BAB 3
METODOLOGI PENELITIAN
3.1 Bahan 3.1.1 Benda Kerja
Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340
yang telah dilakukan proses pengerasan (hardening process). Pengerasan dilakukan sampai bahan mencapai kekerasan 40-45 Hrc.
Gambar 3.1 Baja AISI 4340
3.1.2 Mata Pahat
Mata pahat yang digunakan untuk penelitian ini adalah pahat karbida PVD
berlapis. Pahat yang digunakan Taegutec dengan seri SNMG 120408 MT TT
8020.
Spesifikasi:
- S = Bentuk pahat segiempat
- N = Sudut 0°
- M = Toleransi
- G = Desain pahat
- Lebar pahat 12 mm
- Tebal pahat 4 mm
- Radius pojok 8 mm
3.2 Peralatan
3.2.1 Peralatan proses pembubutan
Peralatan yang digunakan dalam penelitian ini adalah sebagai berikut:
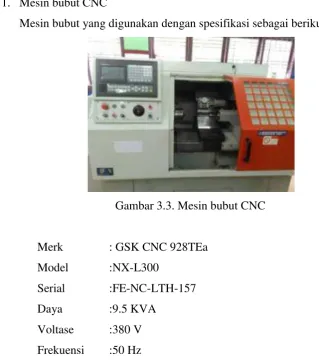
1. Mesin bubut CNC
Mesin bubut yang digunakan dengan spesifikasi sebagai berikut:
Gambar 3.3. Mesin bubut CNC
Merk : GSK CNC 928TEa
Model :NX-L300
Serial :FE-NC-LTH-157
Daya :9.5 KVA
Voltase :380 V
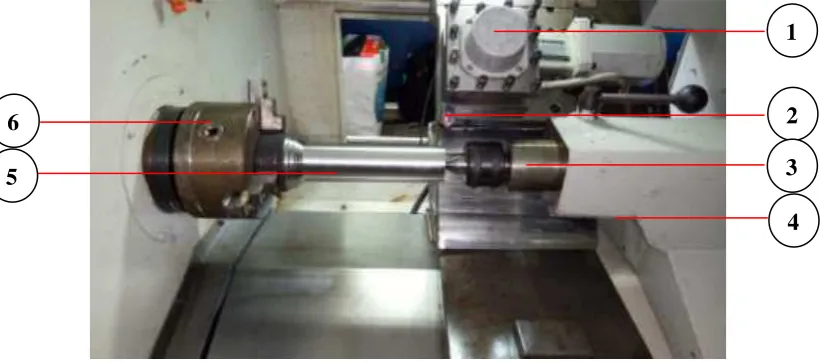
Gambar 3.4 Set-Up Mesin
Keterangan:
1. Toolpost
2. Pahat dan tool holder
3. Center
4. Tailstock
5. Benda kerja
6. Chuck
2. Tool holder
Tool holder yang digunakan memiliki seri MSDNN 2020 K12
smempunyai spesifikasi M = pengunci ganda, S = Bentuk sisipan
segiempat, D = Sudut potong pahat 45°, N = Sudut pahat 0°, N = Arah
pahat netral, Tebal Holder (20x20) mm, K = Panjang holder 125 mm, Ukuran pahat sisipan 12 mm
Gambar 3.5 Tool Holder
1
2 3 4 6
3. Mikroskop dino-lite
Mikroskop digunakan untuk melihat keausan pada pahat yang diuji.
Adapun spesifikasinya yaitu:
- Resolusi = 1.3 MP (1280x1024)
- Perbesaran = 700 – 900 kali
- Koneksi = USB 2.0
- Ukuran = 10,5 cm(H)x3,2 cm(D)
- 8 lampu LED putih
- Automatic Magnification Reading (AMR) - Pengukuran perangkat lunak dan kalibrasi
-- Gambar 3.6 Mikroskop dyno-lite
Langkah- langkah penggunaan Mikroskop dyno-lite:
- Letakkan mikroskop dan penyangga pada meja ukur yang datar.
- Sambungkan pada computer dan kalibrasi mikroskop pada
perbesaran yang diinginkan
- Setelah kalibrasi atur naiknya dan turunnya mikroskop untuk
memfokuskan pahat
- Ukur tingkat keausan yang terjadi pada pahat
4. Stopwatch
Untuk mengukur waktu pemesinan
Gambar 3.7. Stopwatch
3.3 Metodologi Penelitian 3.3.1. Desain Eksperimen
Metode desain penelitian yang digunakan dalam pembuatan skripsi ini
adalah metode eksperimental dengan menggunakan metode desain eksperimen
yang akan dijelaskan dibawah. Metode desain eksperimen yang digunakan pada
penelitian ini adalah metode eksperimental dengan perancangan data dari
toollife, sourface roughness, toolware dan di tambahkan dengan Productivity. Dalam hal ini, menggunakan metode metode faktorial (mn). Dalam hal ini “n”
adalah jumlah variabel bebas dan “m” adalah variasi magnitude dari kondisi pemotongan. Karena terdapat 3 variabel bebas yaitu: kecepatan potong (v), laju
pemakanan (f), dan kedalaman potong (a), maka metode faktorial tersebut dapat
ditulis 23 = 8, yaitu terdapat 8 kondisi pemotongan.
Kedelapan kondisi tersebut menempati pojok dari kubus percobaan
dengan tiga sisinya setaraf dengan sumbu v, f, dan a terlihat pada Gambar 3.7.
dan kedelapan kondisi pemotongan yang dipasangkan sebagai susunan
Gambar 3.8. Desain faktorial bentuk geometri
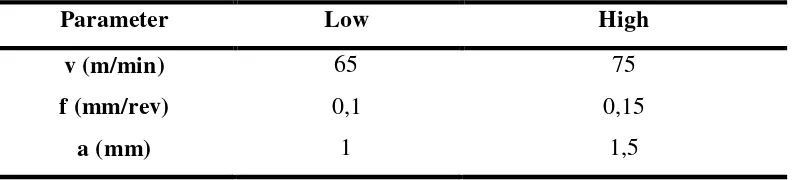
Tabel 3.1. Variasi Nilai Parameter Kondisi Pemotongan 23
Parameter Low High
v (m/min) 65 75
f (mm/rev) 0,1 0,15
Tabel 3.2. Susunan Data 8 Kondisi Pemotongan
No Run v
(m/min)
f (mm/rev)
a (mm)
1 H H H
2 H H L
3 H L H
4 H L L
5 L H H
6 L H L
7 L L H
8 L L L
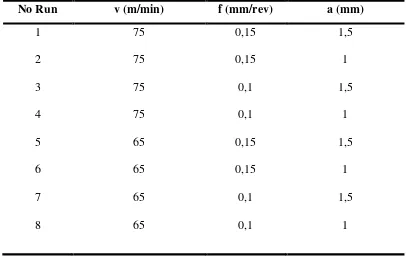
Tabel 3.3. Susunan Data 8 Kondisi Pemotongan Aktual
No Run v (m/min) f (mm/rev) a (mm)
1 75 0,15 1,5
2 75 0,15 1
3 75 0,1 1,5
4 75 0,1 1
5 65 0,15 1,5
6 65 0,15 1
7 65 0,1 1,5
Setiap pengujian dilakukan sampai kriteria umur pahat tercapai. Dimana,
kriteria umur pahat ditentukan dari eksperimen 1 sampai 8. Setelah data
diperoleh, maka akan digunakan metode ekperimental untuk memperoleh waktu
pemotongan, kekasaran permukaan, suhu pemotongan dan juga umur pahat pada
saat melakukan data sesuai 8 kondisi pemotongan yang ada. Optimasi dilakukan
dengan perangkat lunak Design Expert.
a. v, paling tinggi paling baik
b. f, paling rendah paling baik
c. a, paling tinggi paling baik
d. Ra, paling rendah paling baik
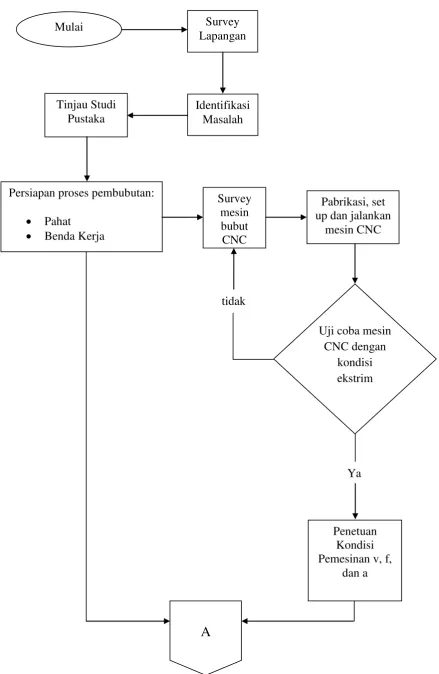
Gambar 3.9. Diagram Alir Metodologi Penelitian
Mulai Survey
Lapangan
Identifikasi Masalah Tinjau Studi
Pustaka
Persiapan proses pembubutan:
Pahat
Benda Kerja
Survey mesin bubut CNC
Pabrikasi, set up dan jalankan
mesin CNC
Uji coba mesin CNC dengan
kondisi ekstrim tidak
Ya
Penetuan Kondisi Pemesinan v, f,
dan a
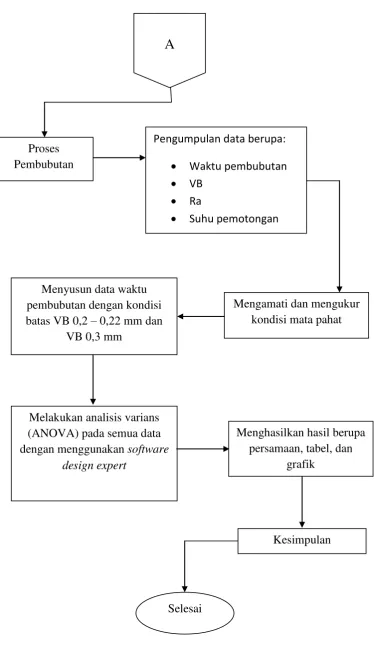
Gambar 3.10. Sambungan Diagram Alir Metodologi Penelitian
A
Proses Pembubutan
Pengumpulan data berupa:
Waktu pembubutan
VB
Ra
Suhu pemotongan
Mengamati dan mengukur kondisi mata pahat Menyusun data waktu
pembubutan dengan kondisi batas VB 0,2 – 0,22 mm dan
VB 0,3 mm
Melakukan analisis varians (ANOVA) pada semua data dengan menggunakan software
design expert
Menghasilkan hasil berupa persamaan, tabel, dan
grafik
Kesimpulan
3.3.2. Software design expert dan ANOVA
Design expert terlihat pada gambar 3.9 merupakan salah satu software
yang dirancang dan diprogram untuk membantu mendesain dan
menafsirkan percobaan dengan faktor atau variabel yang banyak. Software
ini juga menawarkan desain yang luas, termasuk rancangan variabel,
variabel sebagian, dan variabel dari perancangan campuran (composite design). Design Expert mampu menganalisa data – data dari hasil percobaan dengan mencari hubungan antara variabel bebas terhadap
variabel terikat (respon), serta mampu melakukan analisa regresi
sederhana ataupun berganda sehingga menghasilkan suatu persamaan
disertai hasil analisa varians (ANOVA).
Dalam penelitian menggunakan eksperimen, misalnya untuk melihat
ada atau tidak adanya perbedaan nyata mengenai efek tiga perlakuan
terhadap respon, analisisnya dilakukan menggunakan analisis varians
(ANOVA) berdasarkan model dan desain eksperimen yang cocok untuk permasalahannya.
Untuk penelitian ini, digunakan software design expert dengan penggunaan free trial selama 30 hari untuk menganalisa regresi serta varians dari hasil data eksperimen. Hasil data eksperimen terdapat
sebanyak 8 kali percobaan dengan variabel bebas terdiri atas 3 jenis yaitu,
kecepatan potong (v), pemakanan (f), dan kedalaman potong (a). serta
dengan menggunakan software ini akan di dapatkan hasil optimasi dari
umur pahat (tc), kekasaran permukaan (Ra), temperature dan VB, serta
VMR dan MRR.
BAB 4
HASIL DAN DISKUSI
4.1. Data Hasil Eksperimen
Pada penelitian ini dilakukan proses pembubutan dengan 8 kondisi
pemotongan sesuai dengan urutan Tabel 3.3 pada BAB 3, sehingga dihasilkan
data hasil penelitian yang terlihat pada Tabel 4.1. Pengambilan data eksperimen
dilakukan setelah v,f,a ditentukan sebagaimana 8 kondisi pemotongan tersebut
pada tabel berikut.
Tabel 4.1 Data Hasil Eksperimen
No v
Pada saat pahat akan memotong benda kerja, digunakan alat pengukur waktu
(stopwatch) untuk mencatat waktu pemotongan (tc) dari setiap kondisi
pemotongan yang telah ditentukan. Hal ini dilakukan untuk mengetahui umur
pahat dan juga waktu produksi. Untuk umur pahat agar dapat diketahui ketahanan
pada waktu dan kondisi yang sedemikian. Sedangkan untuk waktu produksi,
untuk mengetahui waktu total dari proses pembubutan agar nantinya dapat
dihitung ongkos produksi dari suatu proses pembubutan yang mana yang efektif
dan mana yang tidak efektif atau mana yang hemat ongkos produksi dan cepat
dalam pengerjaannya.
4.2. Perhitungan MRR dan VMR
VMR (Volume Material Removal) adalah volume material yang terbuang dimana untuk mencari VMR dengan menggunakan rumus :
; cm3 Dimana : Z = kecepatan penghasil geram; cm3/min
tc = waktu pemotongan; min
Dengan menggunakan rumus diatas, sudah bisa didapatkan hasil yang
seperti pada Tabel 4.2 data hasil eksperimen MRR dan VMR.
Tabel 4.2 Data Hasil Eksperimen MRR dan VMR
4.3. Nilai maksimum VMR
Optimasi kondisi pemotongan ini dilakukan untuk mendapatkan harga
optimal dari parameter kondisi pemotongan untuk mengetahui banyaknya volume
yang benda kerja yang terbuang dalam pembuatan suatu benda dan juga untuk
mengetahui laju pembuangan geram dalam suatu proses pembubutan. Pada Tabel
4.2, optimasi VMR tertinggi adalah pada kolom no 6 yaitu dengan nilai v = 65
m/min ; f = 0,15 mm ; a = 1 mm ; MRR = 9,8 cm3/min ; dan VMR = 404,6 cm3.
4.4. Optimasi Serempak
Pada optimasi serempak parameter respon hasil penelitian ini dilakukan
untuk mengetahui kondisi pemotongan yang terbaik terhadap umur pahat
(toollife), terhadap kekasaran permukaan (surface roughness), terhadap suhu pemotongan (cutting temperature), terhadap VMR (volume material removal) dan/atau MRR (material removal rate). Singkatnya optimasi kondisi pemotongan dilakukan terhadap semua variabel respon pada penelitian ini.
4.4.1. Optimasi Kondisi Pemotongan Terhadap Umur Pahat
Pada optimasi akhir ini, menurut (Pieter 2016) fungsi desirability optimasi
variabel bebas pada respon surface methodology telah dilakukan pada optimasi
respon. Manfaat dari optimasi respon surface adalah untuk membantu mencari
harga optimal dari parameter kondisi pemotongan untuk memberikan nilai tc yang
optimal selama melakukan proses pembubutan. Proses optimasi dilakukan dengan
menggunakan software design expert yang mana. Hasil optimasi yang dilakukan
menghasilkan v = 65,012 m/min ; f = 0,101 mm/rev ; a = 1,004 mm ; tc = 52,84
min.
4.4.2. Optimasi Kondisi Pemotongan Terhadap Kekasaran Permukaan
Pada optimasi akhir ini, menurut (Skein 2016) fungsi desirability optimasi variabel bebas pada respon surface methodology telah dilakukan pada optimasi respon. Manfaat dari optimasi respon surface adalah untuk membantu mencari harga optimal dari parameter kondisi pemotongan untuk memberikan nilai Ra dan
dilakukan dengan menggunakan software design expert yang mana data tersebut menunjukan pembatasan untuk optimasi parameter kondisi pemotongan dengan
nilai v, f, a, Ra in range dan nilai VB diambil minimize karena untuk mencapai umur pahat yang panjang dan nilai kekasaran permukaan yang baik. Hasil
optimasi yang dilakukan menghasilkan v = 74,958 m/min; f = 0,132 mm/rev; a =
1,001 mm; Ra entry point = 1,334 mm; Ra end point = 1,193 mm; VB = 0,223
mm.
4.4.3. Optimasi Kondisi Pemotongan Terhadap Suhu Pemotongan
Optimasi kondisi pemotongan ini menurut (Cuaca 2016) dilakukan untuk
mendapatkan harga optimal dari parameter kondisi pemotongan untuk
memberikan temperature dan keausan pahat yang optimal selama dilakukan
pembubutan. Proses optimasi dilakukan dengan software design expert yang mana
hasil optimasi yang dilakukan menghasilkan v = 74,945 ; f = 0,147 ; a = 1,008 ;
Temperatur = 220,572 ; Vb = 0,221.
4.4.4. Optimasi Kondisi Pemotongan Terhadap VMR dan MRR
Optimasi kondisi pemotongan ini dilakukan untuk mendapatkan harga
optimal dari parameter kondisi pemotongan untuk mengetahui banyaknya volume
yang benda kerja yang terbuang dalam pembuatan suatu benda dan juga untuk
mengetahui laju pembuangan geram dalam suatu proses pembubutan. Proses
optimasi dilakukan dengan software design expert yang mana hasil optimasi yang
dilakukan menghasilkan v = 66,23 m/min ; f = 0,102 mm ; a = 1,43 mm ; MRR =
9,76 cm3/min ; dan VMR = 318,63 cm3.
4.5. Produktivitas Pahat
4.5.1. Studi Kasus Implementasi
Pada studi kasus ini, digunakan software mastercam versi 2017 dimana untuk melakukan simulasi atas proses pembubutan shaft thresser sehingga dapat
diketahui proses pembubutan shaft thresser tersebut dengan menghubungkan ke
lebih efisien dalam pembuatannya baik secara waktu pembuatan dan juga besar
biaya yang di butuhkan dalam pembuatan shaft thresser tersebut.
Dengan menggunakan software mastercam juga bisa kita gunakan untuk
mengetahui kode NC program dalam pembuatan shaft thresser. Pada gambar 4.1
dapat dilihat model awal dari shaft thresser pembubutan mastercam model 3D
dengan ukuran diameter dari shaft tersebut adalah 200 mm dan juga memiliki
panjang yakni 7120 mm. langkah berikutnya yaitu di bubut sisi bagian depan
tersebut sehingga sesuai dengan gambar 2D dari shaft yang telah ditentukan
tersebut, terlihat pada gambar 4.2 dan juga NC program dari proses pembubutan
bagian depan shaft thresser yang dapat di lihat pada gambar 4.3.
Langkah – langkah pembuatan shaft thresser dengan menggunakan
software mastercam 17 :
1. Gambar terlebih dahulu model dari shaft thresser.
2. Setelah digambar maka di buat efek dari proses pembubutan
3. Diatur kecepatan spindle dan pengaturan cekam sesuai ukuran gambar.
4. Dibuat dalam model 3D.
5. Disimulasikan
6. Ulangi langkah 1 – 5 untuk simulasi pembubutan bagian belakang.
Gambar 4.2 Hasil Pembubutan Bagian Depan
Gambar 4.3 NC Program Pembubutan Bagian Depan
Setelah bagian depan dari shaft tersebut telah di bubut, maka shaft tersebut akan
di balik sehingga bagian belakang dari shaft tersebut dapat di bubut menjadi
sesuai dengan gambar 2D yang tersedia seperti pada gambar 4.4 dimana shaft
tersebut dibalik lalu di bubut dan juga pada gambar 4.5 dapat dilihat kode NC dari
Gambar 4.4 Hasil Pembubutan Bagian Belakang
4.5.2. Case 1
Dalam bagian permasalahan ini diambil data hasil dari VMR dengan nilai
tertinggi untuk kekasarannya dan juga untuk finishing digunakan nilai Ra yang
rendah yang diambil dari data Robert (2016). Seperti pada keterangan di bawah :
1. Roughness
Pada roughness ini diambil dari data tabel 4.2 dimana terdapat pada kolom
6 yaitu : VMR = 404,6 cm3 ; MRR = 9,8 cm3/min ; tc = 41,50 min ; Ra
awal = 2,32 mikron dan Ra akhir = 2,51 mikron.
2. Finishing
Pada finishing ini di ambil dari data Robert(2016) dengan nilai Ra
terendah yaitu : Ra awal = 1,337 mikron dan Ra akhir = 1,196 mikron.
4.5.3. Case 2
Dalam bagian permasalahan ini diambil dari data hasil VMR tertinggi untuk kekasarannya dan juga untuk bagian finishing digunakan nilai hasil
optimasi serempak yang diambil dari data hasil optimasi VMR dan MRR dengan
menggunakan software Design Expert dan juga dari hasil optimasi kekasaran permukaan Skein(2016), temperature Cuaca(2016), umur pahat Pieter(2016),
seperti keterangan di bawah ini :
1. Roughness
Pada roughness ini diambil dari data tabel 4.2 dimana terdapat pada kolom
6 yaitu : VMR = 404,6 cm3 ; MRR = 9,8 cm3/min ; tc = 41,50 min ; Ra
awal = 2,32 mikron dan Ra akhir = 2,51 mikron.
2. Finishing
Pada finishing ini diambil dari hasil optimasi serempak dengan
menggunakan software Design Expert yaitu : VB = 0,22 mm; tc = 1,65 min; Ra entry point = 1,342 mm; Ra end point = 1,228 mm; Temperatur =
4.5.4. Waktu Produksi
Waktu produksi yang dihasilkan dari Case 1 yaitu 62 jam 57 menit untuk roughness dan untuk finishing, waktu produksi yang di dapat adalah 4 jam 57 menit, sehingga total waktu untuk Case 1 adalah 67 jam 24 menit. sedangkan pada Case 2, untuk roughness waktu produksinya sama dengan Case 1 yaitu 62 jam57 menit sedangkan untuk finishing yaitu 5 jam 8 min, sehingga total waktu dari Case 2 adalah 68 jam 5 min. perhitungan waktu produksi ini dapat dilihat pada tabel 4.3.
Perhitungan Waktu Produksi Roughness Case 1 dan Case 2, yaitu :
Case 1 (Roughness)
Untuk dapat mencari waktu produksi
pada roughness case 1, diambil dari
nilai VMR tertinggi sehingga kita harus
mencari n (putaran spindle) terlebih
dahulu.
Setelah di dapat nilai n, maka di hitung
tc (waktu pemotongan sesungguhnya)
pada pembubutan bagian belakang
Shaft Thresser.
Untuk dapat mencari waktu produksi
pada roughness case 2, sama dengan
Setelah di dapat nilai n, maka di hitung
tc (waktu pemotongan sesungguhnya)
pada pembubutan bagian belakang
Sehingga jumlah keseluruhan waktu
pembubutan bagian belakang adalah
2479,99 menit (41,33 jam)
Untuk mencari tc (waktu pemotongan
sesungguhnya) pada pembubutan
bagian depan Shaft Thresser, digunakan nilai n yang sama yaitu 103 rpm
Sehingga jumlah keseluruhan waktu
pembubutan bagian belakang adalah
2479,99 menit (41,33 jam)
Untuk mencari tc (waktu pemotongan
sesungguhnya) pada pembubutan
Dari perhitungan diatas, jumlah waktu
produksi pembubutan bagian belakang
dan pembubutan bagian depan adalah
41,33 + 21,63 = 62,96 jam ( 62 jam 57 menit )
Setelah di dapat waktu produksi untuk
roughness, lama pengerjaan roughness
ini adalah waktu produksinya di bagi
dengan 8 dikarenakan pengerjaan per
hari nya adalah 8 jam, sehingga :
Lama pengerjaan = 8 Hari untuk
Dari perhitungan diatas, jumlah waktu
produksi pembubutan bagian belakang
dan pembubutan bagian depan adalah
41,33 + 21,63 = 62,96 jam ( 62 jam 57 menit )
Setelah di dapat waktu produksi untuk
roughness, lama pengerjaan roughness
ini adalah waktu produksinya di bagi
dengan 8 dikarenakan pengerjaan per
hari nya adalah 8 jam, sehingga :
Perhitungan untuk finishing pada Case 1 dan Case 2, yaitu :
Case 1 ( Finishing )
Untuk dapat mencari waktu produksi
pada finishing case 1, yaitu mencari n
(putaran spindle) dengan menggunakan
nilai v,f,a dari nilai Ra terendah dari
data Skein ( 2016 ).
Setelah di dapat nilai n, maka di hitung
tc (waktu pemotongan sesungguhnya).
*Perhitungan 1 yaitu perhitungan tc untuk pembubutan bagian depan
*Perhitungan 2 yaitu perhitungan tc untuk pembubutan bagian belakang
dengan nilai a = 1 mm, n = 119 rpm
dan = 3115 mm.
Case 2 ( Finishing )
Untuk dapat mencari waktu produksi
pada finishing case 2, nilai n di
dapatkan dengan v,f,a dari data hasil
optimasi Pieter ( 2016 ), Skein ( 2016 ),
Cuaca ( 2016 ).
Setelah di dapat nilai n, maka di hitung
tc (waktu pemotongan sesungguhnya).
*Perhitungan 1 yaitu perhitungan tc
untuk pembubutan bagian depan
*Perhitungan 2 yaitu perhitungan tc untuk pembubutan bagian belakang
dengan nilai a = 1 mm, n = 103 rpm
Nilai = 174,5 menit
Sehingga total waktu Finishing untuk
Case 1 yaitu :
Sehingga total waktu Finishing untuk
Case 1 yaitu :
107,11 + 201,61 = 308,72 menit ( 5 jam 8 menit )
Sehingga dari hasil waktu produksi pada Tabel 4.3 dan Tabel 4.4 dapat di
simpulkan bahwa waktu produksi Case 1 lebih cepat dibandingkan Case 2
dikarenakan kecepatan pada spindel Case 1 lebih cepat yaitu 119 rpm dan pada
Case 2 yaitu 103 rpm untuk finishing. Sementara untuk Roughness sama
dikarenakan roughness pada Case 1 dan Case 2 memiliki nilai v,f,a yang sama
yang mana di ambil dari data VMR tertinggi.
4.5.5. Ongkos Produksi
Pada ongkos produksi ini, didapatkan dari pembelian benda kerja seperti bahan AISI 4340, dan pahat PVD yang mana dihitung berdasarkan waktu
produksi yang telah di dapat untuk mendapatkan brp banyak pahat yang dipakai
dalam proses pembubutan shaft thresser ini. Dimana rincian harga yaitu :
1. Harga Baja AISI 4340 adalah ± Rp. 15.000.000,-
2. Harga Pahat PVD adalah ± Rp.
160.000,-Dari harga diatas, pada Case 1, pahat yang di perlukan sebanyak 16 unit sehingga harga dari pahat tersebut adalah ±Rp. 2.560.000,- . Sehingga total biaya bahan Shaft Thresser adalah ±Rp 17.560.000,- Sedangkan pada Case 2, pahat yang di perlukan sebanyak 14 unit, sehingga harga pahat tersebut adalah
1. Case 1
Untuk mencari ongkos produksi pada roughness didapat dari tc (toollife) data penelitian Pieter(2016) yaitu nilai tc = 41 min/1 indeks pahat. Sehingga untuk
mencari jumlah pahat yang dibutuhkan yaitu:
Sedangkan untuk finishing digunakan tc = 11 min /1 indeks (Pieter 2016)
sehingga untuk jumlah pahatnya yaitu:
Total jumlah pahat untuk Roughness dan Finishing yaitu :
99 + 25 = 124 indeks ( 16 pahat)
Sehingga harga pahat yang didapat yaitu Rp 2.560.000,-
Total harga yang didapat dari Harga Baja AISI 4340 di tambah dengan
2. Case 2
Untuk mencari ongkos produksi pada roughness Case 2 sama dengan Case
1 yaitu dari tc (toollife) data penelitian Pieter(2016) yaitu nilai tc = 41 min/1 indeks pahat. Sehingga untuk mencari jumlah pahat yang dibutuhkan yaitu:
Sedangkan untuk finishing Case 2 digunakan nilai tc (toollife) hasil optimasi serempak yaitu 52,84 min/1 indeks (Pieter 2016), sehingga untuk jumlah pahatnya
yaitu:
Total jumlah pahat Case 2 untuk Roughness dan Finishing yaitu :
99 + 7 = 106 indeks ( 14 pahat)
Sehingga harga pahat yang didapat yaitu Rp 2.240.000,-
Total harga yang didapat dari Harga Baja AISI 4340 di tambah dengan
Harga pahat yang diperlukan yaitu : Rp 17.240.000,-
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari hasil penelitian ini waktu produksi dan ongkos produksi dalam
pembuatan Shaft Thresser, dapat disimpulkan bahwa :
1. Berikut ini Tabel perbandingan hasil survey dan hasil penelitian.
Tabel 5.1 Perbandingan Hasil Survey dan Hasil Penelitian
No Hasil Survey Hasil Penelitian
1 Menggunakan pahat HSS Menggunakan Pahat karbida PVD
berlapis
Menggunakan Tool Holder dengan
sudut 450
4 Lama pengerjaan adalah 12
hari dengan lama pengerjaan
perhari adalah 8 jam
Lama pengerjaan adalah 9 hari
dengan lama pengerjaan perhari
adalah 8 jam.
5 Jumlah pahat yang digunakan
bergantung pada keterampilan
dari operator dikarenakan
pahat yang digunakan di
gerinda (di asah)
Jumlah pahat yang digunakan
adalah 124 indeks ( 16 pahat)
2. Apabila konsumen ingin supaya shaft thresser di buat dalam waktu yang cepat, maka dipilih Case 1 dikarenakan waktu pembuatan shaft thresser tersebut adalah 62 jam 57 min, akan tetapi biayanya akan lebih mahal yakni sebesar Rp. 17.560.000,- hal itu karena kecepatan spindel dipercepat sehingga mengakibatkan umur pahat menjadi semakin pendek dan pahat
yang lebih banyak.
3. Apabila konsumen ingin agar biaya pembuatan shaft thresser ini dengan harga yang lebih murah, maka dipilih Case 2 dimana ongkos produksinya lebih murah yaitu sebesar Rp. 17.240.000,-. Akan tetapi waktu produksi nya lebih lama yaitu 68 jam 5 menit. Hal itu dikarenakan kecepatan spindel yang dipakai lebih rendah dibandingkan yang dipakai pada Case 1
sehingga umur pahat nya lebih panjang dan tidak menggunakan pahat
yang banyak.
5.2. Saran
Adapun saran yang penulis berikan untuk mempermudah penelitian, yaitu:
1. Saat survey, pastikan mesin tersebut berjalan dengan baik dan tidak ada
kerusakan pada mesin CNC yang akan kita gunakan.
2. Pelajari terlebih dahulu mesin CNC yang akan kita pakai supaya dapat
mempermudah dan mempercepat waktu kerja kita.
3. Agar peneliti yang lain mencoba simulasi shaft thresser dengan software