KATA PENGANTAR KATA PENGANTAR
Dengan puji syukur penulis panjatkan kehadirat Allah swt yang senantiasa Dengan puji syukur penulis panjatkan kehadirat Allah swt yang senantiasa melimpahkan rahmat dan karunia-nya sehingga penulis dapat menyelesaikan melimpahkan rahmat dan karunia-nya sehingga penulis dapat menyelesaikan makalah jurnal metalurgi ini yang sebatas pengetahuan dan kemampuan yang makalah jurnal metalurgi ini yang sebatas pengetahuan dan kemampuan yang dimiliki. Dan juga penulis sampaikan berterima
dimiliki. Dan juga penulis sampaikan berterima kasih pada Ibu Ratna Dewi A. ST,.kasih pada Ibu Ratna Dewi A. ST,. MT selaku Dosen Mata kuliah Metalurgi
MT selaku Dosen Mata kuliah Metalurgi Fisik yang memberikan tugas kepada kamiFisik yang memberikan tugas kepada kami semua.
semua.
Penulis sangat berharap makalah ini dapat
Penulis sangat berharap makalah ini dapat berguna dalam rangka menambahberguna dalam rangka menambah wawasan serta pengetahuan kita mengenai metalurgi fisik, prinsip. Penulis wawasan serta pengetahuan kita mengenai metalurgi fisik, prinsip. Penulis menyadari bahwa dalam penulisan ini masih terdapat banyak kekurangan. Oleh menyadari bahwa dalam penulisan ini masih terdapat banyak kekurangan. Oleh karena itu penulis mengharapkan saran dan kritik untuk kesempurnaan penulisan karena itu penulis mengharapkan saran dan kritik untuk kesempurnaan penulisan makalah ini.
makalah ini.
Semoga makalah sederhana ini dapat dipahami dan bermanfaat bagi Semoga makalah sederhana ini dapat dipahami dan bermanfaat bagi siapapun yang membacanya. Sekiranya makalah yang telah disusun ini dapat siapapun yang membacanya. Sekiranya makalah yang telah disusun ini dapat berguna
berguna bagi bagi penulis penulis sendiri maupsendiri maupun un orang yorang yang membacanyang membacanya. Seba. Sebelumnya elumnya penulispenulis memohon maaf yang sebesar
memohon maaf yang sebesar – – besarnya apabila terdapat kesalahan kata besarnya apabila terdapat kesalahan kata – – kata yang kata yang kurang berkenan dan penulis mengucapkankan terima kasih yang sebesar kurang berkenan dan penulis mengucapkankan terima kasih yang sebesar – – besarnya. besarnya. Karawang, 24 Oktober 2017 Karawang, 24 Oktober 2017 Aditya Rahman Aditya Rahman
NALISIS KEKERASAN PERLAKUAN PANAS BAJA PEGAS DENGAN NALISIS KEKERASAN PERLAKUAN PANAS BAJA PEGAS DENGAN PENDINGINAN SISTEM PANCARA
PENDINGINAN SISTEM PANCARAN PADA TEKANAN 20, 40 N PADA TEKANAN 20, 40 DAN 60DAN 60 Psi
Psi
PENDAHULUAN PENDAHULUAN
Heat treatment (perlakuan panas) adalah salah satu proses untuk mengubah Heat treatment (perlakuan panas) adalah salah satu proses untuk mengubah sifat mekanik baja dengan berbagai metoda diantaranya adalah; celup cepat sifat mekanik baja dengan berbagai metoda diantaranya adalah; celup cepat (quench), annealing, karburisasi. Celup cepat atau pendinginan cepat prosesnya (quench), annealing, karburisasi. Celup cepat atau pendinginan cepat prosesnya diawali dengan memanaskan spesimen sampai pada temperatur rekristalisasi diawali dengan memanaskan spesimen sampai pada temperatur rekristalisasi selama periode waktu tertentu kemudian didinginkan cepat dalam media
selama periode waktu tertentu kemudian didinginkan cepat dalam media pendinginpendingin seperti udara, air, air garam, oli dan solar yang masing-masing mempunyai seperti udara, air, air garam, oli dan solar yang masing-masing mempunyai kecepatan pendinginan yang berbeda-beda.
kecepatan pendinginan yang berbeda-beda.
Celup cepat (Quench) adalah suatu metoda umum untuk meningkatkan kekerasan Celup cepat (Quench) adalah suatu metoda umum untuk meningkatkan kekerasan baja,
baja, namun namun prosesnya prosesnya memiliki memiliki kelemahan kelemahan yaitu; yaitu; media media pendingin pendingin dipakaidipakai berulung-ulang,
berulung-ulang, temperatur mudah temperatur mudah meningkat, meningkat, bagian spesimen bagian spesimen yang yang tercelup lebihtercelup lebih awal memiliki sifat yang lebih baik dari bagian yang dicelup akhir dan sulit awal memiliki sifat yang lebih baik dari bagian yang dicelup akhir dan sulit diterapkan pendinginan yang merata untuk komponen-kompanen panjang dan diterapkan pendinginan yang merata untuk komponen-kompanen panjang dan besar. Pending
besar. Pendinginan celup cepinan celup cepat yang at yang konvensional sulit konvensional sulit diaplikasikan terhadap diaplikasikan terhadap bajabaja yang memiliki dimensi besar dan berat. Kelemahan sisi lainnya adalah temperatur yang memiliki dimensi besar dan berat. Kelemahan sisi lainnya adalah temperatur air cendrung meningkat.
air cendrung meningkat.
Pada industri pengolahan logam khususnya baja, pendinginan yang dilakukan Pada industri pengolahan logam khususnya baja, pendinginan yang dilakukan kebanyakan dengan proses pendinginan pancaran, hal ini disebabkan karena baja kebanyakan dengan proses pendinginan pancaran, hal ini disebabkan karena baja memiliki dimensi yang besar, berat dan memiliki temperatur yang tinggi sehingga memiliki dimensi yang besar, berat dan memiliki temperatur yang tinggi sehingga sukar diang
sukar diangkat. kat. Sistem pendinginan Sistem pendinginan yang yang paling cocok paling cocok adalah sistem padalah sistem pancaranancaran tersebut. Keuntungan lain yang bisa diperoleh adalah temperatur
tersebut. Keuntungan lain yang bisa diperoleh adalah temperatur air pendingin yangair pendingin yang relatif
relatif stabil dan ini stabil dan ini bagian yang bagian yang penting dari penting dari proses pendinginan. proses pendinginan. PendinginanPendinginan cepat dengan sistem pancaran ini akan mampu merubah sifat-sifat mekanik baja cepat dengan sistem pancaran ini akan mampu merubah sifat-sifat mekanik baja dan sejauh mana perubahan yang terjadi pada baja setelah didinginkan, maka dan sejauh mana perubahan yang terjadi pada baja setelah didinginkan, maka percobaan b
penting
penting dari baja dari baja adalah kekerasan, adalah kekerasan, perubahan perubahan struktur mikro struktur mikro yang terjadi yang terjadi pada bajapada baja setelah perlakuan panas akan berperan terhadap nilai kekerasannya.
setelah perlakuan panas akan berperan terhadap nilai kekerasannya.
Penelitian ini dilakukan dengan beberapa pembatasan yaitu; Jenis material yang Penelitian ini dilakukan dengan beberapa pembatasan yaitu; Jenis material yang digunakan adalah baja pegas daun, temperatur pemanasan 920oC, dengan waktu digunakan adalah baja pegas daun, temperatur pemanasan 920oC, dengan waktu tahan 60 menit, media pendingin adalah air PDAM, tekanan udara kompresor 20, tahan 60 menit, media pendingin adalah air PDAM, tekanan udara kompresor 20, 40, 60 PSi dan waktu penyemprotan 120 detik.
40, 60 PSi dan waktu penyemprotan 120 detik.
METODOLOGI PENELITIAN METODOLOGI PENELITIAN Peralatan Penelitian
Peralatan Penelitian
Tentang prosedur penelitian, dimana sub pokok pembahasan adalah Tentang prosedur penelitian, dimana sub pokok pembahasan adalah peralatan,
peralatan, pengujan, pengujan, pembuatan pembuatan spesimen spesimen uji, uji, skema skema pengujian pengujian dan dan prosedurprosedur pengujian, semua ini dilakukan di labor teknik M
pengujian, semua ini dilakukan di labor teknik Material Institut aterial Institut Teknologi PadangTeknologi Padang dan labor material Teknik Universitas Andalas. Peralatan dalam penelitian ini dan labor material Teknik Universitas Andalas. Peralatan dalam penelitian ini terdiri dari peralatan utama dan peralatan pendukung lainnya.
terdiri dari peralatan utama dan peralatan pendukung lainnya. Peralatan Utama
Peralatan Utama
Peralatan utama dari penelitian ini terdiri dari : Peralatan utama dari penelitian ini terdiri dari :
1.
1. Tungku Pemanas (furnace)Tungku Pemanas (furnace)
Alat ini digunakan untuk memanaskan spesimen uji. Alat ini digunakan untuk memanaskan spesimen uji. 2.
2. Alat uji kekerasanAlat uji kekerasan
Uji kekerasan yang digunakan dalam pengujian ini adalah alat uji kekerasan Uji kekerasan yang digunakan dalam pengujian ini adalah alat uji kekerasan Rockwell C. dengan spesifikasi sebagai berikut :
Rockwell C. dengan spesifikasi sebagai berikut : Merek : Shimadzu Hardness Tester, type : H
Merek : Shimadzu Hardness Tester, type : HR, MFG No: 826R, MFG No: 8264, 4, Indentor :Indentor : Intan,
Intan, mesin Poles mesin Poles dengan spdengan spesifikasi : mesifikasi : motor otor : 100 : 100 Volt, PuVolt, Putaran : taran : 1515 – – 400400 rpm.
3. Mikroskop Optik; tipe yang digunakan
Adalah mikroskop optik logam (Metallurgy microscope) type OPTHIPOT – 100 S. mikroskop ini dilengkapi dengan kamera khusus (Photomicrography equipment). Pembesaran maksimum yang dapat dilihat dengan mikroskop ini adalah 2000 X.
Spesimen Uji
Spesimen uji berukuran 150 x 80 x 10 mm, yang berbentuk empat persegi panjang.
Gambar 2 Diagram alir metode penelitian DATA DAN PEMBAHASAN
Nilai Kekerasan
Spesimen baja pegas mengalami dua perlakuan panas yaitu normalizing dan hardening. Normalizing bertujuan untuk menseragamkan sifat fisik dan mekanik setelah mengalami pemotongan, setelah dingin dilanjutkan dengan hardening. Nilai kekerasan diuji menggunakan metode Rockwell skala C, indentor diamond cone (konis intan) dengan beban 150 Kgf, pengujian dilakukan terhadap 4 spesimen uji, jumlah titik uji 35. Titik uji kekerasan dibuat diagonal sesuai gambar berikut ini.
Nilai uji kekerasan yang diperoleh pada tiga spesimen ditunjukan dalam kurva 1. dibawah ini
Gambar 4. Grafik pengaruh tekanan spray terhadap kekerasan baja
Udara bertekanan dari kompresor berfungsi untuk menekan air pendingin keluar dari spuyer berupa pancaran air yang hakekatnya menentukan volume air setiap menit. Meningkatnya tekanan kompresor berbanding lurus dengan meningkatnya volume air setiap menit.
Pada kurva diatas menunjukan bahwa meningkatnya volume air pancaran setiap menit cendrung meningkatkan kekerasan. Peningkatan kekerasan yang sangat signifikan terhadap kekerasan awal (sebelum hardening) terjadi pada tekanan 20 psi
yaitu 34,55 HRC dengan perbedaan 11,35 terhadap spesimen tanpa perlakuan, selanjutnya perbedaan nilaib kekerasan pada tekanan 40 psi terhadap tekanan 20 psi yaitu 5,24 HRC. Peningkatan nilai kekerasan terendah terjadi pada tekanan 60 psi yaitu 40,95 HRC dengan perbedaan kekerasan 1,16 psi terhadap tekanan 40 psi yaitu 39,79 Hal ini menunjukan bahwa peningkatan kekerasan yang terbaik terjadi pada tekanan 20 psi dan pengningkatn kekerasan yang kurang baik terjadi pada
tekanan 60 psi.
Jika ditinjau peningkatan nilai kekerasan spesimen setelah hardening terhadap baja pegas tanpa hardening, maka nilai kekerasan tertinggi diperoleh pada tekanan 60 psi yaitu 40,95 HRC dengan perbedaan peningkatan nilai kekerasan 17,75 HRC dan nilai kekerasan terendah diperoleh pada tekanan 20 psi yaitu 34,55 HRC dengan perbedaan peningkatan nilai kekerasan 11,35. Mengacu pada peningkatan tekanan disetiap tahapan tersebut, maka dalam aplikasinya terhadap hardening baja pegas dianjurkan pada tekanan 60 psi, namun demikian penelitian lebih lanjut dip erlukan untuk memperkuat hasil penelitian ini.
Struktur Mikro
Pengamatan metalografi yang dilakukan di laboratorim Material Teknik Mesin Fakultas teknologi Industri Institut Teknologi Padang dan mempelajari foto struktur mikro dari material baja pegas, berikut foto dari pengujian metalografi yang dilakukan.
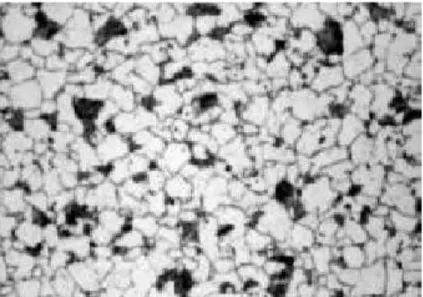
a. Struktur mikro diatas menujukan bahwa semua spesimen dinormalisasi kemudian perlakukan panas pengerasan (hardening heat treatment), matrik dari strukturnya ferit (putih) yang diselingi grafit yang tumbuh tidak merata. Fase ferit bersifat lunak karena itu nilai kekerasannya rendah (23,2 HRc). Ukuran butir terlihat merata meskipun di beberapa daerah ada ukuran butir yang kecil dan besar, demikian juga halnya dengan butir grafit
Gambar 5. Struktur material baja pegas sebelum perlakuan panas t erdiri grafit (warna gelap) dan Ferrit (warna terang), M: 200x
b. Struktur Mikro spesimen perlakuan panas dengan tekanan spray 20 psi. Pendinginan pada tekanan 20 psi, waktu 120 detik menunjukan pertumbuhan butir ferit yang lebih halus dan merata diiringi
dengantumbuhya butir grafit yang halus dengan jumlah setara dengan ferit, hal ini menyebabkan terjadinya peningkatan kekerasan yang signifikan terhadap spesimen tanpa perlakuan panas (hardening). Hasil uji kekerasan menunjukan bahwa nilai kekerasan pada tekanan 20 psi adalah 34,55 HRC
Gambar 6. Struktur mikro material baja pegas terdiri dari Grafit dan Ferit, M: 200x
c. Struktur Mikro spesimen perlakuan panas dengan tekanan spray 40 psi. Pendinginan pada tekanan 40 psi menunjukan ukuran butir yang lebih halus dari tekanan 20 psi, terlihat bahwa grafit tumbuh lebih halus menyebar
merata disetiap butir ferit. Pertumbuhan butir-butir yang lebih halus dari tekanan 20 psi berbanding lurus dengan nilai kekerasan, hal ini disebabkan pertumbuhan grafit halus yang lebih menyebar disetiap butir ferit dan meningkatnya ikatan antar butir. Nilai kekerasannya adalah 39,79 HRc, lebih tinggi dari 34,55 HRc
Gambar 7. Struktur mikro material baja pegas terdiri dari Grafit dan ferrit halus yang merata disetiap butirnya, M: 200x.
d. Struktur Mikro spesimen perlakuan panas pada tekanan spray 60 psi.Pendinginan pada tekanan 60 psi menunjukan terbentuknya butir-butir martensit yang keras lebih halus dari butir-butir pendinginan pada tekanan 40 psi. Nilai kekerasan spesimen pada tekanan pendinginan 60 psi adalah 40,95 HRc, lebih tinggi dari nilai kekerasan pendinginan pada tekanan 40 psi yaitu 39,79 psi, peningkatan nilai kekerasannya kecil yaitu 1,16 HRC.
Ini menunjukkan peningkatan nilai kekerasan setelah pendinginan pada tekanan 60 psi relatif tidak jauh berbeda dengan tekanan 40 psi.
Gambar 8. Struktur mikro baja pegas terdiri dari martensit, tekanan pendinginan 60 psi, M: 200x
Hubungan kekerasan dengan struktur mikro
Meningkatnya tekanan spray yang digunakan dan waktu tahan yang cukup memberi kesempatan pada pertumbuhan butir, hal ibi karena adanya energy yang dilepas waktu pemanasan, pada waktu bersamaan atom bergerak melintasi batas butir dengan permukaan cembung sampai ke butir dengan permukaan cekung dan atom-atom berkoordinasi dengan sejumlah besar atom tetangga pada jarak interatimik keseimbangan. Akibatnya batas bergerak mendekati batas kelengkungan, karena butir-butir kecil cendrung memiliki permukaan dengan kecembungan yang lebih tajam dibandingkan butir-butir besar, butir-butir kecil berinteraksi kebutir yang lebih besar, efek keseluruhan yang terjadi adalah pertumbuhan butir.
Selain itu, pendinginan yang cepat menyebabkan butiran lebih kecil karena setiap sel tidak sempat lagi membentuk kelompok satuan yang lebih besar dan struktur butir yang halus memiliki sifat yang lebih keras dibandingkan butir yang kasar. Kekerasan material dapat dicapai pada laju pendinginan yang diberikan, makin cepat pendinginan yang diberikn maka akan menghasilkan kekerasan yang lebih tinggi.
KESIMPULAN
Dari uraian pembahasan dapat ditarik beberapa kesimpulan yaitu:
1. Peningkatan kekerasan berbanding lurus dengan tekanan air yang equivalen dengan volume air per waktu.
2. Nilai kekerasan tertinggi diperoleh pada tekanan 60 psi, yaitu 40,95 HRC dan fasenya martensit., nilai kekerasan terendah diperoleh pada tekanan 20 psi yaitu 34,55 HRC dan matriknya ferit.
PENGARUH HOLDING TIME PADA PROSES AGE HARDENING TERHADAP KEKERASAN KOMPOSIT AL-CU YANG DIPERKUAT
SERBUK FLY ASH PENDAHULUAN
Komposit adalah material yang dibuat dengan menggabungkan dua atau lebih bahan penyusun yang berbeda dalam hal bentuk dan komposisinya. Komposit matriks logam memiliki sifat yang tahan terhadap korosi dibandingkan dengan logam tanpa penguat. Aluminium merupakan salah satu material yang digunakan sebagai matrik pada pembuatan komposit yang disebut Aluminium Metal Matrix Composite. Hasil komposit yang diperoleh dengan proses pembuatan tersebut mempunyai ketangguhan yang tinggi dan stabil pada temperatur tinggi. Komposit jenis ini dapat diaplikasikan pada berbagai komponen mesin seperti turbin, roket, piston, penukar panas, struktur pasawat terbang dan kemasan elektronik. Beberapa tahun terakhir ini telah banyak dikembangkan Al-Cu-fly ash sebagai komposit matriks logam. Aluminium yang dikenal sebagai logam yang mempunyai sifat ringan, tahan korosi, penghantar listrik yang baik digunakan sebagai matriks sedangkan fly ash berfungsi sebagai penguat. Penggunaan fly ash ternyata dapat menghasilkan komposit aluminium dengan sifat mekanik yang baik dengan biaya murah yang dapat bersaing dengan komposit sejenis lainnya. Untuk menambah kekuatan dari sifat mekanis dari logam yang digunakan dalam komposit tersebut salah satu caranya yaitu dengan melakukan perlakuan panas. Perlakuan panas pada logam dapat mengubah struktur mikro darilogam sehingga akan berpengaruh terhadap sifat mekanisnya. Dengan perlakuan panas dapat membentuk sifat logam sesuai dengan penggunaan dari logam tersebut.
DASAR TEORI
Aluminium merupakan logam non ferro yang memiliki sifat ringan dan tahan karat. Aluminium dipakai sebagai paduan berbagai logam murni, sebab tidak kehilangan sifat ringan dan sifat – sifat mekanisnya dan mampu cornya diperbaiki
dengan menambah unsur – unsur lain. Unsur-unsur paduan itu adalah tembaga, silikon, magnesium, mangan, nikel, dan sebagainya yang dapat merubah sifat paduan aluminium. Penggunaan aluminium sangat berkembang pesat terutama pada industri pesawat terbang dan otomotif. Masih banyak pengembangan yang dilakukan sehingga dapat menciptakan paduan aluminium baru yang memiliki sifat dan karakteristik yang berbeda.
Adanya unsur Tembaga (Cu) pada paduan Aluminium akan mempengaruhi tingkat kekerasan. Atom dari tembaga akan terdifusi pada sel satuan dari aluminium apabila dipanaskan hingga temperatur solvus (padat terlarut) hingga membentuk satu fasa yaitu aluminium-α. Apabila paduan tersebut didinginkan secara cepat maka unsur tembaga akan terdifusi pada sel satuan aluminium sehingga tidak memiliki waktu untuk membentuk fasa baru (β) pada paduan. Kondisi tersebut sering disebut super saturated solid solution α yang merupakan fasa tidak stabil. Berawal dari kondisi tersebut, akan tumbuh presipitat. Gambar 1. berikut merupakan diagram fasa Al-Cu dimana terdapat garis solvus yang membatasi terbentuknya fasa tunggal (α) pada paduan sehingga dapat meningkatkan kekerasan
Secara sederhana bahan komposit berarti bahan gabungan dari dua atau lebih bahan yang berlainan. Jadi komposit adalah suatu bahan yang merupakan gabungan atau campuran dari dua material atau lebih pada skala makroskopis untuk membentuk material ketiga yang lebih bermanfaat. Komposit dan paduan memiliki perbedaan dari cara penggabungannya yaitu apabila komposit digabung secara makroskopis sehingga masih kelihatan serat maupun matriknya (komposit serat) sedangkan pada paduan digabung secara mikroskopis sehingga tidak kelihatan lagi unsur-unsur pendukungnya.
Komposit dibentuk dari dua jenis material yang berbeda, yaitu :
1. Penguat (reinforcement). Penguat atau reinforcement mempunyai sifat kurang ductile tetapi lebih rigid serta lebih kuat.Matriks.
2. Matriks adalah fasa dalam komposit yang mempunyai bagian atau fraksi volume terbesar (dominan). Matriks mempunyai fungsi sebagai berikut : a. Mentransfer tegangan ke serat.
b. Membentuk ikatan koheren, permukaan matrik/serat. c. Tetap stabil setelah proses manufaktur.
d. Melindungi serat. Proses Stir casting adalah proses pengecoran dengan cara menambahkan suatu logam murni (biasanya aluminium) dengan sebuah komposit dengan cara melebur logam murni tersebut kemudian logam murni yang sudah mencair tersebut diaduk secara terus menerus hingga terbentuk sebuah pusaran, kemudian komposit (berupa serbuk) tersebut dicampurkan sedikit demi sedikit melalui tepi dari pusaran yang telah terbentuk itu. Skema dari proses stir casting dilihat pada Gambar 2.
Gambar 2. Skema dapur pleburan stir casting.
Pada pengerasan paduan aluminium dengan cara age hardening sangat erat hubungannya dengan waktu penahanan atau holding time pada saat penuaan. Efek dari penuaan akan mengalami kenaikan pada titik tertentu dan akan mengalami penurunan setelah titik maksimum atau disebut overaging. Sehingga dalam melakukan pengerasan pada aluminium memerlukan metode yang tepat sehingga menghasilkan kekerasan yang optimum.
Gambar 3. Hubungan temperatur dengan waktu pada proses presipitasi. Fly ash merupakan material yang memiliki ukuran butiran yang halus, berwarna keabu-abuan dan diperoleh dari hasil pembakaran batubara. Tipe dan
pembakaran, proses pembakaran seperti perbandingan bahan bakar dan udara, cara pengumpulan dan penyimpanan fly ash sebelum digunakan, menyebabkan fly ash
yang dihasilkan dari suatu power plant pada satu daerah dengan daerah lainnya berbeda. Jadi tidak semua fly ash menguntungkan dan dapat digunakan sebagai campuran. Komponen terbesar yang terkandung dalam fly ash adalah silika (SiO2), alumina (Al2O3), oksida kalsium (CaO) dan oksida besi (Fe2O3). Fly ash banyak digunakan secara luas sebagai campuran portland cement, concrete dan material-material khusus lainnya. Densitas fly ash adalah 4,8 g/cm3. Densitas tersebut tergantung dari unsur kimia dan porositas yang terjadi di dalamnya. Bentuk partikel dan sifat permukaan berbagai macam fly ash diamati dengan menggunakan scanning electron microscope (SEM). Gambar 4 berikut menunjukkan mikrografi dari partikel fly ash.
Gambar 4. Partikel Fly Ash.
METODOLOGI PENELITIAN Persiapan Alat dan Bahan Adapun alat-alat yang digunakan dalam penelitian ini adalah:
1. Stir Cast
2. Tungku krusibel dan burner 3. Kowi
4. Permanent Mold / cetakan coran 5. Timbangan
6. Gergaji
8. Sieving / ayakan
9. Mesin amplas dan poles
10. Rockwell hardness tester type 150-A 11. Media Quenching
12. Thermocouple dan display Persiapan Bahan
Adapun bahan yang digunakan adalah aluminium bekas, tembaga yang diambil dari potongan kawat tembaga dan serbuk fly ash.
Proses Pengecoran
Langkah – langkah dilakukan selama proses pengecoran yaitu: 1. Proses penimbangan
a. Penimbangan aluminium Sebelum dicor aluminium dipotong kurang lebih 15 cm, kemudian ditimbang sesuai kebutuhan pengecoran. Paduan aluminium dengan 4% tembaga yang dibuat ditambahkan dengan persentase fly ash 5%, 10%, 15%. Sehingga perhitungan adalah sebagai berikut:
Berat total coran yang diinginkan untuk sekali pengecoran adalah 1000 gr. Dengan massa aluminium adalah 1000 gr. Asumsi kerak yang terjadi saat pengecoran adalah 30 %. Kebutuhan aluminium + kerak = 1000 gr + (30% x 1000 gr) = 1300 gr
Massa aluminium yang akan digunakan : I. 91 % x 1300 gr = 1183 gr
II. 86 % x 1300 gr = 1118 gr III. 81 % x 1300 gr = 1053 gr
b. Penimbangan fly ash Berat serbuk fly ash I yaitu 5% x berat total aluminium = 5% x 1000 gr = 50 gr.
Berat serbuk fly ash II yaitu 10% x berat total aluminium = 10% x 1000 gr = 100 gr.
Berat serbuk fly ash III yaitu 15% x berat total aluminium = 15% x 1000 gr = 150 gr.
c. Penimbangan tembaga Tembaga yang diperlukan adalah 4% dari berat aluminium, yaitu sebesar 40 gr.
2. Proses peleburan Aluminium yang sudah ditimbang sesuai massa di atas dimasukkan ke dalam kowi, dan kowi dimasukkan ke dalam tungku krusibel. Burner pada tungku dinyalakan dan kowi ditutup.
3. Pengadukan (stir cast) Setelah Alumunium mencair pada suhu 6600C, dimasukkan tembaga terlebih dahulu kedalam aluminium yang sudah mencair, kemudian hidupkan pengaduk, tuang secara perlahan serbuk fly ash tepat ditepian pusaran sesuai dengan variasi komposisi serbuk fly ash 5%, 10% dan 15% yang ditimbang selama 5 menit pengadukan, agar serbuk fly ash tercampur dan tidak banyak yang mengendap. Setelah itu siap untuk dituang ke dalam cetakan.
4. Penuangan dan pengepresan Sebelum penuangan cetakan dipanaskan sampai suhu tertentu. Temperatur penuangan yang digunakan adalah 7000C. Proses penuangan dilakukan dengan cepat dan berhati-hati untuk menghindari terjadi pembekuan setelah kowi diangkat dari tungku, setelah dituang ke dalam cetakan dipres menggunakan alat pres dengan maksud untuk meminimalisir porositas. Tetapi pada saat pengepresan menemui kendala yaitu aluminium cepat sekali membeku.
5. Pendinginan Setelah dituang di dalam cetakan tunggu sampai 30 menit. Setelah itu cetakan di buka, biarkan hasil coran menjadi dingin.
6. Pemotongan spesimen Dilakukan pemotongan spesimen menjadi 3 di bagian atas, tengah dan bawah setiap spesimen paduan aluminium tembaga dan fly ash dengan prosentase berat 5%, 10% dan 15% untuk pengujian perlakuan panas dengan temperature 1800C dan holding time yang berbeda.
Langkah Pengujian spesimen sebagai berikut.
1. Pengujian age hardening. Proses age hardening secara keseluruhan dilakukan di Laboratorium Metalurgi Fisik Teknik Mesin Universitas Diponegoro. Proses ini terdiri dari tiga tahap, tahap pertama yaitu proses homogenisasi paduan, dengan menahan spesimen pada temperatur solution treatment menggunakan tungku Hofmann Furnace Chamber tipe K. Kemudian dilanjutkan proses quenching untuk mendapatkan kondisi super saturated solid solution α yang bersifat tidak stabil. Dan proses terakhir adalah artificial aging yang dilakukan dengan cara menahan kembali spesimen pada temperatur dan holding time yang bervariasi. Berikut ini merupakan langkah-langkah pada pengujian age hardening.
a. Meletakkan spesimen yang akan diuji pada ruang pembakaran Hofmann furnace chamber, kemudian menutupnya dengan rapat.
b. Menghidupkan mesin, kemudian melakukan pengaturan program pada furnace dengan mengatur temperatur pembakaran sebesar 520oC dan waktu penahanan selama 720 menit (12 jam).
c. Menekan tombol penguncian program, kemudian menjalankan program.
d. Mempersiapkan media quenching sebelum membuka furnace.
e. Setelah program selesai, segera mengambil spesimen dalam tunggu untuk dicelupkan kedalam air, sehingga terjadi proses pendinginan. f. Setelah 5 menit, ambil spesimen.
g. Melakukan proses artificial aging pada furnace dengan temperatur 1800C, serta variasi waktu penahanan 1 jam, 2 jam, dan 4 jam.
h. Spesimen yang telah melalui proses artificial aging kemudian akan diuji kekerasannya.
2. Pengujian Kekerasan Pengujian kekerasan dilakukan di Laboratorium Metalurgi Fisik Teknik Mesin Universitas Diponegoro. Metode yang digunakan dalam pengujian kekerasan ini adalah dengan metode lekukan dengan menggunakan alat Rockwell Hardness Tester Model HR 150-A. Skala yang digunakan dalam pengujian ini adalah skala B (HRB). Beban
minor pada pengujian ini sebesar 10 kgf sedang untuk beban mayor adalah 100 kgf. Penetrator yang digunakan adalah jenis bola baja 1/16" (steel ball). Berikut ini merupakan langkahlangkah yang dilakukan selama proses pengujian kekerasan.
a. Menyiapkan alat dan spesimen uji.
b. Membersihkan permukaan spesimen, kemudian mengamplas permukaanya dengan mesin amplas untuk menghasilkan permukaan yang rata dan sejajar. Proses pengamplasan dilakukan dalam kondisi basah yaitu dengan dialiri air untuk mengurangi panas yang terjadi
akibat gesekan permukaan amplas dan spesimen.
c. Setelah permukaan spesimen rata dan sejajar, kemudian langkah selanjutnya yaitu menentukan letak titik pada permukaan spesimen yang akan diuji. Untuk pengujiannya diambil 7 titik pada permukaan spesimen, lalu spesimen diletakkan pada anvil mesin Rockwell.
d. Spesimen diberi beban minor dengan cara memutar handwheel hingga jarum kecil padadial indikator menunjukkan pada titik merah. Nilai beban minor yang diberiakan adalah 10 kgf.
e. Mengatur posisi nol pada dial indikator dengan mengatur jarum besar berada di posisi huruf B/C serta mengatur pemberian beban mayor
sebesar 100 kgf.
f. Menjalankan mesin Rockwell dengan menarik tuas loading maka tuas unloading akan bergerak. Hal ini menunjukkan bahwa pada tahapan ini, spesimen terkena beban mayor sebesar 100 kgf.
g. Setelah tuas unloading berhenti bergerak, tunggu selama 1 menit agar pembebanan yang diberikan merata.
h. Setelah 1 menit, mengembalikan tuas unloading pada posisi semula. i. Mencatat hasil dari skala dial inditator (skala HRB) yang menunjukkan
nilai kekerasan pada spesimen tersebut.
PEMBAHASAN DAN ANALISA
Dari data hasil pengujian kekerasan Al-Cu dengan komposisi fly Ash 5%, 10% dan 15% fly ash yang telah di aging dengan variasi holding time yang berbeda dapat disajikan dalam grafik seperti berikut ini.
Gambar 5. Grafik Perbandingan Nilai Kekerasan Rockwell Al-Cu-fly ash 5% terhadap Variasi Holding Time Aging
Dari Gambar 5 dapat terlihat bahwa semakin lama holding time aging maka nilai kekerasannya semakin meningkat. Untuk holding time aging 1 jam nilai kekerasannya meningkat sebesar 54,33 HRB, holding time aging 2 jam kekerasannya meningkat sebesar 57,71 HRB sedangkan holding time aging 4 jam kekerasannya meningkat sekitar sebesar 68,02 HRB.
Gambar 6. Grafik Perbandingan Nilai Kekerasan Rockwell Al-Cu-fly ash 10% terhadap Variasi Holding Time Aging
Dari Gambar 6 dapat terlihat bahwa semakin lama holding time aging maka nilai kekerasannya semakin meningkat. Untuk holding time aging 1 jam nilai kekerasannya meningkat sebesar 55 HRB, holding time aging 2 jam kekerasannya meningkat sebesar 59,09 HRB sedangkan holding time aging 4 jam kekerasannya meningkat sekitar sebesar 71,42 HRB.
Gambar 7. Grafik Perbandingan Nilai Kekerasan Rockwell Al-Cu-fl y ash 15% terhadap Variasi Holding Time Aging
Dari Gambar 7 dapat terlihat bahwa semakin lama holding time aging maka nilai kekerasannya semakin meningkat. Untuk holding time aging 1 jam nilai kekerasannya meningkat sebesar 61,80 HRB, holding time aging 2 jam kekerasannya meningkat sebesar 70,33 HRB sedangkan holding time aging 4 jam kekerasannya meningkat sekitar sebesar 76,61 HRB.
KESIMPULAN DAN SARAN Kesimpulan:
1. Dari hasil pengujian yang telah dilakukan didapatkan perbandingan nilai kekerasan antara komposit Al-Cu Fly ash tanpa melalui proses age hardening dengan komposit Al-Cu-Fly ash yang melalui proses age hardening. Pada Al-Cu-5% Fly ash tanpa proses age hardening didapatkan nilai kekerasan rata-rata yaitu 31,35 HRB sedangkan Al-Cu-5% Fly ash dengan proses age hardening didapatkan nilai kekerasan rata-rata 54,33 HRB pada holding time 1 jam, 57,71 HRB pada holding time 2 jam dan 68,02 HRB pada holding time 4 jam. Pada Al-Cu-10% Fly ash tanpa proses age hardening didapatkan nilai kekerasan rata-rata yaitu 20,75 HRB sedangkan Al-Cu-10% Fly ash dengan proses age hardening didapatkan nilai kekerasan rata-rata 55 HRB pada holding time 1 jam, 59,09 HRB pada holding time 2 jam dan 71,42 HRB pada holding time 4 jam. Pada Al-Cu15% Fly ash tanpa proses age hardening didapatkan nilai kekerasan r ata-rata yaitu 22,83 HRB sedangkan Al-Cu-15% Fly ash dengan proses age hardening didapatkan nilai kekerasan rata-rata 61,80 HRB pada holding time 1 jam, 70,33 HRB pada holding time 2 jam dan 76,61 HRB pada holding time 4 jam.
2. Pada proses age hardening, holding time sangat mempengaruhi nilai kekerasan dari Al-Cu-fly ash. Semakin lama holding time, maka kekerasan yang dihasilkan cenderung meningkat. Hal ini dikarenakan pada waktu permulaan aging, Zona GP yang terbentuk terus berkembang baik dari segi
ukuran, maupun jumlah seiring dengan bertambahnya waktu aging. Saran :
1. Perlunya pengujian SEM untuk analisa lebih lanjut tentang struktur mikro dari unsur presipitat yang terbentuk pada paduan aluminium.
2. Perlu adanya penelitian lebih lanjut mengenai proses age hardening dengan holding time yang lebih lama hingga mengalami p roses overaging, sehingga nantinya akan didapatkan kekerasan optimum di suhu aging 180o.
PENGARUH VARIASI MEDIA PENDINGIN HASIL SAMBUNGAN LAS BAJA PADUAN TERHADAP NILAI KETANGGUHAN
PENDAHULUAN
Pengembangan bidang rekayasa dan perancangan suatu komponen, menyebabkan penggunaan bahan dasar logam semakin meningkat. Seiring dengan berkembangnya ilmu pengetahuan, berkenaan pula dengan produksi permesinan oleh industri, bahan hasil produksi yang akan dipakai pada pelaksanaan keteknikan harus mampu memenuhi standar kualitas yang diisyaratkan agar hasil maupun pekerjaan dapat terjamin. Logam ferro merupakan logam yang paling banyak dipakai dalam bidang permesinan. Logam ferro biasanya dikenal masyarakat dengan sebutan besi dan juga digunakan secara dominan dalam bidang teknologi permesinan. Baja Paduan (alloy steel) merupakan jenis baja yang tergolong murah
dibandingkan dengan logam lainya dan relatif mudah didapatkan dipasaran. Biasanya baja ini siap untuk dikerjakan tanpa perlakuan khusus.
PERUMUSAN MASALAH
Berdasarkan latar belakang masalah, rumusan masalah penelitian yang akan dilakukan adalah sebagai berikut :
1. Bagaimana sifat mekanik hasil sambungan pengelasan yang menggunakan media pendingin udara, oli, dan air laut yang dilihat dari Pengujian Impact. 2. Bagaimana perbandingan sifat mekanik rata-rata hasil pengelasan yang
BATASAN MASALAH
Supaya penulisan ini lebih terarah maka diberi batasan-batasan dalam pembahasan, sebagai berikut :
1. Spesimen pengujian baja paduan (Fora 400). 2. Pengujian menggunakan metode impact charpy.
3. Bentuk dan ukuran spesimen sesuai standar yang diberikan oleh American society of testing on material (ASTM) E 23.
4. Media pendinginan spesimen udara, oli, air laut dengan suhu kamar media. 5. Kampuh las yaitu kampuh I, kampuh U dan kampuh V.
6. Kawat las yang dipakai ESAB OK Autorad 1222 dengan diameter 3,2 mm, pemakaian arus 300A.
TUJUAN PENELITIAN
Tujuan yang ingin dicapai dalam penelitian adalah:
1. Untuk mengetahui sifat mekanik (ketangguhan) sambungan las baja paduan dari beberapa media pendingin yaitu oli, air laut dan udara.
2. Membandingkan harga ketangguhan sambungan las baja paduan terhadap jenis sambungan I, U dan V.
Manfaat Penelitian
1. Memberi masukan tentang sifat kegetasan baja Paduan Fora 400 setelah dilakukan pengelasan dan pendinginan dengan beberapa media pendingin. 2. Sebagai bahan kajian bagi peneliti baja Paduan dimasa yang akan datang.
METODOLOGI PENELITIAN
Penelitian yang dilakukan dalam pengujian ini adalah termasuk penelitian eksperimen dimana hasil pengujian diperoleh melalui percobaan langsung terhadap benda uji (spesimen). Berdasarkan pokok masalah yang dibahas dalam bab sebelumnya, maka data diperoleh melalui hasil penelitian Uji Impact dilanjutkan dengan pengamatan dan analisa terhadap data yang diperoleh di laboratorium. Kumandi (1997: 20) menyatakan :
Penelitian ekperimen dilakukan untuk menemukan hubungan sebab akibat veriabel dengan melakukan manipulasi melalui kontrol langsung terhadap variabel independen. Penelitian ekperimen dilakukan di laboratorium maupun dilapangan. Objek Penelitian
Objek yang diuji dalam penelitian ini adalah baja Paduan dengan dimensi seperti gambar 11 dibawah.uji impact yang dilakukan terhadap benda sebanyak 27 buah, yaitu : 3 buah benda uji yang didinginkan dengan udara, 3 buah benda uji
didinginkan dengan media pendingin oli, dan 3 buah benda uji dengan menggunakan media pendingin air laut dengan suhu kamar media pendingin tersebut yang diukur pada saat akan melaksanakan pengujian yang terdiri dari sambungan kampuh I, kampuh U dan kampuh.
Alat dan Bahan 1. Alat
a. Mesin sekrap; untuk mendapatkan ukuran yang akurat, maka dalam pembentukan spesimen uji digunakan mesin sekrap, dan dalam pembuatan takikan juga menggunakan mesin sekrap.
b. Gerinda tangan; proses pembuatan kampuh menggunakan mesin uji yang keras yang tidak bisa dibuat dengan menggunakan mesin ketan pembuat kampuh.
c. Gergaji potong otomatis; untuk memotong spesimen yang telah dilas.
d. Jangka sorong; untuk mengukur keakuratan spesimen uji, dan untuk mengukur kedalaman takikan.
e. Busur; digunakan untuk mengukur sudut dalam proses pembuatan kampuh.
f. Amplas; untuk memperhalus atau melicinkan seluruh permukaan benda uji, disini menggunakan amplas. Amplas yang dipakai dalam proses ini terdiri dari 3 nomor. Proses pertama dipakai amplas nomor 500, yang kedua dipakai nomor 800, dan finishing dipakai amplas nomor 1000.
2. Bahan
a. Baja karbon paduan. b. Pesawat las.
c. Media pendingin dengan suhu kamar media pandingin : Udara 31 OC , Oli 29 OC dan Air laut 26,5OC (suhu kamar tempat pengujian).
HASIL DAN PEMBAHASAN 1. Volume Logam Las
a. Kampuh U Arus yang digunakan pada pengelasan kampuh U adalah 300 Amper, tegangan busur las 28 Volt, kecepatan pengelasan 38 cm/min dan lapisan pengisiannya adalah 2 layers. Volume logam las kampuh U yaitu 741,3 mm3 dan panjang kawat las untuk satu spesimen adalah 92,2 mm. b. Kampuh V Pada kampuh V, arus, tegangan busur, kecepatan dan lapisan
pengelasan sama dengan kampuh U. Tetapi volume logam lasnya dan panjang kawat las berbeda yaitu volume logam las adalah 360 mm3 dan panjang kawat las untuk satu spesimen adalah 44,78 mm. Perbedaan kekuatan sambungan antara kampuh V dan U tidak terlalu jauh ini disebabkan oleh volume dari logam las dan panjang kawat las juga tidak jauh bedanya.
c. Kampuh I Begitu juga dengan kampuh I proses pengelasan juga sama dengan kampuh V dan U, dimana arus, tegangan busur las, kecepatan pengelasan serta lapisan pengelasan yang dipakai sama. Pada kampuh I proses pengisian pengelasan dilakukan pada kedua sisi permukaan yang telah diberi celah akar 2 mm, satu kali pengisian pada permukaan atas dan satu kali pengisian pada permukaan bawah kampuh. Ini disebabkan oleh penetrasi pengelasan pada kampuh I tidak tembus , volume logam las dan panjang kawat las pada kampuh I yaitu volume logam las adalah 200 mm3
dan panjang kawat las yang dibutuhkan adalah 24,88 mm.
Pengaruh panas yang tinggi akan mempengaruhi terhadap hasil pengelasan dan bentuk dari permukaan patahan. Berdasarkan penjelasan diatas bahwa perbedaan kampuh tidak mempengaruhi penetrasi yang dihasilkan, dimana besarnya ruang las tidak mempengarhi besar penetrasi yang dihasilkan. 2. Ketangguhan.
Untuk mendapatkan Harga Impak (HI) dan Energi Impak (EI) :
Gambar 1. Grafik Kurva Hubungan Harga Impak Terhadap Media pendingin Pasca Pengelsan dengan Metode Kampuh V, U dan I
Gambar 1. menunjukan bahwa kampuh I, U dan V memiliki ketangguhan tertinggim dengan media pendingin udara. Hal ini mengindikasikan bahwa sambungan kampuh ini bersifat ulet dan kemungkinan terjadi kegagalan pada sambungan dapat diminimalkan. Ketangguhan terendah diperoleh pada kampuh yang dengan media pendingin air laut, kemudian media pendingin oli. Hal ini mengindikasikan bahwa bahwa sambungan pada kampuh tersebut kurang ulet dan
mudah gagal atau patah demikian juga halnya dengan kampuh dengan pendinginan oli.
Hasil pengujian yang didapat dalam penelitian menunjukkan bahwa, perbedaan bentuk kampuh mempunyai pengaruh terhadap kekuatan impak dari sambungan pengelasan serta bentuk dari permukasan patahan yang terjadi. Seperti diuraikan
dibawah ini :
Gambar 2. Pengaruh Pengelasan dan Media Pendingin Terhadap Energi Impak
Dari grafik diatas dapat dilihat energi impak tertinggi untuk jenis kampuh V, U, dan I adalah media pendingin udara, sedangkan energi impak terendah terlihat pada media pendingin air laut. Hal ini memperlihatkan bahwa pendinginan yang
dilakukan di udara bebas menyebabkan spesimen menjadi lebih liat dibandingkan media pendingin air laut yang memperlihatkan nilai energi yang diserap lebih kecil dan ini menunjukan bahwa spesimen lebih getas dengan pendingan dengan air laut. Analisa Bentuk Permukaan Patahan Spesimen.
Pengamatan lain dari uji impak charpy, yang biasa dilakukan adalah penelahaan permukaan patahan untuk menentukan jenis patahan yang terjadi. Apakah itu jenis patahan berserat (patah ulet/geser), patahan granular (patah getas/belah) atau campuran dari keduanya. Bentuk patahan yang berbeda-beda dapat ditentukan dengan mudah, walaupun pengamatan permukaan patahan tidak menggunakan pembesaran. Permukaan patah belah yang cenderung datar memperlihatkan daya pemantul cahaya yang tinggi serta penampilan yang berkilat.
Sementara permukaan patahan yang ulet berserat dan menyerap cahaya serta penampilan yang buram (Dieter :1998). Pada gambar dibawah ini memperlihatkan bentuk patahan yang terjadi pada kampuh V.
Gambar 3. Bentuk patahan spesimen uji kampuh V dengan media pendingin air laut
Gambar 4. Bentuk patahan spesimen uji kampuh V dengan media pendingin oli..
Gambar 5. Bentuk patahan spesimen uji kampuh V dengan media pendingin udara
Gambar diatas menunjukan bahwa patahan yang terjadi setelah di impak dengan pengelasan kampuh V, gambar patahan memperlihatkan bentuk pat ahan yang melengkung pada bagian luar bidang spesimen dan bidang luar tersebut bergeser, pada bagian punggung takikan keluar.
Gambar 6. Bentuk patahan spesimen uji dengan kampuh U dengan media pendingin air laut
Gambar 7. Bentuk patahan spesimen uji dengan kampuh U dengan media pendingin oli
Patahan yang terjadi adalah keduanya yaitu patah getas dan patah ulet, tetapi lebih dominan yang ulet seperti yang terlihat pada tabel persentase patahan terlihat bahwa ratarata uletnya adalah untuk media pendingin udara 58% dan 42% untuk patah getas, media pendingin oli 57% dan 43% patah getas, dan untuk media pendingin air laut 37% liat dan 63% patah getas. Hal ini memperlihatkan bahwa pendinginan yang dilakukan di udara membuat spesimen lebih liat dibandingkan dengan pendinginan oli dan air laut. Pendinginan dengan air laut menyebabkan spesimen menjadi lebih getas.
Gambar 8. Bentuk patahan spesimen uji dengan kampuh U dengan media pendingin oli
Pada kampuh U bentuk patahan yang terjadi setelah di impak, gambar patahan memperlihatkan sama dengan kampuh V yaitu bentuk patahan yang
melengkung pada bagian luar bidang spesimen dan bidang luar tersebut bergeser, pada bagian punggung takikan keluar. Patahan yang terjadi ad alah keduanya yaitu patah getas dan patah ulet, tetapi lebih dominan yang ulet seperti yang terlihat pada
tabel persentase patahan terlihat bahwa rata-rata uletnya adalah untuk media pendingin udara 78% dan 22% untuk patah getas, media pendingin oli 56% dan 44% patah getas, dan untuk media pendingin air laut 53% liat dan 47% patah getas. Hal ini memperlihatkan bahwa pendinginan yang dilakukan di udara membuat spesimen lebih liat dibandingkan dengan pendinginan oli dan air laut. Pendinginan dengan air laut menyebabkan spesimen menjadi lebih getas.
Gambar 9. Bentuk patahan spesimen uji dengan kampuh I dengan media pendingin oli
Gambar 10. Bentuk patahan pada kampuh I dengan media pendingin udara
Gambar 11. Bentuk patahan pada kampuh I dengan media pendingin air laut Sedangkan pada kampuh I bentuk patahan yang terjadi setelah di impak, disini gambar patahan juga memperlihatkan bentuk patahan yang melengkung pada bagian luar bidang spesimen dan bidang luar tersebut bergeser, pada bagian punggung takikan keluar. Patahan yang terjadi pada media pendingnin udara terlihat bahwa rata-rata ulet 67% dan 33 % untuk patah getas. Media pendingin oli 60% patah ulet dan 50% patah getas sedangkan untuk media pendingin air laut 32% patah ulet dan 68% patah getas. Dari hasil pengamatan persentase patahan dapat diketahui bahwa untuk media pendingin udara persentase patahan liat paling besar diantara media pendingin lain. Untuk median pendingin air laut menyebabkan spesimen menjadi lebih getas dibanding udara dan oli.