Modifikasi di
Primary Reformer
Pabrik Ammonia
Dwi Ika Basitha 1*, Putu Suwarta1, Sutikno 1 , Soeharto 1, Indra Sidharta1 Jurusan Teknik Mesin, Institut Teknologi Sepuluh November, Surabaya, Indonesia1
Abstrak
Tube katalis HP-40 Mod (Fe-25Cr-35Ni-Nb-Ti) adalah suatu komponen penting dalam dunia industri pupuk yang terdapat didalam primary reformer. Primary reformer berfungsi untuk mengubah gas hidrokarbon dan steam menjadi gas hidrogen. Tube katalis telah beroperasi dalam 10 tahun (2002-2012) dan mengalami overheating pada bagian bawah tube selama setahun terakhir. Penelitian ini bertujuan untuk mengetahui pengaruh overheating terhadap tube katalis. Analisa dilakukan dengan melakukan pengujian kekerasan Microhardness, Vickers hardness serta pengamatan struktur mikro dengan menggunakan mikroskop optis dan Scanning Electron Microscope (SEM). Untuk menghitung sisa umur tube katalis berdasarkan ketebalan lapisan (oxide scale thickness) menggunakan metode Larson Miller Parameter. Akibat dari overheating adalah kedua ring tube katalis menunjukkan timbulnya presipitasi karbida sekunder dan primary carbide yang telah mengalami coarsening. Kedua ring tube juga mengalami kerusakan creep dengan timbulnya creep void dan fissure pada karbida primer. Namun, diantara kedua ring, ring A mengalami kerusakan creep yang lebih parah dengan ring B. Kedua ring mengalami kenaikan kekerasan pada seluruh bagian dari tube katalis. Berdasarkan LMP,sisa umur tube katalis ring A adalah 2.11 tahun dan ring B adalah 8.4 tahun.
Kata kunci: Tube katalis, umur sisa, oxide scale thickness, overheating, creep, Larson-Miller Parameter
1. Pendahuluan
Tube katalis adalah suatu komponen penting dalam dunia industri pupuk yang terdapat didalam primary reformer. Primary reformer
ini berfungsi untuk mengubah gas hidrokarbon dan steam menjadi gas hidrogen.
Tube katalis beroperasi pada temperatur antara 700 – 900°C sehingga sangat rawan untuk mengalami kegagalan creep dan oksidasi.
Tube katalis memiliki umur desain sebesar 11.000 jam atau sekitar 11.5 tahun. Bahan tube katalis pabrik amoniak terbuat dari HP-40 Mod (Fe-25Cr-35Ni-Nb-Ti) dan dibuat dengan menggunakan proses
centrifugal casting. Sifat dari material ini adalah memiliki nilai creep rupture yang baik, kemampuan las yang baik, tahan terhadap proses oksidasi, dan thermal fatigue. Tube katalis yang diteliti adalah tube katalis yang sudah beroperasi selama 10 tahun sejak tahun 2002 hingga tahun 2012 dan tube ini juga yang paling sering mengalami hot spot
dimana bekerja diatas temperatur 900°C. Adanya overheating pada tube dapat mengakibatkan terjadinya kerusakan atau
failure sebelum melewati umur desainnya [Jenabali,2004].
Penelitian ini bertujuan untuk mengetahui pengaruh overheating terhadap tube katalis, sehingga dapat diketahui umur sisa dari tube
katalis.
2. Metode Penelitian
2.1 Pengamatan Struktur Mikro
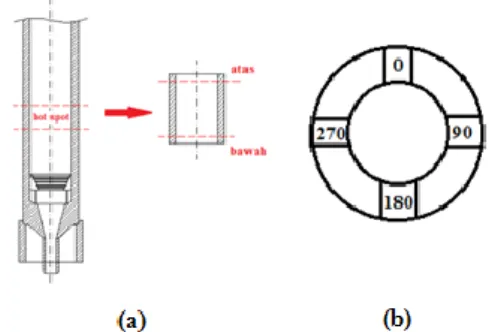
Pengamatan struktur mikro dilakukan pada bagian tube yang telah dipotong pada bagian atas dan bagian bawah tube yang mengalami
overheating. Spesimen dipreparasi dengan menggunakan prosedur metalografi standar yang melibatkan grinding dan polishing. Proses etsa dilakukan dengan mencelupkan spesimen ke dalam cairan Fluor regia yang terdiri dari campuran 30 ml HF dan 10 ml HNO3 selama 10 detik, kemudian spesimen segera dicuci dengan menggunakan alkohol atau dilap menggunakan tisu. Gambar 1 adalah skema dari bagian tube katalis yang dipotong. Bagian atas disebut dengan ring A dan bagian bawah disebut dengan ring B, kemudian tiap ring akan dibagi menjadi empat spesimen berdasarkan degree interval
seperti pada gambar 1.b.
Gambar 1. (a) Skema tube katalis yang dipotong, (b) spesimen pengujian sesuai degree interval
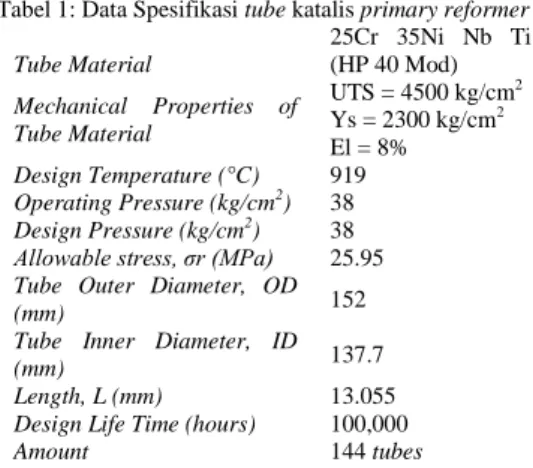
Tabel 1: Data Spesifikasi tube katalis primary reformer Tube Material 25Cr 35Ni Nb Ti (HP 40 Mod) Mechanical Properties of Tube Material UTS = 4500 kg/cm2 Ys = 2300 kg/cm2 El = 8% Design Temperature (°C) 919 Operating Pressure (kg/cm2) 38 Design Pressure (kg/cm2) 38
Allowable stress, σr (MPa) 25.95
Tube Outer Diameter, OD
(mm) 152
Tube Inner Diameter, ID
(mm) 137.7
Length, L (mm) 13.055
Design Life Time (hours) 100,000
Amount 144 tubes
Struktur mikro dari spesimen tersebut diamati dengan menggunakan Scanning Electron Microscope (SEM) Zeiss metode
Backscattered Electron (BSE) dengan specimen tanpa perlakuan etsa dan Mikroskop Optis (MO) Olympic yang dilengkapi dengan kamera digital.
2.2 Pengujian Kekerasan
Pengujian kekerasan dilakukan dengan dua
testing yaitu microhardness test dan Vickers hardnesstest. Pada pengujian microhardness test dilakukan indentasi sebanyak 5 titik untuk bagian inner (lapisan oksida), 3 titik untuk bagian middle (matrik austenit), dan 3 titik untuk bagian outer. Pengujian kekerasan
Microvickers yang dilakukan menggunakan pembebanan 100 gram force dimana indentasi yang dihasilkan adalah berupa indentasi mikro.
Gambar 2. Titik lokasi pengujian microhardness Pada pengujian Vickers hardness dilakukan indentasi sebanyak 3 titik pada masing – masing bagian inner, middle, outer dari ring
A dan ring B seperti yang ditunjukkan pada Gambar 2. Pengujian dilakukan dengan pembebanan 30 kg.
2.3 Perhitungan Remaining Life
Perhitungan remaining life dilakukan dengan metode Larson-Miller Parameter. Metode Larson Miller parameter didasarkan pada ketebalan lapisan oksida dari tube katalis. Hal pertama yang dilakukan adalah mengetahui
tube metal temperature dan tegangan yang bekerja pada tube katalis :
1. Perhitungan Maximal Elastic Hoop Stress
dengan menggunakan persamaan [Ray,2008] :
( ) ( )
P adalah tekanan operasi (N/mm2), b adalah jari – jari luar tube (mm), a adalah jari – jari dalam tube (mm).
2. Perhitungan tube metal temperature
dengan menggunakan oxide scale thickness dengan menggunakan persamaan Patterson dan Rettig [Viswanathan,1995] dimana t adalah 87840 hours :
( )
X adalah oxide scale thickness dalam mils (10-4 inch), T adalah tube metal temperature dalam °C, t = waktu operasi dalam jam
3. Perhitungan sisa umur dengan menggunakan Larson Miller Parameter.
( )
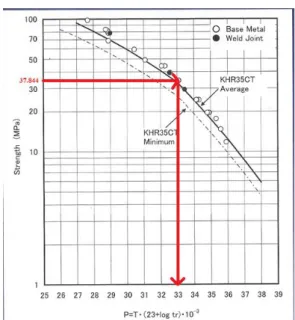
Untuk menghitung sisa umur (tr) perlu diketahui nilai P atau LMP yang didapat dari grafik Larson Miller Parameter pada gambar 9. Hasil dari perhitungan tegangan kerja diplot pada grafik dan diekstrapolasi untuk mendapatkan nilai LMP.
3. Hasil Penelitian
3.1 Pengamatan Struktur Mikro
Gambar 3 adalah hasil pengamatan dengan menggunakan mikroskop optis untuk ring A, sedangkan gambar 4 adalah hasil dari pengamatan mikroskop optis untuk ring B. Dari kedua hasil pengamatan tersebut menunjukkan primary carbide pada material yang telah mengalami aging mengalami
coarsening. Primary carbide Lapisan oksida Oriented Void
Gambar 3. Struktur mikro (MO) tube katalis primary reformer ring A (a) bagian inner, (b) bagian middle tube,
(c) bagian outer [[
Pada bagian inner dari tube katalis sangat jelas terlihat adanya lapisan oksida yang terbentuk. Presipitat dari karbida sekunder terlihat pada matriks austenit dengan persebaran yang berbeda di setiap posisi pada
ring A dan ring B. Presentase keberadaan karbida sekunder pada ring A lebih sedikit dan halus daripada ring B. Pada ring A ditemukan beberapa creep void yang sudah berorientasi, sedangkan ring B hanya berupa
void. Creep void terletak pada primary carbide. Pada bagian outer ditemukan adanya
chromium depleted zone yang bebas dari
primary carbide.
Gambar 4. Struktur mikro (MO) tube katalis primary reformer ring B (a) bagian inner, (b) bagian middle tube,
(c) bagian outer
Gambar 5. SEM BSE pada bagian outer (a) Ring A, (b) Ring B
Gambar 5 adalah hasil dari pengamatan SEM BSE pada bagian outer. Kedua gambar tersebut menunjukkan terjadinya chromium depleted zone dan adanya cavities
disepanjang bagian yang dekat dengan OD. Presipitasi karbida sekunder yang berwarna putih adalah karbida niobium yang ditunjukkan oleh tanda panah.
Gambar 6. SEM BSE pada bagian middle (a) Ring A, (b) Ring B
Pada hasil SEM BSE pada bagian middle
menunjukkan dua jenis karbida yang dibedakan berdasarkan warna. Karbida yang berwarna abu–abu diidentifikasikan sebagai karbida kromium, sedangkan yang berwarna putih diidentifikasikan sebagai karbida niobium [Antonello,2010]. Di dalam matriks austenit terlihat presipitasi yang berwarna keabu–abuan yang diidentifikasikan sebagai karbida kromium sekunder. Creep void
terlihat pada beberapa karbida kromium primer.
Gambar 7. SEM mode BSE pada bagian inner (a) Ring A, (b) Ring B
Gambar 7 menunjukkan hasil SEM BSE untuk ring A dan ring B pada bagian inner. Keberadaan primary carbide dan karbida sekunder tidak jauh berbeda dari hasil SEM BSE pada bagian middle. Namun, terdapat lapisan oksida yang terbentuk disepanjang bagian inner. 3.2 Pengujian Kekerasan Karbida sekunder Chromium depleted zone Cavitie s voi d Lapisan oksida Karbida niobium Karbida kromium Cavitie s Karbida sekunder Chromium depleted zone
Gambar 8. Grafik kekerasan rata – rata untuk ring A tube katalis
Gambar 9. Grafik kekerasan rata – rata untuk ring B tube katalis
Gambar 8 dan 9 adalah gambar kekerasan rata – rata pada ring A dan ring B tube
katalis dengan menggunakan pengujian
microhardness. Hasil yang didapatkan pada
ring A menunjukkan kecenderungan yang relatif sama dengan ring B tube katalis. Pada bagian middle spesimen uji yang diindentasi adalah bagian matriks austenit memiliki nilai kekerasan yang lebih rendah daripada bagian
inner dan outer.
HP-40 modifikasi memiliki nilai kekerasan sebesar 179+1 HV [Antonello,2010]. Nilai kekerasan yang dihasilkan lebih tinggi dari pada nilai kekerasan material awal.
2.3 Perhitungan Remaining Life
Perhitungan remaining life dilakukan dengan metode Larson-Miller Parameter. Metode Larson Miller parameter didasarkan pada ketebalan lapisan oksida dari tube katalis. Hal pertama yang dilakukan adalah mengetahui
tube metal temperature dan tegangan yang bekerja pada tube katalis :
1. Perhitungan Maximal Elastic Hoop Stress
dengan menggunakan persamaan [Ray,2008] : ( ) ( ) (( ) ( ) ) (( ) ( ) )
2. Perhitungan tube metal temperature
dengan menggunakan oxide scale thickness dengan menggunakan persamaan Patterson dan Rettig [Viswanathan,1995] dimana t adalah 87840 hours :
( )
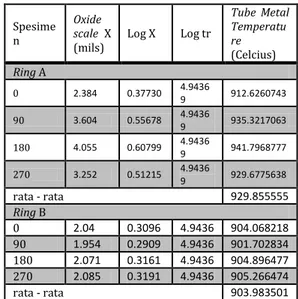
Tabel 2: Hasil perhitungan tube metal temperature
berdasarkan ketebalan oxide scale pada ring
A dan ring B
Spesime n
Oxide scale X
(mils) Log X Log tr
Tube Metal Temperatu re (Celcius) Ring A 0 2.384 0.37730 4.9436 9 912.6260743 90 3.604 0.55678 4.9436 9 935.3217063 180 4.055 0.60799 4.9436 9 941.7968777 270 3.252 0.51215 4.9436 9 929.6775638 rata - rata 929.855555 Ring B 0 2.04 0.3096 4.9436 904.068218 90 1.954 0.2909 4.9436 901.702834 180 2.071 0.3161 4.9436 904.896477 270 2.085 0.3191 4.9436 905.266474 rata - rata 903.983501
3. Perhitungan sisa umur dengan menggunakan Larson Miller Parameter.
( )
Berdasarkan Gambar 10 didapatkan nilai P atau LMP sebesar 33. Berdasarkan nilai LMP yang telah didapatkan, umur sisa dari tube katalis dapat dilihat pada tabel 3.
Tabel 3: Hasil Perhitungan Prakiraan atau Prediksi Umur Sisa tube katalis pada ring A dan ring
B
Spesimen Temperatur rata - rata Perkiraan sisa umur (tahun) Ring A 925.8555 2.118070588 Ring B 903.983 8.420660948 0 100 200 300
inner middle outer
HV
Posisi
Lokasi 0 Lokasi 90 Lokasi 180 Lokasi 270
0 100 200 300
inner middle outer
HV
Posisi
Gambar 10. Grafik Larson Miller Parameter dan nilai LMP yang didapat berdasarkan tegangan kerja tube
katalis
4. Pembahasan
Pada hasil pengujian mikroskop optis, bagian
outer untuk kedua sampel ring menunjukkan adanya area dimana tidak terlihat adanya
primary carbide (gambar 3.c dan 4.c). Setelah diuji menggunakan SEM BSE, area tersebut merupakan chromium depleted zone
dimana hanya terlihat karbida sekunder yang berupa karbida niobium (gambar 5). Pada bagian outer, karbida kromium tidak tampak pada bagian tersebut disebabkan karena terjadi difusi kromium untuk pertumbuhan lapisan oksida kromium [Antonello,2010].
Isolated cavities dalam jumlah yang cukup banyak juga terlihat pada hasil SEM BSE dan mikroskop optis.
Dari gambar 6 dapat dilihat bahwa presentase karbida kromium lebih banyak daripada karbida niobium. Pada temperatur 700 – 900°C karbida niobium menjadi tidak stabil dan bertransformasi menjadi G – phase [Antonello,2010]. Hal ini dapat dilihat pada gambar 11 dimana pada fase yang berwarna terang (karbida niobium) terdapat dua warna yang berbeda. Fase yang lebih terang adalah G – phase (Ni – Nb – Si), sedangkan fase yang abu – abu (tanda panah putih) diidentifikasikan sebagai (NbTi)C [Jaganathan,2007].
Gambar 11. SEM BSE pada bagian tengah (a) perbesaran dari gambar 6.a (b) perbesaran dari gambar
6.b
Creep void dan fissure berada pada presipitat interdendritik terutama menyerang pada karbida kromium. Karbida kromium lebih rentan untuk membentuk void, cavities
dan microcrack daripada karbida niobium dan G-phase [Jaganathan,2007]. Karbida niobium menyebabkan temperatur dan tegangan untuk membentuk void menjadi lebih tinggi sehingga void maupun fissure
pada karbida niobium tidak ditemukan pada penelitian ini. Void terjadi akibat tube
beroperasi pada temperatur tinggi sehingga atom-atom memiliki energi yang memungkinkan untuk bergerak meninggalkan tempatnya dan menimbulkan adanya
vacancies. Vacancies yang berkumpul akan menjadi void.
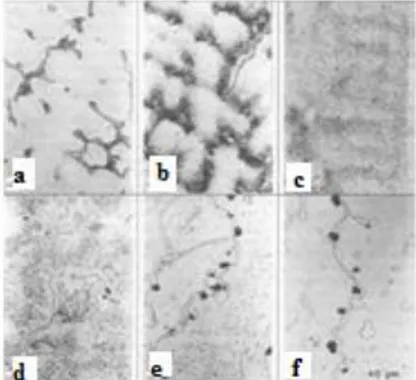
Pada hasil pengujian struktur mikro dan SEM BSE (Gambar 3-7), morfologi dari struktur mikro pada ring A dan ring B sama seperti morfologi struktur mikro yang telah mengalami aging pada tahap V (gambar 12.e) dimana pada batas butir terdapat creep void,
karbida sekunder yang tersebar merata pada matriks austenit, dan primary carbide
mengalami coarsening. Selain itu, hasil dari studi lapangan dan hasil perhitungan tube metal temperature pada tabel 3 menunjukkan bahwa temperatur operasi berada pada range
temperatur aging tahap V yaitu antara 900 -1000°C. Berdasarkan analisa diatas, kedua
tube katalis yang diuji telah memasuki tahap
aging yang kelima.
Gambar 3.b dan 4.b juga menunjukkan perbandingan presentase karbida sekunder antara kedua ring. Pada ring A jumlah karbida sekunder lebih sedikit daripada ring
G-phase
B. Pada hasil pengujian mikroskop optis dan pengukuran pada pengujian microhardness juga menunjukkan bahwa ketebalan lapisan oksida pada ring A lebih tebal daripada ring B. Jumlah karbida sekunder yang lebih sedikit pada ring A dan lapisan oksida ring A yang lebih tebal memperkuat analisa bahwa temperature ring A lebih tinggi dari ring B. Dari perbedaan tingkat kerusakan tersebut menunjukkan bahwa ring A mengalami aging dan kerusakan creep yang lebih parah daripada ring B.
Gambar 12. Tahap aging selama tube beroperasi (HK-40 steel) (a) Tahap I (b) Tahap II (c) Tahap III (d) Tahap
IV (e) Tahap V (f) Tahap VI [May,2006] Analisa temperatur ring A lebih tinggi dari ring B juga diperkuat dengan perhitungan tube metal temperature
menggunakan ketebalan lapisan oksida yang telah ditunjukkan pada tabel 3 dimana tube metal temperature pada ring A lebih besar dari pada ring B dan sisa umur dari ring B lebih lama daripada ring A. Overheating
dapat terjadi akibat katalis yang ada pada bagian dalam tube katalis mengalami
collapse yang menyebabkan gangguan terhadap proses fluida atau disebabkan karena kerusakan pada burner [May,2006].
Akibat dari overheating juga menurunkan sifat mekanik dari tube katalis tersebut. Kekerasan tube katalis HP 40 Modifikasi adalah 179+1 HV [Antonello,2010], namun pada hasil pengujian kekerasan dengan menggunakan metode microhardness
maupun Vickers hardness, nilai kekerasan dari tube katalis tersebut melampaui nilai kekerasan spesifikasi dari tube HP – 40 modifikasi akibat dari adanya pertumbuhan dari presipitasi karbida.. Nilai kekerasan pada
ring B juga lebih besar dari pada ring A disebabkan karena ring A diduga sebagai hot spot yang dapat menyebabkan turunnya kekuatan dari tube sehingga kekerasan pada
ring A pun menjadi lebih kecil.
5. Kesimpulan
Setelah dilakukan rangkaian pengujian dan analisa data, maka dapat diperoleh beberapa kesimpulan sebagai berikut :
1. Berdasarkan pengamatan mikroskop optis dan SEM dapat dilihat perbedaan tingkat kerusakan creep antara kedua sampel ring. Kedua sampel ring
menunjukkan adanya creep void, timbulnya presipitasi karbida sekunder pada matriks austenit dan coarsening
pada primary carbide. Ring A mengalami kerusakan creep yang lebih parah dibandingkan dengan ring B akibat dari temperatur tube ring A lebih besar daripada ring B yang didukung dengan beberapa fakta yang ditemukan yaitu karbida sekunder yang lebih halus dan sedikit, adanya fissure pada primary carbide, tingkat coarsening primary carbide pada ring A lebih banyak, serta dari hasil perhitungan tube metal temperature-nya
2. Berdasarkan hasil pengujian kekerasan, kedua tube katalis mengalami degradasi sifat mekanik. Kedua ring tube semakin getas yang ditunjukkan dari hasil kekerasan tube katalis yang meningkat, baik pada pengujian microhardness
maupun Vickers hardness akibat adanya pertumbuhan presipitasi karbida. 3. Hasil perhitungan remaining life
berdasarkan ketebalan lapisan oksida 4. menunjukkan sisa umur dari ring A
adalah 2.11 tahun dan ring B 8.4 tahun.
6. Pustaka
Antonello Alvino, D. L. (2010). Engineering Failure Analysis. Damage characterization in two reformer heater tubes after nearly 10 years of service at different operative and maintenance conditions .
Eds.A.K.Ray, S. G. (2008). Remaining Life Assessment of Aged Component Thermal Power Plants and Petrochemical Industries, Vol2. Residual life estimation of high temperature tubings based on oxide scale thickness measurement , 43-56.
May, T. L. (2006). Reformer Furnace : Materials, Damage Mechanism and Assessment , 99-119.
S. A. Jenabali Jahromi, M. N. (2004). Iranian Journal of Science and Technology.
Primary Reformer Tube of Ammonia Plant , 269-271.
Viswanathan, R. (1995). Damage Mechanisms and Life Assessment of High Temperature Components. USA: ASM International.
Jaganathan Swaminathan, K. G. (2007). Engineering Failure Analysis. Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater Tubes , 313 - 331.
Raluca Voicu, E. A. (2009). Material Characterization. Microstrusture evolution of HP40-Nb alloys during aging under air at 1000 C , 1020-1027.