TUGAS AKHIR
PERENCANAAN KEBUTUHAN MATERIAL (MRP) DENGAN
MENGGUNAKAN TEKNIK LOT SIZING PADA BAHAN
BAKU BAJA DI PT. TIMAH INDUSTRI
( PT. TIMAH Tbk )
Diajukan Guna Melengkapi Sebagian Syarat
Dalam Mencapai Gelar Sarjana Strata Satu ( S1 )
Disusun Oleh :
Nama : Erin Meilia Harlina
NIM : 41605010018
Program Studi : Teknik Industri
FAKULTAS TEKNIK
PROGRAM STUDI TEKNIK INDUSTRI
UNIVERSITAS MERCU BUANA
JAKARTA
2009
LEMBAR PERNYATAAN
Yang bertanda tangan di bawah ini :
NAMA : ERIN MEILIA HARLINA
NIM : 41605010018
Jurusan / Fakultas : Teknik Industri / Teknik
Judul Skripsi : Perencanaan Kebutuhan Material (MRP) dengan Menggunakan Teknik Lot Sizing pada Bahan Baku Baja di PT. Timah Industri (PT. Timah Tbk).
Dengan ini menyatakan bahwa hasil penulisan Skripsi yang telah saya buat ini merupakan hasil karya sendiri dan benar keasliannya. Apabila ternyata di kemudian hari penulisan Skripsi ini merupakan hasil plagiat atau penjiplakan terhadap karya orang lain, maka saya bersedia mempertanggungjawabkan sekaligus bersedia menerima sanksi berdasarkan aturan tata tertib di Universitas Mercu Buana.
Demikian, pernyataan ini saya buat dalam keadaan sadar dan tidak dipaksakan.
Penulis,
LEMBAR PERSETUJUAN
PERENCANAAN KEBUTUHAN MATERIAL (MRP) DENGAN MENGGUNAKAN TEKNIK LOT SIZING PADA BAHAN BAKU BAJA
DI PT. TIMAH INDUSTRI ( PT. TIMAH Tbk )
Disusun Oleh :
Nama : Erin Meilia Harlina
NIM : 41605010018
Jurusan : Teknik Industri
Pembimbing Tugas Akhir
LEMBAR PENGESAHAN
PERENCANAAN KEBUTUHAN MATERIAL (MRP) DENGAN MENGGUNAKAN TEKNIK LOT SIZING PADA BAHAN BAKU BAJA
DI PT. TIMAH INDUSTRI ( PT. TIMAH Tbk )
Disusun Oleh :
Nama : Erin Meilia Harlina
NIM : 41605010018
Jurusan : Teknik Industri
Mengetahui,
Koordinator TA / Ka.Prodi
ABSTRAK
Dalam manajemen persediaan, bahan baku yang baik merupakan salah satu faktor keberhasilan suatu perusahaan manufaktur untuk melayani kebutuhan pabrik dan konsumen dalam menghasilkan suatu produk yang berkualitas dan tepat waktu. Untuk dapat mengatur suatu tingkat persediaan optimal yang dapat memenuhi kebutuhan akan bahan baku dalam jumlah, mutu dan pada waktu yang tepat dengan jumlah biaya yang rendah seperti yang diharapkan perusahaan maka diperlukan suatu system pengendalian pada perusahaan. PT. Timah Industri merupakan salah satu perusahaan atau industri pertambangan, tetapi perusahaan juga memproduksi produk baja untuk keperluan perusahaan itu sendiri dan bisa juga melayani permintaan dari luar berdasarkan pesanan atau make to order.
Perencanaan Kebutuhan Material sangat memerlukan peramalan permintaan konsumen yang dihitung dari permintaan masa lalu, sehingga dapat memperkirakan kebutuhan dimasa mendatang. Dalam penelitian ini, yang akan dianalisa adalah biaya total yang dihasilkan dari beberapa penggunaan Teknik Lot Sizing. Teknik Lot Sizing yang digunakan adalah Fixed Order Quantity (Jumlah Pesanan Tetap), Economic Order Quatity (Pemesanan dengan Jumlah yang Ekonomis), Lot For Lot (Lot untuk Lot), dan Fixed Period Requirement (Kebutuhan Periode Tetap).
Setelah melakukan perhitungan dengan keempat Teknik Lot Sizing tersebut, Teknik Fixed Period Requirement menghasilkan biaya total terendah.
ABSTRACT
In supply management, a good raw materials is one of the factors of success of a manufacturing company to serve the needs of consumers in the factory and produce a quality product and on time. To be able to set an optimal level of supply that can meet the needs of their raw materials in quantity, quality and on time with the right amount of low cost as expected the company needed a system of control on the company. PT. Timah Industri is one of the company or the mining industry, but the company also produces steel products for the company itself and can also serve the request based on orders from the outside.
Material Requirements Planning requires forecasting consumer demand that calculated based on the request from the past, so we can estimate the needs in the future. In this research, we will be analyzed the total cost resulting from the use of some lot sizing techniques. Lot sizing technique that we used are fixed order quantity, economic order quantity, lot for lot and fixed period requirement.
After calculation with the fourth lot sizing techniques, the technical requirement of the fixed cost of the lowest total.
KATA PENGANTAR
Assalamu’alaikum, wr. wb.
Puji dan syukur Penulis panjatkan atas kehadirat Allah SWT, karena berkat
rahmat dan ridho-Nyalah Penulis dapat menyelesaikan laporan penelitian Tugas
Akhir ini yang merupakan salah satu syarat untuk Ujian Akhir Program Sarjana pada
Jurusan Teknik Industri, Fakultas Teknik Universitas Mercu Buana Jakarta.
Di dalam penulisan laporan penelitian Tugas Akhir ini, Penulis mengambil
topik tentang ” PERENCANAAN KEBUTUHAN MATERIAL (MRP) DENGAN
MENGGUNAKAN TEKNIK LOT SIZING PADA BAHAN BAKU BAJA DI PT.
TIMAH INDUSTRI (PT. TIMAH Tbk).
Selama melaksanakan penelitian di PT. Timah Industri (PT. Timah Tbk) dan
penyusunan laporan ini, Penulis banyak sekali mendapat bantuan, pengarahan, dan
bimbingan dari berbagai pihak. Dengan segala kerendahan hati, pada kesempatan ini
Penulis ingin mengucapkan banyak terima kasih kepada pihak-pihak yang telah
membantu baik secara langsung maupun tidak langsung kepada :
1. Bapak dan Ibu atas doa serta dorongan baik moral maupun materil yang telah
diberikan kepada Penulis, semoga selalu diberikan kesehatan dan selalu
2. Bapak Ir. Muhammad Kholil, MT selaku Dosen Pembimbing Tugas Akhir /
Ketua Program Studi Teknik Industri yang telah memberikan bimbingan,
saran serta dukungan bagi Penulis dalam menyelesaikan Tugas Akhir ini.
3. Bapak Ir. Nono Budi Priyono selaku Ka. Perbengkelan PT. Timah Industri
yang telah memberikan kesempatan untuk melaksanakan Tugas Akhir di PT.
Timah Industri.
4. Bapak Hadi Sundoyo, ST selaku Kabag. Pabrik Pengecoran Logam PT.
Timah Industri yang telah memberikan bantuan sehingga dengan mudah
mendapatkan data yang diperlukan.
5. Bang Awa, Bang Devi, Bang Heru dan Bang Gun yang telah memberikan
masukan, bimbingan dan pengarahan yang sangat berarti saat Penulis Tugas
Akhir.
6. Acu Yayuk dan Acu Zikri yang telah memberikan dukungan untuk
menyelesikan laporan ini, serta telah membantu Penulis selama kuliah di
Jakarta.
7. Teman-teman di Jurusan Teknik Industri Fakultas Teknik Universitas Mercu
Buana khususnya angkatan 2005 (Hayu, Winda, Yofi, Ichsan dan Agil) yang
telah bersama Penulis baik suka maupun duka.
8. Untuk temanku fahima & Meri yang ada di Bangka, thanks atas doa dan
dukungannya selama ini.
Penulis sangat menyadari bahwa Laporan Tugas Akhir ini masih jauh dari
memberikan kritik dan saran demi perbaikan selanjutnya. Penulis berharap Laporan
Tugas Akhir ini dapat memberikan manfaat bagi pembaca.
Wassalamu’alaikum, wr.wb.
Jakarta, 08 Januari 2009
DAFTAR ISI
Halaman
JUDUL SKRIPSI ...
LEMBAR PERNYATAAN ... i
LEMBAR PERSETUJUAN ... ii
LEMBAR PENGESAHAN ... iii
ABSTRAK ... iv
ABSTRACT ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... ix
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvii
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2.Perumusan Masalah ... 2
1.3.Tujuan Penelitian ... 2
1.4.Pembatasan Masalah ... 3
1.5. Metodologi Penelitian ... 3
1.6.Sistematika Penulisan ... 4
BAB II LANDASAN TEORI ... 6
2.1. Sistem Produksi ... 6
2.1.1.Sistem Produksi Menurut Proses Menghasilkan Output ... 7
2.1.3.Maksud dan Tujuan Perencanaan dan Pengendalian Produksi 9
2.1.4.Fungsi Pengendalian Produksi ... 10
2.1.5. Fungsi Produksi ... 11
2.2.Peramalan ... 12
2.2.1.Konsep Dasar Sistem Peramalan dalam Manajemen Permintaan .... 13
2.2.2.Sifat Hasil Peramalan ... 15
2.2.3.Jenis-Jenis Peramalan ... 16
2.2.4.Faktor yang Mempengaruhi Permintaan ... 19
2.2.5.Karakteristik Peramalan yang Baik ... 20
2.2.6.Pola Data Peramalan ... 22
2.2.7.Ukuran Akurasi Peramalan ... 23
2.2.8.Verifikasi dan Pengendalian Peramalan ... 25
2.2.9.Peta Rentang Bergerak (Moving Range) ... 26
2.2.10.Peta Moving Range untuk Pengendalian Peramalan ... 28
2.3.Persediaan ... 28
2.3.1.Pengertian Persediaan dan Jenis Persediaan ... 28
2.3.2.Fungsi Persediaan ... 30
2.3.3.Tujuan Persediaan ... 32
2.3.4.Biaya-Biaya dalam Sistem Persediaan ... 33
2.4.Metode Perencanaan Kebutuhan Material ... 38
2.4.1.Pengertian Material Requirement Planning (MRP) ... 39
2.4.2.Tujuan Material Requirement Planning (MRP) ... 40
2.4.3.Persyaratan Material Requirement Planning (MRP) ... 41
2.4.4.Input Material Requirement Planning (MRP) ... 42
2.4.4.1.Jadwal Induk Produksi ... 42
2.4.4.3.Status Persediaan ... 43
2.4.5.Output Material Requirement Planning (MRP) ... 44
2.4.6.Langkah Dasar Proses Material Requirement Planning (MRP) ... 46
2.4.6.1.Proses Netting ... 46
2.4.6.2.Proses Lotting ... 47
2.4.6.3.Proses Offsetting ... 48
2.4.6.4.Proses Explosion ... 48
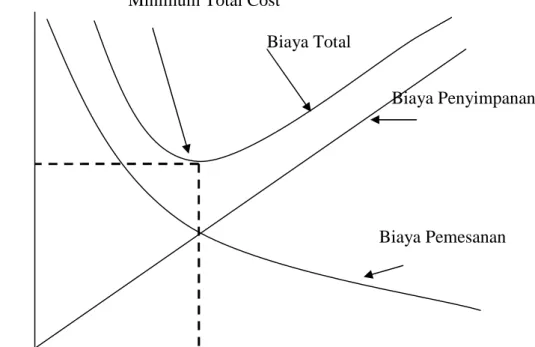
2.4.7.Teknik-Teknik Penentuan Ukuran Lot Sizing ... 50
2.4.7.1.Fixed Order Quantity (FOQ) ... 52
2.4.7.2.Lot For Lot (LFL) ... 53
2.4.7.3.Economic Order Quantity (EOQ) ... 54
2.4.7.4.Fixed Period Requirement (FPR) ... 55
2.4.8.Faktor-Faktor yang Mempengaruhi Tingkat Kesulitan dalam Penerapan (MRP) ... 56
BAB III METODOLOGI PENELITIAN ... 58
3.1. Menentukan Topik ... 58
3.2.Penelitian Pendahuluan ... 58
3.3.Tujuan Penelitian ... 59
3.4.Studi Lapangan ... 59
3.5.Studi Pustaka... 59
3.6.Pengumpulan dan Pengolahan Data ... 59
3.6.1.Pengumpulan Data ... 60
3.6.2.Pengolahan Data ... 60
3.7.Analisa Hasil ... 61
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA ... 63
4.1. Pengumpulan Data ... 63
4.1.1.Sejarah Umum dan Perkembangan Perusahaan ... 63
4.1.1.1.Pabrik Cor PT. Timah Industri ... 66
4.1.1.2.Manajemen Sumber Daya Manusia ... 68
4.1.2.Data Permintaan Konsumen ... 70
4.1.3.Data Perencanaan Kebutuhan Material ... 71
4.1.3.1.Data Struktur Produk (Bill of Material) ... 71
4.1.3.2.Biaya-Biaya dalam Persediaan ... 72
4.1.3.3.Struktur Biaya ... 74
4.2. Pengolahan Data ... 75
4.2.1.Perhitungan Peramalan Permintaan Baja ... 75
4.2.2.Peta Rentang Bergerak (Moving Range) ... 90
4.2.2.1.Pengujian Verifikasi Hasil Peramalan ... 90
4.2.3.Perencanaan Kebutuhan Material Berdasarkan MRP ... 92
4.2.3.1.Jadwal Induk Produksi (Master Production Schedule) .... 92
4.2.3.2.Status Persediaan ... 93
4.2.3.3.Struktur Produk (Bill of Material) ... 93
4.2.4.Perhitungan MRP Pada Bahan Baku Baja ... 94
4.2.4.1.Perhitungan Menggunakan Metode Lot For Lot ... 94
4.2.4.2.Perhitungan Menggunakan Metode Economic Order Quantity ... 100
4.2.4.3.Perhitungan Menggunakan Metode Fixed Period Requirement ... 106
BAB V ANALISA HASIL ... 118
5.1. Analisa Peramalan Permintaan ... 118
5.2. Analisa Verifikasi Hasil Peramalan ... 119
5.3. Analisa Data Pemakaian Bahan Baku ... 120
5.4. Analisa Perencanaan dan Kebutuhan Material (MRP) ... 121
BAB VI KESIMPULAN DAN SARAN ... 124
6.1. Kesimpulan ... 124
6.2. Saran ... 125
DAFTAR PUSTAKA ... 127
DAFTAR TABEL
Halaman
Tabel 2.1. Contoh Perhitungan Netting ... 47
Tabel 2.2. Contoh Perhitungan Lotting ... 48
Tabel 2.3. Contoh Perhitungan Offsetting ... 48
Tabel 2.4. Contoh Perhitungan Explosion ... 49
Tabel 2.5. Contoh Fixed Order Quantity ... 52
Tabel 2.6. Contoh Lot For Lot ... 53
Tabel 2.7. Contoh Economic Order Quantity ... 55
Tabel 2.8. Contoh Fixed Period Requirement ... 56
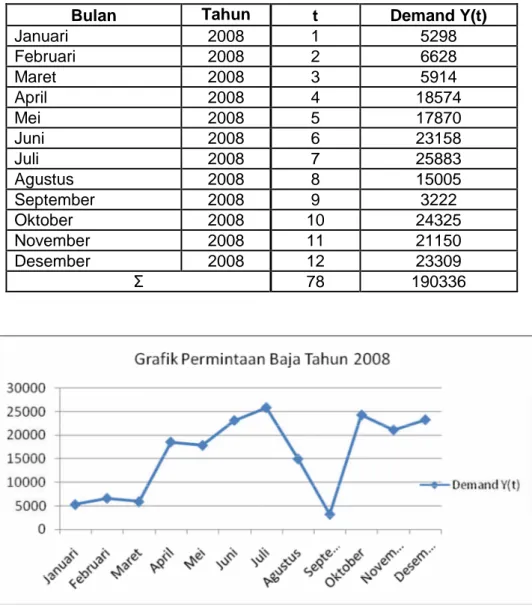
Tabel 4.1. Data Permintaan Baja Tahun 2008 ... 70
Tabel 4.2. Data Struktur Produk Baja ... 71
Tabel 4.3. Struktur Produk ... 71
Tabel 4.4. Biaya Bahan Baku Steel Scrap ... 72
Tabel 4.5. Biaya Bahan Baku Carburizer ... 72
Tabel 4.6. Biaya Bahan Baku FeSi ... 73
Tabel 4.7. Biaya Bahan Baku FeMn ... 73
Tabel 4.8. Biaya Bahan Baku FeCr ... 74
Tabel 4.9. Struktur Biaya ... 74
Tabel 4.10. Perhitungan Peramalan Metode Regresi Linier ... 76
Tabel 4.11. Analisis Peramalan Regresi Linier ... 77
Tabel 4.12. Perhitungan Peramalan Metode Quadratic ... 78
Tabel 4.14. Perhitungan Peramalan Metode Eksponensial ... 81
Tabel 4.15. Analisis Peramalan Metode Eksponensial ... 82
Tabel 4.16. Perhitungan Peramalan Metode Exponential Smoothing α = 0,1 ... 83
Tabel 4.17. Analisis Peramalan Metode Exponential Smoothing α = 0,1 ... 83
Tabel 4.18. Perhitungan Peramalan Metode Exponential Smoothing α = 0,2 ... 84
Tabel 4.19. Analisis Peramalan Metode Exponential Smoothing α = 0,2 ... 84
Tabel 4.20. Perhitungan Peramalan Metode Exponential Smoothing α = 0,3 ... 85
Tabel 4.21. Analisis Peramalan Metode Exponential Smoothing α = 0,3 ... 85
Tabel 4.22. Perhitungan Peramalan Metode Exponential Smoothing α = 0,4 ... 86
Tabel 4.23. Analisis Peramalan Metode Exponential Smoothing α = 0,4 ... 86
Tabel 4.24. Perhitungan Peramalan Metode Exponential Smoothing α = 0,5 ... 87
Tabel 4.25. Analisis Peramalan Metode Exponential Smoothing α = 0,5 ... 87
Tabel 4.26. Perbandingan Nilai Kesalahan SEE, MAD dan MAPE ... 88
Tabel 4.27. Data Peramalan Permintaan Berdasarkan Metode Regresi Linier ... 89
Tabel 4.28. Perhitungan Moving Range Regresi Linier ... 90
Tabel 4.29. Jadwal Induk Produksi (MPS) ... 92
Tabel 4.30. Perhitungan MRP Pada Steel Scrap dengan Metode LFL ... 95
Tabel 4.31. Perhitungan MRP Pada Carburizer dengan Metode LFL ... 96
Tabel 4.32. Perhitungan MRP Pada FeSi dengan Metode LFL ... 97
Tabel 4.33. Perhitungan MRP Pada FeCr dengan Metode LFL ... 98
Tabel 4.34. Perhitungan MRP Pada FeMn dengan Metode LFL ... 99
Tabel 4.35. Perhitungan MRP Pada Steel Scrap dengan Metode EOQ ... 101
Tabel 4.36. Perhitungan MRP Pada Carburizer dengan Metode EOQ ... 102
Tabel 4.37. Perhitungan MRP Pada FeSi dengan Metode EOQ ... 103
Tabel 4.38. Perhitungan MRP Pada FeCr dengan Metode EOQ ... 104
Tabel 4.40. Perhitungan MRP Pada Steel Scrap dengan Metode FPR ... 107
Tabel 4.41. Perhitungan MRP Pada Carburizer dengan Metode FPR ... 108
Tabel 4.42. Perhitungan MRP Pada FeSi dengan Metode FPR ... 109
Tabel 4.43. Perhitungan MRP Pada FeCr dengan Metode FPR ... 110
Tabel 4.44. Perhitungan MRP Pada FeMn dengan Metode FPR ... 111
Tabel 4.45. Perhitungan MRP Pada Steel Scrap dengan Metode FOQ ... 113
Tabel 4.46. Perhitungan MRP Pada Carburizer dengan Metode FOQ ... 114
Tabel 4.47. Perhitungan MRP Pada FeSi dengan Metode FOQ ... 115
Tabel 4.48. Perhitungan MRP Pada FeCr dengan Metode FOQ ... 116
Tabel 4.49. Perhitungan MRP Pada FeMn dengan Metode FOQ ... 117
Tabel 5.1. Biaya Total Pemesanan dan Penyimpanan FOQ ... 121
Tabel 5.2. Biaya Total Pemesanan dan Penyimpanan EOQ ... 122
Tabel 5.3. Biaya Total Pemesanan dan Penyimpanan LFL ... 122
Tabel 5.4. Biaya Total Pemesanan dan Penyimpanan FPR ... 122
DAFTAR GAMBAR
Halaman
Gambar 2.1. Pola Data Peramalan ... 23
Gambar 2.2. Proses Transformasi Produksi ... 30
Gambar 2.3. Input Material Requirement Planning (MRP) ... 44
Gambar 2.4. Output Material Requirement Planning (MRP) ... 45
Gambar 2.5. Hubungan antara Ukuran Lot dan Biaya Persediaan ... 51
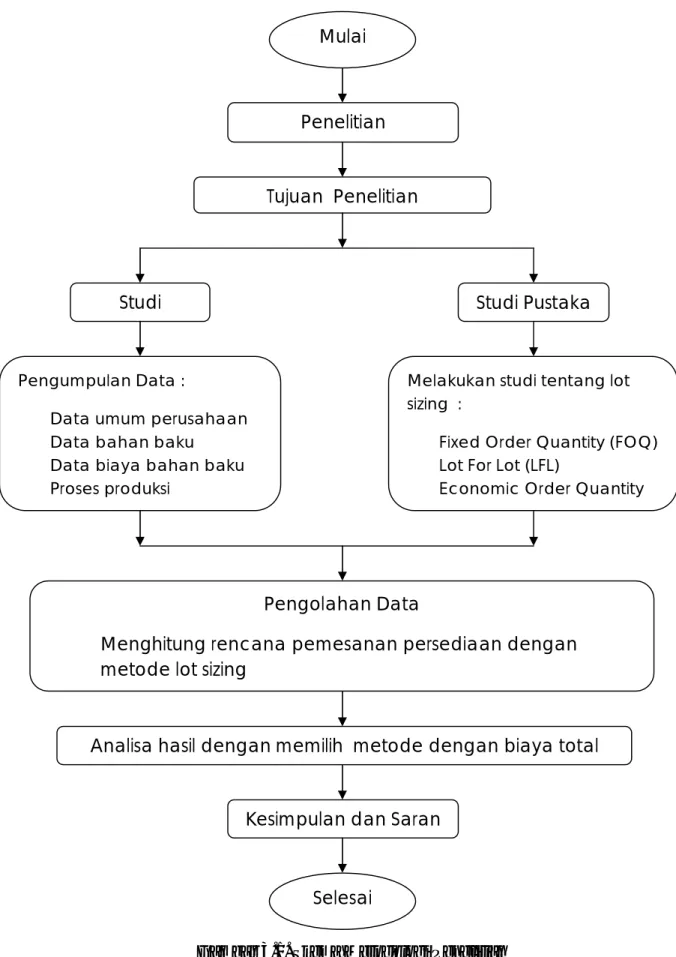
Gambar 3.1. Skema Metodologi Penelitian ... 62
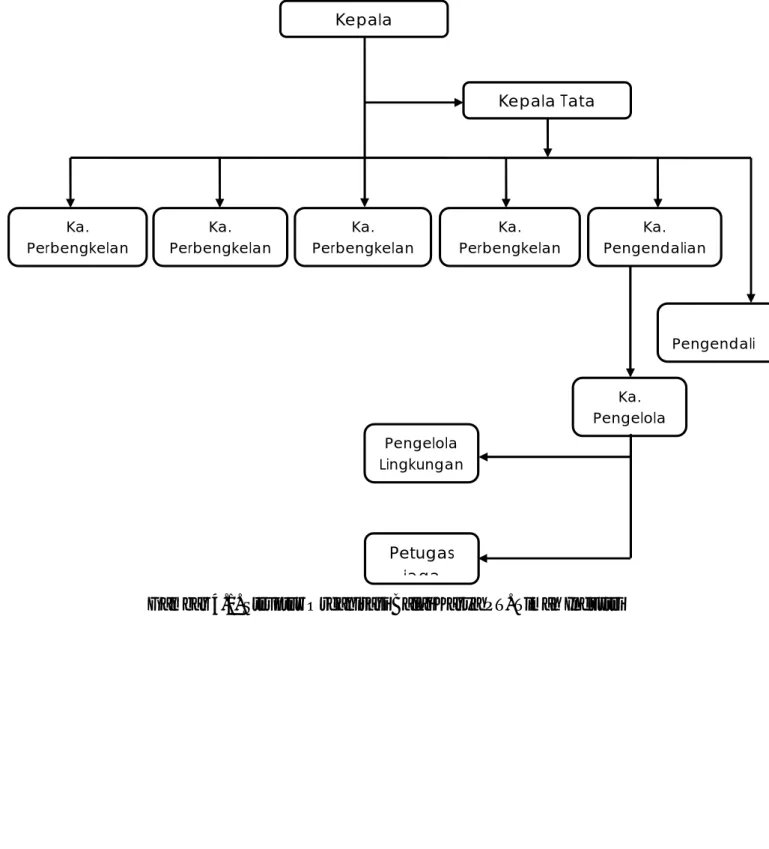
Gambar 4.1. Struktur Organisasi Balai Karya PT. Timah Industri ... 68
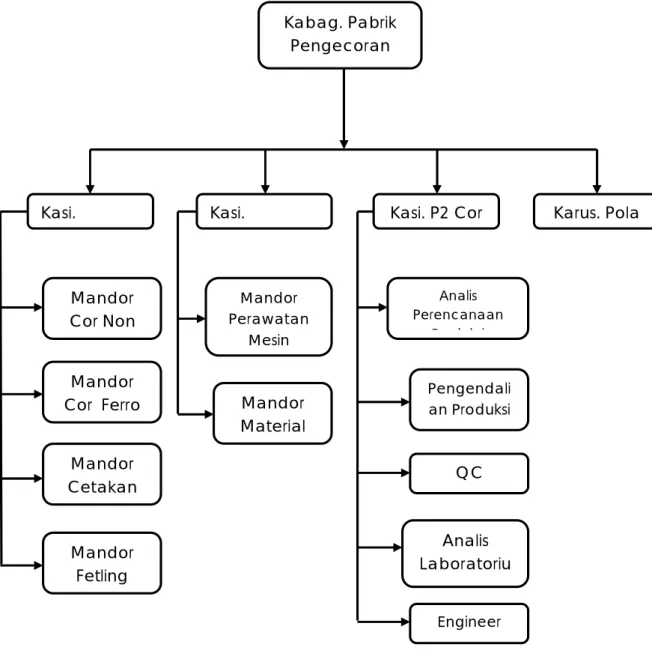
Gambar 4.2. Struktur Organisasi Pengecoran Logam PT. Timah Industri ... 69
Gambar 4.3. Grafik Permintaan Baja Tahun 2008 ... 70
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dewasa ini Indonesia sedang mengadapi era globalisasi di segala bidang
usaha dan salah satunya di bidang industri. Oleh karena itu, perusahaan dituntut
untuk dapat beroperasi lebih efektif dan efisien dalam mengadapi persaingan
dengan perusahaan yang sejenis. Perusahaan-perusahaan yang ada tersebut
bersaing untuk mencapai tujuan yang sama. Setiap perusahaan pada umumnya
memiliki satu tujuan yang utama, yaitu memperoleh laba. Alasan utamanya
adalah karena laba merupakan penentu utama kelangsungan hidup dan
berkembangnya suatu perusahaan.
Untuk mencapai tujuan ini, salah satu hal yang berpengaruh yaitu biaya
produksi. Jika manajemen sebuah perusahaan dapat meminimumkan biaya
produksi tanpa menurunkan mutu yang ada, maka daya saing dan penjualan akan
Salah satu jenis biaya yang berpengaruh terhadap total biaya produksi
adalah biaya persediaan bahan baku. Persediaan bahan baku memegang peranan
yang sangat penting dalam keseluruhan proses produksi karena tanpa adanya
perencanaan persediaan bahan baku, proses produksi tidak dapat berjalan dengan
lancar. Apabila perusahaan tidak mengadakan persediaan bahan baku yang
cukup, tentu perusahaan akan menghadapi kehilangan kesempatan memperoleh
keuntungan karena proses produksi terhenti, sedangkan jika perusahaan
kelebihan persediaan bahan baku maka akan menimbulkan biaya penyimpanan
yang terlalu besar.
1.2. Perumusan Masalah
Yang menjadi pokok permasalahan dalam penelitian ini adalah
penerapan sistem Perencanaan Kebutuhan Material pada teknik lot sizing yang
mana dapat memberikan biaya total optimal pada pembuatan baja.
1.3. Tujuan Penelitian
Tujuan penelitian ini yaitu :
1. Penentuan Metode Peramalan yang terbaik.
2. Melakukan penerapan dengan sistem Perencanaan Kebutuhan Material
(MRP).
1.4. Pembatasan Masalah
Dalam batasan masalah ini perlu ditetapkan batasan-batasan dan asumsi
agar langkah-langkah pemecahan permasalahan tidak menyimpang dari tujuan
yang hendak dicapai yaitu :
1. Jadwal induk produksi didasarkan pada hasil peramalan permintaan baja.
2. Yang dianalisa dalam penelitian ini adalah Bahan Baku Baja.
3. Perhitungan setiap material dimulai dari level 0.
4. Sekali pesan sekali terima.
5. Biaya total yang akan dihitung adalah biaya pemesanan dan biaya
penyimpanan
6. Tidak menganalisa penjadwalan.
7. Tidak menganalisa persediaan pengaman.
1.5. Metodologi Penelitian
Metodologi pengumpulan data yang digunakan dalam pelaksanaan
penelitian ini adalah :
1. Studi Lapangan
Untuk mendapatkan data-data dan informasi yang diperlukan dalam
penelitian ini dilakukan dengan meninjau langsung ke lapangan.
2. Studi Pustaka
Membaca dan mempelajari buku-buku referensi yang berhubungan dengan
masalah yang akan dibahas dan digunakan dalam memecahkan masalah.
3. Mengadakan wawancara dengan karyawan yang berhubungan dengan
1.6. Sistematika Penulisan
Dalam penulisan penelitian yang akan dilakukan, penulis berpedoman
pada kriteria penyusunan laporan dan membaginya dalam enam bab yang saling
berkaitan satu sama lainnya, yaitu dengan format sebagai berikut :
BAB I PENDAHULUAN
Pada bab ini dijelaskan secara umum tentang latar belakang masalah, perumusan
masalah, tujuan penelitian, pembatasan masalah dan sistematika penulisan.
BAB II LANDASAN TEORI
Bab ini menerangkan secara singkat tentang teori-teori yang berhubungan dan
berkaitan erat dengan masalah yang akan dibahas serta merupakan tinjauan
kepustakaan yang menjadi kerangka dan landasan berfikir dalam proses
pemecahan masalah penelitian ini.
BAB III METODOLOGI PENELITIAN
Pada bab ini tentang metodologi penilitian dan kerangka pemikiran yang
dilakukan dengan penelitian untuk tugas akhir dan berisi tahapan pemecahan
masalah yang menguraikan secara garis besar langkah-langkah yang dilakukan
dalam memecahkan masalah.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Dalam bab ini akan membahas tentang data yang digunakan yaitu data bahan
BAB V ANALISA HASIL
Pada bab ini berisikan mengenai analisa dari hasil pengolahan data yang telah
dilakukan sebelumnya yang berdasarkan landasan teori yang digunakan.
BAB VI KESIMPULAN DAN SARAN
Pada bab ini berisikan kesimpulan yang diperoleh dari hasil analisa dan
penelitian secara menyeluruh serta diberikan juga saran-saran, baik untuk pihak
BAB II
LANDASAN TEORI
3.1. Sistem Produksi
Agar dapat melaksanakan fungsi-fungsi produksi dengan baik, maka
diperlukan rangkaian kegiatan yang akan membentuk Sistem Produksi. Sistem
Produksi merupakan kumpulan dari subsistem-subsistem yang saling berinteraksi
dengan tujuan mentransformasikan input produksi menjadi output produksi. Input
produksi ini dapat berupa bahan baku, mesin, tenaga kerja, modal dan informasi,
sedangkan output produksi merupakan produk yang dihasilkan berikut sampingannya
seperti limbah, informasi,dan sebagainya.
Subsistem-subsistem dari Sistem Produksi tersebut antara lain adalah
Perencanaan dan Pengendalian Produksi, Pengendalian Kualitas, Perawatan Fasilitas
Produksi, Penentuan Standar-standar Operasi, Penentuan Fasilitas Produksi dan
Penentuan Harga Pokok Produksi. Subsistem-subsistem dari Sistem Produksi
tersebut akan membentuk konfigurasi sistem produksi. Keandalan dari konfigurasi
sistem produksi ini tergantung dari produk yang dibuat serta bagaimana cara
proses produksi menurut cara menghasilkan output, operasi dari pembuatan produk,
dan variasi produk yang dihasilkan.
3.1.1. Sistem Produksi Menurut Proses Menghasilkan Output
Proses produksi merupakan cara, metode dan teknik untuk menciptakan atau
menambah kegunaan suatu produk dengan mengoptimalkan sumber daya produksi
(tenaga kerja, mesin, bahan baku dan dana) yang ada. Sistem produksi menurut
proses menghasilkan output dibedakan menjadi dua jenis, yaitu :
1. Proses Produksi Kontinyu (Continuous Process)
2. Proses Produksi Terputus (Intermittent Process/Discrete System)
Perbedaan pokok antara kedua proses terletak pada lamanya waktu set-up
peralatan produksi. Proses kontinyu tidak memerlukan waktu set-up yang lama
karena proses ini memproduksi secara terus menerus untuk jenis produk yang sama,
misalnya pada pabrik susu instant. Sedangkan proses terputus memerlukan total
waktu set-up yang lebih lama karena proses ini memproduksi berbagai jenis
spesifikasi barang sesuai pesanan, dimana dengan adanya pergantian jenis barang
yang diproduksi akan membutuhkan kegiatan set-up yang berbeda. Contoh dari
proses terputus antara lain adalah usaha perbengkelan.
Jenis proses produksi terputus ini akan mempengaruhi tata letak fasilitas dari
peralatan produksi. Ada dua macam tata letak dasar yang dapat kita diidentifikasikan,
yaitu tata letak berdasarkan produk (Product Layout) dan tata letak berdasarkan
proses (Process Layout). Tata letak berdasarkan produk digunakan bila kita
memproduksi satu jenis produk yang standar dan dibuat secara masal.
pengerjaan sehingga pusat-pusat kerja (kumpulan mesin) dan fasilitas produksi
lainnya akan diatur menurut urutan operasi yang dibutuhkan dalam satu lintasan
produkisi. Pada tata letak model ini, proses operasi pembuatan produk (urutan dan
waktu yang dibutuhkan) ditetapkan terlebih dahulu. Setelah itu kita baru menyusun
urutan mesin-mesinnya. Contoh dari tata letak berdasarkan produk adalah perakitan
mobil.
Tata letak berdasarkan proses sangat tepat digunakan untuk proses produksi
terputus dimana aliran kerja tidak bersifat standar untuk semua output yang
dihasilkan. Dalam tata letak berdasarkan proses ini, pusat-pusat pemrosesan
(kumpulan mesin) atau departemen-departemen dikelompokkan sesuai dengan
fungsinya. Tata letak berdasarkan proses biasanya terdapat pada pabrik yang bekerja
dengan sistem operasi berdasarkan pesanan dan sistem aliran operasi batch.
2.1.2. Sistem Produksi Menurut Tujuan Operasinya
Dilihat dari tujuan perusahaan melakukan operasi dalam hubungannya dengan
pemenuhan kebutuhan konsumen, maka sistem produksi dibedakan menjadi
empat jenis, yaitu :
1. Engineering To Order (ETO), yaitu bila pemesanan meminta produsen untuk
membuat produk yang dimulai dari proses perancangannya (rekayasa).
2. Assembly To Order (ATO), yaitu bila produsen membuat desain standar,
modul-modul opsional standar yang sebelumnya dan merakit suatu kombinasi
tertentu dari modul-modul tersebut sesuai dengan pesanan konsumen.
Modul-modul standar tersebut bisa di rakit untuk berbagai tipe produk. Contohnya
manual atau otomatis, AC, audio, opsi-opsi interior, dan opsi-opsi mesin
khusus sebagaimana juga model bodi dan warna bodi. Komponen-komponen
tersebut telah isiapkan terlebih dahulu dan akan mulai diproduksi begitu
pesanan dari agen datang.
3. Make To Order (MTO), yaitu bila produsen menyelesaikan item akhirnya jika
dan hanya jika telah menerima pesanan konsumen untuk item tersebut. Bila
item tersebut bersifat unik dan mempunyai desain yang dibuat menurut
pesanan, maka konsumen mungkin bersedia menunggu hingga produsen
dapat menyelesaikannya.
4. Make To Stock (MTS), yaitu bila produsen membuat item-item yang
diselesaikan dan ditempatkan sebagai persediaan sebelum pesanan konsumen
diterima. Item akhir tersebut baru akan dikirim dari sistem persediaan setelah
pesanan konsumen diterima.
2.1.3. Maksud dan Tujuan Perencanaan dan Pengendalian Produksi
Setiap manajer produksi mempunyai tanggung jawab untuk melaksanakan
rencana dan tujuan perusahaan. Adapun tujuan umum perusahaan manufaktur adalah
memproduksi secara sukses, ekonomis, tepat waktu sesuai dengan janji yang
diberikan, dan memperoleh keuntungan. Salah satu fungsi yang terpenting dalam
mendukung usaha untuk mencapai tujuan perusahaan manufaktur seperti yang telah
dijelaskan di atas adalah Perencanaan dan Pengendalian Produksi.
Apabila tujuan atau rencana yang telah disebutkan di atas dapat dicapai, maka
perusahaan mencapai kondisi ideal dalam bentuk minimasinya biaya produksi, harga
Dari uraian di atas, dapatlah kita simpulkan bahwa peranan perencanaan
pengendalian produksi adalah semat-mata dimaksudkan untuk mengkoordinasikan
kegiatan dari bagian-bagian yang langsung atau tidak langsung dalam berproduksi,
merencanakan, menjadwalkan, dan mengendalikan kegiatan produksi dari mulai
tahapan bahan baku, proses, sampai output yang dihasilkan sehingga perusahaan
betul-betul dapat menghasilkan barang atau jasa dengan efektif dan efisien.
2.1.4. Fungsi Pengendalian Produksi Fungsi Pengendalian Produksi :
1. Meramalkan permintaan produk yang dinyatakan dengan jumlah sebagai
suatu fungsi dari waktu.
2. Memantau permintaan nyata, dan membandingkannya dengan ramalan
permintaan.
3. Membuat jumlah ekonomis untuk pembelian dan penjualan produk yang
dihasilkan.
4. Membuat sistem pengendalian yang ekonomis.
5. Membuat keperluan produksi dan tingkat pengendalian serta memperbaiki
rencana produksi.
6. Memantau tingkat pengendalian dan membandingkannya dengan tingkat
pengendalian.
7. Membuat rincian dari jadwal produksi dan beban mesin.
Dengan menambah penggunaan dan kepercayaan pada teknik kuantitatif yang
lebih tinggi dari pengendalian produksi dalam industri modern, akan mengarah pada
pendekatan riset operasional (OR).
2.1.5. Fungsi Produksi
Aktivitas produksi sebagai suatu bagian dari fungsi organisasi perusahaan
bertanggungjawab terhadap pengolahan bahan baku menjadi produk jadi yang dapat
dijual. Untuk melaksanakan fungsi produksi tersebut, diperlukan rangkaian kegiatan
yang akan membentuk suatu sistem produksi.
Ada tiga fungsi utama dari kegiatan-kegiatan produksi yang dapat
diidentifikasikan :
Proses produksi, yaitu metode dan teknik yang digunakan dalam mengolah bahan baku menjadi produk.
Perencanaan produksi, merupakan tindakan antisipati dimasa yang akan datang sesuai dengan periode waktu yang direncanakan.
Pengendalian produksi, tindakan yang menjamin bahwa semua kegiatan yang dilaksanakan dalam perencanaan telah dilakukan sesuai
dengan target yang telah ditetapkan.
2.2. Peramalan
Peramalan adalah proses untuk memperkirakan berapa kebutuhan yang akan
yang dibutuhkan dalam memenuhi permintaan barang ataupun jasa. Peramalan
mungkin tidak terlalu dibutuhkan dalam kondisi permintaan pasar yang stabil, karena
perubahan permintaannya relatif kecil. Tetapi peramalan akan sangat dibutuhkan bila
kondisi keadaan pasar bersifat kompleks dan dinamis.
Dalam kondisi pasar bebas, permintaan pasar lebih bersifat kompleks dan
dinamis karena permintaan tersebut tergantung dari keadaan sosial, ekonomi, politik,
aspek teknologi, produk pesaing, dan produk substitusi. Oleh karena itu peramalan
yang akurat merupakan informasi yang sangat dibutuhkan dalam pengambilan
keputusan manajemen. Peramalan pada dasarnya merupakan suatu taksiran. Namun
demikian dengan menggunakan teknik-teknik tertentu maka peramalan akan menjadi
bukan hanya sekedar taksiran. Peramalan akan semakin baik jika mengandung
sesedikit mungkin kesalahan; walaupun kesalahan peramalan tetap merupakan suatu
hal yang sangat manusiawi. Untuk membuat suatu peramalan banyak mempunyai
arti, maka peramalan tersebut perlu direncanakan dan dijadwalkan sehingga akan
diperlukan suatu periode waktu paling sedikit dalam periode waktu yang dibutuhkan
untuk membuat suatu kebijaksanaan dan menetapkan beberapa hal yang
mempengaruhi kebijaksanaan tersebut.
2.2.1. Konsep Dasar Sistem Peramalan Dalam Manajemen Permintaan
Pada dasarnya terdapat sembilan langkah yang harus diperhatikan untuk
menjamin efektifitas dan efisiensi dari sistem peramalan dalam manajemen
peramalan, yaitu :
Tujuan dari peramalan adalah untuk meramalkan permintaan dari item-item
independent demand di masa yang akan datang. Perencanaan produksi dan inventory
seharusnya mengacu kepada data total permintaan produk masa datang. Dengan
demikian jelas bahwa tujuan peramalan adalah untuk mencapai efektifitas dan
efisiensi dari manajemen produksi dan inventory. Analisis peramalan membicarakan
dengan para pembuat keputusan untuk mengetahui apa kebutuhan mereka dan
selanjutnya menentukan :
Variabel apa yang akan diramalkan
Siapa yang akan menggunakan hasil peramalan Untuk tujuan hasil peramalan digunakan
Peramalan jangka panjang atau jangka pendek yang dibutuhkan Derajat ketepatan peramalan yang diinginkan
Kapan peramalan diperlukan
Bagian-bagian peramalan yang diinginkan, seperti peramalan untuk kelompok pembeli, kelompok produk atau daerah geografis.
2. Memilih item independent demand yang akan diramalkan.
Memperhatikan bahwa item-item independent demand adalah item yang bebas
dengan bill of materials.
3. Menentukan horizon waktu dari peramalan (jangka pendek, menengah atau
panjang).
Semakin panjang horizon waktu peramalan, hasil-hasil ramalan akan semakin kurang
pendek, sedangkan interval waktu bulanan untuk peramalan jangka menengah, dan
interval waktu triwulan untuk peramalan jangka panjang.
4. Memilih model-model peramalan.
Jika ditinjau dari waktu, maka model peramalan dapat dibagi menjadi :
Peramalan jangka panjang berkaitan dengan perencanaan bisnis, analisis fasilitas, proyek-proyek jangka panjang, produk-produk atau pasar-pasar
baru, investasi modal dan lain-lain. Karakteristik dari peramalan jangka
panjang adalah dilakukan analisis satu kali, lebih banyak berdasarkan
pertimbangan manajemen puncak (top management), dan dilakukan
terhadap beberapa produk atau familinya
Peramalan jangka menengah berkaitan dengan perencanaan anggaran, produksi, pembelian (purchase order) dan lain-lain. Karakteristik dari
peramalan jangka menengah adalah bersifat periodical (data bulanan atau
triwulan), menggunakan teknik kuantitatif dan kualitatif, dilakukan oleh
manajemen menengah dan dilakukan terhadap kelompok produk atau
familinya.
Peramalan jangka pendek berkaitan dengan perencanaan distribusi inventory, perencanaan material dan lain-lain. Karakteristik dari peramalan
ini adalah dilakukan secara teratur dan berulang, menggunakan teknik
kuantitatif dan dilakukan secara terperinci untuk banyak item atau stock
keeping units.
5. Memperoleh data yang dibutuhkan untuk melakukan peramalan.
Pengaruh musiman (seasonality) Kecendrungan (trend)
Keteracakan (randomness) 6. Validasi model peramalan.
7. Membuat peramalan.
8. Implementasi hasil-hasil
9. Memantau keandalan hasil peramalan.
2.2.2. Sifat Hasil Peramalan
Dalam membuat peramalan atau menerapkan hasil suatu peramalan, maka
ada beberapa hal yang harus dipertimbangkan yaitu :
1. Peramalan pasti mengandung kesalahan, artinya peramal hanya bisa
mengurangi ketidakpastian yang akan terjadi, tetapi tidak dapat
menghilangkan ketidakpastian tersebut.
2. Peramalan seharusnya memberikan informasi tentang beberapa ukuran
kesalahan, artinya karena peramalan pasti mengandung kesalahan, maka
adalah penting bagi peramal untuk menginformasikan seberapa besar
kesalahan yang mungkin terjadi.
3. Peramalan jangka pendek lebih akurat dibandingkan peramalan jangka
panjang. Hal ini disebabkan karena pada peramalan jangka pendek,
faktor-faktor yang mempengaruhi permintaan relatif masih konstan, sedangkan
semakin panjang periode peramalan, maka semakin besar pula kemungkinan
2.2.3. Jenis-Jenis Peramalan
Pada umumnya keguanan yang berbeda, telah menimbulkan suatu
pengklasifikasian metode peramalan dengan menyesuaikan kepada kegunaan. Jenis
peramalan dapat dibedakan dari beberapa segi, tergantung dari cara melihatnya.
1. Peramalan Berdasarkan Penyusunannya Peramalan Subyektif
Peramalan berdasarkan perasaan atau intuisi dari orang-orang yang
menyusunnya, dalam hal ini pandangan judgment orang yang menyusun sangat
menentukan baik atau tidaknya hasil peramalan.
Peramalan Obyektif
Peramalan berdasarkan data yang relevan pada masa lalu, dengan
menggunakan teknik-teknik dan metode-metode dalam penganalisaan data
tersebut.
2. Peramalan Berdasarkan Jangka Waktu
a) Peramalan Jangka Panjang (Long-Term Forecast)
Peramalan dibutuhkan untuk merencanakan hal-hal umum mengenai
suatu organisasi untuk waktu jangka panjang. Peramalan dilakukan untuk
penyusunan hasil ramalan dengan jangka waktu 2 sampai 10 tahun. Hal
ini merupakan faktor utama bagi manajemen puncak untuk mengambil
keputusan mengenai perencanan kapasitas, penelitian dan pengembangan
perusahaan bisnis. Peramalan ini digunakan untuk perencanaan produk
dan perencanaan sumber daya.
Metode-metode yang digunakan untuk peramalan jangka panjang :
o Metode Deret Waktu (Time Series)
o Metode Regresi
b) Peramalan Jangka Menengah (Middle-Term Forecast)
Peramalan ini digunakan untuk merencanakan strategi oleh manajemen
menengah dan manajemen tingkat pertama untuk memenuhi kebutuhan
di masa mendatang dan membuat keputusan untuk perencanaan produksi,
anggaran produksi serta menganalisa berbagai macam rencana operasi.
Peramalan dilakukan untuk penyusunan hasil ramalan dengan jangka
waktu 1 sampai 24 bulan.
c) Peramalan Jangka Pendek (Short-Term Forecast)
Peramalan ini digunakan untuk merencanakan pembelian, menentukan
persediaan dan penjadwalan produksi. Peramalan dilakukan untuk
penyusunan hasil ramalan dengan jangka waktu 1 sampai 5 minggu.
Metode-metode yang digunakan pada peramalan jangka pendek :
o Metode Perataan (Average)
o Metode Pemulusan (Smoothing)
3. Peramalan Berdasarkan Sifat Peramalan
a) Peramalan Teknik Kualitatif
Peramalan teknik kualitatif digunakan terutama jika data masa lalu tidak
mendatang seperti ketika perusahaan akan memperkenalkan atau
melempar produk baru ke pasar dan peramalan tidak memerlukan data
yang serupa seperti pada peramalan teknik kuantitatif. Peramalan ini
terutama digunakan untuk peramalan jangka panjang dan dilakukan
dengan menggunakan judgement, pengetahuan, pendapat pribadi, pendapat ahli, penelitian pasar dan pengalaman dari orang yang
melakukannya.
b) Peramalan Teknik Kuantitatif
Peramalan teknik kuantitatif adalah peramalan yang didasarkan atas data
kuantitatif masa lalu. Hasil peramalan ini tergantung pada metode yang
digunakan dalam peramalannya, karena dengan metode yang berbeda
akan menghasilkan hasil yang berbeda. Peramalan teknik kuantitatif
dapat diterapkan bila terdapat tiga kondisi berikut :
o Tersedia informasi masa lalu dan mengenai kondisi yang lain,
o Informasi tersebut dapat di kuantitatifkan dalam data neumerik,
o Data diasumsikan bahwa beberapa aspek pola masa lalu akan
terus berlanjut di masa mendatang atau dengan pola masa
mendatang merupakan kelanjutan pola masa lalu.
2.2.4. Faktor Yang Mempengaruhi Permintaan
Permintaan produk pada suatu perusahaan merupakan hasil dari berbagai
merupakan kekuatan yang berada di luar kendali perusahaan. Berbagai faktor
tersebut antara lain :
Siklus Bisnis
Penjualan produk akan dipengaruhi oleh permintaan akan produk tersebut,
dan permintaan akan suatu produk akan dipengaruhi oleh kondisi ekonomi
yang membentuk siklus bisnis dengan fase-fase inflasi, resesi, depresi, dan
masa pemulihan.
Siklus Hidup Produk
Siklus hidup suatu produk biasanya mengikuti pola yang biasa disebut kurva
S. Kurva S menggambarkan besarnya permintaan terhadap waktu, dimana
siklus hidup suatu produk akan dibagi menjadi fase pengenalan, fase
pertumbuhan, fase kematangan, dan akhirnya fase penurunan. Untuk
menjaga kelangsungan usaha, maka perlu dilakukan inovasi produk pada saat
yang tepat.
Faktor-faktor lain
Beberapa faktor lain yang mempengaruhi permintaan adalah reaksi balik dari
pesaing, perilaku konsumen yang berubah, dan usaha-usaha yang dilakukan
sendiri oleh perusahaan seperti peningkatan kualitas, pelayanan, anggaran
periklanan, dan kebijaksanaan pembayaran kredit.
2.2.5. Karakteristik Peramalan Yang Baik
Akurasi dari suatu hasil peramalan diukur dengan kebiasaan dan konsistensi
peramalan tersebut. Hasil Peramalan dikatakan bias bila peramalan tersebut
terlalu tinggi atau terlalu rendah dibandingkan dengan kenyataan yang
sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya
kesalahan peramalan relatif kecil. Peramalan terlalu rendah, akan
mengakibatkan kekurangan persediaan, sehingga permintaan konsumen tidak
dapat dipenuhi segera, akibatnya adalah perusahaan dimungkinkan
kehilangan pelanggan dan kehilangan keuntungan penjulan. Peramalan yang
terlalu tinggi akan mengakibatkan terjadinya penumpukan persediaan,
sehingga banyak modal yang terserap sia-sia. Keakuratan dari hasil
peramalan ini berperan penting adalam menyeimbangkan persediaan dan
memaksimasi tingkat pelayanan.
Biaya
Biaya diperlukan dalam pembuatan suatu peramalan bergantung kepada
jumlah item yang diramalkan, lamanya periode peramalan, dan metode
peramalan yang dipakai. Ketiga factor pemicu biaya tersebut akan
mempengaruhi berapa banyak data yang dibuthkan, bagaimana pengolahan
datanya, yaitu secara manual atau komputerisasi, bagaimana penyimpanan
datanya, dan siapa tenaga ahli yang diperbantukan. Pemilihan metode
peramalan harus disesuikan dengan dana yang tersedia dan tingkat akurasi
yang ingin didapat, misalnya item-item yang kurang penting bisa diramalkan
dengan metode yang sederhana dan murah. Prinsip ini merupakan adopsi
dari Hukum Pareto (Analisis ABC).
Penggunaan metode peramalan yang sederhana, mudah dibuat, dan mudah
diaplikasikan, akan memberikan keuntungan bagi perusahaan. Adalah
percuma menggunakan metode yang canggih, tapi tidak dapat diaplikasikan
pada sistem perusahaan karena keterbatasan dana, sumberdaya manusia,
maupun peralatan teknologi.
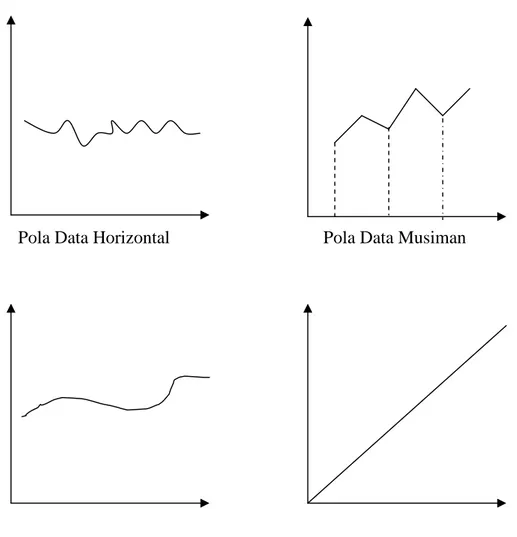
2.2.6. Pola Data Peramalan
Pola data dalam peramalan digunakan untuk mendukung pemilihan metode
peramalan yang akan dipakai agar menghasilkan peramalan yang baik. Karena
diperoleh dari metode peramalan yang tepat dan sesuai dengan pola data tersebut.
Pola data dapat dikategorikan sebagai berikut :
1. Pola Horizontal (H), terjadi bila data berfluktuasi disekitar nilai rata-rata
yang konstan (Deret sperti itu “stasioner” terhadap nilai rata-ratanya). Suatu
produk yang tidak meningkat atau menurun selama waktu tertentu termasuk
dalam jenis ini.
2. Pola Musiman (S), terjadi bila fluktuasi permintaan suatu produksi dapat naik
turun disekitar garis trend dan biasanya berulang setiap tahun. Pola ini
biasanya disebabkan oleh faktor cuaca, musim libur panjang, dan hari raya
keagamaan yang akan berulang secara periodik setiap tahunnya.
3. Pola Siklis (C), terjadi bila datanya dipengaruhi oleh fluktuasi ekonomi
jangka panjang yang berhubungan dengan siklus bisnis.
4. Pola Trend (T), terjadi bila terdapat kenaikan atau penurunan sekuler jangka
Pola Data Horizontal Pola Data Musiman
Pola Data Siklus Pola Data Trend
Gambar 2.1. Pola Data Peramalan
2.2.7. Ukuran Akurasi Peramalan
Ukuran akurasi hasil peramalan yang merupakan ukuran kesalahan peramalan
adalah ukuran tentang tingkat perbedaan antara hasil peramalan dengan
permintaan yang sebenarnya terjadi. Ada 5 ukuran yang biasa digunakan, yaitu
1. Rata-rata Deviasi Mutlak (Mean Absolute Deviation = MAD )
MAD merupakan rata-rata kesalahan mutlak selama periode tertentu tanpa
memperhatikan apakah hasil peramalan lebih besar atau lebih kecil
dibandingkan kenyataannya. Secara matematis, MAD dirumuskan sebagai
berikut :
n F A MAD t tDimana : A = Permintaan Aktual pada periode-t
Ft = Peramalan permintaan (Forecast) pada periode-t
n = Jumlah perioda peramalan yang terlibat
2. Rata-rata Kuadrat Kesalahan (Mean Square Error = MSE)
MSE dihitung dengan menjumlahkan kuadrat semua kesalahan peramalan pada
setiap periode dan membaginya dengan jumlah periode peramalan. Secara
matematis, MSE dirumuskan sebagai berikut :
n F A MSE t t 23. Rata-rata Kesalahan Peramalan (Mean Forecast Error = MFE)
MFE sangat efektif untuk mengetahui apakah suatu hasil peramalan selama
periode tertentu terlalu tinggi atau terlalu rendah. Bila hasil peramalan tidak bias
maka nilai MFE akan mendekati nol. MFE dihitung dengan menjumlahkan
semua kesalahan peramalan selama periode peramalan dan membaginya dengan
n F A MFE t t4. Standard Error of Estimate (SEE)
n f
d d SEE
2 '5. Rata-rata Persentase Kesalahan Absolute (Mean Absolute Percentage Error =
MAPE)
MAPE merupakan ukuran kesalahan relatif. MAPE biasanya lebih berarti
dibandingkan MAD karena MAPE menyatakan persentase kesalahan hasil
peramalan terhadap permintaan aktual selama perioda tertentu yang akan
memberikan informasi persentase kesalahan terlalu tinggi atau terlalu rendah.
Secara matematis, MAPE dinyatakan sebagai berikut :
t t t A F A n MAPE 100Tapi dalam laporan ini Penulis hanya menggunakan 3 ukkuran akurasi
peramalan yaitu, SEE, MAD dan MAPE.
2.2.8. Verifikasi dan Pengendalian Peramalan
Langkah penting setelah peramalan adalah verifikasi peramalan sedemikian
rupa sehingga dapat mencerminkan data masa lalu dan sistem sebab-akibat yang
mendasari permintaan itu. Sepanjang representasi peramalan tersebut dapat dipercaya
dan sistem sebab-akibat belum berubah, hasil peramalan akan terus digunakan. Jika
selama proses verifikasi ditemukan keraguan atas validitas peramalan maka harus
Validitas harus ditentukan dengan uji statistika yang sesuai. Setelah suatu
peramalan dibuat maka akan timbul pertanyaan kapankah suatu metode peramalan
baru harus digunakan. Peramalan harus selalu dibandingkan dengan peramalan
aktual secara teratur. Pada suatu saat harus diambil tindaka revisi terhadap peramalan
tersebut apabila ditemukan bukti yang meyakinkan akan adanya perubahan pola
permintaan. Selain itu penyebab perubahan pola permintaan pun harus diketahui.
Penyesuaian metode peramalan dilakukan segera setelah perubahan pola permintaan
diketahui. Terdapat banyak perkakas yang dapat digunakan untuk memverifikasi
peramalan dan mengamati suatu perubahan dalam sistem sebab-akibat yang
melatarbelakangi perubahan pola permintaan. Tapi bentuk yang termudah dari cara
pengendali adalah peta kendali secara statistik yang digunakan dalam pengendalian
kualitas. Salah satu peta yang dapat digunakan dimana terdapat suatu jumlah data
yang minimum adalah pada rentang bergerak (Moving Range).
2.2.9. Peta Rentang Bergerak (Moving Range)
Peta Moving Range dirancang untuk membandingkan nilai permintaan actual
dengan nilai peramalan. Dengan kata lain, kita melihat data permintaan actual dan
membandingkannya dengan nilai peramal pada periode yang sama. Peta tersebut
dikembangkan ke periode yang akan datang hingga kita dapat membandingkan data
peramalan dengan permintaan aktual.
Selama periode dasar (periode pada saat menghitung peramalan), peta
peramalan. Setelah metode peramalan ditentukan, peta Moving Range digunakan
untuk pengujian kestabilan sistem sebab-akibat yang mempegaruhi permintaan.
Moving Range didefinisikan sebagai :
1 1
' d t dt dt dt MRRata-rata Moving Range didefinisikan sebagai :
1 n MR MRGaris tengah peta Moving Range adalah pada titik nol. Batas kendali atas dan bawah
pada peta Moving Range adalah :
MR BKB MR BKA 66 . 2 66 . 2
Perubahan atau perbedaan yang digambarkan pada Moving Range adalah :
1 '
1 d d
d t
Jika ditemukan satu titik yang berada diluar batas kendali pada saat
peramalan diverifikasi maka harus ditentukan apakah data harus diabaikan atau
mencari peramala baru. Jika ditemukan sebuah titik berada diluar batas kendali maka
harus diselidiki penyebabnya. Jika semua titik berada di dalam batas kendali,
diasumsikan bahwa peramalan permintaan yang dihasilkan telah cukup baik. Jika
terdapat titik yang berada di luar batas kendali, jelas bahwa peramalan yang didapat
2.2.10. Peta Moving Range Untuk Pengendalian Peramalan
Peta kendali dapat digunakan untuk mengetahui apakah terjadi perubahan
sistem sebab-akibat yang melatarbelakangi permintaan sehingga dapat ditentukan
persamaan peramalan yang lebih cocok atas sistem sebab-akibat saat ini. Telah
disinggung sebelumnya bahwa peta Moving Range dapat digunakan sebagai alat
untuk memperhatikan kestabilan sistem yang melatarbelakangi fungsi peramalan.
Apabila terjadi kondisi diluar kendali, tindakan terhadap peramalan harus dilakukan.
Dua tindakan yang dapat dilakukan adalah :
a. Merevisi peramalan dengan memasukan data dan sistem sebab-akibat baru, atau
b. Mengunggu bukti lebih lengkap.
2.3. Persediaan
2.3.1. Pengertian Persediaan dan Jenis Persediaan
Setiap perusahaan, baik yang bergerak di bidang perdagangan maupun
pabrik selalu mengadakan persediaan. Persediaan (inventory) dapat memiliki
berbagai fungsi penting yang menambah fleksibilitas dari operasi suatu
perusahaan dan dengan adanya persediaan dapat mempermudah dan
memperlancar jalannya proses produksi. Jika tidak adanya persediaan perusahaan
akan menghadapi berbagai masalah dimana proses produksi akan terganggu atau
pun terhenti yang selanjutnya tidak dapat memenuhi keinginan pelanggan.
Persediaan (inventory) adalah sebuah persediaan dari material yang
digunakan untuk menunjang produksi atau untuk memenuhi permintaan
pelanggan. Persediaan (inventory) terdiri dari bahan mentah, barang dalam proses
Dalam sistem manufaktur, persediaan terdiri dari tiga bentuk sebagai
berikut :
1. Bahan baku (raw materials)
Bahan mentah yang belum diolah, yang akan diolah menjadi barang jadi,
sebagai hasil utama dari perusahaan yang bersangkutan.
2. Barang setengah jadi (semi finished products)
Hasil olahan bahan mentah sebelum menjadi barang jadi, yang sebagian
akan diolah lebih lanjut menjadi barang jadi, dan sebagian kadang-kadang
dijual seperti apa adanya untuk menjadi bahan baku perusahaan lain.
3. Barang jadi (finished products)
Barang yang sudah selesai diproduksi atau diolah, yang merupakan hasil
utama perusahaan yang bersangkutan dan siap untuk dipasarkan/dijual.
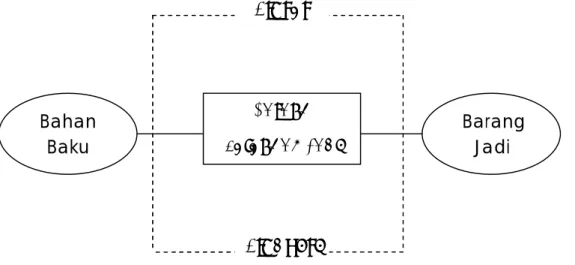
Gambar 2.2. Proses Transformasi Produksi
Bahan Baku Barang Jadi Barang Setengah Jadi Proses Produksi
2.3.2. Fungsi Persediaan
Adapun fungsi dan perbedaan persediaan :
1. Untuk menjamin kelancaran proses produksi.
2. Untuk menghilangkan resiko keterlambatan dan kehabisan barang atau
bahan-bahan yang dibutuhkan perusahaan.
3. Untuk memberikan pelayanan kepada konsumen/langganan sehingga
kebutuhannya dapat dipenuhi tepat waktu.
Macam-macam persediaan yang umum dimiliki pada suatu perusahaan diantaranya
berfungsi untuk sebagai berikut :
1. Working stock (Cycle atau Size Stock)
Adalah persediaan yang diperlukan dan disimpan sebelum diperlukan
agar pemesanan dapat dilakukan dalam bentuk lot sejumlah yang
diinginkan. Ukuran lot ini bertujuan untuk meminimalisasi biaya
pemesanan dan penyimpanan, dan mendapatkan potongan harga secara
umum, jumlah rata-rata persediaan ditangan yang dihasilkan dari ukuran
lot membentuk stok aktif suatu organisasi.
2. Safety Stock (Buffer atau Fluctuation Stock)
Adalah persediaan yang disimpan utuk mengantisipasi kemungkinan
supply dan demand yang tidak pasti. Dalam siklus pemenuhan kembali,
stok ini berfungsi sebagai tameng terhadap kekurangan stok.
3. Anticipation Stock (Seasonal atau Stabilization Stock)
Adalah persediaan yang digunakan untuk menghadapi permintaan
buruh, penutupan karena libur). Stok ini disediakan atau diproduksi
sebelum diperlukan dan berkurang selama permintaan puncak, dengan
harapan agar tingkat produksi rata-rata tetap tercapai dan jumlah tenaga
kerja tetap stabil.
4. Pipeline Stock (Biasanya timbul sebagai stok transit dalam Work in
Process)
Adalah persediaan yang ada dalam transit untuk mengetahui waktu yang
dihabiskan untuk menerima material pada akhir input, mengirim material
melewati proses produksi, dan mengirim hasil akhir pada akhir output.
Secara eksternal stok pipeline adalah persediaan pada truk, kapal dan
lain-lain. Secara internal, saat diproses, menunggu saat diproses dan saat
dipindahkan.
2.3.3. Tujuan Persediaan
Tujuan utama persediaan adalah untuk melepaskan berbagai fase operasi.
Misalnya, persediaan bahan baku melepasakan seoarang pengusaha manufaktur dari
penjualnya; persediaan barang setengah jadi melepaskan bebagai tahap pabrikasi satu
sama lain, dan barang jadi melepaskan seorang pengusaha dari pelangggannya. Dari
penjelasan singkat di atas, diberikan tujuan persediaan yang lebih detail, yaitu:
1. Untuk berlindung dari ketidakpastian
Dalam sistem persediaan terdapat saja bentuk ketidakpastian seperti dalam
dipertahankan dalam persediaan untuk berlindung dari ketidakpastian
tersebut.
2. Untuk memungkinkan produksi dan pembelian ekonomis
Seringkali lebih ekonomis untuk memproduksi bahan dalam jumlah besar
sebab periode waktu memproduksi barang relatif pendek dan kemudian tidak
ada produksi lagi sehingga barang tersebut habis dipakai. Hal ini
mengakibatkan biaya setup yang relatif lebih kecil dan memungkinkan
penggunaan peralatan produktif yang sama untuk produk yang berbeda.
3. Untuk mengatasi perubahan yang diantisipasi dalam permintaan dan
penawaran
Perubahan yang sering terjadi dalam permintaan dan persediaan adalah jika
harga atau ketersediaan bahan baku diperkirakan akan berubah.
Perusahaan-perusahaan sering menyimpan stok bagi suatu produk yang diminati, apabila
kurun waktu pembuatan stok baru telah habis dan masyarakat masih
meminati maka kemungkinan stok tersebut dijual dengan harga tinggi sebab
langka.
2.3.4. Biaya-Biaya dalam Sistem Persediaan
Secara umum dapat dikatakan bahwa biaya sistem persediaan adalah semua
pengeluaran dan kerugian yang timbul sebagai akibat adanya persediaan. Biaya
biaya kekurangan persediaan. Berikut ini akan diuraikan secara singkat
masing-masing komponen biaya diatas.
1. Biaya Pembelian (Purchasing Cost = c)
Biaya pembelian adalah biaya yang dikeluarkan untuk membeli barang.
Besarnya biaya pembelian ini tergantung pada jumlah barang yang dibeli dan harga
satuan barang. Biaya pembelian menjadi faktor penting ketika harga barang yang
dibeli tergantung pada ukuran pembelian. Situasi ini akan diistilahkan sebagai
quantity discount atau price break diamana harga barang per-unit akan turun bila
jumlah barang yang dibeli meningkat. Dalam kebanyakan teori persediaan,
komponen biaya pembelian tidak dimasukkan kedalam total biaya sistem persediaan
karena diasumsikan bahwa harga barang per-unit tidak dipengaruhi oleh jumlah
barang yang dibeli sehingga komponen biaya pembelian untuk periode waktu
tertentu (misalnya satu tahun) konstan dan hal ini tidak akan mempengaruhi jawaban
optimal tentang berapa banyak barang yang harus dipesan.
2. Biaya Pengadaan (Procurement Cost)
Biaya pengadaan dibedakan atas 2 jenis sesuai asal-usul barang, yaitu biaya
pemesanan (ordering cost) bila barang yang diperlukan diperoleh dari pihak luar
(supplier) dan biaya pembuatan (setup cost) bila barang diperoleh dengan
memproduksi sendiri.
Biaya Pemesanan (Ordering Cost = k)
Biaya pemesanan adalah semua pengeluaran yang timbul untuk mendatangkan
barang dari luar. Biaya ini meliputi biaya untuk menentukan pemasok (supplier),
pengetikan pesanan, pengiriman pesanan, biaya pengangkutan, biaya penerimaan dan
Biaya Pembuatan (Setup Cost = k)
Biaya pembuatan adalah semua pengeluaran yang timbul dalam
mempersiapkan produksi suatu barang. Biaya ini timbul didalam pabrik yang
meliputi biaya menyusun peralatan produksi, menyetel mesin, mempersiapkan
gambar kerja dan seterusnya. Karena kedua biaya tersebut mempunyai peran yang
sama, yaitu pengadaan barang, maka kedua biaya tersebut disebut sebagai biaya
pengadaan (procurement cost).
3. Biaya Penyimpanan (Holding Cost/Carrying Cost = h)
Biaya simpan adalah semua pengeluaran yang timbul akibat menyimpan barang.
Biaya ini meliputi :
Biaya Memiliki Persediaan (biaya modal)
Penumpukan barang digudang berarti penumpukan modal, dimana modal
perusahaan mempunyai ongkos (expence) yang dapat diukur dengan suku bunga
bank. Oleh karena itu, biaya yang ditimbulkan karena memiliki persediaan harus
diperhitungkan dalam biaya sistem persediaan. Biaya memiliki persediaan diukur
sebagai persentase nilai persediaan untuk periode waktu tertentu. Biaya Gudang
Barang yang disimpan memerlukan tempat penyimpanan sehingga timbul
biaya gudang. Bila gudang dan peralatannya disewa, maka biaya gudangnya
merupakan biaya sewa sedangkan bila perusahaan mempunyai gudang sendiri maka
biaya gudang merupakan biaya depresiasi. Biaya Kerusakan dan Penyusutan
Barang yang disimpan dapat mengalami kerusakan dan penyusutan karena
beratnya berkurang ataupun jumlahnya berkurang karena hilang. Biaya kerusakan
dan penyusutan biasanya diukur dari pengalaman sesuai dengan presentasenya. Biaya Kadaluwarsa (Absolence)
Barang yang disimpan dapat mengalami penurunan nilai karena perubahan
teknologi dan model seperti barang-barang elektronik. Biaya kadaluwarsa biasanya
diukur dengan besarnya penurunan nilai jual dari barang tersebut.
Biaya Asuransi
Barang yang disimpan diasuransikan untuk menjaga dari hal-hal yang tidak
diinginkan seperti kebakaran. Biaya asuransi tergantung jenis barang yang
diasuransikan dan perjanjian dengan perusahaan asuransi. Biaya Administrasi dan Pemindahan
Biaya ini dikeluarkan untuk mengadministrasikan persediaan barang yang ada,
baik pada saat pemesanan, penerimaan barang maupun penyimpanannya dan biaya
untuk memindahkan barang dari, ke, dan didalam tempat penyimpanan, termasuk
upah buruh dan biaya peralatan handling.
Dalam manajemen persediaan, terutama yang berhubungan dengan masalah
kuantitatif, biaya simpan per-unit diasumsikan linier terhadap jumlah barang yang
disimpan (misalnya: Rp/unit/tahun).
4. Biaya Kekurangan Persediaan (Shortage Cost = p)
Bila perusahaan kehabisan barang pada saat ada permintaan, maka akan terjadi
keadaan kekurangan persediaan. Keadaan ini akan menimbulkan kerugian karena
atau kehilangan konsumen pelanggan karena kecewa sehingga beralih ke tempat lain.
Biaya kekurangan persediaan dapat diukur dari : Kuantitas yang tidak dapat dipenuhi
Biasanya diukur dari keuntungan yang hilang karena tidak dapat memenuhi
permintaan atau dari kerugian akibat terhentinya proses produksi. Kondisi ini
diistilahkan sebagai biaya penalty (p) atau hukuman kerugian bagi perusahaan
dengan satuan misalnya: Rp/unit. Waktu pemenuhan
Lamanya gudang kosong berarti lamanya proses produksi terhenti atau
lamanya perusahaan tidak mendapatkan keuntungan, sehingga waktu menganggur
tersebut dapat diartikan sebagai uang yang hilang. Biaya waktu pemenuhan diukur
berdasarkan waktu yang diperlukan untuk memenuhi gudang dengan satuan
misalnya: Rp/satuan waktu. Biaya pengadaan darurat
Supaya konsumen tidak kecewa maka dapat dilakukan pengadaan darurat yang
biasanya menimbulkan biaya yang lebih besar dari pengadaan normal. Kelebihan
biaya dibandingkan pengadaan normal ini dapat dijadikan ukuran untuk menentukan
biaya kekurangan persediaan dengan satuan misalnya: Rp/setiap kali kekurangan.
Kadang-kadang biaya ini disebut juga biaya kesempatan (opportunity
cost).Ada perbedaan pengertian antara biaya persediaan actual yang dihitung secara
akuntansi dengan biaya persediaan yang digunakan dalam menentukan
kebijaksanaan persediaan. Biaya persediaan yang diperhitungkan dalam penentuan
kebijaksanaan persediaan yang diperhitungkan dalam penentuan kebijaksanaan
biaya-biaya yang bersifat variabel (incremental cost), sedangkan biaya yang bersifat
fixed seperti biaya pembelian tidak akan mempengaruhi hasil optimal yang diperoleh
sehingga tidak perlu diperhitungkan.
2.4. Metode Perencanaan Kebutuhan Material
Perencanaan Kebutuhan Barang atau terkenal dengan nama Material
Requirements Planning (MRP) merupakan kumpulan prosedur, aturan-aturan keputusan dan seperangkat mekanisme pencatatan yang berkaitan secara logis dan
dirancang untuk menjabarkan suatu jadwal induk produksi (Master Plan) ke dalam
kebutuhan setiap konsumen atau material yang dibutuhkan.
MRP digunakan untuk mengelola persediaan, terutama untuk
produk-produk yang dependent. MRP menguraikan suatu produk-produk secara hierarki mulai dari
komponen dasar, subassembly, sampai menjadi barang jadi. Dengan demikian, akan
barang jadi dapat diuraikan menjadi kebutuhan sub-sub assembly hingga kebutuhan
komponen dasar. Struktur hierarki pembuatan suatu produk disebut Bagan Bahan
(Bill of Material (BOM).
Perencanaan Kebutuhan Material (MRP) mengakui hubungan
(relationship) antara permintaan (demand) untuk produk akhir dan
komponen-komponen yang digunakan untuk membuatnya. Hubungan tersebut digunakan untuk
menentukan jumlah kuantitas yang harus diproduksi untuk setiap produk akhir,
komponen, dan sub-rakitan dalam satu periode. Pertanyaan dasar yang perlu
1. Kapan barang jadi akan diproduksi.
2. Komponen atau sub item apa yang dibutuhkan.
3. Berapa banyak komponen yang masih tersedia (inventory)
4. Berapa banyak komponen yang masih harus dipenuhi (kekurangan
persediaan).
5. Berapa unit produk minimum yang harus dimiliki perusahaan.
6. Kapan harus dilakukan pemesanan (berkaitan dengan lead time).
MRP berfungsi untuk mengendalikan persediaan agar tetap berada pada tingkat
minimum dan tetap dapat memenuhi permintaan pada saat dibutuhkan. MRP juga
dapat menentukan dengan tepat jadwal pembuatan item-item pembentuk produk
dilakukan.
2.4.1. Pengertian Material Requirement Planning MRP
Untuk dapat mengatur suatu tingkat persediaan optimal yang dapat memnuhi
kebutuhan akan bahan baku dan jumlah, mutu dan pada waktu yang tepat dengan
jumlah biaya yang rendah maka diperlukan suatu sistem perencanaan yang tepat
pula, sistem perencanaan yang tepat itu adalah Material Requirement Planning
(MRP).
MRP adalah suatu pendekatan Perencanaan Kebutuhan Material yang
mengabaikan prestasi sejarah sebaliknya kepada tuntutan fabrikasi bagi keadaan
lingkungan yang akan datang. Metode MRP merupakan metode perencanaan dan
tersebut adalah bahan baku (raw material), subrakitan (subassemblies), rakitan
(assemblies), bagian-bagian (parts) yang semuanya disebut manufacturing.
2.4.2. Tujuan Material Requirement Planning (MRP)
Sistem MRP adalah suatu sistem yang bertujuan untuk menghasilkan
informasi yang tepat untuk melakukan tindakan yang tepat (pembatalan pesanan,
pesan ulang, dan penjadwalan ulang). Tindakan ini juga merupakan dasar untuk
membuat keputusan baru mengenai pembelian atau produksi yang merupakan
perbaikan atas keputusan yang telah dibuat sebelumnya.
Ada empat kemampuan yang menjadi ciri utama dari sistem MRP, yaitu :
1. Menentukan kebutuhan pada saat yang tepat
Maksudnya adalah menentukan secara tepat “kapan” suatu pekerjaan harus
diselesaikan atau “kapan” material harus tersedia untuk memenuhi
permintaan atas produk akhir yang sudah direncanakan pada Jadwal Induk
Produksi.
2. Menentukan kebutuhan minimal untuk setiap item
Dengan diketahuinya kebutuhan akan produk jadi, MRP dapat menentukan
secara tepat sistem penjadwalan (berdasarkan prioritas) untuk memenuhi
semua kebutuhan minimal setiap item komponen.
3. Menentukan pelaksanaan rencana pemesanan
Maksudnya adalah memberikan indikasi kapan pemesanan atau pembatalan
terhadap pesanan harus dilakukan, baik pemesanan yang diperoleh dari luar
4. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang sudah direncanakan.
Apabila kapasitas yang ada tidak mampu memenuhi pesanan yang
dijadwalkan pada waktu yang diinginkan, maka sistem MRP dapat
memberikan indikasi untuk melakukan rencana penjadwalan ulang (jika
mungkin) dengan menentukan prioritas pesanan yang realistik. Jika
penjadwalan ulang ini masih tidak memungkinkan untuk memenuhi pesanan,
maka pembatalan atas suatu pesanan harus dilakukan.
Tujuan Material Requirement Planning (MRP) secara umum adalah :
1. Mengurangi persediaan (menentukan dengan tepat berapa jumlah bahan atau
komponen yang dibutuhkan sesuai dengan permintaan jadwal induk
produksi).
2. Meningkatkan rasa percaya konsumen (dengan adanya penyerahan produk
pada waktu yang tepat, akan memberikan kepuasan bagi konsumen atau
pelanggan).
2.4.3. Peryaratan Material Requirement Planning (MRP)
Agar sistem Material Requirement Planning (MRP) dapat diterapkan
mencapai hasil yang baik, ada beberapa syarat yang harus dipenuhi yaitu :
1. Harus ada jadwal induk produksi (Master Production Schedule) suatu
pernyataan yang menentukan jumlah hasil akhir yang akan diproduksi, serta
2. Nomor-nomor dari persediaan harus ditetapkan dan harus unik (jangan
sampai keliru dengan item lainnya).
3. Tersedianya catatan mengenai status dari semua item yang dikendalikan
dengan sistem Material Requirement Planning (MRP).
4. Lead time bagi semua item sudah diketahui.
5. Tanggal yang dicantumkan dalam jadwal itu benar-benar menunjukan tanggal
fabrikasi akan dilaksanakan.
6. Jumlah item yang disebutkan untuk Material Requirement Planning (MRP)
harus sama dengan yang akan dipakai untuk fabrikasi.
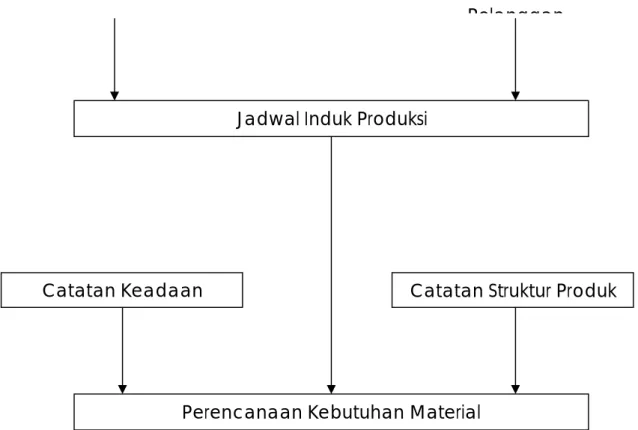
2.4.4. Input Material Requirement Planning (MRP)
Ada tiga ( 3 ) masukan dalam Material Requirement Planning (MRP), yaitu :
1. Jadwal Induk Produksi (Master Production Schedule)
2. Struktur Produk (Product Structure Record & Bill of Material)
3. Status Persediaan (Inventory Master File atau Inventory Status
Record)
2.4.4.1. Jadwal Induk Produksi
Jadwal induk produksi merupakan rencana rinci tentag jumlah barang yang
akan diproduksi pada beberapa satuan waktu dalam horizon perencanaan. Jadwal
induk produksi merupakan optimasi ongkos dengan memperhatikan kapasitas yang
tersedia dalam ramalan permintaan untuk mencapai rencana produksi yang akan
meminimasi total ongkos produksi dan persediaan.
Setiap item dan komponen produk harus memiliki identifikasi yang jelas dan
unik sehingga berguna pada saat komputerisasi. Hal ini dilakukan dengan membuat
struktur produk dan bill of material tiap produk. Struktur produk berisi informasi
mengenai hubungan antar komponen dalam perakitan. Informasi ini penting dalam
penentuan kebutuhan kotor dan kebutuhan bersih suatu komponen. Lebih jauh lagi,
struktur produk juga mengandung informasi tentang semua item, seperti nomor item,
serta jumlah yang dibutuhkan pada tiap tahapan perakitan.
Struktur produk ini dibagi menjadi beberapa level/tingkatan. Level 0 (nol) ialah
tinkatan produk akhir. Level di bawahnya (level 1) merupakan sub assembly yang
jika dirakit akan menjadi produk akhir. Level di bawahnya lagi (level 2) merupakan
tingkatan sub-sub assembly yang membentuk sub assembly jika dirakit. Untuk
kemudahan kodifikasi, item komponen yang sama sebaiknya ditempatkan pada level
yang sama. Ini berarti bahwa item komponen yang berada di level yang lebih tinggi
harus diturunkan ke level terendah dimana komponen tersebut digunakan.
2.4.4.3. Status Persediaan
Sistem MRP didasarkan atas keakuratan data status persediaan yang dimiliki
sehinnga keputusan untuk membuat atau memesan barang pada suatu saat dapat
dilakukan dengan sebaik-baikya. Untuk itu tingkat persediaan komponen dan
material harus selalu diamati. Jika terjadi perbedaan antara tingkat persediaan akktual
dengan data persediaan dalam sistem computer maka data persediaan dalam sistem
komputer tersebut harus segera dimutakirkan. MRP tidak mungkin dijalankan tanpa