PT JAKARANA TAMA
Oleh :
JULIET RESISCA
H24052526
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
Pertumbuhan ekonomi, teknologi, dan aktivitas pembangunan di berbagai bidang yang semakin meningkat, menyebabkan perubahan dalam pola konsumsi masyarakat yang menginginkan pemenuhan kebutuhan makanan yang lebih praktis dan efisien dimana jenis makanan dan minuman instan dan siap saji menjadi alternatif pilihan yang sesuai. Mi instan merupakan salah satu produk yang memenuhi kriteria tersebut. PT Jakarana Tama adalah salah satu perusahaan yang memproduksi mi instan. Seperti sebagian besar perusahaan produsen mi instan lainnya, PT Jakarana Tama menghadapi permasalahan yang timbul akibat persaingan yang semakin meningkat karena masuknya perusahaan-perusahaan baru ke dalam industri mi tersebut. Untuk itu, perusahaan perlu memikirkan caranya untuk dapat mempertahankan bahkan meningkatkan posisi kompetitifnya dalam industri mi instan. Salah satu caranya adalah dengan menerapkan sistem pengendalian persediaan bahan baku yang optimal sehingga akan menghasilkan keuntungan terbesar dan efisiensi biaya.
Penelitian ini bertujuan untuk (1) Mengidentifikasi sistem pengendalian persediaan bahan baku mi instan yang telah dilakukan oleh PT Jakarana Tama (2) Mengetahui faktor-faktor yang mempengaruhi sistem pengendalian persediaan bahan baku mi instan di PT Jakarana Tama (3) Menetapkan model pengendalian persediaan bahan baku mi instan yang lebih efektif untuk diterapkan di PT Jakarana Tama.
Data yang digunakan dalam penelitian ini terdiri dari data primer dan data sekunder baik yang bersifat kualitatif maupun kuantitatif yang berhubungan dengan persediaan bahan baku mi instan pada tahun 2008. Data primer diperoleh melalui observasi pada proses produksi dan gudang serta wawancara langsung dengan berbagai pihak yang berkepentingan. Data sekunder diperoleh dari dokumen-dokumen dan laporan-laporan manajemen perusahaan, terutama bagian produksi dan logistik, literatur, hasil penelitian terdahulu, bahan pustaka, maupun internet.
PT JAKARANA TAMA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
pada Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
JULIET RESISCA
H24052526
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
DEPARTEMEN MANAJEMEN
MEMPELAJARI SISTEM PENGENDALIAN PERSEDIAAN BAHAN BAKU MI INSTAN DI PT JAKARANA TAMA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA EKONOMI
pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
JULIET RESISCA H24052526
Menyetujui, Agustus 2009
Ir. Pramono D. Fewidarto, MS Dosen Pembimbing
Mengetahui,
Dr. Ir. Jono M. Munandar, M.Sc. Ketua Departemen
Penulis dilahirkan di Bogor, 20 Juli 1987. Penulis merupakan anak keempat dari empat bersaudara pasangan Alm Budhy Setiady dan Yenny Yuningsih.
Penulis menyelesaikan pendidikan di TK Mardi Yuana Bogor pada tahun 1993 lalu melanjutkan pendidikan di Sekolah Dasar Mardi Yuana III Bogor. Pada tahun 1999, penulis melanjutkan pendidikan di Sekolah Menengah Pertama Negeri 1 Bogor dan melanjutkan pendidikan di Sekolah Menengah Atas Negeri 1 Bogor dan masuk dalam program IPA pada tahun 2002. Pada tahun 2005, penulis diterima di Institut Pertanian Bogor melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB) di Departemen Manajemen, Fakultas Ekonomi dan Manajemen.
Segala puji senantiasa dipanjatkan kepada Tuhan YME yang telah memberikan rahmat dan karuniaNya kepada penulis, sehingga dapat menyelesaikan skripsi ini dengan baik. Skripsi ini disusun sebagai syarat untuk memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen Institut Pertanian Bogor.
Persaingan antara produsen mi instan yang semakin meningkat mendorong setiap perusahaan yang bergerak dalam industri ini untuk meningkatkan kinerja mereka dalam semua bidang, termasuk produksi dan operasi. Salah satu caranya adalah dengan menerapkan sistem pengendalian persediaan bahan baku yang optimal. Skripsi ini berjudul “Mempelajari Sistem Pengendalian Persediaan Bahan Baku Mi Instan di PT Jakarana Tama”.
Penyusunan skripsi ini banyak dibantu oleh berbagai pihak, baik secara moril maupun materiil. Oleh karena itu, penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ir. Pramono D. Fewidarto, MS sebagai dosen pembimbing yang telah banyak meluangkan waktunya untuk memberikan bimbingan, saran, motivasi, dan pengarahan kepada penulis.
2. Farida Ratna Dewi, SE, MM dan R. Dikky Indrawan, SP, MM yang bersedia menjadi dosen penguji dan telah memberikan banyak masukan pada penulisan skripsi ini.
3. Staf dan karyawan di PT Jakarana Tama, Bogor yang telah memberikan informasi dalam skripsi ini.
4. Alm Papi, Mami, Ci Selly, Ko Sening, Ko Ferry, Ci Selvy, Ko Mul, Kenny dan Naomi, serta Christy yang telah memberikan curahan kasih sayang, dukungan, keceriaan dan doa yang tulus.
Dicky, Aji, Irvan, Feri yang telah menjadi bagian dalam kehidupan penulis dan memberikan arti persahabatan bagi penulis serta Iqbal, Irsam, Rani, Fany, dan Sandhy yang telah bersama-sama saling mendukung dan senantiasa memberikan dorongan dan motivasi selama penyelesaian skripsi ini.
8. Rekan-rekan di Departemen Manajemen angkatan 42 dan 43 yang telah membantu penyelesaian skripsi ini.
9. Kepada berbagai pihak yang banyak membantu, para penulis yang menjadi sumber inspirasi, teman lama maupun teman-teman baru yang nantinya ditemui dalam hidup.
Penulis menyadari bahwa skripsi ini masih banyak kekurangannya. Oleh karena itu, kritik dan saran konstruktif diperlukan untuk hal yang lebih baik. Akhirnya, penulis berharap semoga skripsi ini bermanfaat bagi berbagai pihak di masyarakat dan senantiasa mendatangkan perkenan dalam pandangan Tuhan YME.
Bogor, Agustus 2009
Halaman
DAFTAR LAMPIRAN ... viii
1. PENDAHULUAN... 1
2.1.1. Pengertian Persediaan ... 6
2.1.2. Jenis dan Tipe Persediaan ... 8
2.1.3. Faktor-Faktor yang Mempengaruhi Persediaan ... 9
2.1.4. Biaya-Biaya Persediaan ... 10
2.2. Kebijakan Pengendalian Persediaan Bahan Baku ... 11
2.3. Model-Model Pengendalian Persediaan Bahan Baku ... 11
2.3.1.Model Economic Order Quantity (EOQ) ... 11
2.3.2.Model-Model Deterministik ... 13
2.3.3.Model-Model Persediaan Stokastik ... 17
2.3.4.Model EOQ untuk Satu Periode ... 18
2.10. Penelitian Terdahulu ... 21
II. METODE PENELITIAN ... 23
IV. HASIL DAN PEMBAHASAN ... 29
4.1. Sejarah PT Jakarana Tama ... 29
4.1.1. Lokasi dan Tata Letak Perusahaan ... 30
4.1.2. Struktur Organisasi ... 30
4.1.3. Ketenagakerjaan ... 31
4.2. Proses Produksi ... 32
4.3. Produk ... 35
4.4. Jenis Bahan Baku Perusahaan ... 35
4.5. Faktor- Faktor yang Mempengaruhi Sistem Pengendalian Persediaan Bahan Baku ... 38
4.6. Pengadaan dan Penanganan Bahan Baku ... 39
4.6.1. Identifikasi Kebutuhan Bahan Baku ... 39
4.6.2. Prosedur Pembelian dan Penerimaan Bahan Baku ... 40
4.7. Pemakaian Bahan Baku ... 44
4.8. Waktu Tunggu Pengadaan Bahan Baku ... 47
4.9. Biaya Persediaan Bahan Baku ... 47
4.10. Pengendalian Persediaan Bahan Baku Berdasarkan Kondisi Aktual Perusahaan ... 51
4.11. Analisis pengendalian Persediaan Bahan Baku dengan Menggunakan Metode EOQ ... 55
4.12. Perbandingan Biaya Persediaan Bahan Baku ... 59
4.13. Titik Pemesanan Kembali dan Persediaan Pengaman ... 61
4.14. Jarak Waktu Antar Pesanan ... 62
KESIMPULAN DAN SARAN... 63
1. Kesimpulan... 63
2. Saran ... 63
DAFTAR PUSTAKA ... 65
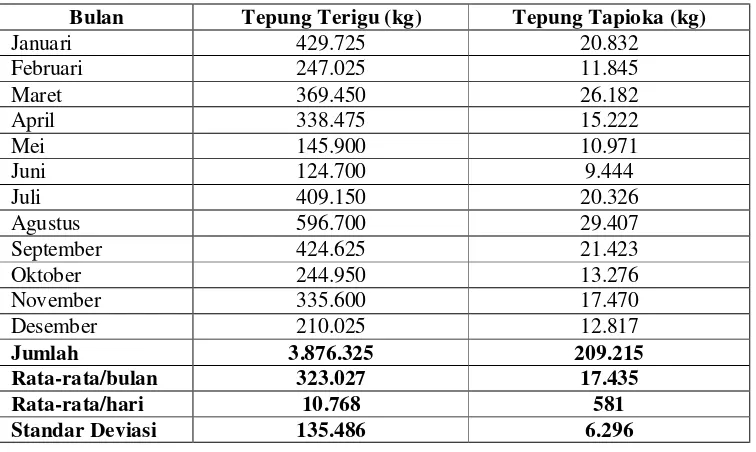
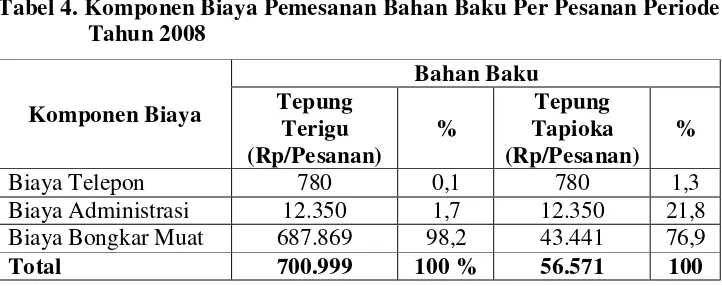
No Halaman 1. Jumlah Karyawan Departemen Noodle Berdasarkan Jabatan ... 30 2. Pemakaian Aktual Bahan Baku Tepung Tahun 2008 ... 44 3. Hasil Run Test terhadap Data Permintaan Tahun 2008 ... 45 4. Komponen Biaya Pemesanan Bahan Baku Per Pesanan
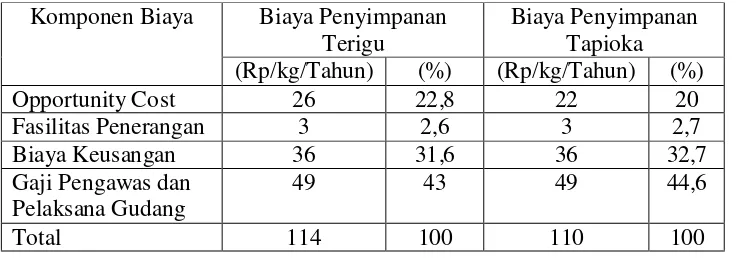
Periode Tahun 2008 ... 47 5. Komponen Biaya Penyimpanan Bahan Baku ... 49 6. Pembelian Bahan Baku Tepung Terigu dan Tepung Tapioka
Pada Tahun 2008 ... 51 7. Kuantitas Pemesanan dan Tingkat Persediaan Rata-Rata
Perusahaan ... 53 8. Total Biaya Persediaan Bahan Baku Berdasarkan
Kondisi Aktual Perusahaan Periode Tahun 2008 ... 54 9. Perhitungan Kuantitas Optimal Bahan Baku Tahun 2008... 54 10.Perhitungan Frekuensi Pemesanan Optimal Bahan Baku
Tahun 2008 ... 55 11.Total Biaya Persediaan Bahan Baku Berdasarkan Metode
EOQ tahun 2008 ... 56 12.Perbandingan Biaya Persediaan Bahan Baku antara
PT JAKARANA TAMA
Oleh :
JULIET RESISCA
H24052526
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
Pertumbuhan ekonomi, teknologi, dan aktivitas pembangunan di berbagai bidang yang semakin meningkat, menyebabkan perubahan dalam pola konsumsi masyarakat yang menginginkan pemenuhan kebutuhan makanan yang lebih praktis dan efisien dimana jenis makanan dan minuman instan dan siap saji menjadi alternatif pilihan yang sesuai. Mi instan merupakan salah satu produk yang memenuhi kriteria tersebut. PT Jakarana Tama adalah salah satu perusahaan yang memproduksi mi instan. Seperti sebagian besar perusahaan produsen mi instan lainnya, PT Jakarana Tama menghadapi permasalahan yang timbul akibat persaingan yang semakin meningkat karena masuknya perusahaan-perusahaan baru ke dalam industri mi tersebut. Untuk itu, perusahaan perlu memikirkan caranya untuk dapat mempertahankan bahkan meningkatkan posisi kompetitifnya dalam industri mi instan. Salah satu caranya adalah dengan menerapkan sistem pengendalian persediaan bahan baku yang optimal sehingga akan menghasilkan keuntungan terbesar dan efisiensi biaya.
Penelitian ini bertujuan untuk (1) Mengidentifikasi sistem pengendalian persediaan bahan baku mi instan yang telah dilakukan oleh PT Jakarana Tama (2) Mengetahui faktor-faktor yang mempengaruhi sistem pengendalian persediaan bahan baku mi instan di PT Jakarana Tama (3) Menetapkan model pengendalian persediaan bahan baku mi instan yang lebih efektif untuk diterapkan di PT Jakarana Tama.
Data yang digunakan dalam penelitian ini terdiri dari data primer dan data sekunder baik yang bersifat kualitatif maupun kuantitatif yang berhubungan dengan persediaan bahan baku mi instan pada tahun 2008. Data primer diperoleh melalui observasi pada proses produksi dan gudang serta wawancara langsung dengan berbagai pihak yang berkepentingan. Data sekunder diperoleh dari dokumen-dokumen dan laporan-laporan manajemen perusahaan, terutama bagian produksi dan logistik, literatur, hasil penelitian terdahulu, bahan pustaka, maupun internet.
PT JAKARANA TAMA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
pada Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
JULIET RESISCA
H24052526
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
DEPARTEMEN MANAJEMEN
MEMPELAJARI SISTEM PENGENDALIAN PERSEDIAAN BAHAN BAKU MI INSTAN DI PT JAKARANA TAMA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA EKONOMI
pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
JULIET RESISCA H24052526
Menyetujui, Agustus 2009
Ir. Pramono D. Fewidarto, MS Dosen Pembimbing
Mengetahui,
Dr. Ir. Jono M. Munandar, M.Sc. Ketua Departemen
Penulis dilahirkan di Bogor, 20 Juli 1987. Penulis merupakan anak keempat dari empat bersaudara pasangan Alm Budhy Setiady dan Yenny Yuningsih.
Penulis menyelesaikan pendidikan di TK Mardi Yuana Bogor pada tahun 1993 lalu melanjutkan pendidikan di Sekolah Dasar Mardi Yuana III Bogor. Pada tahun 1999, penulis melanjutkan pendidikan di Sekolah Menengah Pertama Negeri 1 Bogor dan melanjutkan pendidikan di Sekolah Menengah Atas Negeri 1 Bogor dan masuk dalam program IPA pada tahun 2002. Pada tahun 2005, penulis diterima di Institut Pertanian Bogor melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB) di Departemen Manajemen, Fakultas Ekonomi dan Manajemen.
Segala puji senantiasa dipanjatkan kepada Tuhan YME yang telah memberikan rahmat dan karuniaNya kepada penulis, sehingga dapat menyelesaikan skripsi ini dengan baik. Skripsi ini disusun sebagai syarat untuk memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen Institut Pertanian Bogor.
Persaingan antara produsen mi instan yang semakin meningkat mendorong setiap perusahaan yang bergerak dalam industri ini untuk meningkatkan kinerja mereka dalam semua bidang, termasuk produksi dan operasi. Salah satu caranya adalah dengan menerapkan sistem pengendalian persediaan bahan baku yang optimal. Skripsi ini berjudul “Mempelajari Sistem Pengendalian Persediaan Bahan Baku Mi Instan di PT Jakarana Tama”.
Penyusunan skripsi ini banyak dibantu oleh berbagai pihak, baik secara moril maupun materiil. Oleh karena itu, penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ir. Pramono D. Fewidarto, MS sebagai dosen pembimbing yang telah banyak meluangkan waktunya untuk memberikan bimbingan, saran, motivasi, dan pengarahan kepada penulis.
2. Farida Ratna Dewi, SE, MM dan R. Dikky Indrawan, SP, MM yang bersedia menjadi dosen penguji dan telah memberikan banyak masukan pada penulisan skripsi ini.
3. Staf dan karyawan di PT Jakarana Tama, Bogor yang telah memberikan informasi dalam skripsi ini.
4. Alm Papi, Mami, Ci Selly, Ko Sening, Ko Ferry, Ci Selvy, Ko Mul, Kenny dan Naomi, serta Christy yang telah memberikan curahan kasih sayang, dukungan, keceriaan dan doa yang tulus.
Dicky, Aji, Irvan, Feri yang telah menjadi bagian dalam kehidupan penulis dan memberikan arti persahabatan bagi penulis serta Iqbal, Irsam, Rani, Fany, dan Sandhy yang telah bersama-sama saling mendukung dan senantiasa memberikan dorongan dan motivasi selama penyelesaian skripsi ini.
8. Rekan-rekan di Departemen Manajemen angkatan 42 dan 43 yang telah membantu penyelesaian skripsi ini.
9. Kepada berbagai pihak yang banyak membantu, para penulis yang menjadi sumber inspirasi, teman lama maupun teman-teman baru yang nantinya ditemui dalam hidup.
Penulis menyadari bahwa skripsi ini masih banyak kekurangannya. Oleh karena itu, kritik dan saran konstruktif diperlukan untuk hal yang lebih baik. Akhirnya, penulis berharap semoga skripsi ini bermanfaat bagi berbagai pihak di masyarakat dan senantiasa mendatangkan perkenan dalam pandangan Tuhan YME.
Bogor, Agustus 2009
Halaman
DAFTAR LAMPIRAN ... viii
1. PENDAHULUAN... 1
2.1.1. Pengertian Persediaan ... 6
2.1.2. Jenis dan Tipe Persediaan ... 8
2.1.3. Faktor-Faktor yang Mempengaruhi Persediaan ... 9
2.1.4. Biaya-Biaya Persediaan ... 10
2.2. Kebijakan Pengendalian Persediaan Bahan Baku ... 11
2.3. Model-Model Pengendalian Persediaan Bahan Baku ... 11
2.3.1.Model Economic Order Quantity (EOQ) ... 11
2.3.2.Model-Model Deterministik ... 13
2.3.3.Model-Model Persediaan Stokastik ... 17
2.3.4.Model EOQ untuk Satu Periode ... 18
2.10. Penelitian Terdahulu ... 21
II. METODE PENELITIAN ... 23
IV. HASIL DAN PEMBAHASAN ... 29
4.1. Sejarah PT Jakarana Tama ... 29
4.1.1. Lokasi dan Tata Letak Perusahaan ... 30
4.1.2. Struktur Organisasi ... 30
4.1.3. Ketenagakerjaan ... 31
4.2. Proses Produksi ... 32
4.3. Produk ... 35
4.4. Jenis Bahan Baku Perusahaan ... 35
4.5. Faktor- Faktor yang Mempengaruhi Sistem Pengendalian Persediaan Bahan Baku ... 38
4.6. Pengadaan dan Penanganan Bahan Baku ... 39
4.6.1. Identifikasi Kebutuhan Bahan Baku ... 39
4.6.2. Prosedur Pembelian dan Penerimaan Bahan Baku ... 40
4.7. Pemakaian Bahan Baku ... 44
4.8. Waktu Tunggu Pengadaan Bahan Baku ... 47
4.9. Biaya Persediaan Bahan Baku ... 47
4.10. Pengendalian Persediaan Bahan Baku Berdasarkan Kondisi Aktual Perusahaan ... 51
4.11. Analisis pengendalian Persediaan Bahan Baku dengan Menggunakan Metode EOQ ... 55
4.12. Perbandingan Biaya Persediaan Bahan Baku ... 59
4.13. Titik Pemesanan Kembali dan Persediaan Pengaman ... 61
4.14. Jarak Waktu Antar Pesanan ... 62
KESIMPULAN DAN SARAN... 63
1. Kesimpulan... 63
2. Saran ... 63
DAFTAR PUSTAKA ... 65
No Halaman 1. Jumlah Karyawan Departemen Noodle Berdasarkan Jabatan ... 30 2. Pemakaian Aktual Bahan Baku Tepung Tahun 2008 ... 44 3. Hasil Run Test terhadap Data Permintaan Tahun 2008 ... 45 4. Komponen Biaya Pemesanan Bahan Baku Per Pesanan
Periode Tahun 2008 ... 47 5. Komponen Biaya Penyimpanan Bahan Baku ... 49 6. Pembelian Bahan Baku Tepung Terigu dan Tepung Tapioka
Pada Tahun 2008 ... 51 7. Kuantitas Pemesanan dan Tingkat Persediaan Rata-Rata
Perusahaan ... 53 8. Total Biaya Persediaan Bahan Baku Berdasarkan
Kondisi Aktual Perusahaan Periode Tahun 2008 ... 54 9. Perhitungan Kuantitas Optimal Bahan Baku Tahun 2008... 54 10.Perhitungan Frekuensi Pemesanan Optimal Bahan Baku
Tahun 2008 ... 55 11.Total Biaya Persediaan Bahan Baku Berdasarkan Metode
EOQ tahun 2008 ... 56 12.Perbandingan Biaya Persediaan Bahan Baku antara
No Halaman
1. Hubungan Antara Kedua Jenis Biaya Persediaan ... 13
2. Model Economic Production Quantity ... 16
3. Kerangka Pemikiran Konseptual... 25
4. Tahapan Proses Penelitian ... 26
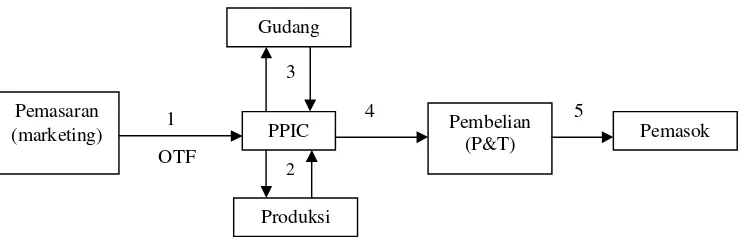
5. Prosedur Pembelian Bahan Baku ... 40
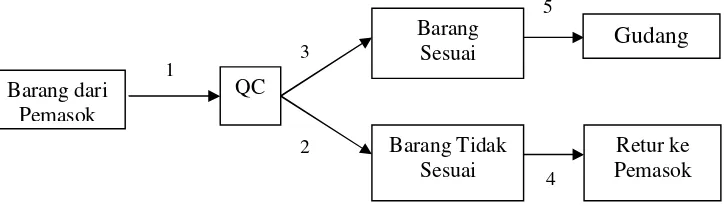
6. Prosedur Penerimaan Bahan Baku ... 41
No Halaman 1. Tabel Pengumpulan Data ... 68 2. Denah Lokasi PT Jakarana Tama Ciawi ... 70 3. Struktur Organisasi PT Jakarana Tama Ciawi ... 71 4. Diagram Alir Proses Pembuatan Mi Instan... 72 5. Merek Mi Instan Produksi PT Jakarana Tama... 73 6. Data Pemakaian Bahan Baku Mi Instan Tahun 2006
dan 2007 PT Jakarana Tama ... 74 7. Data Run Test Permintaan Tahun 2008 ... 75 8. Perhitungan Data Run Test ... 76 9. Perhitungan Biaya Pemesanan per Pesanan Bahan
Baku Tahun 2008 ... 78 10. Perhitungan Biaya Penyimpanan Bahan Baku Tahun 2008 ... 79 11. Perhitungan Total Biaya Persediaan Berdasarkan
Kondisi Aktual Perusahaan Tahun 2008 ... 82 12. Perhitungan Total Biaya Persediaan Perusahaan
I.
PENDAHULUAN
1.1. Latar Belakang
Pertumbuhan ekonomi, teknologi, dan aktivitas pembangunan di berbagai bidang yang semakin meningkat, menyebabkan perubahan dalam pola konsumsi masyarakat yang menginginkan pemenuhan kebutuhan makanan yang lebih praktis dan efisien dimana jenis makanan dan minuman instan dan siap saji menjadi alternatif pilihan yang sesuai. Karakteristik demikian terdapat pada produk makanan seperti mi instan, bubur instan, dan kopi instan. Mi instan adalah produk pangan yang populer di kalangan masyarakat Indonesia. Mi instan bermetamorfosis dari sebuah produk lauk pauk menjadi produk pangan pengganti makanan pokok atau nasi yang paling praktis dan mudah diterima oleh selera masyarakat Indonesia. Oleh karena itu, permintaan akan produk mi instan terus meningkat.
Permintaan produk mi instan di Indonesia terus meningkat dari tahun ke tahun. Dalam periode lima tahun, dari tahun 1998 sampai 2002, konsumsi produk mi instan meningkat dari 462.900 ton pada tahun 1998 menjadi 783,8 juta ton pada tahun 2002 atau 31 bungkus konsumsi per kapita pada tahun 1998 menjadi 49 bungkus pada tahun 2002 (www.goliath.com). Pasar mi instan juga membumbung dengan tinggi dari tahun ke tahun. Hingga tahun 2007, perputaran bisnis mi instan diperkirakan mencapai 11 trilyun rupiah dan terus menerus meningkat (www.swa.com). Data tersebut menarik banyak perusahaan untuk memasuki industri mi instan ini.
Selera Rakyat (Group Orang Tua); ABC (PT ABC President); Gaga 100 (PT Jakarana Tama); dan sebagainya.
PT Jakarana Tama merupakan salah satu perusahaan yang memproduksi mi instan. Selain produk mi instan, PT Jakarana Tama juga memproduksi beberapa produk olahan, seperti bumbu nasi goreng, saus, kecap, dan produk ikan dalam kaleng. Produk mi instan yang diproduksi oleh PT Jakarana Tama tidak hanya dikonsumsi oleh konsumen dalam negeri tetapi juga diekspor ke luar negeri untuk dapat dikonsumsi oleh konsumen di Malaysia, Nigeria, Madagaskar, dan Mesir. Sampai saat ini, PT Jakarana Tama memproduksi mi instan dengan enam macam merek dagang untuk pasar dalam negeri dan 15 macam merek dagang untuk pasar ekspor.
PT Jakarana Tama mulai memasuki industri mi instan pada tahun 1993. Perusahaan mulai melakukan kegiatan produksi di pabrik yang berlokasi di Ciawi, Bogor dan meluncurkan produk mi instan pertamanya dengan merek Michiyo. Semakin banyaknya perusahaan yang masuk ke dalam industri, mengakibatkan semakin ketatnya persaingan dalam industri. Semakin ketatnya persaingan memaksa setiap perusahaan, termasuk PT Jakarana Tama untuk mempertahankan dan meningkatkan posisi kompetitifnya.
Fungsi produksi dan operasi memegang peranan yang sangat penting dalam kelangsungan hidup perusahaan. Hal ini disebabkan karena hampir 50-60 persen kegiatan perusahaan merupakan aktivitas produksi dan operasi (Render dan Heizer, 2005). Oleh karena itu, perusahaan harus memperhatikan berbagai hal yang akan membantu kelancaran proses produksi sehingga dapat mencapai tujuannya.
Salah satu hal yang menentukan kelancaran proses produksi adalah tahap pengelolaan persediaan. Persediaan merupakan salah satu aset termahal bagi banyak perusahaan dan berjumlah sekitar 50 persen dari total modal yang ditanamkan (Render dan Heizer, 2005). Oleh karena itu, manajemen persediaan merupakan hal yang mendasar dalam menentukan jalannya perusahaan dan dalam menetapkan keunggulan kompetitif jangka panjang. Perusahaan-perusahaan produk pangan khususnya sangat memerlukan manajemen persediaan bahan baku yang baik. Hal tersebut disebabkan karena sebagian besar bahan baku yang digunakan adalah bahan baku yang mudah rusak dan memiliki harga yang berfluktuatif di pasaran serta memiliki beberapa klasifikasi yang berbeda.
Beberapa alasan yang telah dikemukakan sebelumnya mengharuskan produsen mi instan untuk memiliki manajemen persediaan bahan baku yang tepat, yaitu manajemen persediaan bahan baku yang efektif dan efisien bagi perusahaan sehingga menghasilkan keuntungan yang maksimal. Oleh karena itu, menentukan model pengendalian persediaan bahan baku yang tepat merupakan hal yang sangat penting dan krusial bagi kelangsungan hidup perusahaan-perusahaan yang bergerak di bidang pangan.
layanan pelanggan. Perusahaan tidak akan pernah dapat mencapai strategi biaya rendah tanpa manajemen persediaan yang baik.
Beberapa kerugian yang timbul apabila jumlah bahan baku yang tersedia terlalu besar adalah biaya penyimpanan atau pergudangan persediaan bahan baku tinggi, sehingga dapat mengurangi dana investasi di bidang lainnya. Selain itu, bila bahan baku memiliki risiko kerusakan yang tinggi, maka semakin besar jumlah kerusakan yang terjadi, perusahaan pun harus menanggung kerugian yang lebih besar. Hal lainnya adalah apabila terjadi penurunan harga barang yang diproduksi perusahaan, maka jumlah persediaan yang besar akan sangat merugikan perusahaan.
Beberapa kerugian yang terjadi apabila perusahaan mempunyai persediaan bahan baku yang terlalu sedikit adalah sering terjadinya kekurangan bahan baku dalam proses produksi. Hal ini akan mengakibatkan tidak lancarnya proses produksi, sehingga kualitas dan kuantitas produk akhir perusahaan tidak akan stabil. Persediaan bahan baku yang terlalu kecil akan menyebabkan frekuensi pembelian bahan baku perusahaan tinggi. Terlalu seringnya perusahaan dalam melakukan pembelian bahan baku akan meningkatkan biaya pembelian.
1.2. Perumusan Masalah
Berkaitan dengan bahan baku pada PT Jakarana Tama, maka dalam penelitian ini masalah yang akan diteliti adalah sebagai berikut:
1. Bagaimana sistem pengendalian persediaan bahan baku mi instan yang telah dilakukan oleh PT Jakarana Tama?
2. Apa saja faktor-faktor yang mempengaruhi sistem pengendalian persediaan bahan baku mi instan di PT Jakarana Tama?
3. Apa model pengendalian persediaan bahan baku mi instan yang lebih efektif untuk diterapkan di PT Jakarana Tama?
1.3. Tujuan Penelitian
Tujuan diadakan penelitian adalah :
1. Mengidentifikasi sistem pengendalian persediaan bahan baku mi instan yang telah dilakukan oleh PT Jakarana Tama.
2. Mengetahui faktor-faktor yang mempengaruhi sistem pengendalian persediaan bahan baku mi instan di PT Jakarana Tama.
3. Menetapkan model pengendalian persediaan bahan baku mi instan yang lebih efektif untuk diterapkan di PT Jakarana Tama.
1.4. Manfaat Penelitian
Manfaat penelitian yang dapat diperoleh adalah sebagai berikut:
1. Penelitian ini diharapkan dapat memberi masukan dan sumber pemikiran baru di bidang produksi perusahaan, yaitu dapat menetapkan kebijakan persediaan bahan baku yang optimal.
2. Penelitian ini diharapkan dapat menjadi referensi bagi peneliti selanjutnya. 1.5. Ruang Lingkup
terigu dan tepung tapioka yang merupakan bahan baku utama dalam pembuatan mi instan.
Data yang akan digunakan adalah data yang menyangkut produk mi instan yang diproduksi perusahaan dalam kurun waktu yang telah ditentukan, yaitu pada tahun 2008. Penelitian menggunakan data primer dan sekunder. Metode yang digunakan dalam mengumpulkan data primer adalah melalui wawancara dan observasi langsung sedangkan data sekunder melalui penelusuran dokumen terkait yang telah dikumpulkan oleh perusahaan.
II. TINJAUAN PUSTAKA
2.1. Persediaan
2.1.1.Pengertian Persediaan
Kusuma (2004) mendefinisikan persediaan sebagai barang yang disimpan atau digunakan atau dijual pada periode mendatang, dapat berupa bahan baku yang disimpan untuk diproses, komponen yang diproses, barang dalam proses pada produk manufaktur, dan barang jadi yang disimpan untuk dijual. Persediaan merupakan material yang ditempatkan di sepanjang jaringan proses produksi dan jalur distribusi (Render dan Heizer, 2005).
Menurut Rangkuti (2004), terdapat tiga fungsi persediaan, yaitu : 1. Fungsi Decoupling
Fungsi decoupling persediaan adalah fungsi persediaan yang memungkinkan perusahaan dapat memenuhi permintaan pelanggan tanpa tergantung kepada pemasok. Persediaan bahan mentah diadakan agar perusahaan tidak akan sepenuhnya tergantung pada pengadaan dalam hal kuantitas dan waktu pengiriman. Persediaan barang dalam proses dilakukan agar departemen-departemen dan proses-proses individual perusahaan terjaga kebebasannya. Persediaan barang jadi diperlukan untuk memenuhi permintaan produk yang tidak pasti dari para pelanggan.
2. Fungsi Economic Lot Sizing
Fungsi Economic Lot Sizing adalah fungsi persediaan yang perlu mempertimbangkan penghematan atau potongan pembelian, biaya pengangkutan per unit menjadi lebih murah dan sebagainya.
3. Fungsi Antisipasi
inventories. Selain itu, perusahaan juga sering menghadapi ketidakpastian jangka waktu pengiriman dan permintaan barang-barang selama periode tertentu. Dalam hal ini, perusahaan memerlukan persediaan ekstra yang disebut persediaan pengaman atau safety stock.
Berdasarkan jenisnya, persediaan dapat dibedakan atas (Handoko, 2000): 1. Persediaan bahan mentah atau raw material, yaitu persediaan barang-barang
berwujud, seperti baja, kayu, dan komponen-komponen lainnya yang digunakan dalam proses produksi. Bahan mentah dapat diperoleh dari sumber-sumber alam atau dibeli dari para pemasok atau dibuat sendiri oleh perusahaan untuk digunakan dalam proses produksi selanjutnya.
2. Persediaan komponen-komponen rakitan atau purchased part, yaitu persediaan barang-barang yang terdiri dari koponen-komponen yang diperoleh dari perusahaan lain, dimana secara langsung dapat dirakit menjadi suatu produk.
3. Persediaan bahan penolong atau supplies, yaitu persediaan barang-barang yang diperlukan dalam proses produksi, tetapi tidak merupakan bagian atau komponen barang jadi.
4. Persediaan barang dalam proses atau work in process, yaitu persediaan barang-barang yang merupakan keluaran dari tiap-tiap bagian dalam proses produksi atau yang telah diolah menjadi suatu bentuk, tetapi masih perlu diproses lebih lanjut menjadi barang jadi.
5. Persediaan barang jadi atau finished goods, yaitu persediaan barang-barang yang telah selesai diproses atau diolah dalam pabrik dan siap untuk dijual atau dikirim kepada pelanggan.
2.1.2.Jenis dan Tipe Persediaan
Berdasarkan sifat permintaan, persediaan dapat dibedakan atas (Sumayang, 2003):
2. Dependent demand (permintaan terikat) atas persediaan, yaitu persediaan untuk jenis-jenis produk atau bahan baku yang permintaan atau penggunaannya bergantung kepada produk atau bahan baku lain. Biasanya digunakan untuk jenis-jenis persediaan komponen dan barang dalam proses untuk menghasilkan produk akhir.
2.1.3.Faktor-Faktor yang Mempengaruhi Persediaan
Menurut Yamit (2003), terdapat empat faktor yang mempengaruhi persediaan, diantaranya :
1. Faktor waktu
Faktor yang menyangkut lamanya proses produksi dan distribusi sebelum barang jadi sampai kepada konsumen. Waktu diperlukan untuk membuat jadwal produksi, memotong bahan baku, pengiriman bahan baku, pengawasan bahan baku, produksi dan pengiriman barang jadi ke pedagang besar atau konsumen.
2. Faktor ketidakpastian waktu datang dari pemasok
Faktor ini menyebabkan perusahaan memerlukan persediaan, agar tidak menghambat proses produksi maupun keterlambatan pengiriman kepada konsumen. Ketidakpastian ini dapat diredam dengan mengadakan persediaan.
3. Faktor ketidakpastian penggunaan dari dalam perusahaan
Faktor ini disebabkan oleh kesalahan dalam peramalan permintaan, kerusakan mesin, keterlambatan operasi, bahan cacat dan berbagai kondisi lainnya.
4. Faktor ekonomis
2.1.4.Biaya-biaya Persediaan
Biaya-biaya persediaan merupakan salah satu faktor yang mempengaruhi pelaksanaan persediaan dalam suatu perusahaan (Ahyari, 1999). Oleh karena itu, dalam mengambil keputusan sehubungan dengan persediaan, misalnya keputusan penentuan besarnya jumlah persediaan, biaya-biaya persediaan perlu dipertimbangkan. Biaya-biaya tersebut adalah:
1. Biaya penyimpanan atau holding cost
Biaya penyimpanan atau holding cost adalah biaya-biaya yang bervariasi secara langsung dengan kuantitas persediaan. Biaya penyimpanan per periode akan semakin besar apabila kuantitas bahan yang dipesan semakin banyak atau rataan persediaan semakin tinggi. Biaya-biaya yang termasuk sebagai biaya penyimpanan adalah biaya fasilitas-fasilitas penyimpanan, biaya modal atau opportunity cost of capital, biaya keusangan, biaya perhitungan listrik, biaya asuransi persediaan, biaya pajak persediaan, biaya pencurian, pengerusakan, atau perampokan, biaya penanganan persediaan dan sebagainya.
2. Biaya pemesananan atau ordering cost
Pada umumnya, biaya pemesanan (di luar biaya bahan dan potongan kuantitas) tidak naik, apabila kuantitas pesanan bertambah besar. Biaya-biaya pesanan meliputi pemrosesan pesanan dan Biaya-biaya ekspedisi, upah, biaya telepon, pengeluaran surat menyurat, biaya pengepakan dan penimbangan, biaya pemeriksaan atau inspeksi penerimaan, biaya pengiriman ke gudang, biaya utang lancar dan sebagainya.
3. Biaya penyiapan atau set-up cost
4. Biaya kehabisan atau kekurangan bahan atau shortage cost
Biaya kehabisan atau kekurangan bahan atau shortage cost adalah biaya yang timbul apabila persediaan tidak mencukupi permintaan. Biaya-biaya yang termasuk biaya kekurangan bahan adalah kehilangan penjualan, kehilangan pelanggan, biaya pemesanan khusus, biaya ekspedisi, kehilangan keuntungan, terganggunya operasi, tambahan pengeluaran kegiatan manajerial dan sebagainya.
2.2. Kebijakan Pengendalian Persediaan Bahan Baku
Menurut Assauri (2000), pengendalian persediaan adalah suatu kegiatan untuk menentukan tingkat dan komposisi dari persediaan parts, bahan baku dan barang hasil atau produk, sehingga perusahaan dapat melindungi kelancaran produksi dan penjualan serta kebutuhan-kebutuhan pembelanjaan perusahaan dengan efektif dan efisien. Kebijakan pengendalian persediaan bahan baku meliputi penentuan jumlah pemesanan ekonomis, lead time, safety stock, dan reorder point.
2.3. Model-Model Pengendalian Persediaan Bahan Baku 2.3.1.Model Economic Order Quantity (EOQ)
Model Economic Order Quantity atau Economic Lot Size (ELS) adalah salah satu teknik pengendalian persediaan yang paling tua dan yang paling dikenal secara luas. Model ini dapat digunakan baik untuk barang-barang yang dibeli maupun yang diproduksi sendiri. Model EOQ adalah nama yang digunakan untuk barang-barang yang dibeli, sedangkan ELS digunakan untuk barang-barang yang diproduksi sendiri.
Teknik ini relatif mudah untuk digunakan tetapi didasarkan pada beberapa asumsi, yaitu:
1. Permintaan diketahui, tetap, dan bebas.
2. Lead time- yaitu waktu antara pemesanan dan penerimaan pesanan-diketahui dan konstan.
3. Penerimaan persediaan bersifat seketika dan lengkap.
4. Diskon (potongan harga) karena kuantitas tidak memungkinkan.
5. Biaya variabel yang ada hanyalah biaya pengaturan atau pemesanan (biaya set up) dan biaya menahan atau menyimpan persediaan dari waktu ke waktu (biaya penyimpanan atau penggudangan).
6. Kosongnya persediaan (kekurangan) dapat dihindari sepenuhnya jika pemesanan dilakukan pada waktu yang tepat.
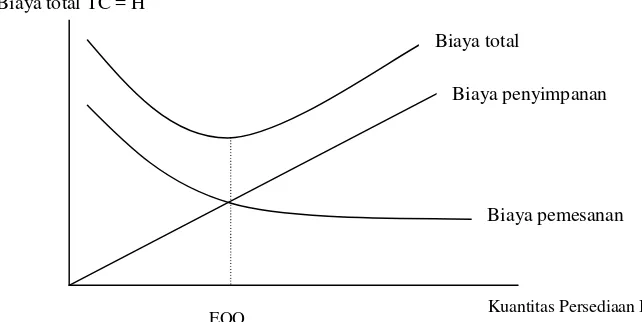
Biaya-biaya penyimpanan, kekurangan bahan dan pemesanan harus diupayakan seminimum mungkin untuk dapat mencapai jumlah pemesanan yang ekonomis. Model EOQ digunakan untuk menentukan kuantitas pesanan persediaan yang meminimumkan biaya penyimpanan persediaan (holding atau carrying cost) dan biaya pemesanan persediaan (ordering atau set up cost) (Handoko, 1997).
Rumusan EOQ yang digunakan adalah :
EOQ = H SD 2
... (1) Dimana :
Gambar 1. Hubungan Antara Kedua Jenis Biaya Persediaan (Handoko, 1992)
2.3.2.Model-Model Deterministik
Model-model deterministik digunakan dalam situasi persediaan dengan asumsi sebagai berikut:
1. Pola tingkat penggunaan bahan baku adalah konstan, sehingga pengurangan bahan baku selalu sama dari waktu ke waktu dan dapat diperhitungkan sebelumnya.
2. Tingkat harga bahan baku per unit selama satu periode adalah konstan dan bahan baku terdapat cukup banyak di pasar bebas.
3. Lead time konstan.
4. Biaya per pesanan dan biaya penyimpanan selama satu periode adalah konstan.
5. Bahan baku tergolong kelas B (kualitas nomor dua) bagi perusahaan. Beberapa model deterministik yang sering digunakan adalah : 1. Model Simple Lot Size
Model Simple Lot Size merupakan model yang dapat digunakan untuk dapat menentukan EOQ perusahaan, tingkat persediaan dimana ROP harus diadakan kembali, frekuensi pemesanan, dan interval waktu pemesanan.
Biaya total
Biaya penyimpanan
Biaya pemesanan
Kuantitas Persediaan Bahan Baku EOQ
EOP =
EOP = Tingkat Persediaan Saat ROP Harus Diadakan Kembali 2. Model Sensitivitas
Analisis sensitivitas sangat penting dilakukan manajer operasional, karena hasil analisis dapat memberikan petunjuk adanya kesalahan (error) ukuran, baik dalam perhitungan biaya maupun dalam kuantitas persediaan.
Perbandingan Q terhadap EOQ:
Keterangan: EOQ = Jumlah Pesanan Paling Ekonomis
Q = Jumlah Pesanan yang dilakukan oleh Perusahaan Setiap Kali Pesan
Hasil perbandingan akan menunjukkan perbedaan (marjinal) antara jumlah pesanan yang dilakukan oleh perusahaan dan jumlah pesanan paling ekonomis sehingga dapat diketahui apakah terjadi kesalahan (error) ukuran, baik dalam biaya maupun dalam hal kuantitas persediaan. Hasil perbandingan tersebut juga dapat menunjukkan sejauh mana penentuan jumlah kuantitas pesanan yang dilakukan oleh perusahaan setiap kali pesan mempengaruhi total biaya persediaannya.
3. Model Angsuran (Gradual Replacement Model)
mutu produk olahan baik, tidak mungkin persediaannya disimpan lama. Jenis bahan baku seperti demikian yang dapat menggunakan model angsuran ini.
)
Keterangan: D = Penggunaan/Permintaan Per Periode Waktu S = Biaya Pemesanan
I = Harga Persediaan C = Biaya Penyimpanan Y/X = Tingkat Penggunaan 4. Model Economic Production Quantity (EPQ)
Berbeda dengan Model Angsuran yang digunakan untuk bahan baku yang sifatnya cepat rusak, model ini biasanya digunakan untuk menghitung jumlah produksi yang optimal dan ekonomis bagi perusahaan yang memproduksi bahan baku sendiri. Jika item diproduksi sendiri, umumnya pesanan tidak dapat datang sekaligus karena keterbatasan tingkat produksi. Persediaan akan tiba secara bertahap dan juga dikurangi secara bertahap untuk memenuhi kebutuhan. Sehingga, agar tidak terjadi stockout kecepatan produksi (P) harus lebih tinggi dari kecepatan pemakaian (Y).
Terdapat beberapa asumsi yang perlu dipenuhi untuk dapat menerapkan model ini, yaitu:
a. Barang yang diproduksi mempunyai tingkat produksi yang lebih besar dari tingkat permintaan.
b. Selama produksi dilakukan, tingkat pemenuhan persediaan adalah sama dengan tingkat produksi dikurangi tingkat permintaan.
)
Keterangan: D = Penggunaan/Permintaan Per Periode Waktu S = Biaya Pemesanan
Y = Kecepatan Pemakaian P = Kecepatan Produksi
Gambar 2. Model Economic Production Quantity (Baroto, 2002)
5. Model Potongan Kuantitas (Quantity Discounted Model)
Sering terjadi leveransir atau pemasok memberikan potongan harga atas dasar perhitungan jumlah pembelian bahan. Potongan harga ini dapat dihitung berdasarkan harga bahan atau biaya per pesanan atas jumlah pembelian dalam batasan tertentu.
Prosedur penentuan kuantitas pembelian yang ekonomis dengan model tersebut adalah sebagai berikut:
b. Ditentukan apakah EOQ yang dihitung tersebut fleksibel, apakah besaran EOQ dalam batasan yang ditawarkan. Jika demikian, hitung dahulu biaya total untuk setiap kuantitas, pilih biaya total terendah dari setiap tingkat harga.
c. Dihitung pembelian dengan harga tertinggi untuk setiap batasan jumlah. Pilih satu alternatif batas jumlah tertinggi yang mempunyai biaya total terendah.
2.3.3.Model-model Persediaan Stokastik
Pada umumnya, parameter-parameter yang digunakan pada model-model yang diuraikan sebelumnya dianggap telah diketahui dengan pasti (model-model deterministik). Dalam kenyataannya, yang sering terjadi adalah parameter-parameter tersebut merupakan nilai-nilai yang tidak pasti, satu atau lebih parameter-parameter berikut ini dapat merupakan variabel-variabel acak: 1. Permintaan tahunan (D)
2. Permintaan harian (d) 3. Lead time (L)
4. Biaya penyimpanan (H) 5. Biaya pemesanan (S)
6. Biaya kehabisan persediaan atau shortage (stock out) cost (B) 7. Harga (C)
Model-model EOQ sebelumnya dapat tidak peka terhadap perubahan-perubahan D, H, S, atau B. Suatu model persediaan stokastik (probabilistik) atau simulasi merupakan metode yang valid dalam penentuan EOQ.
2.3.4.Model EOQ untuk Satu Periode
Penggunaan model ini untuk menemukan jumlah pembelian yang ekonomis bahan baku yang cepat sekali rusak atau sifatnya cepat berubah, dan hanya digunakan sebagai pedoman jangka pendek (satu periode), tetapi memerlukan observasi jangka panjang. Untuk mendapatkan EOQ tersebut digunakan rumus:
EOQ = Dmin + CF (Dmax – Dmin) ... (6) Dimana: Dmin = Kebutuhan minimal
Dmax = Kebutuhan maksimal
CF = Tingkat kritis (critical factor) Untuk mencari CF digunakan rumus:
Co Dimana : Cu = Selisih nilai yang dikeluarkan terhadap nilai yang dihasilkan.
Co = Nilai yang dikeluarkan
2.4. Lead Time
Lead time menurut Assauri (2000) adalah lamanya waktu antara mulai dilakukannya pemesanan bahan-bahan sampai dengan kedatangan bahan-bahan yang dipesan tersebut dan diterima di gudang persediaan. Dalam sistem pembelian, merupakan waktu antara penempatan sebuah pesanan dan penerimaannya. Dalam sistem produksi, adalah masa penantian, pergerakan, antrian, set up, dan waktu produksi untuk setiap komponen yang diproduksi (Render dan Heizer, 2005).
2.5. Safety Stock
pengaman dapat mengurangi kerugian akibat kekurangan bahan, tetapi dapat menambah biaya penyimpanan bahan (Assauri, 2000).
2.6. Reorder Point (ROP)
Reorder point (ROP) atau titik pemesanan kembali adalah suatu titik atau batas dari jumlah persediaan yang ada pada suatu saat dimana pemesanan harus diadakan kembali. Menurut Render dan Heizer (2005), titik pemesanan kembali adalah tingkat (titik) persediaan dimana perlu diambil tindakan untuk mengisi kekurangan persediaan pada barang tersebut.
Umumnya, model ROP ditentukan oleh sifat pemakaian, yaitu : 1. ROP dengan tingkat pemakaian bahan baku tetap
Dalam model ini, besarnya pemakaian tetap sehingga tidak ada penambahan persediaan. Rumusnya adalah:
ROP = d × L ... (8) Keterangan: ROP = Reorder point (unit)
d = Pemakaian bahan baku per hari (unit/hari)
Pemakaian bahan baku tahunan/jumlah hari kerja tahun L = Lead time untuk pemesanan baru (hari)
2. ROP dengan tingkat pemakaian bahan baku tidak tetap
Dalam model ini, besarnya pemakaian tidak tetap. Besarnya ROP pada model ini merupakan penjumlahan antara besarnya permintaan yang diharapkan selama masa tenggang dan persediaan tambahan atau disebut dengan safety stock. Maka rumusnya menjadi:
ROP = (d × L) + SS ... (9) Keterangan:
ROP = Reorder point (unit)
d = Pemakaian bahan baku per hari (unit/hari), pemakaian bahan baku tahunan: jumlah hari kerja tahun
2.7. Jarak Waktu Antar Pesan
Jarak waktu antar pesan adalah selisih waktu saat pemesanan yang satu dilakukan dengan pemesanan berikutnya (Baroto, 2002). Jarak waktu antar pesanan dapat dihitung dengan rumus:
T = WQ’/D ... (10) Keterangan: T = Jarak Waktu Antar Pesanan
W = Jumlah Hari Kerja dalam Setahun Q’ = Jumlah Pesanan Ekonomis
D = Jumlah Permintaan dalam Setahun 2.8. Uji Homogenitas
Uji homogenitas adalah uji yang dilakukan untuk menentukan apakah sampel berasal dari varians yang homogen. Uji ini diperlukan dalam menentukan apakah suatu data bersifat fluktuatif (acak/random/heterogen) atau tidak. Hal ini khususnya penting untuk dapat menentukan model persediaan yang tepat bagi perusahaan. Tes yang terbaik dalam menguji homogenitas dari data permintaan adalah tes nonparametrik. Dalam statistik nonparametrik, kesimpulan dapat ditarik tanpa memperhatikan bentuk distribusi populasi. Salah satu metode yang sering digunakan untuk menguji homogenitas adalah Run Test. Run Test merupakan uji deret untuk melihat keacakan. Tujuan dari uji deret (Run Test) adalah untuk menentukan apakah dalam suatu data terdapat pola tertentu atau apakah data tersebut merupakan sample yang acak (Suliyanto, 2000).
Langkah-langkah dalam Run Test adalah : 1. Meruntunkan data
2. Berikan tanda positif (+) pada data yang meningkat dan tanda negatif (-) pada data yang menurun.
3. Hitung jumlah runtun yang berubah tanda.
4. Hitung E (NR), deviasi standar, dan nilai Z hitung.
2.9. Mi Instan
Mi secara umum adalah sejenis produk makanan yang bahan baku utamanya dari tepung terigu, tepung beras, dan lainnya yang direbus dalam air panas untuk kemudian disajikan sesuai selera. Mi dapat dibedakan menjadi mi kering, mi basah, mi telur, dan mi instan. Mi instan dicirikan dengan adanya bumbu dalam setiap kemasan sehingga siap untuk dikonsumsi (Corinthian Infopharma Corpora/CIC, 2001).
Standar Nasional Indonesia (SNI) No. 01-3551-1996 mendefinisikan mi instan sebagai produk makanan kering yang dibuat dari tepung terigu dengan penambahan bahan makanan lain dan bahan tambahan makanan yang diizinkan, berbentuk khas mi, dan siap dihidangkan setelah dimasak atau diseduh dengan air mendidih, paling lama empat menit.
2.10. Penelitian Terdahulu
Analisis dan penelitian mengenai pengendalian bahan baku telah banyak dilakukan sebelumnya. Berbagai model yang bervariasi telah dilakukan pada masing-masing studi kasus. Hal ini bertujuan untuk menganalisis dan meningkatkan optimalitas persediaan bahan baku sehingga mencapai efisiensi persediaan.
Mariani Wulan Sari melakukan penelitian dengan judul Analisis Biaya Persediaan Bahan Baku Ayam di Restoran Hartz Chicken Buffet (HCB) Bogor. Hasil penelitian menunjukkan bahwa sistem pengadaan dan pengendalian persediaan semua jenis bahan baku yang diterapkan oleh HCB belum menerapkan metode pengendalian persediaan yang baik. Penggunaan semua jenis bahan baku pada perusahaan ini tidak didasarkan atas rencana kebutuhan bahan, sehingga pemesanan bahan baku seringkali tidak sesuai dengan kebutuhan. Dengan menerapkan metode EOQ, perusahaan dapat menghasilkan penghematan biaya persediaan sebesar Rp 1.531.946,8.
menunjukkan bahwa perusahaan dapat mencapai tingkat efisiensi yang lebih tinggi jika menggunakan metode EOQ, dibandingkan dengan metode yang saat ini sudah diterapkan oleh perusahaan. EOQ memungkinkan perusahaan mengurangi biaya persediaannya menjadi 0,90 persen lebih rendah bagi bahan lokal dan 16,44 persen bagi bahan baku impor. EOQ juga menganjurkan perusahaan untuk melakukan pemesanan hanya sebanyak sekitar separuh dari yang selama ini dilakukan oleh perusahaan. Ini berarti perusahaan dapat mengurangi biaya pemesanannya sampai 50 persen.
Rahmasari (2005) melakukan penelitian dengan judul Perencanaan Pengendalian Persediaan Bahan Baku Kimia di PT Dankos Laboratories, Tbk, Jakarta Timur. Bahan baku yang diteliti adalah Potassium L Asparte, Vitamin B1, Vitamin B6, dan B16. Peneliti menggunakan metode MRP dengan tiga teknik, yaitu Lot for Lot, EOQ, dan PPB. Hasil perbandingan menunjukkan bahwa ketiga teknik dapat menghasilkan penghematan. Namun, Lot for Lot menghasilkan penghematan paling besar sehingga metode MRP dengan teknik itulah yang dianjurkan untuk dapat diterapkan pada perusahaan.
III. METODE PENELITIAN
3.1. Kerangka Pemikiran Konseptual
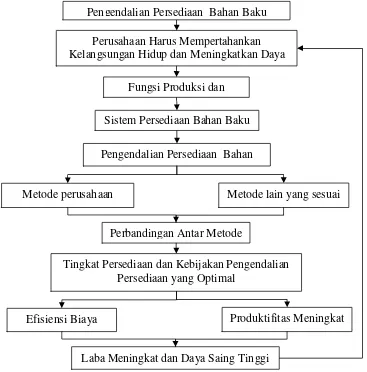
Persaingan yang ketat menuntut perusahaan-perusahaan untuk berbuat sedemikian rupa untuk dapat mempertahankan kelangsungan hidupnya dalam industri yang terus berkembang dan dalam waktu yang bersamaan, meningkatkan keungggulan kompetitifnya. Jika peningkatan persaingan dalam industri tidak diikuti oleh peningkatan keunggulan perusahaan, maka dengan sendirinya perusahaan akan mundur dari industri digantikan oleh perusahaan lain yang lebih kompetitif. Oleh karena itu, perusahaan harus menghadapi tantangan tersebut dengan meningkatkan keefektifan dan keefisienan kinerja perusahaan, sehingga mampu mengikuti majunya persaingan di industri.
Kelangsungan hidup dalam industri dan keunggulan kompetitif yang tinggi dapat diwujudkan jika fungsi-fungsi dalam manajemen, yaitu pemasaran, keuangan, sumber daya manusia, serta produksi dan operasi berjalan dengan optimal. Oleh karena itu, perusahaan perlu memastikan telah menerapkan metode atau model yang tepat dalam menjalankan tiap-tiap fungsi manajemennya.
Masing-masing perusahaan memiliki metode-metode tersendiri dalam menjalankan manajemen persediaan bahan bakunya. Namun, belum semua perusahaan menerapkan metode pengendalian persediaan bahan baku yang tepat dan paling efektif serta efisien sehingga menghasilkan biaya persediaan terkecil. Sebelum menentukan metode pengendalian persediaan bahan baku yang tepat untuk perusahaan, peneliti perlu mengumpulkan informasi mengenai keadaan dan karakteristik perusahaan sehingga metode yang akan dipilih akan benar-benar sesuai dan tepat bagi kondisi perusahaan.
Informasi-informasi mengenai faktor-faktor apa saja yang mempengaruhi perusahaan dalam melakukan persediaan juga perlu dilakukan agar metode yang akan dipilih untuk dapat diterapkan perusahaan akan sesuai dengan alasan perusahaan melakukan persediaan. Hal ini memungkinkan hasil penelitian dapat diterapkan oleh perusahaan. Setelah mengetahui kondisi dan karakteristik perusahaan, barulah dapat ditentukan metode apa yang lebih tepat yang dapat memenuhi tujuan perusahaan dan menghasilkan biaya persediaan yang lebih sedikit dan keuntungan yang maksimal. Dengan menerapkannya, perusahaan akan mampu untuk meningkatkan daya saing serta mempertahankan keberadaannya dalam industri.
Perusahaan yang telah menemukan metode pengendalian persediaan bahan baku yang tepat akan dapat menentukan tingkat persediaan dan kebijakan pengendalian persediaan bahan baku yang optimal. Perusahaan akan mampu menekan biaya-biaya, baik biaya penyimpanan, maupun opportunity cost yang dtimbulkan sehingga tercipta efisiensi biaya. Hal ini secara otomatis akan meningkatkan laba yang diperoleh perusahaan dan pada waktu yang sama meningkatkan daya saingnya dalam industri sehingga perusahaan dapat terus bertahan dalam industri yang sedang berkembang pesat. Kerangka pemikiran konseptual penelitian dapat dilihat pada Gambar 3.
Gambar 3. Kerangka Pemikiran Konseptual Pengendalian Persediaan Bahan Baku
Perusahaan Harus Mempertahankan Kelangsungan Hidup dan Meningkatkan Daya
Fungsi Produksi dan
Pengendalian Persediaan Bahan Sistem Persediaan Bahan Baku
Metode perusahaan Metode lain yang sesuai
Tingkat Persediaan dan Kebijakan Pengendalian Persediaan yang Optimal
Efisiensi Biaya
Perbandingan Antar Metode
Produktifitas Meningkat
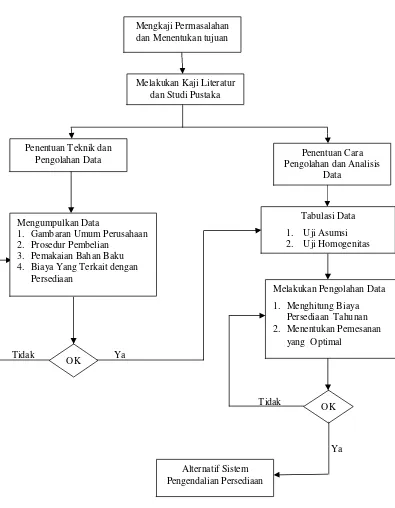
Gambar 4. Tahapan Proses Penelitian Mengkaji Permasalahan
dan Menentukan tujuan
Tidak Ya
Ya Tidak
Melakukan Kaji Literatur dan Studi Pustaka
Penentuan Teknik dan
Pengolahan Data Pengolahan dan Analisis Penentuan Cara Data
Mengumpulkan Data
1. Gambaran Umum Perusahaan 2. Prosedur Pembelian
3. Pemakaian Bahan Baku 4. Biaya Yang Terkait dengan
Persediaan
Tabulasi Data 1. Uji Asumsi 2. Uji Homogenitas
Melakukan Pengolahan Data 1. Menghitung Biaya
Persediaan Tahunan 2. Menentukan Pemesanan
yang Optimal
Alternatif Sistem Pengendalian Persediaan OK
3.2. Metode Pengumpulan Data
Pengumpulan data yang relevan dalam penelitian ini dilakukan melalui wawancara dengan pihak-pihak yang terkait di PT Jakarana Tama, pengamatan langsung di lapangan, dan studi kepustakaan. Wawancara yang dilakukan adalah wawancara terstruktur dengan menggunakan daftar pertanyaan yang telah dipersiapkan dan wawancara tidak terstruktur untuk melengkapi informasi-informasi terkini. Studi kepustakaan diperoleh dan dikumpulkan dengan cara membaca, mempelajari, dan mengutip pendapat dari berbagai sumber buku, laporan atau dokumen PT Jakarana Tama dan sumber lainnya yang mendukung.
3.3. Jenis dan Sumber Data
Data yang digunakan dalam penelitian ini adalah data primer dan data sekunder baik yang bersifat kualitatif maupun kuantitatif. Data primer adalah data yang langsung dikumpulkan dari perusahaan. Data primer diperoleh dari pengamatan langsung pada proses produksi dan gudang serta wawancara langsung dengan berbagai pihak yang berkepentingan.
Data sekunder merupakan data yang telah disusun dalam bentuk dokumen-dokumen tertulis. Data sekunder diperoleh dari dokumen-dokumen dan laporan-laporan manajemen perusahaan, terutama bagian produksi dan logistik, literatur, hasil penelitian terdahulu, bahan pustaka, internet maupun data instansi, seperti BPS dan instansi terkait lainnya. Tujuan, data, metode, sumber data, dan output dapat dilihat pada Lampiran 1.
3.4. Jadwal Penelitian
IV. HASIL DAN PEMBAHASAN
4.1. Sejarah PT Jakarana Tama
PT Jakarana Tama didirikan pada tahun 1981 dan perusahaan ini merupakan salah satu anak perusahaan Wicaksana Group yang bergerak dalam bidang distributor. PT Jakarana Tama didirikan di Medan dengan Akte Notaris No. 107/20 Juni/1980 dari Notaris Kusmulyanto Ongko, SH. dan disahkan oleh Menteri Kehakiman pada tanggal 16 Oktober 1984 dengan status Penanam Modal Dalam Negeri (PMDN).
Pada tahun 1988, Wicaksana Group melakukan restrukturisasi (penyederhanaan) perusahaan dan semua anak perusahaan yang bergerak dalam bidang usaha distributor digabungkan dalam satu perusahaan bernama PT Wicaksana. Setelah restrukturisasi, PT Jakarana Tama beralih bidang usaha yang tadinya hanya bergerak dalam bidang distributor menjadi produsen makanan, yaitu sebagai produsen mi instan dengan merk dagang Michiyo.
Pabrik mi instan PT Jakarana Tama dibangun pada tahun 1992 di atas tanah seluas 5,5 ha di daerah Ciawi, Bogor. Pabrik ini mulai beroperasi pada bulan Juni 1993. Pabrik tersebut memproduksi mi instan beserta bumbunya. Produk mi instan yang pertama kali mereka luncurkan adalah mi instan dengan merk dagang Michiyo. Pada awal produksi, telah diluncurkan lima flavour (rasa), yaitu dua rasa untuk mi kuah (Kari Masalla dan Sup Ayam Paris) dan tiga rasa untuk mi goreng (Manalagi, Goreng Jawa, dan Masalla).
Pada tahun 1995, PT Jakarana Tama juga mulai memproduksi mi instan dengan merk dagang Gaga Mi, yaitu Gaga 100 dan Reguler. Gaga mi mempunyai tiga rasa, yaitu ayam bawang, soto, dan kaldu ayam. Berawal dari tiga rasa tersebut kemudian dikembangkan menjadi berbagai jenis rasa. Produk mi instan yang diproduksi oleh PT Jakarana Tama tidak hanya dikonsumsi di dalam negeri, tetapi juga produk mi perusahaan ini juga diekspor ke beberapa Negara, seperti Malaysia, Nigeria, Madagaskar, dan Mesir. Sampai saat ini, PT Jakarana Tama memproduksi mi instan dengan enam macam merk dagang untuk pasar dalam negeri dan 15 macam merk dagang untuk pasar ekspor. Pemasaran produk dilakukan oleh PT Wicaksana baik untuk pasar domestik maupun ekspor.
4.1.1.Lokasi dan Tata Letak Perusahaan
PT Jakarana Tama berlokasi di Jalan Raya Ciawi-Sukabumi Km 2,5 no 88, Ciawi, Bogor. Lokasi ini cukup strategis karena tidak terlalu jauh dari Jalan Tol Jagorawi dan terdapat sarana transportasi yang cukup memadai. Selain itu, pabrik terletak di daerah yang sejuk, sehingga udara panas produksi tidak begitu terasa dan tersedia sarana air tanah yang cukup.
Pemilihan lokasi didasarkan pada beberapa pertimbangan, yaitu aspek ekonomi, tenaga kerja, sosial masyarakat, bahan baku, serta aspek transportasi. Lokasi yang strategis dapat memberikan kemudahan dalam distribusi, komunikasi, kelancaran bahan baku, dan pemasaran. Perusahaan berlokasi di dekat perumahan penduduk, sehingga dapat menyerap tenaga kerja dari sekitar lokasi pabrik yang berarti dapat mengurangi pengangguran dan akhirnya meningkatkan mutu kehidupan masyarakat sekitar. Denah lokasi ditunjukkan pada Lampiran 2.
4.1.2.Stuktur Organisasi
(Bumbu), Departemen Chilli Sauce, Departemen Teknik, Departemen Quality Control, Departemen Pembelian, Departemen Akuntansi dan Keuangan (Accounting), Departemen Pemasaran, dan Departemen Personalia.
Manajemen PT Jakarana Tama dikepalai oleh General Manager yang bertanggung jawab kepada Direktur. General Manager membawahi langsung semua departemen dan masing-masing departemen dikepalai seorang manajer kecuali untuk Departemen Noodle, Seasoning, dan Chilli dikepalai oleh satu manajer. Setiap manajer membawahi sejumlah bagian di bawahnya meliputi supervisor, koordinator (staf), operator, dan helper. Susunan organisasi masing-masing departemen disesuaikan dengan kebutuhan departemen yang bersangkutan (Lampiran 3).
4.1.3.Ketenagakerjaan
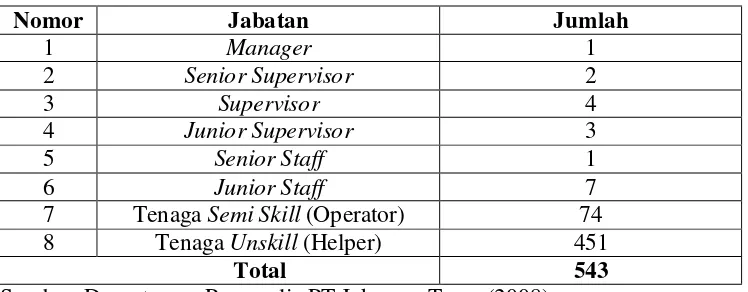
Tenaga kerja di PT Jakarana Tama secara keseluruhan berjumlah 905 orang. Jumlah ini terbagi dalam dua golongan yaitu karyawan tetap yang berjumlah 847 orang dan karyawan kontrak yang berjumlah 58 orang. Karyawan tetap dibedakan lagi menjadi staf dan karyawan produksi. Staf bekerja pada bagian non produksi (office) yang mengurus administrasi sedangkan karyawan produksi bekerja di pabrik. Jumlah karyawan untuk Departemen Noodle sampai saat ini adalah 543 orang. Lima ratus satu orang merupakan karyawan tetap dan 42 orang termasuk karyawan kontrak. Jumlah karyawan di Departemen Noodle berdasarkan jabatan disajikan pada Tabel 1.
Tabel 1. Jumlah Karyawan Departemen Noodle Berdasarkan Jabatan.
Nomor Jabatan Jumlah
4.2. Proses Produksi
Terdapat 9 tahapan yang harus dilakukan untuk memproduksi mi instan yaitu tahap persiapan (persiapan bahan baku tepung dan pembuatan larutan alkali), pencampuran (mixing), pengepresan (pressing), dan pencetakan dan pembentukan untaian (slitting), pengukusan (steaming), pemotongan (cutting), penggorengan (frying), pendinginan (cooling), dan pengemasan (packing). Satu kali proses produksi mengalami 9 tahapan tersebut. Dalam satu hari perusahaan menjalani 60 kali proses produksi dimana satu kali proses produksi memakan waktu selama 20-25 menit. Dalam satu kali proses produksi mi instan dihasilkan lebih kurang 78 karton mi instan.
Mesin produksi yang digunakan perusahaan terdiri dari 2 macam mesin, yaitu mesin dengan kapasitas sedikit dan mesin dengan kapasitas lebih banyak. Saat ini perusahaan memiliki 4 mesin yang masih efektif untuk digunakan, yaitu Lini 3,5,8 yang termasuk dalam mesin dengan kapasitas besar, dan Lini 2 yang memiliki kapasitas produksi lebih sedikit. Pada Lini 3,5,8, dibutuhkan 325 kg tepung terigu dan 17 kg tepung tapioka atau dengan perbandingan 18 berbanding satu untuk tepung terigu dan tepung tapioka dalam satu kali proses produksinya yang dapat menghasilkan lebih kurang 133.025 karton mi instan. Sedangkan pada Lini 2, dibutuhkan 225 kg tepung terigu dan 12 kg tepung tapioka dalam satu kali proses produksi yang dapat menghasilkan 92.725 karton mi instan.
Masing-masing merek mi instan menggunakan formula yang sama dalam proses produksinya, namun memiliki jenis bumbu yang berbeda sesuai dengan rasa mi instan. Diagram alur proses produksi mi instan ditunjukkan pada Lampiran 4.
Proses yang terjadi pada setiap tahap adalah sebagai berikut : 1. Persiapan Bahan Baku Noodle
dalam hoper. Bagian kedua yaitu proses melarutkan bahan baku alkali ke dalam tangki alkali. Bahan baku alkali yang dimaksud adalah Soda Ash, Guar Gum, Sodium Trypolyphosphate (STTP), garam, bahan pewarna, dan air.
2. Pencampuran
Pencampuran adalah proses mencampur bahan baku tepung dengan larutan alkali ke dalam mixer (mesin pengaduk) untuk menghasilkan adonan mi sesuai standar. Proses ini berlangsung sekitar 15 menit.
3. Pengepresan
Adonan yang telah matang dijatuhkan dari bak penampungan (feeder) lalu masuk ke dalam mesin roll press, yaitu alat pengepres adonan yang akan mengubah adonan menjadi lembaran-lembaran mi dengan ketebalan sesuai standar. Adonan yang ditekan dan menjadi lembaran telah mengalami peregangan selama proses pressing dan menjadi semakintipis.
4. Pencetakan atau Pembentukan Untaian (Slitting)
Lembaran tipis yang keluar dari mesin roll press selanjutnya masuk ke dalam mesin pencetak mi (slitter) yang berfungsi mengubah lembaran mi menjadi untaian mi yang bergelombang. Pada proses ini untaian mi tersebut dibagi menjadi 82-85 untaian yang kemudian akan masuk ke waving net dengan kecepatan lebih rendah pada gulungan terakhir dan dihasilkan mi yang bergelombang.
5. Pengukusan
6. Pemotongan (Cutting)
Setelah melalui proses pemasakan, mi didinginkan sementara dengan menggunakan kipas angin, hal ini dilakukan untuk menghilangkan sisa uap air yang masih menempel pada permukaan mi dan memudahkan pemotongan. Selanjutnya, mi dipotong oleh pisau pemotong mi yang berputar, alat ini dilengkapi dengan penyodok yang berfungsi melipatkan untaian mi menjadi dua lipatan (mi blok), kemudian potongan mi diatur posisinya dalam mangkuk penggorengan.
7. Penggorengan (Frying)
Tahap ini bertujuan untuk mengeringkan mi sehingga produk keluar dengan kadar air sekitar 3.2 %. Saat menggoreng digunakan standar kecepatan 48 RPM dengan temperatur 170 ºC. Minyak yang digunakan untuk menggoreng dipanaskan dengan uap.
8. Pendinginan (Cooling)
Mi yang telah digoreng didinginkan dengan menggunakan kipas angin dalam mesin pendingin selama kurang lebih 1-2 menit. Proses pendinginan ini akan menyebabkan mi mengalami pengerasan dan minyak yang ada pada mi sebagian akan menguap. Mi yang telah melalui mesin pendingin diharapkan telah mengalami pendinginan yang sempurna. Apabila pendinginan tidak sempurna, maka uap air yang tersisa akan mengembun dan menempel pada permukaan mi sehingga menimbulkan tumbuhnya jamur.
9. Pengemasan (Packing dan Cartoning)
yang disusun sedemikian rupa. Setelah mi dimasukkan seluruhnya, karton akan direkatkan (cartooning), dan kemudian menuju gudang untuk disalurkan.
4.3. Produk
PT Jakarana Tama merupakan produsen yang memproduksi jenis mi instan dengan berbagai merek dan rasa, yaitu Gaga 100, Mi So’un, Gaga Exclusive, Star Mie, Gaga Jumbo, dan GaMie. PT Jakarana Tama mendistribusikan produknya tidak hanya untuk pasar dalam negeri tetapi juga mengekspor produk mereka ke negara-negara lain. Namun, jumlah produk yang diekspor tidak dalam jumlah yang besar, yaitu hanya sekitar satu persen dari jumlah penjualan. Produk mi yang diekspor beberapa diantaranya adalah Gaga Mie, Gaga Jumbo, Gaga 100, Karomah, MIchi 40, MIchiyo, Bali Kitchen, Kobelyna, Pany, MIchi 30, MIchiyo, Monalisa, dan Al. Berbagai macam merek mi instan produksi PT Jakarana Tama ditunjukkan pada Lampiran 5.
4.4. Jenis Bahan Baku Perusahaan
Perusahaan menggunakan beberapa bahan baku dalam memproduksi mi instan. Bahan baku tersebut terdiri dari bahan baku utama dan bahan baku tambahan. Bahan baku yang digunakan didatangkan dari beberapa perusahaan yang telah memenuhi persyaratan yang ditetapkan oleh perusahaan. Adapun bahan-bahan baku tersebut adalah:
1. Bahan Baku Utama a. Tepung Terigu
pemasok tepung terigu dilakukan setiap kali perusahaan merencanakan produksi, yaitu setiap bulan tanpa kontrak tertentu.
Tepung terigu yang dihasilkan oleh PT Bogasari ada 3 jenis merek yang dikenal, yaitu Cakra Kembar, Segitiga Biru, dan Kunci Biru. Tepung terigu dengan merek Cakra Kembar terbuat dari gandum keras, merek Segitiga Biru terbuat dari gandum keras dan lunak, sedangkan merek kunci Biru terbuat dari gandum lunak. Pengelompokan ini didasarkan pada kandungan proteinnya.
Proses pembuatan mi instan menghendaki terigu yang memiliki kadar protein 8-12 % untuk menghasilkan tekstur dan rasa yang khas. Tepung terigu dengan merek Cakra Kembar adalah terigu yang berkualitas paling baik untuk pembuatan roti dan mi karena kandungan proteinnya paling tinggi, yaitu sebesar 12-13 %. Oleh karena itu, saat ini perusahaan hanya menggunakan terigu grade I dan grade III. Tetapi, pada tahun 2008, perusahaan menggunakan lima jenis tepung, yaitu tepung terigu grade I, III, III B, V, dan VI.
b. Tepung Tapioka
Selain tepung terigu, campuran yang dipakai untuk membuat adonan mi adalah tepung tapioka. Tepung tapioka digunakan untuk membuat tekstur mi menjadi lebih keras sehingga adonan mudah dibentuk sesuai dengan yang diinginkan. Saat ini, tepung tapioka yang digunakan oleh perusahaan adalah tepung tapioka dengan merek Cap Naga Dua dengan berat per zak 50 kg yang diperoleh dari PT Sari Tani, Medan, dan merek Mahkota Bangkok dengan berat per zak 50 kg yang diperoleh dari PT Sungai Budi, Jakarta.
2. Bahan Baku Tambahan
a. Soda Ash, Guar Gum Powder, dan Sodium Trypolyphosphate (STTP) Bahan-bahan kimia tersebut adalah komponen utama penyusun air abu atau kansui, yaitu air alkali yang digunakan untuk mencampur adonan tepung dalam pembuatan mi. Air ini akan membentuk tekstur dan warna yang mempunyai karakteristik bau yang khas. Soda Ash berfungsi untuk memperbaiki tekstur pada pembuatan mi dan mempercepat pengembangan adonan. Guar Gum Powder berfungsi untuk memperbaiki tekstur mi dan mengenyalkan serta sebagai bahan pengental. STTP berfungsi untuk meningkatkan sifat renyah dan memberi rasa gurih pada mi serta memperbaiki tekstur pada permukaan mi.
b. Bahan Pewarna
Fungsi bahan pewarna adalah memberi warna khas pada mi. bahan pewarna yang dipakai adalah pewarna kuning jenis Tartrazine Yellow. Bahan pewarna tersebut digunakan untuk meyeragamkan warna produk yang dihasilkan dan juga dimaksudkan untuk membuat produk lebih menarik untuk dikonsumsi. Produk mi yang diekspor menggunakan jenis pewarna Riboflavine.
c. Garam
Pemberian garam dalam pembuatan mi adalah untuk memberi rasa, memeperkuat tekstur mi, meningkatkan fleksibilitas dan elastisitas mi, serta untuk mengikat air.
d. Minyak Goreng
Minyak goreng digunakan untuk menggoreng mi yang telah diuapkan sebelumnya. Minyak goreng yang digunakan oleh perusahaan diperoleh dari PT Asianagro Agung Jaya, Jakarta.
e. Bumbu-bumbu