PENGARUH PERLAKUAN PANAS TERHADAP SIFAT FISIS
DAN MEKANIS PADA BAJA KARBON RENDAH
TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Diajukan Oleh :
ANGGORO EKO PRASTOWO N I M : 015214119
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
ii
THE INFLUENCE OF HEAT TREATMENT TO THE
PHYSICAL PROPERTIES AND MECHANICAL PROPERTIES
OF LOW-CARBON STEEL
FINAL PROJECT
Presented as Partial Fulfillment of the Requirements to Obtain the Sarjana Teknik Degree
in Mechanical Engineering
By :
ANGGORO EKO PRASTOWO STUDENT NUMBER : 015214119
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
iv
v
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam tugas akhir ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu perguruan tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta, 23 Juli 2007
LEMBAR PERNYATAAN PERSETUJUAAN
PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN
AKADEMIS
Yang bertanda tangan dibawah ini, saya mahasiswa universitas sanata dharma : Nama :ANGGORO EKO PRASTOWO
NIM : 015214119
Demi pengembangan ilmu pengetahuan, saya memberikan kepada perpustakaan universitas sanata dharma karya ilmiah saya yang berjudul :
PENGARUH PERLAKUAN PANAS TERHADAP SIFAT FISIS
DAN MEKANIS PADA BAJA KARBON RENDAH
Beserta perangkat yang diperlukan (bila ada). Dengan demikiaan saya memberikaan kepada perpustakaan universitas sanata dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, pengelolanya dalam bentuk penyangkalan data, mendistribusikan secara terbatas, dan mempublikasikannya di internet atau media lain untuk kepentingan akademis tanpa perlu memintak izin dari saya. Mau pun memberikan royalti kepada saya selama tetap mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya. Dibuat diyogyakarta
vi
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yesus Kristus atas kasih karunia, bimbingan dan penyertaan yang telah diberikan, sehingga penulis dapat menyelesaikan Tugas Akhir ini dengan baik.
Penyusunan tugas akhir ini adalah salah satu syarat memperoleh gelar Sarjana Teknik di Jurusan Teknik Mesin Fakultas Teknik Universitas Sanata Dharma.
Pada kesempatan ini, penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada pihak yang telah membantu dalam menyelesaikan tugas akhir ini :
1. Romo Ir. Greg Heliarko, S.J., S.S., B.S.T., M.A., M.Sc., selaku Dekan Fakultas Sains dan Teknologi Universitas Sanata Dharma.
2. Bapak Budi Sugiharto, S.T., M.T., selaku Ketua Program Studi Teknik Mesin Fakultas Sains dan Teknologi Universitas Sanata Dharma.
3. Bapak Ir. Rines, M.T., selaku Pembimbing Akademik.
4. Bapak Doddy Purwadianto, S.T., M.T., selaku Pembimbing Tugas Akhir. 5. Seluruh dosen dan karyawan Fakultas Sains dan Teknologi Universitas
vii
6. Bapak Martono, Laboran Ilmu Logam yang banyak membantu dalam penelitian.
7. Alm, Bapak dan Ibu yang selalu mendukung baik moril maupun materi, terima kasih atas kesabaran, kepercayaan dan doanya selama ini.
8. Istriku Feri Tyas Maharani, dan adikku Sri Tanjung terima kasih atas dukungan dan doanya.
9. Team Perpatahan dan Kelelahan (Willy, Apriyadi, Ipran, Alex), dan teman-teman Teknik Mesin khususnya TM ’01 atas dukungan dan kerjasamanya.
10.Teman-teman IPDC atas bantuan dan kebersamaannya.
11.Rekan-rekan dan semua pihak yang membantu dalam penulisan tugas akhir ini.
Penulis
viii
INTISARI
Penelitian ini bertujuan untuk membandingkan kekuatan tarik, kekuatan lelah, kekerasan brinel, struktur makro,dan struktur mikro pada baja karbon rendah yang mengalami perlakuan panas. Sampel yang digunakan baja karbon rendah yang mempunyai komposisi kimia C 0,195%, Cr 0,001%, Mn 0,514% , Mo 0,109%, Mn 0,514%, Si 0,136%.
Proses penelitian ini dilakukan dengan memanaskan benda uji pada suhu 920°C dan 460°C. Ketika mencapai suhu yang ditentukan, suhu kemudian ditahan selama 3 jam agar suhu pemanasan merata dilanjutkan dengan pendinginan secara perlahan dan sebagian dengan pendinginan cepat menggunakan media air. Pengujian yang dilakukan pada benda uji adalah uji tarik, uji kelelahan, uji kekerasan, uji struktur mikro dan uji struktur makro.
ix ABSTRACT
This Research was held to compare the tensile intensity, the fatigue intensity, the brinell hardness, the macrostructures and microstructures of low-carbon steels which got steel-treating process. The samples that were used in this research were low-carbon steels. The chemical composition of the low-carbon steels are C 0,195%, Cr 0,001%, Mn 0,514%, Mo 0,109%, Si 0,136%.
The process of this research was done by giving the specimen a treatment 920°C and 450°C. When it reached the expected temperature, the temperature was restrained until 3 hours to get the same temperature. After that some specimen got a slow cooling treatment and the other got a quick cooling treatment by giving them water. In this research the writer held some tests to the specimen. They are stress test, fatigue test, hardness test, microstructure test, and macrostructure test.
x
DAFTAR ISI
HALAMAN JUDUL... i
HALAMAN PENESAHAN... iii
HALAMAN PERNYATAAN ... v
KATA PENGANTAR ... vii
INTISARI ... viii
DAFTAR ISI ... x
DAFTAR GAMBAR ... xiii
DAFTAR TABEL... xv
BAB I. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan Penelitian ... 2
1.3. Batasan Masalah ... 3
BAB II. DASAR TEORI ... 4
2.1. Produksi Baja ... 4
2.2. Klasifikasi Baja ... 4
2.3. Klasifikasi Baja Karbon Biasa (Plain Carbon Steel) ... 5
2.4. Pengaruh Unsur-Unsur Baja ... 7
2.5. Baja Perkakas ... 10
2.6. Baja Tahan Karat ... 11
2.7. Perlakuan Panas ... 11
2.8. Pengujian Bahan ... 14
2.8.1. Pengujian tarik ... 16
2.8.2. Pengujian kelelahan ... 21
2.8.3. Pengujian kekerasan brinell ... 22
xi
2.8.5. Pengujian struktur kristal ... 28
2.9. Patah pada Benda Uji ... 29
2.9.1. Kegagalan akibat kelelahan bahan ... 30
2.9.2. Batas kelelahan (endurance limit ) ... 33
BAB III. METODE PENELITIAN ... 35
3.1. Skema Penelitian ... 35
3.2. Pembuatan Spesimen ... 36
3.2.1. Bahan pengujian tarik ... 36
3.2.2. Bahan pengujian kelelahan ... 36
3.2.3. Bahan pengujian kekerasan ... 37
3.3. Proses Perlakuan Panas Annealing ... 37
3.4. Peralatan ... 38
3.5. Pengujian Bahan ... 39
3.5.1. Pengujian tarik ... 39
3.5.2. Pengujian kelelahan ... 40
3.5.3. Pengujian kekerasan ... 40
3.5.4. Pengujian struktur kristal ... 42
3.5.4.1. Pengujian struktur mikro ... 42
3.5.4.2. Pengujian struktur makro ... 43
BAB IV. HASIL PENELITIAN DAN PEMBAHASAN ... 44
4.1. Hasil Uji Komposisi ... 44
4.2. Pengujian Tarik ... 45
4.2.1. Data hasil pengujian ... 45
4.2.2. Perhitungan ... 47
4.2.3. Pembahasan ... 48
4.3. Pengujian Kelelahan ... 48
4.3.1. Pengujian kelelahan baja annealing suhu 920°C ... 48
4.3.2. Pengujian kelelahan baja quencing suhu920°C ... 50
xii
4.3.4. Pengujian kelelahan baja tempering disertai pendinginan
cepat suhu 460ºC ...55
4.3.5. Pembahasan ... 57
4.4. Pengujian Kekerasan Brinell ... 57
4.4.1. Pembahasan ... 59
4.5. Pengujian Struktur Mikro... 60
4.5.1. Pembahasan ... 62
4.6. Pengujian Struktur Makro ... 62
4.6.1. Pembahasan ... 64
BAB V. KESIMPULAN DAN SARAN ... 66
5.1. Kesimpulan ... 65
5.2. Saran ... 66
xiii
DAFTAR GAMBAR
Gambar 2.1. Metallographi dari baja dengan bermacam-macam kadar karbon . .7
Gambar 2.2. Diagram Fe-C ... 14
Gambar 2.3. Diagram s – e baja ... 17
Gambar 2.4. Pengujian kelelahan ... 22
Gambar 2.5. Prinsip uji kekerasan brinell ... 24
Gambar 2.6. Irisan penampang uji brinell ... 26
Gambar 2.7. Prinsip pengukuran kekerasan rockwell ... 27
Gambar 2.8. Diagram S-N untuk logam besi dan bukan besi ... 34
Gambar 3.1. Skema penelitian ... 35
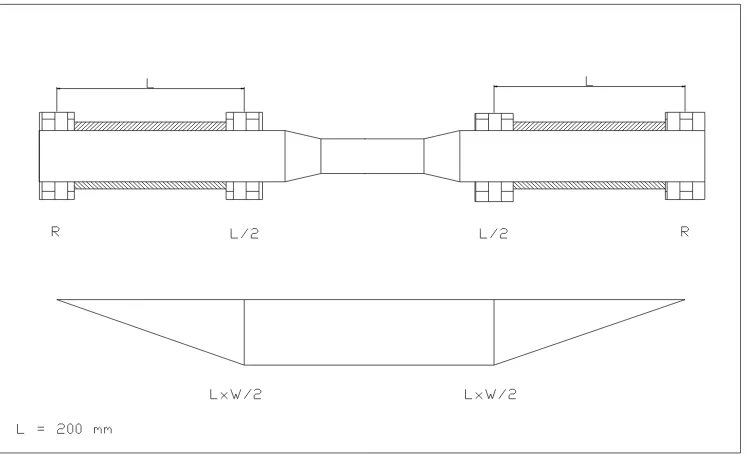
Gambar 3.2. Spesimen uji tarik ... 36
Gambar 3.3. Spesimen uji kelelahan ... 37
Gambar 4.1. Grafik tegangan tarik ... 46
Gambar 4.2. Diagram S-N baja annealing disertai pendinginan cepat suhu 920°C...51
Gambar 4.3. Diagram S-N hasil pengujian pada suhu 920°C ... 52
Gambar 4.4 Gambar 4.5. Diagram S-N baja tempering suhu 460°C ... 54
Gambar 4.5. Diagram S-N baja tempering disertai pendinginan cepat suhu 460°C ... 56
Gambar 4.6. Diagram S-N hasil pengujian pada suhu 460°C ... 56
Gambar 4.7. Grafik kekerasan brinell ... 59
Gambar 4.8. Struktur mikro baja annealing suhu 920°C ... 60
Gambar 4.9. Struktur mikro baja annealing disertai pendinginan cepat suhu 920°C ... 60
Gambar 4.10. Struktur mikro baja tempering suhu 460°C... 61
Gambar 4.11. Struktur mikro baja tempering disertai pendinginan cepat suhu 460°C... 61
xiv
suhu 920°C ... 63 Gambar 4.14. Struktur makro baja annealing suhu 460°C... 64 Gambar 4.15. Struktur makro baja annealing disertai pendinginan cepat
xv
DAFTAR TABEL
Tabel 2.1. Klasifikasi baja menurut SAE Dan AISI ... 10
Tabel 2.2. Diameter penetrator ... 23
Tabel 4.1. Komposisi baja karbon rendah ... 44
Tabel 4.2. Uji tarik baja annealing suhu 920°C ... 45
Tabel 4.3. Uji tarik baja annealing disertai pendinginan cepat suhu 920°C ... 45
Tabel 4.4. Uji tarik baja tempering suhu 460°C... 46
Tabel 4.5. Uji tarik baja tempering disertai pendinginan cepat suhu 460°C... 46
Tabel 4.6. Uji kelelahan baja annealing disertai pendinginan cepat suhu 920°C ... 51
Tabel 4.7. Uji kelelahan baja tempering suhu 460°C ... 53
Tabel 4.8. Uji kelelahan baja tempering disertai pendinginan cepat suhu 460°C ... 55
Tabel 4.9. Pengujian kekerasan baja annealing suhu 920°C ... 58
Tabel 4.10. Pengujian kekerasan baja annealing disertai pendinginan cepat suhu 920°C ... 58
Tabel 4.11. Pengujian kekerasan baja tempering suhu 460°C ... 58
1
BAB I
PENDAHULUAN
1.1 Latar Belakang Penelitian
Dewasa ini kemajuan teknologi semakin berkembang pesat khususnya dalam
bidang industri, dalam dunia industri banyak komponen-komponen yang dibuat dari
bermacam-macam bahan yang sangat membutuhkan ketelitian dan ketepatan dalam
pemilihannya. Hal ini menuntut manusia untuk dapat berkembang dan lebih maju, itulah
yang kita lihat dan rasakan sekarang ini.
Dalam dunia industri permesinan, sarana yang mendukung sangatlah penting.
Dimana sarana yang ingin dicapai adalah tepat guna dan sangat efektif untuk menunjang
suatu perangkat, sehingga dapat digunakan sesuai keinginan. Dalam dunia permesinan
sendiri dapat terbagi bermacam-macam elemen penyusunnya, salah satunya adalah poros.
Dimana poros digunakan untuk meneruskan daya ataupun sebagai penyangga beban yang
akan ditransmisikan. Dalam prakteknya bahan-bahan penyusun poros sangat penting
untuk diperhitungkan, karena dari bahan itulah akan didapat suatu komposisi yang dapat
disesuaikan dengan kebutuhan.
Salah satu bahan yang baik untuk keperluan tersebut adalah Baja.
Suatu bahan yang dirancang untuk penggunaan yang lama membutuhkan tingkat
ketelitian yang tinggi, baja dengan segala sifat mekanik yang diinginkan memiliki
kekuatan, ketangguhan, kekerasan, dan lain-lain, sehingga dapat digunakan sebagai
perancangan suatu piranti teknik seperti : Poros kereta Api, rotor generator, pembuatan
2
Karena beberapa keunggulan dari baja, dari tahun ke tahun pengunaan logam jenis ini
semakin meningkat. Dari sekian banyak komponen yang terbuat dari baja yang ada
dipasaran, penulis memilih baja karbon rendah, sebagai bahan penyusunan tugas akhir.
Baja karbon rendah yang digunakan sebagai media penelitian, dibuat dalam
bentuk poros tanpa takik, dan akan dilakukan penelitian lebih lanjut untuk mengetahui
pengaruh terhadap sifat fisis dan mekanis dari bahan uji, ini dilakukan dengan perlakuan
panas normalisasi dan tanpa perlakuan panas.
1.2. Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Membandingkan kekuatan tarik baja annealing dengan baja quencing,
tempering dan tempering dengan pendinginan cepat.
2. Membandingkan kekuatan lelah baja annealing dengan baja quencing
tempering dan tempering dengan pendinginan cepat.
3. Membandingkan kekerasan baja annealing dengan baja quencing tempering
dan tempering dengan pendinginan cepat.
4. Membandingkan struktur mikro baja annealing dengan baja quencing
tempering dan tempering dengan pendinginan cepat.
5. Membandingkan struktur makro patahan baja annealing dengan baja quencing
3
1.3. Batasan Penelitian
Dalam penelitian ini,perlakuan panas yang dilakukan adalah panas annealing pada
suhu 920ºC, quncing pada suhu 920ºC, tempering pada suhu 460ºC, dan tempering
dengan pendinginan cepat selama 3 jam. Adapun pengujian yang bersifat fisis yaitu
struktur mikro dan pengamatan struktur patahan, sedangkan pengujian yang bersifat
4
BAB II
DASAR TEORI
2.1. Produksi Baja
Bijih besi hasil tambang dilebur di dalam dapur tinggi (blast furnace) untuk
memperoleh besi mentah (pig iron). Besi mentah hasil dapur tinggi masih
mengandung unsur-unsur C, Si, Mn, P dan S dengan jumlah cukup besar. Untuk
mendapatkan baja sesuai keinginan maka kandungan unsur-unsur tersebut perlu
dikurangi. Jadi proses pembuatan baja adalah proses untuk mengurangi kadar C, Si,
Mn, P dan.S dari besi mentah lewat oksidasi peleburan.
2.2. Klasifikasi Baja
Baja dapat diklasifikasikan, antara lain :
1. Baja karbon biasa (plain carbon steel)
2. Baja paduan rendah (high-strength, low-alloy steel)
3. Low-alloy structural steel
4. Baja tahan karat (stainless steel)
5. Baja tuang/cor (cast steel)
6. Baja perkakas (tool steel)
5
2.3. Klasifikasi Baja Karbon Biasa (Plain Carbon Steel)
Baja karbon adalah baja yang hanya terdiri dari besi (Fe) dan karbon (C) saja
tanpa bahan-bahan paduan yang lain. Beberapa unsur yang lain kadang-kadang
terdapat pada baja karbon tetapi dengan kadar/prosentanse yang sangat kecil,
misalnya Si, Mn, S, P. Berdasarkan tinggi rendahnya prosentase karbon di dalam baja
maka baja karbon dikelompokkan sebagai berikut :
1. Baja karbon rendah (<0,3%C)
Karena karbon yang dikandung sangat rendah maka baja ini lunak dan
tidak dapat dikeraskan. Baja ini dapat dituang, dikeraskan permukaannya
(case hardening), mudah dilas dan ditempa. Baja dengan prosentase
karbon di bawah 0,15% memiliki machianability yang jelek (sukar
dikerjakan dengan mesin). Baja karbon rendah biasanya dipergunakan
untuk konstruksi jembatan, bangunan dan lain-lain.
2. Baja karbon sedang (0,3<C<0,7%)
Jenis baja ini lebih keras, dapat dikeraskan dan ditempering. Sifat-sifat
lain dari baja ini adalah dapat dilas dan dikerjakan pada mesin dengan
baik.
3. Baja karbon tinggi (0,7<C<1,7%)
Baja ini lebih cepat dikeraskan daripada jenis yang lain karena kadar
karbon yang lebih tinggi. Penggunaan jenis baja ini sangat terbatas karena
6
Baja karbon tinggi biasanya dipergunakan untuk pegas dan alat-alat
pertanian
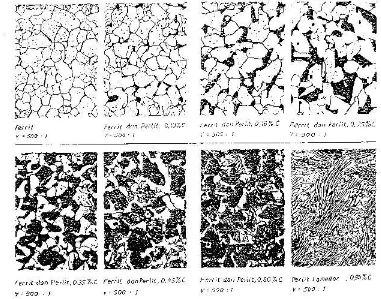
Dengan naiknya kadar karbon (%C) maka bertambah besarlah noda flek hitam
(flek perlit) bersama ini berkurang flek putih (ferrit = besi murni). Pada saat kadar
karbon mencapai 0,85%, maka besi dalam keadaan jenuh terhadap karbon. Struktur
seperti ini disebut perlit lamellar, yaitu campuran yang sangat halus dan berbentuk
batang-batang kristal. Campuran kristal tersebut terdiri dari ferrit dan sementit. Jadi
jika kadar karbon bertambah besar sementit akan berkurang dan flek-flek perlit akan
bertambah. Kadar karbon mencapai jenuh jika sudah sebesar 0,85% dengan demikian
7
Gambar 2.1. Metallographi dari baja dengan bermacam-macam kadar karbon
(Sumber: Suroso. Ant, Sudibyo. S, Ilmu Logam, ATMI, hal 25)
2.4. Pengaruh Unsur-Unsur Baja
Pengaruh unsur-unsur pada baja, antara lain :
1. Unsur Sulfur (S)
Kadar sulfur harus dibuat sekecil mungkin karena akan unsur S akan
menurunkan kualitas baja. Kadar S dalam jumlah banyak menjadikan baja
8
2. Unsur Phosfor (P)
Kadar phosfor harus dibuat sekecil mungkin karena unsur P akan
menurunkan kualitas baja. Kadar P dalam jumlah banyak menjadikan baja
rapuh pada suhu rendah (dingin). Kadang-kadang unsur P perlu
ditambahkan pada baja agar mudah dikerjakan dengan mesin perkakas dan
juga mendapatkan ukuran tatal lebih kecil ketika dikerjakan dengan mesin
otomatis.
3. Unsur Mangan (Mn)
Semua baja mengandung Mn karena diperlukan dalam proses pembuatan
baja. Kadar Mn lebih kecil dari 0,6% tidak dianggap sebagai unsur paduan
karena tidak mempengaruhi sifat baja secara mencolok. Unsur Mn dalam
proses pembuatan baja berfungsi sebagai deoxider (pengikat O2) sehingga
proses peleburan dapat berlangsung baik. Kadar Mn rendah dapat juga
menurunkan kecepatan pendinginan kritis.
4. Unsur Silikon (Si)
Unsur Si selalu terdapat pada baja. Unsur ini menurunkan laju
perkembangan gas sehingga mengurangi sifat berpori baja. Si akan
menaikkan tegangan tarik, menurunkan kecepatan pendinginan kritis.
Unsur Si harus selalu ada dalam baja walaupun dalam jumlah kecil untuk
9
5. Nikel (Ni)
Unsur Ni memberi pengaruh sama seperti Mn yaitu menurunkan suhu
kritis dan kecepatan pendinginan kritis. Kadar Ni cukup banyak
menjadikan baja austenit pada suhu kamar. Ni membuat struktur butiran
halus dan menaikkan keuletan baja.
6. Molybden (Mo)
Molybden berperan dalam pembentukan karbida. Sehingga Mo dapat
meningkatkan kekerasan baja, ketahanan terhadap keausan, meningkatkan
ketangguhan dan kekuatan pada temperatur tinggi.
7. Wolfram (W)
Wolfram dapat membentuk karbida. Sehingga baja paduan W dapat
menaikkan kekerasan baja dan kemampuan potong.
8. Vanadium (V)
Vanadium berperan dalam pembentukan karbid. Vanadium membuat baja
10
Tabel 2.1. Klasifikasi baja menurut SAE dan AISI
AISI Number Tipe
1XXX Baja Karbon (Carbon Steels) 10XX Plain Carbon Steel
11XX Free Cutting (S)
12XX Free Cutting (S) dan (P)
13XX Mn tinggi (High manganese) (1,6 - 1,9%Mn) 2XXX Baja Nikel (Nickel Steels) (3,5 - 5.0%Ni) 3XXX Nickel - Chromium (1,0 - 3,5%Ni;0,5 - 1,75%Cr)
4XXX Molybdenum
40XX Mo (0,15 - 0,30%Mo) 41XX Mo,Cr (0,08 - 0,35%Mo;0,4 - 1.1%Cr) 43XX Mo,Cr,Ni (1,65 - 2%Ni;0,4 - 0,9%Cr;0,2 - 0,3%Mo) 44XX Mo (0,35 - 0,6%Mo)
46XX Mo,Ni (low) (0,7 - 2%Ni;0,15 - 0,3%Mo)
47XX
Mo,Cr,Ni (0,9 - 1,2%Ni;0,35 - 0,55%Cr;0,15 - 0,4%Mo)
49XX Mo,Ni (high) (3,25 - 3.75%Ni;0,2 - 0,3%Mo)
5XXX Chromium
50XX Cr (0,2 - 0,6%Cr) 51XX Cr (0,7 - 1,15%Cr)
6XXX Chromium - Vanadium
61XX Cr,V (0,5 - 1,1%Cr;0,1 - 0,15%V)
8XXX Ni,Cr,Mo
9XXX Baja lain
92XX High Silicon (1,2 - 2,2%Si) 93XX Ni,Cr,Mo (3 - 3,5%Ni,...) 94XX Ni,Cr,Mo (0,3 - 0,6%Ni,…)
2.5. Baja Perkakas
Baja perkakas mengandung unsur-unsur Mo, W, Cr dan V dengan jumlah
cukup besar sehingga baja menjadi lebih keras dan tahan terhadap keausan.
Baja perkakas pada umumnya mempunyai syarat-syarat sebagai berikut :
11
2. Kemampuan terhadap beban kejut.
3. Kemampuan untuk mempertahankan diri terhadap keausan dan gesekan.
2.6. Baja Tahan Karat
Baja tahan karat mempunyai daya tahan terhadap korosi yang berbeda
tergantung pada kandungan kromium (Cr). Baja austenitik termasuk group baja Cr-Ni
(seri 300). Baja ferritik (seri 400) tidak dapat dikeraskan dengan perlakuan panas.
Baja tahan karat dapat dibedakan atas :
1. Baja tahan karat austenitik
2. Baja tahan karat ferritik
3. Baja tahan karat martensitik
2.7. Perlakuan Panas
Perlakuan panas adalah suatu proses pemanasan dan pendinginan logam
dalam keadaan padat untuk mengubah sifat-sifat fisis logam tersebut. Maksud dari
perlakuan panas pada logam, antara lain :
1. Meningkatkan kekerasan.
2. Meningkatkan kemampuan potong.
3. Melunakkan baja dan memudahkan pemesinan lebih lanjut.
4. Menghilangkan tegangan dalam.
5. Memperbesar atau memperkecil besar butir.
12
Jenis-jenis perlakuan panas, antara lain :
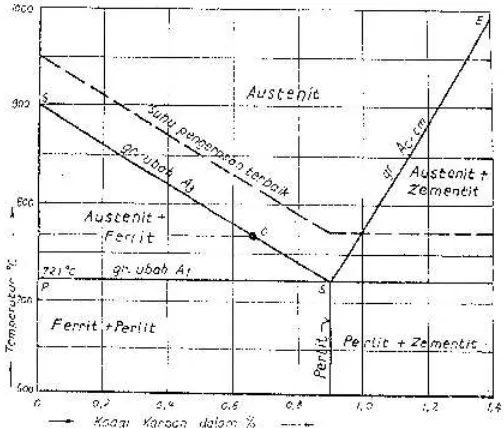
1. Anil (Annealing)
Pada perlakuan panas annealing, baja dipanaskan sampai suhu tertentu dan
kemudian didinginkan sampai suhu kamar. Pemanasan dilakukan pada suhu
30°-50°C diatas garis GSE pada diagram Fe-C. Baja hypoeutectoid
dipanaskan 30°-50°C diatas garis GS, sedangkan baja hypereutectoid
dipanaskan 30°-50°C di atas garis SE pada diagram Fe-C. Dengan perlakuan
panas annealing maka baja akan menjadi lebih liat.
Tujuan utama dari anil adalah pelunakan sehingga baja yang keras dapat
dikerjakan melalui permesinan atau pengerjaan dingin, apabila logam yang
telah dipanaskan di atas daerah kritis, maka struktur kembali menjadi austenit
dan pendinginan perlahan-lahan memungkinkan terjadinya transformasi dari
austenit menjadi sruktur yang lebih lunak. Suhu pemanasan proses anil
tergantung pada komposisi dan laju pemanasan ditentukan oleh bentuk dan
variasi ukuran profil, harus diusahakan agar suhu merata. Apabila suhu anil
sudah merata maka baja didiamkan beberapa lama, biasanya dipergunakan
waktu 45 menit, baja dengan ketebalan 25 mm pada penampang yang lebih
besar, agar kekerasan minimal dan keuletan maksimal maka laju pendinginan
(diffusion coating) harus lambat, hal ini dapat dilakukan pendinginan dalam
13
2. Normalisasi (Normalisation)
Proses pemanasan baja 30°C-50°C di atas daerah kritis dan ditahan dalam
beberapa waktu kemudian disusul dengan pendinginan dalam udara.
Tujuan dari normalisasi adalah menghilangkan tegangan dalam.
3. Pengerasan (Hardening)
Proses pemanasan baja sampai suhu di daerah kritis atau di atas daerah
kritis ditahan dalam beberapa waktu kemudian disusul dengan
pendinginan cepat (quenching).
Tujuan dari perlakuan panas ini untuk membuat baja menjadi keras.
4. Tempering
Proses pemanasan kembali baja yang sudah dikeraskan pada suhu di
bawah suhu kritis disusul dengan pendinginan perlahan. Baja yang sudah
diquenching menjadi sangat keras tetapi bersifat rapuh sehingga tidak
sesuai bagi kebanyakan penggunaan.
Tujuan dari perlakuan panas ini untuk menghilangkan/mengurangi
tegangan dalam, menurunkan kekerasan dan menaikkan keuletan.
Berdasarkan temperatur pemanasan ada 3 macam tempering untuk baja,
yaitu :
a) Tempering temperatur rendah (150°C-350°C)
Tujuannya untuk menghilangkan tegangan dalam dan menaikkan
14
b)Tempering temperatur sedang (350°C-450°C)
Tujuannya untuk mengurangi kekerasan dan menaikkan keuletan.
c) Tempering temperatur tinggi (450°C-650°C)
Tujuannya untuk memperoleh keseimbangan antara kekuatan dan
keuletan bahan.
Gambar 2.2. Diagram Fe-C
2.8. Pengujian Bahan
Pengujian bahan dimaksudkan untuk mengetahui sifat-sifat bahan dari bahan
yang diuji.
Sifat-sifat suatu bahan, antara lain :
1. Sifat mekanis
15
b) Tegangan kelelahan.
c) Kekerasan, dll.
2. Sifat kimia
a) Tahanan korosi.
b) Stabilitas.
c) Tahanan pada oksidasi, dll.
3. Sifat fisik
a) Panas spesifik.
b) Kerapatan.
c) Konduktifitas listrik, dll.
Pengujian mekanis dapat dibedakan atas 2 jenis, yaitu :
1. Pengujian yang bersifat merusak (destruktif) benda uji antara lain :
a) Uji tarik.
b) Uji kelelahan.
c) Uji geser.
2. Pengujian yang bersifat tak merusak (non destrukif) benda uji antara lain :
a) Uji kekerasan (Brinell, Rockwell, Vickers, Knoop).
b) Uji ultrasonik.
16
2.8.1. Pengujian tarik
Benda uji diberi beban/gaya tarik secara perlahan-lahan dari nol
sampai maksimum dan akhirnya benda uji putus. Beban tarik yang bekerja
pada benda uji akan menimbulkan pertambahan panjang disertai pengecilan
diameter benda uji.
2 4 1 D A
A F1 1
A FB B
100% L L Dengan :
A = Luas penampang benda uji (mm2)
D = Diameter benda uji (mm)
?L = Pertambahan panjang (mm)
e = Regangan (%)
s1 = Tegangan tarik (kg/mm2)
sB = Tegangan patah (kg/mm2)
F1 = Beban maksimum (kg)
17
Perbandingan antara pertambahan panjang (? L) dengan panjang awal benda
uji (L) disebut regangan (e).
L L
Perbandingan antara perubahan penampang setelah pengujian dan penampang
awal (sebelum pengujian) disebut kontraksi (?)
0 0
A A
A f
Dengan :
A0 = luas penampang awal benda uji
Af = luas penampang akhir benda uji
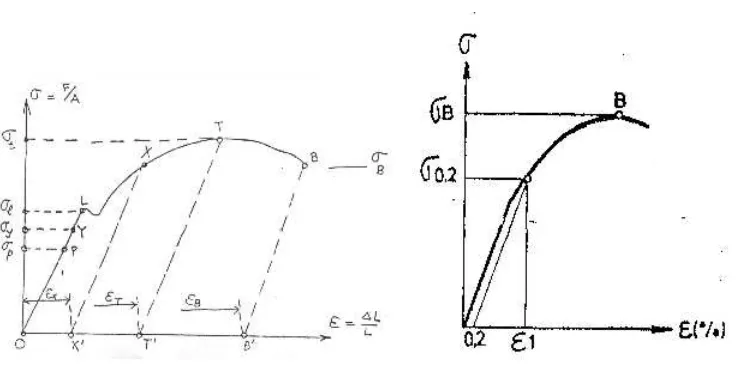
Hubungan antara tegangan yang timbul s (s = F/A) dan regangan yang timbul
(e) selama pengujian dapat digambarkan sebagai berikut :
18
Hubungan s dan e uji tarik benda liat.
sp : tegangan proporsional
sy : tegangan elastis
sl : tegangan luluh
st : tegangan tarik
sB : tegangan patah
eX, eT, eB : masing-masing merupakan regangan pada saat pembebanan berada
pada titik X,T,B (XX’ // TT’ // BB’ // PO).
Tegangan pada titik P disebut tegangan batas proporsional (sp) yaitu tegangan
tertinggi dimana hukum Hooke masih berlaku/dipenuhi.
Hukum Hooke :
A E L F A L F E L . . . 1 Dengan mengambil A F dan L L
, maka hukum Hooke di atas dapat dinyatakan dalam
bentuk E
Apabila beban tarik diperbesar sampai titik Y (ada pertambahan
panjang ? L) kemudian beban diturunkan sampai titik O (beban ditiadakan)
maka benda uji akan kembali ke panjang semula (L). Tetapi bila pembebanan
sudah berada di atas titik Y (dengan pertambahan panjang tertentu) kemudian
19
kembali panjang semula. Dalam hal ini benda uji telah mempunyai regangan
permanen atau disebut juga regangan plastis.dalam kondisi ini dapat
disimpulkan bahwa titik Y merupakan titik batas elastis benda uji dan
tegangan pada titik Y disebut tegangan elastis bahan (sy).
Tegangan maksimum st disebut juga kekuatan tarik (tensile strength =
ultimate stress) merupakan tegangan tertinggi yang dimiliki benda uji sebagai
reaksi terhadap beban yang diberikan.Setelah titik T, tegangan turun dan
benda uji akhirnya putus pada saat tegangan sB. Selama pembebanan
berlangsung dari titik O sampai titik T, diameter benda uji mengecil secara
seragam (terjadi pertambahan panjang). Selama pembebanan berlangsung dari
titik T sampai titik B, diameter benda uji berubah tidak seragam melainkan
terjadi pengecilan setempat lebih cepat dibandingkan dengan tempat-tempat
lainnya. Pengecilan diameter setempat ini disebut “necking” dan pada
akhirnya benda uji putus pada daerah necking tersebut.
Hukum Hooke hanya berlaku pada benda-benda yang memiliki batas
proporsional seperti baja lunak, sedang pada benda-benda yang tidak memiliki
batas proporsional seperti besi tuang dan tembaga hukum Hooke tidak
berlaku.
Sifat-sifat dari beban tarik, antara lain :
1. Modulus elastisitas
Modulus elastisitas adalah ukuran kekakuan suatu bahan. Makin besar
20
akibat pemberian tegangan. Modulus elastisitas ditentukan oleh gaya ikat
antar atom. Karena gaya-gaya ini tidak dapat diubah tanpa terjadi
perubahan mendasar sifat bahannya, maka modulus elastisitas merupakan
salah satu dari banyak sifat-sifat mekanik yang tidak mudah diubah. Sifat
ini hanya sedikit berubah oleh adanya penambahan paduan, perlakuan
panas atau pengerjaan dingin.
2. Batas proporsional
Batas proporsional adalah tegangan tertinggi untuk daerah hubungan
proporsional antara tegangan-regangan. Harga ini diperoleh dengan cara
mengamati penyimpangan dari bagian lurus kurva tegangan regangan.
Apabila tegangan-tegangan yang diberikan tidak melebihi proporsional
maka bahan tidak akan mengalami deformasi dan akan kembali ke bentuk
semula.
3. Batas elastis
Batas elastis adalah tegangan terbesar yang masih dapat ditahan suatu
bahan tanpa terjadi regangan sisi permanen yang terukur pada saat beban
ditiadakan.
4. Kekuatan luluh
Kekuatan luluh adalah tegangan yang dibutuhkan untuk menghasilkan
sejumlah kecil deformasi plastis yang ditetapkan. Titik l yang ditunjukkan
pada Gambar 2.3 dinamakan batas lumer (yield point). Pada umumnya
21
terutama logam-logam yang rapuh. Definisi yang sering digunakan untuk
sifat ini adalah kekuatan luluh ofset ditentukan oleh tegangan yang
berkaitan dengan perpotongan antara kurva tegangan-regangan dengan
garis yang sejajar dengan elastis ofset kurva oleh regangan tertentu. Ofset
biasanya ditentukan sebagai regangan 0,2 atau 0,1 persen seperti
ditunjukkan pada Gambar 2.3.
5. Tegangan tarik maksimum
Tegangan tarik maksimum adalah beban tarik maksimum yang dapat
ditahan material sebelum patah.
2.8.2. Pengujian kelelahan
Pengujian kelelahan adalah pengujian terhadap bahan yang diberi
beban dinamis.Bahan yang mendapatkan beban lengkung dan putaran secara
terus menerus akan menyebabkan kondisi tarik dan tekan. Kondisi ini akan
berlangsung berulang-ulang hingga pada akhirnya sampel mengalami
kelelahan dan akhirnya patah.
Rumus mencari tegangan :
3
32 2
d l W
22
Dengan :
l = Jarak antar tumpuan (mm)
d = diameter ukur (mm)
W = Beban pada pengujian tarik (kg)
Gambar 2.4. Pengujian kelelahan
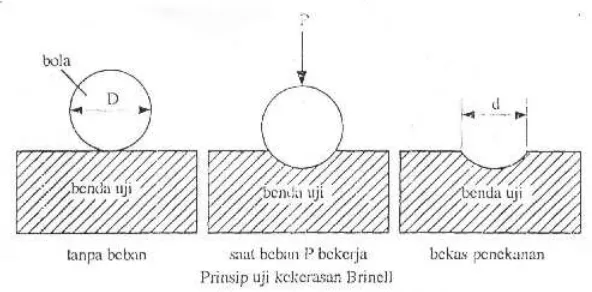
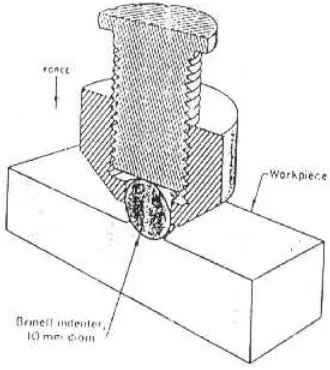
2.8.3. Pengujian kekerasan brinell
Pengujian kekerasan Brinell adalah pengujian yang bertujuan untuk
menentukan kekerasan suatu bahan dalam bentuk daya tahan terhadap bola
23
Rumus kekerasan Brinell
2 2
2 DD D d
P
HB 2
mm kg
Dengan :
P = Gaya bekerja pada penetrator (kg)
D = Diameter penetrator (mm)
d = diameter bekas injakan/penekanan (mm)
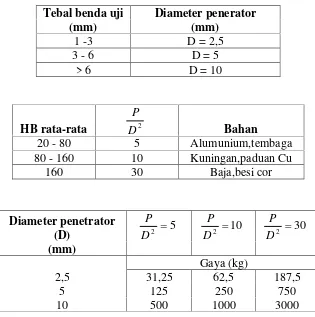
Tabel 2.2. Diameter penetrator
Tebal benda uji Diameter penerator
(mm) (mm)
1 -3 D = 2,5
3 - 6 D = 5
> 6 D = 10
HB rata-rata D2
P
Bahan
20 - 80 5 Alumunium,tembaga
80 - 160 10 Kuningan,paduan Cu
160 30 Baja,besi cor
Diameter penetrator
(D) 2 5
D P 10 2 D P 30 2 D P (mm)
Gaya (kg)
2,5 31,25 62,5 187,5
5 125 250 750
24
Hal-hal yang perlu diperhatikan dalam pengujian kekerasan Brinell, antara
lain:
1.Beban uji dipilih sesuai dengan jenis logam benda uji dan diameter
penetrator agar bekas luka tekan d memenuhi syarat yaitu 0,2D < d < 0,5D.
2.Pada umumnya pusat tempat pengujian berjarak sekurang-kurangnya 2d
dari tepi material uji dan jarak tempat pengujian yang satu terhadap yang
lain sekurang-kurangnya 3d.
3.Lama pengujian (pembebanan uji) adalah :
a)semua jenis baja : 15 detik
b)logam bukan besi : 30 detik
4.Pengujian kekerasan Brinell hanya digunakan pada material yang memiliki
kekerasan Brinell sampai dengan 400 HB. Jika lebih dari 400 HB maka
dipakai pengujian Rockwell atau Vickers.
25
Kekurangan-kekurangan pada pengujian kekerasan Brinell, antara lain :
1.Bila baja kurang keras maka pengujian kurang tepat/teliti.
2.Bekas injakan kadang-kadang terlalu besar.
3.Di sekitar bekas penekanan terjadi kenaikan permukaan benda uji sehingga
mengurangi ketelitian pengukuran bekas injakan.
Gambar 2.6. Irisan penampang uji brinell
2.8.4. Pengujian kekerasan rockwell
Penetrator yang digunakan, yaitu :
1. Bola baja dikeraskan dengan diameter 1/16 inci yang dinyatakan
26
2. Kerucut intan dengan sudut puncak 1200 dengan pembulatan pada
ujungnya dengan radius pembulatan 0,2mm dan selanjutnya
dinyatakan dengan skala C (cones).
Pada pengujian Rockwell dilakukan, antara lain :
1. Mengukur dalamnya penetrator masuk ke dalam benda uji (bukan
luas penampang injakan). Pada benda uji dari bahan lunak
penetrator masuk lebih dalam dibandingkan dengan bahan keras.
2. Menggunakan beban awal dan beban utama. Pengukuran
kekerasan benda uji dimulai saat penggunaan beban utama.
Gambar 2.7. Prinsip pengukuran kekerasan rockwell
Keterangan :
1-1 : penekanan penetrator saat beban awal.
2-2 : penekanan penetrator saat beban utama.
27
Rumus kekerasan Rockwell (R)
C h h K
R 1
Dengan :
K : suatu konstanta,
K = 0,26 untuk penetrator bola baja
= 0,20 untuk penetrator kerucut intan.
C : Harga penunjukan pembagian skala dial indikator untuk
penekanan penetrator
= 0,002mm.
Keuntungan dan kelemahan penggunaan uji Rockwell dibandingkan
dengan uji Brinell, antara lain :
Keuntungan :
1.Bekas injakan penetrator lebih kecil dan juga dengan beban yang
digunakan.
2.Pembacaan harga kekerasan lebih cepat.
28
Kelemahan :
1.Penunjukan harga kekerasan benda uji kurang tepat karena adanya
sedikit debu antara benda uji dan penetrator.
2.Ukuran bekas injakan relatif kecil. Karena itu perlu diketahui terlebih
dahulu berapa kira-kira kekerasan bahan yang akan diuji untuk
memilih dengan tepat penetrator yang akan digunakan.
2.8.5. Pengujian struktur kristal
Pengujian struktur kristal yang biasa dilakukan ada 2, yaitu :
1. Pengujian struktur mikro
Pengujian ini untuk menentukan kualitas suatu bahan melalui
pengamatan struktur mikro di bawah mikroskop cahaya.
2. Pengujian struktur makro
Pengujian ini dilakukan dengan mengambil gambar atau foto dari
patahan suatu benda uji.dari patahan dapat dilihat besar butir
29
2.9. Patah pada Benda Uji
Patahan pada bahan biasanya dimulai karena adanya retak pada permukaan
dan melalui proses yang tergantung pada pembebanan dan siklus. Patahan biasanya
dimulai dari permukaan dimana lenturan dan puntiran akan menyebabkan konsentrasi
tegangan pada bagian tertentu sehingga menyebabkan patahan pada bagian tersebut.
Ketelitian pengerjaan dan kehalusan permukaan harus diperhatikan karena
berpengaruh terhadap kelelahan suatu bahan. Patahan adalah merupakan perambatan
sejumlah dislokasi yang bersama-sama membentuk retak sehingga akan terjadi
perpatahan karena pengaruh tegangan geser pada bahan sewaktu terjadi puntiran
Perpatahan bahan dapat dibedakan atas 2, yaitu :
1. Perpatahan getas (cleavage fracture)
Perpatahan getas adalah bentuk perpatahan paling getas yang terjadi di
dalam material kristalin. Karakteristik dari patah getas adalah
berhubungan dengan bidang kristalografik secara khusus. Patahan ini
menghasilkan bentuk patahan yang rata dan memberikan warna yang
terang pada permukaan patah. Patah getas.yang terjadi pada material ulet
disebabkan karena beroperasi pada suhu yang rendah dan laju
pembebanan yang tinggi.
2. Perpatahan ulet (ductile fracture)
Perpatahan ulet atau liat terjadi ketika specimen ditarik dengan beban
yang dapat menyebabkan perpanjangan dan konsentrasi lokal pada suatu
30
Hal-hal yang dapat menyebabkan patahan pada bahan, antara lain :
1. Komposisi bahan
Komposisi bahan sangat berpengaruh karena setiap bahan mempunyai
karakteristik masing-masing. Pengaruh campuran pada bahan juga dapat
memberikan kelebihan dan kekurangan pada bahan tersebut.
2. Perlakuan panas
Perlakuan panas biasanya dilakukan untuk mengendalikan besar butir
benda uji dan memperbaiki struktur pada bahan. Pada struktur yang halus
akan memberikan keuletan yang lebih menjamin.
3. Pengerasan
Deformasi plastis yang kecil pada temperatur ruang akan meningkatkan
keuletan. Tetapi pada umumnya deformasi yang digunakan untuk
pengerasan dapat merapuhkan logam karena terjadi pembentukan
dislokasi yang saling berpotongan dan juga kekosongan.
2.9.1. Kegagalan akibat kelelahan bahan
Kegagalan lelah sering digolongkan sebagai akibat dari siklus, umur,
dan waktu penggunaan bahan. Bahan dengan daerah umur panjang merupakan
perancangan yang melampaui batas siklus tegangan lelah disebut sebagai
kegagalan bersiklus tinggi. Sedangkan pada bahan dengan daerah umur
pendek dan biasa diproduksi massal disebut sebagai kegagalan bersiklus
31
Perkembangan retak kecil yang tidak dapat dilihat dengan mata
telanjang dapat mengakibatkan kegagalan lelah. Kegagalan lelah terjadi
karena pengaruh pemusatan tegangan pada daerah retak dan merambat pada
penampang bahan. Retak ini dapat disebabkan dari ketidakmulusan bahan,
goresan pada permukaan akibat pengerjaan dan lubang akibat pengecoran.
Hal-hal yang berpengaruh pada kegagalan lelah, antara lain :
1. Pengaruh ukuran
Ukuran suatu bahan sangat berpengaruh dalam pengujian kelelahan.
Perubahan luas penampang akan mempengaruhi perubahan volume
sehingga mengakibatkan perbedaan tegangan.
2. Pengaruh permukaan bahan
Kondisi permukaan bahan merupakan faktor utama muncul atau tidak
retakan awal pada bahan. Kehalusan dan kekasaran permukaan bahan
sangat berpengaruh pada pengujian kelelahan. Pada permukaan yang kasar
akan banyak terdapat ketidakrataan permukaan. Hal ini dapat
menimbulkan retakan pada permukaan bahan. Pada permukaan yang halus
akan sedikit terdapat lubang atau bekas sayatan. Makin halus ukuran
32
Ada beberapa hal yang mempengaruhi kelelahan pada permukaan bahan,
yaitu :
1. Tegangan sisa permukaan
Pembentukan tegangan sisa pada permukaan dapat meningkatkan
ketahanan lelah bahan. Tegangan ini dihasilkan oleh beban luar (tarik
dan tekan). Dengan adanya tegangan sisa akan memperkecil celah pada
suatu titik di permukaan. Oleh karena itu perlu adanya perimbangan
antara tegangan sisa tekan dengan tegangan sisa tarik agar tahan
terhadap kelelahan.
2. Perubahan permukaan
Perubahan permukaan dapat terjadi karena proses perlakuan panas
dalam pembentukan bahan tersebut. Hal ini biasanya dilakukan dalam
peleburan awal untuk mendapatkan komposisi bahan sesuai dengan
yang diinginkan. Proses pelapisan permukaan ini pada kelanjutannya
akan menentukan pertambahan atau pengurangan kekuatan lelah bahan.
3. Lingkungan
Lingkungan dapat mempengaruhi fatik dimana lingkungan tersebut
dapat menimbulkan korosi pada bahan. Serangan korosi yang terjadi
33
yang lebih parah. Hal ini biasanya disebabkan oleh media cair namun
demikian udara juga dapat menyebabkan korosi.
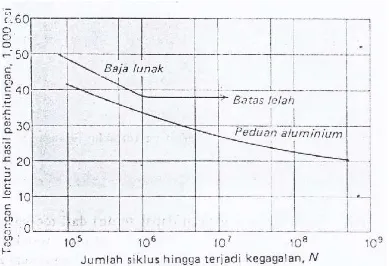
2.9.2. Batas kelelahan (endurance limit )
Dalam menentukan batas kelelahan kita perlu menyelesaikan semua
pengujian terlebih dahulu dan kemudian baru membuat diagram S-N sehingga
dapat kita ketahui ketahanan terhadap kelelahan. Pada grafik akan terlihat
garis mendatar setelah diberi tegangan dan jumlah siklus antara satu juta
sampai sepuluh juta dianggap bahan sudah melalui ketahanan lelahnya.
Tegangan maksimum yang diberikan kepada benda uji dan yang tidak
mengakibatkan kepatahan lelah untuk jumlah pergantian beban (cycle) yang
34
Gambar 2.9. Diagram S-N untuk logam besi dan bukan besi
(Sumber : Dieter, Metalurgi Mekanik,Erlanga 1987,hal 4)
35
BAB III
METODE PENELITIAN
3.1. Skema Penelitian
Gambar 3.1. Skema penelitian Pengujian bahan : 1. Uji tarik 2. Uji kelelahan 3. Uji kekerasan 4. Struktur mikro 5. Struktur makro
Data hasil pengujian
Analisis data dan pembahasan
Kesimpulan Studi pustaka
Annealing dan Quencing (Pada suhu 920ºC)
Tempering dan Tempering disertai pendinginan cepat (pada suhu 460ºC)
Uji komposisi
36
3.2. Pembuatan Spesimen
3.2.1. Bahan pengujian tarik
Bahan diperoleh masih dalam bentuk batangan dengan diameter 16 mm, yang
selanjutnya dibuat menjadi spesimen pengujian untuk uji tarik. Ukuran spesimen
yang digunakan sesuai dengan standar uji, yaitu JIS Z 2201.
Gambar 3.2. Spesimen uji tarik
3.2.2. Bahan pengujian kelelahan
Bahan yang telah ditentukan untuk penelitian ini adalah dari baja karbon
rendah. Bahan diperoleh masih dalam bentuk batangan dengan diameter 16 mm, yang
selanjutnya dibuat menjadi spesimen. Ukuran spesimen yang digunakan pada
pengujian kelelahan sesuai dengan standar uji fatik, yaitu JIS Z 2274.
?
8
45
60
?
1
5,5
R 15
37
Gambar 3.3. Spesimen uji kelelahan
3.2.3. Bahan pengujian kekerasan
Bahan yang akan dijadikan spesimen untuk kekerasan yaitu : F D (diameter
luar) = 13 mm, l (panjang ukur) = 10 mm. Spesimen tersebut dibuat di Laboratorium
Fakultas Teknik Universitas Sanata Dharma Yogyakarta.
3.3. Proses Perlakuan Panas
Proses ini sepesimen sebagian dianeling, diquencing, ditempering, dan
ditempering dengan pendinginan cepat. Saat oven mencapai suhu yang ditentukan, maka
suhu tersebut dipertahankan selama 3 jam agar suhu pemanasan merata pada semua
spesimen. Perlakuan panas annealing ini dilakukan di Laboratorium Ilmu Logam
Universitas Sanata Dharma.
38
3.4. Peralatan
Peralatan-peralatan yang digunakan untuk menunjang proses pengujian dan
penelitian baja karbon rendah yang telah dibuat dalam bentuk poros, adalah sebagai
berikut :
1. Mesin Uji Tarik, milik Laboratorium Universitas Gajah Mada
2. Mesin Uji Kelelahan Rotary Bending Fatique Testing Machine, milik
Laboratorium Universitas Sanata Dharma
3. Oven untuk perlakuan panas Annealing, milik Laboratorium Universitas Sanata
Dharma
4. Mikroskop untuk Pengujian Struktur Mikro dan Makro, milik Laboratorium
Universitas Sanata Dharma
5. Alat uji kekerasan Brinell MOD 100 MR, milik Laboratorium Universitas Sanata
Dharma.
6. Lampu baca
7. Mikro meter
8. Jangka Sorong
9. Amplas waterproof
10.Autosol
39
3.5. Pengujian Bahan
3.5.1. Pengujian tarik
Pengujian tarik adalah salah satu cara untuk mengetahui seberapa besar
kekuatan tarik yang dapat diterima oleh suatu bahan. Dimana dari pengujian tersebut
akan diketahui beban maksimum dan tegangan maksimum yang dapat diterima oleh
bahan tersebut. Pengujian ini dilakukan untuk memberikan titik aman dari
penggunaan bahan tersebut untuk kebutuhan suatu produksi. Adapun langkah
pengujiannya pertama-tama spesimen disiapkan kemudian dijepit pada mesin uji
dengan pembebanan perlahan-lahan meningkat sampai suatu beban tertentu, sampai
spesimen mengalami patah. Tujuan pengujian tarik ini untuk mengetahui kekuatan
tarik maksimum dari spesimen.
Proses pengujian tarik, adalah sebagai berikut :
1.Catat ukuran spesimen sampai ketelitian 0,1 mm
2.Pasang spesimen pada grip (penjepit) atas dan bawah pada mesin uji, naikan atau
turunkan grip bawah dengan kecepatan rendah (10 mm/menit) sehingga penjepit
dalam posisi yang tepat, usahakan kedudukan spesimen benar-benar pada keadaan
vertikal, kencangkan penjepit secukupnya saja.
3.Lakukan pengaturan pada panel pengaturan sesuai dengan petunjuk. Pada
pengujian tarik yang telah dilakukan tersebut, maka dapat dicari harga-harga
untuk tegangan maksimum (smaksimum), tegangan patah (spatah) dan regangan
40
3.5.2.Pengujian kelelahan
Pengujian kelelahan yang dilakukan pada spesimen, dilakukan di laboratorium
Ilmu Logam Universitas Sanata Dharma.
Adapun proses pengujian sebagai berikut :
1.Spesimen dipersiapkan
2.Spesimen dipasang pada penjepit
3.Kemudian mesin dihidupkan untuk menguji kesentrisan putaran bahan
4.Beban diberikan sesuai perhitungan
5.Spesimen ditunggu hingga mengalami kelelahan dan patah
6.Catat semua data hasil pengujian yang tertera dalam alat digital yang ada.
Pengujian ini dilakukan dengan menggunakan mesin uji kelelahan Hung Ta
Rotary Bending Fatique Machine, pada pengujian kelelahan ini selanjutnya
dilakukan pengamatan pada patahan penampang spesimen. Pada pengamatan
penampang patahan akan terlihat patahan bahan karena beban overload atau patah
karena disebabkan beban maksimalnya.
3.5.3.Pengujian kekerasan
Uji kekerasan (Hardnees Test) adalah salah satu cara untuk mengetahui sifat
41
terhadap deformasi plastis, Sedangkan arti kekerasan adalah daya tahan dari suatu
material untuk melawan benda lain yang digoreskan atau ditekan.
Macam-macam kekerasan :
a. Kekerasan brinell.
b.Kekerasan Vickers.
c. Kekerasan Rockwell.
Pada penelitian ini, pengujian kekerasan yang dilakukan adalah pengujian
kekerasan Brinell. Proses pengujian kekerasannya adalah sebagai berikut :
1.Permukaan spesimen atau spesimen dihaluskan atau dibersihkan sehingga
permukaan rata dan sejajar.
2.Tentukan dahulu beban penekanan sesuai dengan tabel konversi dan syarat
diameter bekas injakan ( d harus diantara dmin dan dmak)
3.Lakukan penekanan indentor dengan cara memutar handel penekan
4.Catat data besanya gaya penekanan
5.Pindahkan spesimen dara alat uji kemidian amati besanya lubang bekas injakan
indentor dengan loop atau mikroskop.
Perlu diketahui bahwa, pada pengujian kekerasan brinell dmin= 0,25 D dan
42
3.5.4. Pengujian struktur kristal
3.5.4.1. Pengujian struktur mikro
Pada pengujian struktur mikro, kualitas, komposisi dan bagian bahan
yang cacat dapat diteliti dan diamati dengan pengamatan menggunakan
mikroskop. Dengan bantuan mikroskop, dapat diteliti spesimen yang telah
dipolis pada permukaannya yang sudah yang sudah dihaluskan dengan
menggunakan amplas permukaan yang sudah halus tersebut akan tertutup oleh
selaput yang terdeformasi oleh larutan etsa, kemudian selaput tersebut terkikis
dan permukaan menjadi buram, sebagian batas butir terkikis dan
komponen-komponen tertentu akan nampak akibat kikisan selektif larutan etsa.
Proses pengujian struktur mikro, adalah sebagai berikut :
1. Permukaan spesimen yang telah dibentuk, diamplas mulai dari ukuran
paling kasar sampai ukuran paling halus ( 150, 250, 500, 800, 1200, dan
1500) mesh.
2. Setelah spesimen halus, selanjutnya dipoles dengan menggunakan autosol
dan digosok dengan kain sampai halus dan bekas pengamplasan hilang.
43
3. Dilakukan pengetsaan dengan larutan HNO3 pada permukaan spesimen,
kemudian didiamkan selama 60 detik sambil digoyang-goyang, langkah
selanjutnya masukan spesimen pada alkohol.
4. Permukaan spesimen yang telah dietsa dengan larutan HNO3 dan alkohol
akan menunjukan perubahan warna pada permukaan.
5. Permukaan yang telah dietsa diamati dibawah mikroskop logam dan
lakukan pemotretan, diidentifikasi dan dilakukan perhitungan besaran
butiran.
3.5.4.2. Pengujian struktur makro
Salah satu dari pengujian struktur makro adalah pengujian patahan
dimana bahan dinilai dari besar butir kristal, warna dan mengkilatnya patahan
dari batang uji atau produk yang dipatahkan. Pengujian lainnya adalah
pemeriksaan dengan jalan mengetsa dan pembesaran struktur kristal, segregasi
dan pemeriksaan cacat kecil setelah memoles patahan, dan dari pengujian
44
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1. Hasil Uji Komposisi
Bahan baja karbon rendah sebagai sampel penelitian belum diketahui komposisi paduannya, sehingga diuji struktur komposisi kimianya. Pengujian komposisi kimia dilaksanakan di Laboratorium Politeknik Manufaktur Ceper Klaten. Dari hasil pengujian komposisi kimia diketahui struktur paduannya, sebagai berikut :
Tabel 4.1. Komposisi baja karbon rendah
Unsur (%)
Fe C Si Mn
P S Cr Mo Cu Nb
98,49 0,195 0,136 0,514 0,044 0,044 0,001 0,109 0.065 0,015
45
4.2. Pengujian Tarik
Dari hasil pengujian tarik yang telah dilakukan, dapat diketahui angka
peak dan break, angka peak menunjukkan dimana besarnya beban yang dapat diterima oleh spesimen tersebut, jika beban yang diberikan melebihi dari beban maksimum akan menyebabkan putus pada spesimen. Sedangkan angka break
menyatakan bahan telah mengalami titik jenuh setelah mendapatkan beban yang melebihi beban maksimum yang dapat diterima oleh spesimen tersebut. Permukaan spesimen yang rata bila diberi tarikan akan memungkinkan terjadinya perkembangan retakan yang lebih luas. Hal ini disebabkan karena perkembangan retakan yang menyebabkan putus pada bahan tidak dibatasi oleh bidang yang sempit, sehingga retak yang menjadi awal mula putus pada bahan mempunyai bidang yang lebih luas.
4.2.1. Data hasil pengujian
Tabel 4.2. Uji tarik baja annealing
No D Ao Lo ?L P maks s maks e
(mm) (mm2) (mm) (mm) (kg) (kg/mm2) (%)
1 8.2 52.78 60 6.3 1720 32.59 10.5
2 8.2 52.78 60 7.2 1720 32.59 12
rata-rata 1720 32.59 11.25
Tabel 4.3. Uji tarik baja quencing
No D Ao Lo ?L P maks s maks e
(mm) (mm2) (mm) (mm) (kg) (kg/mm2) (%)
1 7.8 47.76 60 2.9 2560 53.60 4.8
2 8.03 47.15 60 4.1 2320 49.21 6.8
46
Tabel 4.4. Uji tarik baja tempering
No D Ao Lo ?L P maks s maks e
(mm) (mm2) (mm) (mm) (kg) (kg/mm2) (%)
1 7.85 48.37 60 3.2 2520 52.10 5.3
2 8.03 50.62 60 3.3 2740 54.13 5.5
rata-rata 2630 53.11 5.4
Tabel 4.5. Uji tarik baja tempering disertai pendinginan cepat
No D Ao Lo ?L P maks s maks e
(mm) (mm2) (mm) (mm) (kg) (kg/mm2) (%)
1 8.05 50.87 60 4.3 2710 53.27 7.2
2 8.05 50.87 60 2.7 2680 52.68 4.5
rata-rata 2695 52.98 5.9
Untuk selanjutnya, data hasil pengujian tarik tersebut disajikan dalam bentuk grafik pada Gambar 4.1 berikut ini:
32.59
51.41 53.11 52.98
0 10 20 30 40 50 60
1 2 3 4
Jenis Perlakuan T e g a n g a n (k g /m m 2 )
47
Keterangan :
1. Baja Annealing 2. Baja Quencing 3. Baja Tempering
4. Baja Tempering disertai pendinginan cepat
4.2.2. Perhitungan
Dari data pengujian tarik, maka dapat dilakukan perhitungan mengenai tegangan maksimum, regangan dan beban maksimum untuk penentuan beban awal pada pengujian kelelahan. Perhitungannya sebagai berikut :
1.Tegangan maksimum (smaksimum)
smaks = 0
A Pmaks
A0 = 82
4 = 50,26 mm 2
Sehingga :
smaks = 26 , 50 1780
= 35,42 kg/mm2
Dengan :
smaks = Tegangan tarik maksimum (kg/mm2) Pmaks = Beban maksimum (kg)
48
2.Regangan (e)
e = 100% 0
L L
= 100% 60
8 , 7
= 13 % Dengan :
e = Regangan (%)
L0 = Panjang ukuran awal (mm)
4.2.3. Pembahasan
Dari hasil pengujian tarik, regangan pada baja annealing suhu 920°C lebih besar dari baja quencing, begitu juga dengan regangan pada baja tempering suhu 460°C lebih besar dari baja tempering disertai pendinginan cepat. Ini menandakan bahwa baja annealing lebih ulet atau lunak dibandingkan dengan baja quencing, baik pada suhu 920°C maupun suhu 460°C.
4.3. Pengujian Kelelahan
4.3.1. Pengujian kelelahan baja annealing
49
tarik diperoleh hasil tegangan tarik maksimum yang dapat diterima oleh spesimen.
Hasil dari pengujian tarik diperoleh tegangan tarik maksimum 35,7 kg/mm2, maka penentuan beban awal dipilih 70% dari tegangan tarik maksimum, sehingga diperoleh :
s = 70% 32,59 kg/mm2 = 22,813 kg/mm2
( / ) 32 2 2 3 mm kg d L W 3 ) 8 ( 32 200 2 813 , 22 W
W = 12,34 kg
Dengan demikian besarnya beban awal untuk pengujian kelelahan adalah sebesar 12 kg dan selanjutnya beban diturunkan sampai siklus aman perancangan yaitu sebesar 2.000.000 atau lebih dengan beban bervariasi. Dengan beban sebesar 12 kg, dimungkinkan dapat menyebabkan bahan akan mengalami kelelahan dan patah.
Benda uji tidak dapat diuji karena nilai ketegaran rendah dima na rumus pembebanan rotari bending 0,7(70%) dari tegangan tarik masuk daerah plastis dari kurva tarik pembebanan Vs pertambahan panjang (lihat diagram beban dan pertambahan panjang proses aneling dilampiran)
50
Untuk selanjutnya, data hasil pengujian tersebut tidak dapat disajikan dalam bentuk grafik hubungan antara tegangan (S) dengan jumlah siklus (N)
4.3.2. Pengujian kelelahan baja quencing
Dari hasil dari pengujian tarik diperoleh tegangan tarik maksimum 51,41 kg/mm2, maka penentuan beban awal dipilih 80% dari tegangan tarik maksimum, sehingga diperoleh :
s = 80% 51,41 kg/mm2 = 41,128 kg/mm2
) / ( 32 2 2 3 mm kg d L W
3 ) 8 ( 32 200 2 128 , 41 W
W = 18,97 kg ~ 19kg
51
Tabel 4.7. Uji kelelahan baja quencing
No D (mm) W (kg) s (kg/mm²) N (Jumlah Siklus)
1 8.00 19 37.82 5012
2 8.00 17 33.84 11052
3 7.90 15 31.01 41338
4 7.95 13 26.37 112381
5 7.90 12 24.80 199356
6 8.00 11.5 22.89 591379
7 7.95 11 22.31 240143
8 8.10 10 20.28 1133966
9 7.95 9.75 19.78 1920737
10 8.00 9.5 18.91 >2000000
Untuk selanjutnya, data hasil pengujian tersebut disajikan dalam bentuk grafik hubungan antara tegangan (S) dengan jumlah siklus (N) dibawah ini :
Tegangan vs Siklus
10 15 20 25 30 35 40
3 5 7
Jumlah siklus (10N)
T e g a n g a n (k g /m m 2 ) ? N
52
Tegangan vs Siklus
10 15 20 25 30 35 40
3 5 7
Jumlah siklus (10N)
T e g a n g a n (k g /m m 2 ) ? N
Gambar 4.4. Diagram S-N hasil pengujian pada aneling dan quencing
Keterangan : Annealing
Quencing
4.3.3. Pengujian kelelahan baja tempering
Dari hasil dari pengujian tarik diperoleh tegangan tarik maksimum 53,11kg/mm2, maka penentuan beban awal dipilih 80% dari tegangan tarik maksimum, sehingga diperoleh :
s = 80% 53,11kg/mm2 = 42,488 kg/mm2
53 3 ) 8 ( 32 200 2 488 , 42 W
W = 20,870 kg ~ 21kg
Dengan demikian besarnya beban awal untuk pengujian kelelahan adalah sebesar 21 kg dan selanjutnya beban diturunkan sampai siklus aman perancangan yaitu sebesar 2.000.000 atau lebih dengan beban bervariasi. Dengan beban sebesar 21 kg, dimungkinkan dapat menyebabkan bahan akan mengalami kelelahan dan patah.
Tabel 4.8. Uji kelelahan baja tempering
No D (mm) W (kg) s (kg/mm²) N (Jumlah Siklus)
1 7.95 21 42.59 19386
2 8.00 18 35.83 30008
3 8.00 17 33.84 59772
4 8.05 16 31.26 120591
5 8.00 15 29.86 227800
6 8.05 14.5 28.33 361115
7 7.90 13.5 27.90 558432
8 8.00 12.5 24.88 913257
9 8.10 11.5 22.05 1880944
10 8.00 10.75 20.90 >2000000
54
Tegangan vs Siklus
15 20 25 30 35 40 45 50
4 5 6 7
Jumlah siklus (10N)
T e g a n g a n (k g /m m 2 ) ? N
Gambar 4.5. Diagram S-N baja tempering
4.3.4. Pengujian kelelahan baja tempering disertai pendinginan cepat suhu Dari hasil dari pengujian tarik diperoleh tegangan tarik maksimum 52,98 kg/mm2, maka penentuan beban awal dipilih 80% dari tegangan tarik maksimum, sehingga diperoleh :
s = 80% 52,98 kg/mm2 = 42,384 kg/mm2
) / ( 32 2 2 3 mm kg d L W 3 ) 8 ( 32 200 2 384 , 42 W
55
Dengan demikian besarnya beban awal untuk pengujian kelelahan adalah sebesar 21 kg dan selanjutnya beban diturunkan sampai siklus aman perancangan yaitu sebesar 2.000.000 atau lebih dengan beban bervariasi. Dengan beban sebesar 21 kg, dimungkinkan dapat menyebabkan bahan akan mengalami kelelahan dan patah.
Tabel 4.9. Uji kelelahan baja tempering disertai pendinginan cepat suhu No D (mm) W (kg) s (kg/mm²) N (Jumlah Siklus)
1 8.00 21 41.80 22031
2 8.00 18 35.83 27799
3 8.00 17 33.84 60078
4 8.00 16 31.85 140551
5 7.90 15 31.00 201373
6 7.95 14 28.40 411056
7 7.95 13.5 27.38 623214
8 8.00 12.5 24.88 1176801
9 7.95 11.5 23.33 1783900
10 7.95 11 22.31 >2000000
56
Tegangan vs Siklus
15 20 25 30 35 40 45 50
3 5 7
Jumlah siklus (10N)
T e g a n g a n (k g /m m 2 ) ? N
Gambar 4.6. Diagram S-N baja tempering disertai pendinginan cepat suhu
Tegangan vs Siklus
15 20 25 30 35 40 45 50
3 4 5 6 7
Jumlah siklus (10N)
T e g a n g a n (k g /m m 2 ) ? N
Gambar 4.7. Diagram S-N hasil pengujian pada suhu 460°C
Keterangan : tempering
57
Grafik S-N (Gambar 4.7), menunjukan perbandingan uji kelelahanan antara baja tempering dengan baja tempering disertai pendinginan cepat pada suhu 460°C dengan bentuk spesimen yang sama yaitu bertakik rata.
4.3.5. Pembahasan
Dari hasil pengujian kelelahan, baja annealing suhu 920°C memiliki kekuatan lelah yang lebih baik dari baja quencing. Begitu juga dengan baja tempering memiliki kekuatan lelah yang lebih baik dari baja tempering disertai pendinginan cepat.
4.4. Pengujian Kekerasan Brinell
Tujuan pengujian kekerasan brinell ini untuk mengetahui sifat logam dan memeriksa kualitas logam. Pada pengujian ini dilakukan pengujian kekerasan brinell sebanyak 10 titik terhadap masing-masing perlakuan. Hasil dari pengujian kekerasan ditunjukan pada tabel dibawah ini:
Angka Kekerasan Brinell (BHN) =
2 2 2
d D D D
P
Dengan:
P = Beban yang diberikan pada indentor atau gaya penekanan (kg) D = Diameter penetrator (mm)
58
Tabel 4.10. Pengujian kekerasan baja annealing
P (kg) D (mm) d
(mm)
BHN BHN Rata-rata 187,5 2,5 3,14 1.04 140.53
187,5 2,5 3,14 0.98 159.13 187,5 2,5 3,14 1.10 124.88 187,5 2,5 3,14 1.00 152.63 187,5 2,5 3,14 0.98 159.13
147.259
Tabel 4.11. Pengujian kekerasan baja quencing
P (kg) D (mm) d
(mm)
BHN BHN Rata-rata 187,5 2,5 3,14 1.14 173.69
187,5 2,5 3,14 1.20 155.69 187,5 2,5 3,14 1.16 167.37 187,5 2,5 3,14 1.12 180.32 187,5 2,5 3,14 1.14 173.69
170.152
Tabel 4.12. Pengujian kekerasan baja tempering
P (kg) D (mm) d
(mm)
BHN BHN Rata-rata 187,5 2,5 3,14 1.12 180.32
187,5 2,5 3,14 1.14 173.69 187,5 2,5 3,14 1.08 194.70 187,5 2,5 3,14 1.10 187.31 187,5 2,5 3,14 1.10