ABSTRAK
PENGEMBANGAN SISTEM PEMANTAUAN KONDISI MESIN FRAIS MENGGUNAKAN APLIKASI THERMOVISION REAL TIME
OLEH
GALIH KORITAWA
Secara garis besar penelitian ini menerangkan pengembangan penggunaan aplikasi thermovision real-time untuk pemantauan kondisi mesin perkakas dengan teknik thermography. Yaitu dengan memanfaatkan radiasi infra merah yang dipancarkan oleh suhu mesin dan ditangkap oleh kamera infra merah, selanjutnya diolah dengan menggunakan aplikasi matlab.
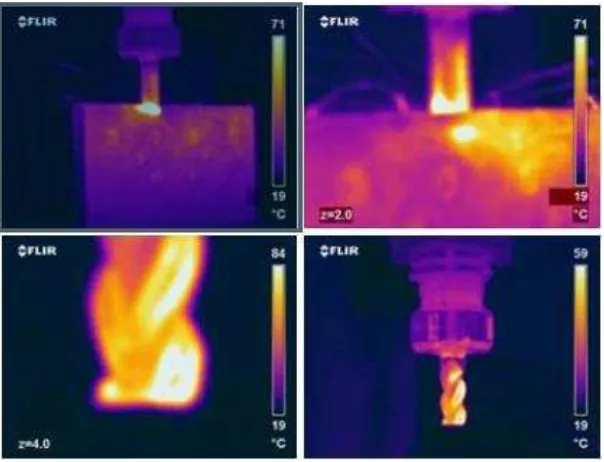
Pengambilan data dilakukan dengan meletakan kamera infra merah dan melakukan pemesinan mesin frais selama 6 jam dengan tiga kondisi mesin dimana kelembaban udara berkisar 67%. Dari hasil eksperimen temperatur mesin paling tinggi pada saat mesin melakukan pemotongan dengan suhu maksimal 45,060C, 43,190C dan 41,940C. Hal ini di tunjukan dengan perubahan warna pada tampilan citra yang ditangkap kamera infra merah. Namun pengukuran dengan menggunakan aplikasi thermovision real-time masih belum akurat, hal ini disebabkan oleh noise yang masuk kedalam kamera inframerah dan terbaca sebagai sumber panas.
Histogram dapat digunakan untuk mengetahui adanya peningkatan panas. Apabila terjadi peningkatan panas maka jumlah pixel menunjukkan level tinggi ke arah warna yang lebih terang. Namun sebaliknya, apabila nilai jumlah pixel menunjukkan level tinggi berada pada kawasan gelap maka akan merepresentasikan bahwa tidak adanya perkembangan suhu. Sehingga histogram sebagai media pengolahan data citra dapat menggontrol peningkatan panas yang terjadi.
PENGEMBANGAN SISTEM PEMANTAUAN KONDISI MESIN
FRAIS MENGGUNAKAN APLIKASI
THERMOVISION
REAL-TIME
Oleh
Galih Koritawa Purnomo
Skripsi
Sebagai Salah Satu Syarat Untuk Mencapai Gelar
SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta pada tanggal 11 Mei tahun 1992, sebagai anak kedua dari dua bersaudara dari pasangan Drs. H. Edy Purnomo dan Dra. Hj. Sri Muryani, M.Pd. Penulis menyelesaikan pendidikan Taman kanak-kanak di TK Al-Bayan Jakarta Barat pada tahun 1998, Sekolah Dasar di SD Negeri 09 Tegal Alur pada tahun 2004, pendidikan Sekolah Menengah Pertama di SMP Negeri 45 Jakarta pada tahun 2007, Pendidikan Sekolah Menengah Atas di SMA Negeri 33 Jakarta pada tahun 2010, dan pada tahun 2010 penulis terdaftar sebagai Mahasiswa Teknik Mesin Fakultas Teknik Universitas Lampung melalui jalur ujian Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN).
KARYA INI
KUPERSEMBAHKAN UNTUK
Sepasang sayap malaikatku di dunia,
kedua orang tua tercinta.
Rekan-rekan seperjuangan teknik
mesin unila 2010
Almamater
Teknik Mesin- Universitas Lampung
Negara Kesatuan Republik Indonesia
“Sesungguh-Nya, apabila Dia menghendaki sesuatu Dia berkata kepadanya,
‘Jadilah’ maka jadilah ia. Maka Maha Suci yang di tangan-Nya kekuasaan atas segala sesuatu dan kepada-Nyalah kamu dikembalikan”
QS: Yaasiin, 82 s.d 83.
“ if you can’t fly then run, if you can’t run then walk, if you can’t walk then crawl, but whatever what you do you have to keep moving forward”
Martin Luther King Jr.
“perbaiki sendiri! Kamu itu calon engineer”
Dr. Eng. Suryadiwansa Harun, Dosen Teknik Mesin UNILA
“Disaat kondisimu kritis dalam menghadapi kesulitan hidup, mintalah doa
kepada kedua orang tua mu, karena sesungguhnya merekalah malaikat yang
tampak yang diciptakan Allah SWT untukmu.”
Galih Koritawa Purnomo
“Aku bagaikan sebuah “gear”, dimana aku bergerak dengan bantuan “gear”
lainnya, gaya gesekan adalah masalahku, dan kujadikan doa dan usaha
sebagai pelumasku.”
Galih Koritawa Purnomo
“I do not care how people think about me, as long as it does not violate the existing norms, do it with pride”
Galih Koritawa Purnomo "Jadilah kamu manusia yang pada kelahiranmu semua orang tertawa bahagia, tetapi hanya kamu sendiri yang menangis; dan pada kematianmu semua orang menangis sedih, tetapi hanya kamu sendiri yang tersenyum."
i
SAN WACANA
Assalamu’alaikum Wr. Wb.
Alhamdulillahirabbilalamin, Penulis panjatkan kehadirat Allah SWT yang senantiasa melimpahkan rahmat dan hidayah, serta inayah-Nya kepada penulis sehingga penulis dapat menyelesaikan laporan Tugas Akhir dengan mempersembahkan judul “Pengembangan Sistem Pemantauan Kondisi Mesin Frais Menggunakan Thermovisio Real Time” dengan sebaik-baiknya. Salawat beriring salam selalu tercurah kepada junjungan seluruh alam Nabi Muhammad SAW, sahabatnya, serta para pengikutnya yang selalu istiqomah diatas jalan agama islam hingga hari ajal menjemput.
Dalam penyusunan tugas akhir ini penulis banyak mendapat bimbingan, motivasi dan bantuan baik moral maupun materi oleh banyak pihak. Untuk itu dengan sepenuh ketulusan hati penulis mengucapkan terima kasih kepada :
1. Prof. Dr. Ir. Sugeng P. Harianto, M.S., selaku Rektor Universitas Lampung. 2. Prof. Suharno MS, M.Sc., PhD. selaku Dekan Fakultas Teknik Universitas
Lampung.
ii
4. Ibu Novri Tanti, S.T, M.T selaku Sekretaris Jurusan Teknik Mesin Universitas Lampung.
5. Bapak Dr. Ir. Yanuar Burhanuddin, M.T. selaku dosen pembimbing utama tugas akhir, atas banyak waktu, ide pemikiran dan semangat yang telah diberikan untuk membimbing penulis sehingga dapat menyelesaikan tugas akhir ini.
6. Bapak Achmad Yahya T.P S.T.,M.T. selaku pembimbing kedua tugas akhir ini, yang telah banyak memberikan waktu dan masukan bagi penulis.
7. Bapak Dr. Gusri Akhyar Ibrahim, S.T.,M.T. selaku dosen pembahas yang telah memberikan waktu, ide pemikiran dan saran yang bermanfaat bagi penulis.
8. Seluruh dosen Jurusan Teknik Mesin Universitas Lampung berkat ilmu yang telah diajarkan kepada penulis selama penulis menjalani masa studi di perkuliahan.
9. Kedua Orang Tua tercinta Drs. H. Edy Purnomo dan Dra.Hj. Sri Muryani M.Pd yang selalu memberikan dukungan baik berupa doa maupun materil dan sekaligus menjadi inspirator bagi penulis dalam menyelesaikan tugas akhir ini.
10. Kakakku Aditya Herning Purnomo S.T yang telah memberikan masukan, dan saran kepada penulis dalam penyelesaian tugas akhir ini.
iii
12. Semua rekan di teknik mesin khususnya rekan seperjuangan angkatan 2010 untuk kebersamaan yang telah dijalani. Tiada kata yang dapat penulis utarakan untuk mengungkapkan perasaan senang dan bangga menjadi bagian dari angkatan 2010. “Salam Solidarity Forever”.
13. Staf Akademik serta Asisten Laboratorium yang telah banyak membantu kepada penulis, sehingga dapat menyelesaikan tugas akhir ini.
14. Dan semua pihak yang telah membantu dalam penyusunan tugas akhir ini yang tidak bisa penulis sebutkan satu-persatu.
Akhir kata, Penulis menyadari bahwa skripsi ini masih jauh dari kesempurnaan, akan tetapi sedikit harapan semoga yang sederhana ini dapat berguna dan bermanfaat bagi kita semua.
Wassalamu’alaikum Wr. Wb.
Bandar Lampung, 28 Januari 2015 Penulis,
v
C. Thermography ... 19
1. Unit Kamera Berbasis Thermography ... 21
D. Visi Komputer Dan Visi Machine ... 24
E. Termovision Sebagai Salah Satu Proses Pengolahan Citra Suhu ... 25
F. Penggunaan Thermovision Untuk Pemeliharaan ... 28
vi
4. Pengolahan data video dengan thermovision real-time ... 51
5. Analisa data ... 51
III. HASIL DAN PEMBAHASAN A. Hasil ... 53
B. Pembahasan ... 56
1. Perbandingan suhu masing-masing parameter ... 56
2. Distribusi suhu pada motor, spindle dan transmisi ... 60
3. Distribusi suhu pada masing-masing parameter ... 62
4. Keakuratan hasil pengukuran dengan thermovision real time ... 64
5. Histogram sebagai penunjuk informasi citra ... 66
III. SIMPULAN DAN SARAN A. Simpulan ... 72
B. Saran... 73 DAFTAR PUSTAKA
vii
DAFTAR GAMBAR
Gambar Halaman
1. Aplikasi thermogrphy untuk pemantauan kondisi mesin... 3
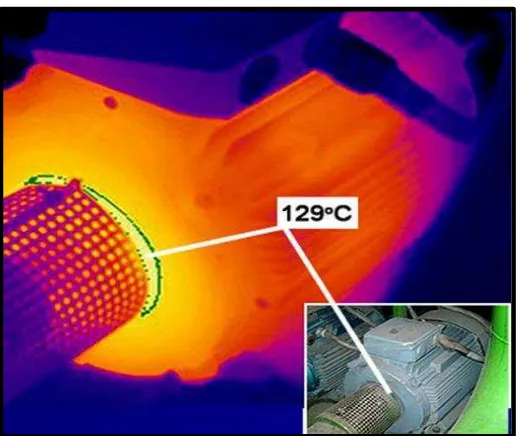
2. Klasifikasi Dari Proses Machining... 10
3. Mesin Frais ... 11
4. Bagian-bagia utama dari mesin frais ... 12
5. Beberapa proses pemesinan. ... 18
6. Panjang gelombang radiasi elektomagnetik ... 22
7. Aplikasi thermography pada aplikasi proses pemesinan ... 25
8. Aplikasi thermovision pada proses pemesinan ... 26
9. Peranan Pemeliharaan Sebagai Pendukung Aktivitas Produksi. ... 29
10. Diagram alir penelitian... 33
11. Baja AISI 1045 ... 34
12 Mesin Frais ... 35
13. Pahat End Mill Karbida... 36
14. Kamera inframerah... 37
15. Hygrometer ... 39
16. Aplikasi pengolahan image thermovision ... 40
17. Command Windows MATLAB ... 42
18. Start Guide MATLAB ... 42
19. GUIDE quick Start ... 43
20. Blank GUI (Default) ... 43
21. Hasil rancangan dengan GUI ... 44
22. Fungsi code (coding) ... 44
23. Tampilan aplikasi thermovision real-time setelah dijalankan... 45
24. Aplikasi thermovision menangkap gambar secara real-time ... 46
25. Imej hasil capture dengan menggunakan kamera infra merah ... 46
viii
27. Set-up Mesin Frais ... 49
28. Titik pengukurang dengan menggunakan termokopel ... 51
29. Grafik hasil pengukuran suhu motor dengan thermovision ... 57
30. Grafik hasil pengukuran suhu spindle dengan thermovision ... 58
31. Grafik hasil pengukuran suhu motor dengan thermovision ... 59
32. Distribusi suhu mesin dengan aplikasi thermovision sebelum mesin dinyalakan ... 61
33. Distribusi suhu mesin dengan aplikasi thermovision ... 61
34. Distribusi suhu masing-masing parameter diwaktu yang sama (6 jam) .. 62
35. Noise pada distribusi warna mesin frais ... 64
36. Histogram kondisi tindak melakukan pemotongan dengan meja diam pada waktu 6 jam operasi ... 67
37. Histogram kondisi tidak melakukan pemotongan dengan meja bergerak pada wktu 6 jam operasi ... 68
ix
DAFTAR TABEL
Tabel Halaman
1 Bahan transmisi inframerah ... 23 2 Jadwal penelitian ... 32 3 Komposisi Kimia Material ... 34
4 Data hasil pengukuran suhu motor mesin frais dengan aplikasi
thermovision real-time ... 54 5 Data hasil pengukuran suhu spindle mesin frais dengan aplikasi
thermovision real-time ... 55 6 Data hasil pengukuran suhu transmisi mesin frais dengan aplikasi
I.
PENDAHULUAN
A. Latar Belakang
Berdasarkan berita resmi Badan Pusat Statistik No. 81/11/Th. XVII, 2014 pertumbuhan produksi industri manufaktur besar dan sedang triwulan III-2014 naik sebesar 4,96 persen (y-on-y) terhadap triwulan III-2013. Peningkatan tersebut tentu berbanding lurus dengan permintaan konsumen akan produk-produk jadi. Hal ini tentunya menuntut sebuah perusahaan manufaktur untuk dapat memproduksi barang dengan jumlah, variasi dan kualitas yang diinginkan oleh konsumen. Salah satunya adalah dengan melakukan proses produksi sesering mungkin.
Mesin perkakas adalah faktor penyumbang biaya produksi yang tinggi dalam produksi modern (Plapper & Weck, 2001). Namun dalam penggunaannya mesin perkakas kerap kali mengalami kerusakan, sehingga menyebabkan kerugian produksi, oleh karena itu perlu pemantauan mesin perkakas agar dapat mengurangi resiko kerusakan yang akan terjadi nantinya, sehingga kelancaran proses produksi dapat dijaga.
Perawatan mesin dapat didefinisikan sebagai kegiatan yang harus dilakukan secara rutin dan berkala. Dengan penggantian komponen-komponen yang mengalami kerusakan untuk memulihkan kondisinya agar berfungsi sebagaimana mestinya (Gross, 2002). Pemantauan kondisi terdiri dari berbagai metode. Namun demikian, masing-masing metode biasanya hanya terbatas diterapkan pada mesin-mesin tertentu saja dan berguna untuk mengidentifikasi tipe-tipe problem tertentu. Tiap-tiap teknik juga mempunyai keuntungan ekonomis jangka pendek dan jangka panjang yang berbeda-beda. Salah satu metode perawatan yang umum digunakan adalah perawatan prediktif (predictive maintenance).
3
salah satu teknik dari pemantauan kondisi. Namun dalam banyak kasus, kemampuan manusia sangat terbatas dalam mendeteksi adanya perubahan minor. Untuk itulah dikembangkan berbagai metode seperti pemantauan vibrasi, analisis akustik, analisis motor, thermography, tribologi, pemantauan parameter proses, dan teknik pengujian nondestruktif lainnya (Satmoko, 2007). Salah satu yang sedang dikembangkan saat ini adalah pemantauan kondisi mesin dengan menggunakan infrared thermography (IRT).
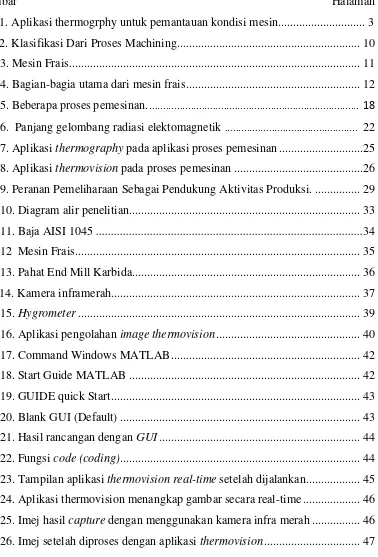
Gambar 1. Aplikasi thermogrphy untuk pemantauan kondisi mesin (sumber: testindo.com)
dihasilkan sehingga terdapat hubungan antara kondisi normal dan tidak normal. Metode Inspeksi ini didasarkan pada kenyataan sebagian besar komponen di dalam suatu sistem akan menunjukkan kenaikan atau penurunan temperatur jika terjadi malfungsi. (Widodo, 2009) salah satu aplikasi yang dapat digunakan adalah aplikasi thermovision.
Thermovision merupakan salah satu aplikasi yang bertujuan untuk dapat membaca suhu dari sebuah citra berformat JPG dan distribusi suhu melalui warna merah yang menunjukkan bagian terpanas (Haris, 2013). Untuk pembuatan aplikasi thermovision sudah dilakukan oleh saudara Haris mahasiswa teknik mesin Universitas Lampung angkatan 2007 dengan menggunakan program MATLAB, hanya saja aplikasi thermovision yang dibuat memiliki kekurangan yaitu aplikasi tersebut masih dilakukan secara manual. Cara ini dirasakan kurang efisien karena video yang telah direkam harus diubah menjadi bentuk gambar kemudian dalam bentuk gambar berformat .jpg barulah dapat diketahui suhu pada saat itu dengan aplikasi thermovision.
Oleh sebab itu penulis melakukan penelitian tugas akhir dengan tema
“PENGEMBANGAN SISTEM PEMANTAUAN KONDISI MESIN
FRAIS MENGGUNAKAN APLIKASI THERMOVISION
5
pemesinan secara real time diharapkan para praktisi mampu memprediksi kerusakan yang akan terjadi pada sebuah mesin sedini mungkin.
B. Tujuan
Adapun tujuan dilakukannya penelitian ini adalah
1. Membuat aplikasi thermovision yang real time.
2. Mengetahui pola distribusi suhu dan hubungannya warna citra dengan kondisi mesin.
C. Batasan Masalah
Adapun batasan masalah pada tugas akhir ini sebagai berikut : 1. Pengujian dilakukan hanya untuk mesin frais universal milko 12. 2. Pengujian dilakukan pada kondisi:
Tidak melakukan pemotongan dengan meja diam ( spindle dan main motor bergerak)
Tidak melakukan pemotongan dengan meja bergerak ( spindle, main motor dan meja bergerak)
D. Hipotesis
Sebagian besar energi dalam proses pemesinan diubah dalam bentuk panas. Peningkatan suhu pada salah satu komponen mesin menandakan adanya kerusakan yang sedang berkembang pada komponen tersebut.
Perawatan prediktif mesin frais dengan menggunakan metode thermography merupakan salah satu cara yang paling mudah untuk melakukan perawatan atau pengawasan mesin karena dapat dikontrol secara terus-menerus tanpa harus melakukan kontak langsung dengan mesin
Thermography sebagai salah satu media untuk mengetahui distribusi suhu lebih baik digunakan dibandingkan dengan menggunakan alat yang dikenakan secara langsung oleh objek yang akan diukur seperti temokopel dan RTD (Resistance Temperature Detector). Aplikasi thermography dapat menunjukkan suhu distribusi menggunakan bentuk warna dengan memanfaatkan sinar inframerah pada kamera. Sehingga dapat menunjukkan secara akurat suhu benda yang diukur.
E. Sistematika Penulisan
7 1. BAB I : PENDAHULUAN
Latar belakang penelitian menjelaskan tentang perkembangan industri manufaktur yang berbanding lurus dengan tingginya permintaan produk. Proses produksi hampir seluruhnya menggunakan mesin perkakas, hanya saja mesin kerap kali mengalami kerusakan dapat menyebabkan kerugian produksi, untuk itu diperlukan sebuah metode pemantauan yang dapat memantau mesin perkakas dengan cepat, efisien dan tanpa melakukan kontak langsung dengan mesin sehingga kelancaran produksi tetap terjaga. Salah satu metode yang sedang dikembangkan adalah thermography. Dengan demikian pengembangan sistem pemantauan kondisi mesin frais menggunakan aplikasi thermovision real-time menjadi tujuan besar dalam tugas akhir ini. Pada penelitian ini ditekankan pada beberapa pokok subjek yang terdapat di batasan masalah.
2. BAB II : TINJAUAN PUSTAKA
thermovision sebagai salah satu proses pengolahan citra suhu dijelaskan tujuan, aplikasi dan cara kerja dari thermovision. Pada subbab penggunaan thermovision untuk pemeliharaan diuraikan tentang tujuan perawatan, perawatan prediktif, dan thermography untuk perawatan prediktif.
3. BAB III : METODE PENELITIAN
Tempat dan waktu penelitian serta alat dan bahan akan dikemukakan pada bab ini. Kemudian terdapat penjelasan rinci mengenai metode penelitian seperti teknik merancang dan membuat aplikasi thermovisio real time dan cara meng-install aplikasi dengan kamera infra merah. Dalam subbab metode penelitian akan dijelaskan tahapan proses pengambilan data secara rinci dengan parameter yang sudah ditentukan dan dijelaskan juga cara mengolah image yang didapat dengan menggunakan aplikasi thermovision real time tersebut.
4. BAB IV : HASIL DAN PEMBAHASAN
hasil yang berisikan uraian hasil dan membahas yang diperoleh dari penelitian ini dalam bentuk tabel dan histogram. Dilengkapi juga dengan analisa pada semua kecenderungan data yang diperoleh dari pengujian yang dilandasi kajian teori ilmiah.
5. BAB V : KESIMPULAN DAN SARAN
9
penelitian selanjutnya. Semua ini agar pada penelitian berikutnya, pengembangan alat bisa dikaji lebih sempurna dibandingkan saat ini.
6. Daftar Pustaka adalah berisikan literatur-literatur atau referensi yang diperoleh penulis untuk mendukung penyusunan laporan penelitian ini.
II. TINJAUAN PUSTAKA
A.Mesin Perkakas
Mesin perkakas adalah peralatan pabrik yang digunakan untuk memproduksi mesin, instrumen, alat, dan segala macam suku cadang. Setiap mesin perkakas mampu melakukan beberapa operasi mesin untuk menghasilkan bagian yang diperlukan dengan akurasi dan integritas permukaan tertentu. Proses pemesinan dilakukan pada berbagai mesin perkakas untuk tujuan umum yang pada gilirannya melakukan banyak operasi, termasuk penghapusan chip dan teknik abrasi. Selain itu, mesin perkakas tujuan khusus digunakan untuk membuat roda gigi mesin, dan bentuk tidak teratur lainnya. (Youssef & El-Hofy, 2008)
11 1. Mesin Frais
Mesin frais merupakan salah satu mesin perkakas yang biasa digunakan untuk pengerjaan proses permesinan. Secara umum, mesin frais dapat didefinisikan sebagai mesin perkakas yang berfungsi untuk pengerjaan datar atau perataan permukaan suatu benda kerja. (Cristian, 2011)
Gambar 3. Mesin Frais
berbentuk datar, menyudut, atau melengkung. Permukaan benda kerja bisa juga berbentuk kombinasi dari beberapa bentuk. Mesin frais (Gambar 3) yang digunakan untuk memegang benda kerja, memutar pisau, dan penyayatannya disebut mesin frais (Milling Machine).
Mesin Frais ada yang dikendalikan secara mekanis (konvensional manual) dan ada yang dengan bantuan CNC. Mesin konvensional manual posisi spindelnya ada dua macam yaitu horizontal dan vertical. Sedangkan Mesin Frais dengan kendali CNC hampir semuanya adalah mesin frais vertical. (widarto, 2008)
2. Bagian-bagian Utama Mesin Frais
Berikut ini adalah bagian utama yang terdapat di mesin frais:
Gambar 4. bagian utama mesin frais
8
3
2
1
5
6
13 1. Spindle utama
Merupakan bagian yang terpenting dari mesin milling. spindle digunakan untuk menahan, dan mendorong pahat atau benda kerja. Spindle ini memiliki kekakuan, akurasi rotasi, dan ketahanan aus tingkat tinggi. Pada spindle, kekakuan dan akurasi merupakan syarat utama. Spindle biasanya dibuat berongga dan dilengkapi dengan internal lancip di ujung untuk mengakomodasi pusat dari alat pemotong. Baja karbon sedang mengandung 0,5% C digunakan untuk membuat spindle di mana pengerasan diikuti dengan tempering untuk menghasilkan kekerasan permukaan sekitar 40 Rockwell (HRC). (Youssef & El-Hofy, 2008)
2. Meja / table
Meja melekat di bagian atas knee. Meja dapat dipindahkan dari kiri ke kanan, maju dan mundur. Pada mesin frais universal, meja juga dapat berputar 450 ke kiri atau kanan. Meja digunakan untuk memegang benda kerja saat sedang dilakukan proses pemesinan. Benda kerja dapat dijepit langsung ke permukaan meja atau dengan menggunakan perangkat lain yang telah melekat pada meja. Pada permukaan meja ada tee-slot yang digunakan untuk menjepit perangkat penggenggam benda kerja, seperti fixtures, kepala pembagi dll. Meja terbuat dari besi cor.
3. Motor drive
mesin yang lain seperti spindle utama, meja ( feeding ) dan pendingin ( cooling ) Pada mesin milling sedikitnya terdapat 3 buah motor :
a. Motor spindle utama
b. Motor gerakan pemakanan ( feeding ) c. Motor pendingin ( cooling )
Sebagian besar motor mesin perkakas beroperasi pada tiga fase standar 50 Hz, 400/440 V suplai ac. Pemilihan motor untuk mesin perkakas tergantung pada hal berikut:
a. Motor listrik
b. Power supply yang digunakan (ac / dc) c. Karakteristik kelistrikan motor
d. Fitur mekanis yang meliputi pemasangan, transmisi drive, tingkat kebisingan, dan jenis pendinginan
e. Kapasitas Overload
motor induksi squirel-cage paling populer karena sederhana dan ketahanan dengan berbagai karakteristik operasi, dan murah. motor alternating current (ac) dapat memberikan variabel yang tidak terbatas atas berbagai kecepatan, Namun, biaya mereka tinggi. motor shunt Direct current (dc) biasanya digunakan untuk drive utama. (Youssef & El-Hofy, 2008)
4. Tranmisi
Merupakan bagian mesin yang menghubungkan motor penggerak dengan yang digerakkan. Berdasarkan bagian yang digerakkan dibedakan menjadi 2 macam yaitu :
15
Berdasarkan sistem tranmisinya dibedakan menjadi 2 macam yaitu : a. Transmisi gear box
b. Transmisi v–belt
5. Knee
Knee adalah unit yang terpasang di depan Column dan dirancang untuk dapat dipindahkan ke atas atau bawah dengan cara digeser melalui sebuah sekrup. Merupakan bagian mesin untuk menopang / menahan meja mesin. Knee juga berfungsi untuk menutup gear dan pada bagian ini terdapat transmisi gerakan pemakanan ( feeding ).
6. Column / tiang
Merupakan badan dari mesin. Tempat menempelnya bagian – bagian mesin yang lain. Column ini membentuk bagian utama dari mesin frais, memberikan dukungan untuk bagian lain seperti knee, sadle dan meja. Badan dibuat column berongga dengan ruang bagian dalam mesin digunakan sebagai rumah motor penggerak yang memasok daya dan deretan gear yang menyediakan perubahan kecepatan dan beberapa gerakan spindle
7. Base / dasar
8. Control
Merupakan pengatur dari bagian – bagian mesin yang bergerak. Ada 2 sistem kontrol yaitu :
a. Mekanik b. Electrik
B. Temperatur Mesin dan Pemesinan
1. Temperatur Mesin
Mesin yang berputar ataupun berosilasi seperti turbin, motor bakar, mesin perkakas dan motor listrik adalah yang paling banyak digunakan di industri. Mesin-mesin tersebut mempunyai bagian yang biasanya menjadi sumber utama terjadinya getaran dan panas. Getaran yang berlebih dan panas yang tinggi bisa menjadi indikasi adanya kerusakan mesin. (Huda, 2010)
17
batas yang diterapkan. Pentingnya perilaku termal mesin perkakas telah menerima perhatian yang signifikan selama beberapa tahun terakhir, yang disebabkan oleh meningkatnya permintaan untuk produk-produk berkualitas tinggi termasuk persyaratan presisi tinggi. Hingga 70% dari penyimpangan benda kerja dalam industri pemotongan disebabkan oleh pemanasan dan panas dilatasi mesin perkakas, pahat dan benda kerja. (Clough, 2012)
2. Pemesinan
Pemesinan adalah suatu proses produksi dengan menggunakan mesin perkakas, dimana memanfaatkan gerakan relatif antara pahat dengan benda kerja sehingga menghasilkan suatu produk sesuai dengan hasil geometri yang diinginkan. Pada proses ini tentu terdapat limbah dari pengerjaan produk yang biasa disebut geram.
menggergaji (sawing), dan proses pemotongan roda gigi (gear cutting) (Widarto,2008).
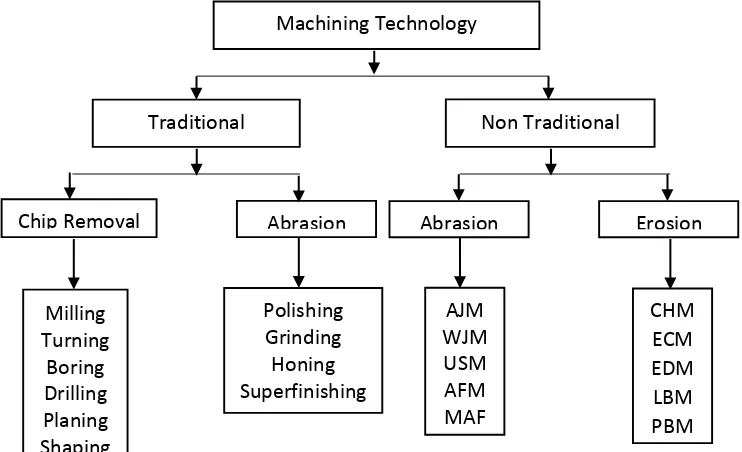
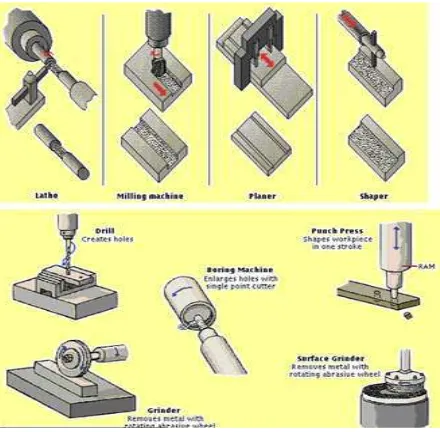
Gambar 5. Beberapa proses pemesinan : Bubut (Turning/Lathe),Frais (Milling), Sekrap(Planning, Shaping), Gurdi(Drilling), Gerinda(Grinding), Bor (Boring),Pelubang (Punching Press), Gerinda Permukaan(Surface Grinding).
(Sumber : Widarto, 2008)
3. Pengukuran Suhu Mesin
19
Pengukuran secara tidak langsung (nonkontak) menggunakan sensor-sensor suhu untuk mengukur radiasi pancaran energi inframerah dari target. Pengukuran non kontak mempunyai tanggapan cepat, juga dapat digunakan untuk mengukur suhu target yang bergerak, dan terputus-putus. Kelebihan lain dari pengukuran non kontak yaitu dapat mengukur pada daerah hampa, dan target yang tidak dapat diakses secara langsung karena terletak pada daerah yang membahayakan atau yang beresiko. Dengan kelebihan-kelebihan itu pengukuran nonkontak sangat efisien walaupun harganya relatif mahal.
C. Thermography
Temperatur merupakan variabel yang paling mudah dipantau. Hampir semua fenomena alam akan mengakibatkan tejadinya perubahan temperatur. panas tersebut secara harfiah tidak dapat kita saksikan langsung dengan mata kita melainkan hanya dapat dirasakan saja keberadaanya. Untuk dapat melihat keadaan panas pada suatu benda, kita memerlukan peralatan tambahan yang dapat menangkap sinyal panas yang dipancarkan (Aulia, 2008)
merah. Besarnya intensitas terutama bergantung pada temperatur material. Namun demikian lingkungan sekitar, sifat-sifat permukaan bahan, jenis bahan dan lain-lain turut memberikan kontribusi pada intensitas pancaran infra merah. Parameter-parameter tersebut bersifat noise, sehingga harus turut diperhatikan pada waktu menganalisis pola distribusi temperatur. Karena noise tersebut sangat sulit untuk dikoreksi secara numerik, pola distribusi temperatur yang dihasilkan lebih bersifat kualitatif. Dibanding model kontak, pengukuran non-kontak mempunyai keunggulan-keunggulan berupa tidak mengganggu pengoperasian, memonitor dari jarak jauh, akusisi lebih cepat dan menghasilkan distribusi atau pola panas pada permukaan sebuah benda. Sekarang ini, telah tersedia kamera yang dapat merekam pancaran infra red dari suatu permukaan benda. Dengan demikian distribusi atau pola temperatur pada suatu permukaan benda dapat dimonitor (Satmoko,2007).
21
1. Energi yang dipancarkan dari obyek itu sendiri. 2. Energi yang dipantulkan dari objek dan
3. Energi ditransmisikan oleh objek
Hanya energi yang dipancarkan yang penting dalam program pemeliharaan prediktif. pemantulan dan energi yang ditransmisikan yang akan mendistorsi data mentah inframerah. Oleh karena itu pemantulan dan energi yang ditransmisikan harus disaring dari data yang diperoleh sebelum analisi diselesaikan (keith mobley,2002).
1. Unit Kamera Berbasis Termografi
Gambar 6. Panjang gelombang radiasi elektomagnetik. (wikipedia.com)
Terlihat pada Gambar 6 bahwa panjang gelombang dari objek yang memancarkan warna tampak atau warna-warna yang biasa dilihat oleh mata seperti warna merah, kuning, hijau dan biru berkisar kurang dari 1μm dan
panjang gelombang yang dipancarkan oleh sinar inframerah yang memilki panjang gelombang setingkat lebih kecil dibandingkan dengan warna tampak atau nyata adalah antara 1μm sampai 10 μm.
23
mengkonversikan suhu tersebut ke dalam citra panas video yang disebut dengan termogram (Burhanudin. dkk, 2012). Hal ini yang dapat dipergunakan untuk mengetahui besarnya panas yang dihasilkan oleh material dengan menggunakan efek radiasi yang dihasilkan suatu objek material tersebut. Penggunaan akan termografi diaplikasikan dalam perawatan di pabrik manufaktur, khususnya pada industri-industri besar yang memerlukan beberapa kriteria untuk meloloskan produk jadinya. Karena suhu merupakan hal yang menjadi perhatian utama dan saran diagnostik.
Suatu objek yang bersuhu tinggi memancarkan sejumlah energi pada daerah spektrum elektromagnetik inframerah sehingga untuk mendapatkan suhu panas yang dapat ditangkap oleh kamera diperlukan lensa yang beroperasi dari 3 sampai 5 μm dimana dapat dilihat pada tabel 1 bahwa barium flourida, lithium flourida, magnesium flourida, silikon, saphire, silikon nitrat, zirconium oksida, yang berpotensi digunakan sebagai bahan transmisi inframerah.
Tabel 1. Bahan transmisi inframerah
Jenis material 3-5 μm 8-13 μm
Alkali halida - KCL, NaCl, CsI
Halida lain BaF2, LiF, MgF2 KRS5, PbF2, ThF4
Semikonduktor Si Ge, GaAs, InP, GaP
Lain-lain Al2O3,SiN, SiC, ZrO, Y2O3 -
D. Visi Komputer dan Visi Machine
Definisi dari pengolahan citra adalah pengolahan suatu citra dengan menggunakan komputer secara khusus, untuk menghasilkan suatu citra yang lain. Dengan menggunakan sistem pengolahan citra dapat merepresentasikan suatu proses dalam bentuk visual yang mudah untuk diamati untuk mendapatkan suatu tahap pengambilan keputusan. Dalam prakteknya pengolahan citra begitu erat dalam keseharian untuk beberapa aplikasi yang membutuhkan kecermatan. Seperti pada bidang astronomi untuk pemetaan geografi bumi dengan menggunakan satelit dimana memerlukan suatu integrasi untuk menghasilkan keadaan bumi secara keseluruhan baik kedalaman laut, ketinggian gunung ataupun keadaan pemukiman. Pada contoh lain penggunaan pengolahan citra sebagai alat keamanan untuk melindungi beberapa dokumen penting dan barang berharga dapat menggunakan pengolahan citra fingerprint atau eye-retina identification.
25
menghasilkan sederetan sinyal yang menghasilkan tingkatan-tingkatan intensitas cahaya untuk masing-masing spot pada gambar (Fadlisyah, 2007).
E. Termovision Sebagai Salah Satu Proses Pengolahan Citra Suhu
Termovision merupakan salah satu aplikasi yang bertujuan untuk dapat membaca suhu dari sebuah citra berformat JPG dan distribusi suhu melalui warna merah yang menunjukkan bagian terpanas. Konsep dari termovision ini sendiri hampir sama dengan metode termografi, hanya saja pada termografi aplikasi utamanya pada bagian kesehatan atau kedokteran.
Seperti pada Gambar 7 Metode Termografi inframerah didasarkan pada pengukuran distribusi energi radiasi panas yang dipancarkan dari permukaan
target dan mengkonversinya menjadi peta suhu permukaan atau termogram .
(IAEA, 2007)
Termovision memanfatkan kondisi suhu yang dipancarkan oleh suatu benda dalam bentuk gelombang inframerah, kemudian ditangkap oleh kamera inframerah. Gambar 8 menunjukkan gambar aplikasi tthermovison menggunakan software matlab. Pengambilan gambar menggunakan kamera inframerah dilakukan setelah terjadi kontak suhu panas yang meningkat dari kondisi sebelumnya dari benda yang di ukur.
Gambar 8. Aplikasi thermovision pada proses pemesinan (Haris, 2013)
27
karena menggunakan format umum ini suhu dari citra sudah terbaca jadi tidak perlu mengubah ke format gambar lain seperti .bmp.
Setelah selesai mengkonversi video menjadi citra yang disimpan dalam bentuk JPG. Kemudian citra-citra ini diolah dengan menggunakan perangkat lunak yang mampu mengkonversi energi inframerah menjadi warna yang dapat dilihat oleh mata. Visualisasi suhu dalam bentuk warna menunjukkan distribusi suhu sesuai dengan tinggi-rendah suhu ini yang diinginkan dari fungsi aplikasi thermovision yang sebelumnya telah ditentukan parameter Tmax dan Tmin pada aplikasi thermovision. Aplikasi thermovision yang digunakan menggunakan aplikasi MATLAB sebagai media pengolah aplikasi thermovision (Haris, 2013)
F. Penggunaan Thermovision Untuk Pemeliharaan
Pemeliharaan merupakan sebuah operasi atau aktivitas yang harus dilakukan secara berkala dengan tujuan untuk melakukan pergantian kerusakan peralatan dengan resources yang ada dan mengembalikan suatu sistem pada kondisinya agar dapat berfungsi sebagaimana mestinya, memperpanjang usia kegunaan mesin, dan menekan failure sekecil mungkin.(Lisysantaka, 2011).
Sedangkan menurut Assauri, 1999. Pengertian pemeliharaan adalah kegiatan untuk memelihara atau menjaga fasilitas/ peralatan pabrik dan mengadakan perbaikan atau penyesuaian/ penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang direncanakan.
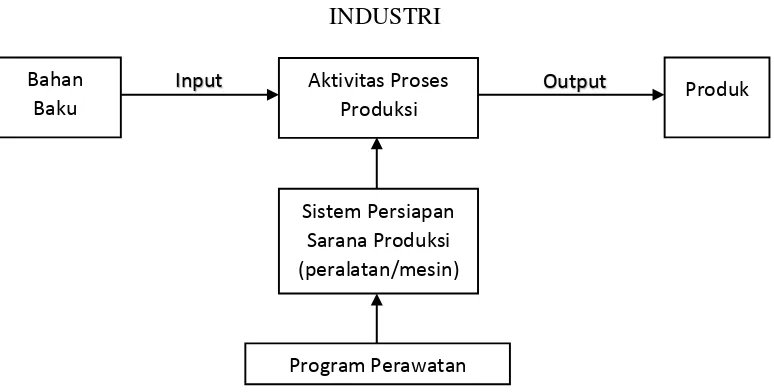
29 INDUSTRI
1. Tujuan perawatan :
a. Memperpanjang usia kegunaan aset. Hal ini terutama penting di negara berkembang karena kurangnya sumber daya modal untuk penggantian. b. Menjamin ketersediaan optimum sistem atau peralatan yang dipasang
untuk suatu fasilitas, antara lain :
- Selalu siap bila diperlukan sesuai dengan rencana. - Tidak rusak selama operasi berjalan.
- Dapat bekerja dengan efisien sesuai kapasitas yang diinginkan. c. Menjamin kesiapan operasional dari seluruh sistem atau peralatan yang diperlukan dalam keadaan darurat tiap waktu, misalnya unit diesel, UPS batere dan sebagainya.
d. Menjamin keselamatan orang yang menggunakan sistem atau peralatan. e. Menghemat waktu, biaya dan material karena sistem terhindar dari kerusakan.
f. Kerugian baik material maupun personel akibat kerusakan dapat dihindari sedini mungkin karena terjadinya kerusakan dan atau timbulnya kerusakan tambahan akibat kerusakan awal dapat segera dicegah. (Saepuloh,2012)
2. Perawatan Prediktif (predictive maintenance)
Perawatan prediktif merupakan salah satu metode yang dilakukan untuk mengetahui terjadinya perubahan atau kelainan dalam kondisi fisik maupun fungsi dari sistem perawatan. Biasanya perawatan prediktif dilakukan dengan bantuaan panca indera atau alat monitor yang canggih sehingga efisiensi kerja tercapai karena adanya kelainan dapat diketahui dengan cepat. (Priyanta,2000)
3. Thermography Untuk Perawatan Prediktif
31
III. METODOLOGI PENELITIAN
A.Waktu dan Tempat Penelitian
Penelitian dilaksanakan pada bulan Mei sampai selesai. Penelitian dilakukan di Laboratorium Teknik Produksi Jurusan Teknik Mesin Universitas Lampung untuk proses pemesinan frais dan pencitran menggunakan kamera inframerah dengan metode thermografi.
33 B.Diagram Alir Penilitian
Gambar 10. Diagram alir penelitian Set Up Experiment
- Kondisi tidak melakukan pemotongan dengan meja diam dan bergerak, dan kondisi melakukan pemotongan
- Merekam kondisi mesin frais dengan menggunakan kamera infra red yang sudah dihubungkan dengan aplikasi thermovision
Penentuan judul dan studi literatur
Perancangan dan pembuatan aplikasi real time thermovision dengan menggunakan matlab
Pemrosesan citra dengan aplikasi real time thermovision
Nilai temperatur citra dan
Selesai
Tidak
Ya
Start
C.Alat dan Bahan Penelitian
Adapun Bahan yang digunakan pada penelitian ini adalah :
1. Baja AISI 1045
AISI 1045 adalah baja karbon yang mempunyai kandungan karbon sekitar 0,43 - 0,50 dan termasuk golongan baja karbon menengah (Glyn, 2001).
Gambar 11. Baja AISI 1045
Baja spesifikasi ini banyak digunakan sebagai komponen roda gigi, poros dan bantalan. Pada aplikasinya ini baja tersebut harus mempunyai ketahanan aus yang baik karena sesuai dengan fungsinya harus mampu menahan keausan akibat bergesekan dengan rantai. (Avner, 1974).
Tabe3. Komposisi Kimia Material (Budi, 2010)
Nama Kimia Persentase (%)
Carbon 0.42-0.50
Mangan 0.50-0.80
Silikon Maks. 0.40
Sulfur 0.02-0.04
Crom+Molibdenum+Nikel Maks. 0.63
35
Baja AISI 1045 yang digunakan pada penelitian kali ini memiliki dimensi 205 mm x 70mm x 35mm
Adapun Alat yang digunakan pada penelitian ini adalah : 1. Mesin Frais
Gambar 12. Mesin Frais
Merk : Milko
Type : Milko 12
Buatan : Spain
SPESIFIKASI TABLE:
Working Surface : 800 X 225
T Slot (3) : 14mm
Both Sides Swivel : 45o
Traverses:
Cross : 230mm yang dibuat dengan cara menyinter serbuk karbidan (nitridan dan oksida) dengan bahan pengikat yang umumnya dari cobalt (Co) dengan cara carburizing masing-masing bahan dasar serbuk. Tungsten (wolfarm), Titanium, Tantahum dibuat menjadi karbida yang kemudian digiling dan disaring. Campuran serbuk karbida tersebut kemudia dicampur dan diceak tekan dengan memakai bahan pelumas kemudian dipanaskan sampai 16000C.
37 3. Kamera inframerah
Kamera inframerah digunakan untuk menangkap aktivitas pemesinan. Kamera berinframerah dipasang diatas pahat sehingga saat pahat menyentuh benda kerja, maka akan nampak pada layar monitor seperti terlihat pada Gamba 24 yang memperlihatkan set-up pengujian.
Berikut adalah spesifikasi kamera inframerah Merk : D-link
Model : DCS-5020L Perbesaran : 4X digital Zoom
Resolusi : 640 x 480 MAX Resolution
Gambar 14. Kamera inframerah
4. Laptop
5. Router
Router (Gambar 15) berfungsi sebagai penghubung antar dua atau lebih jaringan untuk meneruskan data dari satu jaringan ke jaringan lainnya. Sehingga hasil gambar yang ditangkap oleh kamera berinframerah diolah dalam laptop berupa gambar JPG.
6. Hygrometer
Higrometer (hygrometer) adalah perangkat untuk menentukan kelembaban atmosfer yang dapat menunjukkan kelembaban relatif (persentase kelembaban di udara), kelembaban mutlak (jumlah kelembaban) atau keduanya. Relative Humadity (Φ) adalah rasio antara massa udara yang ada pada saat itu maksimal terhadap kelembapan yang dapat diserap oleh udara (Cengel, 2006).
Φ =
; %
39
Gambar 15. Hygrometer
7. Thermometer Digital
Dalam penelitian ini thermometer digital digunakan untuk pembacaan suhu dari sensor LM35DZ dan hasil dari pembacaan berupa tegangan yang kemudian di konversi menjadi suhu.
8. Aplikasi pengolahan image
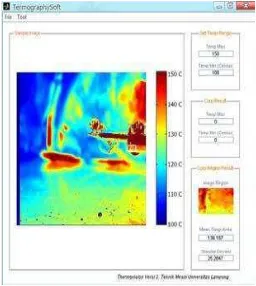
Gambar 16. Aplikasi pengolahan image thermovision
MATLAB (Matrix Laboratory) merupakan salah satu bahasa pemrograman yang dikembangkan oleh sebuah perusahaan MathWorks. Fungsi dari MATLAB tidak hanya untuk beroperasi sebagai alat pemrograman, tetapi sekaligus sebagai alat visualisasi yang berhubungan langsung dengan ilmu matematika. Oleh karena itu, MATLAB semakin banyak digunakan oleh para programmer yang menghendaki kepraktisan dalam membuat program.
41
dengan menggunakan MATLAB menjadi lebih user friendly sehingga mudah untuk user menjalankan suatu aplikasi program (Yessica, 2007).
D.Prosedur Penelitian
Prosedur penelitian pada penelitian ini terbagi menjadi beberapa tahapan antara lain sebagai berikut :
1. Perancangan dan pembuatan aplikasi thermovision real-time.
Untuk merancang aplikasi yang sesuai untuk pembacaan temperatur melalui sebuah citra (.jpg) dapat menggunakan aplikasi MATLAB karena salah satu fitur unggulan dari aplikasi pemrograman MATLAB ini adalah image processing. Dengan kemampuan MATLAB untuk melakukan image processing dapat memudahkan dalam mencari literatur untuk keperluan pembuatan aplikasi thermovision real time.
Berikut ini sekilas tentang cara pembuatan dari aplikasi thermovision real time yang dimulai dari proses perancangan bentuk awal dari aplikasi, memasukan script berupa perintah fungsi sehingga program dapat berjalan sesuai keinginan, testing aplikasi dan menyempurnakan aplikasi atau finishing.
a. Membuka guide builder dapat dilakukan dengan dua cara:
Gambar 17. Command Windows MATLAB
- Kedua, buka MATLAB lalu klik start> MATLAB > Lalu pilih GUIDE
Gambar 18. Start Guide MATLAB
43
Gambar 19. GUIDE quick Start
c. Pilih Blank GUI (Default) sehinggal tampil lembar kerja untuk merancang aplikasi yang diinginkan.
d. Hasil rancangan GUI
Gambar 21. hasil rancangan dengan GUI
e. Tahap selanjutnya adalah tahapan yang paling rumit dan menyita waktu yang cukup lama yaitu memasukan perintah fungsi code (coding) supaya aplikasi dapat mengukur suhu dari sebuah citra secara real time.
Gambar 22. fungsi code (coding)
45
Gambar 23. Tampilan aplikasi thermovision real-time setelah dijalankan
Gambar 24. Aplikasi thermovision menangkap gambar secara real-time.
Aplikasi ini membedakan suhu mesin berdasarkan warna yang ditampilkan, di mana semakin panas suhu mesin tersebut semakin merah juga warna yang ditampilkan oleh aplikasi thermovision.
47
Gambar di atas adalah imej yang ditangkap dengan menggunakan kamera infra merah, imej yang ditangkap dengan menggunakan kamera infra merah masih berupa gambar RGB. Dengan aplikasi thermovision gambar RGB tersebut dikonversi menjadi thermal image dengan memanfaatkan fungsi colormapjet untuk mengetahui warna distribusi suhunya.
Gambar 26. imej setelah diproses dengan aplikasi thermovision
Sedangkan untuk mengetahui distribusi suhu pada bagian mesin tertentu bisa menggunakan tombol region corp, tombol region corp ini akan menampilkan sebuah batasan ukur yang dinginkan oleh user dan hasil pengukurannya ditampilkan pada axes yang sudah disediakan pada interface thermovision.
Sesuai dengan syarat dari aplikasi thermovision agar dapat bekerja adalah harus diketahui terlebih dahulu temperatur maksimum (Tmax) dan temperatur minimum (Tmin) saat terjadi proses pemesinan. Untuk mengetahui Tmax dan Tmin saat terjadi proses pemesinan maka digunakan sebuah termokopel yang ditempelkan pada transmisi, spindel dan motor mesin frais. Selama proses pemesinan berlangsung didapatkan Tmax yang didapat sebesar 500C yaitu pada bagian motor mesin frais dan Tmin sebesar 300C. Sehingga syarat untuk melakukan pengukuran dengan aplikasi thermovision sudah dapat dipenuhi.
49 2. Set-up peralatan eksperimen / penelitian
Gambar 27. Set-up Mesin Frais
Pada tahapan mula ini dilakukan instalasi set-up mesin berupa penempatan kamera berinframerah yang berada disamping mesin. Selanjutanya sebagai media penerima image video maka kamera berinframerah disambungkan oleh router dan sebuah laptop untuk mengambil video dari proses pengerjaan pemesinan.
3. Proses pengambilan data
Setelah mesin di set-up seperti Gambar 28, maka proses pengambilan data dapat dilakukan. Proses pengambilan data ini dilakukan untuk mendapatkan image dari proses pengerjaan frais.
a. Melakukan set-up mesin frais seperti yang dilihatkan pada Gambar 28. b. Menghidupkan mesin frais tanpa melakukan pemotongan dengan meja
diam, yaitu dengan hanya menghidupkan mainmotor dan spindel mesin frais selama 6 jam, lalu meng-capture kinerja main motor dan spindle setiap 15 menit dan mengukur suhu mesin menggunakan termokopel setiap 1 jam untuk melihat perkembangan suhunya.
c. Menghidupkan mesin frais tanpa pemotongan dengan meja bergerak, yaitu dengan menghidupkan main motor mesin frais, spindle dan menggerak-gerakan meja (table) selama 6 jam, lalu meng-capture kinerja main motor dan spindel setiap 15 menit dan mengukur suhu mesin menggunakan termokopel setiap 1 jam untuk melihat perkembangan suhunya.
d. Menghidupkan mesin frais dengan pembebanan penuh, yaitu dengan melakukan pemotongan material baja AISI 1045 dengan menggunakan pahat end mil karbida selama 6 jam dengan kedalaman potong 0,25 mm, lalu meng-capture proses pemotongan spesimen setiap 15 menit dan mengukur suhu mesin menggunakan termokopel setiap 1 jam untuk melihat perkembangan suhunya.
51
Gambar 28. Titik pengukuran dengan menggunakan termokopel
f. Mengamati dan menganalisa kondisi mesin dari warna yang ditampilkan oleh thermovision.
4. Pengolahan data video dengan thermovision real-time
Pengolahan citra hasil pengambilan data diolah menggunakan aplikasi matlab dengan menggunakan aplikasi thermovision real-time. GUI interface yang sudah dimasukan fungsi kode dapat merubah citra berformat .jpg menjadi thermal image dan histogram. Selanjutnya menentukan suhu pada titik pengukuran dengan menggunakan fitur region corp.
5. Analisa Data
72
V. SIMPULAN DAN SARAN
A.SIMPULAN
Adapun kesimpulan yang dapat diambil dari hasil penelitian yang telah dilakukan adalah :
1. Aplikasi thermovision real-time berhasil dibuat dengan menggunakan fitur FTP (file transfer protokol), yang memungkinkan menangkap gambar per 1 detik secara terus menerus.
2. Setelah melakukan penelitian, kondisi mesin dengan melakukan pemotongan menghasilkan distribusi panas yang lebih banyak dari pada tidak melakukan pemotongan, hal ini dibuktikan dengan distribusi warna pada titik pengukuran yang mendekati warna merah.
3. Aplikasi thmermovision real-time menunjukan bahwa distribusi suhu paling besar terjadi pada daerah motor mesin frais.
4. Secara keseluruhan aplikasi thermovision dapat mendistribusikan warna dengan tepat, hanya saja untuk melakukan pengukuran belum akurat karena adanya noise yang tertangkap kamera.
6. Grafik histogram merepresentasikan banyaknya intensitas cahaya pada gambar dengan menampilkan grafik pada kawasan gelap (0-125) dan pada kawasan terang (125-250).
B.SARAN
Adapun saran yang dapat diberikan penulis terhadap pengujian yang telah dilakukan adalah:
1. Perlu pemasangan filter infra merah pada kamera agar noise saat pengukuran berkurang
2. Melakukan pengembangan aplikasi thermovision real-time agar dapat menangkap gambar tanpa jeda (0 detik).
DAFTAR PUSTAKA
Assauri, Sofyan. 2008, Manajemen Produksi dan Operasi, edisi revisi, Jakarta : Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia
Asep Saepuloh, Kiswanto, Muh. Taufiq. 2012, Optimasi Perawatan Sistem Elektrik Untuk Mempertahankan Kelangsungan Operasi Rsg-Gas, Buletin Pengelolaan Reaktor Nuklir. Vol. 9 No. 2, Oktober 2012: 46 – 56
Avner, S.H. 1964. Introduction To Physical Metallurgy. Mc. Gran Hill, New York.
Burhanudin, Yanuar.Wardono, Herry. Su’udi, Ahmad. 2012. Karakterisasi Penyalaan Geram Pada Pemesinan Kecepatan Tinggi Magnesium AZ31
dan Magnesium AZ91 Menggunakan Analisis Termografi dan Jaringan
Syaraf Tiruan. UNILA. Lampung.
D Clough, S Fletcher, A P Longstaff And P Willoughby. 2012, Thermal Analysis For Condition Monitoring Of Machine Tool Spindles, University Of Huddersfield, Uk.
Darmawan, Budi. 2010. Studi Eksperimen Umur Lelah Baja Poros AISI 1045 Hasil Quenching-Tempering Variasi Temperatur Dan Waktu Temper Pada Uji
Rotating Bending. Institute Teknologi Sepuluh November, Surabaya.
Fadlisyah S.Si. 2007. Computer Vision dan Pengolahan Citra. CV Andi Offset. Yogyakarta.
Glyn, et.al. 2001. Physical Metallurgy of Steel. Class Notes and lecture material. For MSE 651.01
Handayani Peni,Trisno YP. 2008. Teknik Pemeliharaan dan Perbaikan Sistem Elektronika Jilid 1. Jakarta: Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional.
Huda, Muhammad. 2010, Pengenalan Pola Citra Termografi Pada Pemantauan Kondisi Mesin Dengan Metode Pengolahan Citra Digital, Universitas Diponegoro, Semarang
Ibrahim, C. 1986, Perkakas Bantu, Lab. Teknik Produksi & Metrologi Industri, Jurusan Mesin, ITB.
John M. Gross. Fundamental of preventive maintenance AMACOM, a division of american management association, 1601 broadway, new york, NY 10019
Lisysantaka, Eko . 2011, Sekilas Tentang Runtutan Sebab Akibat Perkembangan Dunia Maintenance, Universitas Diponegoro, Semarang.
Mahrudi, Haris. 2013. Rancang bangung aplikasi thermovision untuk pemetaan distribusi suhu dan permulaan penyalaan pembubutan magnesium
kecepatan tinggi. Universitas lampung, bandar lampung.
Mobley, R. Keith. 2002, An Introduction To Predictive Maintenance Second Edition United States of America.
Plapper V & Weck M 2001. Sensorless machine Tool Condition Monitoring Based On Open NCs, pros. Of the IEEE. Conf. Robotics & automation, pp 3104-3108
Priyanta, Dwi. 2000. Keandalan dan Perawatan. Institure Teknologi Sepuluh November, Surabaya.
Saputra, Christian Ferry. 2011, Rekondisi Mesin Frais Universal Seri 4260. Universitas 11 maret, surakarta
Satmoko, Ari dan Abdul Hafid Pemeliharaan Prediktif Pada Jaringan Listrik Dengan Thermography Infra Merah, Pusat Teknologi Reaktor dan Keselamatan Nuklir – BATAN Kawasan Puspitek, Serpong.
Satmoko, Ari. 2008, Analisis Kualitatif Teknik Thermography Infra Merah Dalam Rangka Pemeliharaan Secara Prediktif Pada Pompa, Pusat Teknologi Reaktor dan Keselamatan Nuklir – BATAN Kawasan Puspitek, Serpong. Utama, Jana., Akuisisi Citra Digital Menggunakan Pemrograman MATLAB,
Program Studi Teknik Elektro, Fakultas Teknik dan Ilmu Komputer
Widodo, Achmad. 2008. Pencarian Informasi Citra Digital Termografi Dengan Metode Pengenalan Pola Untuk Pemantauan Kondisi Mesin, Jurusan Teknik Mesin Fakultas Teknik Universitas Diponegoro
Youssef, Helmi and Hassan El-Hofy, 2008. Machining Technology, Machine Tools and Operation, CRCPress, Florida, USA.
Zulhendri, Kiswanto, G., Yazmendra, R. 2007. Pengaruh Tipe pahat dan Arah Pemakanan Permukaan Berkontur Pada Pemesinan Milling Awal Dan akhir Terhadap Kekasaran Permukaan. Jurnal Teknik Mesin. 4(1):15-22
Implementations strategies and tools for condition based maintenance at