HAZ
Penggunaan logam untuk berbagai keperluan teknik semakin meningkat sampi saat ini. Berbagai bentuk logam dirakit sedemikian lupa sehingga menampilkan bentuk sesuai dengan keinginan pekerjanya. Ada berbagai macam jenis logam yang digunakan dan dengan kekuatan yang berbeda-beda, hal yang paling utama adalah mengetahui proses penyambungan dan mengetahui kekuatan dari daerah penyambungan tersebut apakah mempengaruhi kekuatan bahan.
B. Daerah pengelasan
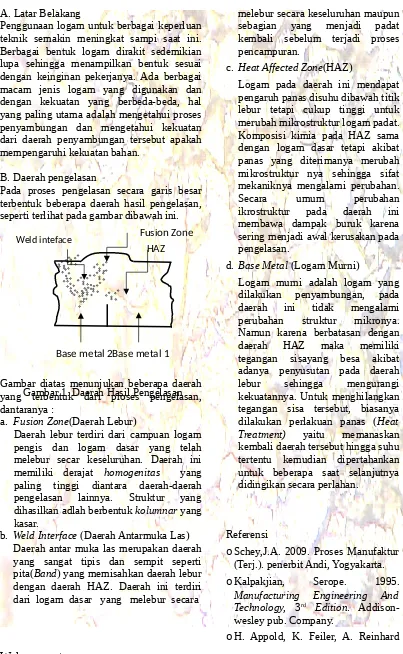
Pada proses pengelasan secara garis besar terbentuk beberapa daerah hasil pengelasan, seperti terlihat pada gambar dibawah ini.
Gambar diatas menunjukan beberapa daerah yang terbentuk dari proses pengelasan, dantaranya :
a. Fusion Zone(Daerah Lebur)
Daerah lebur terdiri dari campuan logam pengis dan logam dasar yang telah melebur secar keseluruhan. Daerah ini memiliki derajat homogenitas yang paling tinggi diantara daerah-daerah pengelasan lainnya. Struktur yang dihasilkan adlah berbentuk kolumnar yang kasar.
b. Weld Interface (Daerah Antarmuka Las) Daerah antar muka las merupakan daerah yang sangat tipis dan sempit seperti pita(Band) yang memisahkan daerah lebur dengan daerah HAZ. Daerah ini terdiri dari logam dasar yang melebur secara
melebur secara keseluruhan maupun sebagian yang menjadi padat kembali sebelum terjadi proses pencampuran.
c. Heat Affected Zone(HAZ)
Logam pada daerah ini mendapat pengaruh panas disuhu dibawah titik lebur tetapi cukup tinggi untuk merubah mikrostruktur logam padat. Komposisi kimia pada HAZ sama dengan logam dasar tetapi akibat panas yang diterimanya merubah mikrostruktur nya sehingga sifat mekaniknya mengalami perubahan. Secara umum perubahan ikrostruktur pada daerah ini membawa dampak buruk karena sering menjadi awal kerusakan pada pengelasan.
d. Base Metal (Logam Murni)
Logam murni adalah logam yang dilakukan penyambungan, pada daerah ini tidak mengalami perubahan struktur mikronya. Namun karena berbatasan dengan daerah HAZ maka memiliki tegangan sisayang besa akibat adanya penyusutan pada daerah lebur sehingga mengurangi kekuatannya. Untuk menghilangkan tegangan sisa tersebut, biasanya dilakukan perlakuan panas (Heat Treatment) yaitu memanaskan kembali daerah tersebut hingga suhu tertentu kemudian dipertahankan untuk beberapa saat selanjutnya didingikan secara perlahan.
Referensi
oSchey,J.A. 2009. Proses Manufaktur (Terj.). penerbit Andi, Yogyakarta. oKalpakjian, Serope. 1995.
Manufacturing Engineering And Technology, 3rd Edition.
dan P. Schmidt. 1987. Technology of metal trade. Wiley Estern Ltd. New Delhi.