PENERAPAN METODE STATISTIQAL QUALITY CONTROL
(SQC) DAN FAILURE MODE AND EFFECT ANALYSIS
(FMEA) DALAM PERBAIKAN KUALITAS PRODUK DI
PT. TIRTA SIBAYAKINDO
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
MEISY LAYASINA
NIM. 090403098
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2015
UCAPAN TERIMAKASIH
Puji syukur dan terima kasih penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di DepartemenTeknikIndustri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan Tugas Sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi.Oleh karena itu sudah selayaknya penulis mengucapkan terimakasih kepada:
1. Kedua orang tua tercinta, Drs. Sumbul Sembiring Depari, M.Sc., P.hd dan Dra.Mastarina Barus, M.Pd yang tidak pernah lelah memberikan semangat, dukungan dan motivasi kepada penulis sehingga laporan ini dapat diselesaikan.
2. Ibu Ir. Khawarita Siregar, M.T., selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, M.T.,selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara yang telah memberikan arahan dan masukan yang membangun.
4. Ibu Ir. Rosnani Ginting, M.T.,dan Bapak Ir. Mangara M. Tambunan, M.Sc., selaku Koordinator Tugas Akhir atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Ibu Ir. Elisabeth Ginting,M.Si., selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
6. Ibu Khalida Syahputri, S.T., M.T.,selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, danmasukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
7. Bapak Kharis selaku Manager Performance dan pembimbing lapangan di PT. Tirta Sibayakindo yang telah membantu dan membimbing penulis dalam penelitian dan pengumpulan data di lantai produksi.
8. Bapak Jhonson Pasaribu., selaku Manager HRD di PT. Tirta Sibayakindo atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
9. Sahabat terkasih Indra Tarigan, SH., Maria Mayasari Sianturi, S.Psi., Misalina Bukit, SH.,MH.,Olga Simatupang,SH.,MH., Irene Siregar, SH.,MH., Inggrid Hutabarat,S.Kom.,yang selalu memberikan motivasi, dukungan dan semangat kepada penulis.
10. Teman-teman terkasih Dayan Rahmanto, Enrico Waldo, Azhar Muhawad, Rodearto Damanik, Nadia Syafira ST, Maysarah Nurul Anisa ST, Daniel Angkat, Leo Pasaribu ST, Rizky Setiawan, Perlin Martua ST, Regina Melisa,
Daniel Angkat, Devy Yulianti dan seluruh teman-teman stambuk 2009 (IE-KLAN) lainnya yang telah banyak memberikan dukungan dan semangat. 11. Teman Sepelayanan Gereja, JuniAnggraini,SE.,M.si., Effarina Barus, Eva
Depari ST., Henny Kembaren SE., Evirosa Sebayang, Dita Tarigan yang banyak memberikan dorongan dan motivasi bagi penulis.
12. Staf pegawai Teknik Industri, Bang Mijo, Kak Dina, Bang Nurmansyah, KakRahma, Kak Mia, Bang Ridho dan IbuAni, terima kasih atas bantuannya dalam bagian administrasi untuk melaksanakan Tugas Sarjana ini.
13. Dan seluruh pihak yang telah membantu penulis yang tidak mungkin disebutkan satu per satu.
Medan, Agustus 2015 Penulis,
Meisy Layasina
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas kasih dan karunia-Nya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini berjudul “Penerapan Metode Statistiqal Quality Control (SQC) dan Failure Mode
Effect Analysis (FMEA) Dalam Perbaikan Kualitas Produk Di PT. Tirta
Sibayakindo”.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi kita semua.
Medan, Agustus 2015
Penulis ,
Meisy Layasina
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan... I-1 1.2. Perumusan Masalah ... I-7 1.3. Tujuan Penelitian ... I-7 1.4. Manfaat Penelitian ... I-7 1.5. Batasan Masalah dan Asumsi ... I-8 1.6. Sistematika Penulisan Laporan ... I-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-5 2.3. Struktur Organisasi dan Manajemen ... II-6 2.3.1. Struktur Organisasi Perusahaan ... II-6 2.3.1.1. Pembagian Tugas dan Tanggung Jawab ... II-9 2.3.2. Manajemen Perusahaan ... II-9 2.3.2.1. Ketenagakerjaan ... II-9 2.3.2.2. Sistem Pengupahan dan Fasilitas
yang Digunakan ... II-11 2.3.2.3. Pemasaran Produk ... II-12 2.3.2.4. Pengawasan Mutu ... II-13 2.4. Proses Produksi ... II-15 2.4.1. Bahan Baku ... II-15 2.4.2. Bahan Penolong ... II-16 2.4.3. Bahan Tambahan ... II-16 2.4.4. Uraian Proses Produksi ... II-17 2.4.4.1. Proses Pembuatan Botol 600ml ... II-17 2.4.4.2. Proses Water Treatment ... II-17
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.4.4.3. Proses Pengisian dan Pengemasan Air Minum
Pada Kemasan 600ml ... II-18 2.5. Mesin dan Peralatan ... II-19
III LANDASAN TEORI ... III-1
3.1. Pengertian Kualitas (Quality) ... III-1 3.2. Pengendalian Kualitas ... III-4 3.2.1. Faktor-faktor Pengendalian Kualitas ... III-5 3.3. Pengendalian Kualitas secara Statistik ... III-6 3.3.1. Statistiqal Quality Control (SQC) ... III-7 3.4. Pengendalian Kualitas dengan Seven Tools ... III-8 3.5. FMEA ... III-16 3.5.1. Keuntungan FMEA... III-22
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian dan Sumber Data ... IV-1 4.3. Objek Penelitian ... IV-2 4.4. Teknik Pengumpulan Data ... IV-2 4.5. Variabel Penelitian ... IV-2 4.6. Rancangan Penelitian ... IV-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.7. Metode Pengumpulan Data ... IV-4 4.8. Metode Pengolahan Data ... IV-5 4.9. Analisis Pemecahan Masalah ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data Jumlah Kecacatan Produk ... V-1 5.1.2. Data Jumlah Jenis Kecacatan Produk ... V-2 5.2. Pengolahan Data ... V-4 5.2.1. Stratifikasi (Stratification) ... V-4 5.2.2. Lembar Pemeriksaan (Cheek Sheet)... V-5 5.2.3. Histogram ... V-7 5.2.4. Diagram Pareto ... V-8 5.2.5. Diagram Pencar (Scatter Diagram) ... V-8 5.2.6. Peta Kontrol ... V-13 5.2.6.1. Perhitungan Peta P pada Total Produk Cacat ... V-13 5.2.6.2. Perhitungan Peta P pada
Produk Cacat (Tanpa Cap) ... V-16
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.6.3. Perhitungan Peta P pada
Produk Cacat (Cap Melipat) ... V-19 5.2.7. Diagram Sebab Akibat (Cause And Effect Diagram) ... V-22
5.2.7.1. Cause And Effect Diagram
Pada Produk Cacat (Tanpa Cap) ... V-22 5.2.7.2. Cause And Effect Diagram
Pada Produk Cacat (Cap Melipat) ... V-24 5.2.8. Failure Mode and Effect Analysis (FMEA) ... V-25 5.2.8.1. Penentuan Jenis Kegagalan yang Potensial Pada
Setiap Proses ... V-26 5.2.8.2. Penentuan Dampak/Efek yang Ditimbulkan
Oleh Kegagalan ... V-26 5.2.8.3. Penentuan Nilai Efek Kegagalan (Severity) ... V-27 5.2.8.4. Penentuan Nilai Efek Kegagalan(Occurance) ... V-29 5.2.8.5. Identifikasi Metode Pengendalian Kegagalan ... V-33 5.2.8.6. Penentuan Nilai Efek Kegagalan(Detection) ... V-35
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Seven Tools ... VI-1 6.1.1. Analisis Proses Stratifikasi ... VI-1 6.1.2. AnalisisLembar Pemeriksaan (Cheek Sheet) ... VI-1 6.1.3. Analisis Histogram dan Diagram Pareto ... VI-1 6.1.4. Analisis Diagram Pencar (Scatter Diagram) ... VI-2 6.1.5. Analisis Peta Kontrol (Control Chart) ... VI-2 6.1.6. Analisis Diagram Sebab Akibat (Cause and Effect
Diagram) ... VI-2 6.2. Analisis Failure Mode and Effect Analysis (FMEA) ... VI-4
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Total Produk Cacat Pada Bulan Januari 2014- Maret 2015
di PT. Tirta Sibayakindo ... I-2 1.2. Data Produk Cacat Pada Bulan Januari 2014- Maret 2015 di PT.
Tirta Sibayakindo ... I-3 1.3. Jumlah Jenis Kecacatan Produk Setiap Jenis Kecacatan Periode
Januari 2014 – Maret 2015 ... I-4 2.1. Jam Kerja Non Shift ... II-3 2.2. Jam Kerja Shift ... II-18 2.3. Syarat Mutu Air Minum Dalam Kemasan Menurut SNI ... II-13 3.1. RatingSeverity ... III-18 3.2. Rating Occurance ... III-19 3.3. Rating Detectibility ... III-20 5.1. Jumlah Produk Cacat 600 ml Periode Januari 2014 –
Februari 2015 ... V-1 5.2. Jumlah Jenis Kecacatan Produk Setiap Jenis Kecacatan
Periode Januari 2014- Februari 2015 ... V-2 5.3. Jumlah Jenis Produk Cacat Bulan Maret 2015 ... V-3 5.4. Identifikasi Jenis Kecacatan Produk ... V-5 5.5. Stratifikasi Produk Cacat Bulan Januari 2014- Maret 2015 ... V-5 5.6. Jumlah Jenis Produk Cacat Bulan Maret 2015 ... V-6
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.7. Jumlah Produk Cacat Bulan Januari 2014- Maret 2015 ... V-7 5.8. Data Kecacatan Produk Bulan Januari 2014- Maret 2015 ... V-9 5.9. Perhitungan Korelasi Jumlah Produksi dengan Jumlah Produk
Cacat (Tanpa Cap) ... V-11 5.10.Perhitungan Korelasi Jumlah Produksi dengan Produk Cacat
(Cap Melipat) ... V-12 5.11. Hasil Perhitungan Kecacatan Per Unit, LCL, dan LCL ... V-15 5.12. Hasil Perhitungan Proporsi Kecacatan,
LCL, dan UCL(Tanpa Cap) ... V-18 5.13. Hasil Perhitungan Proporsi Kecacatan,
LCL, dan UCL (Cap Melipat) ... V-20 5.14. Penentuan Nilai Efek Kegagalan (Severity) ... V-27 5.15. Penentuan Nilai Efek Kegagalan (Occurance) ... V-30 5.16. Identifikasi Metode Pengendalian Kegagalan ... V-33 5.17. Penilaian Detection ... V-35 5.18. FMEA dengan Nilai RPN ... V-37 5.19. Urutan Penyebab Kegagalan Proses Berdasarkan RPN ... V-39 6.1. Urutan Penyebab Kegagalan Proses Berdasarkan RPN... VI-4
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Tirta Sibayakindo ... II-8 2.2. Rantai Pemasaran Produk ... II-13 2.3 Blok Diagram Proses Produksi ... II-20 3.1. Histogram ... III-9 3.2. Pareto Diagram ... III-11 3.3. Cause and Effect Diagram ... III-15 4.1. Kerangka Konseptual Penelitian ... IV-3 4.2. Diagram Langkah-Langkah Proses Penelitian ... IV-9 5.1. Histogram Jumlah Produk Cacat ... V-8 5.2. Diagram Pencar Produk Cacat (Tanpa Cap) ... V-10 5.3. Diagram Pencar Produk Cacat (Cap Melipat) ... V-10 5.5. Peta Kontrol P ... V-16 5.6. Peta Kontrol P pada Produk Cacat (Tanpa Cap) ... V-19 5.7. Peta Kontrol P pada Produk Cacat (Cap Melipat) ... V-22 5.8. Cause and Effect Diagram pada Produk Cacat (Tanpa Cap) ... V-24 5.9. Cause and Effect Diagram pada Produk Cacat (Cap Melipat) ... V-25
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab... L-1 2. Data Kecacatan Produk 600ml di PT. Tirta Sibayakindo
Periode Januari 2014-Maret 2015... L-2 3. Pengamatan Langsung Kecacatan Produk 600ml di PT. Tirta
Sibayakindo Periode Maret 2015 ... L-3 2. Kuisioner Terbuka dengan Manager Performance ... L-4 3. Kuisioner Terbuka dengan Karyawan bagian Quality ... L-5 4. Surat Permohonan Tugas Sarjana ... L-6 5. Surat Penjejakan Pabrik ... L-7 6. Surat Balasan Pabrik ... L-8 7. Surat Keputusan ... L-9 8. Form Asistensi ... L-10
ABSTRAK
Kualitas produk yang baik merupakan persyaratan penting bagi sebuah perusahaan untuk memperoleh daya saing produknya di pasaran. Kualitas produk perlu diperhatikan agar dapat meningkatkan produktivitas perusahaan.Salah satu metode yang dapat digunakan untuk mengevaluasi kinerja kualitas proses produksi adalah metode Statistiqal Quality Control (SQC)dan FMEA
Penelitian ini dilakukan di PT.Tirta Sibayakindo. Perusahaan ini memproduksi air mineral gelas (250ml), botol (600ml), botol (1500ml) dan galon yang memiliki kualitas produk di pasaran ekspor dunia. Permasalahan yang sedang dihadapi PT. Tirta Sibayakindo saat ini adalah banyaknya jumlah produk yang tidak sesuai standar, terutama pada produk kemasan botol 600ml.
Hasil penelitian yang dilakukan menunjukkan bahwa terdapat tiga jenis produk cacat dengan Tanpa Cap (35,13%) dan Cap Melipat (22,42%). Berdasarkan hasil evaluasi yang dilakukan dengan metode FMEA dan menghitung nilai RPN dapat diidentifikasi faktor-faktor penyebab kegagalan terbesar dari setiap jenis kecacatan, seperti faktor mesin yaitu settingan mesin yang kurang tepat, faktor manusia yaitu operator kurang memahami instruksi kerja, faktor material yaitu incoming material yang tidak baik dan faktor metode yaitu kurang sistematis dalam penerapannya. Setelah mengetahui penyebab kegagalan dari setiap kecatatan, maka dilakukan tindakan korektif untuk mengurangi jumlah produk cacat, seperti faktor mesin yaitu melakukan pemeriksaan mesin terlebih dahulu, faktor manusia yaitu melakukan briefing
sebelum bekerja, faktor material yaitu menetapkan standar mutu pada incoming material, dan faktor metode yaitu menyusun SOP yang sesuai dengan metode kerja.
Kata Kunci: Quality, Statistiqal Quality Control, FMEA, Risk Priority Number
ABSTRAK
Kualitas produk yang baik merupakan persyaratan penting bagi sebuah perusahaan untuk memperoleh daya saing produknya di pasaran. Kualitas produk perlu diperhatikan agar dapat meningkatkan produktivitas perusahaan.Salah satu metode yang dapat digunakan untuk mengevaluasi kinerja kualitas proses produksi adalah metode Statistiqal Quality Control (SQC)dan FMEA
Penelitian ini dilakukan di PT.Tirta Sibayakindo. Perusahaan ini memproduksi air mineral gelas (250ml), botol (600ml), botol (1500ml) dan galon yang memiliki kualitas produk di pasaran ekspor dunia. Permasalahan yang sedang dihadapi PT. Tirta Sibayakindo saat ini adalah banyaknya jumlah produk yang tidak sesuai standar, terutama pada produk kemasan botol 600ml.
Hasil penelitian yang dilakukan menunjukkan bahwa terdapat tiga jenis produk cacat dengan Tanpa Cap (35,13%) dan Cap Melipat (22,42%). Berdasarkan hasil evaluasi yang dilakukan dengan metode FMEA dan menghitung nilai RPN dapat diidentifikasi faktor-faktor penyebab kegagalan terbesar dari setiap jenis kecacatan, seperti faktor mesin yaitu settingan mesin yang kurang tepat, faktor manusia yaitu operator kurang memahami instruksi kerja, faktor material yaitu incoming material yang tidak baik dan faktor metode yaitu kurang sistematis dalam penerapannya. Setelah mengetahui penyebab kegagalan dari setiap kecatatan, maka dilakukan tindakan korektif untuk mengurangi jumlah produk cacat, seperti faktor mesin yaitu melakukan pemeriksaan mesin terlebih dahulu, faktor manusia yaitu melakukan briefing
sebelum bekerja, faktor material yaitu menetapkan standar mutu pada incoming material, dan faktor metode yaitu menyusun SOP yang sesuai dengan metode kerja.
Kata Kunci: Quality, Statistiqal Quality Control, FMEA, Risk Priority Number
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pada perkembangan bisnis saat ini dan untuk menghadapi persaingan global dibutuhkan kualitas yang baik pada struktur produk yang dimiliki oleh suatu perusahaan agar dapat bersaing dengan perusahaan lain baik dari dalam dan luar negeri. Faktor utama yang menetukan kinerja suatu perusahaan adalah kualitas produk yang dihasilkan. Produk yang berkualitas adalah produk yang sesuai dengan apa yang diinginkan konsumen dan mengetahui kebutuhan juga keinginannya. Hal tersebut dilakukan dengan tujuan untuk mendapatkan kepercayaan dari konsumen.
Salah satu faktor utama yang sangat mempengaruhi kualitas suatu produk adalah proses produksinya. Berkaitan dengan proses produksi, tentunya dibutuhkan pengendalian kualitas yang baik yang nantinya akan meningkatkan kualitas produk, menekan jumlah cacat produk, serta meningkatkan tanggung jawab bersama untuk menjaga nama baik suatu perusahaan. Setelah proses produksi dinilai baik, maka jumlah reject pada proses produksi juga akan menurun jumlahnya. Rejectnya produk dapat disebabkan oleh banyak hal, baik kesalahan yang disebabkan oleh manusia, mesin, bahan baku, cara kerja, dan lingkungan kerja. Oleh sebab itu diperlukan suatu metode yang dapat mendukung perbaikan kualitas dengan tujuan untuk dapat menghindari reject produk yang lebih banyak lagi serta menghasilkan produk yang berkualitas.
PT. Tirta Sibayakindo merupakan perusahaan yang bergerak dalam bidang pengolahan air mineral menghasilkan produk air mineral gelas(240ml), botol(600ml), botol (1500ml) dan gallon yang memiliki kualitas produk di pasaran ekspor dunia.
Pengendalian kualitas di PT. Tirta Sibayakindo dinilai baik, tetapi dengan meningkatnya jumlah permintaan maka kualitas produk juga harus lebih diperhatikan karena semakin banyak produk yang akan dihasilkan, produk reject
juga dapat menjadi semakin besar. Oleh karena itu perlu diadakan pengendalian kualitas produk pada perusahaan. Bila pengendalian kualitas dapat dilaksanakan dengan baik maka setiap terjadi penyimpangan dapat langsung diperbaiki dan dapat digunakan untuk perbaikan proses produksi dimasa yang akan datang.
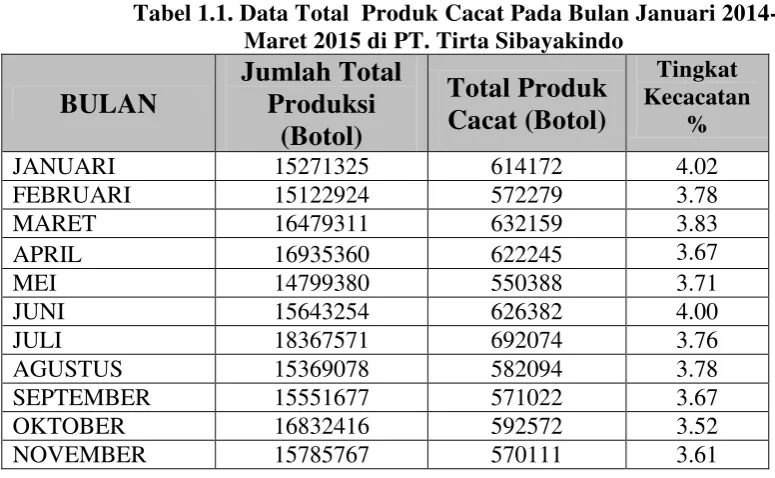
[image:23.595.119.507.473.712.2]Data total kecatatan produk yang terjadi pada bulan Januari 2014 - Maret 2015 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Total Produk CacatPada Bulan Januari 2014- Maret 2015 di PT. Tirta Sibayakindo
BULAN
Jumlah Total
Produksi
(Botol)
Total Produk
Cacat (Botol)
Tingkat Kecacatan
%
JANUARI 15271325 614172 4.02
FEBRUARI 15122924 572279 3.78
MARET 16479311 632159 3.83
APRIL 16935360 622245 3.67
MEI 14799380 550388 3.71
JUNI 15643254 626382 4.00
JULI 18367571 692074 3.76
AGUSTUS 15369078 582094 3.78
SEPTEMBER 15551677 571022 3.67
OKTOBER 16832416 592572 3.52
NOVEMBER 15785767 570111 3.61
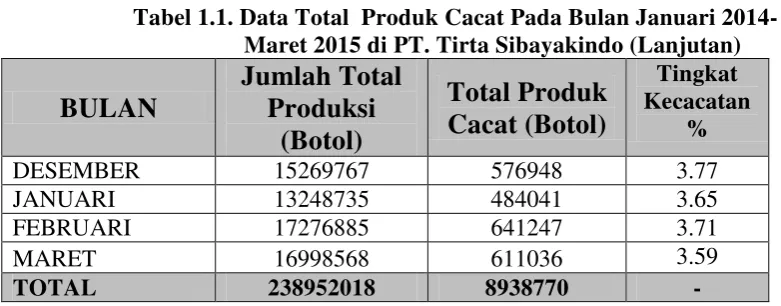
Tabel 1.1. Data Total Produk CacatPada Bulan Januari 2014- Maret 2015 di PT. Tirta Sibayakindo (Lanjutan)
BULAN
Jumlah Total
Produksi
(Botol)
Total Produk
Cacat (Botol)
Tingkat Kecacatan
%
DESEMBER 15269767 576948 3.77
JANUARI 13248735 484041 3.65
FEBRUARI 17276885 641247 3.71
MARET 16998568 611036 3.59
TOTAL 238952018 8938770 -
Sumber: PT.Tirta Sibayakindo
Dari Tabel 1.1. dapat dilihat bahwa secara keseluruhan persentase produk cacat mencapai tingkat kecacatan hamper mencapai 4%. Hal ini menunjukkan bahwa kondisi tersebut telah melebihi standar yang telah ditetapkan oleh perusahaan yakni sebesar 3,5%. Data total produk cacat untuk setiap jenis produk selama bulan Januari 2014 - Maret 2015 dapat dilihat pada Tabel 1.2.
Tabel 1.2. Data Produk CacatPada Bulan Januari 2014- Maret 2015 di PT. Tirta Sibayakindo
BULAN
PRODUK
240ml 600ml 1500ml 5 Galon
JANUARI 23600 534037 51487 5048
FEBRUARI 30076 478490 56804 6909
MARET 32069 527140 66668 6282
APRIL 41970 537427 36344 6504
MEI 66339 416953 61490 5606
JUNI 53928 497261 70603 4590
JULI 46576 573454 66821 5223
AGUSTUS 37159 490045 51344 3546
SEPTEMBER 37282 478903 50983 3854
OKTOBER 47911 504798 36317 3546
NOVEMBER 34968 500708 31428 3007
DESEMBER 31084 500527 42432 2905
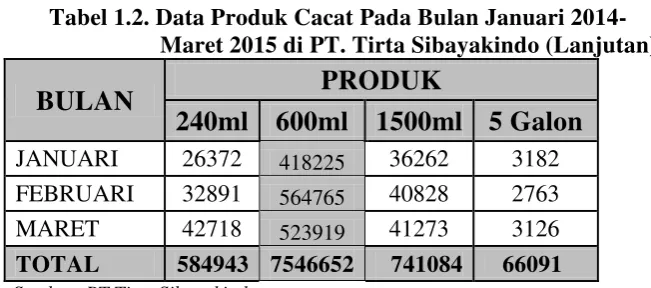
[image:24.595.162.466.441.708.2]Tabel 1.2. Data Produk CacatPada Bulan Januari 2014- Maret 2015 di PT. Tirta Sibayakindo (Lanjutan)
BULAN
PRODUK
240ml 600ml 1500ml 5 Galon
JANUARI 26372 418225 36262 3182
FEBRUARI 32891 564765 40828 2763
MARET 42718 523919 41273 3126
TOTAL 584943 7546652 741084 66091
Sumber: PT.Tirta Sibayakindo
Setelah dilakukan pengamatan pada lantai produksi didapatkan bahwa dari empat jenis hasil produksi yang telah disebutkan pada Tabel 1.2. terlihat bahwa jumlah reject yang paling banyak terdapat pada produk 600ml, sehingga penelitian ini difokuskan pada produk 600ml dan diperlukan adanya perbaikan kualitas pada lintas produksi tersebut.
Terdapat 5 jenis kecacatan yang terjadi pada produk 600ml yaitu Cap
Melipat, Penyok, Bocor, Tanpa Cap, dan Volume Kurang. Adapun data kecacatan produk 600ml pada periode Januari 2014 - Maret 2015 dapat dilihat pada Tabel 1.3.
Tabel 1.3. Jumlah Jenis Kecacatan Produk 600ml Setiap Jenis Kecacatan Periode Januari 2014 – Maret 2015
Bulan Ke - Produksi (botol) Jenis Cacat Produk Cacat (botol) Tingkat Kecacatan (%) Cap Melipat (botol) Penyok (botol) Volume Kurang (botol) Tanpa Cap (botol) Bocor (botol)
1 12847381 119925 57726 76878 188092 91416 534037 4.16
2 11514972 108272 56731 67529 167663 78295 478490 4.17
3 12647380 118625 58989 68721 185372 95433 527140 4.19
4 12874834 119937 58270 79970 187340 91910 537427 4.19
5 10028297 94529 46784 52869 146879 75892 416953 4.20
6 11947372 110725 55927 65593 175182 89834 497261 4.19
7 13746277 127827 63896 83740 200724 97267 573454 4.19
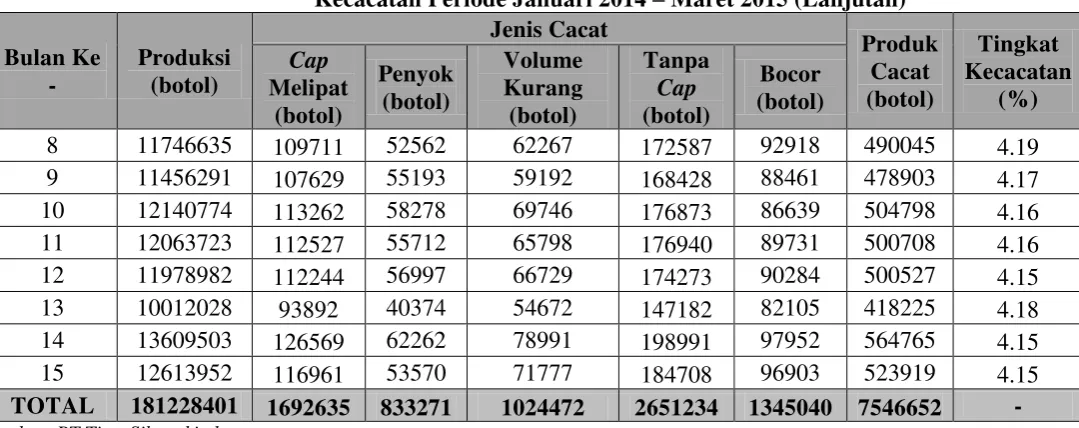
[image:25.595.45.584.555.744.2]Tabel 1.3. Jumlah Jenis Kecacatan Produk 600ml Setiap Jenis Kecacatan Periode Januari 2014 – Maret 2015 (Lanjutan)
Bulan Ke - Produksi (botol) Jenis Cacat Produk Cacat (botol) Tingkat Kecacatan (%) Cap Melipat (botol) Penyok (botol) Volume Kurang (botol) Tanpa Cap (botol) Bocor (botol)
8 11746635 109711 52562 62267 172587 92918 490045 4.19
9 11456291 107629 55193 59192 168428 88461 478903 4.17
10 12140774 113262 58278 69746 176873 86639 504798 4.16
11 12063723 112527 55712 65798 176940 89731 500708 4.16
12 11978982 112244 56997 66729 174273 90284 500527 4.15
13 10012028 93892 40374 54672 147182 82105 418225 4.18
14 13609503 126569 62262 78991 198991 97952 564765 4.15
15 12613952 116961 53570 71777 184708 96903 523919 4.15
TOTAL 181228401 1692635 833271 1024472 2651234 1345040 7546652 -
Sumber: PT.Tirta Sibayakindo
Dari data yang diperoleh, dapat dilihat bahwa dalam proses produksi 600ml masih terjadi kecacatan yang melebihi batas tingkat kecacatan yang diinginkan oleh perusahaan yaitu maksimum 3,5%. Produk yang telah memenuhi persyaratan yang ditetapkan oleh perusahaan akan dikemas dan layak dikirim ke konsumen.
Penyebab reject juga belum diketahui secara signifikan yang kadangkala menyebabkan perusahaan sering mengalami kerugian. Oleh sebab itu diperlukan suatu metode yang dapat mendukung perbaikan kualitas dengan tujuan untuk dapat menghindari reject produk yang lebih banyak lagi.
Salah satu cara yang dapat dilakukan untuk mengawasi kegiatan produksi adalah dengan melakukan penerapan metode Statistiqal Quality Control (SQC) dan Failure Mode and Effect Analysis (FMEA) dalam perbaikan kualitas produk.
Faiz Al Fakhri (2010) melakukan penelitian menggunakan metode
Statistiqal Quality Control (SQC) dan Failure Mode and Effect Analysis (FMEA)
dalam pengendalian kualitas produksi pada PT.XYZ untuk mengendalikan tingkat kerusakan produk. Hasil yang diperoleh adalah berdasarkan diagram pareto, ditemukan priorotas perbaikan yang perlu dilakukan untuk jenis kerusakan yang dominan yaitu warna kabur, tidak register dan terpotong. Dan dari analisis diagram sebab akibat diketahui faktor penyebab reject yang berasal dari faktor manusia, mesinm metode kerja, material dan lingkungan kerja sehingga perusahaan dapat mengambil tindakan pencegahan untuk menekan tingakt reject
dan meningkatkan kualitas produk
Hasmar (2014) melakukan penelitian menggunakan metode Statistiqal Quality Control (SQC) dan FMEA pada PT.ABC untuk mengidentifikasi penyebab kecacatan serta mengurangi jumlah reject yang ada. Hasil yang diperoleh adalah terjadi penurunan jumlah reject terbesar yakni obat tablet pada bagian ujung obat tablet dan bagian badan obat yang sompel.
Melihat pada penelitian sejenis yang telah dilakukan dan permasalahan yang ada pada produk 600 ml maka dilakukan penelitian dengan menggunakan metode Statistical Quality Control (SQC) dan Failure Mode and Effect Analysis
(FMEA) sebagai salah satu alat yang dapat membantu perusahaan dalam melakukan perbaikan kualitas, menyediakan informasi pengendalian kualitas yang mudah dimengerti dan memberikan solusi dalam melakukan pengambilan keputusan terhadap perbaikan akibat reject barang yang terjadi
1.2. Perumusan Masalah
Berdasarkan latar belakang masalah yang telah diuraikan sebelumnya, maka rumusan permasalahan penelitian ini adalah mengidentifikasi faktor-faktor penyebab kecacatan yang terjadi dan memberikan usulan agar dapat memperbaiki kualitas produk.
1.3. Tujuan Penelitian
Tujuan yang ingin dicapai dari penelitian ini adalah
1. Mengindentifikasi dan menganalisa faktor penyebab terjadinya cacat guna menetapkan langkah-langkah yang harus dilakukan untuk memperbaiki kualitas produk tersebut.
2. Memberikan usulan perbaikan terhadap proses produksi dengan harapan dapat mengurangi jumlah produk cacat sehingga dapat mengurangi kerugian terhadap perusahaan.
1.4. Manfaat Penelitian
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut: 1. Bagi Mahasiswa
a. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori ilmiah yang diperoleh di perkuliahan untuk mencari solusi permasalahan-permasalahan yang terjadi di perusahaan dari sudut pandang akademis khususnya dalam hal perbaikan mutu produk melalui penerapan metode
Statistic Quality control (SQC)dan FMEA.
2. Bagi Perusahaan
a. Metode SQC dan FMEA yang dilakukan diharapkan dapat membantu dalam mengurangi jumlah cacat yang terjadi dalam proses produksi. b. Pembuatan sistem informasi mempermudah penyimpanan data produksi,
data cacat, dan data-data lainnya yang berhubungan dengan pengawasan kualitas.
c. Pembuatan sistem informasi membantu manajemen dalam pengambilan keputusan untuk memperbaiki kualitas dengan melihat analisa system informasi yang dibuat sehingga perusahaan menjadi lebih kompetitif dalam persaingan pasar
3. Bagi Departemen Teknik Industri USU
a. Dapat mempererat kerja sama antara perusahaan dengan Fakultas Teknik, Departemen Teknik Industri, Universitas Sumatera Utara.
b. Sebagai tambahan referensi dan sebagai bahan informasi serta pengembangan bagi penelitian berikutnya
1.5. Batasan Masalah dan Asumsi
Adapun pembatasan masalah dalam penelitian ini adalah:
1. Penelitian dilakukan pada kegiatan produk 600 ml di PT Tirta Sibayakindo 2. Metode yang digunakan adalah SQC untuk menghitung seberapa besar
kecacatan yang terjadi di dalam proses produksi
3. Metode yang digunakan adalah FMEA untuk menganalisis perbaikan kecacatan produk supaya mengurangi kecacatan seminimal mungkin.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Bahan baku cukup tersedia dan dapat memenuhi kebutuhan produksi 2. Operator dianggap telah menguasai pekerjaannya dalam proses produksi
3. Kegiatan produksi berlangsung normal sesuai dengan standar operasional dari perusahaan.
1.6. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan laporan tugas sarjana adalah sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari penelitian pada bagian proses produksi PT Tirta Sibayakindo dalam hal perbaikan produk 600ml, perumusan masalah, tujuan penelitian, asumsi dan batasan yang digunakan dalam penelitian, manfaat penelitian serta sistematika penulisan tugas akhir.
Bab II Gambaran Umum perusahaan PT Tirta Sibayakindo, menguraikan sejarah perusahaan, visi dan misi perusahaan, proses produksi, struktur organisasi dan uraian tugas.
Bab III Landasan Teori, menguraikan teori metode Statistic Quality control (SQC), dan FMEA yang digunakan dalam analisis pemecahan masalah. Sumber teori atau literatur yang digunakan berupa buku, jurnal penelitian dan tugas sarjana mahasiswa yang pernah mengangkat topik permasalahan yang sama.
Bab IV Metodologi Penelitian, menjelaskan langkah-langkah penelitian yang dilaksanakan yaitu meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, variabel penelitian, kerangka konseptual, definisi variabel operasional, serta langkah-langkah penelitian meliputi pengumpulan data, pengolahan data, analisis pemecahan masalah, serta kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, mengumpulkan data-data primer dan sekunder yang diperoleh dari penelitian serta teknik yang digunakan untuk mengolah data dalam memecahkan masalah. Data-data berkaitan dengan objek penelitian dilaksanakan dengan pengambilan data dilapangan, yang kemudian data tersebut akan diolah sesuai dengan prosedur pengolahan data.
Bab VI Analisis Pemecahan Masalah, menguraikan hasil pengolahan data serta mengalisis hasil pengolahan data.
Bab VII Kesimpulan dan Saran, kesimpulan memberikan hasil yang ditunjukkan oleh penelitian yang disesuaikan dengan tujuan penelitian. Saran-saran berkaitan dengan penelitian yang dilaksanakan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT.Tirta Sibayakindo merupakan perusahaan yang bergerak dibidang pengolahan Air Minum Dalam Kemasan (AMDK).Industri air minum ini di prakarsai oleh Tirta Utomo (1930-1994) pada tanggal 23 Februari 1973.Sebelumnya, Tirto Utomo bekerja sebagai pegawai Pertamina (1970-an).
Latar belakang Tirto Utomo mendirikan perusahaan ini yaitu berawal dari melihat istri ketua delegasi sebuah perusahaan dari Amerika Serikat yang mengalami diare karena mengkonsumsi air yang tidak bersih. Tirto kemudian mengetahui bahwa tamu-tamunya yang berasal dari negara Barat tidak terbiasa meminum air minum yang direbus, tetapi air yang telah disterilkan. Setelah itu ia dan saudara-saudaranya mulai mempelajari bagaimana cara memproses air minum dalam kemasan. Ia meminta adiknya, Slamet utomo untuk magang di Polaris, sebuah perusahaan AMDK yang telah beroperasi selama 16 tahun di Thailand. Tidak mengherankan bila pada awalnya produk Aqua menyerupai Polaris mulai dari bentuk botol kaca, merek mesin pengolahan air, sampai mesin pencuci botol serta pengisi air, karena di Indonesia sama sekali tidak ada. Pada saat itu orang Indonesia mulai mengubah kebiasaannya dengan mengkonsumsi AMDK.
Beliau mendirikan perusahaan dengan nama PT.Golden Mississippi yang memiliki pabrik di Bekasi, Jawa Barat. Pada tahun 1989 nama PT.Golden Mississippi diubah menjadi PT.AQUA Golden Mississippi (AGM). Perusahaan
ini merupakan perusahaan pertama di Indonesia yang bergerak di bidang pengolahan Air Minum Dalam
Kemasan dengan merk dagang “AQUA”. Sebelum bernama Aqua, dahulu
bernama Puritas (nama lain dari Pure Artesian Water), yang berlogo daun
semanggi. Tetapi, Eulindra Lim, mengusulkan untuk menggunakan namaAqua
karena cocok terhadap imej air minum dalam botol serta tidak sulit untuk diucapkan. Tirto setuju dan mengubah merek produknya dari Puritas menjadi
Aqua, karena kata Puritas sulit diucapkan.
Produksi pertama Aqua diluncurkan dalam bentuk botol kaca ukuran 950ml. Pada tahun 1982 Aqua semakin berkembang. Tirto mulai mengganti bahan baku (air) yang semula berasal dari sumur bor menjadi mata air pegunungan yang mengalir sendiri (self-flowing spring) karena dianggap mengandung komposisi mineral alami yang kaya nutrisi seperti kalsium, magnesium, potasium, zat besi, dan sodium.
Willy Sidharta, sales dan perakit mesin pabrik pertama Aqua, merupakan orang pertama yang memperbaiki sistem distribusi Aqua. Ia memulai dengan menciptakan konsep delivery door to door khusus yang menjadi cikal bakal sistem pengiriman langsung Aqua. Konsep pengiriman menggunakan kardus-kardus dan galon-galon menggunakan armada yang didesain khusus membuat penjualan Aqua secara konsisten menanjak hingga akhirnya angka penjualan Aqua
mencapai dua triliun rupiah pada tahun 1985.
Pada tahun 1984, Pabrik AQUA kedua didirikan di Pandaan, Jawa Timur
sebagai upaya mendekatkan diri pada konsumen yang berada di wilayah
tersebut.Setahun kemudian, terjadi pengembangan produk Aqua dalam bentuk kemasan PET 220 ml. Pengembangan ini membuat produk Aqua menjadi lebih berkualitas dan lebih aman untuk dikonsumsi.
Seiring dengan meluasnya pemasaran untuk produk Aqua di masyarakat Indonesia, perusahaan memberikan lisensi kepada PT. Tirta Sibayakindo (Berastagi) untuk memproduksi produk Aqua.Dan sekaligus menjadi pabrik ke-5 di Indonesia.
PT. Tirta Sibayakindo Berastagi terletak di Desa Doulu, dan didirikan pada tanggal 17 Mei 1993, dimana mata air yang dipakai berada ±100 meter dari lokasi pabrik. PT.Tirta Sibayakindo sampai saat ini sudah memiliki surat izin, sertifikasi sistem manajemen mutu dan penghargaan. Beberapa diantaranya adalah:
1. Surat Izin dari Pemerintah Daerah 2. Surat Izin dari Pemerintah Pusat
3. Sertifikasi ISO 9001: 2008 (mutu pangan) 4. Sertifikasi ISO 14001: 2005 (lingkungan hidup) 5. Sertifikasi ISO 20000 (tanggungan sosial perusahaan) 6. Sertifikasi Halal dari MUI Indonesia
7. GMP (Good Manufacturing Practices) 8. SNI 01-3553-2006
Pada tahun 1995, Aqua menjadi pabrik air mineral pertama yang menerapkan sistem produksi in line di pabrik Mekarsari.Pemrosesan air dan pembuatan kemasan AQUA dilakukan bersamaan. Hasil sistem in-line ini adalah
botol AQUA yang baru dibuat dapat segera diisi air bersih di ujung proses produksi, sehingga proses produksi menjadi lebih higienis.
Pada tahun 1998, karena ketatnya persaingan dan munculnya pesaing-pesaing baru, Lisa Tirto sebagai pemilik Aqua Golden Mississipi menjual sahamnya kepada Grup Danone pada 4 September1998. Danone, yang merupakan sebuah korporasi multinasional asal Perancis, berambisi untuk memimpin pasar global lewat tiga bisnis intinya, yaitu: dairy products, AMDK dan biskuit. Untuk menambah kekuatannya, Danone mulai memasuki pasar Asia, dan mengambil alih dua perusahaan AMDK di Cina.
Pada tahun 2000, bertepatan dengan pergantian milenium, Aqua meluncurkan produk berlabel Danone-Aqua. Dan selanjutnya pada tanggal 16 Oktober 2000, semua anak perusahaan AQUA Group diganti menjadi PT. Tirta Investama kecuali PT. Aqua Golden Mississippi, PT. Tirta Sibayakindo dan PT. Varia Industri Tirta.Hingga pada saat ini, AQUA Group didukung oleh beberapa pabrik yaitu :
1. PT. AQUA Golden Mississippi, Bekasi
2. PT. AQUA Golden Mississippi, Citeureup
3. PT. AQUA Golden Mississippi, Mekar Sari
4. PT. Tirta Investama-Mambal, Bali
5. PT. Tirta Sibayakindo, Berastagi
6. PT. Tirta Investama, Pandaan
7. PT. Tirta Investama, Manado
8. PT. Tirta Investama, Babakanpari
9. PT. Tirta Investama, Subang
10. PT. Tirta Investama, Wonosobo
11. PT. Tirta Investama, Lampung
12. PT. Tirta Investama, Klaten
13. PT. Tirta Investama, Keton Candi
14. PT. Tirta Investama, Ciherang
15. PT. Tirta Investama, Cianjur
16. IBLC Sdn BHd (Sehat) Seria, Brunei Darussalam
17. PT. Tirta Investama, Gatsu-Bali
18. PT. Tirta Investama, Solok
2.2. Ruang Lingkup Bidang Usaha
PT.Tirta Sibayakindo memproduksi berbagai jenis produk air dalam kemasan. Ada 4 jenis produk yang dihasilkan oleh PT. Tirta Sibayakindo, yaitu : 1. Air minum dalam kemasan 240 ml
2. Air minum dalam kemasan 600 ml
3. Air minum dalam kemasan 1500 ml
4. Air minum dalam kemasan gallon (Aqua Galon)
Ukuran produk tersebut disesuaikan dengan kebutuhan dan permintaan konsumen dan juga inovasi dari perusahaan dalam hal ini bagian research dan
development pusat, yang selalu melakukan inovasi terbaru yang kemudian akan disesuaikan dengan mesin kemasan yang ada disetiap pabrik. Pembuatan kemasan untuk masing-masing produk di produksi sendiri oleh PT. Tirta Sibayakindo, kecuali untuk kemasan gallon (dipesan dari vendor).
2.3. Struktur Organisasi Dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Organisasi adalah sekelompok orang yang bekerja sama untuk mencapai satu atau beberapa tujuan. Sedangkan yang dimaksud dengan struktur organisasi adalah susunan dan hubungan-hubungan antar komponen bagian-bagian dan posisi-posisi dalam suatu perusahaan. Dengan adanya organisasi setiap tugas dan kegiatan dapat dilaksanakan dengan efisien sehingga tujuang yang telah ditetapkan akan tercapai.
Dalam sistem pengorganisasian pada unit yang berbeda, diperlukan struktur organisasi yang dapat mempersatukan seluruh sumber daya dengan cara yang teratur. Dengan struktur organisasi tersebut diharapkan setiap personil yang ada di dalam organisasi dapat diarahkan sehigga mendorong mereka melaksanakan aktivitas masing-masing dengan baik dan mendukung tercapainya sasaranperusahaan.
Untuk mencapai tujuan-tujuan organisasi secara efesien, baik ekonomi maupun sosial, diperlukan kemampuan para manajer dan pelaku manajemen dalam menentukan setiap kebijaksanaan perusahaan. Organisasi dan manajemen yang baik akan memberikan dampak positif bagi perusahaan itu sendiri, yaitu dalam hal pengontrolan tugas dan tanggung jawab serta kelancaran komunikasi dari seluruh fungsi organisasi dalam perusahaan tersebut dari atasan sampai bawahan.
PT.Tirta Sibayakindo menggunakan struktur organisasi lini fungsional. Hubungan struktur organisasi lini ditunjukkan dengan adanya spesialisasi tugas setiap unit organisasi (departemen) sehingga pelimpahan wewenang dari pimpinan dapat langsung dilimpahkan kepada bawahan yang menangani pekerjaan tersebut, hal ini dapat dilihat dari pelimpahan wewenang dari Kepala Bagian Produksi dapat melimpahkan tugasnya ke Supervisor/KasiProduksi sesuai dengan spesialisasi tugasnya yang merupakan tanggung jawab bawahannya
Hubungan struktur fungsional ditunjukkan dengan adanya pembagian departemen berdasarkan fungsinya. Misalnya, departemen umum/personalia, departemen teknik, departemen keuangan, dan departemen produksi dimana setiap departemen dapat berhubungan antara satu dengan yang lain walaupun mempunyai fungsi yang berbeda- beda.
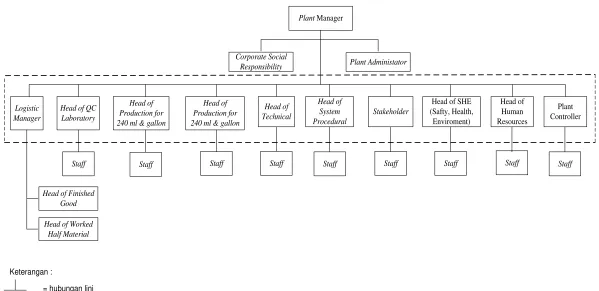
Struktur organisasi yang digunakan oleh PT. Tirta Sibayakindodapat terlihat pada Gambar 2.1
Plant Manager
Corporate Social
Responsibility Plant Administator
Head of QC Laboratory
Head of Production for 240 ml & gallon
Head of Production for 240 ml & gallon
Head of System Procedural
Stakeholder
Head of SHE (Safty, Health,
Enviroment)
Head of Human Resources
Plant Controller
Logistic Manager
Staff
Head of Technical
Staff
Staff Staff Staff Staff Staff Staff Staff
Head of Finished Good
Head of Worked Half Material
= hubungan fungsional = hubungan lini Keterangan :
[image:39.842.122.721.93.384.2]Sumber: PT. Tirta Sibayakindo
Gambar 2.1. Struktur Organisasi PT. Tirta Sibayakindo
2.3.1.1. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan yang ada pada PT Tirta Sibayakindo dapat dilihat pada Lampiran 1.
2.3.2. Manajemen Perusahaan
2.3.2.1. Ketenagakerjaan
Jumlah karyawan pada perusahaan ini adalah 558 orang yang terbagi atas 550 orang karyawan tetap, 7 orang karyawan kontrak, 1 orang karyawan masa percobaan dengan latar belakang pendidikan SMA/ sederajat dan sarjana (S1). Tenaga kerja di PT. Tirta Sibayakindo terbagi kedalam berbagai bidang kegiatan, antara lain bidang Produksi, bidang Quality Assurance,Accounting, bidang Teknik, Logistik, Gudang dan Personalia.
Jam kerja di PT.Tirta Sibayakindo dibagi dalam 2 kelompok yaitu tenaga kerja non shift dan tenaga kerja shift.
1. Sistem Non Shift
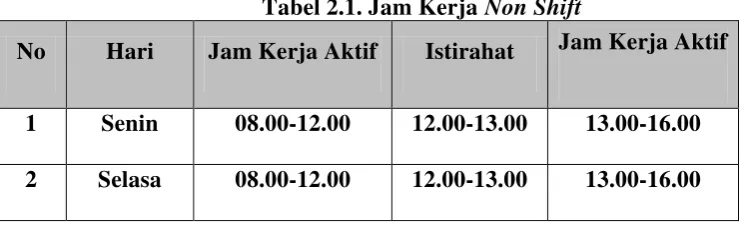
[image:40.595.128.499.614.728.2]Sistem non shift berlaku bagi tenaga kerja di bagian staf dan administrasi kantor dengan jam kerja. Tabel 2.1.akan memperlihatkan jam kerja non shift di PT.Tirta Sibayakindo
Tabel 2.1. Jam Kerja Non Shift
No Hari Jam Kerja Aktif Istirahat Jam Kerja Aktif
1 Senin 08.00-12.00 12.00-13.00 13.00-16.00
2 Selasa 08.00-12.00 12.00-13.00 13.00-16.00
Tabel 2.1. Jam Kerja Non Shift (Lanjutan)
No Hari Jam Kerja Aktif Istirahat Jam Kerja Aktif
3 Rabu 08.00-12.00 12.00-13.00 13.00-16.00
4 Kamis 08.00-12.00 12.00-13.00 13.00-16.00
5 Jumat 08.00-12.00 12.00-13.00 13.00-16.00
6 Sabtu 08.00-13.00
Sumber : PT.Tirta Sibayakindo
2. Sistem Shift
Sistem shift terdiri dari 3 shift dengan jam kerja. Tabel 2.2.akan memperlihatkan jam kerja Shift di PT.Tirta Sibayakindo.
Tabel 2.2. Jam Kerja Shift
No Shift Jam Kerja Aktif Istirahat Jam Kerja Aktif
1 I 00.00-04.00 04.00-05.00 05.00-08.00
2 II 08.00-12.00 12.00-13.00 13.00-16.00
3 III 16.00-18.00 18.00-19.00 19.00-00.00
Sumber : PT.Tirta Sibayakindo
Pembagian jam kerja sistem shift sebagai berikut :
Shift I : pukul 00.00 sampai 08.00 dan 00.00 – 05.00 (sabtu) Shift II : pukul 08.00 sampai 16.00 dan 08.00 – 13.00 (sabtu) Shift III : pukul 16.00 sampai 24.00 dan 13.00 – 18.00 (sabtu) Dari setiap shift, karyawan mendapatkan waktu istirahat (makan) selama satu jam. Karyawan di PT.Tirta Sibayakindo bekerja enam hari dan libur pada hari Minggu, hari besar agama dan hari libur nasional.Sistem kerja 3 Shift berotasi
mingguan. Bila jam kerja melebihi dari jam kerja biasa yang akan disebabkan penambahan jam produksi atau pekerjaan tambahan maka karyawan tersebut berhak menerima upah lembur. Hal ini berlaku juga apabila karyawan bekerja pada hari libur.
2.3.2.2.Sistem Pengupahan dan Fasilitas yang Digunakan
Sistem pengupahan yang dilakukan diperusahaan PT. Tirta Sibayakindo tidak kurang dari Upah Minimum Regional yang ditetapkan oleh pemerintah. Besarnya upah yang akan diberikan kepada karyawan tergantung kepada penilaian kinerja karyawan dan jabatan yang dipegang di perusahaan.
Disamping gaji pokok, perusahaan juga membayarkan upah lembur bagi karyawan yang bekerja melebihi jam kerja yang telah ditetapkan. Selain upah tersebut, perusahaan juga memberikan tunjangan ataupun kesejahteraan kepada karyawan berupa :
1. JAMSOSTEK (Jaminan Sosial Tenaga Kerja)
2. Asuransi pada jam kerja dan diluar jam kerja bagi karyawan.
3. Uang hadir, uang lembur, uang cuti tahunan, uang cuti besar, uang transport dan uang makan.
4. Cuti 12 Hari dalam satu tahun, cuti besar selama satu bulan kerja, apabila pekerja telah bekerja selama 5 tahun.
5. Seragam kerja, sepatu kerja safety dan perlengkapan karyawan. 6. Tunjangan kesehatan istri/suami dan tiga anak.
7. Tunjangan melahirkan dan cuti melahirkan selama empat bulan bagi karyawati.
8. Tunjangan Hari Raya Agama Besar, bonus tahunan dan dana pensiun. 9. Tunjangan pernikahan.
10. Tunjangan bencana alam.
11. Pemberian AQUA kemasan 5 galon/minggu kepada setiap karyawan. 12. Bus karyawan setiap shift (tujuan akhir Medan dan tujuan akhir
Kabanjahe)
13. Jaminan kesehatan bagi karyawan dan anggota keluarga. 14. Penghargaan bagi karyawan untuk jenjang masa kerja. 15. Berbagai training dan pendidikan bagi karyawan. 16. Medical reward bagi karyawan.
17. Beasiswa bagi anak karyawan
2.3.2.3.Pemasaran Produk
Pemasaran hasil produksi PT. Tirta Sibayakindo terutama diajukan untuk memenuhi kebutuhan pasar dikawasan Indonesia wilayah barat khususnya Sumatera bagian Utara, NAD, Riau, Jambi.
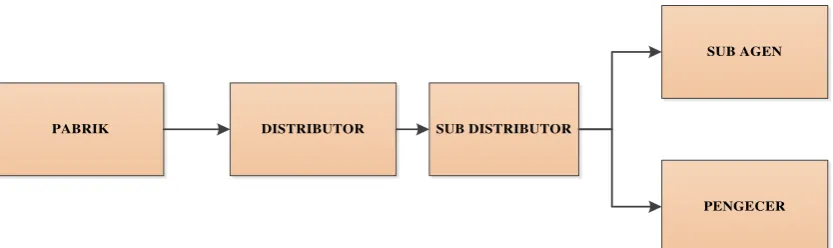
Sistem pemasaran diserahkan sepenuhnya pada distributor. Dari sub distributor kemudian disebarkan ke agen-agen, sub agen dan retailer (pengecer) sehingga produk dapat sampai ke konsumen. Rantai pemasaran air minum dalam kemasan merk AQUA dapat dilihat pada gambar2.2 berikut
PABRIK DISTRIBUTOR SUB DISTRIBUTOR
SUB AGEN
PENGECER
Gambar 2.2. Rantai Pemasaran Produk
2.3.2.4.Pengawasan Mutu
Pengawasan mutu merupakan usaha yang dilakukan untuk mempertahankan mutu atau kualitas produk yang dihasilkan agar sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan kebijaksanaann suatu perusahaan. Dengan demikian semua produk yang dihasilkan diawasi sesuai dengan standar serta dianalisis agar dapat dilakukan tindakan perbaikan produksi.
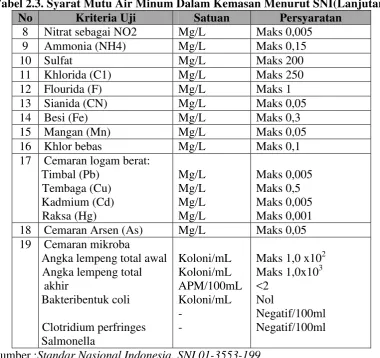
[image:44.595.152.569.112.236.2]Standar air minum yang ditetapkan oleh PT Tirta Sibayakindo berdasarkan SNI 01-3553-1996 seperti dalam Tabel 2.3 berikut.
Tabel 2.3. Syarat Mutu Air Minum Dalam Kemasan Menurut SNI
No Kriteria Uji Satuan Persyaratan
1 Keadaan: a. Bau
b. Rasa
c. Warna
- -
Unit Pt.Co
Tidak berbau Normal Maks 5
2 Ph - 6,5-8,5
3 Kekeruhan NTU Maks 5
4 Kesadahan sebagai CaCO3 Mg/L Maks 150
5 Zat padat terlarut Mg/L Maks 500
6 Nitrat Organik sebagai angka KMnO4
Mg/L Maks 1,0
7 Nitrat sebagai NO3 Mg/L Maks 45
Tabel 2.3. Syarat Mutu Air Minum Dalam Kemasan Menurut SNI(Lanjutan)
No Kriteria Uji Satuan Persyaratan
8 Nitrat sebagai NO2 Mg/L Maks 0,005
9 Ammonia (NH4) Mg/L Maks 0,15
10 Sulfat Mg/L Maks 200
11 Khlorida (C1) Mg/L Maks 250
12 Flourida (F) Mg/L Maks 1
13 Sianida (CN) Mg/L Maks 0,05
14 Besi (Fe) Mg/L Maks 0,3
15 Mangan (Mn) Mg/L Maks 0,05
16 Khlor bebas Mg/L Maks 0,1
17 Cemaran logam berat: a. Timbal (Pb)
b. Tembaga (Cu)
c. Kadmium (Cd)
d. Raksa (Hg)
Mg/L Mg/L Mg/L Mg/L Maks 0,005 Maks 0,5 Maks 0,005 Maks 0,001 18 Cemaran Arsen (As) Mg/L Maks 0,05 19 Cemaran mikroba
a. Angka lempeng total awal
b. Angka lempeng total
akhir
c. Bakteribentuk coli
d. Clotridium perfringes
e. Salmonella
Koloni/mL Koloni/mL APM/100mL Koloni/mL - -
Maks 1,0 x102 Maks 1,0x103 <2
Nol
Negatif/100ml Negatif/100ml Sumber :Standar Nasional Indonesia, SNI 01-3553-199
Kriteria dan standar kualitas air didasarkan atas : 1. Kualitas fisik : bau, rasa, warna, suhu dan kekeruhan
2. Kualitas kimiawi : ditoleransi hingga batas batas tertentu terutama dampaknya terhadap kesehatan. Contoh maksimum konsentrasi Cu = 1,g/l, Zn = 5 mg/l
3. Kualitas organik : dibatasi karena dapat bersifat toksik (baik karsinogen, maupun npn-karsigen) , seperti senyawa aktif pembentukan pestisida, dll 4. Kualitas biologi :indikator pencemaran air oleh aktivitas domestik. Contoh
: bakteri escherici coli
5. Kualitas radioaktif : bebas dari zat radioaktif
Pengawasan mutu pabrik PT. Tirta Sibayakindo terhadap bahan baku, produk, mutu limbah, bangunan pabrik dan karyawan sepenuhnya oleh pabrik pusat yang berada di Jakarta, perusahaan Danone di Paris, Pemerintah Provinsi Sumatera Utara dan Pemerintah Kabupaten Karo. Pemerintah Daerah melalui Dinas Kehutanan, Dinas Sosial, Kantor Lingkungan Hidup, Dinas Energi dan Pertambangan, Dinas Kebersihan dan Dinas Kesehatan mengadakan kunjungan maksimal 1 bulan sekali. Pengujian sampel semua produk juga disertifikasi oleh perusahaan swasta seperti PT. Socfindo dan PT. BTKL (Badan Teknik Kesehatan Lingkungan)
2.4. Proses Produksi
PT Tirta Sibayakindo adalah perusahaan yang bergerak dalam industri pengolahan air minum dalam kemasan (AMDK) dan sekaligus memproduksi botol kemasan air minum untuk kemasan. PT.Tirta Sibayakindo membutuhkan bahan baku, bahan tambahan, bahan penolong yang baik untuk melakukan proses agar mampu menghasilkan berbagai jenis produk air dalam kemasan.
2.4.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk. Bahan baku yang digunakan oleh PT Tirta Sibayakindo adalah air pegunungan yang mengalir sendiri (Mountain Spring Water) yang berada di area pabrik di desa Doulu, Brastagi
2.4.2. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan dalam suatu produksi sehingga dapat meningkatkan mutu produk menjadi lebih baik. Bahan penolong yang digunakan di PT.Tirta Sibayakindo untuk memproduksi air minum dalam kemasan adalah ozon (O3)
Ozon berfungsi untuk membunuh bakteri yang berukuran kurang dari 1µ.Ozon ini dihasilkan oleh generator ozon dengan menginduksi arus listrik tegangan tinggi 10 Kv ke dalam tabung yang berisi udara O2.
2.4.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan untuk meningkatkan mutu produk menjadi bernilai guna dan ikut dalam proses produksi. Adapun bahan tambahan yang digunakan adalah sebagai berikut:
1. Poly Ethylene Terapthalate(PET)
2. High Density Poly Ethylene (HDPE) dan Sanylene Blue
3. Label Produk 4. Kotak pengepakan
5. Upper Glue
6. Isolasi yang digunakan sebagai perekat kotak karton yang telah diisi dengan air minum dalam kemasan.
2.4.4. Uraian Proses Produksi
2.4.4.1. Proses Pembuatan Botol 600ml
Resin PET yang diperiksa oleh incoming materialdipindahkan ke bagian produksi oleh operator gudang. Kadar air yang masih terdapat pada Resin PET akan dikurangi melalui proses Hopper Dryer agar dapat dipanaskan dengan sempurna. Setelah itu dilanjutkan dengan proses Melting yaitu pelelehan Resin PET yang dilakukan di mesin Husky. Setelah dilelehkan Resin PET dibentuk menjadi preform 600ml dengan kecepatan 31.200 pph (preform perjam) dan dipacking ke rak besi untuk disimpan di ruang SBO. Preform yang telah disimpan akan disupply secara otomatis ke storage preform untuk diproses selanjutnya dan dipanaskan untuk kembali menghilangkan kadar air yang masih terkandung. Proses ini disebut dengan proses Preheating. Lalu preform akan dibentuk menjadi botol kosong 600ml dengan cara ditiup di mesin SBO unit dengan kecepatan 36.000 bph (Botol perjam). Botol yang sudah terbentuk diturunkan dari mesin
SBO sekaligus proses pendinginan botol dan langsung berada pada conveyor dan dibawa ke ruang infeed dengan conveyor. Botol kemasan akan dimasukkan kedalam kantong plastik dan disimpan dalam gudang penyimpanan botol/ ruang
storage.
2.4.4.2. Proses Water Treatment
Proses water treatment adalah proses yang bertujuan untuk menyaring dan mensterilkan bahan baku sehingga menjadi air minum yang siap diminum dan mengandung mineral yang tinggi. Air dari sumber mata air dipompakan keStorage
Tank I yang berfungsi sebagai tempat penyimpanan sementara. Air dari Storage Tank I dialirkan ke Catridge Filter5μ. Air dari Storage Tank I disaring. Catridge Filter dilengkapi dengan 12 buah filter yang berukuran 5μ sehingga bakteri-bakteri yang berukuran5μtidak akan lolos dari saringan tersebut. Air dari Catridge Filter 5μ dipompakan ke Storage Tank II yang berfungsi sebagai tempat penyimpanan sementara. Air dari Storage Tank II dialirkan ke Catridge Filter 1 μ dan Storage Tank III. Air dari Storage Tank III yang berfungsi sebagai tempat penyimpanan sementara dan digunakan untuk boiler, Washer I danWasher II. Air dari Storage Tank II disaring. Catridge Filler dilengkapi dengan 12 buah filter
yang berukuran 1μ sehingga bakteri yang berukuran 1μ tidak akan lolos dari saringan tersebut. Air yang berasal dari Catridge Filter 1μ dialirkan ke Finish Tank I. Sebelum sampai ke Finish Tank I terjadi proses ozonisasi yaitu proses pembunuhan bakteri-bakteri yang lolos dari Catridge Filter yang dilakukan oleh yang dihasilkan generator ozon dengan mengubah yang diperoleh dari udara bebas menjadi . Pada saat mengalirkan air ke Finish Tank I terjadi proses
mixing yaitu pencampuran dengan air supaya homogen.
2.4.4.3. Proses Pengisian dan Pengemasan Air Minum Pada Kemasan
600ml
Proses pengisian (Filler) dilakukan pada ruangan yang steril dengan suhu berkisar 20 derajat celcius – 25 derajat celcius.Botol yang telah disimpan di storage akan dibawa dengan conveyor untuk melanjutkan ke proses pengisian setelah itu diteruskan dengan proses Capping yaitu proses menutup botol yang
sudah berisi air. Botol yang sudah tertutup dengan sempurnaakan dilanjutkan dengan proses coding botol untuk memberikan kode produksi, expired date dan
batch date di produk.
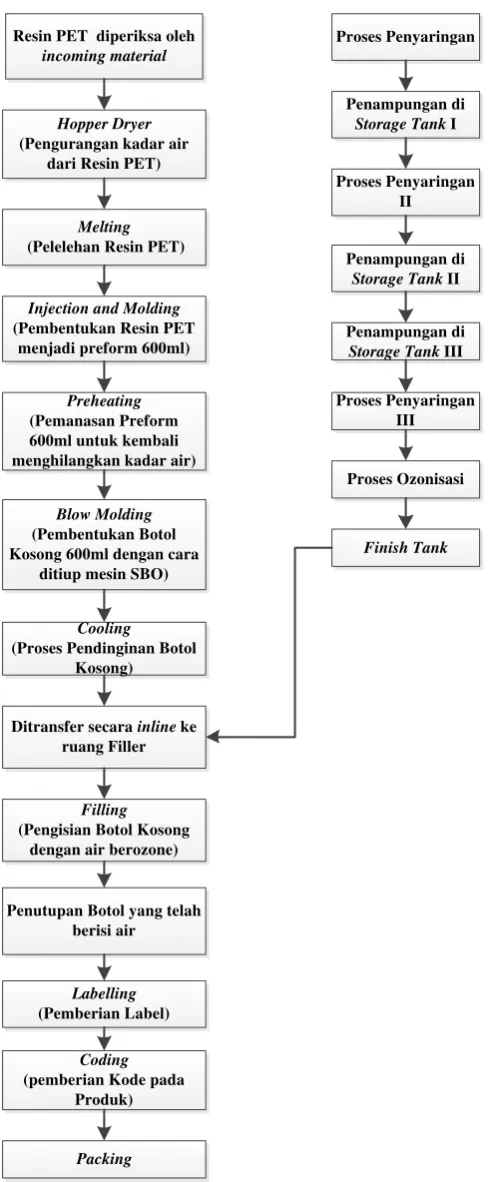
Setelah itu dilakukan visual yang pertama yaitu visual isidimana akan dilakukan proses pemeriksaan produk isi secara visual. Lalu akan dilanjutkan dengan proses Labelling yaitu pemasangan Label di produk secara otomatis di mesin Krones dan dilanjutkan dengan melakukan visual kedua yaitu visual produkdimana akan dilakukan proses pemeriksaan produk jadi secara visual. Produk yang diterima lalu dipackingsecara otomatis di mesin Cermex. Blok diagram uraian proses produksi 600ml dapat dilihat pada Gambar 2.3
2.5. Mesin dan Peralatan
a. Mesin Pembuatan Preform
Merek : Husky
Buatan/tahun : Kanada /2007
Type : Hypet 300
No seri : 3755147
Fungsi : Melebur biji plastic menjadi kemasan Kapasitas : 32.000 preform/jam
b. Mesin Pembuatan Botol
Merek : SIDEL
Buatan/tahun : Perancis /2007
Type : SBO
Proses Penyaringan
Penampungan di Storage Tank I
Proses Penyaringan II
Penampungan di Storage Tank II Penampungan di
Storage Tank III Proses Penyaringan
III
Proses Ozonisasi
Finish Tank Resin PET diperiksa oleh
incoming material
Hopper Dryer (Pengurangan kadar air
dari Resin PET)
Melting (Pelelehan Resin PET)
Injection and Molding (Pembentukan Resin PET
menjadi preform 600ml) Preheating (Pemanasan Preform 600ml untuk kembali menghilangkan kadar air)
Blow Molding (Pembentukan Botol Kosong 600ml dengan cara
ditiup mesin SBO) Cooling
(Proses Pendinginan Botol Kosong)
Ditransfer secara inline ke ruang Filler
Filling (Pengisian Botol Kosong
dengan air berozone)
Penutupan Botol yang telah berisi air
Labelling (Pemberian Label)
Coding (pemberian Kode pada
Produk)
[image:51.595.208.454.108.700.2]Packing
Gambar 2.3.Blok Diagram Proses Produksi 600ml
No seri : 12132
Fungsi : merubah preform menjadi botol c. Mesin Pengisian air dan pemberian Cap
Merek : SIDEL
Buatan/tahun : Perancis /2007
Type : S.Europe W
No seri : 04260452907
Fungsi : Pengisian air dan pemberian tutup botol d. Mesin Pengepakan
Merek : SIDEL
Buatan/tahun : Perancis /2007 Type : F38 Case Former No seri : 37517
Fungsi : Pembuatan Box
e. Mesin Pengepakan
Merek : SIDEL
Buatan/tahun : Perancis /2007 Type : F 478 Pick N Place
No.seri : 37518
Fungsi : Memasukkan botol ke box
f. Mesin Pengepakan
Merek : SIDEL
Buatan/tahun : Perancis /2007 Type : C 641 Upper Glue
No. seri : 04260452901
Fungsi : Pemberian lem ke box
BAB III
LANDASAN TEORI
3.1. Pengertian Kualitas (Quality)
Dari segi linguistik kualitas berasal dari bahasa latin “quails” yang berarti „sebagaimana kenyataannya‟. Definisi kualitas secara internasional (BS EN ISO
9000:2000) adalah tingkat yang menunjukkan serangkaian karakteristik yang melekat dan memenuhi ukuran tertentu (Dale, 2003 ;4)
Dalam konteks pembahasan tentang pengendalian proses statistikal,
terminology kualitas didefinisikan sebagai konsistensi peningkatan atau perbaikan dan penurunan variasi karakteristik dari suatu produk yang dihasilkan, agar memenuhi kebutuhan yang telah dispesifikasikam, guna meningkatkan kepuasan pelanggan internal maupun eksternal.
Mutu adalah sesuatu yang diputuskan oleh pelanggan, bukan oleh pemasaran dan manajemen umum. Mutu didasarkan pada pengalaman aktual pelanggan terhadap produk atau jasa, diukur berdasarkan persyaratan pelanggan tersebut dan selalu mewakili sasaran yang bergerak dalam pasar yang penuh persaingan.
(Feigenbaum, 1992)
Mutu produk dan jasa didefinisikan sebagai keseluruhan gabungan karakteristik produk dan jasa dari pemasaran, rekayasa, pemeliharaan yang membuat produk dan jasa yang digunakan untuk memenuhi harapan-harapan pelanggan (Feigenbaum, 1992)
Kualitas adalah total composite product dan karakteristik pelayanan dari
marketing, engineering, manufaktur, dan maintenance yang mana produk dan pelayanan yang digunakan akan mempertemukan harapan konsumen.
Kualitas sebagaimana yang diaplikasikan pada produk yang dihasilkan industri mempunyai karakteristik atau grup atau kombinasi dari karakteristik yang membedakan satu artikel dari lainnya atau produk hasil manufaktur dari para pesaing, atau satu tingkatan produk dari sebuah pabrik tertentu kepada tingkatan lainnya dari pabrik yang sama (Radford). Kualitas yang baik menurut produsen adalah apabila produk yang dihasilkan perusahaan telah sesuai dengan spesifikasi yang telah ditentukan oleh perusahaan. Sedangkan kualitas yang tidak baik adalah apabila produk yang dihasilkan tidak sesuai dengan spesifikasi standar yang telah ditentukan serta menghasilkan produk rusak. Namun demikian, perusahaan dalam menentukan spesifikasi produk juga harus memperhatikan keinginan dari konsumen, sebab tanpa memperhatikan itu, produk yang dihasilkan oleh perusahaan tidak akan dapat bersaing dengan perusahaan lain yang lebih memperhatikan kebutuhan konsumen.
Perluasan kualitas ditentukan dengan seberapa bagus karakteristik kualitas yang sebenarnya (kebutuhan konsumen) dihubungkan dengan karakteristik kualitas pengganti (spesifikasi produk).
Douglas C Montgomery (2001:2) mengidentifikasikan delapan dimensi kualitas yang digunakan untuk menganalisis karakteristik kualitas barang yaitu sebagai berikut :
1. Performa (performance)
Berkaitan dengan aspek fungsional dari produk dan merupakan karakteristik utama yang dipertimbangkan pelanggan ketika ingin membeli suatu produk
2. Keistimewaan (features)
Merupakan aspek kedua dari performansi yang menambah fungsi dasar, berkaitan dengan pilihan-pilihan dan pengembangannya.
3. Keandalan (realibility)
Berkaitan dengan kemungkinan suatu produk melaksanakan fungsinya secara berhasil dalam periode waktu tertentu dibawah kondisi tertentu 4. Konformasi (conformance)
Berkaitan dengan tingkat kesesuaian produk terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan pelanggan.
5. Daya tahan (durability)
Merupakan ukuran masa pakai suatu produk. Karakteristik ini berkaitan dengan daya tahan dari produk itu.
6. Kemampuan pelayanan (serviceability)
Merupakan karakteristik yang berkaitan dengan kecepatan, keramahan/ kesopanan, kompetensi, kemudahan serta akurasi dalam perbaikan 7. Estetika (esthetics)
Merupakan karakteristik yang bersifat subjektif sehingga berkaitan dengan pertimbangan pribadi dan refleksi dari prefensi pilihan individual
8. Kualitas yang dipersepsikan (perceived quality)
Bersifat subjektif, berkaitan dengan perasaan pelanggan dalam mengkonsumsi produk tersebut.
3.2. Pengendalian Kualitas
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan/ perawatan dari suatu tingkat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus menerus serta tindakan korektif bilamana diperlukan1. Jadi, pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu baik (accept) atau jelek (reject).
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari pihak marketing dan purchasing hingga bahan baku tersebut masuk ke pabrik dan bahan baku itu diolah di pabrik yang akhirnya dikirim ke pelanggan.
Secara umum pengendalian kualitas di dalam perusahaan mempunyai beberapa tujuan tertentu, yaitu antara lain terdapatnya peningkatan kepuasan konsumen, proses produksi dapat dilaksanakan dengan biaya serendah-rendahnya serta selesai dengan waktu yang telah diterapkan. Dengan demikian apabila perusahaan semata-mata berproduksi pada biaya yang serendah-rendahnya, namun tidak memperhatikan kepuasan konsumen, maka sebenarnya perusahaan semacam ini sudah tidak lagi memperhatikan kualitas produknya2.
1
Rosnani Ginting, ”Sistem Produksi” (Cet. I; Yogyakarta : Graha Ilmu), 2007,hal 300-326.
2
Drs.AgusAhyari, “Manajemen Produksi Pengendalian Produksi” Edisi Empat.Yogyakarta : Universitas Gajah Mada , 2002, hal 238-241
3.2.1. Faktor-Faktor Pengendalian Kualitas
Menurut Douglas C. Montgomery (2001:26) dan berdasarkan beberapa literatur lain menyebutkan bahwa faktor-faktor yang mempengaruhi pengendalian kualitas yang dilakukan perusahaan adalah
1. Kemampuan proses
Batas-batas yang ingin dicapai harus disesuaikan dengan kemampuan proses yang ada. Tidak ada gunanya mengendalikan suatu proses dalam batas-batas yang melebihi kemampuan dan kesanggupan proses yang ada. 2. Spesifikasi yang berlaku
Spesifikasi hasil produksi yang ingin dicapai harus dapat berlaku, bila ditinjau dari segi kemampuan proses dan keinginan atau kebutuhan konsumen yang ingin dicapai dari hasil produksi tersebut. Dalam hal ini haruslah dapat dipastikan dahulu apakah spesifikasi tersebut dapat berlaku dari kedua segi yang telah disebutkan diatas sebelum pengendalian kualitas pada proses dapat dimulai.
3. Tingkat ketidaksesuaian yang dapat diterima
Tujuan dilakukan pengendalian suatu proses adalah dapat mengurangi produk yang berada dibawah standar seminimal mungkin. Tingkat pengendalian yang diberlakukan tergantung pada banyaknya produk yang berada dibawah standar yang dapat diterima.
4. Biaya kualitas
Biaya kualitas sangat mempengaruhi tingkat pengendalian kualitas dalam menghasilkan produk dimana biaya kualitas mempunyai hubungan yang dinilai positif dengan terciptanya produk yang berkualitas.
a. Biaya pencegahan (Preventive Cost) b. Biaya deteksi/penilaian (Detection Cost)
c. Biaya kegagalan internal (Internal Failure Cost) d. Biaya kegagalan eksternal (Eksternal Failure Cost)
3.3. Pengendalian Kualitas secara Statistik
Pengendalian kualitas secara statistik merupakan teknik penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelo