KARYA ILMIAH
RIZKI AYUTAMI 092401061
PROGRAM STUDI D-3 KIMIA DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATRA UTARA
PENGARUH TEMPERATUR VULKANISASI TERHADAP KEKUATAN TARIK (TENSILE STRENGTH) PADA PACKING PINTU REBUSAN
PT. INDUSTRI KARET NUSANTARA MEDAN
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat memperoleh gelar Ahli Madya
RIZKI AYUTAMI 092401061
PROGRAM STUDI D-3 KIMIA DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATRA UTARA
PERSETUJUAN
Judul : PENGARUH TEMPERATUR VULKANISASI
TERHADAP KEKUATAN TARIK (TENSILE STRENGTH) PADA PACKING PINTU
REBUSAN PT. INDUSTRI KARET NUSANTARA MEDAN
Kategori : TUGAS AKHIR
Nama : RIZKI AYUTAMI
Nomor Induk Mahasiswa : 092401061
Program studi : DIPLOMA TIGA (D-III) KIMIA INDUSTRI
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM UNIVERSITAS SUMATERA UTARA Diluluskan di
Medan, Juli 2012
Diketahui
Program Studi D-3 Kimia FMIPA USU Pembimbing Ketua,
Dra. Emma Zaidar Nasution, MSi Drs. Albert Pasaribu, MSc NIP : 195512181987012001 NIP : 196408101991031002
Diketahui / Disetujui oleh
Departement Kimia FMIPA USU Ketua,
iii
PERNYATAAN
PENGARUH TEMPERATUR VULKANISASI TERHADAP KEKUATAN TARIK (TENSILE STRENGTH) PADA PACKING PINTU REBUSAN
PT. INDUSTRI KARET NUSANTARA MEDAN
KARYA ILMIAH
Saya mengakui bahwa Karya Ilmiah ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juli 2012
PENGHARGAAN
Puji dan syukur penulis panjatkan Kehadirat Allah SWT Yang Maha Pengasih dan Maha Penyayang, atas rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan karya ilmiah yang berjudul “Pengaruh Temperatur Vulkanisasi Terhadap Kekuatan Tarik (Tensile Strength) Pada Packing Pintu Rebusan PT. Industri Karet Nusantara Medan” ini.
Penulisan karya ilmiah ini merupakan hasil dari pelaksanaan PKL di pabrik Rubber Articles PT. Industri Karet Nusantara Medan dan merupakan salah satu syarat untuk menyelesaikan program Diploma-3 Kimia Industri FMIPA-USU Medan.
Dalam penulisan karya ilmiah ini penulis mengalami beberapa kesulitan, tetapi berkat do’a, bantuan dan dorongan dari beberapa pihak, akhirnya penulis dapat menyelesaikan penulisan karya ilmiah ini dengan baik dan dalam waktu yang ditetapkan. Untuk itu, dalam kesempatan ini penulis mengucapkan terima kasih yang tulus kepada :
1. Ibunda tercinta Sri Neng Prihatin yang telah memberikan bantuan, kasih sayang dan dorongan baik moril maupun materil serta do’a yang tulus.
2. Drs. Albert Pasaribu, MSc. selaku pembimbing dalam penyelesaian tulisan karya ilmiah ini yang telah memberikan panduan, kepercayaan penuh, pikiran, dan waktunya kepada saya untuk menyempurnakan tulisan ini.
3. Dr. Rumondang Bulan, MS. selaku ketua Departeman Kimia FMIPA-USU Medan.
4. Dra. Emma Zaidar Nasution, MSi. selaku ketua Program Studi Kimia Industri FMIPA-USU Medan.
5. Prof. Dr. Thamrin, MSc. selaku dosen yang merekomendasikan penulis dalam melaksanakan PKL di PT. Industri Karet Nusantara Medan.
6. Seluruh staff dan dosen Kimia Industri, FMIPA-USU Medan.
7. Seluruh staff dan karyawan, khususnya untuk Bapak Erwin Lubis, ST. yang telah membantu penulis dalam melaksanakan PKL di Pabrik Rubber Articles PT. Industri Karet Nusantara Medan.
8. Teristimewa untuk Muhammad Iqbal yang telah memberikan bantuan tenaga dan pikiran serta motivasi kepada penulis.
9. Teman-teman seperjuangan di Program Studi Kimia Industri FMIPA-USU angkatan 09, khususnya teman-teman terbaik saya Realita, Era, Dayat, Hasrul, Pipin, dan Rojik.
v
ABSTRAK
THE EFFECT OF TEMPERATURE VULCANIZATION TO THE TENSILE STRENGTH OF DOOR BOIL PACKING IN RUBBER INDUSTRY
NUSANTARA Ltd. MEDAN
ABSTRACT
In this paper will discuss how is the influence of temperature vulcanization which in used at Rubber Articles Factory in PT. Rubbin Industry Nusantara Medan. The start with selection raw materials natural rubber and synthetic rubber in used until became rubber articles. The variety rubber which in used to produce rubber articles is rubber smoke sheet, there for variety synthetic rubber which used is SBR (Styrine Butadine Rubber). At the first process, main material rubber and chemical is mixed and then processed so that become compound. Then the compound is vulcanized become rubber articles used sulphur with vulcanized engineering of Hand Press. The temperature vulcanization which in used process producer rubber articles is 100-140 0
DAFTAR TABEL
Halaman
Tabel 2.1 Komposisi Yang Terkandung Dalam Lateks Alam 7 Tabel 2.2 Standar Mutu Lateks Pekat 8 Tabel 4.1 Data Pengaruh Temperatur Vulkanisasi Terhadap Tensile Strength 34 Tabel 4.2 Pengaruh Temperatur Vulkanisasi Terhadap Tensile Strength
Dengan Metode Biasa 35 Tabel 4.3 Pengaruh Temperatur Vulkanisasi Terhadap Tensile Strength
ix
DAFTAR GAMBAR
Halaman
DAFTAR LAMPIRAN
Halaman
Lampiran A Pemrosesan Karet Menjadi Produk Akhir 42 Lampiran B Gambar Mesin Hand Press dan Neraca Indodacin CB-Series 43 Lampiran C Grafik Pengaruh Temperatur Vulkanisasi Terhadap Tensile
Strength Berdasarkan Metode Biasa 44 Lampiran D Grafik Pengaruh Temperatur Vulkanisasi terhadap Tensile
v
ABSTRAK
PENDAHULUAN
1.1Latar Belakang
Perkembangan karet dan industri karet dewasa ini sangat pesat dan dibutuhkan. Semua
lapisan masyarakat pada masa sekarang ini sangat membutuhkan karet karena
kesehariannya mereka menggunakan barang yang di buat dengan menggunakan bahan
dasar karet baik dalam aspek kehidupan rumah tangga, pekerjaan kantor, keperluan
sandang sehari-hari, keperluan industri dan kegiatan lainnya.
Industri Karet Nusantara Medan merupakan salah satu Badan Usaha Milik Negara
(BUMN) yang memproduksi barang jadi karet, seperti gelang karet, bantalan kapal
(dock fender), segala jenis pengepakan (packing), dan benang karet dengan karet pekat
serta Standart International Rubber (SIR) sebagai bahan bakunya.
Karet alam berupa Rubber Smoke Sheets (RSS) tipe I dan karet sintetis berupa Styrine
Butadine Rubber (SBR) 1502 diolah menjadi packing pintu rebusan melalui proses
pengolahan karet dengan penggilingan atau mastikasi menggunakan alat penggiling
berupa mix mill.
Bahan kimia berupa RSS, SBR, Chemisil, Karbon Black (Carbon Black), Pinetare,
Zink Oksida (Zinc Oxide), Asam Stearat (Stearic Acid), Flextol-H, 4010 Na, CBS,
TMTD, Sulfur (Sulphur) yang diperlukan harus dicampur sampai merata didalam mix
2
di aduk secara merata sebagai bahan umpan dalam proses produksi ini dinamakan
kompon.
Setelah menjadi kompon, maka kompon tersebut di dinginkan dimeja pendingin, dan
setelah dingin, kompon diolah kembali dengan ditimbang dan dipotong sesuai dengan
ketentuan pesanan, kemudian divulkanisasi dengan menggunakan alat vulkanisasi
yaitu Hand Press sehingga diperoleh barang jadi karet berupa packing pintu rebusan.
Sejak vulkanisasi ditemukan oleh Charles Goodyear pada tahun 1839 dan Thomas
Hancoock pada tahun 1942, maka pemakaian karet semakin luas. Karet yang
divulkanisasi dengan belerang ternyata lebih kuat dari pada karet yang tidak
divulkanisasi. Penemuan Goodyear ini membuka pemikiran baru bagi manusia untuk
memproduksi berbagai jenis barang/alat dari karet.
Pada unit kompon terdiri dari beberapa proses penambahan bahan-bahan kimia
terhadap lateks kompon dan salah satunya adalah penambahan sulfur yang merupakan
bahan utama vulkanisasi.
Vulkanisasi merupakan suatu proses reaksi partikel karet dengan sulfur yang
berlangsung dengan adanya panas, aktivator dan akselerator yang membentuk ikatan
silang. Proses vulkanisasi dengan sulfur merupakan proses vulkanisasi yang paling
umum digunakan yang berlangsung pada hand press dengan temperatur berkisar
antara 100-140 oC. Temperatur yang terlalu rendah atau terlalu tinggi mengakibatkan
kekuatan tarik dari barang jadi karet tidak sempurna, ini disebabkan karena karet
temperatur vulkanisasi sangat berpengaruh terhadap kekuatan tarik (Tensile Strength)
barang jadi packing pintu rebusan.
Berdasarkan uraian diatas, maka penulis tertarik untuk mempelajari dan membahas
tentang masalah : ”PENGARUH TEMPERATUR VULKANISASI TERHADAP
KEKUATAN TARIK (TENSILE STRENGTH) PADA PACKING PINTU REBUSAN PT. INDUSTRI KARET NUSANTARA MEDAN”.
1.2 Identifikasi Masalah A. Gambaran Permasalahan
Setiap perusahaan pastinya menginginkan produknya memiliki kualitas yang baik dan
mendapatkan untung yang berlipat, oleh karena itu perusahaan karet ini mengolah
bahan baku karet sehingga menjadi kompon dengan formulasi tertentu dengan
perbandingan yang telah disesuaikan untuk mendapatkan hasil yang diinginkan. Salah
satu hal yang terpenting dalam pembuatan kompon adalah penambahan kimia sulfur,
dimana sulfur adalah bahan kimia tambahan utama dalam proses vulkanisasi. Jika
sulfur tidak ditambahkan dalam pembuatan kompon, maka barang jadi karet yang
dihasilkan tidak memiliki elastisitas yang sempurna. Kekuatan tarik (Tensile Strength)
merupakan standar mutu yang penting. Untuk mencapai tensile strength yang sesuai
dengan standar, perlu diperhatikan faktor yang mempengaruhi tensile strength pada
barang jadi karet, salah satunya adalah temperatur vulkanisasi. Ikat silang pada proses
vulkanisasi akan terbentuk karena adanya reaksi partikel karet dengan sulfur yang
4
Pada umumnya reaksi kimia akan berlangsung cepat apabila temperatur semakin
tinggi. Vulkanisasi ini merupakan reaksi suatu barang setengah jadi yang memiliki
sifat plastis menjadi sifat yang elastis. Temperatur vulkanisasi berkisar antara 100-140
o
C. Temperatur dibawah 100 oC akan menyebabkan barang jadi karet kurang matang,
mudah putus jika ditarik, dan sebagainya. Sedangkan jika temperatur diatas 140 oC
maka akan menyebabkan kegosongan pada kompon (scorch), rapuh sehingga mudah
putus dan sebagainya.
Untuk memperoleh kekuatan tarik sesuai dengan standar, maka perlu dijaga dan
diperhatikan temperatur yang digunakan pada saat proses vulkanisasi sehingga bisa
menghasilkan packing pintu rebusan yang bermutu baik. Produk packing pintu
rebusan dapat dilihat pada gambar dibawah ini.
Gambar 1.1 Barang Jadi Karet Packing Pintu Rebusan
B. Rumusan Masalah
1. Bagaimana pengaruh atau hubungan antara temperatur vulkanisasi terhadap
kekuatan tarik (tensile strength) barang jadi karet packing pintu rebusan.
2. Berapa temperatur untuk mendapatkan kekuatan tarik (tensile strength) yang
standart pada barang jadi karet packing pintu rebusan.
3. Berapa temperatur yang optimum agar diperoleh kekuatan tarik (tensile strength)
yang standart pada barang jadi karet packing pintu rebusan.
1.3Tujuan
1. Untuk mengetahui pengaruh temperatur vulkanisasi terhadap kekuatan tarik
(tensile strength) barang jadi karet packing pintu rebusan.
2. Untuk mengetahui temperatur standar agar diperoleh kekuatan tarik (tensile
strength) yang standart untuk barang jadi karet packing pintu rebusan.
3. Untuk mengetahui temperatur vulkanisasi yang optimum agar diperoleh
kekuatan tarik (tensile strength) yang optimum.
1.4Manfaat
1. Untuk menambah pengetahuan yang berhubungan dengan proses vulkanisasi
barang jadi karet.
2. Untuk mengetahui proses yang baik dalam vulkanisasi barang jadi karet packing
pintu rebusan dan hubungannya dengan temperatur vulkanisasi sehingga dapat
BAB 2
TINJAUAN PUSTAKA
2.1Karet Alam
Karet sudah lama sekali digunakan orang. Penggunaannya meningkat sejak Goodyear
pertama sekali memvulkanisasinya pada tahun 1839 dengan cara memanaskan
campuran karet dan belerang. Industri yang berbahan baku karet alam (kemudian karet
sintetis) banyak didirikan pada awal perkembangan industri kendaraan bermotor.
Rumus empiris karet adalah C10H16, dan ia polimer tinggi yang lurus dari metal
buta-1,3-diena (isoprena).
Karet alam jika dipanasi akan menjadi lunak dan lekat, dan kemudian dapat mengalir.
Karet alam sedikit demi sedikit larut dalam benzena. Akan tetapi, bilamana karet alam
divulkanisasi, yakni dipanasi bersama sedikit belerang (sekitar 20 %), maka ia akan
bersambung silang dan terjadi perubahan yang luar biasa pada sifatnya. Karet yang
divulkanisasi bersifat regas ketika diregang, yakni makin melunak karena rantainya
pecah-pecah dan kusut. Namun, karet tervulkanisasi jauh lebih tahan regang.
Kelarutannya berkurang dengan makin banyaknya sambung silang, dan bahan
tervulkanisasi hanya menggembung sedikit jika disimpan dalam pelarut. Jika karet
divulkanisasi dengan jumlah belerang yang lebih besar (sekitar 30%), dihasilkan
bahan yang sangat keras dan tahan secara kimia yang dikenal sebagai ebonit atau karet
A. Lateks Kebun
Lateks kebun adalah cairan getah yang didapat dari bidang sadap pohon karet. Cairan
getah ini belum mengalami penggumpalan entah itu dengan tambahan atau tanpa
bahan pemantap (zat anti koagulan). Lateks kebun yang baik harus memenuhi
ketentuan sebagai berikut :
1. Lateks disaring dengan saringan berukuran 40 mesh.
2. Tidak terdapat kotoran atau benda-benda lain seperti daun dan kayu.
3. Tidak bercampur dengan bubur lateks, air ataupun serum lateks.
4. Warna putih atau berbau karet segar.
Lateks kebun mutu 1 mempunyai kadar karet kering 28% dan lateks kebun mutu 2
mempunyai kadar karet kering 20% (Nazarruddin dan F.B.Paimin, 1988).
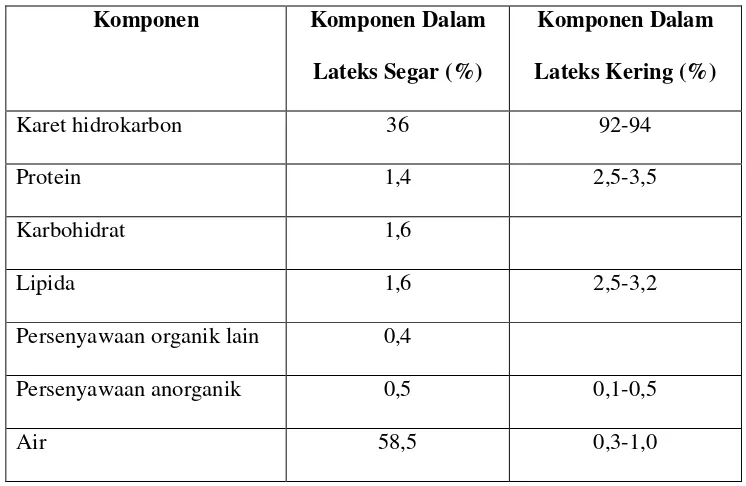
Tabel 2.1 Komposisi Yang Terkandung Dalam Lateks Alam
Komponen Komponen Dalam
Lateks Segar (%)
Komponen Dalam Lateks Kering (%)
Karet hidrokarbon 36 92-94
Protein 1,4 2,5-3,5
Karbohidrat 1,6
Lipida 1,6 2,5-3,2
Persenyawaan organik lain 0,4
Persenyawaan anorganik 0,5 0,1-0,5
8
Sumber : Dipetik dan dikompilasi dari Morton, M. Rubber Technology. Edisi ke 3.
New York: Van Nostrand Reinhold. 1987.
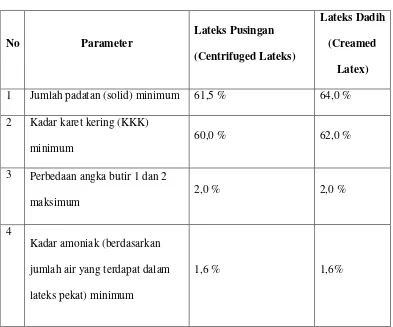
B. Lateks Pekat
Lateks pekat adalah jenis karet yang berbentuk cairan pekat, tidak berbentuk lembaran
atau padatan lainnya. Lateks pekat yang dijual dipasaran ada yang dibuat melalui
proses pendadihan atau creamed latex dan melalui proses pemusingan atau
centrifuged latex. Biasanya lateks pekat banyak digunakan untuk pembuatan
bahan-bahan karet yang tipis dan bermutu tinggi. Standar mutu lateks pekat baik lateks
pusingan atau lateks dadih dapat dilihat pada tabel berikut ini :
Tabel 2.2 Standar Mutu Lateks Pekat
No Parameter
jumlah air yang terdapat dalam
lateks pekat) minimum
5 Viskositas maksimum pada suhu
25 0C
50 cps 50 cps
6 Endapan (sludge) dari berat basah
maksimum
0,10 % 0,10 %
7 Kadar koagulum dari jumlah
padatan maksimum
0,08 % 0,08 %
8 Bilangan KOH maksimum 0,80 % 0,80 %
9 Kemantapan mekanis
(mechanical stability) minimum
475 detik 475 detik
10 Persentase kadar tembaga dari
jumlah padatan maksimum
0,001 % 0,001 %
11 Persentase kadar Mangan (Mn)
dari jumlah padatan maksimum
0,001 % 0,001 %
13 Bau setelah dinetralkan dengan
asam borat
Tidak boleh berbau
busuk
Tidak boleh
berbau busuk
Sumber : Thio Goan Loo. 1980
2.2 Pengolahan Lateks Pekat
Prinsip pembuatan lateks pekat berdasarkan pada perbedaan berat jenis antara partikel
karet dengan serum. Serum mempunyai berat jenis lebih besar dari pada partikel karet.
10
karet akan naik kepermukaan dan serum akan terkumpul dilapisan bawah dalam
proses pembuaan lateks pekat.
Ada dua macam lateks pekat yang biasa dijual dipasaran. Yaitu lateks dadih (creamed
latex) dan lateks pusingan (centrifuged latex). Bila menginginkan lateks pekat yang
dibuat bermutu tinggi, maka syaratnya harus menggunakan bahan baku lateks yang
masih segar dan baik. Pengawasan mulai dari penyadapan sampai penggumpalan di
kebun. Hal ini penting ekali untuk mempertahankan kesegaran lateks yang akan dibuat
menjadi lateks pekat. Bila terjadi prakoagulasi pada lateks, maka dapat menggunakan
amonia. Dosis pemakaiannya adalah 10 mL larutan amonia 7,5 % untuk setiap liter
lateks. Biasanya pada setiap mangkuk lateks diberi 3-5 tetes amonia. Sisanya
ditambahkan dalam tempat penampungan lateks (ember, tangki kecil, atau tempat
lainnya) dikebun.
Kedua macam lateks pekat, lateks dadih dan lateks pusingan diolah dengan proses
tersendiri. Karena itu uraian tentang pengolahan kedua macam lateks pekat ini
dipisahkan tersendiri agar lebih mudah dipahami.
A. Pembuatan Lateks Pusingan.
Lateks pusingan atau centrifuged latex membutuhkan penambahan gas amonia pada
lateks kebun seperti pada pembuatan lateks dadih. Tetapi jumlah yang ditambahkan
lebih sedikit, cukup 2-3 gram gas amonia untuk setiap liter lateks.
Lateks yang telah diberi gas amonia dibawa ke pabrik atau tempat pengolahan. Disini
lateks disaring dan dikumpulkan didalam tangki atau bejana dan diukur volume serta
ternyata jumlah gas amonia yag ditambahkan pada lateks kebun kurang dari jumlah
yang seharusnya, maka penambahan harus dilakukan. Penambahan 2-3 gram gas
amonia memungkinkan lateks tahan disimpan selama 24 jam tanpa terjadi
prakoagulasi.
Amonia yang perlu ditambahkan, tetapi jangan sampai berlebihan, selain baunya yang
menyengat, amonia yang berlebihan akan terbawa dalam lateks skim. Asam untuk
pembekuan lateks encer atau lateks skim akan diperlukan lebih banyak untuk
mengatasinya dan akan terjadi pula penghamburan gas amonia.
Pengendapan selama 24 jam diperlukan agar kotoran-kotoran dan magnesium
ammonium fosfat mengendap. Magnesium ammonium fosfat muncul karena
penambahan ammonium pada bahan lateks.
Lateks dapat dimasukkan kedalam alat pusing atau centrifugal machine setelah
dibiarkan selama 24 jam. Beberapa mesin yang dapat digunakan untuk pemusing
antara lain Separator Aktiebalaget (Laval) buatan Stockholm atau Westphalia dan
Titania buatan Kopenhagen. Alat-alat ini kapasitsnya berbeda. Tenaga penggerak
yang dibutuhkan sektar 3-5 PK. Alat pusing ini harus disetel terlebih dahulu sebelum
digunakan.
Kadar karet kering yang diinginkan untuk hasil lateks pusingan adalah 60 % tetapi
kadarnya bisa turun 1-2 % pada produksi. Penambahan amonia dan penyimpanan
sering juga mengakibatkan terjadinya penurunan kadar karet kering. Oleh karena itu,
12
Proses pemusingan memisahkan lateks kebun menjadi dua bagian yang berlainan.
Lateks pekat akan keluar dari bagian atas dan lateks encer atau skim akan keluar dari
bagian bawah.
Lateks pekat lalu diambil dan dikumpulkan ditempat tersendiri. Lateks ini dianggap
telah jadi. Penambahan gas amonia hingga kadarnya menjadi 7-10 gram per liter
lateks pekat yang dihasilkan perlu dilakukan. Umumnya penambahan sekitar 6 gram
gas amonia dianggap telah memenuhi karena sebelum lateks diolah telah diberi
amonia sebanyak 2-3 gram.
B. Pengolahan Lateks Dadih
Pada pembuatan lateks dadih, getah yang sudah disadap dibawa ketempat pengolahan
didalam tangki-tangki, lalu ditambahkan gas amonia sebanyak 4-7 gram per liter
lateks. Sesampainya ditempat pengolahan, lateks langsung disaring dan ditentukan
kadar karet kering (KKK) nya. Barulah ditambahkan bahan pemekat/ pengental atau
creaming agent.
Bahan pemekat yang banyak digunakan saat ini adalah ammonium alginate.
Sedangkan sebelum perang dunia II selesai, bahan yang banyak digunakan untuk
pemekat adalah Tepung Konyaku atau Tepung K. Tepung K ini dibuat dari tumbuhan
seperti iles-iles. Bila digunakan amonium alginat, dosisnya 60 mL larutan alginat 1 %
per liter lateks. Sedangkan untuk tepung K dosisnya 140 mL tepung K 1 % setiap liter
Lateks lalu diaduk-aduk sampai rata, pengadukan yang tidak rata bisa menurunkan
mutu lateks pekat. Permukaan sebelah atas yang biasa mengandung kotoran-kotoran
halus dibuang. Setelah diaduk, lateks didiamkan selama 4-6 hari sampai menjadi
lateks pekat.
Lateks pekat yang telah jadi dikumpulkan didalam tangki. Hasil ini diaduk lagi dengan
merata. Gas amonia perlu ditambahkan sebelum dilakukan pemekatan sebagian sudah
menguap. Setiap liter lateks dadih yang siap diangkut perlu ditambahkan 7-10 gram
gas amonia. Kadar karet kering lateks dadih yang akan dikirim juga perlu diukur
(Freakly, P.K.1995).
2.3Bahan- Bahan Kompon
Secara umum karet digolongkan dalam tiga kelas utama, yaitu :
1. Tahan Umum (R) : Untuk tujuan dimana ketahanan khusus terhadap petroleum
tidak dibutuhkan.
2. Tahan Pelarut (S): Untuk tujuan dimana ketahanan khusus terhadap petroleum
dibutuhkan.
3. Tahan Panas (T) : Untuk tujuan dimana ketahanan khusus terhadap temperatur
yang abnormal, petroleum, atau keduanya dibutuhkan.
A. Karet Alam
Tingkat kualitas karet alam dan beragam jenis masing-masing terdftar dalam “Green
14
B. Karet Sintetis
Selama pengembangan karet alam pada perang dunia II, sejumlah sistem digunakan
pemerintah untuk mengidentifikasi Styrena Butadiene Rubber (SBR).
C. Plastisizer
Beberapa karet, khususnya karet alam dan karet sintetis viskositasnya tinggi,
memerlukan masa perombakan awal selama pencampuran untuk melunakkan material
pada proses atau meningkatkan kekuatan struktur setelah compounding. Efek
pelunakan ini dapat dikatalisis dengan penambahan sejumlah kecil plastisizer yang
membantu mengendalikan jumlah dan kecepatan perombakan atau membantu
pendispersian bahan-bahan yang lain.
Plastisizer yang normal digunakan dengan karet alam dan SBR adalah Xylil
Mercaptan, Asam Sulfonat yang larut dalam minyak, Garam Seng dari
Pentaklorotiofenol, 2-naftalentiol, dan garam fenilhidrazin.
D. Vulkanisator
Seperti yang dinyatakan sebelumnya, zat kimia ini dibutuhkan untuk membentuk
ikatan silang pada rantai karet kedalam jaringan yang memberikan sifat-sifat yang
1. Vulkanisasi Sulfur
Zat yang paling umum digunakan adalah sulfur, yang terlibat dalam reaksi dengan
mayoritas karet tak jenuh untuk membentuk vulkanisat. Sebagai tambahan, dua
unsur lain yaitu selenium dan tellurium dapat juga digunakan dalam vulkaniasasi.
2. Vulkanisasi Non-Sulfur
Vulkanisasi Non-Sulfur terbagi menjadi tiga golongan, yaitu : (1) Logam Oksida;
(2) Difungsional Compound; (3) Peroksida.
E. Akselerator
Sebagaimana yang dinyatakan sebelumnya, alasan utama menggunakan akselerator
untuk membantu mengendalikan waktu atau temperatur yang dibutuhkan untuk
vulkanisasi sehingga dapat meningkatkan sifat dari vulkanisat. Pengurangan waktu
vulkanisasi tercapai dengan mengganti jumlah atau jenis akselerator yang digunakan.
Golongan akselerator yang digunakan antara lain :
1. Akselerator Primer
a. Thiazol (Cepat-Sedang/Semi-Cepat) Contoh : MBT, MBTS
b. Sulfenamida (Cepat-Ditunda) Contoh : CBS
2. Akselerator Sekunder
a. Guanidine (Sedang) Contoh : DPG, DOTG
b. Thiuram (Sangat Cepat) Contoh : TMT, TMTD
c. Dithiokarbamat (Ultra Cepat) Contoh : ZDC, ZDMC
16
F. Aktivator
Aktivator digunakan untuk meningkatkan vulkanisasi dengan mengakifkan akselerator
sehingga berperan lebih efektif. Aktivator dipercaya dapat bereaksi dengan beberapa
cara untuk membentuk senyawa kompleks dengan akselerator. Jadi senyawa kompleks
yang dibentuk lebih efektif mengaktifkan sulfur dalam campuran sehingga
meningkatkan nilai pematangan.
Golongan aktivator yang digunakan antara lain :
1. Senyawa anorganik (terutama logam oksida), seperti : zink oksida, kapur
terhidrasi, timbal magnesium oksida, alkali karbonat, hidroksida.
2. Asam-asam organik, seperti : asam stearat, oleat, laurat, palmitat, dan miristat,
serta minyak terhidrogenasi dari kelapa, ikan dan biji-bijian.
3. Golongan alkalin, seperti : amonia, amin, garam amin dengan asam lemah.
G. Antidegranat
Kehilangan sifat-sifat fisika karena proses penuaan disebabkan oleh pemotongan
rantai silang, atau perubahan kimia pada rantai polimer. Konsekuensinya,
anti-penuaan harus dapat bereaksi dengan zat yang dapat menyebabkan anti-penuaan (ozon,
oksigen, peroksida, panas, cahaya, cuaca, dan radiasi) untuk mencegah atau
memperlambat perusakan polimer.
Golongan Antidegranat yang digunakan antara lain : Phenol, Amino Phenol,
H. Pelunak
Pelunak tidak bereaksi secara kimia dengan karet, tetapi berfungsi merubah sifat-sifat
fisik dari kompon karet atau vulkanisat. Jenis-jenis dari Plasticizers Fisik adalah :
extender oil, naphtenis, aromatic, mineral rubber, castor oil, mineral oil, gum, dan
lain-lain.
I. Pengisi
Dua jenis utama yang digunakan adalah karbon black dan channel black. Sedangkan
Non-Black Fillers terdiri dari clay, kalsium karbonat, presipitatilika, dan titanium
dioksida. Pemilihan pada filler khusus untuk kompon akan berpengaruh pada
karakteristik proses dan sifat-sifat fisik yang diinginkan, harga, dan penampilan
produk akhir.
J. Bahan-bahan Lain
Bahan-bahan lain yang digunakan antara lain : penggosok (Abrasives), zat peniup
(Blowing Agents), pewarna, zat pencampur (homogenizing agents) (Morton, M.1987).
Pengujian Sifat Mekanis
Penggunaan bahan polimer sebagai bahan teknik misalnya dalam industri suku cadang
mesin, konstruksi bangunan dan transformasi, tergantung sifat mekanisnya, yaitu
gabungan antara kekuatan yang tinggi dan elastisitas yang baik. Sifat mekanis yang
18
kimia yang kuat antara atom dan interaksi antara bahan polimer yang lebih lemah.
Dalam hal ini bahan logam yang merupakan zat padat polikristalin, sifat mekanis ini
tergantung dari sifat patah bahan karena adanya cacat kristal. Karena itu, kekuatan
mekanis bahan logam jauh lebih kecil dari sifat kekuatan teoritisnya yang diperkirakan
dari enargi ikatan antar ion.
A. Pengujian Sifat Kekuatan Tarik, Kemuluran, dan Kekuatan Bentur.
Sifat mekanis biasanya dipelajari dengan mengamati sifat kekuatan tarik
menggunakan alat pengukur tensometer atau dynamometer, bila terhadap bahan
diberikan tegangan secara praktis, kekuatan tarik diartikan sebagai besarnya beban
maksimum (Fmaks) yang dibutuhkan untuk memutuskan spesimen bahan, dibagi
dengan luas penampang bahan. Karena selama dibawah pengaruh tegangan, spesimen
mengalami perubahan bentuk (deformasi) maka defenisi kekuatan tarik dinyatakan
dengan luas penampang semula (Ao). t = Fmaks / Ao
Selama deformasi, dapat diasumsikan bahwa volume spesimen tidak berubah,
sehingga perbandingan luas penampang semula dengan luas penampang setiap saat
adalah Ao / A = I / Io, dengan I dan Io masing-masing adalah panjang spesimen setiap
saat dan semula. Bila didefenisikan besaran kemuluran sebagai nisbah pertambahan
panjang terhadap panjang spesimen semula ( = I / Io), maka diperoleh hubungan :
A = A0 / (I + )
Bila bahan polimer (elastis) dikenakan gaya tarikan dengan laju yang tetap, mula-mula
kenaikan tegangan yang diterima bahan berbanding lurus dengan perpanjangan
akan kembali seperti bentuk semula, tetapi bila tegangan dinaikkan sedikit saja, akan
terjadi perpanjangan yang besar. Kemiringan kurva pada keadaan ini disebut modulud
atau kekakuan, sedangkan besarnya tegangan dan perpanjangan mencapai titik elastis
ini masing-masing disebut dengan tegangan yield dan kemuluran pada yield. Diatas
titik elastis ini molekul-molekul polimer berorientasi searah dengan tarikan, dan hanya
memerlukan sedikit tegangan untuk menaikkan perpanjangan. Akhirnya bahan akan
terputus bila tegangan telah melampaui gaya interaksi total antara segmen.
Perpanjangan dan tegangan pada saat bahan terputus masing-masing disebut
kemuluran atau kekuatan tarik akhir ( t).
Besaran sifat mekanis yang lain adalah kekuatan bentur, yang didefenisikan sebagai
enaergi yang diperlukan untuk memecahkan spesimen. Ada dua cara umum untuk
mengukur kekuatan bentur. Dalam cara pertama, spesimen ditempatkan pada suatu
“pemegang” dengan salah satu ujungnya vertikal diatas pemegang. Suatu pendulum
dengan bobot dan sudut tertentu diayunkan pada spesimen sampai terjadi patahan.
Cara keduanya menggunakan beban, yang berupa bola atau batang logam yang
dijatuhkan pada spesimen dari ketinggian tertentu. Kekuatan bentur dihitung dari
enaergi benda jatuh yang digunakan untuk memecahkan spesimen sampai setengah
bagian (Wirjosentono, B.1995).
2.5. Vulkanisasi
Tahun 1839, Charles Goodyear menemukan proses yang dapat memperbaiki sifat
karet mentah, yaitu dengan mengubahnya menjadi karet matang sehingga memiliki
20
vulkanisasi. Vulkanisasi adalah suatu proses mengaplikasikan panas kepada campuran
elastomer dan bahan kimia untuk menurunkan plastisitas dan meningkatkan elastisitas,
kekuatan dan kemantapan. Vulkanisasi merubah molekul karet yang panjang saling
mengait menjadi suatu struktur tiga dimensi melalui pembentukan ikatan silang secara
kimia. Proses vulkanisasi pada kompon dipengaruhi oleh suhu dan waktu. Parameter
kritis selama vulkanisasi adalah waktu yang diperlukan untuk memulai reaksi. Laju
dan lamanya pembentukan proses ikat silang. Peningkatan suhu vulkanisasi akan
mempersingkat waktu vulkanisasi. Sebaliknya, penurunan waktu vulkanisasi akan
memperlambat waktu vulkanisasi.
Bahan pemvulkanisasi adalah bahan kimia yang dapat bereaksi dengan gugus aktif
pada molekul karet untuk membentuk ikat silang antar molekul. Belerang (sulfur)
adalah bahan yang pertama kali dan yang terutama digunakan untuk memvulkanisasi
atau bahan pembentuk ikatan silang. Pembentukan ikat silang akan lebih cepat jika
belerang dikombinasikan dengan bahan pencepat dan bahan lain. Pencepat adalah
bahan kimia yang digunakan dalam bentuk sedikit bersama belerang untuk
mempercepat proses vulkanisasi.
B. Makna Asli dan Perkembangan Vulkanisasi
Penemuan Goodyear tentang reaksi antara karet dan sulfur yang dihasilkan dari suatu
pencampuran dari keduanya dengan tidak sengaja ditunjukkan panas tinggi pada
permukaan tungku. Dari suatu eksperimen ulang, pencampuran karet dan sulfur
bukanlah suatu hal yang baru ataupun suatu hal yang unik lagi bagi Goodyear, hanya
penggunaan panas tinggilah yang masih merupakan hal yang baru. Pengaruh panas
disebut proses vulkanisasi yang berkenaan dengan pengaruh panas dari pada kegunaan
sulfur. Kemudian Alexander Parkes menemukan bahwa lapisan tipis karet dapat
diubah dari plastis menjadi keadaan elastis oleh keadaan elastis dengan penggunaan
sulfur monoklorida, dan bahwa perubahan ini dapat dikerjakan tanpa panas. Prosesnya
membawa hasil yang kira-kira sama dengan vulkanisasi panas sehingga plastisitas
karet berkurang, elastisitas bertambah, dan sifat-sifat fisik karet akan stabil. Proses
yang dilakukan pada temperatur kamar ini disebut dengan “Vulkanisasi Dingin”, dan
merupakan sebuah pengakuan bahwa panas tidak lebih dari hal yang pokok dalam
vulkanisasi.
Pengertian dasar tambahan dari istilah karet dan vulkanisasi saat ini bergantung pada
besarnya sifat-sifat fisik, kesamaan fisik, dan perubahan fisik, dari pada identifikasi
material yang hampir terbatas. Masing-masing mewakili perkembangan istilah untuk
melindungi perkembangan konsep dari pada perluasan bahasa dengan mengadopsi
istilah baru untuk menemukan kebutuhan akan konsep baru. Penghapus (eraser)
dikembangkan kedalam material elastis tinggi dan perlakuan panas terhadap karet
yang lain atau material seperti karet supaya membuatnya kurang plastis, tetapi lebih
elastis dan lebih stabil dalam reakinya terhadap temperatur dan pelarut
(Polhamus,L.G.1962).
C. Vulkanisasi Sulfur
Vulkanisasi sulfur adalah sistem yang sangat populer untuk bermacam-macam karet
seperti NR, IR, SBR, dan BR, dikarenakan biayanya yang murah, mudah didapat,
proses dan sifat fisik yang baik, dan mampu menyesuaikan dengan bermacam-macam
22
Sulfur S8 dalam keadaan kristalin, terdiri dari 8 cincin. Secara termal stabil. Tetapi
pada pemanasan, pembekuan cincin terjadi pad energi aktivasi 270 kJ/mol. Ujung
radikal bebas yang sangat reaktif terbentuk pada saat pemutusn rantai. Radikal bebas
pada ujung rantai mampu berikatan dengan bagian molekul karet.
( Pembentukan Ikatan Silang Molekul Karet dengan Menggunakan Sulfur )
S8 (ring) --- 0S (S6) S0
---CH2—CH= =CH – CH2-- + 0S (S6) S0
---CH—CH= =CH – CH2
S(S6) S0
--CH—CH= =CH—CH2-- + --CH2—CH= =CH—CH2—
S (S6) S 0
--CH—CH= =CH—CH2—
S8
--CH---CH= =CH—CH2—
Sumber : Rubber Engineering ; Loganathan,K.S
Sulfur menyerang hampir secara terpisah pada atom karbon metilen. Vulkanisasi karet
dengan sulfur sendiri adalah lambat dan merupakan proses yang tidak efisien.
Dikarenakan energi aktivasi yang tinggi untuk pembukaan cincin sulfur, kontak yang
lama pada temperatur tinggi (kira-kira 6 jam pada suhu 140 oC). Juga memerlukan
jumlah sulfur yang banyak untuk membentuk ikatan silang. Tidak semua sulfur
membentuk ikatan silang yang benar. Menurut Le Bras, masing masing ikatan silang
memerlukan penggunaan 40-55 atom sulfur sebagaimana ditunjukkan oleh reaksi
mempunyai kekuatan mekanik yang rendah.Proses diatas dapat ditingkatkan dengan
suatu akselerator, seperti basa, merkaptan, dithiokarbamat, disulfida dan logam
oksida. Ikatan sulfur dapat berupa mono-, di-, atau polisulfida.
Dengan akselerator efisiensi dari reaksi karet-sulfur dapat ditingkatkan. Energi
aktivasi dari vulkanisasi menurun dari 270 kJ/mol menjadi 80-125 kJ/mol. Jumlah
atom sulfur yang dibutuhkan untuk membentuk masing-masing ikatan silang
berkurang dari 40-50 menjadi 10. Akselerator yang umum digunakan adalah
sulphenamides dengan struktur C---S, yang akan bereaksi dengan rantai karet sebagai
berikut.
(Gambar Rantai Karet dan Akselerator Sulphenamides )
C --- C
H C rantai karet
N S
Akselerator Sulphenamida
C—S
24
Aksi dasar dari akselerator adalah untuk memisahkan cincin S8 menjadi bagian yang
lebih kecil yang dapat bereaksi dengan karet menghasilkan ikatan silang yang lebih
kecil.
Masing-masing akselerator berbeda dalam hal kemampuannya untuk mempengaruhi
tingkat kematangan, efisiensi pembentukan ikatan silang, dan sifat-sifat produk hasil
vulkanisasi.
Efisiensi pembentukan ikat silang meningkat dengan adanya zat yang disebut dengan
aktivator, terutama zinc oksida dan asam stearat. Gabungan akselerator-akselerator
seperti jenis AS---Sx---SA atau AS---Sx – Zn S – A terbentuk dimana A disebut
dengan aktivator, terutama zinc oksida membentuk zinc sulfida, seperti reaksi
dibawah ini :
2 RH + Sx + ZnO Rsx-1 R + ZnS + H2O 88
D. Hot-Air Oven
Hot-air oven digunakan untuk memasak komponen yang dibentuk dari kompon karet
dengan ketahan yang tinggi terhadap oksidasi. Pemasakan dengan udara yang
dipanaskan mempunyai dua tujuan.
Yang pertama adalah untuk melanjutkan proses pengikatan silang untuk meningkatkan
sifat-sifat fisika dari kompon karet, terutama sekali ketergantungannya terhadap
Kedua pemasakan dapat dipakai untuk pemakaian pada suhu tinggi dengan
menaikkannya diatas suhu standar, asap beracun dibuang dalam cara ini dan produk
mengalami perubahan yang kecil dalam dimensi, berkurang menjadi ukuran yang
sebenarnya pemasakan untuk alasan selanjutnya utamanya dipraktekkan dengan
kompon karet silikon dan fluorakarbon.
Jenis oven yang dipilih tergantung pada ketelitian pengendalian suhu yang diperlukan.
Oven yang bergantung pada konveksi panas yang sederhana dapat memiliki suhu yang
berubah kira-kira 5 oC, dengan posisi didalam oven. Suhu ini dapat meningkat
kira-kira 3 oC dengan dibantu oleh kipas. Jacketed air-flow ovens, dimana udara melewati
elemen pemanas diantara dinding dalam dan luar oven, dibantu oleh kipas, menaikkan
suhu kira-kira 1,5 oC. Oven dengan kipas saluran udara dimana aliran udara
selanjutnya ditingkatkan, memberikan kenaikan suhu kira-kira 1 oC.
Ketika asap beracun mungkin dikeluarkan dari kompon yang sedang dimasak, penting
untuk menganginkan oven seacara langung pada udara terbuka sehingga menjamin
BAB 3
METODE PENELITIAN
3.1 Penelitian Di Lapangan (Bagian Proses)
3.1.1 Alat
a. Alat Hand Press (Qingdao Vulcanizing Press Rubber – dapat dilihat pada
Lampiran B halaman 43)
b. Mesin Hidrolik (Santec Hydraulic Presses)
c. Moulding (cetakan berbentuk besi panjang berukuran 1 meter)
d. Neraca (Indodacin CB-Series – dapat dilihat pada Lampiran B halaman 43)
e. Meja Perakit bentuk L
f. Sarung Tangan
g. Masker
3.1.2 Bahan a. Kompon
b. Bensin
3.1.3 Prosedur (Pengoperasian dan Pengendalian Alat Vulkanisasi) A. Pengoperasian dan Pengendalian Hand Press
1. Hydrolic
a. diperiksa keberadaan oli hidrolik dalam tangki (permukaan oli hidrolik =
memperhatikan kaca penduga).
b. diperiksa ketegangan tali kipas (vant belt).
c. dibuka pintu panel, ketiga breaker tekan keatas (posisi ON).
d. ditutup pintu panel dan tekan tombol warna hijau (posisi ON).
e. diperiksa aliran oli hidrolik yang menuju ke hand press keatas dengan
terlebih dahulu menutup kran “by pass” oli hidrolik searah dengan jarum
jam.
2. Hand Press Sebelum Beroperasi
a. dibuka pintu panel elemen listrik “breaker” tekan keatas (pada posisi ON).
b. diatur temperatur elemen hingga 100-150 oC.
c. dioperasikan mesin hand press, jika temperatur telah sesuai dengan
spesifikasi
3. Cara Pengoperasian Hand Press
a. diletakkan mould pada talam hand press untuk dipanaskan, hingga
mencapai temperatur yang diinginkan.
b. dibuka valve “by pass hydraulic” searah dengan jarum jam, sehingga jarum
flow meter tekanannya naik menjadi 100-120 kg/cm2.
28
d. divulkanisasi kompon yang berada didalam moulding dengan temperatur
100-140 oC, dengan kekuatan tekanan pressure hidrolik sebesar 100-120
kg/cm2 dalam beberapa menit.
e. dikeluarkan kompon yang sudah menjadi produk dari moulding, bila waktu
vulkanisasi telah tercapai buka valve “by pass oli hidrolik” berlawanan
dengan arah jarum jam.
f. ditimbang berat produk jadi dan bersihkan dari sisa-sisa waste.
4. Hand Press Setelah Beroperasi
a. ditutup valve berlawanan dengan arah jarum jam.
b. diturunkan Hand press dengan valve “by pass oli hidrolik” berlawanan
dengan arah jarum jam.
c. ditekan tombol warna merah (posisi OFF).
d. dibuka pintu panel ketiga breaker tekan kebawah (posisi OFF) dan tutup
3.2 Penelitian Di Laboratorium Fisika Rubber Article
3.2.1 Alat a. Dinamo Meter
b. Kertas Grafik
c. Neraca Analitik
3.2.2 Bahan
a. Packing pintu rebusan
3.2.3 Prosedur (Pengujian Tensile Strength)
a. diambil sampel packing pintu rebusan yang diperlukan untuk loops yang
sesuai dengan standar loops yang diinginkan.
b. diikat kedua pangkal loops dan letakkan pada alat uji dynamometer yang
telah diatur.
Pengaturan alat dynamometer adalah sebagai berikut :
1. Kecepatan motor dynamometer diukur dengan kecepatan 550 mm/menit.
2. Kertas Grafik dipasang pada posisi yang telah ditentukan.
3. Pena dipasang dan pastikan berfungsi dengan baik.
c. ditekan tombol Down alat dynamometer dan dipastikan pena pencatat
grafik berfungsi dengan baik.
30
e. ditutup pena pencatat grafik sebelum menekan tombol Up
f. ditekan tombol up dan secara otomatis alat dynamometer akan berhenti
atau Stop.
g. dibaca pengujian tensile strength pada kertas grafik.
Tensile strength dihitung dengan rumus sebagai berikut :
s T Hts Ts=
Dimana : TS = Tensile Strength
Hts = Hasil pembacaan grafik pada tensile strength
Ts = Total Section = 2 x section x jumlah loops
Section adalah berat 1 sampel packing pintu rebusan dengan panjang 1 meter.
Section ditentukan dengan cara :
a. Satu sampel packing pintu rebusan di potong sepanjang 1 meter
b. Beratnya ditimbang pada neraca analitik.
HASIL DAN PEMBAHASAN
4.1Hasil Analisis
Dari hasil pembacaan grafik menggunakan dynamometer maka diperoleh data
sebagai berikut :
4.1.1 Hasil Pengukuran Tensile Strength
Setelah melakukan perhitungan, maka diperoleh tabel pengaruh temperatur
vulkanisasi terhadap tensile strength sebagai berikut :
Tabel 4.1 Data Pengaruh Temperatur Vulkanisasi Terhadap Tensile Strength
No.
Kemudian tabel data pengaruh temperatur vulkanisasi terhadap tensile strength
diubah dalam bentuk x dan y seperti tabel berikut :
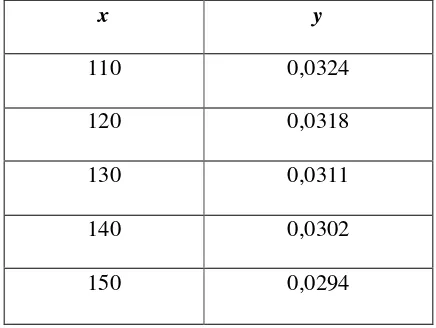
Tabel 4.2 Pengaruh Temperatur Vulkanisasi Terhadap Tensile Strength Dengan Metode Biasa
x = Temperatur Vulkanisasi
y = Tensile Strength
Untuk lebih jelasnya dapat dilihat di kurva pada Lampiran C halaman 44.
34
Untuk selanjutnya nilai x dan y dijabarkan untuk menghitung nilai xy dan x2
agar diperoleh perhitungan slope dan intercept dari metode least square seperti pada
tabel berikut :
Tabel 4.3 Pengaruh Temperatur Vulkanisasi Terhadap Tensile Strength Dengan Metode Least Square
x y xy X2
110 0,0324 3,564 12100
120 0,0318 3,816 14400
130 0,0311 4,043 16900
140 0,0302 4,228 19600
150 0,0294 4,41 22500
=650
x y=0,1549 xy=20,061 x2 =85500
x = Temperatur Vulkanisasi
4.2Perhitungan
4.2.2 Perhitungan Intercept
( )
b(
)
(
) (
)(
)
36
4.3Pembahasan
4.3.1 Mencari Garis Regresi yang Baru
Untuk menyelesaikan masalah pengaruh temperatur vulkanisasi terhadap Tensile
Strength digunakan analisa regresi. Dengan demikian kita dapat menentukan besarnya
temperatur vulkanisasi yang dibutuhkan untuk memperoleh kekuatan tarik (tensile
strength) yang diinginkan.
Untuk keperluan analisa tersebut, data yang diperlukan dari table 4.1, temperatur
vulkanisasi divariasikan sebagai variable bebas (x) dan Tensile Strength sebagai
variabel terikat (Y). Data yang diperoleh digambarkan pada diagram dimana sumbu
horizontal dinyatakan ‘x’ dan sumbu vertikal dinyatakan ‘y’. Titik-titik yang
ditentukan oleh sumbu x dan sumbu y digambarkan sehingga menghasilkan suatu
kurva.
Berdasarkan bentuk kurva yang dihasilkan (lihat lampiran), dapat disimpulkan bahwa
(
)
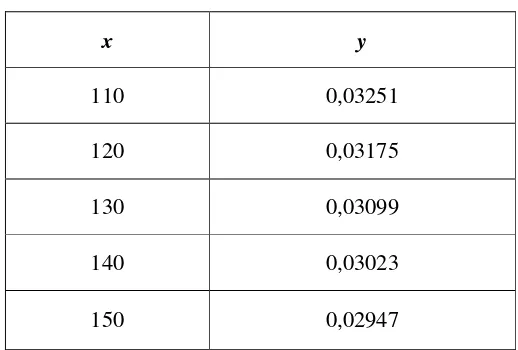
Tabel 4.4 Regresi yang Baru
x y
x = Temperatur Vulkanisasi
38
4.3.2 Menghitung Temperatur Optimum dari Temperatur Vulkanisasi dan Kekuatan Tarik (Tensile Strength)
Dari perhitungan yang diperoleh pada Slope dan Intercept, kita dapat mengetahui
temperatur vulkanisasi yang optimum agar diperoleh kekuatan tarik (tensile strength)
yang optimum.
Harga x dimasukkan ke bentuk persamaan regeresi, sehingga :
(
)
ketentuan dan standarisasi pabrik yang menggunakan temperatur vulkanisasi sebesar
Hal ini dikarenakan pada temperatur tersebut kompon karet yang divulkanisasi
setimbang antara elastisitas dan plastisitasnya. Kompon karet yang divulkanisasi
benar-benar masak sehingga tidak mengalami kementahan kompon. Kementahan
kompon inilah yang mengakibatkan produk barang jadi packing pintu rebusan mudah
retak, tidak tahan terhadap panas, warnanya lebih cepat usang dan lebih mudah
terkikis. Hal inilah yang menyebabkan ketahanan pemakaian dari produk barang jadi
packing pintu rebusan tidak maksimal.
Kompon karet juga tidak boleh terlalu masak karena dapat menyebabkan kegosongan
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari penelitian lapangan dan penelitian laboratorium fisika, dapat disimpulkan bahwa
semakin tinggi suhu temperatur pada saat vulkanisasi maka kekuatan tarik (Tensile
Strength) dari packing pintu rebusan semakin rendah. Sampel packing pintu rebusan
diuji dan dihitung dengan berat dan panjang yang sama dengan sampel yang dibuat
masing-masing dengan suhu temperatur vulkanisasi yang berbeda-beda.
1. Dari hasil analisis untuk suhu 1100C diperoleh nilai tensile strength sebesar
Jika temperatur vulkanisasi melebihi temperatur optimumnya, maka kekuatan tarik
barang jadi packing pintu rebusan semakin kecil sehingga barang jadi packing pintu
5.2. Saran
1. Untuk memperoleh barang jadi karet packing pintu rebusan yang bermutu baik
sesuai dengan standarisasi pabrik disarankan agar menggunakan temperatur
vulkanisasi sebesar 130 -0 140 C, sesuai dengan ketentuan PT. Industri Karet 0 Nusantara
2. Untuk mengetahui seberapa besar kekuatan tarik yang sesuai dengan standarisasi
untuk produk karet packing pintu rebusan maka disarankan melakukan pengujian
DAFTAR PUSTAKA
Cowd, M.A. 1991. Kimia Polimer. Bandung ; Penerbit ITB.
Freakly, P.K. 1995. Rubber Processing And Production Organization. New York ; Plenum Press.
Loganathan, K.S. 1998. Rubber Engineering. Indian Rubber Institute. New Delhi ; Mc. Grow-Hill Co. Ltd.
Morton, M. 1987. Rubber Technology. 3rd Edition. New York ; Reinhold Publisher.
Nazaruddin dan F.B. Paimin. 1988. Karet, Strategi Pemasaran Tahun 2000, Budaya dan Pengolahan. Jakarta ; Penebar Semangat.
Polhamus, L.G. 1962. Rubber : Botany, Production and Utilization. New York ; Interscience Publisher, Inc.
42
LAMPIRAN A. PEMROSESAN KARET MENJADI PRODUK AKHIR
Keterangan :
Objek (yang diproses)
Proses
LAMPIRAN B. GAMBAR MESIN HAND PRESS DAN NERACA INDOCAIN CB-SERIES
Mesin Hand Press
44
LAMPIRAN C. GRAFIK PENGARUH TEMPERATUR VULKANISASI TERHADAP TENSILE STRENGTH BERDASARKAN METODE BIASA
x 110 120 130 140 150
y 0,0324 0,0318 0,0311 0,0302 0,0294
2000 : 1
10 : 005 , 0
:
= =
= x y
LAMPIRAN D. GRAFIK PENGARUH TEMPERATUR VULKANISASI TERHADAP TENSILE STRENGTH BERDASARKAN TABEL REGRESI YANG BARU
x 110 120 130 140 150
y 0,0324 0,0318 0,0311 0,0302 0,0294
2000 : 1
10 : 005 , 0
:
= =
= x y