BAB II
TINJAUAN PUSTAKA
2.1Perawatan (Maintenance) 2.1.1 Definisi Perawatan
Perawatan atau pemeliharaan (maintenance) adalah konsepsi dari semua
aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas
fasilitas/mesin agar dapat berfungsi dengan baik seperti kondisi awalnya. Lebih
jauh Ebeling (1997) (dalam Ansori & Imron,2013) mendefinisikan perawatan
sebagai bentuk kegiatan yang dilakukan untuk mencapai hasil yang mampu
mengembalikan item atau mempertahankannya pada kondisi yang selalu dapat
berfungsi. Perawatan juga merupakan kegiatan pendukung yang menjamin
kelangsungan mesin dan peralatan sehingga pada saat dibutuhkan dapat dipakai
sesuai dengan yang diharapkan. Sehingga kegiatan perawatan merupakan seluruh
rangkaian aktivitas yang dilakukan untuk mempertahankan unit-unit pada kondisi
operasional dan aman, dan apabila terjadi kerusakan maka dapat dikendalikan
pada kondisi operasional yang handal dan aman.
Al-Turki (2011) (dalam Ansori & Mustajib,2013) memodelkan proses
perawatan sebagai proses transformasi ringkas dalam sistem perusahaan. proses
pemeliharaan yang dilakukan akan mempengaruhi tingkat ketersediaan
(availability) fasilitas produksi, laju kerusakan, kualitas produk akhir (end
product), ongkos produksi, dan keselamatan operasi. Faktor-faktor ini selanjutnya
akan mempengaruhi tingkat keuntungan (profitability) perusahaan. Proses
perawatan yang dilakukan tidak saja membantu kelancaran produksi sehingga
produk yang dihasilkan tepat waktu diserahkan kepada pelanggan, tetapi juga
menjaga fasilitas dan peralatan tetap dalam effektif dan effisien dimana
sasarannya adalah mewujudkan nol kerusakan (zero breakdown) pada
mesin-mesin yang beroprasi.
Dalam menjaga berkesinambungan proses produksi pada fasilitas dan
peralatan seringkali dibutuhkan kegiatan pemeliharaan seperti pembersihan
(cleaning), inspeksi (inspection), pelumasan (oiling), serta pengadaan suku cadang
perawatan mempunyai kaitan erat dengan tindakan pencegahan (preventive) dan
perbaikan (corrective). Tindakan pada problematika perawatan tersebut dapat
berupa :
1. Pemeriksaan (inspection), yaitu tindakan yang ditujukan untuk sistem /mesin
agar dapat mengetahui apakah sistem berada pada kondisi yang diinginkan.
2. Service, yaitu tindakan yang bertujuan untuk menjaga suatu sistem/mesin yang
biasanya telah diatur dalam buku petunjuk pemakaian mesin.
3. Penggantian komponen (replacement), yaitu tindakan penggantian
komponen-komponen yang rusak/tidak memenuhi kondisi yang diinginkan. Tindakan ini
mungkin dilakukan secara mendadak atau dengan perencanaan pencegahan
terlebih dahulu.
4. Perbaikan (repairement), yaitu tindakan perbaikan yang dilakukan pada saat
terjadi kerusakan kecil.
5. Overhaul, tindakan besar-besaran yang biasanya dilakukan pada akhir periode
tertentu.
Kompleksnya permasalahan terkait perawatan, seringkali perawatan didekati
dengan model matematis yang mempresentasikan permasalahan tersebut. Dengan
pendekatan ini dapat diharapkan pengembalian keputusan dalam permasalahan
perawatan akan dapat mengurangi proporsi pertimbangan yang subyektif.
2.1.2 Tujuan Perawatan
Menurut Suryono (2015) tujuan dilakukannya perawatan adalah :
1. Memungkinkan terjadinya mutu produk dan kepuasan pelanggan melalui
penyesuaian, pelayanan dan pengoprasian peralatan secara tepat.
2. Memeaksimalkan umur kegunaan sistem.
3. Menjaga agar sistem aman dan mecegah berkembangnya gangguan keamanan.
4. Meminimalkan biaya produksi total yang secara langsung dapat dihubungkan
dengan service dan perbaikan.
5. Meminimalkan frekuensi dan kuatnya gangguan-gangguan terhadap proses
operasi.
7. Mencegah timbulnya kerusakan-kerusakan pada saat mesin sedang beroprasi.
8. Memelihara peralatan-peralatan dengan benar sehingga mesin atau peralatan
selalu berada pada kondisi tetap siap untuk beroprasi.
9. Menyiapkan personel, fasilitas dan metodenya agar mampu mengerjakan
tugas-tugas perawatan.
2.1.3 Jenis-jenis Perawatan
Menurut Hasibuan,2009 dalam sistem perawatan terencana terdapat tiga
kegiatan pokok yang berkaitan dengan tindakan perawatan , yaitu:
1. Perawatan Pencegahan (Preventive)
Perawatan ini dimaksudkan untuk menjaga keadaan peralatan sebelum
peralatan itu menjadi rusak. Pada dasarnya yang dilakukan adalah perawatan
yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tak
terduga dan menentukan keadaan yang dapat menyebabkan fasilitas produksi
mengalami kerusakan pada waktu digunakan dalam proses produksi. Dengan
demikian semua fasilitas- fasilitas produksi yang mendapatkan perawatan
preventive akan terjamin kelancarannya dan selalu diusahakan dalam kondisi
yang siap digunakan untuk setiap proses produksi setiap saat. Hal ini
memerlukan suatu rencana dan jadwal pemeliharaan yang sangat cermat dan
rencana yang lebih tepat.
2. Perawatan korektif (corrective)
Perawatan ini dimaksudkan untuk memperbaiki perawatan yang rusak. Pada
dasarnya aktivitas yang dilakukan adalah perawatan yang dilakukan setelah
terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan. Kegiatan
ini sering disebutt sebagai kegiatan perbaikan atau reparasi.
Perawatan korektif dapat juga didefinisikan sebagai perbaikan yang
dilakukan karena adanya kerusakan yang yang dapat terjadi akibat tidak
dilakukannya perawatan preventive maupun telah dilakukan perawatan
preventive tapi sampai pada suatu waktu tertentu fasilitas dan peralatan tersebut
tetap rusak. Jadi dalam hal ini,kegiatan perawatan sifatnya hanya menunggu
3. Perawatan Predictive
Tipe perawatan ini lebih maju dibandingkan dengan dua tipe sebelumnya.
Ditandai dengan menggunakan teknik-teknik mutakhir (advance scientific
techniques) termasuk statistik probabilitas untuk memaksimalkan waktu
operasi dan menghilangkan pekerjaan-pekerjaan yang tidak perlu. Perawatan
predictive juga menggunakan bantuan sensor mekanik/elektronik untuk
mendeteksi secara dini jika terjadi penyimpangan/masalah pada sistem.
Perawatan predictive dipakai hanya pada sistem-sistem yang akan
menimbulkan masalah-masalah serius jika terjadi kerusakan pada mesin atau
pada proses-proses yang berbahaya
2.2Failure Mode and Effect Analysis (FMEA)
Failure Mode and Effect Analysis (FMEA) merupakan suatu metode yang
bertujuan untuk mengevaluasi desain sistem dengan mempertimbangkan
bermacam-macam jenis kegagalan dari sistem yang terdiri dari
komponen-komponen, menganalisa pengaruh-pengaruh terhadap keandalan sistem dengan
penelusuran pengaruh-pengaruh kegagalan komponen sesuai dengan level
item-item khusus dari sistem yang kritis dapat dinilai dan tindakan yang diperlukan
untuk memperbaiki desain dan mengeleminasi atau mereduksi probabilitas dari
metode-metode kegagalan yang kritis (Kimura,2002)(dalam Ansori dan Imron,
2013).
Failure Mode and Effect Analysis (FMEA) pertama kali digunakan pada
tahun 1960 dalam bidang penerbangan. Sejak saat itu penggunaan FMEA
diperluas pada banyak sector industri.
FMEA bertujuan melakukan perbaikan dengan cara :
Mengidentifikasi model-model kegagalan pada komponen, peralatan, dan
sistem.
Menentukan akibat yang potensial pada peralatan, sistem yang berhubungan
dengan setiap model kegagalan.
Membuat rekomendasi untuk menambah keandalan komponen, peralatan, dan
Menurut Ansori dan Imron (2013) Terdapat empat langkah utama dalam
kinerja dari FMEA (Gambar 2.1.), sebagai berikut :
1. Mengidentifikasi sistem, fungsi-fungsi dan komponen-komponennya;
2. Mengidentifikasi penyebab kerusakan komponen;
3. Mempelajari akibat dari penyebab kerusakan komponen;
4. Kesimpulan dan saran.
Gambar 2.1.Langkah dari kinerja FMEA
Sumber : Ansori dan Imron (2013)
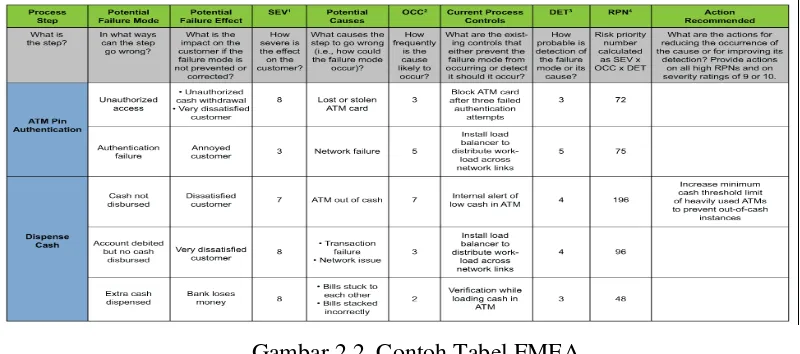
Dari contoh tabel FMEA dalam Gambar 2.2. berikut ini kan dijelaskan
langkah-langkah dalam pengisian tabel FMEA, yaitu:
Gambar 2.2. Contoh Tabel FMEA
Sumber:https://www.isixsigma.com/toolstemplates/fmea/avoid-failure-when-using-failure-modes-and-effects-analysis-fmea
FMEA melakukan pendefinisian yang baik dalam sistem
Definisi dari sistem,fungsi, dan
komponen
Identifikasi penyebab kerusakan
komponen
Mempelajari akibat kerusakan
komponen
1. Fungsi Proses
Mendiskripsikan singkat mengenai proses pembuatan produk yang dimana
akan dilakukan analisa. Jika pada proses mengalami kegagalan maka akan
dilakukan penganalisaan pada proses tersebut.
2. Bentuk kegagalan potensial
Merupakan suatu kejadian dimana proses dapat dikatakan gagal untuk
memenuhi kebutuhan proses.
3. Efek dari Kegagalan
Merupakan bentuk dari kegagalan terhadap konsumen maupun efek terhadap
kelangsungan proses.
4. Severity (Tingkat Keparahan)
Merupaka proses produksi yang berhubungan dengan seberapa besar
kemungkinan terjadinya dampak yang ditimbulkan akibat adanya kegagalan
atau kecacatan yang terjadi. Terdiri dari rating 1- 10. Kriteria dari setiap rating
severity, semakin parah efek yang ditimbulkan maka semakin tinggi nilai
rating yang diberikan.
5. Penyebab kegagalan
Penyebab kegagalan ini dapat didefinisikan sebagai penjelasan mengapa
kegagalan pada proses tersebut bisa terjadi.
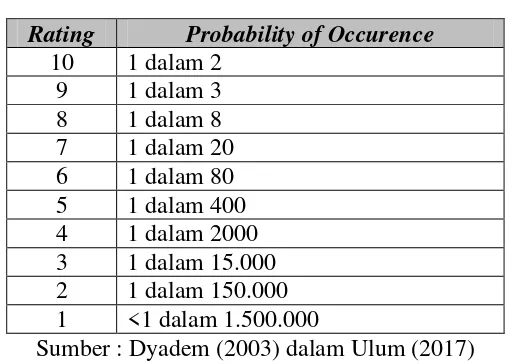
6. Occurrence (Keterjadian)
Merupakan proses yang dapat dilakukan untuk mengetahui seberapa sering
kemungkinan terjadinya suatu kegagalan pada proses produksi. Sama seperti
Severity yang terdiri dari rating 1 -10. Semakin sering penyebab kegagalan
terjadi, makin tinggi nilai rating yang diberikan.
7. Kontrol yang dilakukan
Dilakukannya pengontrolan untuk mendeteksi penyebab kegagalan yang
terjadi pada proses produksi.
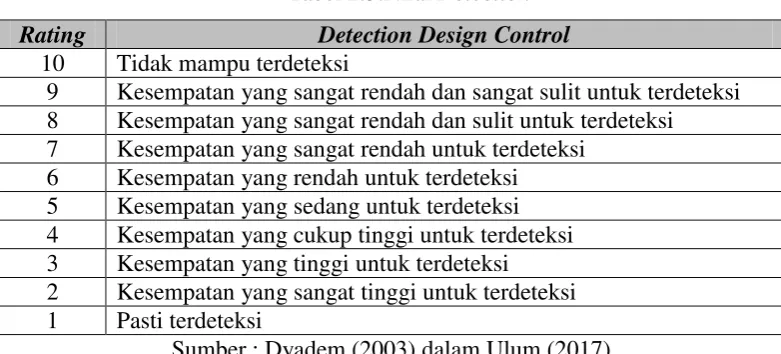
8. Detection (Deteksi)
Merupakan proses yang bertujuan untuk mengetahui seberapa besar
kemungkinan kegagalan tersebut dapat dideteksi dengan maksimal. Sama
mendeteksi penyebab kegagalan yang terjadi, maka semakin tinggi nilai rating
yang diberikan.
9. Risk Prioriy Number (RPN)
RPN merupakan perkalian dari rating Severity (S), Occurrence (O), dan
Detection (D).
RPN = S x O x D
Angka ini digunakan sebagai panduan untuk mengetahui masalah yang
paling serius, dengan indikasi angka yang paling tinggi memerlukan prioritas
penanganan serius.
Tabel 2.1 Nilai Severity
Rating Criteria of Severity Effect 10 Tidak berfungsi sama sekali
9 Kehilangan fungsi utama dan menimbulkan peringatan 8 Kehilangan fungsi utama
7 Pengurangan fungsi utama
6 Kehilangan kenyamanan fungsi penggunaan 5 Mengurangi kenyamanan fungsi penggunan
4 Perubahan fungsi dan banyak pekerja menyadari adanya masalah
3 Tidak terdapat efek dan pekerja menyadari adanya masalah 2 Tidak terdapat efek dan pekerja tidak menyadari adanya masalah 1 Tidak ada efek
Sumber : Dyadem (2003) dalam Ulum (2017)
Tabel 2.2 Nilai Occurrence
Tabel 2.3.Nilai Detection
Rating Detection Design Control 10 Tidak mampu terdeteksi
9 Kesempatan yang sangat rendah dan sangat sulit untuk terdeteksi 8 Kesempatan yang sangat rendah dan sulit untuk terdeteksi
7 Kesempatan yang sangat rendah untuk terdeteksi 6 Kesempatan yang rendah untuk terdeteksi 5 Kesempatan yang sedang untuk terdeteksi 4 Kesempatan yang cukup tinggi untuk terdeteksi 3 Kesempatan yang tinggi untuk terdeteksi 2 Kesempatan yang sangat tinggi untuk terdeteksi 1 Pasti terdeteksi
Sumber : Dyadem (2003) dalam Ulum (2017)
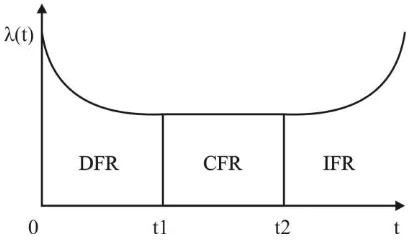
2.3Failure Rate Function λ(t)
λ(t) dikenal sebagai nilai resiko atau fungsi nilai kerusakan (kesalahan). Nilai ini memberikan alternatif pemecahan untuk menjelaskan distribusi kerusakan.
Nilai kerusakan dalam beberapa kasus, dapat dikategorikan menjadi 3, antara lain
(Kurniawan,2013) :
1. Decrease Failure Rate (DFR)
Terjadi jika karakteristik kerusakan menurun (berkurang), misalnya kerusakan
cacat proses, retak, spare part yang reject, kontrol kualitas yang buruk, dan
kemampuan kerja yang buruk. Hal ini dapat diantisipasi dengan melakukan
perawatan screening, kontrol kualitas, dan test level penerimaan. Kondisi
seperti ini memiliki karakteristik yang biasa disebut Burn-In.
2. Constan Failure Rate (CFR)
Terjadi bila karakteristik kerusakan konstan, misalnya kerusakan mesin akibat
Human error, dan lingkungan. Hal ini dapat diantisipasi dengan melakukan
Redundancy, dan pelatihan. Kondisi mesin berada dalam kondisi prima, yang
disebut useful-life.
3. Increase Failure Rate (IFR)
Terjadi bila karakteristik kerusakan meningkat (bertambah), misalnya
kerusakan mesin akibat korosi, usia, fatigue, friksi. Hal ini dapat diantisipasi
dengan melakukan perawatan preventif, penggantian spare part dan teknologi,
dengan kata lain part yang tidak berfungsi dapat diperbaiki, dan mesin tetap
Gambar 2.3. Kurva Bathub-Shape (Ebeling,1997)
2.4Distribusi Statistik
Model dari suatu probabilitas kerusakan suatu alat dapat dicocokkan dengan
distribusi statistik. Dalam analisa keandalan ada beberapa distribusi statistik yang
umum digunakan. Distribusi statistik yang digunakan tergantung pada karakter
kerusakan yang terjadi. Beberapa distribusi yang termasuk ke dalam distribusi
statistik diantaranya (Ansori dan Imron,2013) :
2.4.1 Distribusi Normal
Distribusi normal mempunyai laju kerusakan yang naik sejak bertambahnya
umur alat, yang berarti probabilitas kerusakan alat atau komponen naik sesuai
dengan bertambahnya umur komponen tersebut. Distribusi normal mempunyai
dua parameter yaitu rata-rata (µ) dan standar deviasi ( .
Adapun fungsi-fungsi distribusi normal dinyatakan sebagai berikut :
Fungsi Probabilitasnya
F( t ) =
√ ∫ *
+
Untuk
Fungsi Keandalannya
Nilai kehandalan dapat dihitung dengan rumus :
R(t) = * +
Laju Kerusakannya
laju kerusakan komponen berdasarkan distribusi normal di rumuskan sebagai
λ (t) =
MTTF = µ
Dimana :
F(t) = Probabilitas Kerusakan
R(t) = Fungsi Keandalan
λ(t) = Laju Kerusakan
t = Interval Waktu σ = Standart Deviasi µ = Rata-rata sampel
(z) = tabel π = 3,14
MTTF = Rata-rata waktu kerusakan
2.4.2 Distribusi Eksponensial
Digunakan untuk memodelkan laju kerusakan yang konstan untuk sistem yang
beroperasi secara kontinyu. Dalam distribusi eksponensial, beberapa persamaan
yang digunakan antara lain :
Fungsi padat peluang (pdf) dari distribusi eksponensial adalah :
f(t) =
Fungsi keandalan distribusi eksponensial adalah
R (t) =
Nilai laju kerusakan : λ(t) = λ
MTTF distribusi eksponensial adalah
MTTF =∫
Dimana :
f(t) = probabilitas kerusakan
R(t) = Fungsi keandalan
MTTF = Rata-rata waktu kerusakan
t = waktu t ≥ 0
λ = kecepatan rata-rata terjadinya kerusakan λ > 0 e = 2,7183
2.4.3 Distribusi weibull
Distribusi ini paling banyak dipakai dalam teknik perhitungan keandalan.
Dalam distribusi weibull dikenal adanya dua parameter bentuk (β) dan parameter
skala (η).
Fungsi padat (pdf) distribusi weibull adalah :
f(t) = ( ) ( )
Fungsi keandalan distribusi weibull adalah :
R(t) = e ( )
Nilai laju kerusakan
λ(t) = ( )
MTTF distribusi weibull adalah
MTTF = ∫ ( )
Dimana :
f(t) = probabilitas kerusakan
R(t) = Fungsi keandalan
λ(t) = Laju kerusakan
MTTF = Rata-rata waktu kerusakan
t = waktu t ≥ 0
β = shapeparameter, β > 0
η = scala parameter untuk karakteristik life time, η > 0
2.4.4 Distribusi lognormal
Distribusi ini berguna untuk menggambarkan distribusi kerusakan untuk
kondisi yang bervariasi. Disini time to failure (t) dari suatu komponen
diasumsikan memiliki distribusi lognormal bila y=ln(t), mengikuti distribusi
normal dengan rata-rata µ dan variansinya adalah s.
Fungsi padat peluang (pdf) distribusi lognormal adalah :
f(t)=
, [ ]
- Fungsi keandalan distribusi lognormal adalah R(t) = 1-ϕ * ( )+
Laju kegagalannya adalah λ(t) =
MTTF distribusi lognormal adalah
MTTF = exp (µ+(0.5.s2))
Dimana :
f(t) = probabilitas kerusakan
R(t) = Fungsi keandalan
λ(t) = Laju kerusakan
µ = Rata-rata
s = Variansi
2.5Penentuan Distribusi Statistik
Untuk menentukan suatu distribusi statistik perlu melakukan pengujian
hipotesa. Hipotesa adalah perumusan sementara mengenai suatu hal yang dibuat
untuk menjelaskan dan mengarahkan penelitian selanjutnya. Jika perumusan atau
persyaratan dikhususkan mengenai populasi statistik, umumnya mengenai
nilai-nilai parameter populasi, maka hipotesa tersebut disebut hipotesa statistik kecuali
dinyatakan lain. (Suryono,2015)
Langkah untuk memutuskan apakah menerima atau menolak hipotesa tersebut
digunakan dalam membandingkan keragaman data yang diambil dari mesin-mesin
dalam penelitian ini, perlu diketahui distribusi waktu terjadinya kerusakan untuk
interval waktu tertentu. Untuk pengujian tersebut dapat digunakan pengujian Chi
Kuadrat (Chi Square) atau dengan uji Kolmogorov Smirnov. (Suryono,2015)
2.5.1 Uji Chi Kuadrat (Chi Square)
2.5.1.1Chi-Square Sebagai Uji Independensi
Menurut Usman dan Akbar (2006) Uji independensi adalah suatu uji yang
dipergunakan untuk melihat apakah perbedaan yang diamati dari beberapa
proporsi sampel signifikan atau hanya kebetulan saja (by chance). Pengujian
seperti ini pada dasarnya membandingkan frekuensi observasi dengan frekuensi
yang diharapkan (expected), jika hipotesis nol adalah benar. Untuk mempermudah
menghitung frekuensi observasi, maka dipergunakan tabel kontingensi. Tabel itu
berisikan hasil observasi terhadap beberapa proporsi tertentu berdasarkan atribut
yang ingin diamati perubahannya dan pengaruhnya. Misalnya, akan diamati
pengaruh diterapkannya metode baru (dengan tidak diterapkan metode baru
terhadap sampel yang berasal dari 4 populasi, maka tabel tersebut berbentuk 2x4
(dua baris, empat kolom). Dengan diketahuinya proporsi masing-masing sampel
dan jumlah sampel untuk setiap populasi maka frekuensi observasi dapat dihitung.
Apabila hipotesis nol adalah benar, maka frekuensi yang diharapkan dapat
pula dihitung berdasarkan jumlah proporsi masing-masing atribut (tidak
diterapkan atau diterapkan) dibagi dengan jumlah total sampel. Selanjutnya, untuk
menguji hipotesis nol, maka frekuensi observasinharus dibandingkan dengan
frekuensi yang diharapkan. Jika nilai observasi dan yang diharapkan adalah
serupa, maka secara intuitif hipotesis nol diterima. Jika terdapat perbedaan yang
besar antara kedua frekuensi tersebut, maka hipotesis nol ditolak dan dapat
disimpulkan, bahwa terdapat perbedaan yang signifikan pada keempat proporsi
terhadap penerapan metode baru tersebut.
Fungsi : menguji apakah ada perbedaan antara frekuensi yang diamati dengan frekuensi harapan.
H0 : tidak ada perbedaan antara frekuensi harapan dengan frekuensi
H1 : ada perbedaan antara frekuensi harapan dengan frekuensi
observasi.
Statistik :
x
2= Σ1
; i = 1 … K
dengan Oi = frekuensi observasi kategori i
Ei = frekuensi harapan kategori i
Jika frekuensi observasi dan frekuensi harapan tidak jauh berbeda, maka
Oi–Ei kecil sehingga x2 juga kecil dan sebaliknya, sehingga semakin besar x2
makin besar pula kemungkinan kedua frekuensi berbeda sehingga H0 ditolak.
Metode :
- Hitung frekuensi harapan kategori i sesuai dengan H0 .
- Untuk setiap kategori, kurangkan frekuensi observasi dengan frekuensi
harapan dan kuadratkan hasilnya, kemudian bagi dengan frekuensi
harapan.
- Jumlahkan untuk setiap kategori untuk mendapatkan nilai x2.
Keputusan :
Distribusi sampling x2 berdistribusi chi-square dengan derajat bebas db = n-1.
Jika kemungkinan yang berkaitan dengan munculnya x2 dibawah H0 ≤ α,
maka H0 ditolak jika tidak H0 diterima.
2.5.1.2Chi-Square Sebagai Uji Goodnes Of Fit
Menurut Usman dan Akbar (2006) uji chi-square juga dapat dipergunakan
untuk memutuskan apakah distribusi probabilitas tertentu, seperti binomial,
poisson, atau normal adalah distribusi yang cocok untuk dipergunakan pada
persoalan tertentu. Kemampuan ini menjadi penting, karena dalam mengambil
keputusan berdasarkan data statistik haruslah ditentukan suatu distribusi
probabilitas yang paling mewakili distribusi data yang sedang ditinjau.
Melalui uji chi-square data diketahui seberapa jauh asumsi yang dipergunakan
dalam suatu distribusi dapat di pergunakan. Dengan kata lain, uji chi-square
memungkinkan untuk menentukan apakah terdapat perbedaan yang signifikan
kasus ini ketepatan (goodness of fit) dari suatu distribusi teoretis terhadap
distribusi observasi dapat ditentukan.
2.5.2 Uji Kolmogorov-Smirnov
Menurut Suryono (2015) uji Kolmogorov-Smirnov adalah suatu goodness of
fit test, artinya yang diperhatikan adalah tingkat kesesuaian antara distribusi
serangkaian harga sampel (skor yang di observasi) dengan suatu distribusi teoritis
tertentu. Tes ini menetapkan apakah skor-skor dalam sampel dapat secara masuk
akal dianggap berasal dari suatu populasi dengan distribusi teoritis itu.
Dalam tes ini mencakup perhitungan distribusi frekuensi kumulatifyang akan
terjadi dibawah distribusi toritisnya, serta membandingkan distribusi frekuensi itu
dengan distribusi frekuensi hasil observasi. Distribusi teoritis tertentu merupakan
representasi dari apa yang diharapkan dibawah H0. Tes ini menetapkan suatu titik
dimana kedua distribusi itu (teoritis dan observasi) memiliki perbedaan terbesar.
Misalkan F0 (X) = suatu fungsi distribusi frekuensi kumulatif yang
sepenuhnya di tentukan, yakni distribusi kumulatif teoritis dibawah H0. Artinya
untuk harga N yang sembarang besarnya, harga F0 (X) adalah proporsi kasus yang
diharapkan mempunyai skor yang sama atau kurang dari pada X. Misalkan SN (X)
= distribusi frekuensi kumulatif yang diobservasi dari suatu sampel random
dengan N observasi. Dimana X adalah sembarang skor yang mungkin, SN (X) =
k/N, dimana k sama dengan banyaknya observasi yang sama atau kurang dari X.
Dibawah hipotesis nol bahwa sampel itu telah ditarik dari distribusi teoritis
tertentu, maka diharapkan bahwa untuk setiap harga X, SN (X) harus jelas
mendekati F0 (X). Artinya dibawah H0 kita akan mengharapkan selisih antara SN
(X) dan F0 (X) adalah kecil da nada dalam batas-batas kesalahan random.
Tes Kolmogorov-Smirnov memusatkan perhatian pada penyimpangan
(deviasi) terbesar. Harga F0 (X) - SN (X) terbesar dinamakan deviasi maksimum.
Dhitung = Maximum | |
Menurut Usman dan Akbar (2006) uji Kolmogorov-Smirnov berfungsi untuk
menguji kesesuaian antara distribusi harga-harga yang diobservasi dengan
H0 : distribusi frekuensi observasi = teoretis
Ha : distribusi frekuensi observasi ≠ teoretis
Yang dibandingkan adalah distribusi frekuensi kumulatif hasil pengamatan dengan distribusi frekuensi kumulatif yang terjadi dibawah distribusi teoretis
tertentu ( di representasikan dalam H0 )
Metode :
- Tentukan distribusi kumulatif teoretis (F0 (X))
- Tentukan distribusi kumulatif observasi (SN (X)) yang sesuai dengan
interval F0 (X)
- Hitung selisih F0 (X) - SN (X)
- Hitung deviasi maksimum (simpangan terbesar)
D = max | |
Dengan :
F0 (X) = fungsi distribusi frekuensi kumulatif teoretis dibawah H0 (proporsi kasus
yang diharapkan mempunyai skor < = X)
SN (X) = distribusi frekuensi kumulatif observasi dari suatu sampel dengan N
observasi. SN (X) = K/N dengan k = banyaknya observasi yang < = k
2.6Model Penggantian Age Replacement
Model Age Replacement adalah model perawatan dengan menetapkan nilai
interval waktu perawatan pencegahan berdasarkan selang waktu termakan yang
digunakan untuk tindakan penggantian dengan kriteria minimasi
(Jardine,1973)(dalam Ansori dan Imron, 2013).
Model Age Replacement memiliki formulasi sebagai berikut :
( ) ( ) ( )
Dimana :
C = Total ongkos persatuan waktu jika penggantian dilakukan dalam interval
R ) = Nilai reliability pada saat ( )
Cp = Biaya penggantian pencegahan
Cf = Biaya penggantian kerusakan
M( )= Nilai rata-rata waktu terjadinya kerusakan
Tf = Waktu penggantian kerusakan
Tp = Waktu penggantian pencegahan
tp = Interval waktu penggantian pencegahan
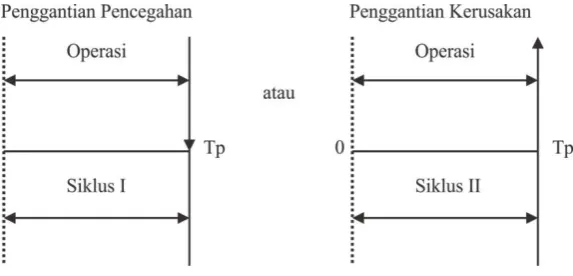
Terdapat dua siklus operasi dalam model Age Replacement diantaranya :
1. Siklus I adalah siklus pencegahan yang diakhiri dengan kegiatan pencegahan
dengan melakukan penggantian komponen yang telah mencapai umur
penggantian sesuai dengan yang direncanakan.
2. Siklus II adalah siklus kerusakan yang diakhiri dengan kegiatan penggantian
kerusakan sebelum mencapai waktu yang telah ditetapkan.
Gambar 2.4. Siklus Model Age Replacement
Sumber : Jardine,1973 (dalam Ansori dan Imron,2013)
2.7Penentuan Interval Waktu Perawatan
Menurut Gasperz (1996) dalam Kurniawan (2013) komponen yang memiliki
distribusi kegagalan peluang tertentu dengan fungsi peluang f(t), maka nilai
∑ [ ] ∫
Dengan H(0) = 0. Jadi tp = 0, maka H(tp) = H(0) = 0
Misalnya tp =1, maka nilai harapan banyaknya kegagalan (kerusakan)
komponen sistem dalam interval waktu (0,1) sebagai berikut :
H(1) = [ ] ∫
Selanjutnya apabila tp = 2, maka nilai harapan banyaknya kegagalan
(kerusakan) komponen sistem dalam interval waktu (0,2) sebagai berikut :
H(2) = [ ] ∫ [ ] ∫
Jika suatu komponen sistem itu memiliki distribusi kerusakan mengikuti distribusi
normal X~N(µ,σ2
), dengan fungsi kepekatan peluang (Gasperz,1996)(dalam
Kurniawan 2013), maka :
* +
Maka nilai harapan dari banyaknya kerusakan komponen sistem dalam interval
waktu (0,tp) :
∑ [ ] ∫ * +
Fungsi kegagalan yang menyebar mengikuti distribusi normal X~N(µ,σ2 ),
Dengan dilakukannya perhitungan biaya perawatan kita akan dapat
mengetahui berapa jumlah biaya yang dikeluarkan untuk perawatan berdasarkan
interval waktu yang sudah dibahas sebelumnya. Manfaat yang diperoleh adalah
manajemen dapat mengetahui dengan pasti biaya yang paling rendah pada periode
tertentu, sehingga dapat dilakukan evaluasi. Pengembangan dari masalah ini
dalam interval waktu, dengan kerusakan serendah mungkin. Waktu perawatan
yang optimal antara kegiatan penggantian preventif, dapat diketahui dengan
memilih interval waktu yang memiliki biaya terendah. Apabila interval waktu
yang optimal diperoleh, maka biaya perawatan yang paling minimum dapat
diketahui. (Rahman,2001)(dalam Kurniawan, 2013)
C(tp) =
Dimana : C(tp) = Biaya perawatan dalam interval waktu
Cp = Biaya penggantian satu komponen
Cf = Biaya penggantian kerusakan
H(tp)= Banyaknya kerusakan dalam interval waktu (0,tp) merupakan
Nilai harapan.
tp = Interval waktu
Biaya penggantian satu komponen dapat ditentukan berdasarkan
pertimbangan berikut :
a. Jumlah komponen yang diperlukan.
b. Harga per 1 item komponen.
Biaya penggantian kerusakan dapat ditentukan berdasarkan pertimbangan
berikut :
a. Biaya yang dikeluarkan pada saat mesin berhenti produksi dalam kondisi
rusak maka perusahaan akan tetap membayar operator mesin tersebut.
b. Biaya yang dikeluarkan untuk perbaikan dengan membayar mekanik pada saat
mesin mengalami kerusakan.
c. Biaya kehilangan kesempatan dimana biaya pada saat mesin dalam berada
kondisi rusak maka perusahaan kehilangan kesempatan memperoleh
keuntungan sesuai dengan yang direncanakan.
Biaya penggantian komponen terhadap kondisi tertentu dapat diasumsikan
lebih rendah dari pada biaya untuk penggantian kerusakan. Dengan adanya
untuk perawatan berdasarkan interval waktu. Sehingga kita mengetahui dengan
pasti biaya yang paling rendah pada periode ke-t.
2.9Penelitian Terdahulu
2.9.1 Defri Vidiasari, Kusmaningrum Soemadi, dan Fifi Herni Mustofa Tahun 2015
Judul Penelitian “ INTERVAL WAKTU PENGGANTIAN PENCEGAHAN OPTIMAL KOMPONEN SISTEM PRINTING UNIT U41 MENGGUNAKAN
METODE AGE REPLACEMENTDI PT.PIKIRAN RAKYAT “
Penelitian dilakukan di PT.Pikiran Rakyat yakni perusahaan percetakan yang
memproduksi koran harian di Jawa Barat. Penelitian tersebut dilakukan karena
perusahaan sering mengalami kendala yang ditimbulkan oleh terjadinya kerusakan
mesin saat produksi sedang berlangsung yang menyebabkan kerugian pada
perusahaan. di penelitian ini menggunakan model Age Replacement untuk
memecahkan masalah yang sedang dihadapi oleh perusahaan dengan tujuan untuk
menentukan umur penggantian pencegahan komponen yang memberikan
ekspektasi biaya perawatan terendah. Sistem printing U41 sebagai fokus
penelitian dikarenakan memiliki frekuensi kerusakan tertinggi. Dari pengolahan
data kerusakan yang dilakukan menghasilkan identifikasi lima komponen kritis
yakni komponen ink screw, ink form roller ø80 dan ø90, serta ink transfer roller
ø90 dan ø110. Solusi
Penelitian tersebut menghasilkan nilai persentase penghematan dari setiap
komponen kritis. Yaitu komponen ink transfer roller ø110 dan ink transfer roller
ø90 memiliki nilai persentase terbesar yaitu 90,8% dan 90,2%, kemudian
komponen ink form roller ø80 dan ink form roller ø90 dengan nilai persentase
sebesar 87,5% dan 84,7%. Komponen yang memiliki nilai persentasi terendah
adalah ink screw yaitu sebesar 67,8%. dengan interval waktu penggantian
pencegahan 95 hari pada komponen ink form roller ø80 dan ink form roller ø90,
140 hari pada komponen ink transfer roller ø110 dan ink transfer roller ø90 dan
2.9.2 Jaka Purnama, Yosua Anggara Putra, Moch. Kalamollah Tahun 2015
Judul Penelitian “ METODE AGE REPLACEMENT DIGUNAKAN UNTUK MENENTUKAN INTERVAL WAKTU PERAWATAN MESIN PADA ARMADA BUS”
Penelitian ini dilakukan di PO Harapan Jaya Tulungagung yang
merupakan suatu perusahaan yang bergerak di bidang transportasi pelayanan jasa
angkutan darat jenis bus yang didukung dengan beragam armada bus yang
jumlahnya tidak sedikit , biaya yang dikeluarkan oleh perusahaan untuk perawatan
juga tidak sedikit tentunya. Transportasi merupakan kebutuhan yang tidak bisa
lepas dari masyarakat. Transportasi juga memiliki berbagai peran dalam berbagai
aspek, baik dalam aspek sosial, ekonomi, lingkungan, politik, pertahanan, maupun
keamanan. Setiap beroprasi armada-armada bus memerlukan adanya kebijakan
perawatan mesin, karena jika dilakukan perawatan mesin yang sesuai akan
meminimaliskan biaya perawatan bus. Dalam penyelesaian masalah metode yang
digunakan adalah model Age Replacement untuk menentukan kebijakan
penjadwalan perawatan yang optimal. Dengan model Age Replacement juga akan
di peroleh interval penjadwalan untuk perawatan yang optimal dengan biaya
produksi yang optimal.
Penelitian ini difokuskan pada armada bus merk HINO karena merk
tersebut memiliki tingkat kerusakan yang paling tinggi. Penelitian ini
menghasilkan waktu yang optimal dan biaya yang minimal dalam melakukan
kegiatan perawatan. sebelumnya diketahui biaya perawatan sebesar Rp
827.437.600,00 dengan melakukan kegiatan perawatan 2 kali dalam setahun,
kemudian didapat usulan biaya perawatan sebesar Rp 516.865.913,60 dengan
melakukan perawatan dalam setiap 9 hari atau 40 kali dalam setahun, dengan
didapatkan hasil usulan tersebut perusahaan akan melakukan penghematan
2.9.3 Sega Gavin Tama Tahun 2017
Judul Penelitian “PENENTUAN INTERVAL WAKTU OPTIMAL
PENGGANTIAN KOMPONEN WIRE SCREEN PADA MESIN WIRE PART
DENGAN METODE AGE REPLACEMENT DI PT.MOUNT DREAM INDONESIA”
Penelitian ini dilakukan di PT.Mount Dream Indonesia yang merupakan
perusahaan yang bergerak dibidang industri kertas, produk yang dihasilkan berupa
Corrugating Medium Paper (CMP), Brown Kraft (BK), Medium Linen (ML),
dengan produk unggulannya adalah Corrugating Medium Paper (CMP).
Permasalahan di perusahaan tersebut adalah belum adanya perencanaan perawatan
secara terjadwal sehingga sering terjadinya kerusakan pada mesin produksi saat
proses produksi sedang berjalan. komponen wire screen pada mesin wire part
adalah fokus Penelitian ini karena mesin ware part merupakan salah satu mesin
kritis di perusahaan tersebut. penelitian ini dilakukan bertujuan untuk menentukan
jadwal penggantian komponen ware screen dengan menggunakan model Age
Replacement.
Hasil penelitian ini adalah berupa data biaya Cost Maintenance (CM) sebesar
Rp 353.150.733,-, Cost Failure (CF) sebesar Rp 662.750.733,-. Interval waktu
yang optimal pada penggantian wire screen pada mesin wire part sesudah
dilakukannya perawatan adalah 65 hari. Dengan tingkat keandalan komponen
sebesar 0,513957758 (51,3%). Biaya yang dikeluarkan sebesar Rp
14.928.447/bulan untuk perawatan komponen. Total penggantian, lebih sedikit
dibandingkan dengan sebelum melakukan perawatan dengan metode age
2.9.4 Perbedaan Penelitian ini dengan Penelitian terdahulu
Berikut adalah perbedaan antara penelitian ini dengan penelitian terdahulu,
antara lain :
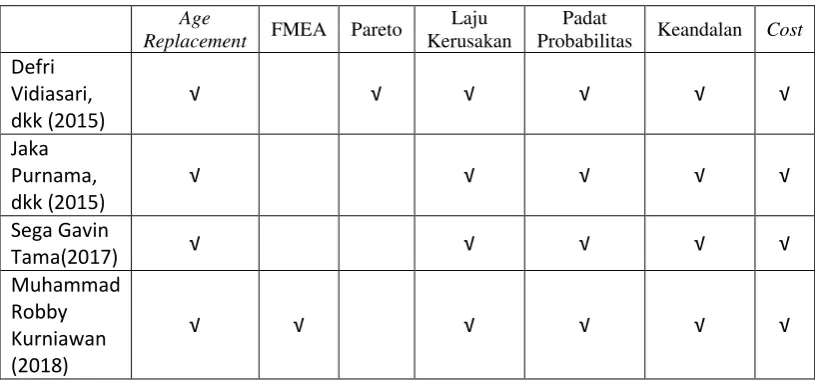
Tabel 2.4. Perbedaan penelitian ini dengan penelitian terdahulu
Age
Replacement FMEA Pareto
Laju Kerusakan
Padat
Probabilitas Keandalan Cost
Defri Vidiasari, dkk (2015)
√ √ √ √ √ √
Jaka Purnama, dkk (2015)
√ √ √ √ √
Sega Gavin
Tama(2017) √ √ √ √ √
Muhammad Robby Kurniawan (2018)
√ √ √ √ √ √
Dari tabel diatas dapat diketahui pembeda dari penelitian ini dan penelitian
terdahulu adalah di penelitiannya Defri Vidiasari dkk tidak menggunakan metode
FMEA namun menggunakan Pareto. Didalam penelitiannya Jaka Purnama dkk
dan Sega Gavin tidak menggunakan FMEA serta Pareto. sedangkan di penelitian
ini menggunakan metode FMEA namun tidak menggunakan Pareto. Untuk hal-hal
lain seperti penggunaan model Age Replacement, menghitung laju kerusakan, nilai
padat probabilitas, keandalan mesin serta perhitungan cost sama-sama digunakan