i
LAPORAN KERJA PRAKTEK
PT.PINDAD(PERSERO)
ANDREAS WILLI WIBOWO 14 06 08061
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
2018
ii
HALAMAN PENGESAHAN
Laporan Kerja Praktek yang dilaksanakan di PT.Pindad (Persero) mulai tanggal 18 Desember 2017 sampai dengan 2 Februari 2018 disusun oleh:
Nama : Andreas Willi Wibowo NPM : 14 06 08061
Program Studi : Teknik Industri Fakultas : Teknologi Industri Telah diperiksa dan disetujui.
Bandung, 31 Januari 2018 Pembimbing Lapangan Dosen Pembimbing
Herman Detiawan, A.Md. Dr. A.Teguh Siswantoro Kasubdep Yantek Rendalprod
iii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK DARI PT.Pindad(Persero)
iv
KATA PENGANTAR
Puji Syukur saya haturkan kepada Tuhan Yang Maha Esa karena dengan rahmat dan bimbingan-Nya, Saya dapat menyelesaikan Laporan Kerja Praktek tepat pada waktunya di PT.Pindad(Persero).
Tujuan dari disusunnya Laporan Kerja Praktek ini adalah sebagai laporan kegiatan yang telah dilakukan selama kerja praktek dan sebagai syarat untuk menyelesaikannya Program Strata I Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya, Yogyakarta. Laporan kerja praktek ini disusun berdasarkan kegiatan di Divisi Tempa-Cor dan Alat Perkeretaapian (TC-AP) yang dikunjungi selama kegiatan kerja praktek. Pada laporan ini juga akan membahas tinjauan umum perusahaan, tinjauan sistem perusahaan, serta tinjuan pekerjaan penulis.
Pada kesempatan ini, saya ingin mengucapkan terima kasih kepada pihak-pihak yang telah membantu dan berpartisipasi dalam penyusunan laporan Kerja Praktek selama satu bulan ini diantaranya:
1. Tuhan Yang Maha Esa yang selalu menjadi sumber kekuatan dan pengharapan bagi penyusun dalam melaksanakan kerja praktek dan penyusunan laporan.
2. Bapak Herman selaku pembimbing lapangan yang telah banyak mengijinkan dan membantu selama pelaksanaan kerja praktek serta telah membagikan ilmu pengetahuan dan pengalamannya dalam bekerja.
3. Bapak Ngatman, Bapak Supriatna, Bapak Entom, dan Bapak Wartan serta staf PT.Pindad (Persero) yang tidak dapat disebutkan satu per satu yang telah memberikan pengetahuan dan arahan selama kerja praktek di PT.Pindad.
4. Bapak Dr. A. Teguh Siswantoro. selaku dosen pembimbing kerja praktek atas bimbingannya selama pelaksanaan dan penyusunan laporan kerja praktek. 5. Mas Valentinus ,mas Jeffry Firman, dan mas Jonathan Purwanto yang telah
bekerja sama dan saling membantu selama melaksanakan kerja praktek. 6. Teman-teman yang telah memberikan semangat selama pelaksanaan dan
v
Penulis menyadari penyusunan laporan ini masih jauh dari kesempurnaan. Untuk itu, penulis sangat mengharapkan kritik dan saran yang membangun dari pembaca. Penulis mengharapkan laporan ini dapat berguna bagi penulis dan semua pihak yang terkait.
Yogyakarta, 31 Januari 2018
vi
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR GRAFIK ... ix
BAB 1 PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Perumusan Masalah ... 2
1.3. Tujuan Penelitian ... 2
BAB 2 TINJAUAN UMUM PERUSAHAAN ... 3
2.1. Sejarah Singkat Perusahaan ... 3
2.2. Struktur Organisasi ... 11
2.3. Manajemen Perusahaan ... 16
BAB 3 TINJAUAN SISTEM PERUSAHAAN ... 21
3.1. Proses Bisnis Perusahan ... 21
3.2. Produk yang dihasilkan ... 22
3.3. Proses Produksi ... 27
3.4. Fasilitas Produksi ... 29
BAB 4 TINJAUAN PEKERJAAN MAHASISWA ... 32
4.1. Lingkup Pekerjaan ... 33
4.2. Tanggung jawab dan Wewenang dalam Pekerjaan ... 33
4.3. Metodologi Pelaksanaan Pekerjaan ... 33
4.4. Hasil Pekerjaan ... 36
BAB 5 PENUTUP ... 61
vii
DAFTAR TABEL
Tabel 4.1. Data Waktu Siklus Pembersihan Mold ... 36
Tabel 4.2. Data Waktu Siklus Pemasangan Mold dan Rangka Cetak ... 37
Tabel 4.3. Data Waktu Siklus Penaburan Grafit Powder ... 38
Tabel 4.4. Data Waktu Siklus Pengisian Pasir ... 38
Tabel 4.5. Data Waktu Siklus Pelepasan Cetakan ... 39
Tabel 4.6. Subgrup Pembershian Cetakan ... 40
Tabel 4.7. Subgrup Pemasangan Cetakan dan Rangka Cetak ... 40
Tabel 4.8. Subgrup Penaburan Grafit Powder ... 40
Tabel 4.9. Subgrup Pengisian Pasir ... 41
Tabel 4.10. Subgrup Pelepasan Cetakan ... 41
Tabel 4.11. Tingkat Kepercayaan ... 42
Tabel 4.12. Bantuan Standar Deviasi Pembersihan Mold ... 43
Tabel 4.13. Bantuan Standar Deviasi Pemasangan mold dan Rangka Cetak .... 45
Tabel 4.14. Bantuan Standar Deviasi Pemberian Grafit Powder ... 46
Tabel 4.15. Bantuan Standar Deviasi Pemberian Pasir ... 47
Tabel 4.16. Bantuan Standar Deviasi Pelepasan Cetakan ... 49
Tabel 4.17. Score Keterampilan ... 51
Tabel 4.18. Score Kondisi Kerja ... 52
Tabel 4.19. Score Usaha Kerja ... 53
Tabel 4.20. Score Konsistensi Pekerja ... 54
Tabel 4.21. Score Penilaian Faktor Kelonggaran ... 54
Tabel 4.22. Waktu Normal Tiap Elemen Pekerjaan ... 55
Tabel 4.23. Faktor Kelonggaran ... 56
Tabel 4.24. Score Total Faktor Kelonggaran ... 58
viii
DAFTAR GAMBAR
Gambar 2.1. Logo Perusahaan PT.Pindad(Persero) ... 4
Gambar 2.2. Logo Perusahaan Bergambar Roda Gigi di Luar Bintang ... 5
Gambar 2.3. Logo Perusahaan Bergambar Bintang ... 5
Gambar 2.4. Logo Perusahaan Bergambar Anak Panah ... 5
Gambar 2.5. Logo Dari Budaya Perusahaan PT.Pindad(Persero) ... 6
Gambar 2.6. Penghargaan Proper Biru ... 7
Gambar 2.7. Penghargaan TOP IT ... 7
Gambar 2.8. Penghargaan Industri Hijau ... 8
Gambar 2.9. Piagam Penghargaan LIPI ... 8
Gambar 2.10. Penghargaan Zero Accident Nihil ... 8
Gambar 2.11. Penghargaan Website BUMN Terbaik ... 9
Gambar 2.12. Penghargaam BUMN Peduli ... 9
Gambar 2.13. Penghargaan BUMN Marketing Award ... 10
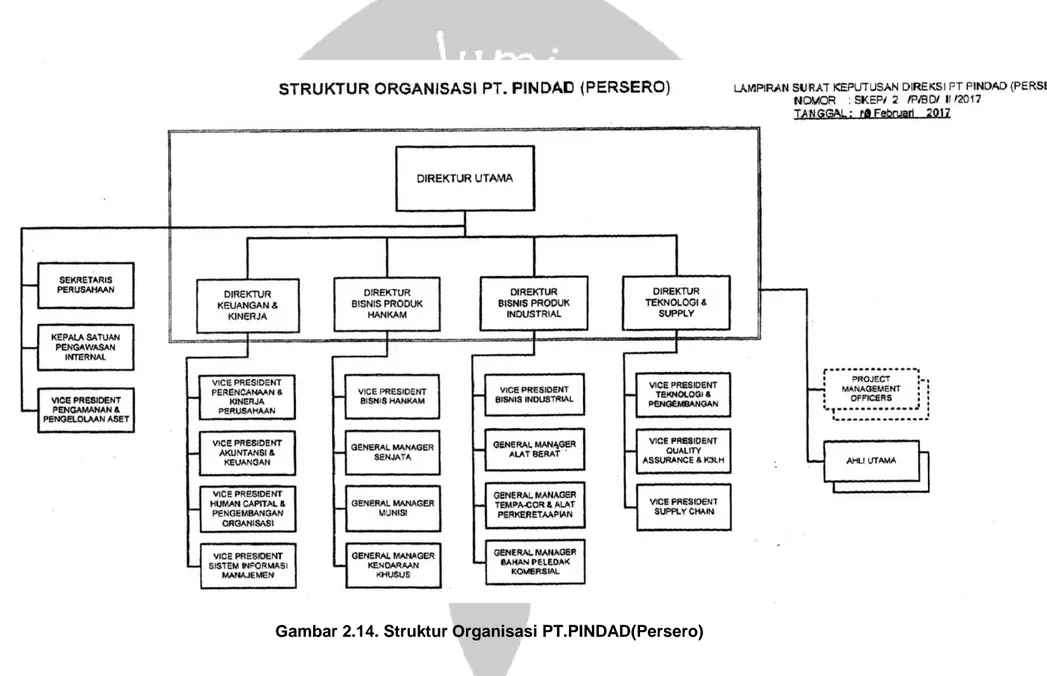
Gambar 2.14. Struktur Organisasi PT.Pindad(Persero) ... 14
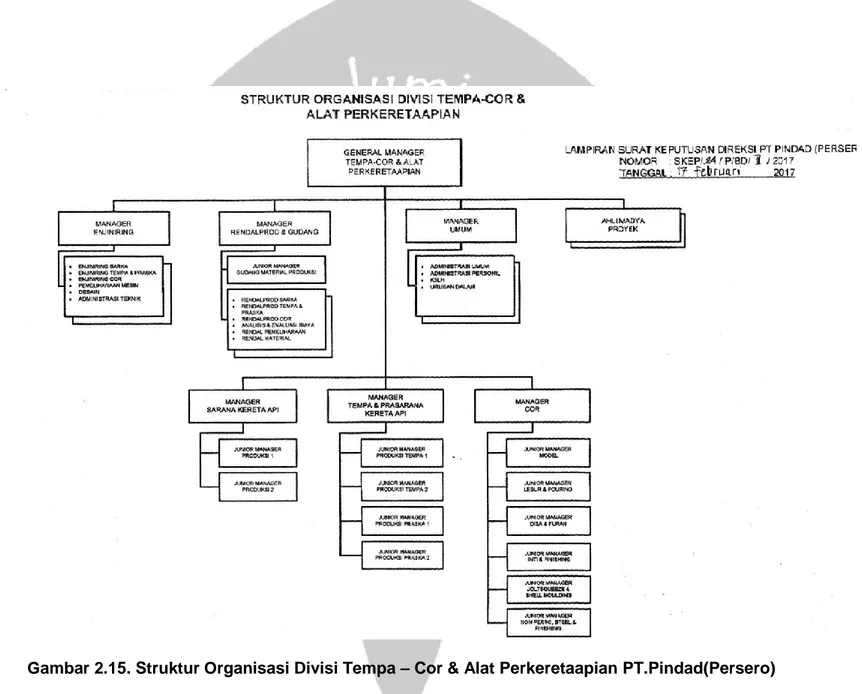
Gambar 2.15. Struktur Organisasi Divisi Tempa-Cor & Alat Perkeretaapian ... 15
Gambar 3.1 Proses Bisnis Pesanan Produk PT.Pindad(Persero) ... 21
Gambar 3.2. Produk Bucket Teeth ... 22
Gambar 3.3. Produk Casing Block ... 23
Gambar 3.4. Produk Kabel Protektor ... 23
Gambar 3.5. Produk Pompa Air ... 24
Gambar 3.6. Produk Walking Beam ... 24
Gambar 3.7. Produk Counter Weight ... 25
Gambar 3.8. Produk Strat Handle ... 25
Gambar 3.9. Produk Shoulder for E-Clip ... 26
Gambar 3.10. Produk Base Plate ... 26
Gambar 3.11. Flowchart Furan Line... 28
ix
DAFTAR GRAFIK
Grafik 4.1. BKA dan BKB Pembersihan Mold ... 44
Grafik 4.2. BKA dan BKB Pemasangan Cetakan dan Rangka Cetak ... 46
Grafik 4.3. BKA dan BKB Pemberian Grafit Powder ... 47
Grafik 4.4. BKA dan BKB Pengisian Pasir... 48
1
BAB 1 PENDAHULUAN
Pada bab ini akan dijelaskan mengenai latar belakang dan tujuan dilaksanakannya kerja praktek. Selain itu bab ini akan dijelaskan juga mengenai tempat dan waktu pelaksanaan kegiatan kerja praktek tersebut.
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan Kerja Praktek/ Magang (untuk selanjutnya disebut Kerja Praktek saja) sesuai dengan Kurikulum di PSTI UAJY. Kurikulum Berbasis KKNI Program Studi Teknik Industri Universitas Atma Jaya Yogyakarta 2017 memberikan kesempatan kepada mahasiswa untuk menempuh jalur Kerja Praktek atau Magang. Perbedaan jalur Kerja Paktek dan Magang adalah pada bobot SKS dan waktu pelaksanaan. Kerja Praktek dilaksanakan selama minimal 25 hari kerja dengan bobot 2 SKS, sedangkan Magang dilaksanakan selama minimal 75 hari kerja dengan bobot 3 SKS. Peraturan dan prosedur Magang sama dengan peraturan dan prosedur Kerja Paktek, sehingga pelaksanaan maupun penulisan laporan Magang mengikuti ketentuan dan prosedur Kerja Praktek yang diuraikan pada Buku Pedoman ini. Untuk melaksanakan Kerja Praktek maupun Magang, mahasiswa memerlukan bekal ilmu yang cukup, karena itu syarat untuk melaksanakan Kerja Praktek/ Magang ini adalah mahasiswa telah menempuh kuliah minimal 5 semester dan mata kuliah Kuliah Lapangan untuk mendukung pemahaman akan lingkungan yang akan dihadapi ketika melaksanakan Kerja Praktek/ Magang.
Untuk melaksanakan Kerja Praktek ini, mahasiswa dapat memilih sendiri perusahaan tempat Kerja Praktek dan kemudian mengajukan ke PSTI UAJY untuk mendapatkan persetujuan dan surat pengantar dari Fakultas Teknologi Industri UAJY kepada perusahaan tempat Kerja Praktek yang dituju. PSTI UAJY memandang Kerja Praktek sebagai wahana atau sarana bagi mahasiswa untuk mengenali suasana di industri serta menumbuhkan, meningkatkan, mengembangkan, dan mensimulasikan etos kerja profesional sebagai calon sarjana Teknik Industri. Kerja Praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik Industri. Paradigma yang harus ditanamkan adalah bahwa selama Kerja Praktek mahasiswa bekerja di perusahaan yang dipilihnya.
2
Bekerja, dalam hal ini mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan pemecahan masalah. Oleh karena itu, dalam Kerja Praktek kegiatan yang dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu
c. Mengerjakan tugas yang diberikan oleh atasan, supervisor atau pembimbing lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis (setelah pelaksanaan Kerja Praktek berakhir)
f. Melaksanakan ujian Kerja Praktek
Secara khusus, dalam lingkup Teknik Industri haruslah selalu disadari bahwa yang dikaji adalah kesatuan elemen sistem yang terdiri atas Manusia, Mesin, Material, Metode, Uang, Energi, Lingkungan dan Informasi. Artinya, dalam melaksanakan aktivitas yang menjadi tanggung jawabnya, Sarjana Teknik Industri harus selalu memandang aktivitasnya dalam kerangka sistem yang melingkupi aktivitas itu.
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja praktek ini adalah: a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan
Kerja praktek ini dilaksanakan mulai tanggal 18 Desember 2017 sampai dengan 2 Februari 2018 di PT.Pindad(Persero), Jalan Gatot Subroto, No 517 Bandung – Indonesia. Selama pelaksanaan kerja praktek, Penulis ditempatkan pada Divisi Tempa Cor & Alat Perkeretapaian, Departemen Tempa dan Cor di bawah pengawasan Bapak Herman selaku pembimbing lapangan.
3
BAB 2
TINJAUAN UMUM PERUSAHAAN
Pada bab ini akan dijelaskan mengenai tinjauan secara umum tentang PT.Pindad (Persero), seperti sejarah singkat, struktur organisasi, dan menejemen perusahaaan.
2.1. Sejarah Singkat Perusahaan
Pada sub bab ini akan dijelaskan mengenai sejarah singkat PT.Pindad mulai dari awal mula berdiri sampai saat ini.
2.1.1. Sejarah Singkat
PT.Pindad (Persero) adalah Perusahaan Industri Manufaktur Indonesia yang bergerak dalam bidang Produk Militer dan Produk Komersial. Kegiatan PT.Pindad (Persero) mencakup desain dan pengembangan, rekayasa, perakitan dan pabrikan serta perawatan.
PT.Pindad (Persero) berlokasi di Bandung - Jawa Barat dan Turen - Jawa Timur. Area pabrik dan perkantoran di Bandung seluas 66 ha (hektar) dengan 3.734 karyawan, sedangkan di Turen area pabrik dan perkantoran seluas 159 ha dengan 1.312 karyawan. Perusahaan ini telah mengalami pergantian nama beberapa kali sebelum menjadi PT. Pindad.
Berdiri pada tahun 1908 sebagai bengkel peralatan militer di Surabaya dengan nama Artillerie Constructie Winkel (ACW). Bengkel ini berkembang menjadi sebuah pabrik dan sesudah mengalami perubahan nama pengelola menjadi Artillerie Inrichtingen (AI) kemudian dipindahkan lokasinya ke Bandung pada tahun 1923.
Pada tahun 1942, di masa penjajahan Jepang, namanya berganti menjadi Dai Ichi Kozo (DIK) dan pada tahun 1947 berganti nama menjadi Leger Productie Bedrijven (LPB).
Setelah kemerdekaan, Pemerintah Belanda menyerahkan pabrik tersebut kepada Pemerintah Indonesia pada tanggal 29 April 1950. Kemudian tanggal tersebut diperingati sebagai hari jadi Perusahaan. Setelah diserahkan oleh pihak Belanda, pabrik tersebut kemudian diberi nama Pabrik Senjata dan Mesiu (PSM) oleh pihak Indonesia.
4
Pada tahun 1962 Pabrik Senjata dan Mesiu (PSM) berubah menjadi sebuah industri peralatan militer yang dikelola oleh Angkatan Darat, sehingga namanya menjadi Perindustrian Angkatan Darat (PINDAD).
PT.Pindad berubah status menjadi Badan Usaha Milik Negara (BUMN) dengan nama PT.Pindad (Persero) pada tanggal 29 April 1983, kemudian pada tahun 1989 perusahaan ini berada di bawah pembinaan Badan Pengelola Industri Strategis (BPIS) yang kemudian pada tahun 1999 berubah menjadi PT. Prakarya Industri (Persero) dan kemudian berubah lagi namanya menjadi Bahana Prakarya Industri Strategis (Persero).
Tahun 2002 PT. BPIS (Persero) dibubarkan oleh Pemerintah, dan sejak itu PT.PINDADberalih status menjadi PT.Pindad (Persero) yang langsung di bawah pembinaan Kementrian BUMN.
Dengan keputusan Menteri Keuangan No.178/KMK.016/1998 tanggal 28 Februari 1998 jabatan direktur utama PT.Pindad (Persero) telah diserahterimakan dari Prof.Ing.B.J Habibie kepada Dr.Ir. Budi Santoso. Seiring dengan peristiwa ini berdasarkan SK direksi PT.Pindad (Persero) No. SKEP/13/P/BD/VI/1998 tanggal 15 Juni 1998 telah ditetapkan direksi yang terdiri dari direktur utama, direksi produk militer, direktur produk komersial, direktur administrasi dan keuangan serta direktur perencanaan dan pengembangan.
2.1.2. Profil Perusahaan.
Pada sub bab ini menjelaskan Profil dari PT.Pindad (Persero) dengan logo perusahaan dan ciri khas dari perusahaan serta penghargaan, pencapaian dan juga produk-produk yang dihasilkan oleh perusahaan.
a. Logo Perusahaan PT.Pindad (Persero)
5
Gambar 2.2. Logo Perusahaan Bergambar Roda Gigi di luar Bintang
Lambang pada roda gigi di luar bintang tersebut menunjukkan bahwa kemampuan Pindad dalam teknologi serta produksinya
Gambar 2.3. Logo Perusahaan Bergambar Bintang
Lambang bintang yang ada melambangkan landasan Pancasila yang memiliki lima sila
Gambar 2.4. Logo Perusahaan Bergambar Anak Panah
Lambang anak panah yang ada menuju ke bagian roda gigi dan bintang tersebut menunjukkan gerak dan laju pengendalian yang serasi
b. Tujuan dan sasaran perusahaan
Setiap perusahaan industri pastinya mempunyai tujuan dan sasaran yang berbeda-beda yang telah ditentukan oleh tiap-tiap perusahaan sesuai dengan ketentuan masing-masing. Berikut ini akan dijelaskan tujuan serta sasaran dari PT.Pindad (Persero) yaitu sebagai berikut :
Tujuan Perusahaan: Mampu menyediakan kebutuhan alat utama sistem persenjataan serta mandiri, untuk mendukung penyelenggaraan pertahanan dan keamanan Negara Kesatuan Republik Indonesia
6
Sasaran Perusahaan: Meningkatkan potensi perusahaan untuk mendapatkan peluang usaha yang menjamin masa depan perusahaan melalui sinergi internal dan eksternal
c. Budaya dari Perusahaan PT.Pindad(Persero)
PT.Pindad (Persero) mempunyai budaya perusahaan yang selalu diingatkan secara terus menerus, di mana setiap karyawanya harus memegang teguh serta memahami budaya perusahaan tersebut. Budaya perusahaan tersebut memili logo seperti pada gambar 2.5.
Gambar 2.5. Logo dari Budaya Perusahaan PT.Pindad(Persero)
Pada Lambang tersebut memiliki arti dari tiap-tiap kata yang ditekankan dalam budaya perusahaan PT.Pindad (Persero) yang akan di jelaskan sebagai berikut :
i. JUJUR (J)
- Jujur dalam sikap, kata dan tindakan - Bebas dari kepentingan
- Menjaga Integritas di setiap aspek ii. BELAJAR (B)
- Belajar tanpa henti, mengajari tanpa henti -Terus mengembangkan diri
- Melakukan perbaikan berkelanjutan iii. Unggul (U)
- Menjaga keunggulan mutu, harga dan waktu - Berdaya saing tinggi
- Mampu menjadi pemain global iv. SELAMAT (S)
- Menjunjung tinggi aspek Keselamatan dan Kesehatan Kerja dan menjaga Lingkungan hidup
- Menaati hukum dan perundang-undangan
7
d. Pencapaian dari PT.Pindad(Persero)
Terdapat banyak Pencapaian atau Penghargaan yang telah diraih PT.Pindad (Persero), baik penghargaan dari pemerintah maupun dari lembaga-lembaga lainnya. Penghargaan yang telah diraih PT.Pindad antara lain sebagai berikut ini;
Pengharagaan dari kementrian lingkungan hidup dan kehutanan tentang penilaian
peringkat kinerja perusahaan dalam pengelolaan lingkungan hidup.
Gambar 2.6 Penghargaan Proper Biru
Penghargaan dari TOP IT dan TELCO pada tahun 2015 dengan kategori Top IT
implementation on difence industry sector.
8
Penghargaan Industri Hijau 2015 dari kementrian perindustrian
Gambar 2.8 Penghargaan Industri Hijau
Penghargaan LIPI SBII AWAR 2015
Gambar 2.9 Piagam Penghargaan LIPI
Penghargaan kecelakaan kerja nihil dari Kementerian Tenaga Kerja Dan Transmigrasi Republik Indonesia.
9 Penghargaan website BUMN terbaik 2014
Gambar 2.11 Penghargaan Website BUMN Terbaik
Penghargaan BUMN peduli
10 Penghargaan BUMN Marketing Award 2014
Gambar 2.13 Penghargaan BUMN Marketing Award e. Produk yang di hasilkan PT.Pindad(Persero)
Produk utama yang dihasilkan PT.Pindad (Persero) adalah peralatan-peralatan militer siperti senjata, amunisi, dan kendaraan khusus. Peralatan-peralatan tersebut diproduksi untuk mendukung pertahanan negara serta untuk dipasarkan secara global. Selain membuat peralatan-peralatan militer, PT.Pindad (Persero) juga membuat produk non militer seperti excavator, generator, peralatan pertanian, peralatan kapal laut, alat perkeretaapian serta jasa tempa cor dan perbaikan peralatan perkeretaapian.
Manufaktur
Proses manufaktur adalah proses di mana melibatkan mesin di dalamnya yang pada umumnya digunakan untuk merubah bentuk dari raw material menjadi bentuk produk yang diinginkan dengan melewati proses permesinan. Produk manufaktur yang dihasilkan PT.Pindad seperti produk senjata dan amunisi, produk kendaraan khusus, bahan peledak militer dan komersil, produk konversi energi, produk sarana dan prasarana transportasi, produk mesin industri dan peralatan industry.
11
Jasa
Selain menghasilkan produk dari proses manufaktur PT.Pindad (Persero) juga bergerak pada bidang jasa. Seccara umum, jasa dapat diartikan sebagai unit usaha yang menghasilkan produk yang intangible (produk yang tidak berwujud) yang bertujuan untuk memenuhi kebutuhan para konsumennya dan mendapatkan profit atau keuntungan. Dalam bidang jasa, PT.Pindad (Persero) melayani jasa seperti perekayasaan sistem industrial, pemeliharaan produk atau peralatan industri, pengujian mutu dan kalibrasi, konstruksi dan peledakan.
2.1.3. Kekhasan Perusahaan PT.Pindad(Persero)
Kekhasan yang dimiliki PT.Pindad (Persero) adalah zero accident atau tidak ada kecelakaan kerja. Hal ini dapat terwujud dengan penerapan K3 (Keselamatan dan Kesehatan Kerja) di setiap sudud perusahaan. Peraturan K3 tersebut bersifat wajib dipatuhi seluruh karyawan perusahaan. Ketatnya aturan K3 di Pindad dikarenakan perusahaan ini memproduksi alat-alat yang berbahaya seperti alat peledak, kendaraan berat, dan senjata.
2.2. Struktur Organisasi
Struktur organisasi yang dibuat perusahaan disesuaikan dengan kebutuhan organisasi itu sendiri, dengan demikian lalu lintas kegiatan dalam organisasi tersebut dapat berjalan dengan baik.
Struktur organisasi PT. Pindad (Persero) Bandung diatur berdasarkan surat keputusan direksi PT. Pindad (Persero) Bandung dengan nomor SKEP/2/P/BD/II/2017 tanggal 10 Februari 2017 mengenai organisasi dan tugas perusahaan PT. Pindad (Persero) Bandung. Melalui surat keputusan direksi tersebut, ditetapkan struktur organisasi PT. Pindad (Persero) Bandung adalah sebagai berikut:
1). Direktur Utama. a. Direktur Utama
b. Direktur Keuangan & Kinerja
c. Direktur Produk Bisnis dan HANKAM d. Direktur Produk Bisnis dan INDUSTRIAL e. Direktur Teknologi dan Supply
2) Divisi Perusahaan
a. Sekretaris Perusahaan
12
c. Kepala Divisi Pengamanan & Pengolahan Aset d. Kepala Divisi Perencaanaan & Kinerja Perusahaan e. Kepala Divisi Akuntansi & Keuangan
f. Kepala Divisi Human Capital & Pengembangan Organisasi g. Kepala Divisi Sistem Informasi Manajemen
h. Kepala Divisi Bisnis HANKAM i. Kepala Divisi Bisnis Industrial j. Kepala Divisi Manajemen Senjata
k. Kepala Divisi Teknologi & Pengembangan l. Kepala Divisi Quality Assurance & K3LH m. Kepala Divisi Supply Chain
n. General Manajer Senjata o. General Manajer Amunisi
p. General Manajer Kendaraan Khusus q. General Manajer Alat Berat
r. General Manajer Tempa Cor & Alat Perkeretaapian s. General Manajer Bahan Peledak Komersial
14
15
16
2.3. Manajemen Perusahaan
2.3.1. Visi dan Misi PT. PINDAD (PERSERO) Visi Perusahaan :
Menjadi produsen peralatan pertahanan dan kemanan terkemuka di Asia pada tahun 2023, melalui upaya inovasi produk dan kemitraan strategi.
Misi Perusahaan :
Melaksanakan usaha terpadu di bidang peralatan pertahanan dan kemanan serta peralatan industrial untuk mendukung pembangunan nasional dan secara khusus untuk mendukung pertahanan dan keamanan negara.
2.3.2 . Ketenagakerjaan
PT. PINDAD (Persero) mempekerjakan karyawan setidaknya 3000 karyawan baik dari sektor perkantoran maupun operator yang bekerja pada lantai produksi. PT. PINDAD menerapkan sistem lima hari kerja dengan ketentuan hari kerja dari Senin – Jumat dengan jam kerja dari pukul 07.30 – 16.30 dengan jam istirahat pada pukul 11.30 – 12.15 dan khusus pada hari Jumat untuk jam istirahat pada pukul 11.00 – 13.00. Pada hari Sabtu atau Minggu dimungkinkan juga untuk melakukan jam lembur dalam memenuhi target produksi, maintenanance alat pada lantai produksi.
2.3.3. Fasilitas Perusahaan
PT. PINDAD juga memiliki beberapa fasilitas yang berguna untuk mensejahterakan karyawan yang ada agar kinerja dari karyawan bisa berjalan dengan baik. Fasilitas – fasilitas yang ada pada PT. PINDAD berlaku bagi semua karyawan dari PT. PINDAD dengan fasilitas – fasilitas yang ada seperti :
1) Masjid dan Musholla
Terdapat dua masjid utama di PT. Pindad (Persero) yang digunakan untuk beribadah para karyawanya tidak hanya masjid saja tempat-tempat ibadah kecilpun disediakan di setiap unitnya seperti mushola yang terdapat di dalam lini produksi excavator sehingga mempermudah karyawan dalam melakukan ibadah. Untuk akses menuju masjid pekerja dari berbagai divisi cukup berjalan kaki saja untuk menuju ke lokasi tersebut karena letaknya yang strategis dan tidak terlalu jauh.
17 2) Kantin
PT.Pindad (Persero) mempunyai satu kantin utama yang cukup besar merupakan fasilitas yang di berikan oleh perusahaan. Pada jam istirahat karyawan dari berbagai divisi berkumpul di kantin ini untuk makan prasmanan secara gratis. Selain itu karyawan juga akan mendapat susu segar setiap harinya sebagai dari kesejahteraan karyawan tersebut.
3) Koperasi
PT. Pindad (Persero) mempunyai satu koperasi yang menyediakan peralatan yang dibutuhkan oleh karyawan-karyawan PT. Pindad (Persero) tersebut mulai dari alat tulis, seragam pegawai, seragam wearpack untuk operator PT. Pindad (Persero) dan selain itu juga di dalam koperasi tersebut juga menjual berbagai macam pernak pernik aksesoris seperti gantungan kunci dengan logo PT. Pindad (Persero), stiker,topi dan lain sebagainya, biasanya digunakan untuk oleh-oleh bagi tamu yang berdatangan pada saat melakukan kerja praktek.
4) Smoking Area dan Smoking Time
Di dalam lingkungan PT. Pindad (Persero) khususnya di area lini produksi dan di dalam kantor dilarang keras untuk merokok. Smoking area yang disediakan terdapat di luar ruangan jika karyawan ingin merokok maka harus keluar ruangan terlebih dahulu. Ada terdapat area-area atau titik-titik tertentu yang dilarang untuk merokok walaupun tempat tersebut sudah berada di luar ruangan hal itu disebabkan oleh banyaknya tempat penyimpanan bahan bakar yang berada di luar ruangan sehingga para karyawan tidak boleh merokok di dekat area tersebut. Perusahaan ini menerapkan sistem smoking time pada karyawan yakni pada jam-jam tertentu diperbolehkan untuk merokok.
5) Komputer yang Terintegrasi dengan Sistem
Di PT. Pindad (Persero) khususnya karyawan yang bekerja di dalam kantor telah disediakan komputer untuk mengerjakan tugas-tugas yang diberikan sehingga para karyawan tidak perlu membawa peralatan seperti laptop dari rumah. Serta pada divisi - divisi tertentu seperti divisi PPC setiap komputernya telah didukung dengan sistem ERP atau SAP yang telah terintegrasi. Untuk mengakses sistem tersebut hanya pegawai - pegawai tertentu saja yang diberikan akses karena rahasia di dalam sistem ERP atau SAP tersebut sangat penting bagi perusahaan.
18 6) Fasilitas Komunikasi
Untuk beberapa divisi di dalam PT. Pindad (Persero) terdapat suatu pekerjaan atau job desk yang mengharuskan karyawan - karyawan tersebut berhubunngan antara divisi yang satu dengan divisi yang lainnya dan juga untuk berhubungan dengan pihak luar seperti costumer atau supplier. PT. Pindad (Persero) telah memberikan fasilitas yaitu berupa telepon dan juga komputer yang tersabung ke jaringan internet supaya memudahkan para pegawai untuk melakukan komunikasi baik komunikasi antar divisi atau komunikasi dengan pihak luar.
7) Area Parkir
PT. Pindad (Persero) menyediakan area parkir yang luas untuk semua karyawannya dengan area parkir yang tersedia untuk parkir mobil dan motor serta area parkir tamu yang dipisah dengan parkir karyawan.
8) Safety tools
Di dalam Lingkungan kerja PT. Pindad (Persero) sangat mengutamakan Keselamatan Kesehatan Kerja para karyawannya terutama di area lini produksi dan permesinan. Baik pengunjung dan karyawan diwajibkan memakai helm keselamatan pada saat memasuki area produksi dan juga diwajibkan untuk berjalan di area yang telah di sediakan supaya mencegah hal-hal yang tidak diinginkan terjadi. Para operator yang bekerja di bagian lantai produksi juga diwajibkan untuk mengenakan peralatan safety seperti kaca mata pelindung, helm keselamatan dan sarung tangan. Penerapan Keselamatan dan Kesehatan Kerja di PT. Pindad tersebut telah memperoleh penghargaan zero accident.
9) Fasilitas Sepeda
Setiap divisi di dalam PT. Pindad (Persero) terdapat sepeda yang berfungsi untuk alat transportasi pegawai yang akan menuju divisi satu ke divisi lainnya. Karena jarak antar divisi di PT. Pindad (Persero) letaknya cukup berjauhan.
10) Truk Pemadam
Di dalam lingkungan PT. Pindad (Persero) terdapat truck pemadam kebakaran yang siap siaga jika hal-hal yang tidak diinginkan terjadi di dalam lingkungan PT. Pindad (Persero) tersebut.
19 11) Mobil Ambulance
Di dalam lingkungan PT. Pindad (Persero) juga terdapat mobil ambulance yang berguna sebagai transportasi untuk mengantar karyawan apabila terjadi hal yang tidak diinginkan.
12) Bantuan Biaya Transportasi
Bantuan biaya Transportasi ini adalah termasuk biaya transportasi karyawan yang menuju ke PT. Pindad (Persero) yang sudah termasuk dalam gaji karyawan tersebut.
13) Rumah Sakit Pindad
Fasilitas rumah sakit ini adalah sebagai bentuk dari kepedulian perusahaan terhadap kesehatan semua karyawannya. Semua karyawan yang mengalami cedera atau keluhan fisik akibat pekerjaanya dapat berobat di rumah sakit ini. Biaya rumah sakit ditanggung oleh asuransi yang dimiliki oleh perusahaan. 14) Jaminan Kesehatan Melalui (BPJS)
Perusahaan memberikan jaminan kesehatan dengan mendaftarkan setiap karyawan ke dalam program BPJS ketenagakerjaan dan BPJS kesehatan yang meliputi kecelakaan kerja, jaminan di hari tua, biaya rumah sakit dan kematian.
15) Tunjangan Hari Raya
Menjelang hari raya Idul Fitri setiap setahun sekali perusahaan memberikan tunjangan hari raya keagamaan sesuai dengan PerMen No.04/Men/1994 tentang pemberian tunjangan hari raya.
16) Tunjangan Lembur
Tunjangan lembur diberikan pada para karyawan yang hanya melakukan lembur yang nantinya akan digabung dengan peemberian gaji pada karyawan tersebut. 17) Tunjangan Keluarga
Tunjangan keluarga juga diberikan untuk para karyawan PT.Pindad (Persero) berdasarkan dengan jumlah keluarga dalam satu kepala keluarga. Tunjangan ini diberikan langsung pada saat penerimaan gaji karyawan.
20
2.3.4. Pemasaran
Pemasaran berbagai macam produk di PT. Pindad (Persero) tidak hanya di dalam negeri tetapi sudah mencapai pasar internasional. Karena PT. Pindad ingin mewujudkan visinya yaitu menjadi produsen peralatan pertahanan dan keamanan terkemuka di Asia pada tahun 2023, melalui upaya inovasi produk dan kemitraan strategi. Produk - produk PT. Pindad yang sudah dikenal oleh dunia pada umumnya adalah produk - produk militernya seperti kendaraan tempur anoa yang telah dipercaya dan digunakan oleh Perserikatan Bangsa - Bangsa (PBB). Selain itu senjata-senjata seperti Senapan Serbu Pindad sudah dipasarkan ke berbagai negara seperti Malaysia, Brunei Darussalam, Uganda dan Timor Leste. Dengan animo negara-negara yang membeli produk-produk PT. Pindad tentunya bukan tidak mungkin bagi PT. Pindad untuk mencapai visinya tersebut, karena dari tahun ke tahun produk PT. Pindad terus mengalami kenaikan penjualan produk-produk militernya ke berbagai negara. Selain produk militer, inovasi produk terus dilakukan oleh PT. PINDAD dan salah satunya adalah produk pertambangan. Produk pertambangan yang diproduksi oleh PT. PINDAD sudah berhasil dipasarkan pada perusahaan – perusahaan tambang yang ada di Indonesia.
21
BAB 3
TINJAUAN SISTEM PERUSAHAAN
Pada Bab ini akan dijelaskan mengenai tinjauan pada sistem perusahaan, khususnya pada Divisi Tempa Cord an Alat Perkeretaapian.
3.1. Proses Bisnis Perusahaan
Proses Bisnis merupakan perkumpulan aktivitas suatu pekerjaan yang terstruktur atau memiliki hubungan yang saling berkaitan dalam suatu kegiatan yang pada proses penghasilan produk atau layanan. Berikut merupakan proses bisnis pesanan produk pada PT.Pindad
Gambar 3.1 Proses Bisnis Pesanan Produk PT.Pindad
Gambar di atas merupakan aliran proses pemesanan produk aliran proses dimulai dari customer melakukan permintaan atau pemesanan barang pada divisi marketing. Kemudian dari divisi marketing melakukan konsultasi pesanan dari customer sebelum masuk ke tahap berikutnya. Bagian Marketing berdiskusi dengan Bagian Rendalprod (Rencana dan Pengendalian Produksi) untuk menentukan harga produk, serta penentuan jadwal produk selesai atau akan
CUSTOMER MARKETING RENDALPROD ENGINEERING DELIVERY
Permintaan pemesanan produk Mulai Menerima permintaan pesanan produk Konsultasi permintaan pesanan produk Menerima permintaan pesanan produk Pengecekan jadwal pemenuhan pesanan Konfirmasi pemenuhan pesanan Menerima konfirmansi pemenuhan pesanan Kesepakatan pemenuhan pesanan Menerima kesepakatan pemenuhan pesanan Kesepakatan pemenuhan pesanan
Membuat Sales Order dalam SAP
Mengolah Sales Order dalam SAP
Pembuatan Production Order (PO)
Proses produksi pesanan
Proses quality control pesanan
Proses finishing pesanan
Proses packing pesanan
Pesanan siap dikirim
Proses delivery pesanan Menerima pesanan Selesai PRODUKSI Pembuatan BOM, Routing dan Gambar design Produk sesuai
pesanan Proses Bisnis Pemesanan Produk
22
dikirim. Apabila Bagian Rendalprod telah menyetujui permintaan konsumen maka Bagian Rendalprod akan mengirimkan dafar orderan konsumen ke Bagian
Engineering untuk pembuatan SAP, BOM, dan gambar. Kemudian Bagian Engineering memberikan dokumen-dokumen yang telah dibuat tersebut ke Bagian Rendalprod kemudian dari Bagian Rendalprod memberikan pernyataan pada
Bagian Marketing menyatakan bahwa kesanggupan dalam pemenuhan permintaan konsumen. Kemudiaan Bagian Marketing akan membuat Sales Order pada SAP. Kemudian SAP tersebut akan diteruskan ke Bagian Rendalprod untuk melakukan tahapan produksi. Kemudian setelah produk selesai diproduksi maka akan masuk ke tahapan quality control, finishing dan packing. Kemudian setelah selesai packing Bagian Produksi akan mengirimkan pesanan ke Bagian Delivery untuk mengirimkan pesanan ke customer.
3.2. Produk yang Dihasilkan
PT.Pindad (Persero) mengawali bisnis dengan memproduksi sarana dan prasarana kereta api di tahun 1983 dan pada tahun 1984 mulai memproduksi alat penambat rel tipe DE-Clips (DE-Clips Rail Fastener). Dan sampai sekarang ini terus berkembang hingga memproduksi kendaraan khusus seperti panser dan berbagai macam jenis amunisi dan senjata.
Produk yang dihasilkan PT.Pindad (Persero) secara keseluruhan dapat dibedakan menjadi 2 jenis produk, yaitu produk militer dan produk non-militer. Pada laporan kerja praktek ini akan lebih dibahas mengenai produk berjenis non-militer yang dihasilkan dari Divisi Tempa Cor dan Alat Perkeretaapian, pada kerja praktek dilakukan pada divisi pengecoran. Berikut adalah produk-produk yang dihasilkan PT.Pindad (Persero) melalui Divisi Pengecoran.
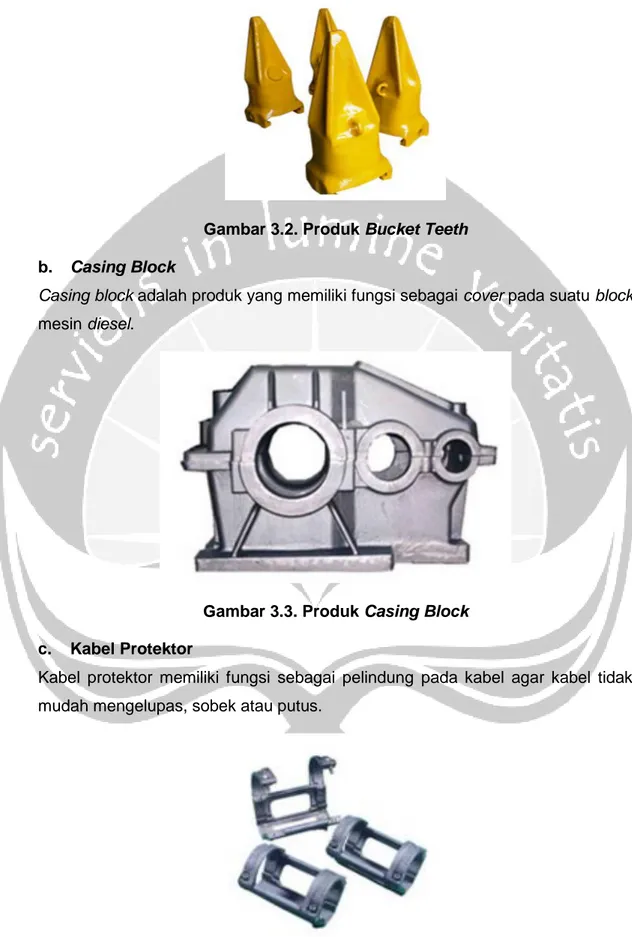
a. Bucket Teeth
Produk pengecoran ini yaitu produk yang digunakan pada alat berat khususnya pada excavator. Produk ini digunakan sebagai kuku pada excavator yang memiliki fungsi untuk mengeruk tanah, dll. Produk ini juga biasa digunakan pada proses pertambangan.
23
Gambar 3.2. Produk Bucket Teeth b. Casing Block
Casing block adalah produk yang memiliki fungsi sebagai cover pada suatu block
mesin diesel.
Gambar 3.3. Produk Casing Block c. Kabel Protektor
Kabel protektor memiliki fungsi sebagai pelindung pada kabel agar kabel tidak mudah mengelupas, sobek atau putus.
24
d. Pompa Air
PT.Pindad juga memproduksi pompa air. Komponen di dalam pompa air dihasilkan oleh pihak supplier, Pt.Pindad hanya memproduksi casing pompa air dan perakitan pompa air tersebut.
Gambar 3.5. Produk Pompa Air e. Walking Beam
Produk ini merupakan produk dari divisi pengecoran PT.Pindad (Persero) yang dinamakan walking beam. Walking beam sendiri memiliki fungsi sebagai lengan atau penggerak ke rangkaian pompa angguk yang berada di dalam sumur bor yang biasa digunakan pada proses pertambangan.
25
f. Counter Weight
Produk ini merupakan bagian dari pompa angguk yang biasa digunakan dalam industri pertambangan minyak. Produk ini merupakan pemberat pada pompa angguk yang memiliki fungsi untuk memberikan keseimbangan pada pompa angguk terhadap beban yang diterima.
Gambar 3.7. Produk Counter Weight g. Start Handle
Produk ini merupakan produk dari lini disamatik dan diproduksi dalam jumlah yang banyak. Produk ini memiliki fungsi sebagai tuas atau alat yang digunakan untuk menyalakan mesin diesel.
26
h. Shoulder for E - Clip
Produk ini memiliki fungsi sebagai sebagai pengikat rel ke bantalan rel kereta api.
Gambar 3.9. Produk Shoulder for E - Clip
i. Base Plate
Produk ini merupakan produk dari lini disamatik yang biasanya diproduksi dalam jumlah yang banyak. Produk ini memiliki fungsi sebagai sebagai bantalan rel pada rel kereta api. Produk ini memiliki dua tipe produk yaitu base plate R42 dan base
plate R54.
27
3.3. Proses Produksi
Proses produksi yang akan dijelaskan pada sub bab ini merupakan proses produksi furan line. Furan line merupakan lini produksi yang melewati sebuah mesin yang bernama mesin furan, dan lini produksi tersebut nenjadi objek yang diamati oleh penulis saat melakukan kegiatan kerja praktek.
Proses produksi furan line sendiri dimulai dari pengadaan bahan baku oleh
supplier. Bahan baku yang telah datang terlebih dahulu dilakukan pengecekan
kualitas, jika dinyatakan lolos sesuai spesifikasi yang diminta maka bahan baku tersebut disimpan digudang dan jika tidak lolos pengecekan kualitas maka akan dikembalikan ke supplier. Tahap selanjutya adalah pembuatan cetakan, terdapat dua jenis cetakan yang akan dibuat, yaitu cetakan bentuk produk dan cetakan inti atau cetakan yang membentuk rongga / lubang pada bentuk produk. Cetakan yang telah dibuat kemudian dilakukan pengecekan, jika terdapat kecacatan cetakan tetapi masih dapat diperbaiki maka akan segera diperbaiki, tetapi jika terdapat cetakan yang tidak bisa diperbaiki maka akan kembali ke proses awal pembuatan cetakan. Setelah dinyatakan lolos pemeriksaan, cetakan bentuk produk dan cetakan inti disatukan dan kemudian dilakukan pengecoran. Setelah dilakukan pengecoran maka cetakan tersebut kemudian dibongkar. Pasir yang digunakan sebagai media cetak kemudian diolah untuk digunakan pada proses pembuatan produk selanjutnya atau dibuang jika dinyatakan sudah tidak layak digunakan kembali.
28
Bahan / Material Masuk
Persiapan Cetak Pemeriksaan 1 Supplier Pasir bekas Pasir baru Binder Katalis Pengolahan Pasir Pemeriksaan 2
Pembuatan Cetakan Pembuatan Cetakan Inti
YES
Pelepasan Model Pelepasan / Pembukaan Box Inti
Pemeriksaan 3 NO Perbaikan NO Pemeriksaan 3 NO
NO
adjustment
adjustment adjustment
Pelaburan / coating Pelaburan / coating
YES YES Assembly / Setting Cetakan Pengecoran Pembongkaran Debu / dibuang NO Pasir Bekas Batu super Grafit Powder Methanol Zircon Methanol Baja FC FCD Aluminium Batu super Grafit Powder Methanol Zircon Methanol Baja FC FCD Aluminium
Masuk ke Gudang Material YES
NO
29
3.4. Fasilitas Produksi
Untuk menjalankan proses produksi, departemen cor di PT.Pindad (Persero) didukung dengan berbagai fasilitas produksi yang dapat diklasifikasikan sebagai berikut:
3.4.1. Melting Facilities
Salah satu lini produksi dalam departemen cor adalah lini peleburan atau melting. Untuk mendukung proses melting, PT.Pindad didukung dengan mesin-mesin sebagai berikut:
1.) Tiga unit of induction furnance MF 2000
Dari ketiga unit mesin induction furnance MF 2000 ini mempunyai kapasitas sebesar 2 ton/2.5jam.
2.) Satu unit of induction furnance MF 300
Mesin ini mempunyai kapasitas sampai 350kg/2.5jam. 3.) Satu unit of induction furnance MF 500
Mesin ini berkapasitas sebesar 500kg/2.5jam. 4.) Satu unit of induction furnance MF 15
Berkapasitas 15kg/2hour.
Mesin-mesin tersebut pada dasarnya memiliki fungsi yang sama, yaitu sebagai dapur untuk meleburkan bahan baku yang membentuk logam cair. Perbedaan antar mesin teletak pada kapasitas leburnya.
3.4.2. Moulding Facilities
Untuk membuat cetakan produk yang akan dilakukan pengecoran, PT.Pindad (Persero) memiliki beberapa mesin untuk mendukung kegiatan tersebut, diantaranya:
1.) Satu Mesin line disamatic moulding (green sand)
Berkapasitas 200moulding/jam jika tanpa inti dan 125-150/jam jika dengan inti. Mesin ini digunakan untuk memproduksi produk yang mempunyai ukuran yang kecil tetapi kuantitas produksinya sangat banyak. Ciri lain dari mesin ini adalah proses yang ada lebih banyak yang telah terotomasi jika dibandingkan dengan lini mesin yang lain pada kegiatan pembuatan cetakan.
30 2.) Satu Mesin line furan moulding
Lini furani memiliki kapasitas untuk mengeluarkan pasir cetak kurang lebih sebesar 10ton/hari. Ciri dari lini furan ini adalah memproduksi cetakan untuk produk yang memiliki ukuran besar, seperti Bucket Teeth untuk komponen eskavator dalam industri pertambangan. Untuk kuantitas produksi, lini mesin ini mengerjakan produk yang memiliki kuantitas order yang kecil.
3.) Dua mesin line shell moulding (RCS atau resin coated sand process)
Berkapasitas 10mould/jam. Perbedaan RCS dengan mesin yang lainnya terletak pada ukuran produk yang akan dihasilkan. Produk yang dikerjakan melalui RCS memiliki dimensi yang lebih kecil dari produk yang dikerjakan mesin furan dan lebih besar dari yang dikerjakan pada mesin disamatik.
4.) Dua Unit mesin core making (cold box)
Berkapasitas 16L dan 25L. Mesin ini digunakan untuk membuat inti dari produk yang aka diletakkan pada cetakan. Proses pembuatan inti pada mesin ini tidak menggunakan pemanas atau tidak melalui proses yang membutuhkan temperature tinggi sehingga dinamakan cold box.
5.) Dua unit mesin core making (hot box)
Berkapasitas 25 blow/jam. Perbedaan dengan cold box hanyalah pada temperature yang digunakan untuk membuat inti, pada hot box menggunakan proses pemanasan bahan sehingga membutuhkan temperature yang tinggi.
3.4.3. Finishing Facilities
Untuk mendukung proses finishing dari produk yang telah dihasilkan, PT.Pindad didukung dengan mesin-mesin sebagai berikut:
1.) Satu unit shot blasting machine hanger
Berkapasitas 2 ton. Mesin ini digunakan untuk mebersihkan dan menghaluskan permukaan produk setelah proses pengecoran selesai. 2.) Satu unit shot blasting machine barrel
Berkapasitas 0,75 ton. Mesin ini digunakan untuk mebersihkan dan menghaluskan permukaan produk setelah proses pengecoran selesai.
3.) Satu Unit shot blasting machine
Berkapasitas 1 ton. Mesin ini digunakan untuk mebersihkan dan menghaluskan permukaan produk setelah proses pengecoran selesai.
31
4.) tiga mesin gerinda tangan dan tiga mesin gerinda duduk
Gerinda yang ada berfungsi untuk menghaluskan permukaan yang dirasa kurang rapih, selain itu gerinda juga berfungsi untuk mengurangi permukaan yang berlebih akibat proses pengecoran.
3.4.4. Quality Control Facilities
Proses penjaminan kualitas dan mutu produk yang dihasilkan dari setiap proses produksi departemen cor ini didukung dengan fasilitas sebagai berikut:
1.) Spectrometer shimatsu
Alat ini berfungsi untuk mengecek kandungan unsur kimia yang terdapat dalam produk yang telah dihasilkan. Dengan alat ini, kita dapat mengetahui apakah kompoisisi unsur yang terdapat dari suatu produk telah sesuai dengan spesifikasi yang dimiliki atau belum, karena unsur-unsur yang terdapat di dalam sebuah produk menentukan kualitas dari produk itu sendiri.
2.) Sand moulding tester
Alat ini digunakan untuk menguji kualitas dari pasir cetak yang ada. Dengan alat ini kita dapat mencari tahu apakah pasir cetak yang akan digunakan memenuhi standar kualitas yang telah ditetapkan atau belum.
3.) Hardness tester
Alat ini dgunakan untuk menguji tingkat kekerasan produk. Hal ini bertujuan untuk mengetahui beban atau tekanan maksimum yang dapat diterima sebuah produk yang telah dihasilkan.
4.) Digital CE meter
CE merupakan kepanjangan dari Carbon Equivalent. Dengan alat ini kita dapat menguji kandungan karbon yang ada terhadap sebuah objek, baik itu dari produk maupun bahan baku.
5.) Micro structure tester
Alat ini digunakan untuk melihat struktur mikro dari produk yang dihasilkan, seperti misalnya susunan atom.
6.) Universal strength machine quality system
Alat ini digunakan untuk menguji kekuatan dari produk. Pengujian yang dilakukan pada kategori mesin ini seperti uji kelelahan benda atau fatigue, uji tarik, uji patah.
32
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
Pada bab ini akan dijelasakan mengenai penugasan yang diberikan kapada penulis selama menjalankan kerja praktek di PT.Pindad (Persero) serta hasil dari penugasan tersebut.
4.1. Lingkup Pekerjaan
Dalam melakukan kerja praktek di PT.Pindad(Persero), penulis ditempatkan pada Divisi Tempa Cor dan Alat Perkeretaapian (TC & AP). Divisi ini terbagi lagi menjadi beberapa bagian atau departemen, yaitu Departemen Rendalpord-Gudang (Rencana Pengendalian Produksi dan Gudang), Departemen Engineering, dan Departemen Produksi yang terdiri dari Departemen cor, tempa praska (prasarana kereta api), dan sarka (sarana kereta api).
Departemen Rendalprod memiliki wewenang dalam kegiatan pengadaan bahan baku, menetapkan target produksi mingguan, menetapkan estimasi pengeluaran biaya sebelum melakukan produksi (Plan Cost), dan membuat laporan tentang biaya-biaya actual yang terjadi selama produksi berlangsung serta mengevaluasi biaya-biaya tersebut. Departemen Produksi (cor, tempa praska, dan sarka) memiliki wewenang untuk mengatur jadwal produksi harian, jadi bagian prosuksi memiliki kewajiban untuk mengatur produk apa yang akan dibuat di setiap harinya dan bertanggung jawab penuh terhadap target produksi yang telah ditetapkan. Departemen Engineering bertugas untuk membuat gambar desain teknik, mengatur proses produksi seperti urutan proses produksi, mesin yang digunakan, jumlah komposisi bahan yang akan digunakan, berapa lama waktu yang dibutuhkan, berapa tenaga kerja yang dibutuhkan dan lain-lain yang bersangkutan dengan proses produksi.
Penulis ditempatkan pada Divisi TC dan AP dengan pembimbing Bapak Herman Setiawan yang berada pada Departemen Rendalprod-Gudang. Di sini penulis belajar mengenai alur proses pengerjaan yang menjadi tanggung jawab bagian Rendalprod, seperti melihat order yang masuk, melihat kuantitas yang harus diproduksi untuk memenuhi order tersebut, menentukan target produksi mingguan yang harus dipenuhi, sampai membuat laporan actual cost yang terjadi selama produksi tersebut berlangsung.
33
Untuk penugasan secara khusus, penulis diberikan tugas untuk mencoba mengamati dan megukur waktu baku pada lini produksi furan. Furan Line sendiri berada pada bengkel produksi Cor 1 dan digunakan untuk memproduksi part atau komponen yang memiliki ukuran besar. Dalam melakukan tugas ini, penulis mendapatkan pendampingan dari Bapak Herman dan Bapak Andri dari bagian Rendalprod, Bapak Ade dari bagian Produksi Cor , dan Bapak Wartan dari bagian Engineering.
4.2. Tanggung Jawab dan Wewenang Dalam Bekerja
Selama melakukan kerja praktek di PT.Pindad (Persero) penulis memiliki tanggung jawab untuk melakukan perhitungan waktu baku pada furan line khususnya pada pengerjaan produk Bucket Teeth PTC 145 dan penulis harus memperlihatkan laporan kerja praktek kepada pembimbing lapangan dan kepada bagian PPA (Pengamanan dan Pengelolaan Aset) perusahaan. Dalam pelaksanaan kerja praktek ini terdapat beberapa wewenang yang harus dipatuhi oleh penulis, antara lain:
a. Penulis diperbolehkan masuk ke perusahaan mengikuti jam kerja perusahaan. b. Penulis hanya diperbolehkan masuk ke area yang telah ditentukan, yaitu pada
divisi TC & AP.
c. Penulis wajib mengenakan almamater universitas dan tanda pengenal yang telah diterbitkan perusahaan selama berada di area perusahaan, serta wajib mengenakan helm dan sepatu safety jika ingin masuk ke area bengkel atau
plan produksi.
d. Penulis diperbolehkan mengambil gambar secara langsung jika telah mendapatkan ijin dari pihak menejerial yang bersangkutan.
e. Penulis diperbolehkan berinteraksi dengan operator atau pekerja di lini produksi cor.
f. Semua laporan yang telah ditulis harus diperiksa terlebih dahulu oleh Pelatihan dan Pengembangan Kepemimpinan (PPK) dan harus mendapatkan persetujuan PPK sebelum dipublikasikan.
4.3. Metodologi Pelaksanaan Pekerjaan
Dalam melaksanakan tugas yang telah diberikan, penulis akan melakukan pengukuran waktu baktu dengan cara waktu kerja setempat pada operator lini
furan yang sedang mengerjakan produk Bucket Teeth PTC 145. Sebelum
34
dengan Bapak Wartan bagian engineering untuk mengetahui urutan proses yang ada di lini furan tersebut. Setelah itu penulis berdiskusi dengan Bapak Ade mengenai kapan produk Bucket Teeth PTC 145 diproduksi. Setelah mengetahui kegiatan apa saja yang akan diobservasi dan mengetahui kapan akan melakukan observasi, kemudian penulis mengamati secara langsung dan mengukur waktu siklus masing-masing kegiatan di lini furan saat pengerjaan produk Bucket Teeth PTC 145. Kemudian waktu siklus tersebut diolah menjadi waktu baku dan hasilnya akan menajdi bahan diskusi dengan pembimbing serta dengan departemen yang terkait. Saat melakuan pengamatan, terdapat order 10 produk Bucket Teeth PTC 145, karena jumlah populasi yang terbilang sedikit maka penulis memutuskan untuk melakukan pengamatan terhadap 10 produk tersebut sebagai sampelnya. Dalam mendapatkan data yang diperlukan, penulis mendapatkannya dengan cara: a. Wawancara
Metode ini dilakukan dengan proses tanya jawab secara lisan dan langsung kepada narasumber yang mendukung terkumpulnya data yang akan dicari. b. Observasi
Metode ini dilakukan dengan pengamatan secara langsung dilapangan dan dilajutkan dengan pengambilan data.
Alur proses pengerjaan tugas yang diberikan jika digambarkan melalui diagram alir adalah sebagai berikut:
35
Gambar 4.1. Metologi Pelaksanaan Pekerjaan
Mulai
Mencari tahu kapan produk yang akan
diamati dibuat
Menentukan jumlah sampel
Menentukan operator yang akan diamati
Mencari Tahu Kuantitas Produk yang akan diamati
prosesnya Menentukan kegiatan yang akan diobservasi Pengambilan data waktu siklus Uji kecukupan data Selesai Uji keseragaman data Pembuatan waktu baku Diskusi hasil pembuatan waktu baku
36
4.4. Hasil Pekerjaan
Pada Subbab ini akan dijelaskan mengenai tugas yang didapat penulis serta tahapan proses yang dilalui penulis untuk memperoleh hasil dari penugasan selama pelaksanaan kerja praktek ini
Penulis mendapatkan tugas untuk menghitung waktu baku pada furan line dengan proses pembuatan produk Bucket Teeth PTC 145. Saat mendapatkan penugasan ini, produk Bucket Teeth PTC 145 akan diproduksi sebanyak 10 buah. Pengukuran waktu baku yang akan dilakukan adalah dengan cara pengukuran waktu kerja setempat, dimana penulis akan melakukan pengukuran waktu baku bukan untuk keseluruhan lini furan tetapi pengukuran waktu baku untuk setiap elemen aktivitas di lini furan. Proses atau kegiatan yang akan diamati pada furan line saat memproduksi produk Bucket Teeth 145 ini adalah Pembersihan mold atau cetakan, pemasangan mold pada rangka cetak, penaburan grafit powder, pengisian pasir cetak, dan pelepasan rangka cetak.
4.4.1. Data Waktu Siklus
Waktu siklus merupakan waktu penyelesaian sebuah aktivitas atau kegiatan kerja yang tertera dalam stopwatch pada saat pengukuran waktu secara langsung terhadap suatu kegiatan secara langsung. Waktu siklus didapatkan secara langsung dengan cara mengamati operator yang sedang melakukan tugasnya. Terdapat lima elemen pekerjaan yang akan dilakukan pengukuran waktu baku sehingga terdapat lima waktu siklus yang diukur oleh penulis. Dalam pengukuran waktu siklus ini, Jumlah populasi dari objek pengamatan adalah 10 unit dan karena jumlahnya yang tergolong sedikit maka penulis tidak menentukan jumlah sampel dan memutuskan untuk mengamati waktu proses dari kesepuluh produk yang akan dibuat tersebut.
Tabel 4.1. Data Waktu Siklus Pembersihan Mold
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan (Detik) 1 25,06 2 24,33 3 24,28 4 25,72
37
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan (Detik) 5 25,81 6 25,62 7 25,37 8 24,71 9 25,02 10 24,17 Jumlah 250,09 detik Rata-rata 25,009 Detik
Tabel 4.2. Data Waktu Siklus Pemasangan Mold dan Rangka Cetak
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan (Detik) 1 12,04 2 12,02 3 12,02 4 12,03 5 13,02 6 13,03 7 12,27 8 12,51 9 13,07 10 12,59 Jumlah 124,6 Rata-rata 12,46
38
Tabel 4.3. Data Waktu Siklus Penaburan Grafit Powder
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan
1 5,17 2 4,87 3 5,28 4 4,88 5 5,31 6 4,92 7 5,23 8 5,17 9 4,87 10 5,27 Jumlah 50,97 Rata-rata 5,097
Tabel 4.4. Data Waktu Siklus Pengisian Pasir
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan 1 2 menit 58 detik = 2,97 menit 2 2 menit 58 detik = 2,97 menit 3 3 menit 2 detik = 3,03 menit 4 2 menit 58 detik = 2,97 menit 5 3 menit 2 detik = 3,03 menit 6 3 menit 2 detik = 3,03 menit 7 3 menit 1 detik = 3,02 menit 8 2 menit 59 detik = 2, 98 menit
39
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan 9 2 menit 59 detik = 2, 98 menit 10 2 menit 58 detik = 2, 97 menit
Jumlah 29,95 menit
Rata-rata 2, 995 menit
Tabel 4.5. Data Waktu Siklus Pelepasan Cetakan
Pengamatan ke- Waktu Penyelesaian Elemen Pekerjaan
1 52,57 2 52,68 3 53,67 4 53,64 5 52,71 6 53,17 7 52,97 8 52,89 9 53,57 10 53,32 Jumlah 531,19 Rata-rata 53,119 4.4.1. Pembuatan Subgrup
Dari kesepuluh data yang ada, tahap selanjutnya adalah membuat subgrup. Banyaknya subgrup dibuat dengan cara menghitung dengan rumus.
= 1 + 3,3 Log n = 1 + 3,3 Log 10 = 4,3
Setelah dibulatkan keatas, maka banyaknya subgrup adalah 5 buat. Sehingga Tabel subgrup menjadi seperti berikut ini:
40 a. Pembersihan cetakan
Tabel 4.6. Subgrup Pembersihan Mold
Subgrup Waktu penyelesaian (Xi) Rata-rata
1 25,06 25,62 25,34 2 24,33 25,37 24,85 3 24,28 24,71 24,495 4 25,72 25,02 25,37 5 25,81 24,17 24,99 Rata-rata subgroup 25,009
b. Pemasangan cetakan dan rangka cetak
Tabel 4.7. Subgrup Pemasangan Cetakan dan Rangka Cetak
Subgrup Waktu penyelesaian (Xi) Rata-rata
1 12,04 13,03 12,535 2 12,02 12,27 12,145 3 12,02 12,51 12,265 4 12,03 13,07 12,55 5 13,02 12,59 12,805 Rata-rata subgrup 12,46
c. Penaburan Grafit Powder
Tabel 4.8. Subgrup Pemberian Grafit Powder
Subgrup Waktu penyelesaian (Xi) Rata-rata
1 5,17 4,92 5,045 2 4,87 5,23 5,05 3 5,28 5,17 5,225 4 4,88 4,87 4,875 5 5,31 5,27 5,29 Rata-rata subgroup 5,10
41 d. Pengisian Pasir
Tabel 4.9. Subgrup Pengisian Pasir
Subgrup Waktu penyelesaian (Xi) Rata-rata
1 2,97 2,97 2,97 2 3,03 2,97 3 3 3,03 3,03 3,03 4 3,02 2,98 3 5 2,98 2,97 2,97 Rata-rata subgrup 2,99 e. Pelepasan Cetakan
Tabel 4.10. Subgrup Pelepasan Cetakan
Subgrup Waktu penyelesaian (Xi) Rata-rata
1 52,57 53,17 52,87 2 52,68 52,97 52,825 3 53,67 52,89 53,28 4 53,64 53,57 53,605 5 52,71 53,32 53,015 Rata-rata subgrup 53,119
4.4.3. Uji Kecukupan Data
Uji kecukupan data digunakan untuk mengetahui apakah data yang telah diambil telah cukup atau masih kurang. Untuk melakukan pengujian ini, diperluan tingkat keyakinan dan tingkat ketelitian yang merupakan pencerminan dari orang yang melakukan suatu pengamatan. Tingkat ketelitian sendiri menunjukkan besarnya eror yang mungkin ada saat pengukuran waktu penyelesaian elemen kerja atau penyimpangan waktu antara waktu yang dicata dalam pengukuran dengan waktu sebenarnya. Tingkat keyakinan merupakan tingkat seberapa yakin pengukur terhadap data yang ia dapat.
Pada kasus ini, penulis menetapkan tingkat kepercayaan atau keyakinan sebesar 90% dan tingkat ketelitian sebesar 10%. Untuk mencari tahu apakah jumlah data yang penulis miliki (N) sudah cukup, maka haruslah dibandingkan dengan jumlah data yang dibutuhkan melalui perhitungan teori (N’). Jika N > N’ maka jumlah data yang penulis miliki dapat dikatakan telah cukup.
42
Sebelum menghitung N’, terlebih dahulu mencari nilai K atau nilai tingkat kepercayaan yang dimiliki dengan cara melihat pada tabel berikut.
Tabel 4.11. Tingkat Kepercayaan
Dari Tabel 4.6. didapatkan nilai K yang ada adalah 2. Sehingga perhitungan nilai N’ pada masing-masing elemen pekerjaan seperti berikut ini;
a. Pembersihan Mold N’ = ( 2 0,1 √10 (6257,94)−62545,01) 2 250,09 N’ = 2,75
Dari uji kecukupan data, maka jumlah data waktu siklus pembersihan mold dapat dikatakan sudah cukup.
b. Pemasangan Mold dan Rangka Cetak N’ = ( 2 0,1 √10 (1554,33)−15525,16) 2 124,6 N’ = 2,91
Dari uji kecukupan data, maka jumlah data waktu siklus pemasangan mold dan rangka ceetak dapat dikatakan sudah cukup.
c. Penaburan Grafit Powder N’ = ( 2 0,1 √10 (260,11)−2597,94) 2 50,97 N’ = 1,25
Dari uji kecukupan data, maka jumlah data waktu siklus penaburan grafit
43 d. Pengisian pasir N’ = ( 2 0,1 √10 (89,70)−897) 2 29,95 N’ = 0,05
Dari uji kecukupan data, maka jumlah data waktu siklus pengisian pasir dapat dikatakan sudah cukup.
e. Pelepasan Rangka Cetak N’ = ( 2 0,1 √10 (28217,84)−282162,8) 2 531,19 N’ = 0,58
Dari uji kecukupan data, maka jumlah data waktu siklus pelepasan rangka cetakdapat dikatakan sudah cukup.
4.4.3. Uji Keseragaman Data atau Kenormalan
Pengujian ini akan membuktikan apakah data yang dimiliki terdistribusi normal atau tidak, karena jika data terbukti tidak tersitribusi normal maka data yang dimiliki dapat dikatakan tidak valid untuk digunakan. Syarat untuk dikatakan normal adalah dengan memplotkan pada U Chart dan tidak ada plot yang melebihi BKA dan BKB (Batas Kendala Atas dan Batas Kendala Bawah).
a. Pembersihan mold
Tabel 4.12. Bantuan Standar Deviasi Pembersihan Mold
No Xi Xi2 (Xi-
𝑥̅̅
) (Xi-𝑥̅̅
)2 1 25,06 628,0036 0,051 0,002601 2 24,33 591,9489 -0,679 0,461041 3 24,28 589,5184 -0,729 0,531441 4 25,72 661,5184 0,711 0,505521 5 25,81 666,1561 0,801 0,641601 6 25,62 656,3844 0,611 0,373321 7 25,37 643,6369 0,361 0,130321 8 24,71 610,5841 -0,299 0,089401 9 25,02 626,0004 0,011 0,000121 10 24,17 584,1889 -0,839 0,703921 250,09 6257,94 3,4392944
Setelah membuat tabel 4.12. tahap selanjutnya adalah perhitungan standar deviasi dengan perumusan sebagai berikut:
𝜎 = √∑(𝑥𝑖− 𝑥̅̅)
2
𝑁 − 1 𝜎 = √3,44
10−1 = 0,61
Standar deviasi yang didapat adalah sebesar 0,61. Kemudian dilanjutkan untuk mencari standar deviasi tiap subgrupnya dengan cara:
𝜎𝑥̅ = 𝜎 √𝑛 𝜎𝑥̅ =0,61
√2 = 0,44
Tahap selanjutnya menghitung batas kendali atas (BKA) dan batas kendali bawah (BKB) dengan rumus:
𝐵𝐾𝐴 = 𝑥̅̅ + 𝑘𝜎𝑥̅ 𝐵𝐾𝐴 = 𝑥̅̅ − 𝑘𝜎𝑥̅
𝐵𝐾𝐴 = 25,01 + 2 𝑥 0,44 = 25,88 𝐵𝐾𝐴 = 25,01 − 2 𝑥 0,44 = 24,13
Grafik 4.1 BKA dan BKB Pembersihan Mold
Dari grafik 4.1. dapat dilihat bahwa tidak ada data yang keluar dari batas kendali, baik batas kendali atas dan batas kendali bawah. Hal tersebut menunjukkan bahwa data yang dimiliki telah terdistribusi secara normal dan data yang dimiliki dapat dikatakan layak untuk diolah lebih lanjut.
45 b. Pemasangan Cetakan dan Rangka Cetak
Tabel 4.13. Tabel Bantuan Standar Deviasi Pemasangan Cetakan dan Rangka Cetak No Xi Xi2 (Xi-
𝑥̅̅
) (Xi-𝑥̅̅
)2 1 12,04 144,9616 -0,42 0,1764 2 12,02 144,4804 -0,44 0,1936 3 12,02 144,4804 -0,44 0,1936 4 12,03 144,7209 -0,43 0,1849 5 13,02 169,5204 0,56 0,3136 6 13,03 169,7809 0,57 0,3249 7 12,27 150,5529 -0,19 0,0361 8 12,51 156,5001 0,05 0,0025 9 13,07 170,8249 0,61 0,3721 10 12,59 158,5081 0,13 0,0169 124,6 1554,331 1,8146Perhitungan standar deviasi:
𝜎 = √1,81
10−1 = 0,45
Perhitungan standar deviasi tiap subgroup: 𝜎𝑥̅ =0,45
√2 = 0,32
Perhitungan batas kendali atas (BKA) dan batas kendali bawah (BKB); 𝐵𝐾𝐴 = 𝑥̅̅ + 𝑘𝜎𝑥̅ 𝐵𝐾𝐴 = 𝑥̅̅ − 𝑘𝜎𝑥̅
46
Grafik 4.2. BKA dan BKB Pemasangan Cetakan dan Rangka Cetak
Grafik 4.2. membuktikan bahwa data waktu kerja pemasangan cetakan dan rangka cetak telah terdistribusi secara normal, dan data tersebut layak untuk diolah lebih lanjut.
c. Pemberian Grafit Powder
Tabel 4.14. Tabel Bantuan Standar Deviasi Pemberian Grafit Powder
No Xi Xi2 (Xi-
𝑥̅̅
) (Xi-𝑥̅̅
)2 1 5,17 26,7289 0,073 0,005329 2 4,87 23,7169 -0,227 0,051529 3 5,28 27,8784 0,183 0,033489 4 4,88 23,8144 -0,217 0,047089 5 5,31 28,1961 0,213 0,045369 6 4,92 24,2064 -0,177 0,031329 7 5,23 27,3529 0,133 0,017689 8 5,17 26,7289 0,073 0,005329 9 4,87 23,7169 -0,227 0,051529 10 5,27 27,7729 0,173 0,029929 50,97 260,1127 0,3186147 Perhitungan standar deviasi;
𝜎 = √0,32
10−1 = 0,19
Perhitungan standar deviasi tiap subgroup; 𝜎𝑥̅ =0,19
√2 = 0,13
Perhitungan batas kendali atas (BKA) dan batas kendali bawah (BKB); 𝐵𝐾𝐴 = 𝑥̅̅ + 𝑘𝜎𝑥̅ 𝐵𝐾𝐴 = 𝑥̅̅ − 𝑘𝜎𝑥̅
𝐵𝐾𝐴 = 5,097 + 2 𝑥 0,13 = 5,36 𝐵𝐾𝐴 = 5,097 − 2 𝑥 0,13 = 4,83
Grafik 4.3. BKA dan BKB Pemberian Grafit Powder
Grafik 4.3. membuktikan bahwa data waktu kerja pemberian grafit powder telah terdistribusi secara normal, dan data tersebut layak untuk diolah lebih lanjut.
d. Pengisian pasir
Tabel 4.15. Tabel Bantuan Standar Deviasi Pengisian pasir
No Xi Xi2 (Xi-
𝑥̅̅
) (Xi-𝑥̅̅
)2 1 2,97 8,8209 -0,025 0,000625 2 3,03 9,1809 0,035 0,001225 3 3,03 9,1809 0,035 0,001225 4 3,02 9,1204 0,025 0,000625 5 2,98 8,8804 -0,015 0,00022548 No Xi Xi2 (Xi-
𝑥̅̅
) (Xi-𝑥̅̅
)2 6 2,97 8,8209 -0,025 0,000625 7 2,97 8,8209 -0,025 0,000625 8 3,03 9,1809 0,035 0,001225 9 2,98 8,8804 -0,015 0,000225 10 2,97 8,8209 -0,025 0,000625 29,95 89,7075 0,00725Perhitungan standar deviasi;
𝜎 = √0,01
10−1 = 0,03
Perhitungan standar deviasi tiap subgroup; 𝜎𝑥̅ =0,03
√2 = 0,02
Perhitungan batas kendali atas (BKA) dan batas kendali bawah (BKB); 𝐵𝐾𝐴 = 𝑥̅̅ + 𝑘𝜎𝑥̅ 𝐵𝐾𝐴 = 𝑥̅̅ − 𝑘𝜎𝑥̅
𝐵𝐾𝐴 = 2,995 + 2 𝑥 0,02 = 3,04 𝐵𝐾𝐴 = 2,995 − 2 𝑥 0,02 = 2,95
Grafik 4.4. BKA dan BKB Pengisian pasir
Grafik 4.4. membuktikan bahwa data waktu kerja pemberian grafit powder telah terdistribusi secara normal, dan data tersebut layak untuk diolah lebih lanjut.
49 e. Pelepasan cetakan
Tabel 4.16. Tabel Bantuan Standar Deviasi Pelepasan Cetakan
No Xi Xi2 (Xi-
𝑥̅̅
) (Xi-𝑥̅̅
)2 1 52,57 2763,605 -0,549 0,301401 2 52,68 2775,182 -0,439 0,192721 3 53,67 2880,469 0,551 0,303601 4 53,64 2877,25 0,521 0,271441 5 52,71 2778,344 -0,409 0,167281 6 53,17 2827,049 0,051 0,002601 7 52,97 2805,821 -0,149 0,022201 8 52,89 2797,352 -0,229 0,052441 9 53,57 2869,745 0,451 0,203401 10 53,32 2843,022 0,201 0,040401 531,19 28217,84 1,55749Perhitungan standar deviasi;
𝜎 = √10−11,56 = 0,42 Perhitungan standar deviasi tiap subgroup;
𝜎𝑥̅ =0,42
√2 = 0,29
Perhitungan batas kendali atas (BKA) dan batas kendali bawah (BKB); 𝐵𝐾𝐴 = 𝑥̅̅ + 𝑘𝜎𝑥̅ 𝐵𝐾𝐴 = 𝑥̅̅ − 𝑘𝜎𝑥̅
50
Grafik 4.5. BKA dan BKB Pelepasan Cetakan
Grafik 4.5. membuktikan bahwa data waktu kerja pemberian grafit powder telah terdistribusi secara normal, dan data tersebut layak untuk diolah lebih lanjut.
4.4.4. Menghitung Faktor Penyesuaian dan Waktu Normal
Faktor penyesesuaian berguna untuk menyesuaikan data waktu penyelesaian tiap elemen kerja yang telah ada dengan berbagai kondisi atau tipe pekerja. Dalam mengukur waktu siklus, pengamat hanya mengamati seorang pekerja yang sedang melakukan elemen pekerjaan sehingga waktu yang didapatkan belum tentu dapat mewakili kemampuan pekerja yang lain. Dalam kata lain, bisa saja satu operator menyelesaikan suatu elemen kerja dengan sangat cepat dan pekerja yang lain dapat menyelesaikan suatu elemen kerja yang sama dengan waktu yang lebih lama. Sehingga waktu yang didapatkan dari kegiatan pengukuran waktu siklus tersebut diperlukan sebuah penyesuaian agar waktu tersebut dapat menjadi sebuah ketetapan waktu kerja yang mewakili seluruh kemampuan pekerja. Metode pemberian faktor penyesuaian yang akan digunakan adalah metode Westinghouse. Metode ini memberikan penilaian terhadap 4 faktor, yaitu ketrampilan pekerja, kondisi kerja, usaha dan konsistensi pekerja. Penilaian 4 faktor tersebut dilakukan terhadap pekerja atau operator yang menjadi subjek pengamatan selama pengukuran waktu siklus. Penilaian ini dilakukan kepada pekerja di lini furan yang berjumlah empat orang, dan tiap elemen pekerjaan dilakukan secaara bersama-sama. Oleh karena itu penulis cukup membuat satu
51
faktor penyesuaian dan faktor penyesuaian tersebut berlaku untuk setiap elemen pekerjaan. Berikut merupakan penilaian yang telah dilakukan:
a. Keterampilan Pekerja
Penilaian keterampilan kerja dilihat dari kemampuan pekerja tersebut mengikuti cara kerja yang telah ditetapkan. Tabel berikut ini merupakan ketetapan penilaian yang telah disediakan berdasarkan metode Westinghouse.
Tabel 4.17. Tabel Score Keterampilan
Operator lini furan telah bekerja selama bertahun-tahun dan sangat paham tentang instruksi kerja yang harus dilakukan. Ketrampilan keempat pekerja dapat dikategorikan B2 dengan pertimbangan pekerja tidak bekerja secara sangat cepat tetapi tidak terlalu lambat. Pekerja tergolong trampil untuk melakukan elemen pekerjaannya tanpa kebingungan harus berbuat bagaimana. Tindakan yang diambil untuk menyelesaikan persoalan yang terjadi saat melakukan elemen kerja juga tergolong cepat dan terlihat sudah berpengalaman dibidangnya.
b. Kondisi Kerja
Kondisi kerja merupakan sesuatu yang berada di luar operator dan diterima oleh operator tersebut tanpa dapat dirubah secara langsung serta dapat mempengaruhi kinerja dari operator tersebut. Kondisi kerja yang akan dinilai adalah kondisi fisik lingkungan misalnya saja seperti, pencahayaan, suhu atau temperatur udara, dan kebisingan ruang kerja.