BAB 2
LANDASAN TEORI
2.1 Definisi Produktivitas
Berbicara mengenai produktivitas kerja, maka hal ini akan selalu dikaitkan dengan pengertian efektif dan efisien kerja. Produktivitas kerja sering kali didefinisikan dengan efisiensi dalam arti suatu rasio antara keluaran (output) dan masukan (input). Rasio keluara dan masukan ini dapat juga untuk mengetahui usaha yang dilakukan oleh manusia sebagai ukuran efisiensi atau produktivitas kerja manusia. Rasio tersebut umumnya berbentuk keluaran yang dihasilkan dalam aktivitas kerja dibagi dengan jam kerja (man hour) yang dikontribusikan sebagai sumber masukan dengan nilai uang atau unit produksi lainnya sebagai dimensi tolak ukurnya.
2. 2 Pengertian Waktu Proses
2.2.1 Lead Time
Lead time adalah waktu yang diperlukan untuk menyelesaikan serangkaian proses atau satu unit kendaraan.
2.2.2 Takt Time atau Waktu Standar
Takt time adalah waktu yang tersedia untuk menyelesaikan pekerjaan setiap unit benda kerja.
Gambar 2.2 Takt time
2.2.3 Cycle Time
Cycle time adalah waktu yang diperlukan untuk menyelesaikan serangkaian pekerjaan pada satu orang.
2.3 Standarisasi Kerja
Adalah peraturan pada saat membuat barang di tempat kerja, yaitu cara melakukan produksi yang paling efektif dengan urutan tanpa muda, mengumpulkan pekerjaan, dan memfokuskan gerakan manusia.
Toyota Production System (2006 : 42) Standarisasi kerja merupakan cara untuk secara total meningkatkan kualitas, cost reduction, safety, produktivitas, dll dengan cara menggabungkan factor manusia, barang, dan peralatan secara paling efektif dengan berdasarkan pada kondisi saat ini. Selain itu juga merupakan suatu cara untuk menekan pembuatan yang berlebihan, dan untuk melakukan produksi secara just in time. Standarisasi kerja juga merupakan cara efektif sebagai tools untuk kaizen.
1. Segi pekerjaan (kondisi pada saat setting) - Memfokuskan pada gerakan manusia. - Pekerjaan yang mengulang-ulang.
2. Segi peralatan (kondisi pada saat pengangkutan) - Trouble mesin / alat sedikit.
- Fleksibilitas gerakan line sedikit.
3. Segi kualitas (kondisi pada saat pengangkutan) - Trouble kualitas proses sedikit.
- Baratsuki (ketidakteraturan) keakuratan sedikit.
Karena standarisasi kerja merupakan aktualisasi dari sistem produksi untuk melaksanakan prinsip dasar TPS (Toyota Production system), serta merupakan standar untuk mengukur peningkatan kualitas, cost reduction, dan safety, maka standarisasi kerja mempunyai 3 unsur penting, dimana semuanya tidak akan berjalan jika satu saja tidak terpenuhi. Terdapat tiga unsur penting, yaitu :
1. Perhitungan Takt Time.
Merupakan waktu yang menentukan 1 unit atau 1 buah part yang harus dibuat dalam beberapa menit dan beberapa detik.
Takt time aktual adalah takt time yang dihiting dengan produksi waktu kerja murni, tetapi jika tidak dapat dihindarkan seperti untuk pengangkutan, maka ada juga takt time yang di set dengan waktu yang tidak fixed.
Cycle time adalah waktu yang diperlukan untuk melakukan pekerjaan dengan urutan kerja yang telah ditentukan untuk proses yang ditangani oleh 1 orang operator.
2. Urutan Kerja.
Pada pemrosesan dan assembly barang, operator melakukan pekerjaan dengan urutan yang efektif seperti mengangkut barang, memasang ke mesin, dan melakukan proses.
3. Standard in process stock
Standard in process stock adalah barang dengan supply minimum yang dimiliki di dalam proses agar pekerjaan dapat dilakukan dengan urutan dan gerakan yang sama berulang-ulang, jika melakukan pekerjaan sesuai dengan urutan kerja.
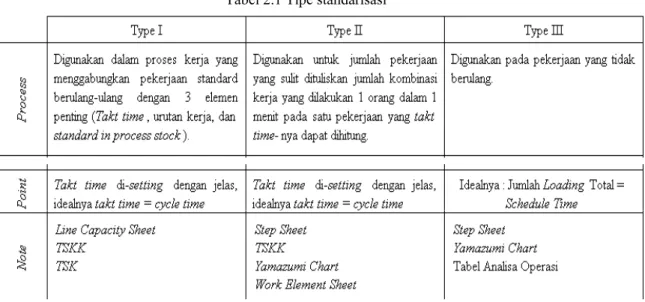
Standarisasi kerja terbagi menjadi 3 tipe, yaitu :
Tabel 2.1 Tipe standarisasi
1. Standarisasi Kerja Type I :
Adalah proses yang menggabungkan standarisasi kerja yang diulang, dan menggunakan 3 elemen penting, yaitu :
a. Tabel Standarisasi Kapasitas Produksi (Line Capacity Sheet).
Adalah tabel yang berisi kemampuan proses dan produksi pada saat memproses Part / komponen pada tiap-tiap proses. Tabel ini berisi tentang waktu pengiriman otomatis oleh mesin atau peralatan, pekerjaan manual, dll., serta dapat diketahui mengenai kemampuan proses untuk setiap mesin atau alat.
Tabel standarisasi kapasitas produksi akan menjadi dasar pada saat membuat Tabel Standard Kerja Kombinasi (TSKK). Fungsinya juga untuk menemukan proses bottle neck (proses yang bermasalah) pada lini produksi / line tersebut.
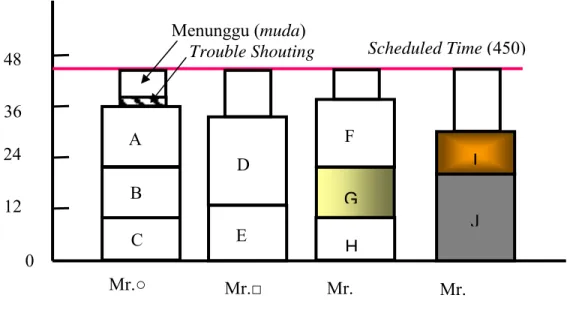
2.4 Yamazumi chart
Adalah chart yang merupakan yamazumi ( susunan ) nama – nama elemen pekerjaan yang ditampilkan pada TSKK ( Tabel Standard Kerja Kombinasi ), SOP ( Standard Operation Procedure ), atau Work Elemen Sheet.
Yamazumi ini dipakai sebagai alat atau instrumen untuk mengawasi secara visual keseluruhan proses dan mengawasi atau mempertahankan elemen pekerjaan.
Gambar 2.3 Contoh Yamazumi Chart
2.5 Analysis Beban Kerja (Workload Analysis)
Aktivitas yang dilakukan oleh tiap posisi atau jabatan dalam rangka untuk melaksanakan tugasnya seperti tercantum dalam deskripsi pekerjaannya memberikan suatu beban kerja pada posisi / jabatan tersebut, sehingga perhitungan WorkLoad dapat diformulasikan sebagai berikut :
Beban kerja = Total waktu aktivitas + Allowance Total Waktu Tersedia
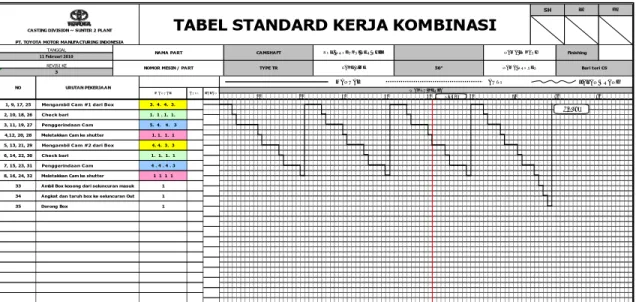
2. 6 Tabel Standardisasi Kerja Kombinasi (TSKK)
Yang disebut Tabel Standardisasi Kerja Kombinasi adalah instruksi kerja yang menggambarkan gabungan antara gerakan manusia dengan mesin di dalam cycle time (kurun waktu), yang menggambarkan seberapa arah kerjanya, dan bagaimana urutan kerja tersebut dilakukan.
A B C D E F Mr.○ Mr.□ Mr. Mr. G H I J Scheduled Time (450) Menunggu (muda) Trouble Shouting 48 36 24 12 0
# Bari tori CS 20 30 40 GH LH SH
NAMA LOKASI Finishing TABEL STANDARD KERJA KOMBINASI
CAMSHAFT 50" 50 NAMA PROSES 80 10 60 70 90 4 . 4 . 4 . 3
8, 16, 24, 32 Meletakkan Cam ke shutter 1 1 1 1
7, 15, 23, 31
5, 13, 21, 29 Mengambil Cam #2 dari Box 4. 4. 3. 3
6, 14, 22, 30 Check bari 1. 1. 1. 1
35 Dorong Box 1
Angkat dan taruh box ke seluncuran Out 1 34
1 CASTING DIVISION ~ SUNTER 2 PLANT
PT. TOYOTA MOTOR MANUFACTURING INDONESIA
11 Februari 2010
NO URUTAN PEKERJAAN
REVISI KE
3
NAMA PART NOMOR MESIN / PART
1, 9, 17, 25 Mengambil Cam #1 dari Box
33 Ambil Box kosong dari seluncuran masuk 4,12, 20, 28
2, 10, 18, 26 Check bari 3, 11, 19, 27 Penggerindaan Cam
Penggerindaan Cam
TYPE TR
VOL. PRODUKSI PER SHIFT TAKE TIME TANGGAL M A N UA L A UT OJ A LA N 3. 4. 4. 3. 1. 1 . 1. 1. 5. 4. 4. 3
Meletakkan Cam ke shutter 1. 1. 1. 1
MANUAL AUTO JALAN ORANG
WAKTU KERJA
T.T 50"
C/T 78"
Dengan tabel ini, urutan kerja dan berapa waktu kerja tersebut berlangsung akan mudah dimengerti, dipergunakan juga untuk menemukan point-point yang diperlukan untuk melakukan kaizen pekerjaan.
Gambar 2.4 Tabel Standadisasi Kerja Kombinasi (TSKK) Sumber : Kaizen Standarisasi Kerja, Hal. 51
2.7 Elemen Kerja
Adalah langkah – langkah yang menyusun suatu pekerjaan dari awal sampai akhir yang distandarisasi.
Terdapat empat jenis elemen kerja, yaitu : 1) Pekerjaan persiapan.
Pekerjaan yang sifatnya hanya timbul satu kali di awal atau di akhir kerja untuk satu unit pekerjaan, atau pekerjaan yang sifatnya hanya timbul satu kali di awal atau akhir waktu.
Adalah pekerjaan yang memberikan nilai tambah. Yaitu pekerjaan yang dianggap sebagai sesuatu yang utama, yang memiliki peranan utama di dalam produksi. 3) Pekerjaan tambahan ( incidental job )
Adalah pekerjaan yang tidak mempunyai nilai tambah. Pekerjaan yang timbul biasanya pada sebelum atau sesudah pekerjaan utama. Yaitu pekerjaan yang diperlukan untuk membuat agar pekerjaan utama bisa terlaksana dengan baik. 4) Pekerjaan Irregular ( Muda )
Adalah pekerjaan yang tidak termasuk ke dalam area yang manapun baik itu pekerjaan persiapan, pekerjaan utama, maupun pekerjaan irregular.
Toyota Production System (2006 : 80 - 81) Pekerjaan utama biasa disebut dengan Valuable Work, sedangkan pekerjaan persiapan, incidental, dan irregular masuk kedalam kategori Non Valuable Work. 2.8 Standard Operation Procedure ( SOP )
Adalah standard kerja yang mencantumkan langkah pekerjaan, kontrol item dan kontrol point, serta aspek kualitas maupun keselamatan dari masing – masing langkah pekerjaan tersebut.
SOP sebagai pedoman melakukan pekerjaan oleh pekerja dan digunakan pimpinan dalam melakukan pengawasan kerja.
2002 / 2 / 26
Poin mencegah penyakit/sakit Problem yang diduga Engi-neering DpH G G
N History Tanggal 0 Pertama kali ditulis 2002/2/2 1
2
Karena pengencangannya kurang, timbul E/G noise, gata, lepas
Hari-hati jangan sampai part dan impact terjatuh •Pengencangan sementara depan bagian bawah
Step 2-3 Step 2-1
Step 1 Step 2-2
2. Pengencangan permanen depan belakang bagian bawah
3. Pengencangan permanen bagian atas
4. Pengencangan depan bagian bawah
Y010223 - 1 /
Pengencangan E/G mount
Item penting Posisikerja Waktu standar
Waktu Aktual Elemen work sheet
Grup 312-proses 3-urutan 17
Jm W W QC Sheet No Skill Cerificate
1 1 2 2 2 3 6 5. Jig / 3 standar、nilai 4 40-Type alat BOX:spesial 250M 52N Baut agak nonjol kira2 E/G Mount bisa
Check visual jangan ada baut/washer Sampai terdengar bunyi “klik” pada impact
Check visual sampai lampu pokayoke signal
7. Kenakan baut secara lurus sampai kira2 mount bisa
3 buah baut dikenakan secara lurus sampai terdengar bunyi
XX-X-(pengambilan, mount set di tempat R 8. Model Pengencangan t Target 999 all model apa yang dilakukan Pengencangan
Nama Elemen Kerja
S
Gambar 2.5 Contoh SOP
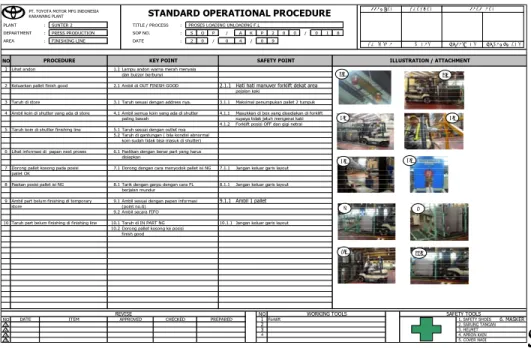
2.9 Element Instruction Sheet ( EIS )
Adalah satu lembar intsruksi pengawasan proses yang mencantumkan step gerakan pekerjaan, waktu yang diperlukan, alat yang dipakai, point-point perhatian kualitas, safety, dan lain – lain.
PLANT : SUNTER 2 TITLE / PROCESS : PROSES LOADING UNLOADING F.L
DEPARTMENT : PRESS PRODUCTION SOP NO. : S O P / A K P 2 0 0 / 0 1 8 AREA : FINISHING LINE DATE : 2 0 / 0 4 / 0 9
NO
1 Lihat andon 1.1 Lampu andon warna merah menyala dan buzzer berbunyi
2 Keluarkan pallet finish good 2.1 Ambil di OUT FINISH GOOD 2.1.1 Hati hati manuver forklift dekat area pejalan kaki
3 Taruh di store 3.1 Taruh sesuai dengan address nya. 3.1.1 Maksimal penumpukan pallet 2 tumpuk 4 Ambil koin di shutter yang ada di store 4.1 Ambil semua koin yang ada di shutter 4.1.1 Masukkan di box yang disediakan di forklift
paling bawah supaya tidak jatuh mengenai kaki 4.1.2 Forklift posisi OFF dan gigi netral 5 Taruh koin di shutter finishing line 5.1 Taruh sesuai dengan outlet nya
5.2 Taruh di gantungan ( bila kondisi abnormal koin sudah tidak bisa masuk di shutter) 6 Lihat informasi di papan next proses 6.1 Pastikan dengan benar part yang harus
disiapkan
7 Dorong pallet kosong pada posisi 7.1 Dorong dengan cara menyodok pallet isi NG 7.1.1 Jangan keluar garis layout pallet OK
8 Paskan posisi pallet isi NG 8.1 Tarik dengan garpu dengan cara FL 8.1.1 Jangan keluar garis layout berjalan mundur
9 Ambil part belum finishing di temporary 9.1 Ambil sesuai dengan papan informasi 9.1.1 Ambil 1 pallet store (point no.6)
9.2 Ambil secara FIFO
10 Taruh part belum finishing di finishing line 10.1 Taruh di IN PART NG 10.1.1 Jangan keluar garis layout 10.2 Dorong pallet kosong ke posisi
finish good
NO
NO 1Forklift 1. SAFETY SHOES 6. MASKER
1 2 2. SARUNG TANGAN
2 3 3. HELMET
3 4 4. APRON KAIN
4 5. COVER NADI
STANDARD OPERATIONAL PROCEDURE
PROCEDURE KEY POINT SAFETY POINT ILLUSTRATION / ATTACHMENT
REVISE WORKING TOOLS SAFETY TOOLS
DATE ITEM APPROVED CHECKED PREPARED
PT. TOYOTA MOTOR MFG INDONESIA KARAWANG PLANT CHECKED SUBROTO EDI PREPARED BADRI APPROVED CHAIDIR R. SUPRIYADI 1.1 2.1 3.1 4.1 5.1 6.1 9.1 7 8 10.1
Gambar 2.6 Contoh Work Elemen Sheet
2.10 Penelitian Kerja
Penelitian kerja adalah suatu aktivitas yang ditujukan untuk mempelajari prinsip–prinsip dan teknik–teknik guna mendapatkan suatu rancangan system kerja yang terbaik. Sritomo Wignjosoebroto (2008 : 11).
2.11 Diagram Aliran Proses
Diagram aliran proses ini digunakan untuk menggambarkan aliran proses. Penggambarannya dilakukan diatas gambar layout fasilitas kerja. Tujuannya adalah untuk mengevaluasi langkah–langkah proses dalam situasi yang lebih jelas, selain itu juga bisa bisa dimanfaatkan untuk melakukan perbaikan–perbaikan di dalam design layout fasilitas produksi yang ada. Sritomo Wignjosoebroto (2008 : 139).
Tanda-tanda atau simbul-simbul yang digunakan dalam diagram aliran proses itu adalah sebagai berikut :
○
= OPERASIMenandakan langkah-langkah utama dalam suatu proses, metode atau tata cara, Biasanya bagan bahan atau produk bersangkutan diubah atau diganti sewaktu operasi berlangsung.
□
= PEMERIKSAANMenandakan suatu pemeriksaan terhadap mutu dan pengecekan terhadap kuantitas.
Menandakan gerak pekerja, bahan atau perlengkapan dari tempat yang satu ke tempat yang lain. Suatu transport terjadi apabila suatu obyek bergerak dari tempat yang satu ke tempat yang lain terkecuali apabila pergerakan itu merupakan bagian dari operasi atau disebabkan oleh petugas pada tempat bekerja sewaktu suatu operasi atau pemeriksaan sedang berlangsung.
= DELAY/PENUNDAAN
Menandakan terhentinya urutan peristiwa, misalnya, pekerja menunggu antara dua operasi yang berturutan, atau tiap obyek yang dikesampingkan untuk sementara tanpa pencatatan sampai obyek itu sendiri diperlukan kembali.
= PENYIMPANAN
Menandakan suatu penyimpanan yang diawasi, bahan diterima ke dalam atau dikeluarkan dari penyimpanan berdasarkan suatu kuasa atau suatu barang ditahan untuk maksud pengecekan.
2.12 Study Gerak
Study gerakan atau motion study adalah suatu study tentang gerakan – gerakan yang dilakukan pekerja untuk menyelesaikan pekerjaannya. Study ini diperlukan untuk mengetahui gerakan yang diperlukan dan gerakan yang tidak diperlukan. Selanjutnya dapat digunakan sebagai acuan untuk memperbaiki metode kerja agar
menjadi efektif dan efisien dengan menghilangkan gerakan yang tidak diperlukan. Sritomo Wignjosoebroto (2008 : 106).
2.13 Gerakan Fundamental (Therblig’s)
Merupakan gerakan-gerakan dasar kerja. Diperlukan untuk mempermudah penganalisaan terhadap gerakan-gerakan yang akan dipelajari. Frank dan Lilian Gilberth telah berhasil menciptakan simbol/kode dari gerakan-gerakan dasar kerja yang dikenal dengan nama THERBLIGH. Disini mereka menguraikan gerakan-gerakan dasar kerja ke dalam 17 gerakan-gerakan dasar Therbligh. Sritomo Wignjosoebroto (2008 : 108).
Secara garis besar masing-masing Therblighs tersebut dapat didefinisikan sebagai berikut :
• Mencari (search) • Memilih (select) • Memegang (Grasp)
• Menjangkau / Membawa Tanpa Beban (Transport Empty) • Membawa Dengan Beban (Transport Loaded)
• Memegang Untuk Memakai (Hold) • Melepas (release load)
• Mengarahkan (Position)
• Mengarahkan Awal (Pre-Position) • Memeriksa (Inspection)
• Mengurai Rakit (Dissembly) • Memakai (use)
• Kelambatan Yang Tak Terhindarkan (Unavoidable Delay) • Kelambatan yang dapat dihindarkan (avoidable delay) • Merencanakan (plan)
• Istirahat untuk menghilangkan lelah (rest to overcome fatique) 2. 14 Pengukuran Kerja (Work Measurement)
Yang dimaksud pengukuran kerja disini adalah pengukuran waktu kerja (Time Study) suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih baik) dalam melaksanakan sebuah kegiatan kerja dalam kondisi dan tempo kerja yang normal. Sritomo Wignjosoebroto (2003 : 130).
Tujuan dari sistem pengukuran kerja adalah untuk menentukan waktu rata-rata yang dibutuhkan untuk melakukan sebuah pekerjaan oleh operator terlatih untuk melakukan suatu pekerjaan jika ia harus melakukannya selama 8 jam dalam sehari, pada kondisi kerja biasa, dan bekerja dalam kecepatan normal. Waktu tersebut dengan waktu standard.
Pengukuran waktu kerja akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Secara singkat pengukuran kerja adalah metoda penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan.
1. Man Power Planning (perencanaan kebutuhan tenaga kerja). 2. Estimasi biaya-biaya upah karyawan / pekerja.
3. Penjadwalan produksi dan penganggaran.
4. perencanaan sistem pemberian bonus dan insentif bagi karyawan / pekerja yang berprestasi.
5. Indikasi keluaran output yang mampu dihasilkan oleh seorang pekerja. Waktu baku ini merupakan waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan oleh seorang pekerja. Disini sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus diselesaikan tersebut. dengan demikian waktu baku yang dihasilkan dalam aktivitas pengukuran kerja ini akan dapat digunakan sebagai alat untuk membuat rencana penjadwalan kerja yang menyatakan berapa lama suatu kegiatan itu harus berlangsung dan berapa output yang akan dihasilakn serta berapa pula jumlah tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan tersebut.
Proses pengukuran waktu dapat dikelompokan menjadi dua, yaitu pengukuran waktu secara langsung dan pengukuran waktu secara tidak langsung. Disebut langsung karena pengamat berada di tempat dimana objek sedang diamati. Sedangkan pengukuran tidak langsung adalah pengamat tidak berada secara langsung dilokasi object. Pengukuran waktu kerja dilakukan dengan melakukan analisis berdasarkan perumusan serta berdasarkan data-data waktu yang telah tersedia. Pengukuran waktu
secara tidak langsung dapat dilakukan dengan menggunakan data waktu baku dan dengan menggunakan data waktu gerakan.
2.14.1 Pengukuran Waktu Kerja dengan Jam Henti
Pengukuran waktu kerja dengan jam henti (Stop watch time study) baik diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang. Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu.
Gambar 2.7 Langkah Stop-Watch Time Study Sumber: Sritomo Wignjosoebroto (2000 : 172)
Pengukuran waktu adalah mengamati pekerjaa dan mencatat waktu kerjanya baik setiap element kerja maupun siklus dengan menggunakan alat (Stop watch) dan metode yang ada. Secara garis besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini dapat diuraikan sebagai berikut :
1. Definiskan pekerjaan yang akan diteliti dan diukur waktu kerjanya dan beritahu kepada pimpinan kerja pada proses tersebut maksud dan tujuan pengukura.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik / spesifikasi mesin atau peralatan lain yang digunakan.
3. Bagi operasi kerja dengan element-element kerja seditail-detailnya namun masih dalam batas kemudahan dalam pengukuran waktunya. 4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan element-element kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak. Test pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Performance untuk element kerja secara penuh dilakukan oleh mesin dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas. Waktu longgar yang akan diberikan guna menghadapi kondisi-kondisi seperti kebutuhan personil yang bersifat pribadi, factor kelelahan, keterlambata material, dan lain-lain.
9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu normal dan waktu longgar.
Bedasarkan langkah-langkah terlihat bahwa pengukuran kerja dengan jam henti ini merupakan cara pengukuran yang objektif karena disini waktu ditetapkan berdasarkan fakta yang terjadi dan tidak Cuma sekedar estimasi secara subjektif. Disini juga akan berlaku juga asumsi-asumsi dasar sebagai berikut :
1. Metoda dan fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan terlebih dahulu sebelum kita mengaplikasikan waktu baku ini untuk pekerjaan yang serupa.
2. Operator harus memahami benar prosedur dan metoda pelaksanaan kerja sebelum dilakukan pengukuran kerja. Operator-operator yang akan dibebani dengan waktu baku ini diasumsikan memiliki tingkat keterampilan dan kemampuan yang sama dan sesuai untuk pekerjaan tersebut.
3. Kondisi lingkungan fisik pekerjaan juga relative tidak jauh berbeda dengan kondisi fisik pada saat pengukuran kerja dilakukan.
Performance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh periode kerja yang ada.
2. 15 Alat-alat Analisa dan Pemecahan Masalah
Model-model pemecahan masalah yang didapat dari hasil olahan data yang berguna untuk menghasilkan keputusan berdasarkan fakta.
2.15.1 Diagram Aliran Material dan Informasi
Diagram aliran material dan informasi ini merupakan penjabaran dari proses bisnis yang ada di suatu area pekerjaan. Dalam diagram ini menjelaskan keterkaitan antara proses satu dengan proses lainnya. Dari gambaran yang didapatkan, juga tercantum detail-detail dari suatu pekerjaan yang initinya menjelaskan bagaimana pekerjaan itu dapat dilakukan dan apa saja hal-hal yang terkai dalam pekerjaan tersebut. Sehingga dapat dibedakan apakah pekerjaan tersebut berhubungan dengan material ataukah hanya sekedar informasi untuk proses berikutnya. Pada dasarnya diagram sebab akibat ini dapat membantu pada kondisi sebagai berikut :
a. Membantu mengidentifikasi masalah dari kondisi yang sebenarnya terjadi. b. Membantu menggambarkan hal-hal penting yang terkait.
c. Membantu menggambarkan aliran dari material dan informasi yang sebenarnya.
2.15.2 Flow Chart
Flow chart adalah penyajian yang sistematis tentang proses dan logika dari kegiatan penanganan informasi. Flow chart adalah suatu bagan dengan simbol-simbol tertentu yang menggambarkan urutan proses secara mendetail dan hubungan antara satu proses dengan proses lainnya.
1. Kemudahan dalam Penjelasan.
Flow chart dapat memberikan gambaran yang efektif, jelas, dan ringkas tentang prosedur logic. Teknik penyajian yang bersifat grafis jelas akan lebih baik daripada uraian-uraian yang bersifat teks khususnya dalam menyajikan logika-logika yang bersifat kompleks.
2. Kemudahan Penganalisaan.
Dengan adanya pengungkapan yang jelas dalam model atau chart, maka para pembaca dapat dengan mudah melihat permasalahan atau memfokuskan perhatian pada area-area tertentu.
3. Kemudalahan dalam menyampaikan komunikasi.
Karena simbol-simbol yang digunakan mengikuti suatu standar tertentu yang sudah diakui secara umum, maka flow chart dapat merupakan alat bantu yang sangat efektif dalam mengkomunikasikan logika suatu masalah atau dalam mendokumentasikan logika tersebut.
Berikut adalah simbol-simbol yang secara umum sudah menjadi standar dalam pembuatan flow chart.
a. : Simbol yang menandakan awal dan akhir dari flow chart.
b. : Simbol yang menandakan proses / pernyataan pada flow chart.
c. : Simbol untuk menuliskan data maupun hasil pada flow chart.
d. : Simbol tempat untuk menuliskan hasil proses untuk dokumentasi.
e. : Simbol untuk melakukan tindakan pilihan berdasarkan terpenuhi atau tidaknya suatu syarat yang ditetapkan.
f. : Simbol bagi pembacaan data / input yang menggunakan kartu berlubang.
g. : Arah atau aliran proses / part. h. : Arah atau aliran informasi. i. : Simbol untuk penghubung.
2.15.3 7 Tools
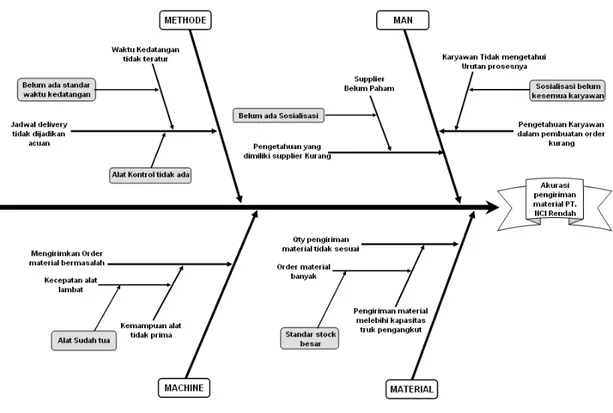
2.15.3.1 Diagram Sebab akibat
Diagram sebab-akibat atau juga dikenal sebagai diagram tulang ikan (Fishbone) digunakan pertama kali oleh Dr. Kaoru Ishikawa, yakni seorang pengajar di Universitas Tokyo yang pertama kali konsep manajemen kualitas pada perusahaan perkapalan Kawasaki. Diagram sebab-akibat adalah suatu diagram yang menunjukkan hubungan antara berbagai penyebab dengan suatu akibat. Berkaitan dengan pengendalian proses statistical, diagram sebab-akibat dipergunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab itu. Pada dasarnya diagram sebabakibat dapat dipergunakan untuk kebutuhan sebagai berikut:
1. Membantu mengidentifikasi akar penyebab suatu masalah. 2. Membantu membangkitkan ide-ide untuk solusi masalah.
Gambar 2.8 Contoh diagram Fishbone
2.15.3.2 Diagram Pareto
Diagram pareto merupakan alat yang digunakan untuk menujukan urutan prioritas suatu masalah yang sudah teridentifikasi. Dalam menentukan urutan tersebut, masing-masing masalah akan dibandingkan terhadap keseluruhan masalah yang ada. Diagram pareto ini juga dapat memperlihatkan perbandingan dari masalah sebelum diadakannya perbaikan dengan sesudah diadakannya perbaikan. Sehingga dapat dilihat apakah masalah yang diperbaiki masih menjadi masalah utama ataukah malah masalah yang sebelumnya paling kecil justru menjadi yang utama. Sehingga perbaikan secara berkesinambungan dapat terlaksana.
Gambar 2.9 Contoh diagram pareto
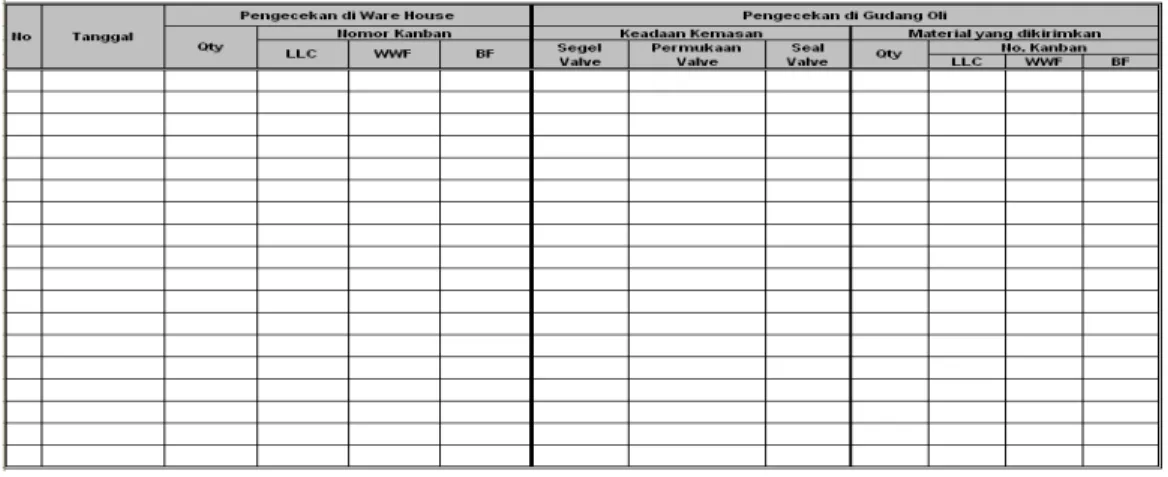
2.15.3.3 Check Sheet
Alat bantu ini sangat tepat digunakan sebagai alat pengumpulan data, tetapi tidak cukup memenuhi syarat bila digunakan untuk menganalisa data, karena semua data yang dikumpulkan adalah data fenomena/fakta yang sedang terjadi / berlangsung. Itulah sebabnya dikatakan bahwa check sheet adalah alat bantu yang digunakan pada saat suatu proses / kegiatan berlangsung.
Gambar 2.10 Contoh check sheet
2.15.3.4 Histogram
Dikenal juga sebagai grafik distribusi frekuensi, salah satu jenis grafik batang yang digunakan untuk menganalisa mutu dari sekelompok
data (hasil produksi), dengan menampilkan nilai tengah sebagai standar mutu produk dan distribusi atau penyebaran datanya. Meski sekelompok data memiliki standar mutu yang sama, tetapi bila penyebaran data semakin melebar ke kiri atau ke kanan, maka dapat dikatakan bahwa mutu hasil produksi pada kelompok tersebut kurang bermutu, sebaliknya, semakin sempit sebaran data pada kiri dan kanan nilai tengah, maka hasil produksi dapat dikatakan lebih bermutu, karena mendekati spesifikasi yang telah ditetapkan.
Gambar 2.11 Contoh diagram Histogram
2.15.3.5 Diagram Scatter
Alat bantu ini sangat berguna untuk mendeteksi korelasi / hubungan antara dua variable / faktor, sekaligus juga memperlihatkan tingkat hubungan tersebut (kuat atau lemah).
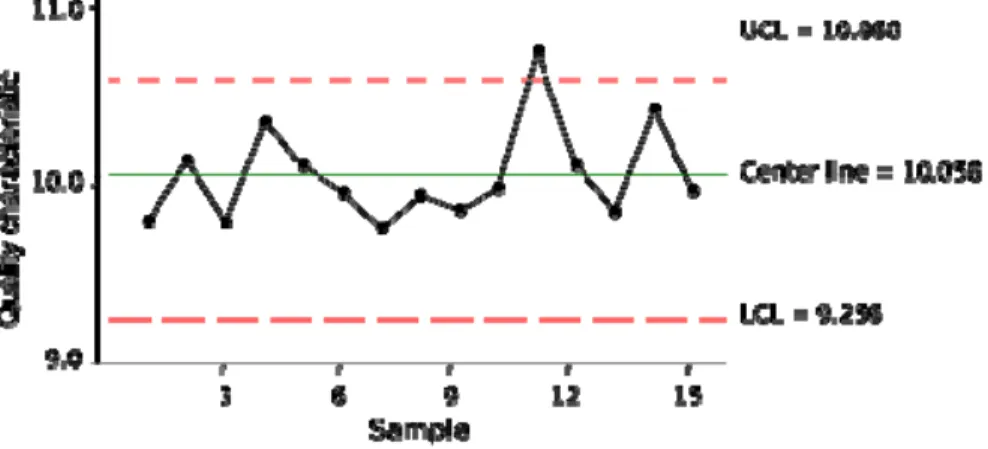
2.6.3.6 Control Chart
Ini adalah sebuah alat bantu berupa grafik yang akan menggambarkan stabilitas suatu proses kerja. Melalui gambaran tersebut akan dapat dideteksi apakah proses tersebut berjalan baik (stabil) atau tidak. Alat bantu ini pertama kali diperkenalkan oleh W.A. Shewhart di Laboratorium Bell Telephone. Karakteristik pokok pada alat bantu ini adalah adanya sepasang batas kendali (Upper dan Lower Limit), sehingga dari data yang dikumpulkan akan dapat terdeteksi kecenderungan kondisi proses yang sesungguhnya. Pada dasarnya alat bantu ini adalah berupa rekaman data suatu proses yang sudah berjalan. Bila data yang terkumpul sebagian besar berada dalam batas pengendalian, maka dapat disimpulkan bahwa proses berjalan dalam kondisi stabil. Tetapi sebaliknya, bila sebagian besar data menunjukkan deviasi di luar batas kendali, maka bisa dikatakan proses berjalan tidak normal, yang bisa berdampak pada penurunan Mutu produk.
Gambar 2.12 Contoh control chart
2.6.3.7 Grafik batang, Lingkaran,Garis, dll.
Grafik biasa digunakan sebagai alat bantu untuk menerangkan suatu kondisi, menggambarkan trend, memprediksi situasi secara lebih jelas, melalui sejumlah data yang digambarkan, baik dalam bentuk batang,
lingkaran, garis dan lain sebagainya. Penggambaran grafik yang tepat akan memberikan kemudahan dalam membaca data yang ditampilkan, sehingga memungkinkan untuk penelitian atau analisa lebih lanjut.
Gambar 2.13 Contoh diagram batang
2. 16 Seven Value Stream
Didalam konteks manufaktur menurut Hines, P., & Rich, N. (1997 : 47), terdapat 3 tipe operasi, yaitu :
1. Non-Value Adding (NVA) / Non-Valuable Work (NVW), yaitu suatu nilai atau kerja yang tidak dibutuhkan dan harus dieliminasi. Contohnya : pergerakan angkut berulang, waktu menunggu, dan penumpukan produk. 2. Necessary but non value adding (NNVA) / Walking (W), yaitu suatu nilai
atau kerja yang tidak ada nilai tambah namun dibutuhkan. Contoh : berjalan untuk mengambil benda kerja.
3. Value adding (VA) / Valuable Work (VW), yaitu suatu nilai atau kerja yang memberi nilai tambah atau dapat mengubah bahan mentah menjadi setengah jadi dengan tenaga manual pekerja. Contoh : sub-assy bagian produk, forging material mentah, atau pengecatan produk.
0 1000 2000 3000 4000 Max. Stock 4000 4000 1000 Std. Stock 2000 2000 600 LLC WWF BF