Makalah Seminar Kerja Praktek
PERANCANGAN DESAIN PLC SEDERHANA
LINE CYLINDER LINNER
PADA SISTEM MINIMUM MESIN HONING MODEL : ND-545-2S
PT. KUBOTA INDONESIA SEMARANG
Dikki Tesna Santosa (L2F008025)
Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Semarang Jln. Prof. Soedharto, Tembalang, Semarang, Jawa Tengah, Indonesia
e-mail: [email protected]
Abstrak
Dalam dunia modern saat ini banyak hal yang tidak dapat dipisahkan dengan masalah otomatisasi dalam berbagai bidang khususnya bidang industri yaitu dalam sarana produksi ataupun pendukung produksi. Otomatisasi selalu berkaitan dengan sistem kendali dan kontrol. Dengan semakin beragamnya sarana industri yang membutuhkan otomatisasi, maka dibutuhkan suatu media kontrol yang bersifat universal dan,dapat diterapkan pada semua bidang industri.
PLC (Programmable Logic Controller) atau pengendali logika terprogram dengan berbagai kelebihan dan kemudahan pemakaiannya merupakan salah satu solusi untuk memenuhi kebutuhan tersebut. Program dari PLC tersebut dapat dibuat sesuai logika otomatisasi yang diinginkan dan antarmuka masukan/keluarannya dapat disesuaikan dengan kebutuhan. Pada PT. KUBOTA INDONESIA divisi PRODUCTION ENGINEERING, bagian Power House yang merupakan suatu divisi yang bergerak di bidang produksi mesin diesel yang mana beberapa mesin produksinya menggunakan PLC.
Pada pelaksanaan kerja praktek ini akan dibahas mengenai dasar teori PLC, pengenalan sekilas PLC Q02H (Mitsubishi) dan ladder diagram serta desain ladder sederhana untuk mesin honing pada line cylinder linner. Dengan adanya mesin honing model : ND-545-2S , diharapkan akan menghasilkan cylinder yang sesuai ukuran dan memiliki permukaan yang halus. Selain itu mengurangi pengeluaran biaya untuk pembiayaan SDM. Serta mengurangi permasalahan yang disebabkan kesalahan dari faktor manusia (Human Error).
Kata kunci : Desain, PLC, Mesin Honing I. PENDAHULUAN
1.1 Latar Belakang
Perkembangan Ilmu Pengetahuan dan Teknologi dewasa ini telah mengalami banyak sekali kemajuan dalam berbagai bidang, untuk itu dibutuhkan tenaga-tenaga ahli yang professional dibidangnya. Di sisi lain, hal tersebut juga merupakan sebuah tantangan untuk selalu meningkatkan kemampuan sumber daya manusia, agar mampu menjadi sumber daya yang handal dan mampu bersaing.
Dalam laporan ini akan secara khusus dibahas mengenai perancangan desain PLC sederhana pada sistem minimum cylinder linner untuk mesin honing model : ND-545-2S. Dengan pengendalian secara otomatis, maka akan menambah efisiensi dan efektifitas dari sistem tersebut. Kemudian akan mengurangi permasalahan-permasalahan dalam sebuah sistem pengontrolan jika dilakukan secara manual.
Dengan adanya sistem cylinder linner secara otomatis, diharapkan akan menghasilkan silinder yang sesuai ukuran dan memiliki permukaan yang halus. Selain itu mengurangi pengeluaran biaya untuk pembiayaan SDM. Serta mengurangi permasalahan yang
disebabkan kesalahan dari faktor manusia (Human Error).
PLC (Programmable Logic Controller) adalah suatu sarana pendukung otomasi terutama pada sistem kontrolnya. Sifatnya yang bisa diprogram dan disesuaikan dengan kebutuhan membuat PLC menjadi suatu hal yang popular dan terkenal di dunia industri. Salah satu jenis PLC yang banyak digunakan pada industri adalah PLC Mitsubishi tipe Q-Series.
1.2 Tujuan
Tujuan dari Kerja Praktek ini adalah untuk memperkenalkan PLC sebagai salah satu pendukung otomasi industri. Mempelajari dasar pemrograman PLC dan merancang desain PLC sederhana untuk mesin Honing pada sistem minimum cilynder linner secara otomatis.
1.3 Pembatasan Masalah
Materi kerja praktek ini dibatasi pada perancangan desain PLC dengan diagram ladder sederhana sesuai dengan cara kerja minimum mesin Honing dari sisi perangkat kerasnya dan pemrograman dasar diagram ladder untuk mendukung kerja PLC. Fungsi-fungsi tambahan
di luar fungsi dasar pada pemrograman dan aplikasi-aplikasi PLC selain aplikasi dasar tidak diulas pada laporan kerja praktek ini.
II. DASAR TEORI
2.1 PLC ( Programmable Logic Control)
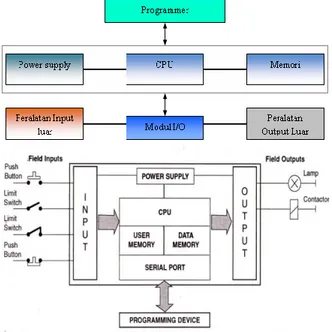
Berdasarkan pada standar yang dikeluarkan oleh National Electrical Manufacture Association (NEMA) ICS3-1978 Part ICS3-304, PLC didefinisikan sebagai berikut : “PLC adalah suatu peralatan elektronik yang bekerja secara digital, memiliki memori yang dapat diprogram menyimpan perintah-perintah untuk melakukan fungsi-fungsi khusus seperti logic, sequening, timing, counting, dan aritmatika untuk mengontrol berbagai jenis mesin atau proses melalui analog atau digital input/output modules”.
Gambar 1 Fungsi PLC
Pada prinsipnya sebuah PLC melalui modul input bekerja menerima data-data berupa sinyal dari peralatan input luar (external input device) dari sistem yang dikontrol seperti yang diperlihatkan pada gambar 2. Peralatan input luar tersebut antara lain berupa sakelar, tombol, sensor. Data-data masukan yang masih berupa sinyal analog akan diubah oleh modul input A/D (analog to digital input module) menjadi sinyal digital. Selanjutnya oleh prosesor sentral (CPU) yang ada di dalam PLC sinyal digital itu diolah sesuai dengan program yang telah dibuat dan disimpan di dalam ingatan (memory). Seterusnya CPU akan mengambil keputusan dan memberikan perintah melalui modul output dalam bentuk sinyal digital. Kemudian oleh modul output D/A (digital to analog module) dari sistem yang dikontrol seperti antara lain berupa kontaktor, relay, solenoid, heater, alarm dimana nantinya dapat untuk mengoperasikan secara otomatis sistem proses kerja yang dikontrol tersebut.
Gambar 2 Bagian-bagian Blok PLC
2.2
PLC
Q02H (MITSUBISHI)Tipe Q-Series merupakan PLC seri terbaru dari PLC Mitsubishi atau merupakan evolusi dari tipe A-Series. Tipe Q-Series ini paling banyak digunakan di industri-industri. Hal ini disebabkan karena beberapa keunggulan-kenggulannya yang meliputi :
1. Program Memory yang lebih banyak sehingga lebih banyak points (I/O) yang dapat disimpan dalam memory.
2. Desain lebih kecil daripada Tipe sebelumnya (A-Series).
3. Easy Maintenance (mudah dalam perawatan).
4. Basic Intruction Processing Speed sangat Cepat.
Gambar 3 PLC Compact Mitsubishi Q-Series
2.2.1 Bagian-bagian umum PLC Q02H (MITSUBISHI)
Pada Modul PLC Mitsubishi Q-Series terdiri dari beberapa bagian seperti pada gambar dibawah ini.
Gambar 5 Susunan Modul PLC Q-Series
2.2.2 Spesifikasi dan Alamat PLC Q02H (MITSUBISHI)
Tabel 1 Spesifikasi PLC Mitsubishi Q-Series
Tabel 2 Alamat PLC Q02H
2.3 Dasar Pemrograman
Bahasa program yang digunakan sudah dikonversi menjadi bahasa yang dimengerti manusia. Khususnya memakai istilah, simbol dan gambar teknik standar yang sudah dikenal. Salah satu teknik sandar yang sering dijumpai adalah diagram tangga ( Ladder Diagram ).
Diagram Tangga merupakan bahasa teknik yang menggunakan simbol-simbol dan keterangan-keterangan mengenai input dan output dalam bentuk gambar diagram untuk mewakili fungsi kerja suatu proses dari sistem yang dikontrol. Simbol-simbol yang digunakan dalam pemrograman PLC, yaitu :
Load dan Load Not
Gambar 6 Simbol LOAD dan LOAD NOT
Kondisi pertama untuk mengawali setiap pemrograman dari pergantian garis anak tangga menggunakan instruksi load atau load not. And dan And Not
Gambar 7 Simbol AND dan AND NOT
Bila terdapat dua atau lebih kondisi terhubung serial dalam satu garis anak tangga, maka kondisi yang pertama harus menggunakan instruksi load atau load not, dan kondisi yang lainnya dengan instruksi and atau and not. Or dan Or Not
Gambar 8 Simbol OR dan OR NOT
Bila terdapat dua atau lebih kondisi terhubung paralel dalam satu garis anak tangga, maka kondisi yang pertama harus menggunakan instruksi load atau load not, dan kondisi yang lainnya dengan instruksi or atau or not.
NormalTerbuka dan Normal Terhubung
Gambar 9 Simbol Normally Open , Normally Close
Setiap instruksi harus didahului oleh bit operand kondisi normal terbuka atau terhubung. Suatu kondisi disebut normal terbuka bilamana output bekerja atau aktif ketika bit operand di depannya ON, dan disebut normal terhubung bilamana output bekerja atau aktif ketika bit operand di depannya OFF.
LOAD LOAD
NOT
AND AND NOT
OR OR NOT
NC NO
Fungsi END
Gambar 10 Simbol END
Instruksi end digunakan untuk menandai bahwa program telah selesai. CPU melakukan scan dari awal hingga akhir program mebentuk loop tetutup. Jadi tanpa end maka program PLC tidak akan bekerja.
Output dan Output Not
Gambar 11 Simbol OUT dan OUT NOT
Instruksi output dapat digunakan untuk rancangan dimana output harus aktif bilamana kondisi-kondisi normal di depannya terhubung. Instruksi output not digunakan untuk rancangan dimana output harus tidak aktif bilamana kondisi-kondisi normal di depannya terhubung. Beberapa output atau output not yang terhubung paralel pada satu garis anak tangga dapat diperlakukan dengan instruksi output atau output not yang berurutan.
TIMER
Timer adalah instruksi untuk menunda suatu proses. Timer mempunyai sebuah masukan, dimana apabila masukan ON timer menghitung dan bila masukan OFF timer reset. N menunjukkan timer ke berapa ( Tim 1, Tim 2 dst ) dan SV adalah Set Value dengan batasan antara 000.00 sampai dengan 999.9. Apabila masukan ON maka timer aktif dan mulai menghitung sesuai set value, setelah timer selesai menghitung sampai angka set value terpenuhi maka timer akan ON, timer akan OFF dan reset apabila masukan OFF. Untuk mengambil kondisi timer maka dibuat diagram ladder seperti gambar dibawah. Timer akan OFF apabila masukan kondisinya OFF sehingga Timer reset. Timer menggunakan unit 100 ms ( Hundred-ms Timer )
Gambar 12 Simbol Timer
2.4 Mesin Honing Model : ND-545-2S
Mesin Honing adalah mesin yang digunakan untuk menghaluskan lingkaran dalam dari suatu silinder sebagai salah satu part mesin diesel.
Gambar 13 Mesin Honing Model : ND-545-2S
a) Panel kontrol b) Gauge Gambar 14 Bagian-Bagian Mesin Honing
a) Jig b) Stone c) Clamp Gambar 15 Komponen Mesin Honing
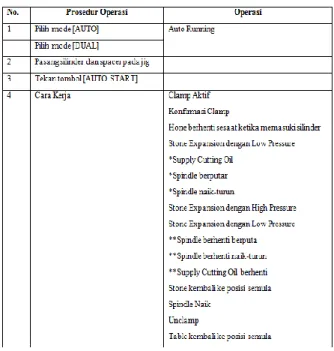
Sebelum mesin siap ada beberapa persiapan
yang dilakukan. Setelah mengikuti prosedur
pengoperasian mesin, sistem akan siap
bekerja. Cara kerja mesin honing model :
ND-545-2S adalah menghaluskan silinder
atau dinamakan cutting.
Gambar 16 Mekanisme Cutting Mesin Honing END
OUT OUT NOT
TIM 000 016 0 TIM 000 #0150 0000 0
Tabel 3 Prosedur Kerja Mesin
III. PERANCANGAN DESAIN PLC SEDERHANA LINE CYLINDER
LINNER PADA SISTEM
MINIMUM MESIN HONING
MODEL : ND-545-2S
3.1 Deskripsi Sistem
Mesin Honing merupakan salah satu mesin yang sering dijumpai di dunia industri terutama industri otomotif. Mesin ini bertujuan untuk menghaluskan lingkaran dalam suatu silinder yang terbuat dari besi tuang paduan yang kuat, dipasang pada Crank Case dengan cara ditekan. Berikut gambaran fisik mesin honing.
Gambar 17 Mesin Honing (Depan)
Gambar 18 Mesin Honing (Samping) Cara Kerja Sistem :
a. Setelah catu daya dinyalakan, sistem kondisi OFF dan siap digunakan
b. Saat push button start ditekan, PLC akan menghidupkan motor kanan jika tidak terjadi fault atau overload.
c. Saat limit switch work aktif, coolant akan aktif untuk mendinginkan slinder.
d. Saat push button 1cycle ditekan, clamp akan aktif hingga mengaktifkan limit switch clamp.
e. Saat limit switch clamp aktif, gauge akan aktif (turun) hingga mengaktifkan limit switch gauge down.
f. Saat limit switch gauge down aktif, spindle akan aktif selama TON0.
g. Setelah spindle aktif selama TON0, Stone akan berputar sambil naik turun agar lingkaran dalam silinder menjadi halus sesuai dengan banyaknya stroke yang diinginkan.
h. Setelah mencapai jumlah stroke yang diinginkan, spindle mati, gauge naik, dan clamp akan mati hingga mengaktifkan limit switch gauge up atau unclamp.
i. Saat limit switch gauge up atau unclamp aktif, sistem motor kiri akan hidup untuk mengembalikan silinder pada posisi awal hingga limit switch home aktif.
3.2 Diagram Blok Rangkaian PLC
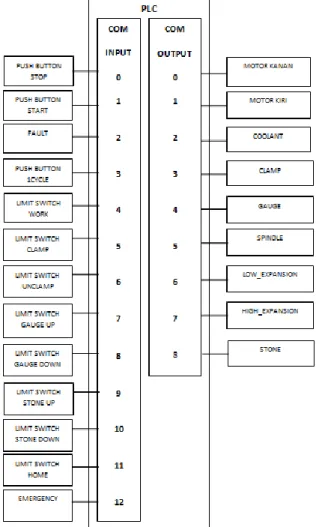
Berikut diagram blok input output
PLC yang digunakan pada desain ini sebagai
berikut.
Gambar 19 Diagram Blok Rangkaian Input Output
PLC Keterangan input-output PLC :
Push Button Stop
Push Button Stop berfungsi untuk menghentikan seluruh operasi jika terdapat masalah.
Push Button Start
Push Button Start berfungsi untuk menghidupkan sistem.
Sensor Fault
Sensor ini berfungsi untuk mendeteksi adanya keadaan abnormal.
Push Button 1Cycle
Push Button 1Cycle berfungsi untuk menghidupkan sistem untuk melakukan satu kali siklus.
Limit Switch Work
Sensor ini berfungsi untuk mendeteksi silinder sudah berada pada posisi kerja.
Limit Switch Clamp
Sensor ini berfungsi untuk mendeteksi silinder sudah terklam.
Limit Switch Gauge Up
Sensor ini berfungsi untuk mendeteksi posisi gauge diatas.
Limit Switch Gauge Down
Sensor ini berfungsi untuk mendeteksi posisi gauge dibawah.
Limit Switch Unclamp
Sensor ini berfungsi untuk mendeteksi silinder sudah tidak terklam.
Limit Switch Stone Up
Sensor ini berfungsi untuk mendeteksi posisi stone diatas.
Limit Switch Stone Down
Sensor ini berfungsi untuk mendeteksi posisi stone dibawah.
Limit Switch Home
Sensor ini berfungsi untuk mendeteksi silinder sudah berada di posisi awal.
Emergency
Emergency berfungsi untuk menghentikan seluruh operasi jika terdapat masalah yang sulit ditangani tombol stop
Motor Kanan
Motor ini berfungsi untuk memutar table ke arah kanan.
Motor Kiri
Motor ini berfungsi untuk memutar table ke arah kiri.
Coolant
Coolant ini berfungsi untuk mengalirkan sistem pendingin.
Clamp
Clamp ini berfungsi untuk menjaga posisi silinder tidak berubah saat sistem bekerja.
Gauge
Gauge ini berfungsi untuk menaikkan dan menurunkan stone.
Spindle
Spindle berfungsi untuk memutar stone agar silinder menjadi halus.
Low_Expansion
Low_expansion berfungsi untuk mengaktifkan low pressure pada stone.
High_Expansion
High_expansion berfungsi untuk mengaktifkan high pressure pada stone.
Stone
Stone berfungsi untuk menghaluskan silinder dalam menjadi halus.
3.3 Perancangan Desain Sistem
Dari deskripsi sistem yang diinginkan,
maka dapat ditabelkan kombinasi output yang mungkin terjadi dibawah ini :
Tabel 4 Kombinasi Output Sistem
Sedangkan, aliran logika prosesnya tampak pada diagram keadaan berikut ini:
Gambar 20 Diagram State Sistem
Untuk membuat laddernya, maka terlebih dahulu dibuat persamaan-persamaan dari diagram keadaan diatas, dengan langkah-langkah sebagai berikut :
Persamaan Transisi : T0 = FS
T1 = Ready . START . FAULT T2 = Mot_ON . LS_WORK T3 = Coolant . PB_1CYCLE T4 = Clamp . LS_CLAMP T5 = G_Down . LS_GAUGE_DOWN T6 = Spin_ON . TON0 T7 = Low_ExpUp . LS_STONE_UP T8 = Low_ExpDown . LS_STONE_DOWN T9 = Low_ExpUp . COUNTER0 T10 = High_ExpUp . LS_STONE_UP T11 = High_ExpDown . LS_STONE_DOWN T12 = High_ExpUp . (COUNTER1 + EMERGENCY) T13 = Finishing . LS_GAUGE_UP . LS_UNCLAMP T14 = Mot_OFF . LS_HOME T15 = Mot_ON . STOP T16 = Coolant . STOP T17 = Clamp . STOP T18 = G_Down . STOP T19 = Low_ExpUp . EMERGENCY Persamaan State : Persamaan Output : MOT_KA = S1+S2+S3+S4+S5+S6+S7+S8+ S9+S10 MOT_KI = S11 COOLANT = S2+S3+S4+S5+S6+S7+S8+S9+ S10 CLAMP = S3+S4+S5+S6+S7+S8+S9 GAUGE = S4+S5+S6+S7+S8+S9 SPINDLE = S5+S6+S7+S8+S9 LOW_EXP = S6+S7 HIGH_EXP = S8+S9 STONE = S7+S9 TON0 (2s) = S5 CNT0 (5) = S7 . LS_STONE_UP RESET0 = S9 + S10 CNT1 (10) = S9 . LS_STONE_UP RESET1 = S10
Gambar 21 Diagram Ladder Fungsi Timer dan
IV.
PENUTUP 4.1 KesimpulanSelama melaksanakan kerja praktek di PT. Kubota Indonesia Divisi Production Engineering, penulis dapat mengambil kesimpulan sebagai berikut :
1. PLC ( Programmable Logic Controller ) adalah suatu sarana pendukung otomasi terutama pada sistem kontrolnya. Sifatnya yang bisa diprogram dan disesuaikan dengan kebutuhan membuat PLC menjadi suatu hal yang popular di dunia industri.
2. Pada perancangan desain PLC pada sistem cylinder linner bertujuan untuk memudahkan proses dan untuk mengurangi kesalahan akibat human error.
3. Apabila dibandingkan dengan Mikrokontroller, maka PLC memiliki tingkat kesulitan pemrograman yang lebih kecil karena pada PLC cukup dengan membuat diagram ladder yang cenderung mudah dipahami dan dianalisa tanpa harus membuat coding yang kompleks
4.2 Saran
Dari penyusunan laporan ini, penulis menyarankan sebagai berikut :
1. Perancangan yang dibuat ini dapat dikembangkan maupun direalisasikan dalam bentuk yang nyata dengan penambahan fungsi program yang lebih handal dalam menangani kegagalan atau error saat operasi sehingga proses cylinder linner bisa lebih baik.
2. Perancangan sistem ini merupakan sistem minimum mesin honing diharapkan bisa menambah sistem keamanannya.
DAFTAR PUSTAKA
[1] Budiyanto, M., A. Wijaya,
Pengenalan
Dasar-dasar PLC(Programmable Logic
Controller), Gava Media, Yogyakarta.
[2] Mitsubishi Q-Series User’s Manual
[3]
Setiawan, Iwan. Programmable logicController (PLC) dan Teknik Perancangan Sistem Kontrol. 2006. Deli Publishing dan Andi : Yogyakarta.
[4] Jhonson, DC. Proses Control Instrumentation Technology. Fifth edition. 1997. Prentitice Hall, Intenational, INC. [5] Ogata, Katsuhiko, Teknik Kontrol
Automatik Jilid 1. 1994, Erlangga: Jakarta. [6] Ogata, Katsuhiko, Teknik Kontrol
Automatik Jilid 2. 1994, Erlangga: Jakarta.
BIOGRAFI
Dikki Tesna Santosa -L2F008025, lahir di Semarang, 5 April 1990. Jenjang edukasi ditempuh dari SDN 2 Purbalingga Lor , SMP Negeri 3 Purbalingga, SMA Negeri 1 Purbalingga, dan sekarang sedang menempuh studi S1 di Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Konsentrasi Kontrol.
Semarang, Januari 2012 Mengetahui dan mengesahkan,
Dosen Pembimbing