1
NASKAH PUBLIKASI TUGAS AKHIR
STUDI EKSPERIMENTAL TERJADINYA KEAUSAN PAHAT
PADA PROSES PEMOTONGAN END MILLING PADA
LINGKUNGAN CAIRAN PENDINGIN
Disusun Sebagai Syarat
Untuk Mengikuti Ujian Tugas Akhit Pada Jurusan Teknik Mesin Fakaultas Teknik Universitas Muhammadiyah Surakarta
Disusun Oleh : BAMBANG WIJANARKO
D200 070 078
FAKULTAS TEKNIK JURUSAN TEKNIK MESIN
UNIVERSITAS MUHAMMADIYAH SURAKARTA
3
STUDI EKSPERIMENTAL TERJADINYA KEAUSAN PAHAT PADA PROSES PEMOTONGAN END MILLING PADA
LINGKUNGAN CAIRAN PENDINGIN
Bambang Wijanarko, M.Alfatih Hendrawan, Bambang W. Febriantoko Jurusan Teknik Mesin Fakultas Teknik
Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartasura
Email : b4ms.leo@gmail.com
ABSTRAKSI
Salah satu hal yang tidak bisa dilepaskan dari setiap proses pemesinan adalah
timbulnya keausan pahat setelah dilakukan proses pemotongan. Keausan sendiri timbul karena adanya gesekan antara geram dengan pahat dan antara pahat dengan benda kerja, serta proses perusakan molekul atau ikatan atom pada bidang geser (shear plane). Tujuan dari penelitian ini adalah untuk mengetahui pengaruh pendinginan pada proses frais terhadap keausan pahat, untuk mengetahui besarnya keausan pahat yang terjadi, serta menentukan persamaan rumus regresi dari keausan pahat pada cairan udara dan minyak kacang.
Material yang digunakan adalah pahat end mill berbahan HSS dengan diameter 12 mm. Masing-masing pahat kemudian dilakukan pengujian pemotongan pada permukaan benda kerja VCL dengan putaran mesin 800 rpm, 1000 rpm, 1250 rpm pada kedalaman 0,2 mm, 0,25 mm, 0,3 mm, 0,6 mm, 0,9 mm dengan cairan pendingin tipe udara (kering) dan minyak kacang. Kemudian nilai keausan pahat diukur dengan menggunakan mikroskop.
Hasil penelitian menunjukkan bahwa variasi putaran mesin dan kedalaman makan berpengaruh terhadap nilai keausan pahat end mill. Dari hasil pengujian keausan pahat pada lingkungan cairan pendingin udara (kering) dan minyak kacang menunjukkan bahwa nilai keausan terkecil pada cairan minyak kacang pada kondisi putaran mesin 800 rpm, kedalam 0,3 mm dengan nilai keausan 0,0125mm. Dan nilai keausan terbesar pada cairan udara (kering) pada kondisi putaran mesin 1250 rpm kedalaman 0,3 mm dengan nilai keausan 0,05625 mm.
Kata kunci : Pahat end mill, Keausan pahat, Cairan pendingin
PENDAHULUAN Latar Belakang
Pada dasarnya proses produksi mesin – mesin perkakas bertujuan untuk memotong material ke dalam ukuran yang tepat. Namun dewasa ini, kemajuan teknologi semakin pesat demikian pula kemajuan teknologi di indonesia juga semakin pesat. Dapat
di lihat bahwa semakin banyaknya tuntutan untuk menciptakan suatu produk yang beragam dan terkadang pula dengan jumlah yang banyak. Dan penggunaan mesin frais di indonesia sendiri diharapkan dapat mencukupi tuntutan tersebut.
4 dalam pembuatan dies. Selain untuk memperoleh suatu produk dengan kualitas yang baik, juga diharapkan dies yang dihasilkan dapat dimanfaatkan untuk membuat produk yang sesuai dengan yang diinginkan. Untuk itu, dalam pembuatan dies sendiri sering menggunakan mesin frais karena selain dapat menghasilkan ketepatan, juga akan lebih mudah dalam proses pembuatan dies sendiri.
Peranan mesin frais dalam pembuaatn dies menjadi sangat penting karena akan berpengaruh terhadap produk yang dihasilkan dari dies. Pada proses pembuatannya sendiri bagian yang sering mengalami kerusakan adalah pada bagian pahat. Hal ini biasanya disebabkan oleh beberapa hal seperti lama pemakanan, kedalaman pemakanan dll.
Pada proses milling sendiri memiliki bentuk pahat dan jenis pahat yang berbeda-beda sesuai dengan proses pemakanan yang akan dilakukan. Selain itu juga disesuaikan dengan material pahat dan bahan yang akan dikerjakan. Untuk material lunak menggunakan baja karbon, untuk kecepatan tinggi menggunakan HSS dan untuk material yang keras menggunakan karbida.
Selain itu, yang turut berperan pula dalam proses pemesinan terutama proses milling adalah cairan pendingin. Cairan pendingin disamping sebagai pendingin berguna juga untuk melumasi dan membuang geram serta sebagai penghambat laju korosi pada benda kerja maupun pahat.
Tujuan Penelitian
1. Mengetahui pengaruh pendinginan pada proses frais terhadap keausan pahat.
2. Mengetahui besarnya keausan pahat yang menggunakan cairan pendingin udara dan natural oil.
3. Menentukan persamaan rumus regresi dari keausan pahat pada cairan udara dan natural oil.
Batasan Masalah
1. Bahan benda kerja adalah VCL (baja karbon rendah) dengan panjang 12 cm.
2. Diameter pahat 12 mm.
3. Menggunakan kedalaman pemakanan yang berbeda-beda. 4. Kecepatan makan yang digunakan
pada penelitian ini adalah konstan. 5. Sitem pendinginan
- Natural oil
- Udara
6. Menggunakan metode pendinginan secara manual dan dikucurkan.
7. Pengujian dilakukan dengan menggunakan mesin frais konvensional yang dioperasikan secara otomatis.
8. Pengukuran keausan pahat sesuai dengan standar iso 8688-2.
Tinjauan Pustaka
Tri Paryanto ( 2005 ) melakukan penelitian tentang pengaruh variabel pemotongan pada proses milling terhadap kekasaran permukaan benda kerja. Kecepatan potong berpengaruh terhadap kekasaran permukaan, kecepatan makan berpengaruh terhadap kekasaran permukaan, dan kedalaman pemakanan berpengaruh terhadap kekasaran permukaan. Kecepatan potong semakin besar, maka kekasaran permukaan semakin kecil. Kecepatan makan semakinbesar, maka kekasaran permukaan semakin besar. Dan kedalaman pemakanan semakin besar, maka kekasaran permukaan semakin besar.
Rochmat Effendi, ( 2006 ), melakukan penelitian mengenai pengaruh sistem pendingin pada proses bubut terhadap keausan pahat
5 Penggunaan sistem pendingin pada pembubutan baja St-37 sangat berpengaruh pada tingkat keausan pahat, dimana sistem pendingin dengan metode aliran pendingin (
water coolant ) merupakan cairan
pendingin yang menempati urutan pertama sebagai fluida pendingin yang mampu untuk memperkecil tingkat keausan pahat High Speed Steel ( HSS ).
LANDASAN TEORI Mesin Frais
Menurut Daryanto (2006) mesin frais merupakan mesin perkakas yang mempunyai multi-edge tool atau sisi potong yang banyak. Benda kerja yang akan difrais dicekam kuat pada meja kerja dan mata pahatnya terpasang kuat pada spindle. Anatara benda kerja yang bergerak linier dan mata potong yang bergerak rotasi, keduanya secara simultan, kedalaman pemakanaan ( feed ) benda kerja dipengaruhi oleh gerakan meja kerja. 1. Jenis Mesin frais
a. Mesin Frais Vertikal
Mesin ini mempunyai konstruksi dimana posisi perkakas potong terletak pada poros spindle posisi tegak lurus terhadap meja, posisi spindle vertikal.
b. Mesin Frais Horisontal / rata
Mesin ini mempunyai konstruksi dimana posisi perkakas potong ( milling cutter ) terpasang pada poros spindle pada posisi horisontal / rata.
c. Mesin Frais Universal
Mesin ini dapat dioperasikan sebagai mesin horisontal maupun vertikal untuk pekerjaan yang memiliki keragaman ( kompleksitas ) tinggi. Posisi spindle dapat diubah – ubah menjadi vertikal maupun horisontal.
2. Elemen Dasar Pada Proses Frais Menurut Taufiq Rochim (1993) beberapa elemen-elemen dasar pada proses frais antara lain : a. Kecepatan Potong ( V )
Adalah kecepatan makan pahat dalam satuan meter / menit.
1000 pahat frais yang masuk memotong benda kerja.
c. Waktu pemotongan
Waktu yang dilakukan untuk melakukan proses pemotongan pada benda kerja.
d. Putaran mesin ( n )
Putaran pada poros utama mesin frais dalam satuan rpm. e. Gerak makan pergigi ( fz )
Kedalaman pemakanan dari setiap mata potong dalam satu
f. Kecepatan penghasilan geram (z)
6
Metode Pendinginan
1. Kering
Kering merupakan suatu cara proses pemesinan atau pemotongan logam tanpa menggunakan cairan pendingin melainkan menggunakan partikel udara sebagai media pendingin selama proses pemesinan berlangsung.
2. Basah
Pemberian cairan pendingin selama proses pemesinan memiliki pengaruh yang besar terhadap proses pemesinan.
Cairan pendingin berfungsi sebagai pembersih atau pembawa geram (terutama dalam proses gerinda) dari daerah pemotongan dan melumasi elemen pembimbing (ways) mesin perkakas serta melindungi benda kerja dan komponen mesin dari korosi. Selain itu cairan pendingin juga dapat digunakan untuk memperpanjang umur pahat, dan juga dapat mengurangi panas dan gesekan yang timbul disepanjang daerah pemotongan.
Kerusakan dan keausan pahat
Hampir seluruh energi pemotongan diubah menjadi panas melalui proses gesekan antara geram dengan pahat dan antara pahat dengan benda kerja, serta proses perusakan molekul atau ikatan atom pada bidang geser (shear plane).
Keausan dapat terjadi pada bidang geram dan pada bidang utama pahat. Karena bentuk dan letaknya spesifik, keausan pada bidang geram disebut dengan keausan kawah (crater
wear)dan keausan pada bidang utama
atau mayor dinamakan sebagai keausan tepi (flank wear).
METODE PENELITIAN Alur penelitian
Gambar 1. Diagram penelitian
Bahan dan Alat
Bahan dan alat yang digunakan pada penelitian ini adalah :
1. Material
Material yang digunakan pada penelitian ini adalah jenis baja karbon rendah (VCL). Material dipilih yang memiliki kekerasan yang tinggi, ulet serta tahan terhadap suhu tinggi. Sesuai dengan tujuan penelitian ini adalah untuk pembuatan dies, yang membutuhkan tingkat kekerasan dan kehalusan yang cukup tinggi
Gambar 2. Material VCL Analisis data dan pembahasan
Kesimpulan
fz = kecepatan makan
fz1 = 50 mm/min fz2 = 50 mm/min fz3 = 50 mm/min
a = Kedalaman potong Udara:0,2, 0, 25 &0,3
Persiapan bahan dan alat
Persiapan spesimen
7 2. Cairan Pendingin
Cairan pendingin yang digunakan dalam proses pengefraisan pada penelitian ini adalah jenis natural oil dan udara. Natural oil merupakan cairan pendingin berupa minyak yang masih alami tanpa adanya campuran bahan jenis apapun, dalam hal ini menggunakan minyak kacang. Udara sendiri diperoleh dari lingkungan sekitar tanpa memberikan cairan pendingin jenis apapun.
Gambar 3. Cairan Pendingin (minyak)
3. Mesin Milling
Mesin milling yang digunakan dalam penelitian ini adalah mesin frais universal dengan type X8140A produksi dari China tahun 2008.
Gambar 4. Mesin Milling 4. Pahat Frais
Pahat frais yang digunakan adalah pahat frais End Mill dari jenis HSS dengan seri DIN 844. Dengan merk kobe dengan ukuran diameter 12 mm.
Gambar 5. Pahat Frais
5. Tachometer
Digunakan untuk mengetahui putaran mesin yang sebenarnya pada mesin frais, agar didapatkan data yang benar.
Gambar 6. Tachometer
Proses Pengefraisan
Proses pengefraisan dalam penelitian ini dilaksanakan di Solo Techo Park Surakarta. Pengefraisan dilakukan dengan cara mengefrais permukaan benda kerja dengan metode slot cutting. Kondisi variabel pemotongan seperti putaran mesin (n), kecepatan potong (V), kecepatan pemakanan pergigi (fz), kedalaman potong (a) dan jenis cairan pendingin ditentukan.
Pengukuran Keausan Pahat
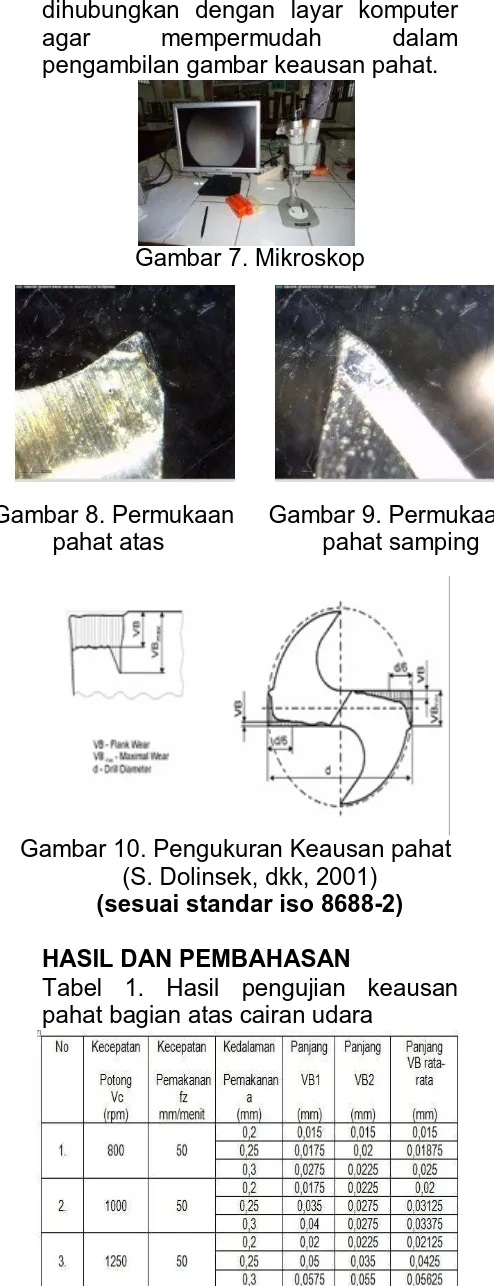
Pengukuran keausan pahat dilakukan dengan menggunakan Mikroskop pada Laboratorium Biologi Universitas Muhammadiyah Surakarta. Mikroskop ini juga dilengkapi dengan skala okuler yang digunakan untuk mengukur keausan pahat dengan ketelitian 0,01mm. Sedangkan untuk bagian yang di ukur tingkat keausan dari pahat yang berdiameter 12 mm adalah bagian atas, dan bagian samping pada pahat karena pada bagian ini terjadi penyayatan dan terjadi gesekan dengan material benda kerja.
8 dihubungkan dengan layar komputer agar mempermudah dalam pengambilan gambar keausan pahat.
Gambar 7. Mikroskop
Gambar 10. Pengukuran Keausan pahat (S. Dolinsek, dkk, 2001)
(sesuai standar iso 8688-2)
HASIL DAN PEMBAHASAN
Tabel 1. Hasil pengujian keausan pahat bagian atas cairan udara
Tabel 2. Hasil pengujian keausan pahat bagian samping cairan udara
Tabel 3. Hasil pengujian keausan pahat bagian atas cairan natural oil
Tabel 4. Hasil pengujian keausan pahat bagian samping cairan natural oil
1. Analisa Anova
a. pengaruh cairan pendingin
terhadap keausan pahat atas (VB1)
General Linear Model: VB1 versus n; a; cairan
Factor Type Levels Values n fixed 3 800; 1000; 1250
a fixed 5 0,20; 0,25; 0,30; 0,60; 0,90 cairan fixed 2 1; 2
Analysis of Variance for VB1, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P n 2 0,0010337 0,0010337 0,0005168 13,53 0,000 a 4 0,0007941 0,0012931 0,0003233 8,46 0,000 cairan 1 0,0018130 0,0018130 0,0018130 47,47 0,000 Error 28 0,0010694 0,0010694 0,0000382
Total 35 0,0047102
S = 0,00618017 R-Sq = 77,30% R-Sq(adj) = 71,62% Gambar 9. Permukaan
pahat samping
Gambar 8. Permukaan pahat atas
9 Hipotesa untuk model ini adalah
H0= pada kondisi yang berbeda data
tidak terjadi perubahan
H1= pada kondisi yang berbeda data
terjadi perubahan
Kemungkinan data terjadi kesalahan () = 5 % = 0,05
Dari data di atas menunjukkan bahwa harga P-value variable putaran (n) 0,000 dan kedalaman pemakanan0,000 berharga lebih kecil bila dibandingkan dengan = 0,05, artinya bahwa putaran mesin dan kedalaman pemakanan berpengaruh terhadap keausan pahat. Begitu pula pada P-value cairan pendingin 0,000 memiliki harga yang sama sehingga, cairan pendingin memiliki pengaruh terhadap keausan pahat.
Dari gambar 11 dapat dikatakan bahwa kedalaman pemakanan (a) mempunyai pengaruh positif terhadap keausan pahat. Artinya bahwa semakin besar kedalaman pemakanan (a), maka semakin besar pula nilai keausan pahat yang terjadi.
Dari gambar 12 dapat dikatakan bahwa putaran mesin (n) mempunyai pengaruh positif terhadap keausan pahat. Artinya bahwa semakin besar putaran mesin (n), maka semakin besar pula nilai keausan pahat yang terjadi.
b. Pengaruh cairan pendingin
terhadap keausan pahat samping (VB1)
Hipotesa untuk model ini adalah
H0= pada kondisi yang berbeda data
tidak terjadi perubahan
H1= pada kondisi yang berbeda data
terjadi perubahan
Kemungkinan data terjadi kesalahan () = 5 % = 0,05
Dari data di atas menunjukkan bahwa harga P-value variable putaran (n) 0,000 dan kedalaman pemakanan 0,000 berharga lebih kecil bila dibandingkan dengan = 0,05, artinya bahwa putaran mesin dan kedalaman pemakanan berpengaruh terhadap keausan pahat. Begitu pula pada P-value cairan pendingin 0,000 memiliki harga yang sama sehingga, cairan pendingin memiliki pengaruh terhadap keausan pahat.
General Linear Model: VB1 versus n; a; cairan
Factor Type Levels Values n fixed 3 800; 1000; 1250
a fixed 5 0,20; 0,25; 0,30; 0,60; 0,90 cairan fixed 2 1; 2
Analysis of Variance for VB1, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P n 2 0,0010337 0,0010337 0,0005168 13,53 0,000 a 4 0,0007941 0,0012931 0,0003233 8,46 0,000 cairan 1 0,0018130 0,0018130 0,0018130 47,47 0,000 Error 28 0,0010694 0,0010694 0,0000382
Total 35 0,0047102
S = 0,00618017 R-Sq = 77,30% R-Sq(adj) = 71,62%
Gambar 13. Grafik pengaruh kedalaman terhadap keausan pahat samping VB2 Gambar 11. Grafik pengaruh kedalaman
terhadap keausan pahat atas VB1
10 Dari gambar 13 dapat dikatakan bahwa kedalaman pemakanan (a) mempunyai pengaruh positif terhadap keausan pahat. Artinya bahwa semakin besar kedalaman pemakanan (a), maka semakin besar pula nilai keausan pahat yang terjadi.
Dari gambar 14 dapat dikatakan bahwa putaran mesin (n) mempunyai pengaruh positif terhadap keausan pahat. Artinya bahwa semakin besar putaran mesin (n), maka semakin besar pula nilai keausan pahat yang terjadi.
2. Analisa Regresi
a. Analisa keausan pahat atas pada cairan pendingin udara
Analisa regresi yang dilakukan adalah analisa regresi linear, sehingga didapatkan perumusan :
Log VB1 = - 4,97 + 1,47 Log n + 1,65
Log a
Sehingga perumusan hubungan keausan pahat dan variabel pemotongan yaitu :
VB1=0,0000107n1,47a1,65
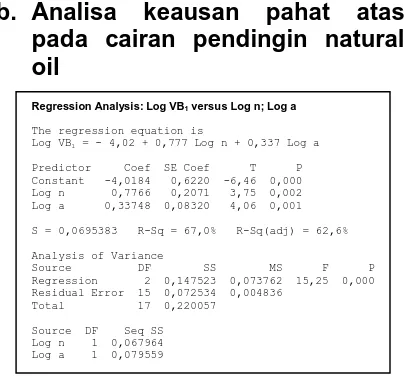
b. Analisa keausan pahat atas pada cairan pendingin natural oil
Analisa regresi yang dilakukan adalah analisa regresi linear, sehingga didapatkan perumusan :
Log VB1 = - 4,02 + 0,777 Log n +
0,337 Log a
Sehingga perumusan hubungan keausan pahat dan variabel pemotongan yaitu :
VB1 = 0,0000954n0,777a0,0337
c. Analisa keausan pahat samping pada cairan pendingin udara
Analisa regresi yang dilakukan adalah analisa regresi linear, sehingga didapatkan perumusan :
Log VB2 = - 1,45 + 0,567 Log n + 2,92
Log a
Sehingga perumusan hubungan keausan pahat dan variabel pemotongan yaitu :
VB2 = 0,035n0,567a2,92
Regression Analysis: Log VB1 versus Log n; Log a The regression equation is
Log VB1 = - 4,97 + 1,47 Log n + 1,65 Log a Residual Error 15 0,08506 0,00567
Total 17 0,58345 Source DF Seq SS Log n 1 0,24325 Log a 1 0,25514
Regression Analysis: Log VB1 versus Log n; Log a The regression equation is
Log VB1 = - 4,02 + 0,777 Log n + 0,337 Log a Residual Error 15 0,072534 0,004836
Total 17 0,220057 Source DF Seq SS Log n 1 0,067964 Log a 1 0,079559
Regression Analysis: Log VB2 versus Log n; Log a The regression equation is
Log VB2 = - 1,45 + 0,567 Log n + 2,92 Log a Residual Error 15 0,19102 0,01273
Total 17 1,02396 Source DF Seq SS Log n 1 0,03620 Log a 1 0,79674
11
d. Analisa keausan pahat samping pada cairan pendingin natural oil
Analisa regresi yang dilakukan adalah analisa regresi linear, sehingga didapatkan perumusan :
Log VB2 = - 3,21 + 0,554 Log n +
0,164 Log a
Sehingga perumusan hubungan keausan pahat dan variabel pemotongandan satu diantaranya adalah aus. Aus terjadi karena adanya perubahan energi mekanik pemotongan menjadi energi panas. Perubahan energi tersebut terjadi akibat adanya gesekan antara pahat dan benda kerja, benda kerja dan geram, serta proses perusakan molekuler (ikatan atom) pada bahan bidang geser (Shear plan). (Rochim, 1993)
Berdasarkan hasil-hasil penelitian mengenai keausan dan kerusakan pahat, ada beberapa faktor yang menyebabkan terjadinya aus pahat diantaranya adalah proses kimiawi, oksidasi, adhesi, dan beberapa proses lainnya. Faktor ini sangat berpengaruh dan hal ini dipicu oleh beban mekanik atau termal sehingga terjadi keausan tepi (Flank
Wear), aus kawah (Creater Wear),
maupun terjadinya penumpukan geram.
Dari hasil percobaan dan analisa data yang telah dilakukan, dapat dikatakan bahwa antara kedua jenis cairan pendingin yang digunakan dalam percobaan ini yaitu jenis udara dan natural oil keduanya memiliki kemampuan untuk menghambat keausan pahat end mill yang berbeda. Dalam hal ini cairan pendingin jenis natural oil jauh lebih bagus dibandingkan dengan cairan pendingin jenis udara. Hal ini dikarenakan terjadi kontak langsung antara cairan pendingin dengan pahat end mill yang cukup besar. Sedangkan untuk jenis udara sendiri tidak demikian, dan cenderung seolah-olah tidak dilakukan pendinginan sama sekali, sehingga menyebabkan pahat lebih mudah aus.
Sedangkan dari kedua jenis cairan pendingin tersebut nilai keausan pahat terkecil didapatkan nilai 0,0125 mm pada kondisi putaran 800 rpm pada kedalaman 0,3 mm yaitu pada cairan natural oil dan keausan terbesar didapatkan nilai 0,05625 mm pada putaran 1250 rpm pada kedalaman 0,3 mm yaitu pada cairan jenis udara. Sedangkan nilai keausan terkecil dari masing-masing cairan pendingin yaitu 0,0125 mm putaran 800 rpm dan kedalaman 0,3 mm untuk natural oil dan untuk cairan udara diperoleh 0,015 mm putaran 800 rpm dan 100 rpm pada kedalaman 0,3 mm.
Untuk keausan terbesar dari masing-masing cairan yaitu 0,05625 mm pada putaran 1250 rpm dan kedalaman 0,3 mm pada cairan udara. Dan untuk cairan natural oil diperoleh 0,035 mm pada putaran 1250 rpm dan kedalaman 0,9 mm.
Sedangkan dilihat dari variasi parameter yang telah dilakukan, untuk variasi putaran mesin atau (n) mempunyai pengaruh positif terhadap keausan pahat. Dapat dikatakan bahwa semakin besar putaran mesin
Regression Analysis: Log VB2 versus Log n; Log a The regression equation is
Log VB2 = - 3,21 + 0,554 Log n + 0,164 Log a Residual Error 15 0,061947 0,004130
12 (n), maka semakin besar pula nilai keausan pahat yang terjadi. Akan tetapi kenaikan tersebut tidak begitu terlihat signifikan. Begitu pula pada variasi kedalaman pemakanan (a) juga mempunyai pengaruh positif terhadap keausan pahat. Dimana semakin besar kedalaman pemakanan (a), maka semakin besar pula nilai keausan pahat yang terjadi. Akan tetapi kenaikan tersebut tidak begitu terlihat signifikan.
Akan tetapi bila dilihat dari nilai keausan pahat yang terjadi, apabila proses pemotongan dilakukan tanpa menggunakan media pendinginan, maka akan timbul nilai keausan pahat yang cukup besar. Hal ini terbukti antara nilai keausan pahat yang menggunakan cairan pendingin dan tanpa menggunakan cairan pendingin, jauh lebih besar nilai keausan pahat yang tanpa cairan pendingin. Sehingga pahat jauh lebih mudah aus dibandingkan yang menggunakan cairan pendingin.
KESIMPULAN
Berdasarkan pengamatan hasil penelitian yang telah dilakukan, maka dapat diambil kesimpulan bahwa : 1. Cairan pendingin memiliki pengaruh
yang sangat besar terhadap keausan pahat, yaitu mampu menghambat atau mengurangi
terjadinya keausan pahat. Masing-masing cairan pendingin memiliki kemampuan hambat berbeda-beda antara satu dengan yang lain. 2. Pada cairan natural oil terjadi
kontak antara cairan pendingin dengan pahat sehingga terjadi pendinginan pada pahat dan nilai keausannya menjadi lebih kecil. Sedangkan pada cairan udara nilai keausannya jauh lebih besar karena tidak terjadi pendingin pada pahat end mill.Nilai keausan pahat terkecil pada cairan pendingin natural oil adalah 0,0125mm dan nilai keausan terbesar adalah 0,035. Dan nilai Nilai keausan pahat terkecil pada cairan pendingin udara adalah 0,015mm dan nilai keausan terbesar adalah 0,05625.
3. Persamaan regresi untuk keausan pahat atas pada cairan pendingin udara VB1=0,0000107n1,47a1,65.
Persamaan regresi untuk keausan pahat atas pada cairan pendingin
natural oil
VB1=0,0000954n0,777a0,0337.
Persamaan regresi untuk keausan pahat samping pada cairan pendingin udara VB2=0,035n0,567a2,92. Persamaan
13
DAFTAR PUSTAKA
Daryanto, Drs. 2006. Mesin Perkakasa Bengkel. Jakarta : Rineka Cipta.
Dolinsek, Slavko, dkk. 2001. Wear Mechanisms of Cutting Tools in High-Speed
Cutting Processes. Slovenia : University of Ljubljana, Faculty of Mechanical
Engineering. @ Elsevier
Effendi, Rochmat. 2006. Pengaruh Sistem Pendingin Pada Proses Bubut
Terhadap Keausan Pahat High Speed Steel ( HSS ). Tugas Akhir. Surakarta :
Universitas Muhammadiyah Surakarta.
Juanda. 2008. Karakteristik Aus Pahat Karbida Berlapis pada Proses
Pembubutan Kering Bahan Otomotif. Tugas Akhir. Medan : Universitas
Sumatera Utara.
Paryanto, Tri. 2005. Pengaruh Variabel Pemotongan Pada Proses Milling
Terhadap Kekasaran Permukaan Benda Kerja. Tugas Akhir. Surakarta :
Universitas Muhammadiyah Surakarta.
R Gill, Arthur dkk. 2005. Technology Of Machine Tools. New York : Mc Graw Hill.
Terheijden, C.Van. 1994. Alat-alat Perkakas 3. Bandung : Rina Cipta.