NIK,
Volume
IX,
No.1,
April
2010,
20-29Pengaruh
Artificial
Aging Terhadap
Sifat
Mekanik
Hasil
Lasan
Tig
Aluminium
Seri
6013
T4
Martijanti
Jurusan Teknik Mesin —
UNJANI e-mail :
[email protected]
Abstrak. Hasil
pengelasan
yangditerapkan pada paduan
aluminium seri 6xxx tidakselalu
menghasilkan
sambungan dengan
kualitas yangbaik,
hal ini disebabkan olehadanya
penurunan sifat mekanis selama prosespengelasan.
Salah satu cara yangdigunakan
untukmeningkatkan
sifat mekanis adalah prosesartificial
aging
(penuaan
buatan)
yang dilakukanpada
temperatur
180 °Csedangkan
waktuagingnya
divariasikan 2
jam,
3jam,
4jam,
dan 5jam.
Penelitian inibertujuan
untukmenganalisa
pengaruh
waktupenahanan pada
saataging
terhadap
hasil lasanpaduan
aluminium,
sehingga
diperoleh
kualitas hasil lasan yangmenunjukkan
sifat mekanisyang
optimal.
Paduan aluminium yangdigunakan
adalah Aluminium seri 6013 T4.Data
penelitian
yangdiperoleh
adalah kekuatanluluh,
kekuatantarik,
perpanjangan,
distribusi
kekerasan,
kekasaranpermukaan
dan struktur mikroterhadap sample uji
tanpa
prosesartificial
aging
dan setelah prosesartificial
aging
. Dari hasilpenelitian
diperoleh peningkatan
dari nilai kekuatan tarik(20
—90)%
maupun kekerasan(30
—95)
%pada paduan
aluminium seri 6013 setelah prosesartificial
aging
. Dari hasilpengujian
kekasaranpermukaan
bahwa nilaiRa,
Rz dan Rmaxjika dibandingkan
dengan
nilai materialawal,
maka nilaioptimal terjadi
pada
kondisi waktuaging
yang3
jam, sedangkan pengaruh artificial
aging
setelahpengelasan terhadap
strukturmikro akan
menghasilkan penghalusan terhadap presipitat
.Kata Kunci :Aluminium seri 6013 T4,
pengelasan,
waktu aging, sifat mekanis1 Pendahuluan
Aluminium termasuk
logam ringan
yangmempunyai
kekuatantinggi,
tahanterhadap
korosi,
dan
merupakan
konduktor listrik yangcukup
baik.Logam
ini selainbanyak
digunakan
untukmaterial struktur
pesawat
terbang
juga
dipakai
secara luas dalambidang
kimia, listrik,
bangunan,
transportasi
dan alat-alatpenyimpanan.
Kemajuan
teknologi
akhir-akhir ini terutama dalam teknikpengelasan
busur listrikdengan
gas muliamenyebabkan
pengelasan
Aluminium dan
paduannya
di dalamberbagai
bidang
telahberkembang
(Harsono,2000).
Untuk struktur pesawat
terbang
yang terdiri daribanyak komponen
akan membutuhkanproses-proses
sambungan logam
yang tidakdapat
dihindarkanJenis
sambungan
yang umumdigunakan
di Industri pesawatterbang
adalah metodapenyambungan
material secara mekanik yangmenggunakan
baut ataupaku keling, tetapi
pada
strukturkomponen
pesawat
terbang
adabagian
-bagian
tertentu yang membutuhkansambungan dengan
pengelasan,
seperti pada
interior pesawatterbang
yangbiasanya terdapat
pada rangka
kursi,
rangka pada panel-panel
instrumen ataukomputer
sertarangka
tempat
penyimpanan barang-barang.
Paduan
Aluminium yang umumdigunakan
untukpesawat
terbang
adalahpaduan
Al Cu seripaduan
Al Mg Si seri 6xxxmempunyai
sifat yangkurang
baikyaitu
terjadinya pelunakan pada
daerah las
sebagai
akibat dari panaspengelasan
yangtimbul, sehingga
akanberpengaruh
terhadap
kualitassambungannya
(Harsono,2000).
Untukmengatasi
masalah tersebutpada
proses
pengelasan paduan
AlMg
Si seri 6xxxperlu
diadakan suatupenelitian
untuk mencarisuatu metode yang sesuai untuk
mendapatkan
sifat mekanik yangoptimal khususnya pada
daerah lasan
(Fusion zone).
Material yang
digunakan
pada penelitian
ini adalah Aluminium seri 6013 T4 yangmerupakan
material yang
sedang dikaji
sifat-sifat danabilitynya
di PT.Dirgantara
Indonesiasebagai
material alternatif untuk
menggantikan
material yang telahdigunakan sebelumnya
seperti
Aluminium seri 6061. Paduan aluminium seri 6013 T4
merupakan
paduan
baru darialuminium seri 6xxx yang mampu untuk dilaku panas dan mampu dilas.
Pada proses
pengelasan
paduan
Aluminium yangbertujyuan
untukmemperbaiki
sifat mekanikpada
daerahsambungan
lasperlu
dilakukan proses heat treatment,sehingga
mampumeningkatkan
kekuatanpada
aluminiumkhususnya pada
daerah lasan(VA Fedoseev,
Viryazantev,1999).
Penelitian yangpernah
dilakukan adalah menvariasikan prosesaging
sebelum dan sesudah
pengelasan
tanpa
melakukan variasitemperatur
dan waktuagingnya.
Dari hasil
penelitian
tersebutdiperoleh
hasil bahwapeningkatan
kekerasan serta kekuatantarik terbesar
terjadi pada
material yangmengalami
proses lasandilanjutkan perlakuan
panaspelarutan
serta artificialaging
dan material yangdigunakan
adalah aluminium seri 6063 T6(Slamet Wahyudi
dan Ahmad EfanNurilmaulidi,2000),
sehingga penulis
berusaha untukmengembangkan
penelitian
tersebutdengan
melakukan variasi waktupenahanan
selamaproses
aging (waktu
aging
) terhadap
hasil lasanpaduan
aluminiumkhususnya
Aluminiumserl 6013
T4,
karena variabel tersebut akanmempengaruhi
terhadap pembentukkan presipitat
yang
terjadi
selama prosesaging
yang memberikan kontribusiterhadap
sifat mekanikpada
Aluminium.Pada
penelitian
inipenulis hanya
menfokuskan untukmendapatkan
waktuaging
yangoptimal
untuk
paduan
Aluminium seri 6013 T4 yangmengalami
prosespelunakan
akibat dari prosespengelasan, sehingga memperoleh
kembali kekuatan yangoptimal
daripaduan
Aluminiumseri 6013 T4 yang telah dilakukan proses
aging
setelah dilas.II Metoda Penelitian
Bahan yang diteliti adalah Aluminium seri 6013 T4.
Pengelasan
dilakukan diWelding
Departement
PT.Dirgantara
Indonesia.Pengelasan
dilakukanpada
tegangan
10 — 20Volt
(AC),
arus : 60 — 70ampere,
kecepatan
lasan : 11.32cm/menit,
diameter filler :2,5
mm.Logam
pengisi
adalah ER 5754.Komposisi
logam
dasar danlogam
pengisi
ditunjukkan pada
tabel 1dan tabel 2.
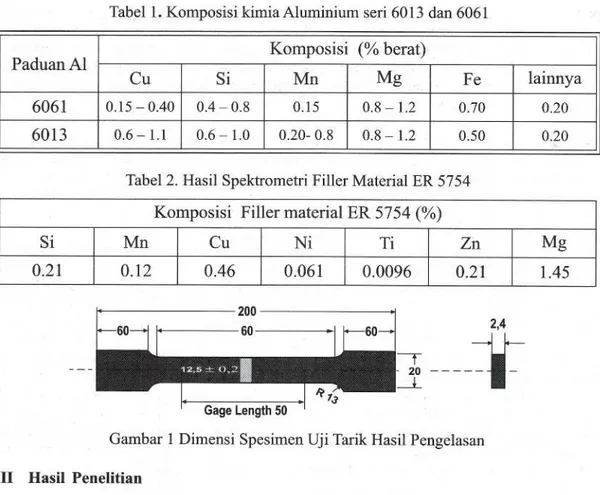
Spesimen uji
tarik berdasarkan ASTM E-8M(lihat pada gambar 1).
Setelahproses
pengelasaan
kemudian dilakukan proses solution treatmentpada
temperatur
570 °selama 60 menit dan artificial
aging pada
temperatur
180 °dengan
variasi waktuaging
2,3,4,dan
5jam.
Distribusi kekerasan
pada
materialdasar,
material yangmengalami pengelasan
dan materialyang
mengalami pengelasan
maupunperlakuan
panasdengan
kondisi waktuaging
yangberbeda- beda
(2 jam,3jam,4jam
dan 5jam)
dilakukanpengujian
kekerasan mikro(Uji
Vikress).
Indentor yangdigunakan
dalampengujian
ini adalah indentor berbentukpyramid
dengan
sudut136”
Beban yangdigunakan
0.20kgf
,
waktu 30 detik dan mesinuji
yangJURNAL
TEKNIK,
Volume IX,
No.1, April 2010,
20-29Tabel 1.
Komposisi
kimia Aluminium seri 6013 dan 6061Komposisi
(“%
berat)
Paduan Al ;
Cu
Si
MnMg
Felainnya
6061 0.15-0.40] 0.4-0.8 0.15 0.8-—1.2 0.70 0.20
6013
0.6-1.1 0.6—1.0 0.20- 0.8 0.8—1.20.50
0.20Tabel 2. Hasil
Spektrometri
Filler Material ER 5754Komposisi
Filler material ER 5754(%)
Si Mn Cu Ni Ti Zn
Mg
0.21 0.12 0.46 0.061 0.00960.21
1.45 ; 200 : ro * |,
0 - + Gage Length50Gambar | Dimensi
Spesimen
Uji
Tarik HasilPengelasan
III Hasil Penelitian
Pengujian
tarikterhadap
Aluminium seri 6013 T4 dilakukanterhadap
materialawal,
materialyang dilakukan proses
pengelasan,
dan material yang dilakukan prosespengelasan
maupunpemanasan
dengan
menvariasikan waktuaging yaitu
2,
3, 4,
dan 5jam.
Hasilpengujian
tarikyang terdiri dari nilai kekuatan
tarik,
kekuatanluluh,
dan
perpanjangan
dalam
perhitungan
rata-rata untuk
paduan
Aluminium inidapat
dilihatpada
tabel 3.Tabel 3. Nilai rata-rata ¢u, ¢ y, ¢ Paduan
Aluminium
Seri6013
Spesimen
ou(kgf/mm’)
|
oy(kgf/mm?)
€&(%)
Awal
35,3
22,4
20,5
Setelah Dilas
23,5
37,3
3,8
Setelah
a foe= aa
Aging
32,6
28.6
3,1
Setelah
per,ae 3oe
Aging
42,9
bQRS
6,9
Setelah
aa na - pai
Aging
39,6
31,8
7,5Setelah
ees
nie
osaa
Aging
38,6
324,9
Ariéificial
oOo fb Oo oOo GO Oo = oO oO 0 2 4 6Waktu Aging (jam)
Hasil
Pengujian
Tarik
(kgf/mm‘2)
i)oO
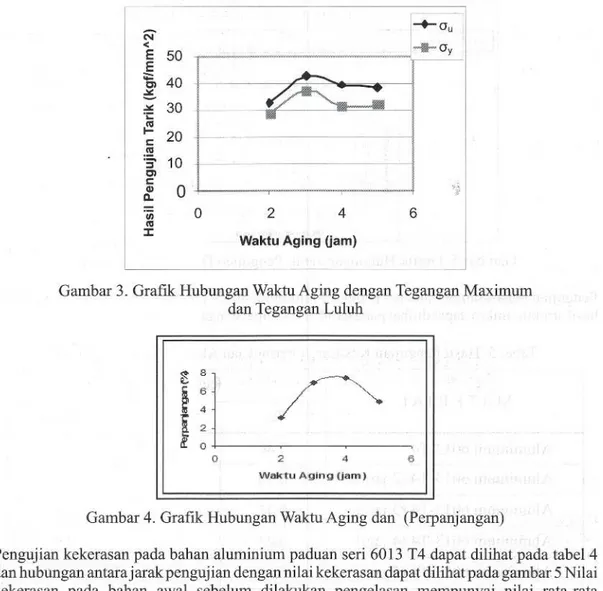
Gambar 3. Grafik
Hubungan
WaktuAging dengan
Tegangan
Maximumdan
Tegangan
LuluhPerpanjangan
(4
Oo NN & MH f fo ¥Waktu Aging {jam)
Gambar 4. Grafik
Hubungan
WaktuAging
dan(Perpanjangan)
Pengujian
kekerasanpada
bahan aluminiumpaduan
seri 6013 T4dapat
dilihatpada
tabel 4 danhubungan
antarajarak pengujian
dengan
nilai kekerasandapat
dilihatpada
gambar
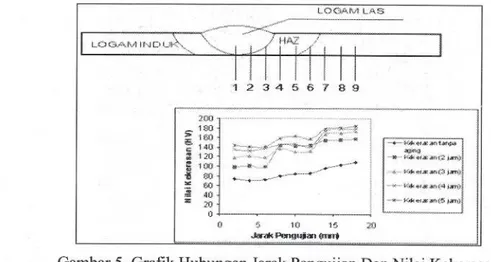
5Nilaikekerasan
pada
bahan awal sebelum dilakukanpengelasan
mempunyai
nilai rata-ratakekerasan sebesar 103.25 HV.
Tabel 4. Data Hasil Kekerasan Aluminium Seri 6013
Kekerasan
(kgf/mm’)
/HVJarak
mm ; Aging Time
|
Aging Time|
Aging Time|
Aging Time™™)
|
Tanpa
aging‘2
vam)
‘3
‘ath
“4
vam)
‘6
vam)
2 74 98 118 135 144 4 70 101 121 132 140 6 72 99 119 138 141 8 80 143 det 145 158 10 84 143 131 147 163 12 85 144 132 141 157 14 96 157 167 174 179 16 103 155 170 179 181
JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
20-29LOGABA LASS
LO GAM IND LIS, é :
123465 67 89 200 180 EEE 18 bn lOPe Bina a lpn ae ° ~ ” ea e 140 ee i im aging 3 a rtf »
ee VASet anES pathy
BO wet” ee
| ied iia ae teowVideota an€S jan)
SB 87 wy eee = 60
-—e ot he ae anne jaend) ==
1 Whomie etaeaS jan} G 5 18 1SJarak Penigujiae Grete
2
Gambar 5. Grafik
Hubungan
JarakPengujian
Dan Nilai KekerasanPengujian
kekasaranpermukaan paduan
Aluminium 6013-T4dapat
dilihatpada
tabel 5 danhasil struktur mikro
dapat
dilihatpada
gambar
7sampai
dengan
gambar
11..Tabel 5. Hasil
Pengujian
Kekasaran
Permukaan Aluminium seri 6013-T4awal
Material 2jam 3jam 4jam 5jam
Alumunium 6013-T4
Gambar 6. Grafik Kekasaran
permukaan
Aluminium 6013-T4Hal - 24 Kekasaran
(um)
MATERIAL RaRz
Rmax Aluminium 6013-T4 0.40 3.52 6.27Aluminium
6013-T4(2 jam)
0.59 4.21 5.59 Aluminium 6013-T4(3 jam)
0.47 3.75 5.97 Aluminium 6013-T4(4 jam)
0.42 2.46 2.96 Aluminium 6013-T4(5 jam)
0.35 2.24 2.93 E7[6
£
S ORa E 4 @Rz a 3 ORmax5.2
S4
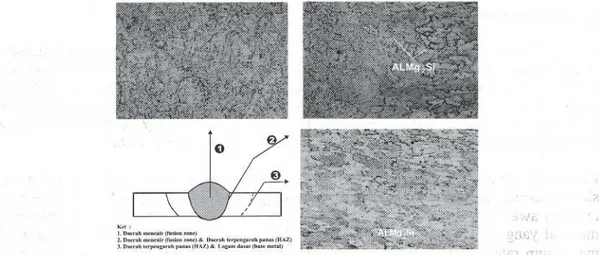
¥ 0 xKet :
1. Daerah mencair (fusion zone)
2. Daerah mencair (fusion zone) & Daerah terpengaruh panas (HAZ)
3. Daerah terpengaruh panas(HAZ) &Logamdasar (basemetal)
Gambar 7. Hasil
pengelasan
Aluminium seri 6013-T4tanpa
prosesperlakuan
panasKet
1. Daerah mencair (fusionzone)
2. Daerah mencair (fusionzone) & Daerah terpengaruh panas (HAZ)
3. Daerah terpengaruh panas (HAZ)&Logamdasar (basemetal)
Gambar 8. Gambar struktur mikro hasil
pengelasan
yang diikuti proses laku panasdengan
waktu 2
jam
Ket :
1. Daerah mencair (fusion zone)
2. Daerah mencair (fusionzone) & Daerah terpengaruh panas (HAZ)
3. Daerah terpengaruh panas (HAZ)&Logamdasar (basemetal)
JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
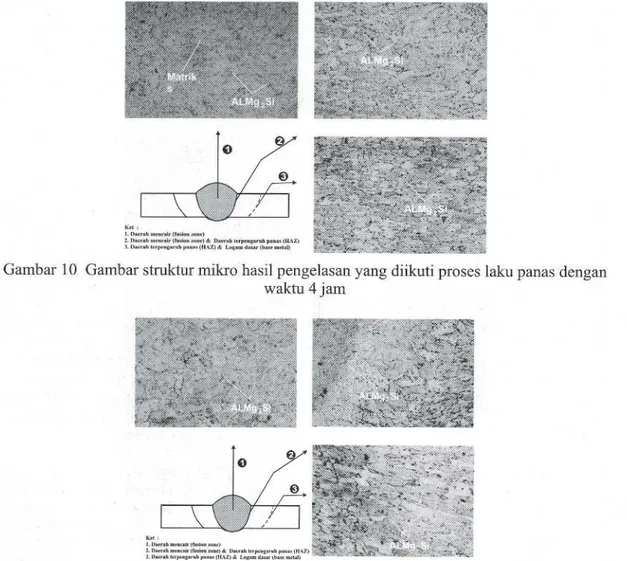
20-29Ket :
1. Daerah mencair (fusionzone)
2. Daerah mencair (fusion zone)&Daerah terpengaruh panas (HAZ)
3. Daerah terpengaruh panas (HAZ)&Logamdasar (base metal)
Gambar 10 Gambar struktur mikro hasil
pengelasan
yang diikuti proses laku panasdengan
waktu 4
jam
Ket :
1. Daerah mencair (fusion zone)
2. Daerah mencair (fusion zone) & Daerah terpengaruhpanas (HAZ)
3. Daerah terpengaruhpanas (HAZ) &Logamdasar(base metal)
Gambar 11 Gambar struktur mikro hasil
pengelasan
yang diikuti proses laku panasdengan
waktu 5
jam
III Pembahasan
Pengujian
tarik dilakukanpada
Aluminium seri 6013 T4 awaltanpa
prosespengelasan,
Aluminium seri 6013 T4 hasil
pengelasan
dengan
bahanpengisi
ER5754,
dan Aluminium seri6013 T4 yang
mengalami
prosespengelasan
serta pemanasan(perlakuan panas)
dengan
menvariasikan waktu
aging.
Daripengujian
inididapat
kurvategangan
(kgf/mm’)
danperpanjangan
(7%),
nilaitegangan
maksimum(vu),
nilaiperpanjangan
()
dantegangan
luluh(y)
didapat dengan
menarikgaris
offset sebesar0,2%
sejajar dengan
garis
elastis.Paduan Aluminium seri 6013 yang telah dilakukan
pengelasan
akanmengalami
penurunansifat
mekanik,
ini ditandai olehadanya
penurunan nilai daripengujian
tarikyaitu
pada
material awal
mempunyai
nilaitegangan
maksimum rata-rata35,3
kgf/mm’
sedangkan
material yang
mengalami
prosespengelasan
tanpa
perlakuan
panasyaitu
nilaitegangan
maksimum rata-rata
23,5
kgf/mm’,
sehingga
mengalami
penurunantegangan
maksimumrata-rata sebesar 40 %
dibandingkan
materialawalnya.
Hasil
pengujian
tarikpada
materialpengelasan
yang telahmengalami
pemanasan(perlakuan
panas)
akanmengalami
kenaikanyaitu
sekitar 20 % - 90 %atau nilai
tegangan
maksimumantara
(27,9
—44,3)
kgf/mm2 dibandingakan
materialpengelasan
yang tidakmengalami
pemanasan
(perlakuan panas) mempunyai
nilaitegangan
maksimum antara(23,4
—23,6)
kgf/mm’
,yaitu pada
prosesperlakuan
panasdengan
waktuaging
2jam
mempunyai
nilaitegangan
maksimum antara(27,9
—38,6)
kgf/mm’,
pada
waktuaging
3jam
mempunyai
nilaitegangan
maksimum(41,5
-44,3)
kgf/mm’,
pada
waktuaging
4jam
nilaitegangan
maksimumnya (35,7
—42,6)
kgf/mm’
dan waktuaging
5jam
nilaitegangan
maksimumnya
(37,2—39,3)
kgf/mm’.
Hasil
pengujian
tarik tersebut telahmemperlihatkan
bahwapaduan
Aluminium seri 6013 yangmengalami
penurunan sifat mekanis akibat prosespengelasan
akanditingkatkan
kembali sifatmekanisnya
melalui prosesperlakuan
panas(artificial aging),
efek dari waktuaging
yangdigunakan
pada
prosesperlakuan
panasterhadap
peningkatan
sifat mekanis PaduanAluminium Seri 6013 adalah variasi dari waktu
aging
yangdigunakan
akan memberikan nilaiyang berbeda-beda
terhadap peningkatan
sifat mekanis daripaduan
Aluminium seri 6013 T4yang
dilas,
hal ini terlihatjika
kita ambil nilai rata-rata daritegangan
maksimummasing-masing
untuksetiap
waktuaging
yangdigunakan
pada
proses artificialaging(dapat
dilihatpada
tabel3.1.),
makapada
saat 2jam
nilaitegangan
maksimum rata-rata32,6
kgf/mm’,
pada
saat 3
jam
tegangan
maksimum rata-rata42,9,
pada
saat 4jam
tegangan
maksimum rata-rata39,6
kgf/mm’
danpada
saat 5jam
tegangan
maksimum rata-rata38,6
kgf/mm’.
Peningkatan
sifat mekanis
optimum
rata-ratadicapai pada
saat waktuaging
3jam yaitu
kenaikannya
mencapai
90 % dari23,4
kgf/mm’
menjadi
42,9
kgf/mm’
danpada
saat waktuaging mencapai
lebih dari 3
jam
akanmengalami
penurunan sifat mekanis(dilihat
pada gambar
3.1.).
Pengujian
kekerasanpada
paduan
Aluminium seri 6013 T4 yang dilas akanmengalami
peningkatan
kekerasanpada
daerahlogam
dasar,
daerah lasan dan daerah yangterpengaruh
panas
(HAZ),
setelahpaduan
tersebut dilakukan proses artificialaging. Peningkatan
nilaikekerasan rata-rata terkecil
pada
daerahlasan,
HAZ danlogam
dasardicapai
pada
saat waktuaging
2jam
yaitu
99 HVpada
daerahlasan,
143 HV daerah HAZ serta 156 HVpada
daerahlogam
dasar,
sedangkan peningkatan
nilai kekerasan rata-ratatertinggi dicapai pada
saataging
5jam yaitu
142 HV di daerahlasan,
159 HV HAZ serta 182 HV di daerahlogam
dasar.Peningkatan
kekerasanpaduan
aluminium seri 6013 T4 yangmengalami
prosesperlakuan
panas
(artificial aging ) pada
daerahlogam
dasarmencapai
(50—
80)
% atau 155 HV—185HV,
daerah HAZ
mencapai
95 % atau 131 HV — 163 HV dan daerah lasanmencapai
(30
—95)
%atau 98 HV — 144 HV
jika dibandingkan dengan paduan
aluminium sebelum dilakukanperlakuan
panas(artificial aging)
pada
daerahlogam
dasar(96
—109)
HV,
daerah HAZ(80
—85)
HV dan daerah lasan(70—
74)
HV.Pengujian
kekasaranpermukaan
(surface roughness) terhadap
Aluminium seri 6013 T4dilakukan
terhadap
material awal yang tidak dilakukan proses laku panas maupun materialyang
mengalami
proses laku panasdengan
memvariasikan waktuaging yaitu,
2, 3,
4 dan 5jam.
Hasilpengujian
kekasaranpermukaan
untukpaduan
Aluminium inidapat
dilihatpada
tabel 3.3.
sedangkan
grafik
hasilpengujian
kekasaranpermukaan dapat
dilihatpada gambar
3.4.
Pengujian
ini dilakukan untukmengetahui
sejauh
manapengaruh
dari prosesperlakuan
panas
terhadap
sifat mampu mesin daripaduan
aluminium seri 6013-T4.JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
20-29mengalami
penurunan nilai kekasaranpermukaan
seiring
dengan penambahan
waktuaging
yang
digunakan pada
proses artificialaging pada paduan
aluminium seri 6013-T4.Berdasarkan
penelitian
yang telah dilakukan oleh Alcoal bahwapaduan
Aluminium seri 6013ini
mempunyai
sifat mampu mesindengan
nilaiC,
sehingga
hasilpengujian
yangdiperoleh
akandibandingkan dengan
material awal dan dicari nilai yangoptimal
mendekati nilai darimaterial
awalnya.
Hasil
pengujian
kekasaranpermukaan pada
kondisi 2jam
nilai Ramengalami peningkatan
sebesar
47,5 %,
nilai Rzmengalami peningkatan
sebesar19,6 %,
dan nilai Rmaxmengalami
penurunan
10,8
%dibandingkan dengan
nilaiRa,
Rz dan Rmaxpada
material awal. Padakondisi 3
jam
nilai Ramengalami
peningkatan
17,5
%,
nilai Rzmengalami
peningkatan
6,5
%dan nilai Rmax
mengalami
penurunan4,8
%dibandingkan dengan
nilaiRa,
Rz dan R maxpada
material awal. Pada kondisi 4jam
nilai nilai Ramengalami
peningkatan
5%,
nilai Rzmengalami
penurunan 30 % dan nilai Rmaxmengalami
penurunan 53 %dibandingkan
dengan
nilaiRa,
Rz dan R maxpada
materialawal,
sedangkan
pada
kondisi 5jam
Ramengalami
penurunan12,5
%,
nilai Rzmengalami
peningkatan
36,4
% dan _nilai Rmaxmengalami
penurunan 53.3 %dibandingkan dengan
nilaiRa,
Rz dan R maxpada
materialawal. Melihat hasil dari
perhitungan
prosentase
terhadap peningkatan
maupun penurunandari nilai
Ra,
Rz dan Rmaxjika
dibandingkan dengan
nilai materialawal,
maka nilaioptimal
terjadi pada
kondisi 3jam
dimana prosentasepeningkatan
maupun penurunan yangterjadi
jika
diambil rata-rata secara keseluruhanmempunyai
nilaiterendah,
yaitu +19,6 %, jika
dibandingkan pada
kondisi 2jam (+26 %),
4jam
(+29,3%),
dan 5jam (+34,1%).
Hasil
pengelasan paduan
aluminium seri 6013-T4dapat dibagi
menjadi
tiga
daerah utama,yakni
daerah mencair(fusion zone),
daerahterpengaruh
panas(heat effected
zone,HAZ)
danlogam
induk(base metal).
Ketiga
daerah inidikategorikan
yangmengalami perubahan
selama proses
pengelasan
maupunperlakuan
panas.Struktur mikro
pada
daerah mencair(fusion
zone)
berbentuk strukturdendritik,
struktur initerjadi
karenalaju pendinginan
yang lambat. Proses terbentuk struktur dendritik dimulai dariantarmuka
(interface)
antaralogam
yang tidak ikut mencair danlogam
yang ikutmencair,
karena
adanya gradient
temperature
yangcukup
besar. Gradientemperature
yangcukup
besarakan
menghasilkan
supercooling
yangbesar,
akibatnya terjadi
pertumbuhan
butir kolumnardendritik berlawanan arah
dengan
arah aliran panas. Padagaris
pusat
lasgradient
temperatur
rendah
sehingga
memberikan waktu yangcukup
untukpengkasaran
butirpada jarak
lengan
dendrite . Pada
gambar
7adalahgambar
struktur mikro daripaduan
aluminium seri 6013-T4yang
mengalami
prosespengelasan
dangambar
8sampai
dengan
11 adalahpaduan
aluminium seri 6013-T4 yang
mengalami
prosesperlakuan
panasdengan
variasi waktuyang
digunakan
mulai dari2, 3,
4 dan 5jam.
Padagambar
8sampai
dengan
11 terlihatperubahan
struktur mikro yang
tadinya
struktur tersebutmengalami
pengkasaran
daripresipitat
sampai
mengalami
penghalusan
daripresipitatnya.
Perubahan bentuk dari struktur ini akanmempengaruhi
terhadap
distribusi kekerasan daripaduan
aluminium seri 6013-T4.Gambar 7
sampai dengan
11(gambar pada keterangan 1) memperlihatkan
struktur dendritiksedangkan
(gambar pada
keterangan
2) memperlihatkan
batas antara struktur dendritik danbutir
equiaksial.
Padagambar
7sampai
11(keterangan
gambar 2)
terlihatpertumbuhan
struktur dendritik kearah pusat
pengelasan,
sedangkan
pada
fusion zone terlihatadanya
seperti pita
hitam yang tersebar merata. Pita hitam yang tersebar meratapada
Jusion
zone danbatas butir yang tebal
pada
daerah antar muka(interface)
antaralogam
yang tidak ikut mencairdan
logam
yang ikut mencairdiperkirakan Al-Mg,Si(ASMH-9).
III
Kesimpulan
Dari data-data hasil
pengujian
yang telahdilakukan,
makadapat
diambilbeberapa
kesimpulan
:
1. Hasil
pengelasan
pada paduan
Aluminium seri 6013 T4 akanmengalami
prosespelunakan
ditandaidengan
adanya
penurunan nilai kekuatan tarik maupunkekerasannya dibandingkan
sebelumpaduan
Aluminium tersebutmengalami
prosespengelasan.
Paduan Aluminium seri 6013 T4 yang
mengalami
prosesperlakuan
panas setelahdilas,
maka nilai kekuatan tarik maupun
kekerasannya
akanmeningkat
jika dibandingkan
paduan
aluminium tersebut tidakmengalami
prosesperlakuan
panas.Proses artificial
aging
yangoptimal
adalahpada
saat waktuaging
3jam
yangmemberikan nilai yang
optimal terhadap
kekuatan tarikpada
hasil lasan TIGpaduan
Aluminium seri 6013 T4
yaitu
sebesar 429 MPa(nilai
rata-rata kekuatantarik)
danlewat
dari 3jam
kekuatanpaduan
Aluminium seri 6013 T4 akan turunpada
kondisitemperatur
yangtetap
yaitu
180°C. Jadi semakin lama waktuaging dengan
kondisitemperatur
yangtetap
maka kekuatan akan naiksampai mencapai
suatu nilaioptimal
makakekuatannya
menurunseiring dengan
pertambahan
waktuaging
yangdigunakan
dalam proses
perlakuan
panas untukpaduan
Aluminium seri 6013 T4.Pengaruh
prosesperlakuan
panas setelahpengelasan terhadap
struktur mikro akanmenghasilkan
penghalusan terhadap presipitat
.Hasil
pengujian
kekasaranpermukaan diperoleh harga
yangoptimum pada
prosesperlakuan
panasdengan
waktu 3jam.
Daftar PustakaASMH-9
=
ASMHandbook,”Metallography
andMicrostructures”,
Vol9,
9Edt,
ASMInternasional,
MaterialPark,
Ohio.AhKa04
AhmadKafrawi,
2004,”’Pengaruh
Variasi JenisLogam Pengisi
dan MasukanPanas Pada
Pengelasan
Aluminum 6013-T4dengan
Proses GTAWTerhadap
Sifat
Mekanik’,
Tesis, ITB,
Bandung.
Har
00
HarsonoWiryosumarto,
ToshieOkumura,
2000,”’Zeknologi
Pengelasan
Logam’’,
Cetakankelima,
PTPradnya
Paramita,
Jakarta.S1Wa00
SlametWahyudi
dan Ahmad EfanNurilmaulidi,”’Analisa
Pengaruh
VariasiProses
Age
Hardening Terhadap
Sifat
Mekanis Hasil Las PaduanAluminium’,
Jurnal
Teknik,
Desember2000,
ISSN 0859 —2139.VAFv99
VAFedoseev,
Viryasantev,
1999,”
MechanicalProperties
of
Welded Joints inNew
Deformable
AluminumAlloys”,
Welding
Journal.ViZv99
Viryasantev,
VAFedoseev,1999,”Mechanical
Properties
of
Welded Joints inAluminum