BAB III
LANDASAN TEORI
3.1. Penjadwalan
1
a. Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat berkurang, dan produktivitas meningkat.
Penjadwalan adalah pengurutan pembuatan / pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin. Penjadwalan merupakan alat ukur yang baik bagi perencanaan agregat. Pesanan – pesanan aktual pada tahap ini akan ditugaskan pertama kalinya pada sumber daya tertentu (fasilitas, pekerja, dan peralatan) kemudian dilakukan pengurutan kerja pada tiap-tiap pusat pemrosesan sehingga dicapai optimalitas utilisasi kapasitas yang ada.
Penjadwalan bertujuan untuk :
b. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih mengerjakan tugas lain.
c. Mengurangi beberapa kelambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimisasi penalty cost (biaya keterlambatan).
d. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
2
a. Pembebanan (Loading)
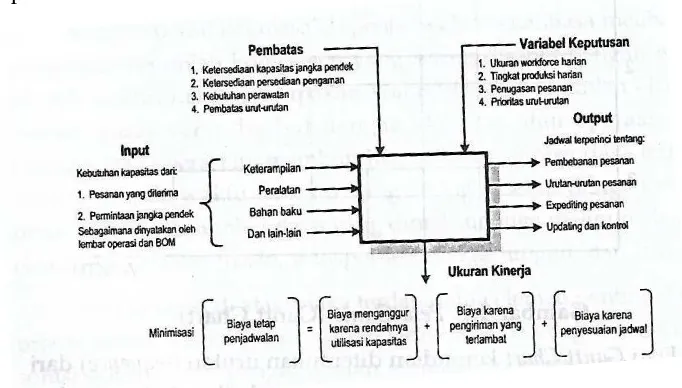
Pekerjaan-pekerjaan yang merupakan alokasi kapasitas untuk order-order, penugasan prioritas job, dan pengendalian jadwal produksi membutuhkan informasi terperinci, dimana informasi-informasi tersebut akan menyatakan input dari sistem penjadwalan. Bila digambarkan, maka elemen-elemen input – output, prioritas-prioritas pekerjaan dan ukuran kinerja dari sistem penjadawalan dapat dilihat pada Gambar 2.1.
Sumber : Rosnani Ginting, Penjadwalan Mesin, h.8
Gambar 3.1. Elemen-Elemen Sistem Penjadwalan
Untuk memastikan bahwa suatu aliran kerja yang lancar akan melalui tahapan produksi, maka sistem penjadwalan harus membentuk aktifitas-aktifitas output, yaitu :
Pembebanan melibatkan penyesuaian kebutuhan kapasitas untuk order-order yang diterima / diperkirakan dengan kapasitas yang tersedia. Pembebanan
2
dilakukan dengan menugaskan order-order pada fasilitas-fasilitas, operator-operator, dan peralatan tertentu.
b. Pengurutan (Sequencing)
Pengurutan merupakan penugasan tentang order-order mana yang diprioritaskan untuk diproses dahulu bila suatu fasilitas harus memproses banyak job.
c. Prioritas Job (Dispaching)
Dispachingmerupakan priotitas kerja tentang job-job mana yang diseleksi dan diprioritaskan untuk diproses.
d. Pengendalian Kinerja Penjadwalan
Pengendalian kinerja penjadwalan dilakukan dengan :
a. Meninjau kembali status order-order pada saat melalui sistem tertentu. b. Mengatur kembali urutan-urutan, misalnya expeditingorder-order yang jauh
dibelakang atau mempunyai prioritas utama e. Up-dating jadwal
3.1.1. Jenis-jenis Penjadwalan3
a. Penjadwalan Flow Shop
Penjadwalan produksi terbagi atas :
Penjadwalan Flow Shop merupakan suatu pergerakan unit-unitnyang terus menerus melalui suatu rangkaian stasiun-stasiun kerja ynag disusun berdasarkan produk. Sususnan suatu proses produksi jenis flowshopdapat diterapkan dengan tepat untuk produk-produk dengan desain yang stabil dan diproduksi secara banyak (volume produk), sehingga investasi dengan tujuan khusus (specialpurpose) yang dapat secepatnya kembali.
Suatu masalah kritis dalam flow shop adalah pengelompokkan tugas-tugas yang dibutuhkan dalam stasiun kerja, sehingga dicapai suatu kondisi yang memenuhi pembatas-pembatas urutan dan terjadi keseimbangan pada tingkat output produksi. Jika tingkat output bervariasi untuk masing-masing stasiun kerja, maka hal ini berarti bahwa lintasan produksi tersebut tidak seimbang. Keseimbangan lintasan akan menghasilkan aliran yang tidak teratur dan rendahnya utilisasi kapasitas yang disebabkan turunnya kecepatan aliran pada stasiun-stasiun penyebab bottleneck (operasi akan berjalan terputus-putus). Masalah yang kritis pada flowshop:
1. Pengelompokkan tugas-tugas yang dibutuhkan dalam stasiun kerja sehingga dicapai kesetimbangan pada tingkat output dan memenuhi pembatasan urutan.
3
2. Ketegangan yang diakibatkan susunan aliran lini terhadap pekerja. Pekerja akan bosan karena terbatasnya variasi kerja pada tiap stasiun dan panjang rentang pengendalian sepanjang lintasannya.
3. Prioritas order pada flow shop dipengaruhi terutama pada pengirimnya dibandingkan tanggal pemrosesan. Dengan syarat : flowshop digunakan khusus hanya untuk satu jenis produk.
Problem lain pada penjadwalan flowshopadalah berhubungan dengan ketegangan yang diakibatkan susunan aliran ini terhadap pekerja.
b. Penjadwalan Batch
c. Penjadwalan Job Shop
Penjadwalan pada proses produksi tipe jobshop lebih sulit dibandingkan penjadwalan flow shop. Hal ini desebabkan oleh 3 alasan, yaitu :
1. Job shop menangani variasi produk yang sangat banyak, dengan pola aliran yang berbeda-beda melalui pusat-pusat kerja.
2. Peralatan pada job shop digunakan bersama-sama oleh bermacam-macam orderpada prosesnya, sedangkan peralatan pada flowshop digunakan khusus untuk satu jenis produk.
3. Job-job yang berbeda mungkin ditentukan oleh prioritas berbeda pula. Hal ini mengakibatkan produk tertentu yang dipilih harus diproses seketika pada saat order tersebut ditugaskan pada suatu pusat kerja. Sedangkan pada flow shop tidak terjadi permasalahan seperti tersebut karena keseragaman output yang diproduksi untuk persedian. Prioritas order pada flow shop dipengaruhi terutama pada pengirimannya dibandingkan tanggal pemrosesan.
Adapun masalah job shop tersebut sebagai berikut :
1. Job shop loading artinya memutuskan pusat-pusat kerja yang mana suatu job harus ditugaskan. Menggunakan gantt chart dan metode penugasan. 2. Job shop sequencing artinya harus menentukan bagaimana urutan proses
3.1.2. Aturan Prioritas Sequencing4
a. First – Come – First – Serve (FCFS)
Beberapa aturan-aturan prioritas sequencing yang umum antara lain adalah sebagai berikut :
Job yang datang diproses sesuai dengan job mana yang datag lebih dahulu. b. Earliest Due Date (EDD)
Prioritas antara diberikan kepada job-job yang mempunyai tanggal batas waktu penyerahan (due date) paling awal.
c. Shortest Processing Time (SPT)
Job dengan waktu proses produksi terpendek akan diproses lebih dahulu, demikian berlanjut untuk job yang waktu prosesnnya terpendek kedua. Aturan SPT ini tidak mempedulikan due date maupun kedatangan order baru.
3.1.3. Parameter Performansi5
a. Efficiency Index (EI)
Dalam penelitian ada beberapa performance parameter yang digunakan untuk menentukan metode yang lebih baik yaitu
Efficiency Index (EI) adalah perbandingan antara algoritma heuristik terbaru dengan metode yang digunakan perusahaan, dirumuskan sebagai berikut :
EI= Makespan Metode Makespan Perusahaan
4
Bila EI = 1 maka kedua metode memiliki perormance yang sama, bila EI < 1 maka algoritma heuristik memiliki performance yang kurang baik dibanding dengan metode yang digunakan perusahaan, demikian juga sebaliknya.
b. Relative Error (RE)
Relative Error (RE) digunakan untuk mengetahui seberapa jauh perbedaan makespanyang dihasilkan oleh kedua metode, dapat dihitung menggunakan rumus sebagai berikut :
RE= Makespan Metode–MakespanMetode Perusahaan
Makespan metode x 100%
3.2. Metode Metaheuristik
6
Metaheuristik pada sebenarnya adalah metode pendekatan yang
didasarkan pada metode heuristik.Sehingga tidak heran bahwa metode heuristik
sering kali diintegrasikan di dalam metode metaheuristik.Perbedaan utaman dari
metode heuristik dan metaheuristik adalah metode heuristik bersifat problem
dependent sedangkan metode metaheuristik bersifat problem
Metaheuristik memiliki aplikasi luas untuk bidang teknik, sains, dan bidang-bidang lain yang melibatkan komputasi yang intensif. Metode metaheuristik menyajikan algoritma-algoritma dasar sehingga akan mudah mengembangkan untuk aplikasi lain yang lebih kompleks. Untuk implementasinya dalam masalah lain atau di bidang lain tentu saja perlu dilakukan bermacam langkah modifikasi untuk menyesuaikan dengan format algoritma yang akan diterapkan.
6
independent.Problem dependent artinya bergantung pada permasalahan, jadi
metode heuristik itu hanya bisa dipakai untuk jenis permasalahan
terntentu.Sedangkan problem independent berarti tidak bergantung pada jenis
permasalahan (Sri, 2005).
Penerapan metode metaheuristik tidak bergantung pada jenis
permasalahan, alias bisa dipakai untuk berbagai jenis permasalahan. Contoh dari
metode metaheuristik adalah Genetic Algorithm (GA), Simulated Annealing (SA),
Particle Swam Optimization (PSO), Ant Colony Optimization (ACO), Cross Entropy (CE), hingga Harmony Search (HS).
3.2.1. Cross Entropy7
Dalam metode CE ada aturan penting untuk memperbaharui parameter. Ide utama dari metode CE untuk optimasi dapat dinyatakan sebagai berikut : Metode Cross Entropy pada awalnya diterapkan untuk simulasi kejadian langka (rare event), lalu dikembangkan untuk beberapa kasus seperti optimasi kombinatorial, optimasi kontinyu, machine learning, penjadwalan dan beberapa masalah lain. Dalam hal estimasi, CE memberikan cara yang adaptif untuk menemukan distribusi sampling yang optimal untuk beberapa problem yang cukup luas cakupannya. CE juga berhasil diterapkan untuk menyelesaikan berbagai masalah seperti, Travelling Salesman Problem (TSP), Vehicle Routing Problem (VRP), Orienteering Problem, Crew Scheduling, Penjadawalan Pekerjaan dan lain sebagainya.
misalnya terdapat suatu masalah untuk meminimasi suatu fungsi f(x) pada setiap x yang berasal dari X dimana nilai minimum yang didapat adalah γ* = min f(x), x ϵ X. Metode CE melibatkan prosedur iterasi, dimana tiap iterasi dapat dipecah menjadi 2 fase :
a. Membangkitkan sampel random (x) dengan menggunakan mekanisme atau distribusi tertentu.
b. Memperbaharui parameter (v) dari mekanisme random berdasarkan data sampel elite untuk menghasilkan sampel yang lebih baik pada iterasi berikutnya.
Sampel elite adalah berapa persen dari sampel keseluruhan yang dipilih untuk memperbaiki atau memperbaharui parameter yang digunakan dalam permasalahan yang diselesaikan. Jika 2 fase tersebut diuraikan maka akan diperoleh tahapan sebagai berikut :
a. Tentukan nilai N, yaitu banyaknya sampel v0
b. Bangkitkan sampel sebanyak N dengan mekanisme tertentu. , x dan ρ.
c. Evaluasi sampel dengan memasukkan ke dalam fungsi tujuan. Lalu diurutkan nilai fungsi tujuan.
d. Memperbaharui γtsecara adaptif. Untuk memperbaharui parameter vektor v
dapat dilakukan dengan rumus vt = α wt + (1 – α) vt-1, dimana wt adalah
3.2.2. Cross Entropy Sebagai Kombinasi Optimisasi8
Dalam kasus penjadwalan diperlukan parameter P di tempat v. P adalah
matriks transisi di mana setiap entri pi,jmenunjukkan probabilitas ke-j, untuk i = 1,
2 , .. , n , j = 1 , 2 , ... , n , di mana n adalah jumlah pekerjaan . Untuk P awal dapat
ditempatkan nilai-nilai yang sama dengan semua entri yang berarti bahwa
probabilitas dari pekerjaan ke tempat j didistribusikan merata .
Berdasarkan matriks P, akan menghasilkan N urutan pekerjaan. Setiap
urutan (Zi) akan dievaluasi berdasarkan S(zi) di mana S = nilai Cmax untuk setiap
urutan. Dari urutan N dapat diambilρN sampel elit persen dengan S terbaik (bukan
menggunakan γ sebagai batas untuk memilih sampel elit). Rumus ES = ρN,
diberikan olehPt(i,j)
1. Pilih referensi transisi/inisiasi awal matriks P sebagai berikut:
�(��,�)=
∑���=��{��=�}
��
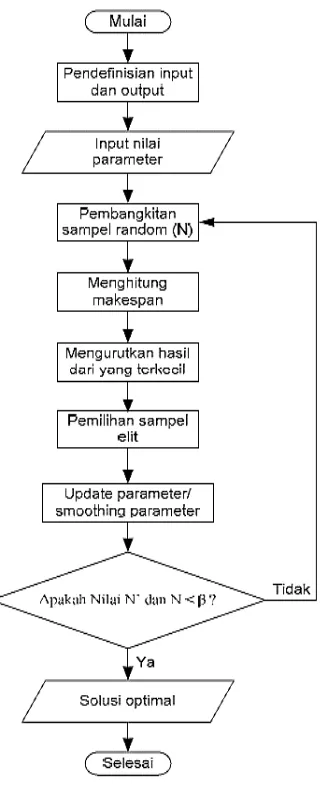
Algoritma utama Cross Entropy (CE) yang digunakan dalam penjadwalan adalah sebagai berikut:
0
2. Dihasilkan sampel Z1,… , ZN urutan pekerjaan melalui algoritmadengan P = t
- 1 dan pilih ρN sampel elitdengan kinerja terbaik dari S(z).
, semua entri sama dengan 1/n,
dimana n adalah jumlah pekerjaan, atur t = 1.
3. Gunakan sampel elit untuk memperbarui Pt
4. Terapkan untuk menghasilkan matriks Pt
5. Jika untuk beberapat ≥ d, misalkan d = 5 , γt = γt-1 = … = γt-d
Langkah-langkah algoritma cross entropy secara umum ditunjukkan pada Gambar 3.2.
kemudian
berhenti, jika tidak diatur t = t + 1 dan ulangi dari langkah 2.
Sumber : Hasan Bashori. 2015
3.2.3. Genetic Algorithm9
a. Kromosom
Metode algoritma genonetika masuk kedalam kelompok Evolutionary Algorithm. GA didasarkan pada prinsip genetika dan seleksi alam. Elemen-elemen dasar dari genetika alam adalah reproduksi, crossover, dan mutasi. Istilah yang digunakan dalam GA adalah :
Kromosom merupakan bagian penting dari algoritma. Satu kromosom atau individu mewakili satu vektor solusi. Dalam algoritma genetik akan dibangkitkan populasi sebagai kumpulan dari kromosom, dimana masing-masing kromosom mewakili suatu vektor solusi. Setiap anggota kromosom disusun oleh gen-gen, dimana masing-masing gen mewakili elemen dari vektor solusi. Dengan dibangkitkannya populasi ini, maka akan tersedia banyak pilihan solusi.
b. Fitness
Fungsi fitness digunakan untuk mengukur tingkat kebaikan atau kesesuaian suatu solusi dengan solusi yang dicari. Fungsi fitness bisa berhubungan langsung dengan fungsi tujuan, atau bisa juga dengan sedikit modifikasi terhadap fungsi tujuan.
c. Elitisme
Konsep elitisme dalam algoritma genetika berarti berusaha mempertahanan individu-individu terbaik yang telah diperoleh di suatu generasi ke dalam generasi selanjutnya.
d. Crossover
Istilah crossover juga sering disebut kawin silang. Crossover terbagi 2 yaitu crossover sederhana dan crossover aritmatik. Crossover dilakukan untuk mendapatkan kombinasi yang lebih baik antara satu individu dengan individu yang lain dalam satu populasi.
e. Mutasi
Mutasi dimaksudkan untuk memunculkan individu baru yang berbeda sama sekali dengan individu yang sudah ada. Dalam konteks optimasi memungkinkan munculnya solusi baru untuk bisa keluar dari local optimum.
3.2.3.1.Komponen Utama Dalam Genetic Algorithm
Algoritma genetik memiliki lima buah komponen utama dalam proses penyelesaiannya, yaitu:
1. Teknik Pengkodean
Teknik pengkodean adalah bagaimana proses mengkodekan gen dari kromoson, dimana gen merupakan bagian dari kromoson. Satu gen biasanya akan mewakili satu variabel. Gen dapat direpresentasikan dalam bentuk bit, bilangan real, daftar aturan, elemen permutasi, elemen program atau representasi lainnya yang dapat diimplementasikan untuk operator genetika. 2. Membangkitkan Populasi Awal
yang akan diimplementasikan. Setelah ukuran populasi ditentukan, kemudian dilakukan pembangkitan populasi awal.Syarat-syarat yang harus dipenuhi untuk menunjukkan suatu solusi harus benar-benar diperhatikan dalam setiap pembangkitan individunya.
Teknik dalam pembangkitan awal ini ada beberapa cara, diantaranya adalah: a. Random generator
Inti dari cara ini adalah melibatkan pembangkitan bilangan random untuk setiap gen sesuai dengan representasi kromoson yang digunakan. Jika menggunakan representasi biner, salah satu penggunaan random generator adalah penggunaan rumus berikut untuk pembangkitan populasi awal.
IPOP = round{random[Nipop, Nbits
Dimana ipop adalah gen yang nantinya berisi pembulatan dari bilangan random yang dibangkitkan sebanyak N
]}
ipop(jumlah populasi) x Nbits
b. Pendekatan tertentu (memasukan nilai tertentu ke dalam gen) (jumlah gen tiap kromoson).
Cara ini adalah dengan memasukan nilai tertentu ke dalam gen populasi awal yang dibentuk.
c. Permutasi Gen
3. Seleksi
Seleksi digunakan untuk memilih individu-individu mana saja yang akan dipilih untuk proses kawin silang dan mutasi. Seleksi digunakan untuk mendapatkan calon yang baik. Induk yang baik akan menghasilkan keturunan yang baik. Semakin tinggi nilai fitness suatu individu semakin besar kemungkinannya untuk terpilih.
Langkah pertama yang dilakukan dalam seleksi ini adalah pencarian nilai fitness.Nilai fitness ini yang nantinya akan digunakan pada tahap-tahap seleksi berikutnya. Masing-masing individu dalam wadah seleksi akan menerima probabilitas reproduksi yang tergantung pada nilai obyektif dirinya sendiri terhadap nilai obyektif dari semua individu dalam wadah seleksi tersebut.
a. Seleksi dengan Mesin Roulette
Metode seleksi dengan mesin roulette ini merupakan metode yang paling sederhana dan sering dikenal dengan namastochastic sampling with replacement. Cara kerja metode ini adalah sebagai berikut:
1). Dihitung nilai fitness dari masing-masing individu (fi dimana i adalah individu ke-1 sampai ke-n).
2). Dihitung total fitness semua individu.
3). Dihitung probabilitas masing-masing individu.
4). Dari probabilitas tersebut, dihitung jatah masing-masing individu pada angka 1 sampai 100.
6). Dari bilangan random yang dihasilkan, ditentukan individu mana yang terpilih dalam proses seleksi.
b. Seleksi dengan Turnamen
Pada seleksi dengan turnamen, ditetapkan nilai suatu tour untuk individu-individu yang dipilih secara random dari suatu populasi. Individu-individu-individu yang terbaik dalam kelompok ini akan diseleksi sebagai induk. Parameter yang digunakan pada metode ini adalah ukuran tour yang bernilai antara 2 sampai N (jumlah individu dalam suatu populasi).
4. Crossover
Kawin silang (crossover) adalah operator dari algoritma genetika yang melibatkan dua induk untuk membentuk kromoson baru.Crossover menghasilkan titik baru dalam ruang pencarian yang siap diuji.Operasi ini tidak selalu dilakukan pada semua individu yang ada. Individu dipilih secara acak untuk dilakukan crossing dengan Pc antara 06 sampai dengan 0,95. Jika crossover tidak dilakukan, maka nilai dari induk akan diturunkan kepada keturunan. Prinsip dari crossover ini adalah melakukan operasi (pertukaran, aritmatika) pada gen-gen yang bersesuaian dari dua induk untuk menghasilkan individu baru. Proses crossover dilakukan pada setiap individu dengan probabilitas crossover yang ditentukan.
kawin silang 2 point ditambah dengan beberapa prosedur tambahan. PMX mempunyai langkah kerja sebagai berikut:
a. Langkah 1: tentukan 2 posisi pada kromoson dengan aturan acak. Substring yang berada dalam dua posisi ini dinamakan daerah pemetaan. b. Langkah 2: tukar kedua substring antar induk untuk menghasilkan
proto-child.
c. Langkah 3: tentukan hubungan pemetaan diantara 2 daerah pemetaan. d. Langkah 4: tentukan kromoson keturunan dengan mengacu pada
hubungan pemetaan.
Sumber : Entin, 2010.
Gambar 3.3. Ilustrasi Prosedur PMX
5. Mutasi
random yang sangat kecil (ukuran langkah mutasi), dengan probabilitas yang rendah.Peluang mutase Pm
Ada beberapa pendapat mengenai laju mutase ini. Ada yang berpendapat bahwa laju mutase sebesar 1/n akan menghasilkan hasil yang cukup baik. Ada juga yang beranggapan bahwa laju mutasi tidak tergantung pada ukuran populasinya.Kromoson hasil mutase harus diperiksa, apakah masih berada pada domain solusi, dan bila perlu dilakukan perbaikan.
didefinisikan sebagai persentasi dari total gen pada populasi yang mengalami mutase. Peluang mutase mengendalikan banyaknya gen baru yang akan dimunculkan untuk dievaluasi. Jika peluang mutase terlalu kecil, banyak gen yang mungkin berguna tidak pernah dievaluasi. Tetapi bila peluang mutase ini terlalu besar, maka akan terlalu banyak gangguan acak sehingga anak akan kehilangan kemiripan dari induknya dan juga algoritma kehilangan kemampuan untuk belajar dari histori pencariaan.
3.2.4. Hybrid of Cross Entropy with Genetic Algorithm (CEGA)
Dalam pengabungan kedua algoritma yaitu Cross Entropy dan Genetic Algorithm, cross entropy digunakan sebagai dasar dalam perhitungan sementara genetic algorithm digunakan sebagai prosedur dalam adopsi generasi sampel. Penjelasan akan langkah-langkah CEGA dapat dilihat pada Gambar 3.5.
Input dan Output dalam langkah-langkah tersebut di definisikan berikut ini:
2. Ration of elite sample (ρ), rentang nilai ρyaitu 1% - 10%.
3. Smoothing coefficient (β), dengan rentang nilai 0-1 dan 0,4 – 0,9. 4. Initial crossover rate (P_ps)
5. Terminating criterion (ε)
Sumber : Budi Santoso, 2011
Gambar 3.4. Flowchart Cross Entropy Genetic Algorithm
3.3. Pengukuran Waktu (Time Study)10
Pengukuran waktu merupakan kegiatanyang dilakukan untuk mengamati pekerjaan dan mencatat waktu kerja dengan menggunakan alat yang sesuai. Waktu yang diukur adalah waktu siklus dari pekerjaan itu yaitu waktu
10
penyelesaian dalam satuan waktu mulai dari bahan baku, diperoses hingga menjadi produk jadi. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menekan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Waktu baku tersebut merupakan waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja yang terbaik (Sutalaksana, 1979).
Waktu standar adalah waktu yang dibutuhkan oleh seorang operator untuk menyelesaikan satu siklus kegiatan yang dilakukan menurut metode tertentu, pada kecepatan normal dengan mempertimbangkan faktor-faktor keletihan, kelonggaran untuk kepentingan pribadi. Pada umumnya teknik-teknik pengukuran waktu terdiri dari dua bagian, pertama teknik pengukuran secara langsung dan kedua secara tidak langsung. Untuk pelaksanaannya penelitian waktu dapat dibagi atas tahap-tahap berikut ini:
1. Melaksanakan pengamatan terhadap departemen-departemen dengan memahami semua gerakan bahan, pekerja dan mesin.
2. Tahap komunikasi dengan mengadakan pendekatan pada karyawan dengan baik, sehingga karyawan dapat bekerja tanpa merasa terganggu.
3. Mengamati dan mencatat informasi mengenai operasi dan operator dari objek yang diamati.
4. Menentukan satu siklus kerja dan menguraikannya atas elemen-elemen kerja 5. Tahap pengukuran, pengamatan waktu pengerjaan (selected time) yang
6. Tahap penyelesaian, penelaahan hasil waktu yang dilakukan.
7. Menentukan jumlah tenaga kerja yang dibutuhkan sesuai dengan perhitungan yang dilakukan berdasarkan waktu standar.
8. Waktu standar digunakan sebagai dasar pengendalian biaya tenaga kerja. Waktu baku ini merupakan waktu yang diperlukan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan. Disini sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang dilakukan. Dengan demikian waktu baku ini dapat digunakan sebagai alat untuk membuat rencana penjadwalan kerja yang dibutuhkan dalam penyelesaian kerja.
Pada garis besarnya teknik-teknik pengukuran waktu dibagi kedalam dua bagian yaitu :
1. Pengukuran waktu secara langsung
Pengukuran ini dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang bersangkutan dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatchtimestudy) dan sampling kerja (worksampling).
2. Pengukuran secara tidak langsung
Pada pengukuran waktu sampling pekerjaan, pengamat tidak harus menetap di tempat kerja, melainkan melakukan pengamatan secara sesaat pada waktu yang telah ditentukan secara random/acak. Untuk ini biasanya satu hari kerja dibagi ke dalam satuan-satuan waktu yang besarnya ditentukan oleh pengukur. Panjang satu satuan waktu biasanya tidak terlalu singkat dan tidak terlalu panjang.
3.3.1. Langkah-langkah Sebelum Melakukan Pengukuran Waktu
Terdapat beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkan hasil yang baik. Aturan-aturan tersebut akan dijelaskan dalam langkah-langkah berikut:
1. Penetapan tujuan pengukuran
Dalam melakukan pengukuran waktu, hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
2. Melakukan penelitian pendahuluan
sudah berbeda dengan kondisi kerja pada saat waktu baku tersebut ditetapkan jadi waktu baku pada dasarnya adalah waktu penyelesaian pekerjaan untuk suatu sistem kerja yang dijalankan pada saat pengukuran berlangsung sehingga waktu penyelesaian tersebut juga hanya berlaku untuk sistem kerja tersebut.
3. Memilih operator
Operator yang melakukan pekerjaan harus memenuhi persyaratan tertentu agar pengukuran dapat berjalan baik. Syarat-syarat tersebut adalah berkemampuan normal dan dapat diajak bekerja sama. Operator yang dipilih adalah pekerja yang pada saat pengukuran dilakukan dapat bekerja secara wajar dan operator mampu bekerja sama dengan pengamat (tidak terpengaruh dengan kehadiran si pengamat).
4. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih diperlukan latihan bagi operator tersebut, terutama jika kondisi dan cara kerja yang digunakan tidak sama dengan yang biasa dijalankan operator. Hal ini terjadi jika pada saat penelitian kondisi kerja atau cara kerja sudah mengalami perubahan. Dalam keadaan ini operator harus dilatih terlebih dahulu karena sebelum diukur harus terbiasa dengan kondisi dan cara kerja yang telah ditetapkan.
5. Menguraikan pekerjaan atas elemen pekerjaan
diukur waktu siklusnyanya. Waktu siklus adalah waaktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan.
6. Menyiapkan alat-alat pengukuran
Setelah lima langkah diatas dijalankan dengan baik, tibalah sekarang pada langkah terakhir sebelum melakukan pengukuran yaitu menyiapkan alat-alat yang diperlukan. Alat-alat tersebut adalah :
a. Jam henti
b. Lembaran-lembaran pengamatan c. Pena atau pensil
d. Papan pengamatan
3.3.2. Pengujian Keseragaman Data
Pengujian keseragaman data adalah suatu pengujian yang berguna untuk memastikan bahwa data yang dikumpulkan berasal dari satu sistem yang sama. Melalui pengujian ini kita dapat mendeteksi adanya perbedaan-perbedaan dan data-data yang di luar batas kendali (out of control) yang dapat kita gambarkan pada peta kontrol, Data-data yang demikian dibuang dan tidak dipergunakan dalam perhitungan selanjutnya. Langkah-langkah pengujian keseragaman data adalah sebagai berikut:
dimana: ∑ �� = jumlah waktu siklus pekerjaan yang diamati
∑ � = jumlah pengamatan
2. Menghitung standar deviasi Dengan menggunakan rumus :
3. Menentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB)
Untuk menguji keseragaman data, digunakan peta kontrol dengan persamaan berikut :
BKA = X+ kσ BKB = X - kσ
Jika X min> BKB dan X max
Jika X
< BKB, maka data seragam
min< BKB dan X max
Pengujian keseragaman data yang dihasilkan dari pengukuran tersebut dilakukan dengan peta kontrol, dibuat berdasarkan tingkat ketelitian sebesar 5% dan tingkat keyakinan sebesar 95%
> BKB, maka data tidak seragam
3.3.3. Menghitung Jumlah Data Pengamatan yang Diperlukan (N’)
Jumlah data pengamatan yang diperlukan (N’) dapat dihitung dengan menggunakan data pengamatan yang diperlukan diatas. Kecukupan data dapat dihitung dengan menggunakan rumus umum sebagai berikut:
Keterangan :
N = Jumlah pengamatan yang dilakukan N’ = Jumlah pengamatan yang harus dilakukan ΣXi = Jumlah seluruh data
ΣXi2
1. jika N’ < N, maka jumlah data pengamatan sudah mencukupi = Jumlah kuadrat data
k = Tingkat kepercayaan s = Tingkat ketelitian
Harga indeks untuk beberapa tingkat kepercayaan yang umumnya digunakan adalah sebagai berikut :
Untuk tingkat kepercayaan 68% nilai k = 1 Untuk tingkat kepercayaan 95% nilai k = 2
Untuk tingkat kepercayaan 99% nilai k = 3, dengan ketentuan :
2. jika N’ > N, maka jumlah data pengamatan belum mencukupi
3.4. Peramalan
11
Pada hakekatnya peramalan hanya merupakan suatu perkiraan (guess), tetapi dengan menggunakan teknik-teknik tertentu, maka peramalan menjadi lebih sekedar perkiraan. Peramalan dapat dikatakan perkiraan ilmiah (educated guess). Setiap pengambilan keputusan yang menyangkut keadaan di masa yang akan datang, maka pasti ada peramalan yang melandasi pengambilan keputusan tersebut.Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan pengendalian produksi. Dalam peramalan ditetapkan jenis produk apa yang diperlukan (what), jumlahnya (how many), dan kapan dibutuhkan (when). Tujuan peramalan dalam kegiatan produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu perkiraan yang mendekati keadaan yang sebenarnya. Suatu perusahaan biasanya menggunakan prosedur tiga tahap untuk sampai pada peramalan penjualan, yaitu diawali dengan melakukan peramalan lingkungan, diikuti dengan peramalan penjualan industri, dan diakhiri dengan peramalan penjualan perusahaan
3.4.1. Pendefinisian Tujuan Peramalan
12
a. Jangka pendek (short term)
Tujuan peramalan dilihat dengan waktu dapat dibagi menjadi:
Menentukan kuantitas dan waktu dari itemdijadikan produksi. Biasanya bersifat harian ataupun mingguan dan ditentukan oleh Low Management. b. Jangka menengah (medium term)
12
Menentukan kuantitas dan waktu dari kapasitas produksi. Biasanya bersifat bulanan ataupun kuartal dan ditentukan oleh Middle Management.
c. Jangka panjang (long term)
Menentukan kuantitas dan waktu dari fasilitas produksi. Biasanya bersifat tahunan, 5 tahun, 10 tahun, ataupun 20 tahun dan ditentukan oleh Top Management.
3.4.2. 13
a. Akurasi
Karekteristik Peramalan yang Baik
Sedikitnya ada empat elemen yang disebut sebagai karakteristik peramalan yaitu :
Akurasi dari suatu hasil peramalan diukur dengan hasil kebiasaan dan kekonsistenan peramalan tersebut. Hasil peramalan dikatakan bias bila peramalan tersebut terlalu tinggi atau rendah dibandingkan dengan kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya kesalahan peramalan relatif kecil.
b. Biaya
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung dari jumlah item yang diramalkan, lamanya periode peramalan, dan metode yang dipakai. Ketiga faktor pemicu biaya tersebut akan mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan datanya, bagaimana penyimpanan datanya dan siapa tenaga ahli yang dibutuhkan.
c. Kemudahan
Penggunaan metode peramalah yang sederhana, mudah dibuat, dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan.
Faktor-faktor yang harus dipertimbangkan dalam peramalan: a. Horizon Peramalan
Ada dua aspek dari horison waktu yang berhubungan dengan masing-masing metode peramalan yaitu:
1. Cakupan waktu di masa yang akan datang
Perbedaan dari metode peramalan yang digunakan sebaiknya disesuaikan. 2. Periode peramalan
Ada teknik dan metode peramalan yang hanya dapat meramal untuk peramalan satu atau dua periode di muka, teknik dan metode lain dapat meramalkan beberapa waktu di depan.
b. Tingkat ketelitian
Tingkat ketelitian yang dibutuhkan sangat erat hubungannya dengan tingkat perincian yang dibutuhkan dalam suatu peramalan. Dalam suatu pengambilan keputusan diharapkan variasi atau penyimpangan atas ramalan antara 10% -15% sedangkan pengambilan keputusan yang lain variasi 5% sudah berbahaya. c. Ketersediaan data
diketahui hubungan antar variabel saling mempengaruhi, maka perlu digunakan metode sebab akibat atau korelasi.
d. Bentuk pola data
Dasar utama metode peramalan adalah anggapan bahwa pola data yang diramalkan akan berkelanjutan. Sebagai contoh, beberapa deret yang menunjukan pola musiman, atau trend. Metode peramalan yang lain mungkin lebih sederhana, terdiri dari satu nilai rata-rata, dengan fluktuasi yang acakan atau random yang terkandung. Karena perbedaan kemampuan metode peramalan untuk mengidentifikasi pola-pola data, maka perlu adanya usaha penyesuaian pola data.
e. Biaya
Umumnya ada empat jenis biaya dalam proses peramalan yaitu: biaya pengembangan, biaya penyimpanan, biaya operasi, dan biaya kesempatan penggunaan teknik peramalan. Adanya perbedaan nyata berpengaruh atas menarik tidaknya penggunaan metode tertentu untuk suatu keadaan yang dihadapi.
3.4.3. Klasifikasi Teknik Peramalan14
a. Dilihat dari sifat penyusunnya 1. Peramalan yang subjektif
Yaitu peramalan yang didasarkan atas perasaan atau intuisi dari orang yang menyusunnya. Dalam hal ini pandangan orang yang menyusunnya sangat menentukan baik tidaknya hasil ramalan tersebut.
2. Peramalan yang objektif
Yaitu peramalan yang didasarkan atas data yang relevan pada masa lalu, dengan menggunakan teknik-teknik dan metode-metode dalam penganalisaannya.
b. Dilihat dari jangka waktu ramalan disusun 1. Peramalan jangka pendek
Yaitu peramalan yang dilakukan untuk penyusun hasil ramalan yang jangka waktunya satu tahun atau kurang. Peramalan ini digunakan untuk mengambil keputusan dalam hal perlu tidaknya lembur, penjadwalan kerja, dan lain-lain keputusan kontrol jangka pendek.
2. Peramalan jangka menengah
3. Peramalan jangka panjang
Yaitu peramalan yang dilakukan untuk penyusunan hasil ramalan yang jangka waktunya lebih dari 5 tahun yang akan datang. Peramalan jangka panjang digunakan untuk pengambilan keputusan mengenai perencanaan produk dan perencanaan pasar, studi kelayakan pabrik serta perencanaan kapasitas kerja.
Berdasarkan sifat ramalan yang telah disusun, maka peramalan dapat dibedakan menjadi :
1. Peramalan Kualitatif
Yaitu peramalan yang didasarkan atas kualitatif pada masa lalu. Hasil peramalan yang dibuat sangat teragntung pada orang yang menyusunnya. Biasanya peramalan secara kualitatif ini didasarkan atas hasil penyelidikan, seperti Delphi S-Curve, dan analogies.
2. Peramalan Kuantitatif
Yaitu peramalan yang didasarkan atas kuantitatif pada masa lalu. Hasil peramalan yang dibuat sangat tergantung pada metode yang dipergunakan dalam peramalan tersebut. Peramalan kuantitatif hanya dapat dipergunakan apabila terdapat 3 kondisi sebagai berikut yaitu :
a. Adanya informasi tentang keadaan lain.
b. Informasi tersebut dapat dikuantifikasikan dalam bentuk data.
3.4.4. Metode Peramalan Kuantitatif15
a. Metode peramalan yang didasarkan atas penggunaan analisa hubungan antara variabel yang akan diramalkan dengan variabel waktu (time series).
Pada dasarnya metode peramalan kuantitatif dapat dibedakan atas 2 bagian yaitu :
b. Metode peramalan yang didasarkan atas penggunaan analisa pola hubungan antara variabel yang akan diramalkan dengan variabel lain yang mempengaruhinya.
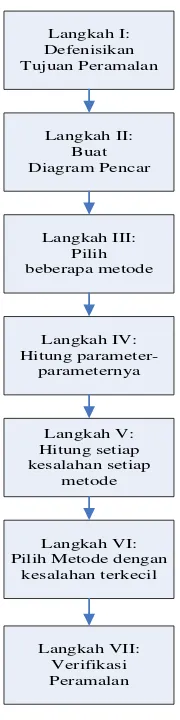
Adapun langkah-langkah dalam melakukan peramalan adalah : 1. Tentukan tujuan peramalan
2. Pembuatan diagram pencar
3. Pilih minimal dua metode peramalan yang dianggap sesuai 4. Hitung parameter-parameter fungsi peramalan.
5. Hitung kesalahan setiap metode yang terbaik, yaitu yang memiliki kesalahan terkecil
6. Pilih metode yang terbaik, yaitu yang memiliki kesalahan terkecil. 7. Lakukan verifikasi peramalan.
15
Langkah I:
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Gambar 3.5. Block Diagram Peramalan
3.4.4.1.Metode Time Series
Metode time series adalah metode yang dipergunakan untuk menganalisis serangkaian data yang merupakan fungsi waktu. Ada 4 komponen utama yang mempengaruhi analisis ini, yaitu :
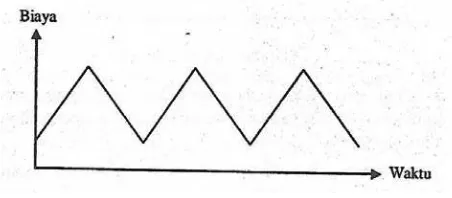
a. Pola Siklis (Cycle)
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Gambar 3.6. Pola Siklis
b. Pola Musiman (Seasonal)
Komponen musim dapat dijabarkan kedalam faktor cuaca, libur, dan lain sebagainya. Pola data ini sangat dipengaruhi oleh musim. Pola data musiman dapat digambarkan sebagai berikut :
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Gambar 3.7. Pola Musiman
c. Pola Horizontal
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Gambar 3.8. Pola Horizontal
d. Pola Trend
Pola data ini terjadi bila data memiliki kecenderungan untuk naik atau turun secara terus menerus. Pola data trend dapat digambarkan sebagai berikut :
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Gambar 3.9. Pola Trend
3.4.4.1.1. Metode Penghalusan (Smoothing)
3.4.4.1.2. Metode Proyeksi Kecenderungan dengan Regresi
Metode kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat diproyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Bentuk fungsi dari metode ini dapat berupa :
a. Konstan, dengan fungsi peramalan (Yt)
Yt = a, dimana a = ΣYI
Yt = nilai tambah
/ N
N = jumlah periode
b. Linier, dengan fungsi peramalan :
Yt = a + bt
d. Eksponensial, dengan fungsi peramalan :
e. Siklis, dengan fungsi peramalan :
3.4.4.1.3. 16
Metode Dekomposisi
Metode dekomposisi memecahkan tiga komponen terpisah dari pola dasar yang cenderung mencirikan deret data ekonomi dan bisnis. Komponen tersebut adalah faktor trend (kecenderungan), siklus dan musiman. Faktor kecenderungan menggambarkan perilaku data dalam jangka panjang, dan dapat meningkat, menurun, atau tidak berubah. Dekomposisi mempunyai asumsi bahea data itu tersusun sebagai berikut :
Data = pola + kesalahan
Terdapat beberapa pendekatan alternatif untuk mendekomposisi suatu deret berkala, yang semuanya bertujuan memisahkan setiap komponen deret data seteliti mungkin. Konsep dasar dalam pemisahan tersebut bersifat empiris dan tetap yang mula-mula memisahkan musiman, lalu trend, dan akhirnya siklus. Residu yang ada dianggap unsur random yang walaupun tidak dapat ditaksir, tetapi dapat diidentifikasi.
Penulisan matematis umum dari pendekatan dekomposisi adalah Xt = f (It, Tt, Ct, Et
dimana, Xt adalah nilai deret berkala (data yang aktual) pada periode t )
It adalah komponen (atau indeks) musiman pada periode t Tt adalah komponen trend pada teriode t
Ct adalah komponen siklus pada periode t
Et adalah komponen kesalahan atau random pada periode t
Bentuk fungsional tergantung pada metode dekomposisi yang digunakan. Langkah-langkah yang digunakan yaitu :
2. Pisahkan rata-rata bergerak N periode dari deret data semua untuk memperoleh unsur trend dan siklus.
3. Pisahkan faktor musiman dengan menghitung rata-rata untuk tiap periode yang menyusun panjang musiman secara lengkap.
4. Identifikasi bentuk trend yang tepat dan hitung nilainya untuk setiap periode (Tt).
5. Pisahkan hasil langkah 4 dari hasil langkah 2 (nilai gabungan dari unsur trend dan siklus) untuk memperoleh faktor siklus.
6. Pisahkan musiman, trend dan siklus dari data asli untuk mendapatkan unsur random yang ada Et.
3.4.5. Kriteria Performance Peramalan17
Seorang perencana tentu menginginkan hasil perkiraan ramalan yang tepat atau paling tidak dapat memberikan gambaran yang paling mendekati sehingga rencana yang dibuatnya merupakan rencana yang realistis. Ketepatan atau ketelitian inilah yang menjadi kriteria performance suatu metode peramalan. Ketepatan atau ketelitian tersebut dapat dinyatakan sebagai kesalahan dalam peramalan. Kesalahan yang kecil memberikan arti ketelitian peramalan yang tinggi, dengan kata lain keakuratan hasil peramalan tinggi, begitu pula sebaliknya.
1. Mean Square Error (MSE)
N = banyaknya periode = nilai ramalan periode t
2. Standard Error of Estimate (SEE)
SEE = �∑��=1(��−��)2 �−�
Di mana:
f = derajat kebebasan untuk data konstan, f = 1 untuk data linier, f = 2 untuk data kuadratis, f = 3 untuk data siklis, f = 3 3. Percentage Error (PE)
PEt
Di mana nilai dari PE PE
= (��−��)
�� � 100%
t
4. Mean Absolute Percentage Error (MAPE)
bisa positif ataupun negatif.
MAPE = ∑��=1|PE t| �
5. Mean Percentage Error (MPE)
6. Mean Absolute Deviation (MAD)
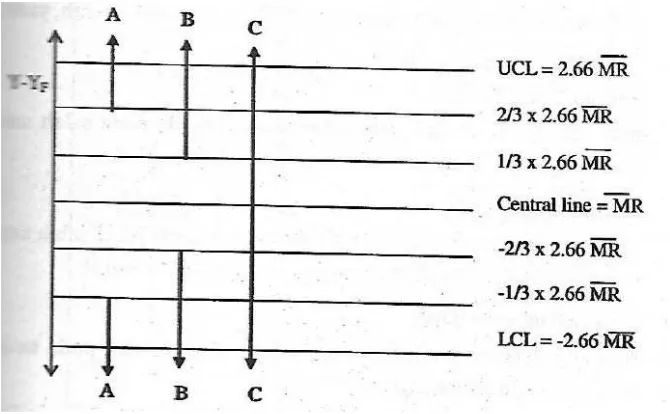
3.4.6. Proses Verifikasi18
Sumber : Rosnani Ginting, Sistem Produksi, Edisi Pertama (Yogyakarta:Graha Ilmu, 2009)
Gambar 3.10. Moving Range Chart
Proses verifikasi digunakan untuk melihat apakah metode peramalan yang diperoleh representatif terhadap data. Proses verifikasi dilakukan dengan menggunakan Moving Range Chart (MRC). Dari chart ini dapat terlihat apakah sebaran masih dalam kontrol ataupun sudah berada diluar kontrol.
(
)
n Y Y MAD
n
t
t t
∑
=
−
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT.Socfin Indonesia Kebun Tanah Besih yang berada di Jl. Lintas Sumatera, Tanah Besih, Sumatera Utara. Waktu penelitian dilakukan pada Juni 2016 hingga Januari 2017.
4.2. Jenis Penelitian
Jenis penelitian ini adalah action research yang merupakan penelitian yang dilakukan untuk mendapatkan temuan-temuan praktis atau untuk keperluan pengambilan keputusan operasional. Karena tujuannya untuk pengambilan keputusan operasional guna mengembangkan keterampilan baru atau pendekatan baru maka penelitian ini kurang memberikan kontribusi terhadap ilmu pengetahuan (Sinulingga, 2015).
4.3. Objek Penelitian
4.4. Variabel Penelitian
Variabel adalah sesuatu yang memiliki nilai yang berbeda-beda atau bervariasi. Nilai dari variabel dapat bersifat kuantitatif atau kualitatif (Sinulinggga, 2015). Variabel-variabel yang terdapat dalam penelitian ini adalah: 1. Variabel Independen
a. Permintaan tiap jenis produk pada periode bulanan.
b. Kapasitas stasiun kerja yang tersedia yang dinyatakan dalam batch. c. Waktu proses produksi pada masing-masing stasiun.
Variabel-variabel ini adalah faktor-faktor yang mempengaruhi penjadwalan produksi pada lantai produksi.
2. Variabel Dependen
Variabel dependen merupakan variabel yang dipengaruhi. Variabel tersebut yaitu penjadwalan produksi yang dilaksanakan pada lantai pabrik.
4.5. Instrumen Penelitian yang Digunakan
Instrumen yang digunakan dalam penelitian ini adalah stopwatch yang digunakan untuk mengukur waktu selama pengamatan.
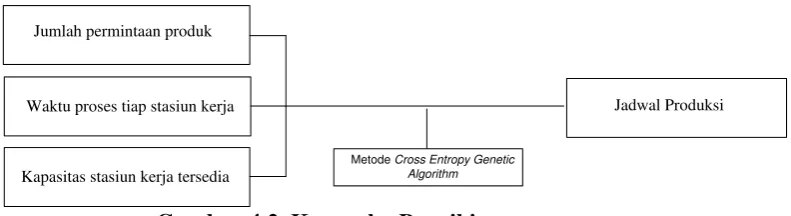
4.6. Kerangka Berpikir
Kerangka berpikir dapat digambarkan sebagai berikut :
Jadwal Produksi Jumlah permintaan produk
Waktu proses tiap stasiun kerja
Kapasitas stasiun kerja tersedia
Metode Cross Entropy Genetic Algorithm
Gambar 4.2. Kerangka Berpikir
4.6. Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah berikut:
1. Pada awal penelitian dilakukan studi pendahuluan yang menunjukkan masalah pada PT. Socfin Indonesia Kebun Tanah Besih. Masalah yang ditemukan adalah bagaimana menentukan urtan penyelesaian produk untuk memperoleh nilai makespan yang minimum sehingga diperlukan rancangan jadwal yang optimal dengan metode Cross Entropy-Genetic Algorithm.
2. Studi kepustakaan meliputi teori mengenai Penjadwalan, Klasifikasi Penjadwalan, dan Kriteria Penjadwalan, Peramalan, Pengukuran Waktu terdiri atas pengukuran waktu jam henti pengujian, keseragaman data, pengujian kecukupan data, , metode metaheuristic, algoritma cross entropy, dan algoritma genetika.
3. Pengumpulan data
a. Data primer adalah data yang diperoleh dengan cara mencari/menggali secara langsung dari sumbernya oleh peneliti bersangkutan. Data primer yang digunakan adalah data waktu proses mesin yang dilakukan oleh operator melalui pengukuran pada lantai pabrik menggunakan stopwatch time study
b. Data sekunder adalah data yang sudah tersedia oleh pihak lain sehingga tidak perlu lagi dikumpulkan secara langsung dari sumbernya oleh peneliti. Data sekunder yang digunakan untuk penelitian ini diperoleh langsung dari perusahaan, data sekunder yang digunakan yaitu data permintaan produk, data produksi, dan data kapasitas produksi.
4. Pengolahan data
Langkah-langkah pengolahan data dalam penelitian ini terdiri atas beberapa tahapan yaitu:
a. Peramalan permintaan
Mulai
Mendefinisikan peramalan Data histori permintaan produk
Memilih metode yang akan digunakan
Menghitung nilai kesalahan
Selesai
Membuat Scatter
Diagram
Menghitung nilai parameter untuk setiap
metode
b. Penentuan waktu proses untuk setiap proses pada stasiun kerja
Seragam ?
Mulai
Uji keseragaman data Hasil pengukuran dengan menggunakan
stopwatch
Cukup ? Uji kecukupan data
Menghitung nilai Rating Factor
Menghitung waktu normal
Menghitung nilai
Allowance
Hitung waktu standar
Selesai
Ya
Tidak
Ya Tidak
c. Penjadwalan dengan metode Cross Entropy – Genetic Algorithm
Penjadwalan dengan metode gabungan Cross Entropy dan Genetic Algorithm terdiri atas beberapa tahap yaitu
1) Inisialisasi parameter, paramenter yang digunakan yaitu jumlah sampel yang dibangkitkan, parameter kejarangan, koefisien penghalusan, parameter pindah silang, dan parameter pemberhentian. 2) Pembangkitan sampel, bentuk sampel yang mewakili prioritas urutan
job dibangkitkan secara random.
3) Perhitungan fungsi tujuan, dihitung berdasarkan nilai makespan.
4) Penentuan sampel elit, maka nilai makespan dari semua sampel diurutkan dari terkecil hingga terbesar.
5) Pembobotan sampel elit, diperoleh dari evaluasi terhadap nilai terbaik pada iterasi sebelumnya.
6) Perhitungan Linear Fitness Rangking (LFR), digunakan untuk pemilihan induk pada proses pindah silang.
7) Update parameter pindah silang, diperlukan untuk mendapatkan nilai parameter yang update untuk evaluasi kriteria pemberhentian.
8) Elitisme, bertujuan menyimpan sampel dengan nilai fungsi tujuan terbaik pada setiap iterasi.
10) Cross over (pindah silang), menyilangkan 2 induk untuk membentuk kromosom baru untuk menghasilkan individu baru yang lebih baik. 11) Mutasi, dimaksudkan untuk memunculkan individu baru yang berbeda
dengan individu yang sudah ada.
12) Perhitungan nilai fungsi tujuan dari populasi baru.
Rancangan jadwal hasil metode Cross Entropy – Genetic Algorithm adalah makespan minimum dan urutan job yang optimal.
d. Melakukan perbandingan untuk menentukan metode yang lebih baik berdasarkan parameter performansi sehingga diperoleh metode terbaik dengan nilai nilai makespan paling kecil. Perhitungan performansi terdiri dari 2 tahap, yaitu :
1) Menghitung nilai Efficiency Index (EI) 2) Menghitung nilai Relative Error (RE) 5. Analisis pemecahan masalah
Analisis pemecahan masalah menguraikan jawaban dari pertanyaan yang berkaitan dengan masalah dalam penelitian ini. Analisis yang dilakukan adalah:
a. Analisis faktor penyebab produk tidak selesai tepat waktu
b. Analisis metode Cross Entropy – Genetic Algorithm untuk menghasilkan produk tepat waktu
6. Kesimpulan dan saran diberikan untuk penelitian
Kesimpulan dan saran dalam penelitian ini adalah butir-butir pernyataan tegas dan jelas terkait dengan tujuan dan analisis penelitian untuk menyelesaikan permasalahan.
MULAI
2. Referensi Jurnal Penelitian 3. Langkah-langkah penyelesaian
Identifikasi Masalah Awal
Penjadwalan adalah hal yang sangat penting dalam kegiatan perencanaan produksi, jumlah produk dalam rencana produksi mingguan tidak sesuai dengan jumlah yang dihasilkan sehingga diperlukan metode penyusunan jadwal produksi yang tepat.
Pengumpulan Data 1. Data primer
- Urutan proses produksi - Waktu proses produksi
- Kapasitas tiap mesin dan waktu setup mesin 2. Data sekunder
- Jumlah permintaan produk
Pengolahan Data Peramalan Permintaan
Metode :
Penjadwalan Produksi dengan Metode Cross Entropy – Genetic Algorithm
1. Inisialisasi parameter; jumlah sampel, parameter jarangan, koefisien penghalusan, parameter pindah silang, parameter pemberhentian
2. Pembangkitan sampel secara random
3. Perhitungan fungsi tujuan berdasarkan makespan 4. Menentukan sampel elit
5. Pembobotan sampel elit dari evaluasi iterasi 6. Perhitungan Linear Fitness Rangking (LFR) 7. Update Parameter Pindah Silang untuk mendapatkan evaluasi kriteria pemberhentian
8. Elitisme, untuk menyimpan sampel degan fungsi tujuan terbaik pada setiap iterasi
9. Pemilihan induk pindah silang
10.Cross Over (pindah silang) yang menyilangkan 2 induk untuk membentuk kromoson baru 11.Mutasi, untuk memunculkan individu baru 12.Menghitung nilai fungsi tujuan dari populasi baru
Analisis Pemecahan Masalah
Rancangan sistem penjadwalan yang tepat untuk mengurangi makespan
Kesimpulan dan Saran
SELESAI
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Dalam menyelesaian masalah pada penelitian di PT. Socfin Indonesia Kebun Tanah Besih dibutuhkan sejumlah data yang relevan. Pengumpulan data ini dilakukan dengan cara pengamatan langsung terhadap objek penelitian.
5.1.1. Data Mesin
Data mesin yang diambil merupakan jumlah mesin yang terdapat pada masing-masing stasiun kerja di lantai produksi seperti ditunjukkan pada Tabel 5.1.
5.1.2. Data Pengukuran Waktu Proses Tiap Produk
Waktu proses setiap pengerjaan produk untuk setiap mesin diperoleh dari pengukuran waktu dengan menggunakan metode jam henti (stopwatch time study). Data waktu siklus diambil sebanyak 10 kali pengukuran, karena waktu siklus lebih dari 2 menit (Barnes, 1972). Bila tidak memenuhi kecukupaan data, maka dilakukan pengukuran tambahan sehingga data dinyatakan cukup. Data pengukuran waktu proses untuk Work Center (WC) I sebagai berikut :
5.1.3. Waktu Set Up
5.1.4. Data Permintaan Produk 3CV 50, 3CV 60, dan SIR 10 untuk Periode Oktober 2015 – September 2016
Data Permintaan Produk 3CV 50, 3CV 60, dan SIR 10 untuk Periode Oktober 2015 – September 2016 dapat dilihat pada Tabel 5.4.
5.2. Pengolahan Data
5.2.1. Peramalan Permintaan Bulan Oktober 2016 dengan Menggunakan Metode Time Series
Data permintaan produk yang digunakan adalah data penjualan pada bulan Oktober 2016. Untuk memperoleh data penjualan bulan Oktober 2016 dilakukan peramalan berdasarkan data historis yang ada diperusahaan.
5.2.1.1. Peramalan Besarnya Permintaan Latex 3CV 60
Data besarnya permintaan Latex 3CV 60 dari bulan Oktober 2015 hingga September 2016 dapat dilihat pada Tabel 5.5.
Langkah-langkah peramalan yang dilakukan terdiri atas : 1. Mendefinisikan tujuan peramalan
Tujuan peramalan adalah untuk meramalkan besarnya permintaan latex 3CV 60 pada bulan Oktober 2016 hingga Oktober 2017.
2. Pembuatan Scatter diagram
Dari Tabel 5.5. maka akan dibuat scatter diagram untuk melihat pola data yang dapat dilihat pada Gambar 5.1.
Metode peramalan yang digunakan adalah : a. Metode Dekomposisi
b. Metode Siklis
4. Menghitung parameter peramalan
Untuk memudahkan perhitungan, maka dimisalkan X sebagai variabel bulan (periode) dan Y sebagai variabel jumlah produksi.
a. Metode Dekomposisi
Langkah – langkah yang dilakukan peramalan dekomposisi yaitu : membagi pola data menjadi bagian-bagian yang memiliki pola yang mirip dan berulang pada periode tertentu. Berdasarkan pola data yang dapat dilihat pada Gambar 5.1. maka data dibagi menjadi 3 pola berulang, selanjutnya dihitung nilai rata- rata bergerak dalam kurun waktu per 4 periode selama 12 periode.
1). Menghitung nilai rata – rata dari 12 periode
Nilai rata- rata bergerak yang dihitung adalah rata- rata dalam kurun waktu per 4 periode selama 12 periode yakni dari periode Oktober 2015 – Januari 2016. Contoh perhitungan untuk periode Oktober 2015 – Januari 2016 :
Nilai Rata – Rata = 209.825
Rekapitulasi perhitungan nilai rata- rata per 4 periode selama periode Oktober 2015 – September 2016. Dapat dilihat pada Tabel 5.6.
Nilai indeks musim dihitung dengan menggunakan nilai indeks rata- rata bergerak yang telah dihitung sebelumnya. Hal yang pertama dilakukan adalah menghitung faktor musim dengan cara membagi hasil rata – rata per 4 periode dengan permintaan pada setiap periodenya kemudian menghitung nilai indeks musim dengan cara merata- ratakan nilai dari faktor musim yang ada
3). Trend Linier
Fungsi peramalan : Y = a + bx
Untuk memudahkan perhitungan, maka dimisalkan X sebagai variabel bulan dan Y sebagai variabel banyaknya permintaan. Hasil perhitungan parameter dengan trend linear peramalan latex 3CV 60 dapat dilihat pada Tabel 5.7.
b = n Σ XY- ΣX ΣY
�� �2–(�)2
a = x Y – (b) ( x )
Maka persamaan garis trend yang didapat adalah : YX = 149.212,66 + 8.210,41 X
Maka fungsi peramalannya adalah :
Y’ = 202.580,33 + 81.859,87 sin 2 π x
n + 130.878,13 cos 2 π x
5. Menghitung setiap kesalahan setiap metode
Perhitungan kesalahan menggunakan metode MSE (Mean Square Error) dengan menggunakan rumus sebagai berikut:
MSE = ∑ �Xt–Ft
Terlihat bahwa MSE Dekomposisi< MSE Metode Siklis maka peramalan yang digunakan adalah peramalan dengan dekomposisi.
6. Menghitung nilai ramalan
Nilai ramalan akhir didapatkan dengan cara mengalikan nilai persamaan garis trend dengan nilai indeks musim fungsi peramalannya adalah :
YX
Hasil rekapitulasi nilai ramalan akhir dapat dilihata pada Tabel 5.11. = 149.212,66 + 8.210,41 X
Hasil peramalan permintaan Latex 3CV 60 periode Oktober 2016 – September 2017 dapat dilihat pada Tabel 5.12.
5.2.1.2. Peramalan Besarnya Permintaan Latex 3CV 50
Data besarnya permintaan Latex 3CV 50 dari bulan Oktober 2015 hingga September 2016 dapat dilihat pada Tabel 5.13.
Tujuan peramalan adalah untuk meramalkan besarnya permintaan latex 3CV 50 pada bulan Oktober 2016.
2. Pembuatan Scatter diagram
Dari Tabel 5.13. maka akan dibuat scatter diagram untuk melihat pola data yang dapat dilihat pada Gambar 5.3.
3. Pemilihan Metode Peramalan
Metode peramalan yang digunakan adalah : c. Metode Dekomposisi
d. Metode Siklis
4. Menghitung parameter peramalan
Untuk memudahkan perhitungan, maka dimisalkan X sebagai variabel bulan (periode) dan Y sebagai variabel jumlah produksi.
a. Metode Dekomposisi
Langkah – langkah yang dilakukan peramalan dekomposisi yaitu : membagi pola data menjadi bagian-bagian yang memiliki pola yang mirip dan berulang pada periode tertentu. Berdasarkan pola data yang dapat dilihat pada Gambar 5.3. maka data dibagi menjadi 4 pola berulang, selanjutnya dihitung nilai rata- rata bergerak dalam kurun waktu per 3 periode selama 12 periode.
1). Menghitung nilai rata – rata dari 12 periode
2015 – Desember 2015. Contoh perhitungan untuk periode Oktober 2015 – Desember 2015 :
Nilai Rata – Rata = 127.725
Rekapitulasi perhitungan nilai rata- rata per 3 periode selama periode Oktober 2015 – September 2016. Dapat dilihat pada Tabel 5.14. 2). Menghitung nilai indeks musim
Nilai indeks musim dihitung dengan menggunakan nilai indeks rata- rata bergerak yang telah dihitung sebelumnya. Hal yang pertama dilakukan adalah menghitung faktor musim dengan cara membagi hasil rata – rata per 3 periode dengan permintaan pada setiap periodenya kemudian menghitung nilai indeks musim dengan cara merata- ratakan nilai dari faktor musim yang ada.
3). Trend Linier
Fungsi peramalan : Y = a + bx
Untuk memudahkan perhitungan, maka dimisalkan X sebagai variabel bulan dan Y sebagai variabel banyaknya permintaan. Hasil perhitungan parameter dengan trend linear peramalan latex 3CV 50 dapat dilihat pada Tabel 5.15.
b = n Σ XY- ΣX ΣY
�� �2–(�)2
a = x Y – (b) ( x )
b. Metode Siklis
Fungsi peramalan : Y = Y = a + b sin 2 π x
n + c cos 2 π x
n
Maka fungsi peramalannya adalah :
Y’ = 118.652,16+ 54.387,02 sin 2 π x
n + 0,2236cos 2 π x
n
5. Menghitung setiap kesalahan setiap metode
Perhitungan kesalahan menggunakan metode MSE (Mean Square Error) dengan menggunakan rumus sebagai berikut:
MSE = ∑ �Xt–Ft
Terlihat bahwa MSE Dekomposisi< MSE Metode Siklis maka peramalan yang digunakan adalah peramalan dengan dekomposisi.
6. Menghitung nilai ramalan
Nilai ramalan akhir didapatkan dengan cara mengalikan nilai persamaan garis trend dengan nilai indeks musim fungsi peramalannya adalah :
YX
Hasil peramalan permintaan Latex 3CV 50 periode Oktober 2016 – September 2017 dapat dilihat pada Tabel 5.20.
Sehingga diperoleh data permintaan untuk bulan Oktober 2016 adalah sebagai berikut :
5.2.2. Perhitungan Waktu Standar
Data waktu penyelesaian satu proses dari operasi yang telah diperoleh sebelumnya kemudian dihitung waktu standarnya. Ada beberapa tahapan yang harus dilakukan untuk menentukan waktu standar, yaitu pengujian keseragaman data, perhitungan jumlah data yang diperlukan, perhitungan waktu proses (siklus), perhitungan waktu normal, kemudian dilanjutkan dengan perhitungan waktu standar.
5.2.2.1.Uji Keseragaman Data
Uji keseragaman data ini dilakukan untuk menentukan apakah data waktu penyelesaian yang diperoleh berada dalam batas-batas kontrol yang telah ditetapkan. Berikut ini akan dijabarkan contoh perhitungan keseragaman data waktu proses untuk Work Center I pada pembuatan produkLatex 3CV 60. Waktu proses (siklus) rata-ratanya adalah sebagai berikut:
�� =∑ ��
∑ �
dimana: ∑ �� = jumlah waktu siklus pekerjaan yang diamati
Standar deviasi dari pengukuran waktu siklus pada Work Center I pembuatan produk Latex 3CV 60 adalah:
�= �∑(��−��)2
�−1
Pengujian keseragaman data yang dihasilkan dari pengukuran tersebut dilakukan dengan peta kontrol, dibuat berdasarkan tingkat ketelitian sebesar 5% dan tingkat keyakinan sebesar 95%, maka dapat diperoleh batas kontrolnya adalah:
Batas Kontrol Atas (BKA) = ��+ 1,96� Batas Kontrol Bawah (BKB) = �� −1,96�
5.2.2.2.Uji Kecukupan Data
Dengan menggunakan data pengamatan yang diperlukan di atas, selanjutnya dihitung jumlah data pengamatan yang diperlukan (N’). Jumlah data pengamatan yang diperlukan untuk tingkat kepercayaan 95% dimana nilai k = 1,96dan ketelitian 5% dimana nilai s = 0,05 adalah:
N’ =
�
�/��� ∑ ��2−(∑ ��)2
∑ ��
�
2
Dimana: N = jumlah data pengamatan
Xi = data pengamatan ke i untuk i = 1,2,3,...
Hasil perhitungan N’ dapat dilihat pada Tabel 5.23. dan Tabel 5.24. berikut ini.
Dari Tabel 5.23. dan Tabel 5.24. dapat dilihat bahwa nilai N’< N. Hal ini berarti bahwa jumlah data pengamatan yang diperlukan telah cukup dan data dapat digunakan untuk perhitungan selanjutnya.
5.2.3. Penentuan Waktu Siklus untuk Setiap Work Center
Rekapitulasi perhitungan waktu siklus dapat dilihat pada Tabel 5.25.
5.2.4. Waktu Penyelesaian
Perhitungan waktu penyelesaian dihitung dengan menggunakan rumus sebagai berikut:
Waktu Penyelesaian (tij
Perhitungan waktu penyelesaian untuk Job A pada stasiun kerja I adalah sebagai berikut:
) = Waktu setup + �W. Proses x jumlah permintaan
kapasitas produksi (unit/proses)�
Hasil perhitungan waktu penyelesaian Job A dan Job B untuk masing-masing stasiun kerja dapat dilihat pada Tabel 5.27.
5.2.5. Penjadwalan Metode Aktual Perusahaan
Metode penjadwalan yang dilakukan perusahaan adalah menggunakan aturan FCFS (First Come First Serve). Penjadwalan dengan pendekatan FCFS saat ini dengan urutan pekerjaan dapat dilihat pada Tabel 5.28.
Penentuan jumlah batch untuk setiap permintaan produksi yaitu : a. Latex 3CV 60
Jumlah batch = Jumlah produksi
Kapasitas produksi
b. Latex 3CV 50
Jumlah batch = Jumlah produksi
Kapasitas produksi
Berdasarkan urutan pekerjaan, maka jadwal yang digunakan sebagai solusi pada kondisi aktual di perusahaan yakni Job B – Job A dengan perhitungan makespan.
5.2.6. Penjadwalan dengan Cross Entropy – Genetic Algorithm
Tahapan- tahapan untuk melakukan perhitungan dengan Cross Entropy – Genetic Algorithm (CEGA) adalah sebagai berikut:
1. Inisialisasi Parameter
Pada tahap inisialisasi parameter algoritma Cross Entropy – Genetic Algorithm yang akan dipakai adalah berikut ini:
a. Jumlah sampel yang dibangkitkan (N) = 2 b. Parameter kejarangan (rho (ρ)) = 0,01 c. Koefisien penghalusan (alpha (α)) = 0,6 d. Parameter pindah silang (P_ps) = 1
e. Parameter pemberhentian (beta (β)) = 0,0001 2. Pembangkitan Sampel
Bentuk sampel yang mewakili prioritas urutan job dari seluruh operasi pengerjaan job ini dibangkitkan secara random.
3. Perhitungan Fungsi Tujuan
Pada tahap perhitungan fungsi tujuan akan dihitung berdasarkan nilai makespan. Untuk menentukan nilai waktu mulai dan waktu selesai pada proses perhitungan fungsi tujuan menggunakan syarat berikut:
a. Jika operasi tersebut tidak memiliki operasi prasyarat (job) dan operasi pendahulu (mesin), maka letakkan operasi dengan waktu mulai = 0.
c. Jika tidak terdapat operasi pendahulu (mesin) namun terdapat operasi prasyarat (job), maka waktu mulai operasi = waktu selesai operasi prasyarat (job).
d. Jika terdapat operasi prasyarat (job) dan operasi pendahulu (mesin), maka waktu mulai operasi = waktu selesai terlama diantara operasi prasyarat (job) dan operasi pendahulu.
Dimana pada operasi prasyarat memiliki hubungan dalam satu job, sedangkan operasi pendahulu memiliki hubungan dalam operasi mesin. Karena rumus menghitung Z (makespan) adalah
Z = max (Fj) 1 ≤ j ≤ n
Hasil perhitungan makespan pada kesepuluh sampel dilihat pada Tabel 5.32.
3. Penentuan Sampel Elit
Penentuan sampel elit maka nilai makespan dari semua sampel kemudian di urutkan dari terkecil hingga terbesar. Pada tahap inisialisasi sebelumnya telah dipilih nilai rho sebesar 0,01, maka rumus jumlah sampel elit adalah:
N x rho 4. Pembobotan Sampel Elit
Nilai pembobotan sampel elit ini diperoleh dari evaluasi terhadap nilai terbaik pada iterasi sebelumya.
5. Perhitungan Linier Fitness Ranking (LFR)
LFR (I(N-i+1) = Fmax – (Fmax – Fmin) x ((i-1)/(N-1)) Dengan Fmax = 1/Z(1)
Fmin = 1/Z(2) = 0,006480461
Dari hasil makespan yang sudah di urutkan maka LFR untuk 2 sampel adalah: 6. Update Parameter Pindah Silang
Update parameter diperlukan untuk mendapatkan nilai parameter yang update untuk evaluasi kriteria pemberhentian. Pada setiap iterasi akan dilakukan update parameter pindah silang. Semakin besar nilai parameter pindah silang maka semakin banyak jumlah sampel yang akan mengalami pindah silang. Maka rumus update parameter pindah silang adalah:
Pps(i) = (1-α) x u + (Pps(i+1)
7. Elitisme
x α), dimana u adalah
� = ��
2 ������
Pada tahap elitisme ini bertujuan untuk menyimpan sampel dengan nilai fungsi tujuan terbaik pada setiap iterasi. Sampel ini nantinya akan muncul kembali pada populasi sampel di iterasi berikutnya.
8. Pemilihan Induk Pindah Silang
Pemilihan dua buah kromosom sebagai induk yang akan dipindah silangkan dilakukan secara proporsional sesuai dengan nilai fitness-nya.
8. Cross Over (Pindah Silang)
2-point order cross over. Dari hasil langkah pemilahan induk pindah silang diperoleh bahwa X1 ditetapkan sebagai induk 1 dan X2 sebagai induk 2. 9. Mutasi
Mutasi dimaksudkan untuk memunculkan individu baru yang berbeda dengan individu yang sudah ada. Probabilitas mutasi (Pm) akan menentukan kromosom mana yang akan mengalami perubahan gen, semakin besar nilai probabilitas mutasi maka semakin banyak kromosom dalam populasi yang akan mengalami mutasi. Proses mutasi akan dipilih secara random dan gen pada site tersebut akan diubah nilainya. Angka random akan dibangkitkan dengan batasan 0 sampai 1. Jika angka random (R) tersebut lebih kecil dari parameter mutasi (Pm) maka digit gen akan diganti, dan jika angka random (R) tersebut lebih besar dari parameter mutasi (Pm) maka digit gen tidak akan diganti. Nilai parameter mutasi ditentukan dengan rumus sebagai berikut:
Pm = P_ps
2
Maka jumlah sampel kromosom yang akan mengalami mutasi adalah : Na = Pm x N
10. Perhitungan Nilai Fungsi Tujuan Dari Populasi Baru
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis Penjadwalan Produksi dengan Metode Aktual Perusahaan Metode penjadwalan produksi yang digunakan PT. Socfin Indonesia Kebun Tanah Besih adalah metode First Come First Serve. Penjadwalan produksi dengan metode First Come First Serve mengerjakan job yang datang pertama sekali. Berdasarkan data yang diperoleh terdapat order yang datan secara berurutan yaitu job B – job A. Jenis latex yang akan diproduksi dapat dilihat pada Tabel. 6.1.
6.2. Analisis Penjadwalan dengan Metode Cross Entropy-Genetic Algorithm
Untuk melakukan penjadwalan dengan metode Cross Entropy-Genetic Algorithm ditentukan parameter inisialisasi yaitu nilai parameter kejarangan adalah 0,01; koefisien penghalusan adalah 0,6; nilai parameter pindah silang adalah 1 dan parameter pemberhentian adalah 0,0001. Sehingga diperoleh hasil perhitungan makespan penjadwalan dengan metode Cross Entropy-Genetic Algorithm adalah sebesar 111,04 jam yaitu dengan urutan terdiri dari job A – job B.