbaikan penerapan metode 5S ditentukan berdasarkan temuan
yang paling banyak ditemukan selama proses audit berlangsung. Rekomendasi yang
diusulkan berfungsi untuk mengatasi temuan tersebut.
HASIL DAN PEMBAHASAN
Analisis form audit 5S
Form audit 5S milik PT X digunakan untuk menilai tingkat penerapan metode
5S dalam area produksi PT X. Audit 5S pada PT X, baik eksternal (oleh tim auditor
PT X) maupun internal (oleh penanggung jawab area produksi), dilakukan
menggunakan form audit 5S yang sama. Form audit 5S PT X memiliki parameter -
parameter yang digunakan sebagai dasar dalam menilai tingkat penerapan 5S. Setiap
parameter memiliki tiga tingkat penilaian. Besar angka pada setiap tingkat penilaian
bergantung pada seberapa besar bobot parameter pada penerapan 5S. PT X membagi
bobot parameter penilaian menjadi tiga bagian, yaitu ringan, sedang, dan berat.
Contoh form audit 5S milik PT X dapat dilihat pada Lampiran 1. Form audit 5S
milik PT X memiliki nilai maksimum sebesar 44, dan nilai minimum sebesar -13.
Berdasarkan jarakdari kedua nilai tersebut, PT X membagi tingkat penerapan 5S ke
dalam tiga bagian, yaitu :
Poor
: -13 s/d 14
Normal
: 15 s/d 26
Good
: 27 s/d 44
Analisis pada form audit 5S PT X dilakukan dalam rangka melihat
kelengkapan form audit untuk menilai tingkat penerapan 5S. Kelengkapan form audit
ditentukan berdasarkan kesesuaian antara dasar penerapan 5S dengan parameter
penilaian pada form audit 5S.
Parameter
seiri
form audit 5S PT X dapat dilihat pada Tabel 1. Pada form
audit 5S, ketiga parameter penilaian
seiri
adalah kondisi material dan alat kerja,
jumlah material, dan sistem Tempat Penyimpanan Sementara (TPS). Parameter
kondisi material dan alat kerja bertujuan untuk memilah alat dan bahan di lingkungan
kerja berdasarkan kondisi dan kegunaannya. Alat dan benda yang tidak berhubungan
dengan pekerjaan atau memiliki kondisi yang kurang baik sebaiknya dikeluarkan dari
lingkungan kerja. Parameter jumlah material merupakan parameter penilaian untuk
melihat penerapan pemilahan alat dan barang pada lokasi kerja berdasarkan jumlah
bahan. Jumlah bahan yang digunakan harus sesuai dengan kebutuhan produksi.
Kelebihan pada jumlah bahan yang digunakan dapat mengurangi ruang regak dalam
lingkungan kerja. Parameter TPS merupakan parameter penilaian untuk penerapan
sistem
Red Tag.
Sistem
red tag
mempermudah pemilahan serta pemisahan alat dan
barang yang tidak digunakan dalam proses produksi.
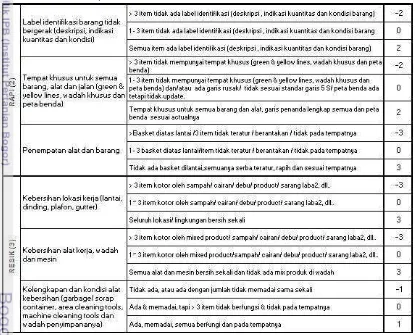
Parameter
seiton
form audit 5S PT X dapat dilihat pada Tabel 2. Parameter
penilaian
seiton
adalah label identifikasi barang, tempat khusus untuk semua barang,
dan penempatan alat dan barang. Parameter label identifikasi merupakan parameter
penilaian untuk sistem label identifikasi. Label identifikasi mempermudah proses
pencarian alat dan barang serta proses pengembalian alat dan barang tersebut.
Parameter tempat khusus untuk semua barang merupakan parameter penilaian untuk
sistem garis benda pada lantai. Garis benda pada lantai mempermudah penyimpanan
alat dan bahan di lingkungan kerja, karena setiap alat dan bahan memiliki tempatnya
tersendiri sesuai garis benda yang dibuat. Peta benda dirancang sebagai acuan untuk
letak garis benda pada area produksi. Penempatan alat dan bahan merupakan
parameter penilaian untuk kesesuaian penempatan alat dan bahan dengan garis benda
yang dibuat.
> 3 item kondisi tidak normal/ tidak berfungsi / tidak berhubungan
dengan pekerjaan
-1
1 - 3 item kondisi tidak normal / tidak berfungsi / tidak berhubungan
dengan pekerjaan
1
Semua dalam kondisi normal, berfungsi dan berhubungan dengan
pekerjaan
2
> 3 item material berlebih/ tidak sesuai standar jumlahnya/ WIP Over
Production / barang expired
0
1 - 3 item material berlebih/ tidak sesuai standar jumlahnya/ Over
Production (WIP)/ 'Status' barang expired
1
Semua material sesuai standar jumlahnya, tidak Over Production
(WIP), 'Status' barang OK
2
System dokumen dan 'Label Merah' tidak berjalan baik dan barang
tersimpan lebih dari 1 bulan karena tidak ada notifikasi
decision
maker
0
System dokumen dan 'Label Merah' tidak berjalan baik
1
System dokumen dan 'Label Merah' berjalan, barang tersimpan tidak
lebih dari 1 bulan
2
R
IN
G
K
A
S
(1
)
Kondisi part / material /
mesin/ alat kerja
Jumlah material
Tempat Penyimpanan
Sementara (TPS)
8
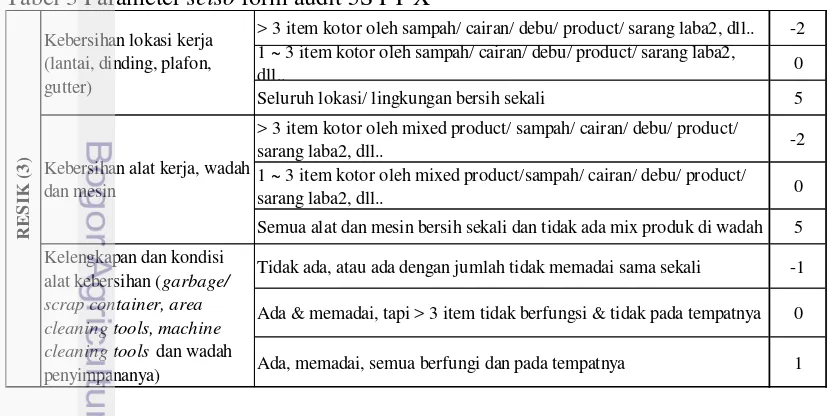
Parameter
seiso
form audit 5S PT X dapat dilihat pada Tabel 3.Pada form
audit 5S, parameter peniliaian
seiso
adalah kebersihan lokasi kerja, kebersihan alat
kerja, dan kelengkapan dan kondisi alat kebersihan. Parameter kebersihan lokasi
kerja merupakan parameter penilaian untuk kebersihan lingkungan kerja. Kebersihan
lingkungan kerja meliputi dinding, langit
–
langit, dan lantai di lingkungan kerja.
Lingkungan kerja yang bersih dapat mencegah kontaminan tercampur ke dalam
produk. dan kebersihan alat kerja yang digunakan untuk menilai tingkat penerapan
seiso
dalam menjaga alat kerja yang digunakan. Parameter kelengkapan dan kondisi
alat kebersihan merupakan parameter penilaian untuk alat kebersihan di lingkungan
kerja. Alat kebersihan yang mudah diakses dan memiliki kondisi yang baik
mendukung penerapan
seiso
di lingkungan kerja.
Parameter
seiketsu
form audit 5S PT X dapat dilihat pada Tabel 4. Parameter
penilaian
seiketsu
pada form audit 5S adalah pembagian tugas dan instruksi
kebersihan,
follow up
temuan audit 5S, dan pelaksanaan audit internal. Parameter
> 3 item kotor oleh sampah/ cairan/ debu/ product/ sarang laba2, dll..
-2
1 ~ 3 item kotor oleh sampah/ cairan/ debu/ product/ sarang laba2,
dll..
0
Seluruh lokasi/ lingkungan bersih sekali
5
> 3 item kotor oleh mixed product/ sampah/ cairan/ debu/ product/
sarang laba2, dll..
-2
1 ~ 3 item kotor oleh mixed product/sampah/ cairan/ debu/ product/
sarang laba2, dll..
0
Semua alat dan mesin bersih sekali dan tidak ada mix produk di wadah
5
Tidak ada, atau ada dengan jumlah tidak memadai sama sekali
-1
Ada & memadai, tapi > 3 item tidak berfungsi & tidak pada tempatnya
0
Ada, memadai, semua berfungi dan pada tempatnya
1
R
ES
IK
(3
)
Kebersihan lokasi kerja
(lantai, dinding, plafon,
gutter)
Kebersihan alat kerja, wadah
dan mesin
Kelengkapan dan kondisi
alat kebersihan (
garbage/
scrap container, area
cleaning tools, machine
cleaning tools
dan wadah
penyimpananya)
Tabel 3 Parameter
seiso
form audit 5S PT X
> 3 item tidak ada label identifikasi (deskripsi , indikasi kuantitas dan
kondisi barang)
1
1 - 3 item tidak ada label identifikasi (deskripsi , indikasi kuantitas dan
kondisi barang
2
Semua item ada label identifikasi (deskripsi , indikasi kuantitas dan
kondisi barang)
3
> 3 item tidak mempunyai tempat khusus (green & yellow lines,
wadah khusus dan peta benda)
1
1 - 3 item tidak mempunyai tempat khusus (green & yellow lines,
wadah khusus dan peta benda) dan/atau ada garis rusak/ tidak sesuai
standar garis 5 S/ peta benda ada tetapi tidak update.
2
Tempat khusus untuk semua barang dan alat, garis penanda lengkap
semua dan peta benda sesuai actualnya
3
>Basket diatas lantai /3 item tidak teratur / berantakan / tidak pada
tempatnya
-2
1 - 3 basket diatas lantai/item tidak teratur / berantakan / tidak pada
tempatnya
0
Tidak ada basket dilantai,semuanya serba teratur, rapih dan sesuai
tempatnya
5
R
A
P
I
(2
)
Label identifikasi barang
tidak bergerak (deskripsi,
indikasi kuantitas dan
kondisi)
Tempat khusus untuk semua
barang, alat dan jalan (green
& yellow lines, wadah
khusus dan peta benda)
Penempatan alat dan barang
pembagian tugas dan instruksi kebersihan merupakan parameter penilaian untuk
penerapan tugas kebersihan. Tugas kebersihan merupakan salah satu cara untuk
membiasakan penerapan
seiri, seiton,
dan
seiso
(3S)
di lingkungan kerja.
Pelaksanaan audit internal merupakan parameter penilaian 3S dalam pekerjaaan
sehari - hari. Parameter
follow up
temuan audit 5S merupakan parameter penilaian
untuk tindakan reaktif dari temuan pada audit 5S. Temuan yang ditangani dengan
baik dan tidak berulang pada bulan berikutnya merupakan bentuk pembiasaan 3S di
lingkungan kerja. Parameter audit internal merupakan parameter penilaian untuk
penerapan audit oleh pekerja. Audit internal merupakan bentuk evaluasi dari upaya
perbaikan yang dilakukan setelah audit ekstenal dilakukan.
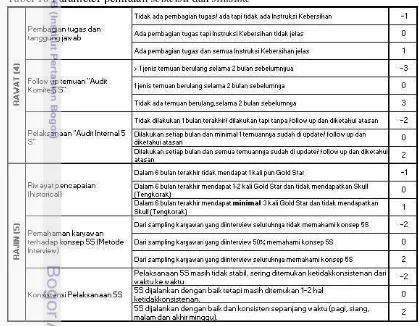
Parameter
shitsuke
form audit 5S PT X dapat dilihat pada Tabel 5. Parameter
penilaian
shitsuke
pada form audit 5S adalah riwayat pencapaian, pemahaman
konsep 5S, dan konsistensi pelaksanaan 5S. Parameter riwayat pencapaian
merupakan parameter penilaian untuk partisipasi pekerja dalam kompetisi 5S.
Kompetisi 5S merupakan upaya dalam menerapkan
shitsuke
di dalam perusahaan.
Pencapaian yang baik selama kompetisi 5S merupakan bukti penerapan 5S di dalam
suatu area produksi. Parameter pemahaman konsep 5S dan konsistensi pelaksanaan
5S digunakan untuk menilai apakah pekerja sudah memahami konsep 5S dan
menerapkannya dalam pekerjaan sehari - hari.
Seluruh parameter penilaian yang terdapat pada form audit 5S dinilai
sudah
sesuai dengan dasar penerapan 5S yang dinyatakan oleh Osada (1990) dan PPDT
(1996). Form audit 5S milik PT X tidak memerlukan parameter tambahan untuk
menilai penerapan 5S di perusahaan.
Revisi dilakukan hanya pada angka penilaian pada parameter form audit 5S.
Hal ini dilakukan karena angka penilaian pada parameter tidak seimbang, sehingga
mempersulit dalam pengukuran secara statistik
.
Angka penilaian yang tidak
seimbang dapat menimbulkan kesulitan pada perhitungan tingkat penerapan.
Beberapa parameter penilaian yang tergolong sama dalam segi bobot memiliki angka
penilaian yang berbeda. Revisi dilakukan agar tidak terjadi perbedaan angka
penilaian pada parameter 5S yang memiliki bobot sama.
Perubahan angka penilaian pada parameter penilaian 5S dilakukan sebagai
berikut : parameter penilaian dengan bobot ringan memiliki angka penilaian {-1,0,1},
parameter penilaian dengan bobot sedang memiliki angka penilaian {-2,0,2}, dan
Tidak ada pembagian tugas/ ada tapi tidak ada Instruksi Kebersihan
0
Ada pembagian tugas tapi Instruksi Kebersihan tidak jelas
1
Ada pembagian tugas dan semua Instruksi Kebersihan jelas
2
> 1 jenis temuan berulang selama 2 bulan sebelumnyua
-2
1 jenis temuan berulang selama 2 bulan sebelumnya
1
Tidak ada temuan berulang,selama 2 bulan sebelumnya
5
Tidak dilakukan 1 bulan terakhir/ dilakukan tapi tanpa follow up dan
diketahui atasan
-2
Dilakukan setiap bulan dan minimal 1 temuannya sudah di update/
follow up dan diketahui atasan
1
Dilakukan setiap bulan dan semua temuannya sudah di update/ follow
up dan diketahui atasan
2
R
A
WA
T
(4
)
Pembagian tugas dan
tanggung jawab
Follow up temuan "Audit
Komite 5 S"
Pelaksanaan "Audit Internal
5 S"
10
parameter penilaian dengan bobot berat memiliki angka penilaian {-3,0,3}.
Perubahan angka penilaian ini menghasilkan nilai maksimum sebesar 28, dan nilai
minimum sebesar -28. Form audit 5S Revisi dapat dilihat pada Lampiran 2.
Berdasarkan jarak dari kedua nilai tersebut, tingkat penerapan 5S dapat dibagi ke
dalam tiga bagian, yaitu :
Poor
: -28 s/d -10
Normal
: -9 s/d 9
Good
: 10 s/d 28
Audit 5S
Audit 5S dilakukan setiap bulan untuk mengukur tingkat penerapan 5S pada
PT X. Pada penelitian kali ini, audit 5S dilakukan pada lima area produksi, yaitu area
ROS, FL, PP, PA, dan Chewy. Hasil audit 5S yang digunakan pada penelitian kali ini
adalah hasil audit periode bulan Februari, Maret, dan April. Hasil audit 5S versi form
audit PT X dan form audit revisi dapat dilihat pada Tabel 6 dan 7.
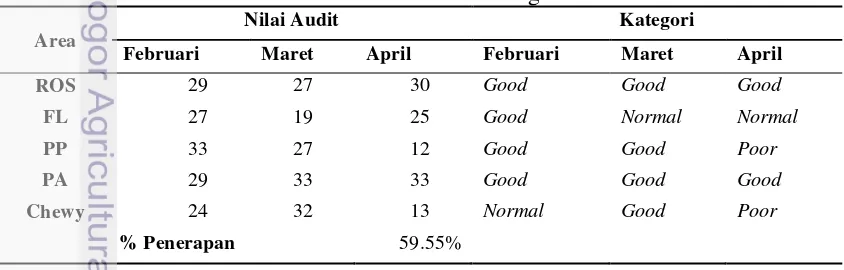
Tabel 6 Hasil audit 5S versi form audit PT X dan kategori hasil audit
Area
Nilai Audit
Kategori
Februari
Maret
April
Februari
Maret
April
ROS
29
27
30
Good
Good
Good
FL
27
19
25
Good
Normal
Normal
PP
33
27
12
Good
Good
Poor
PA
29
33
33
Good
Good
Good
Chewy
24
32
13
Normal
Good
Poor
% Penerapan
59.55%
Dalam 6 bulan terakhir tidak mendapat 1 kali pun Gold Star
0
Dalam 6 bulan terakhir mendapat 1-2 kali Gold Star dan tidak
mendapatkan Skull (Tengkorak)
2
Dalam 6 bulan terakhir mendapat
minimal
3 kali Gold Star dan tidak
mendapatkan Skull (Tengkorak)
3
Dari sampling karyawan yang diinterview seluruhnya tidak memahami
konsep 5S
-2
Dari sampling karyawan yang diinterview 50% memahami konsep 5S
0
Dari sampling karyawan yang diinterview seluruhnya memahami
konsep 5S
2
Pelaksanaan 5S masih tidak stabil, sering ditemukan
ketidakkonsistenan dari waktu ke waktu
-1
5S dijalankan dengan baik tetapi masih ditemukan 1-2 hal
ketidakkonsistenan.
0
5S dijalankan dengan baik dan konsisten sepanjang waktu (pagi, siang,
malam dan akhir minggu).
2
R
A
J
IN
(5
)
Riwayat pencapaian
(historical)
Pemahaman karyawan
terhadap konsep 5S (Metode
Interview)
Konsistensi Pelaksanaan 5S
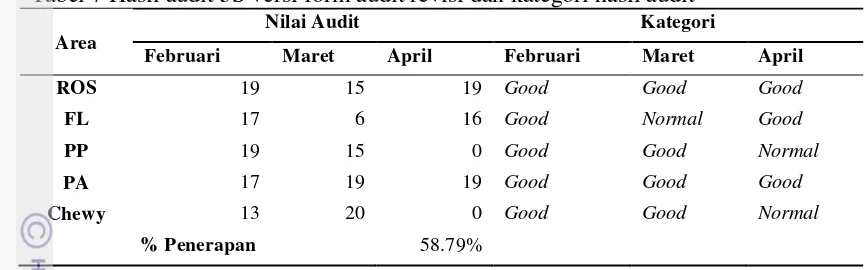
Tabel 7 Hasil audit 5S versi form audit revisi dan kategori hasil audit
Area
Nilai Audit
Kategori
Februari
Maret
April
Februari
Maret
April
ROS
19
15
19
Good
Good
Good
FL
17
6
16
Good
Normal
Good
PP
19
15
0
Good
Good
Normal
PA
17
19
19
Good
Good
Good
Chewy
13
20
0
Good
Good
Normal
% Penerapan
58.79%
Dari kedua hasil audit, dapat dilihat bahwa persentase tingkat penerapan
(perbandingan antara nilai audit yang didapat dengan nilai audit maksimum) form
audit revisi lebih kecil dibandingkan form audit PT X. Hal ini menunjukkan bahwa
form audit 5S revisi relatif lebih ketat dibandingkan dengan form audit 5S PT X
dalam segi penilaian penerapan 5S. Form audit 5S revisi memiliki angka penilaian
yang lebih rendah pada seluruh parameter dibandingkan dengan form audit 5S PT X.
Selain itu, form audit 5S revisi juga memiliki nilai negatif, sehingga nilai audit yang
dihasilkan akan semakin kecil bila hasil audit memiliki banyak temuan.
Analisis tingkat penerapan 5S
Terdapat perbedaan dimana beberapa hasil audit form 5S versi revisi pada
memiliki kategori yang lebih baik dibandingkan dengan hasil audit form PT X.
Perbedaan ini disebabkan karena perbedaan
range
kategori pada form audit PT X
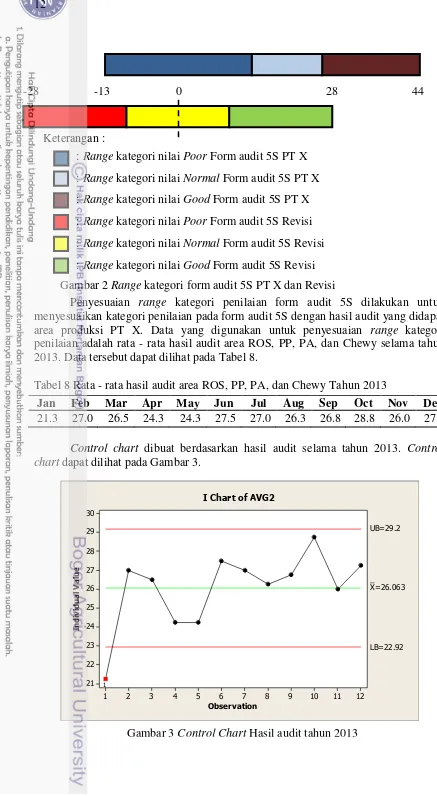
dan form audit revisi. Ilustrasi
range
setiap kategori pada form audit 5S PT X dan
revisi dapat dilihat pada Gambar 2.
Gambar 2 menunjukkan
range
kategori hasil audit untuk setiap form audit.
Dari gambar di atas terlihat bahwa
range
kategori form audit 5S versi revisi terlihat
lebih seimbang untuk tiap kategori karena pembagian
range
kategori mengikuti pola
sebaran kurva normal, sedangkan
range
kategori form audit 5S versi PT X tidak
seimbang. Perbedaan
range
kategori pada kedua form audit mengakibatkan beberapa
12
Penyesuaian
range
kategori penilaian form audit 5S dilakukan untuk
menyesuaikan kategori penilaian pada form audit 5S dengan hasil audit yang didapat
area produksi PT X. Data yang digunakan untuk penyesuaian
range
kategori
penilaian adalah rata - rata hasil audit area ROS, PP, PA, dan Chewy selama tahun
2013. Data tersebut dapat dilihat pada Tabel 8.
Tabel 8 Rata - rata hasil audit area ROS, PP, PA, dan Chewy Tahun 2013
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
Nov
Dec
21.3 27.0
26.5 24.3
24.3 27.5 27.0
26.3 26.8 28.8 26.0 27.3
Control chart
dibuat berdasarkan hasil audit selama tahun 2013.
Control
chart
dapat dilihat pada Gambar 3.
Gambar 2
Range
kategori form audit 5S PT X dan Revisi
Keterangan :
:
Range
kategori nilai
Poor
Form audit 5S PT X
:
Range
kategori nilai
Normal
Form audit 5S PT X
:
Range
kategori nilai
Good
Form audit 5S PT X
:
Range
kategori nilai
Poor
Form audit 5S Revisi
:
Range
kategori nilai
Normal
Form audit 5S Revisi
:
Range
kategori nilai
Good
Form audit 5S Revisi
0
-13
-28
28
44
12
11
10
9
8
7
6
5
4
3
2
1
30
29
28
27
26
25
24
23
22
21
Observation
In
d
iv
id
u
a
l
V
a
lu
e
_
X=26.063
UB=29.2
LB=22.92
1
I Chart of AVG2
Gambar 3 menunjukkan bahwa rata - rata keseluruhan hasil audit 5S sebesar
26.
Range
kategori penilaian
normal
untuk form audit 5S didapat dari nilai batas
bawah dan batas atas
control chart
.
Range
kategori penilaian
normal
yang didapat
berkisar antara 23 hingga 29. Ilustrasi
Range
kategori penilaian hasil penyesuaian
untuk form audit 5S PT X dan revisi dapat dilihat pada Gambar 4.
Penyesuaian
range
kategori penilaian ini mengahasilkan
range
baru untuk
form audit 5S PT X dengan penjabaran sebagai berikut :
Poor
: -13 s/d 22
Normal
: 23 s/d 29
Good
: 30 s/d 44
Penyesuaian
range
kategori penilaian untuk form audit 5S revisi
menghasilkan
range
baru dengan penjabaran sebagai berikut :
Poor
: -28 s/d 7
Normal
: 8 s/d 14
Good
: 15 s/d 28
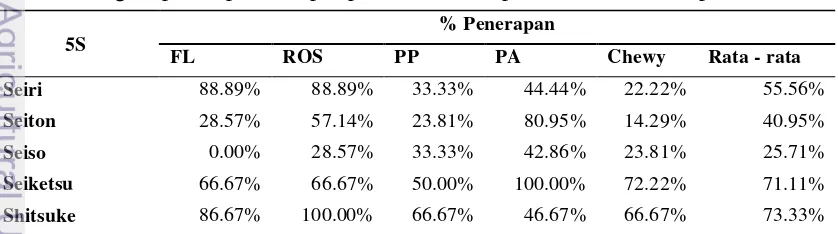
Perhitungan tingkat penerapan setiap aspek 5S juga dilakukan untuk melihat
tingkat penerapan setiap aspek 5S. Hasil perhitungan dapat dilihat pada Tabel 9.
Tabel 9 Tingkat penerapan setiap aspek 5S di PT X periode Februari - April
5S
% Penerapan
FL
ROS
PP
PA
Chewy
Rata - rata
Seiri
88.89%
88.89%
33.33%
44.44%
22.22%
55.56%
Seiton
28.57%
57.14%
23.81%
80.95%
14.29%
40.95%
Seiso
0.00%
28.57%
33.33%
42.86%
23.81%
25.71%
Seiketsu
66.67%
66.67%
50.00%
100.00%
72.22%
71.11%
Shitsuke
86.67%
100.00%
66.67%
46.67%
66.67%
73.33%
23
-13
29
44
A.
-28
8
14
28
B.
:
Range
kategori nilai
Poor
:
Range
kategori nilai
Normal
:
Range
kategori nilai
Good
Keterangan :
14
Nilai 0% pada penerapan
seiso
area FL disebabkan karena total nilai
penerapan
seiso
yang didapat pada audit bulan Februari bernilai negatif. Hal ini
menyebabkan rata
–
rata penerapan
seiso
pada area FL menjadi sebesar 0%. Tingkat
penerapan setiap aspek 5S dihitung dari rata
–
rata hasil penerapan 5S pada kelima
area tersebut. Dari hasil perhitungan, terlihat bahwa tingkat penerapan
seiri, seiton,
dan
seiso
(3S) lebih kecil dibandingkan tingkat penerapan
seiketsu
dan
shitsuke
. Hal
ini menunjukkan tingkat penerapan 5S dalam skala individual masih rendah.
Parameter penilaian pada form audit mempengaruhi perbedaan tingkat
penerapan setiap aspek 5S pada PT X. Setiap parameter memiliki bobot yang
berbeda - beda. Parameter yang tergolong berat memiliki bobot yang cukup besar
sehingga bila parameter tersebut tidak dipenuhi dengan baik, maka nilai yang didapat
akan kecil dan hal tersebut berpengaruh lebih besar pada tingkat penerapan setiap
nilai S dibandingkan parameter yang tergolong ringan ataupun sedang.Parameter
penilaian
seiketsu
dan
shitsuke
dapat dilihat pada Tabel 10.
Tabel 10 menunjukkan bahwa kategori penilaian
seiketsu
dan
shitsuke
sudah
sesuai dengan dasar
seiton
dan
seiso
yang dikemukakan Osada (1990) yaitu
manajemen visual (dalam bentuk pembagian tugas kebersihan dan
follow-up
) dan
pembiasaan 5S dalam pekerjaan sehari - hari
.
Hasil audit juga menunjukkan bahwa
sebagian besar area produksi yang diaudit mendapatkan hasil yang baik. Beberapa
parameter seperti audit internal dan pembagian tugas 5S dapat dipenuhi dengan baik
karena parameter tersebut menjadi syarat dasar untuk penerapan 5S di suatu area
produksi. Hasil audit tersebut menunjukkan bahwa parameter penilaian
seiketsu
dan
shitsuke
lebih berfungsi untuk menilai kesiapan PT X dalam membantu penerapan
program 5S di area produksi. Tingkat penerapan
seiketsu
dan
shitsuke
yang didapat
dari hasil audit yaitu 71.11% dan 73.33% menunjukkan bahwa PT X sudah baik
dalam menyiapkan program 5S
Tingkat penerapan nilai S yang kurang baik dicapai oleh
seiton
dan
seiso
sebesar 40.95% dan 25.71%. Hal ini disebabkan karena terdapat banyak temuan
untuk parameter penilaian
seiton
dan
seiso
. Parameter penilaian
seiton
yaitu label
identifikasi barang, tempat khusus untuk semua barang, dan penempatan alat dan
barang dirancang untuk menilai kesiapan suatu area produksi dalam menata
lingkungan kerja. Parameter penilaian
seiso
yaitu kebersihan lokasi kerja, kebersihan
alat kerja, dan kelengkapan dan kondisi alat kebersihan dirancang untuk menilai
kesiapan suatu area produksi dalam menjaga kebersihan lingkungan kerja. Parameter
seiton
dan
seiso
dapat dilihat pada Tabel 11.
Tabel 11 menunjukkan bahwa kategori penilaian
seiton
dan
seiso
sudah
sesuai dengan dasar
seiton
dan
seiso
yang dikemukakan Osada (1990) yaitu penataan
alat dan barang serta pembersihan tempat dan alat kerja. Tabel 11 juga menunjukkan
bahwa parameter
seiton
dan
seiso
memiliki tiga parameter penilaian yang memiliki
kategori bobot penilaian berat. Audit 5S yang dilakukan umumnya ditemukan
pada
parameter ini, sehingga sebagian besar area produksi yang diaudit sulit mendapatkan
nilai maksimum pada parameter penilaian
seiton
dan
seiso
, terutama pada parameter
penempatan alat dan barang, kebersihan lokasi kerja, serta kebersihan alat kerja yang
memiliki bobot penilaian yang lebih besar dibandingkan parameter lain. Hal ini
16
menyebabkan tingkat penerapan
seiton
dan
seiso
yang didapat lebih kecil
dibandingkan tingkat penerapan
seiketsu
dan
shitsuke
yang memiliki parameter
penilaian sedang dan ringan. Hal ini menunjukkan bahwa penerapan 5S dalam skala
individual masih kurang baik, karena ketiga S pertama (
seiri, seiton,
dan
seiso;
atau
3S) merupakan nilai 5S yang diterapkan pada skala individual.
Audit 5S yang dilakukan belum dapat menunjukkan tingkat penerapan 3S
dengan baik. Osada (1990) menyatakan bahwa audit 5S sebaiknya dilakukan pada
setiap stasiun kerja dalam suatu area produksi. Audit 5S yang diadakan oleh PT X
hanya dilakukan pada tingkat area produksi. Proses audit tersebut menilai suatu area
produksi sebagai satu individu yang menerapkan 5S. Suatu area produksi terdiri dari
beberapa sub-area produksi yang terdiri dari lini kerja dan mesin produksi. Setiap lini
kerja dan mesin produksi memiliki tingkat penerapan 5S yang berbeda - beda, karena
setiap lini kerja dan mesin produksi memiliki operator tersendiri. Audit 5S yang
selama ini dilakukan, baik audit internal maupun audit eksternal, belum dapat
menilai tingkat penerapan 3S pada setiap sub-area di suatu area produksi.
Perbaikan yang dapat dilakukan adalah dengan memfokuskan audit internal
menjadi audit 3S pada sub-area di suatu area produksi. Dengan perbaikan ini, suatu
area produksi dapat mengetahui tingkat penerapan 3S pada setiap sub-area-nya, dan
mengevaluasi sub-area yang belum menerapkan 3S dengan baik. Form audit internal
3S yang akan digunakan untuk perbaikan audit internal dapat dilihat pada Tabel 12.
Form audit 3S yang digunakan memiliki parameter yang serupa dengan
parameter pada form audit 5S yang digunakan PT X. Perbedaan terletak pada jumlah
parameter, yaitu sebanyak dua parameter untuk setiap S dengan total sebanyak enam
parameter. Parameter kondisi mesin/lini kerja dan jumlah material dirancang untuk
menilai penerapan
seiri
. Parameter label identifikasi mesin dan alat bantu kerja
dirancang untuk menilai penerapan
seiton.
Parameter kebersihan lokasi kerja dan
parameter kebersihan alat kerja dirancang untuk menilai penerapan
seiso
. Form audit
internal 3S ini dirancang agar penilaian 3S pada sub-area dalam suatu area produksi
lebih mudah dilakukan. Form audit internal 3S ini juga membantu pihak manajemen
PT X untuk mengetahui kontribusi setiap sub-area dalam suatu area produksi dalam
penerapan 5S. Hal ini diharapkan dapat membantu perhitungan tingkat penerapan 3S
dalam skala individu, dan membantu proses evaluasi 3S untuk peningkatan tingkat
penerapan 5S di PT X.
Rekomendasi perbaikan penerapan 5S
Dari hasil audit 5S pada lima area produksi pada periode Februari hingga
April, terdapat berbagai temuan yang beragam dalam setiap area produksi. Temuan
yang paling sering ditemui tumpahan permen di lantai (Area ROS,FL,PP, dan
Chewy), Selain itu, seluruh area secara umum memiliki tingkat penerapan yang
kurang baik pada
Seiso
(Resik).
Manajemen visual dapat diterapkan untuk meningkatkan penerapan
seiso
pada PT X. Osada (1990) menyatakan bahwa manajemen visual diperlukan untuk
mempermudah pekerja dalam menemukan ketidaknormalan di dalam lingkungan
kerja. Rekomendasi manajemen visual yang dapat diberikan untuk perbaikan
penerapan
seiso
adalah dengan memberlakukan standar kebersihan dan
checklist
seiso
.
Standar kebersihan merupakan standar yang dirancang untuk menentukan alat
dan metode yang diperlukan dalam melakukan pembersihan dalam suatu area
produksi. PPDT (1996) menyatakan bahwa standar memudahkan pekerja dalam
menentukan alat dan metode yang digunakan untuk membersihkan lingkungan kerja.
Waktu yang digunakan untuk membersihkan lingkungan kerja menjadi lebih efisien
bila menggunakan standar prosedur pembersihan. Standar prosedur pembersihan juga
mencantumkan ilustrasi (gambar) mengenai kondisi alat dan lingkungan kerja yang
ideal. Hal ini mempermudah pekerja untuk mengetahui kondisi lingkungan kerja dan
mengidentifikasi kotoran yang berada pada lingkungan kerja. Hasil pengamatan pada
PT X menunjukkan bahwa beberapa area produksi sudah mencantumkan standar
kebersihan pada papan informasi 5S pada area produksi yang bersangkutan. Standar
kebersihan menjadi rekomendasi manajemen visual untuk diterapkan dalam seluruh
area produksi di dalam PT X, sehingga seluruh area memiliki standar visual yang
sama untuk menjaga penerapan
seiso
di lingkungan kerja.
Osada (1990) menyatakan bahwa
checklist
merupakan daftar yang digunakan
sebagai alat bantu untuk memeriksa kondisi alat dan lingkungan kerja dalam suatu
area produksi.
Checklist
membantu pekerja untuk menemukan ketidaknormalan
dalam lingkungan kerja, dan membantu untuk menentukan tindakan lebih lanjut pada
ketidaknormalan yang ditemukan.
Checklist seiso
berisi daftar mengenai daerah
–
18
berisi jenis kotoran yang umum ditemukan, seperti debu dan cairan. Hal ini
mempermudah penentuan alat kebersihan yang digunakan untuk membersihkan
kotoran tersebut.
Checklist Seiso
dapat dilihat pada Tabel 13.
Checklist Seiso
dapat digunakan pada saat pekerja atau tim auditor PT X
melakukan audit 5S. Kolom jenis kotoran diisi sesuai dengan kotoran yang
ditemukan pada point lokasi. Kolom respon utama diisi bergantung pada respon yang
dapat dilakukan pada kotoran yang ditemukan. Pembersihan langsung dilakukan bila
kotoran yang ditemukan dapat dibersihkan tanpa memerlukan bantuan teknisi.
Panggil bantuan dilakukan bila kotoran sulit dibersihkan dan diperlukan bantuan
teknisi untuk melakukan pembersihan.
Tabel 13
Chekclist Seiso
SIMPULAN
Tingkat penerapan 5S dinilai melalui form audit 5S. Form audit 5S milik PT
X sudah memiliki parameter yang dapat digunakan dalam penilaian tingkat
penerapan 5S. Revisi form audit dilakukan pada angka penilaian pada parameter
form audit agar angka penilaian mengikuti sebaran kurva normal. Hasil audit 5S
menunjukkan bahwa form audit 5S versi revisi relatif lebih ketat dalam segi
penerapan 5S.
Hasil audit 5S menunjukkan bahwa tingkat penerapan
seiri, seiton
dan
seiso
(3S)
tergolong rendah. Hal ini dikarenakan audit 5S belum menilai tingkat penerapan
5S dalam skala individual secara maksimal. Form audit internal 3S dirancang untuk
membantu penilaian tingkat penerapan 5S dalam skala individual.
Hasil audit menunjukkan bahwa permasalahan yang sering muncul dalam
penerapan 5S adalah tumpahan permen di lantai. Rekomendasi perbaikan penerapan
5S
untuk PT X adalah
checklist seiso
dan standar prosedur pembersihan.
Checklist
seiso
dan standar prosedur pembersihan dirancang untuk mempermudah identifikasi
kotoran pada area produksi dan menentukan alat dan metode yang diperlukan dalam
membersihkan area produksi.
Poin lokasi
Jenis Kotoran
Respon Utama
Cairan
Debu
Pembersihan
Langsung
Panggil
Bantuan
Lantai sekitar Mesin X
Langit - langit di atas
mesin X
Wadah Bahan Baku
Wadah WIP ( Work in
Progress)
SARAN
Checklist seiso
sebaiknya digunakan saat pergantian
shift
berjalan. Dalam
penelitian selanjutnya, sebaiknya dilakukan analisis parameter penilaian form audit
5S lebih lanjut agar parameter penilaian lebih spesifik.
DAFTAR PUSTAKA
Bhoi JA,
et al.
2014. The Concept & Methodology of Kaizen.
IJEDR
2 (1) : 812
–
820.
Falkowski P, Kitowski P. 2013.
The 5S Methodology as a Tool For Improving
Organization of Production.
[Terhubung berkala] http://sdpg.pg.gda.pl/
pij/files/2013/10/03_2013_18-falkowski.pdf (Diakses 20 Februari 2014).
Ganesh R dan Balasaraswathy K. 2014. A Study of 5S Principles in Residential
Practices as a Part of Indian Culture : An Empirical Study Conducted in
Coimbatore and Bangalore.
IJBM
2 (4) : 113
–
117.
Gürel DA. 2013. A conceptual evaluation of 5S model in hotels.
AJBM
7 (30) : 3035
–
3042.
Kaluarachchi SP. 2009. Successful TQM Implementation in Sri Lankan Public
Hospitals.
ABAS
8 : 55-74.
Kilpatrick J. 2003.
Lean Principles.
Utah (USA) : Manufacturing Extension
Partnership.
Korkut DS,
et al.
2009. 5S Activities and Its Application at a Sample Company.
AJB
8 (8) : 1720 - 1728.
Kumar K dan Kumar S. 2012. Steps For Implementation of 5S.
IJMIE
2 (6) : 402 -
416.
Lingareddy H,
et al.
2013. 5S as a Tool and Strategy For Improvising the Work
Method.
IJAET
IV (II) : 28 - 30.
Mallick A, Kaur A, dan Patra M. 2013. Implementation of 5S in Pharmaceutical
Laboratory.
IJPRBS
2 (1) : 96 -103.
Michalska J, Szewieczek D. 2007. The 5S Methodology as a Tool for Improving the
Organisation.
J Amme
24 (2) : 211
–
214
Osada T. 1990.
Sikap Kerja 5S.
Gandamihardja M, penerjemah. Jakarta (ID) :
Penerbit PPM. Terjemahan dari :
The 5S’s : Five Keys to a Tot
al Quality
Environment
.
Pasale RA dan Bagi JS. 2013. 5S Strategy: A workplace improvement lean tool.
JETR
1 (1) : 100
–
107.
Pasale RA dan Bagi JS. 2013. 5S Strategy for Productivity Improvement: A Case
Study.
PARIPEX
2 (3) : 151
–
153.
[PPDT] Productivity Press Development Team. 1996.
5S For Operators : 5 Pillars
of the Visual Workplace
. Portland (USA) : Productivity Press.
Ramesh K,
et al.
2014. 5S Implementation Studies in Biomass Processing Unit.
20
Tonic N,
et al.
2014. Manufacury Effectiveness Improving Using Lean and 5S
Method.
8
th
International Quality Conference
[Internet]. [23 May 2014].
[Diunduh pada 16 Juli 2014]. Tersedia pada : http://www.cqm.rs/2014/cd1
/pdf/papers/focus_2/044.pdf
Ve
ž
a I,
et al.
2011. Lean Manufacturing Implementation Problems in Beverage
Production Systems.
IJIEM
2 (1) : 21 - 26.
Zidel TG. 2006. A Lean Toolbox : Using Lean Principles and Techniques in
Area :
Tanggal :
Kondisi aktual
Nilai
Keterangan
> 3 item kondisi tidak normal/ tidak berfungsi / tidak berhubungan dengan pekerjaan -1 1 - 3 item kondisi tidak normal / tidak berfungsi / tidak berhubungan dengan pekerjaan 1 Semua dalam kondisi normal, berfungsi dan berhubungan dengan pekerjaan 2 > 3 item material berlebih/ tidak sesuai standar jumlahnya/ WIP Over Production / barang expired 0 1 - 3 item material berlebih/ tidak sesuai standar jumlahnya/ Over Production (WIP)/ 'Status' barang
expired 1
Semua material sesuai standar jumlahnya, tidak Over Production (WIP), 'Status' barang OK 2 System dokumen dan 'Label Merah' tidak berjalan baik dan barang tersimpan lebih dari 1 bulan karena
tidak ada notifikasi decicion maker 0
System dokumen dan 'Label Merah' tidak berjalan baik 1 System dokumen dan 'Label Merah' berjalan, barang tersimpan tidak lebih dari 1 bulan 2 > 3 item tidak ada label identifikasi (deskripsi , indikasi kuantitas dan kondisi barang) 1 1 - 3 item tidak ada label identifikasi (deskripsi , indikasi kuantitas dan kondisi barang 2 Semua item ada label identifikasi (deskripsi , indikasi kuantitas dan kondisi barang) 3 > 3 item tidak mempunyai tempat khusus (green & yellow lines, wadah khusus dan peta benda) 1 1 - 3 item tidak mempunyai tempat khusus (green & yellow lines, wadah khusus dan peta benda) dan/atau ada garis rusak/ tidak sesuai standar garis 5 S/ peta benda ada tetapi tidak update. 2 Tempat khusus untuk semua barang dan alat, garis penanda lengkap semua dan peta benda sesuai
actualnya 3
>Basket diatas lantai /3 item tidak teratur / berantakan / tidak pada tempatnya -2 1 - 3 basket diatas lantai/item tidak teratur / berantakan / tidak pada tempatnya 0 Tidak ada basket dilantai,semuanya serba teratur, rapih dan sesuai tempatnya 5 > 3 item kotor oleh sampah/ cairan/ debu/ product/ sarang laba2, dll.. -2 1 ~ 3 item kotor oleh sampah/ cairan/ debu/ product/ sarang laba2, dll.. 0
Seluruh lokasi/ lingkungan bersih sekali 5
> 3 item kotor oleh mixed product/ sampah/ cairan/ debu/ product/ sarang laba2, dll.. -2 1 ~ 3 item kotor oleh mixed product/sampah/ cairan/ debu/ product/ sarang laba2, dll.. 0 Semua alat dan mesin bersih sekali dan tidak ada mix produk di wadah 5 Tidak ada, atau ada dengan jumlah tidak memadai sama sekali -1 Ada & memadai, tapi > 3 item tidak berfungsi & tidak pada tempatnya 0 Ada, memadai, semua berfungi dan pada tempatnya 1 Tidak ada pembagian tugas/ ada tapi tidak ada Instruksi Kebersihan 0 Ada pembagian tugas tapi Instruksi Kebersihan tidak jelas 1 Ada pembagian tugas dan semua Instruksi Kebersihan jelas 2 > 1 jenis temuan berulang selama 2 bulan sebelumnyua -2 1 jenis temuan berulang selama 2 bulan sebelumnya 1 Tidak ada temuan berulang,selama 2 bulan sebelumnya 5 Tidak dilakukan 1 bulan terakhir/ dilakukan tapi tanpa follow up dan diketahui atasan -2 Dilakukan setiap bulan dan minimal 1 temuannya sudah di update/ follow up dan diketahui atasan 1 Dilakukan setiap bulan dan semua temuannya sudah di update/ follow up dan diketahui atasan 2 Dalam 6 bulan terakhir tidak mendapat 1 kali pun Gold Star 0 Dalam 6 bulan terakhir mendapat 1-2 kali Gold Star dan tidak mendapatkan Skull (Tengkorak) 2 Dalam 6 bulan terakhir mendapat minimal 3 kali Gold Star dan tidak mendapatkan Skull (Tengkorak) 3 Dari sampling karyawan yang diinterview seluruhnya tidak memahami konsep 5S -2 Dari sampling karyawan yang diinterview 50% memahami konsep 5S 0 Dari sampling karyawan yang diinterview seluruhnya memahami konsep 5S 2 Pelaksanaan 5S masih tidak stabil, sering ditemukan ketidakkonsistenan dari waktu ke waktu -1 5S dijalankan dengan baik tetapi masih ditemukan 1-2 hal ketidakkonsistenan. 0 5S dijalankan dengan baik dan konsisten sepanjang waktu (pagi, siang, malam dan akhir
minggu). 2 Total Nilai: R A J IN ( 5 )
Riwayat pencapaian (historical)
Pemahaman karyawan terhadap konsep 5S (Metode Interview)
Konsistensi Pelaksanaan 5S
R A WA T ( 4 )
Pembagian tugas dan tanggung jawab
Follow up temuan "Audit Komite 5 S"
Pelaksanaan "Audit Internal 5 S"
R E S IK ( 3 )
Kebersihan lokasi kerja (lantai, dinding, plafon, gutter)
Kebersihan alat kerja, wadah dan mesin
Kelengkapan dan kondisi alat kebersihan (garbage/ scrap container, area cleaning tools, machine cleaning tools dan wadah penyimpananya)
R
A
PI
(2
)
Label identifikasi barang tidak bergerak (deskripsi, indikasi kuantitas dan kondisi)
Tempat khusus untuk semua barang, alat dan jalan (green & yellow lines, wadah khusus dan peta benda)
Penempatan alat dan barang
Lampiran 1 Form Audit 5S PT X
Kategori
R IN G K A S ( 1 )Kondisi part / material / mesin/ alat kerja
Jumlah material
Kondisi aktual
Nilai
Keterangan
> 3 item kondisi tidak normal/ tidak berfungsi / tidak berhubungan dengan pekerjaan -11 - 3 item kondisi tidak normal / tidak berfungsi / tidak berhubungan dengan pekerjaan 0 Semua dalam kondisi normal, berfungsi dan berhubungan dengan pekerjaan 1 > 3 item material berlebih/ tidak sesuai standar jumlahnya/ WIP Over Production / barang expired -1 1 - 3 item material berlebih/ tidak sesuai standar jumlahnya/ Over Production (WIP)/ 'Status' barang
expired 0
Semua material sesuai standar jumlahnya, tidak Over Production (WIP), 'Status' barang OK 1 System dokumen dan 'Label Merah' tidak berjalan baik dan barang tersimpan lebih dari 1 bulan karena
tidak ada notifikasi decicion maker -1
System dokumen dan 'Label Merah' tidak berjalan baik 0 System dokumen dan 'Label Merah' berjalan, barang tersimpan tidak lebih dari 1 bulan 1 > 3 item tidak ada label identifikasi (deskripsi , indikasi kuantitas dan kondisi barang) -2 1 - 3 item tidak ada label identifikasi (deskripsi , indikasi kuantitas dan kondisi barang 0 Semua item ada label identifikasi (deskripsi , indikasi kuantitas dan kondisi barang) 2 > 3 item tidak mempunyai tempat khusus (green & yellow lines, wadah khusus dan peta benda) -2 1 - 3 item tidak mempunyai tempat khusus (green & yellow lines, wadah khusus dan peta benda) dan/atau ada garis rusak/ tidak sesuai standar garis 5 S/ peta benda ada tetapi tidak update. 0 Tempat khusus untuk semua barang dan alat, garis penanda lengkap semua dan peta benda sesuai
actualnya 2
>Basket diatas lantai /3 item tidak teratur / berantakan / tidak pada tempatnya -3 1 - 3 basket diatas lantai/item tidak teratur / berantakan / tidak pada tempatnya 0 Tidak ada basket dilantai,semuanya serba teratur, rapih dan sesuai tempatnya 3 > 3 item kotor oleh sampah/ cairan/ debu/ product/ sarang laba2, dll.. -3 1 ~ 3 item kotor oleh sampah/ cairan/ debu/ product/ sarang laba2, dll.. 0
Seluruh lokasi/ lingkungan bersih sekali 3
> 3 item kotor oleh mixed product/ sampah/ cairan/ debu/ product/ sarang laba2, dll.. -3 1 ~ 3 item kotor oleh mixed product/sampah/ cairan/ debu/ product/ sarang laba2, dll.. 0 Semua alat dan mesin bersih sekali dan tidak ada mix produk di wadah 3 Tidak ada, atau ada dengan jumlah tidak memadai sama sekali -1 Ada & memadai, tapi > 3 item tidak berfungsi & tidak pada tempatnya 0 Ada, memadai, semua berfungi dan pada tempatnya 1 Tidak ada pembagian tugas/ ada tapi tidak ada Instruksi Kebersihan -1 Ada pembagian tugas tapi Instruksi Kebersihan tidak jelas 0 Ada pembagian tugas dan semua Instruksi Kebersihan jelas 1 > 1 jenis temuan berulang selama 2 bulan sebelumnyua -3 1 jenis temuan berulang selama 2 bulan sebelumnya 0 Tidak ada temuan berulang,selama 2 bulan sebelumnya 3 Tidak dilakukan 1 bulan terakhir/ dilakukan tapi tanpa follow up dan diketahui atasan -2 Dilakukan setiap bulan dan minimal 1 temuannya sudah di update/ follow up dan diketahui atasan 0 Dilakukan setiap bulan dan semua temuannya sudah di update/ follow up dan diketahui atasan 2 Dalam 6 bul