6
GAMBARAN UMUM PERUSAHAAN
2.1 Latar Belakang Perusahaan
Dimulai pada tahun 2001 sebagai perusahaan assembly, PT Pro Tec Indonesia (Pro Tec) merupakan perusahaan perakit komponen-komponen untuk perusahaan elektronik Korea yang berada di Indonesia. Pro Tec sendiri merupakan perusahaan Korea yang beroperasi di Indonesia, sehingga mempunyai dukungan pengetahuan dan teknologi dari Korea yang dapat digunakan untuk memperluas bisnis di Indonesia. Pro Tec memulai bisnisnya dengan mengembangkan assembly untuk guide roller yang digunakan dalam V.C.R (pemutar video) dan camcorder (kamera perekam video). Setelah beberapa tahun berjalan, Pro Tec memulai kegiatan bisnisnya pada metal press (pencetakan metal) khususnya untuk komponen-komponen elektronik. Saat ini Pro Tec bergerak di industri manufaktur khususnya press and dies, untuk pencetakan komponen-komponen yang terdapat pada alat-alat elektronik seperti kulkas, Digital Video Player (DVD), pemutar video, dan beberapa alat elektronik lainnya. PT Pro Tec Indonesia memiliki beberapa pelanggan utama seperti pada Tabel 2.1.
Tabel 2.1 PT Pro Tec Indonesia Main Customers
Sumber: PT Pro Tec Indonesia
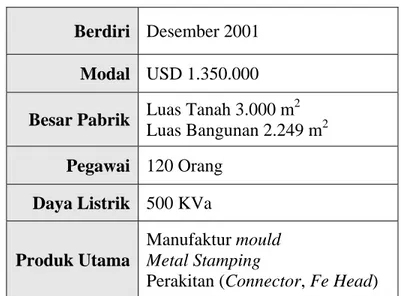
Tabel 2.2 Informasi PT Pro Tec Indonesia
Berdiri Desember 2001 Modal USD 1.350.000 Besar Pabrik Luas Tanah 3.000 m
2 Luas Bangunan 2.249 m2 Pegawai 120 Orang
Daya Listrik 500 KVa
Produk Utama
Manufaktur mould Metal Stamping
Perakitan (Connector, Fe Head) Sumber: PT Pro Tec Indonesia
PT LG Electronics Indonesia PT Kepsonic PT Samsung Electronics Indonesia PT Isogai
PT Sharp Yasonta Indonesia PT Dae Young Indonesia PT Hartono Istana Teknologi PT Sunshine Technica PT KGEO Electronics Indonesia PT Galva Kami Industry
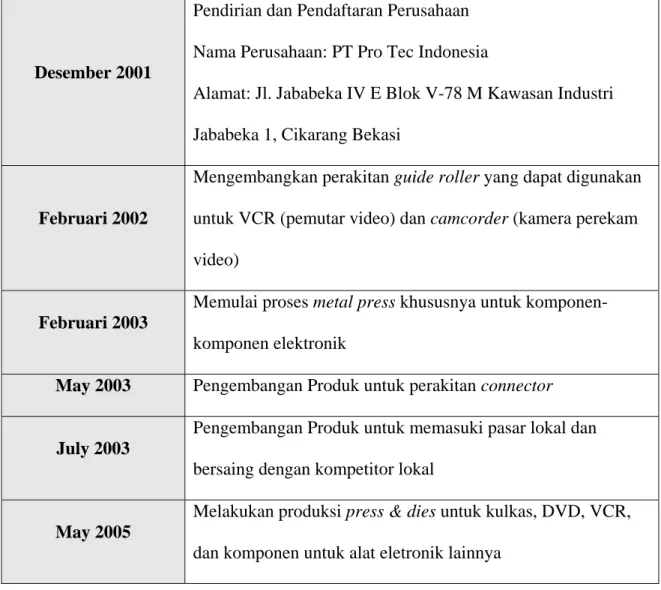
Tabel 2.3 Tonggak Bersejarah PT Pro Tec Indonesia
Desember 2001
Pendirian dan Pendaftaran Perusahaan Nama Perusahaan: PT Pro Tec Indonesia
Alamat: Jl. Jababeka IV E Blok V-78 M Kawasan Industri Jababeka 1, Cikarang Bekasi
Februari 2002
Mengembangkan perakitan guide roller yang dapat digunakan untuk VCR (pemutar video) dan camcorder (kamera perekam video)
Februari 2003
Memulai proses metal press khususnya untuk komponen-komponen elektronik
May 2003 Pengembangan Produk untuk perakitan connector
July 2003
Pengembangan Produk untuk memasuki pasar lokal dan bersaing dengan kompetitor lokal
May 2005
Melakukan produksi press & dies untuk kulkas, DVD, VCR, dan komponen untuk alat eletronik lainnya
2.2 Visi & Misi Perusahaan 2.2.1 Visi
Mempunyai visi pada masa depan untuk menjadikan perusahaan yang mendapatkan,
Trust (kepercayaan) Loyalty (loyalitas) Prestige(keberhasilan)
dari pelanggan, karena dengan kepercayaan dan loyalitas dari pelanggannya, PT Pro Tec Indonesia akan mendapatkan keberhasilan dalam upayanya untuk menjadi yang terdepan.
2.2.2 Misi
Sebagai pendukung visi dari Pro Tec maka terdapat misi yang akan dijalankan, yaitu dengan:
Menggunakan Teknologi yang canggih Menghasilkan produk yang terbaik Memberikan harga yang termurah Mengirim produk dengan waktu tercepat Mengutamakan kualitas
2.3 Struktur Organisasi
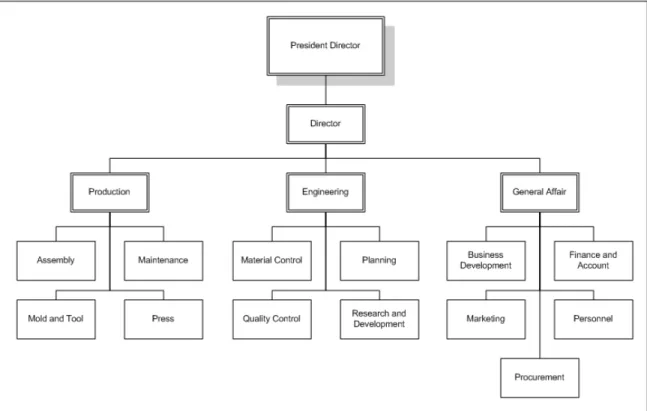
Gambar 2.1 Struktur Organisasi PT Pro Tec Indonesia Sumber: PT Pro Tec Indonesia
Dalam kegiatan bisnis pada PT Pro Tec Indonesia (Pro Tec) terdapat struktur organisasi yang harus dipatuhi oleh semua pegawai perusahaan tersebut. PT Pro Tec Indonesia dipimpin oleh seorang President Director, dan diwakili oleh seorang Director. Pro Tec memiliki tiga kegiatan bisnis utama yaitu, produksi, engineering, dan general affair. Dari tiga kegiatan bisnis tersebut terdapat divisi-divisi dimana proses bisnis pada PT Pro Tec Indonesia berlangsung.
2.4 Waktu Kerja Karyawan
Waktu kerja karyawan pada PT Pro Tec Indonesia dapat mencapai 3 Shift apabila terdapat permintaan yang tinggi dari pelanggan, dan perusahaan ingin mengejar target. Namun, apabila permintaan dari pelanggan stabil dan tidak tinggi maka hanya 1 Shift yang digunakan. 1 Shift pada PT Pro Tec berdurasi kurang lebih 8 s/d 9 jam kerja, tergantung jumlah hari kerja dalam waktu satu minggu. Tabel dibawah akan menggambarkan durasi kerja karyawan pada PT Pro Tec.
Penambahan shift 2 dan 3 dilakukan apabila perusahaan ingin mengejar dead-line atau pada saat permintaan dari pelanggan menumpuk. Pada saat observasi dilakukan perusahaan sedang menjalankan hanya satu Shift dalam kegiatan produksinya. Hal ini dilakukan karena permintaan produksi tidak terlalu tinggi.
2.5 Production
Divisi produksi dibagi menjadi empat Divisi pada PT Pro Tec, empat sub-Divisi tersebut adalah sub-sub-Divisi Mould & Tool, Press, Assembly, dan Maintenance. Tiga sub-Divisi pada PT Pro Tec yaitu Mould & Tool, Press dan Assembly ada karena perusahaan tersebut memiliki produk utama antara lain, Manufacture Mould, Metal Stamping, dan Fe Head Assembly.
Sub-Divisi Mould & Tool akan menangani mulai dari pemeriksaan jig or dies atau cetakan yang digunakan untuk membuat manufacture mould dan metal stamping, sampai penanganan apabila terjadi kerusakan pada cetakan tersebut. Mould & Tool akan bekerja sama dengan divisi maintenance apabila terjadi permasalah dengan proses produksi yang disebabkan oleh rusaknya cetakan dan mesin cetakan tersebut.
Sub-Divisi Press bertugas untuk mengawasi jalannya produksi, khususnya pada proses pengerjaan stamping atau pencetakan. Divisi ini akan menjalankan proses
produksi apabila set-up telah dinyatakan valid. Selama berjalannya proses produksi divisi Press akan terus bekerja menghasilkan produk sampai kapasitas produksi telah terpenuhi.
2.5.1 Data Produksi
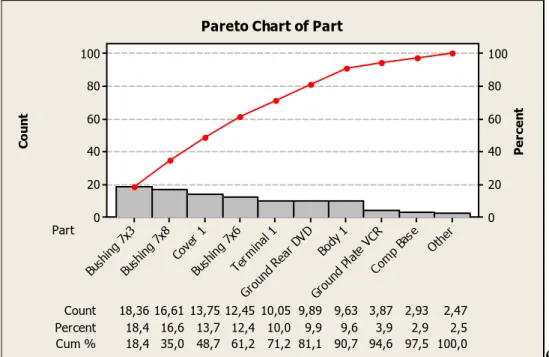
Berdasarkan data produksi PT Pro Tec Indonesia pada bulan Oktober 2006 berikut adalah diagram Pareto dari part-part berdasarkan presentase cacat tertinggi di dalam perusahaan tersebut.
C o unt Pe rc e n t Part Count 2,93 2,47 Percent 18,4 16,6 13,7 12,4 10,0 9,9 9,6 18,36 3,9 2,9 2,5 Cum % 18,4 35,0 48,7 61,2 71,2 81,1 16,61 90,7 94,6 97,5 100,0 13,75 12,45 10,05 9,89 9,63 3,87 Othe r Com p Ba se Grou nd P late VCR Body 1 Grou nd R ear D VD Term inal 1 Bush ing 7x 6 Cove r 1 Bush ing 7x 8 Bush ing 7x 3 100 80 60 40 20 0 100 80 60 40 20 0
Pareto Chart of Part
Gambar 2.2 Diagram Pareto Part PT Pro Tec Indonesia Sumber: PT Pro Tec Indonesia
Dapat dilihat pada Gambar 2.2 bahwa part Bushing 7x3 yang dihasilkan oleh Pro Tec memiliki nilai presentase cacat tertinggi dari part-part lainnya. Diagram Pareto diatas merupakan perhitungan dari frekuensi cacat (NG) yang terdapat pada produk dibagi frekuensi produk yang diterima (OK). Perhitungan dari Diagram Pareto diatas dapat dilihat pada LII.5 (Lampiran 2).
2.5.2 Proses Produksi
Bushing 7x3 merupakan komponen yang diproduksi PT Pro Tec sebagai komponen motor dinamo untuk compressor. Bahan baku Bushing 7x3 merupakan metal coil atau gulungan plat besi yang memiliki spesifikasi jenis material SPTE atau ASTM 624/626 menurut standar Amerika. Electrolytic Tin Plate (SPTE) merupakan gulungan besi plat hitam yang diberikan lapisan tin (besi tipis). Lapisan tin tersebut berfungsi sebagai pelindung dari korosi atau karat.
Gambar 2.3 Mesin Feeder Metal Coil Sumber: Hasil Penelitian (2007)
Metal coil yang digunakan sebagai bahan baku akan dimasukkan ke dalam mesin feeder (Gambar 2.3) agar gulungan dapat ditarik (Gambar 2.4) kemudian dicetak sehingga proses produksi terjadi secara progressive atau terus menerus.
Gambar 2.4 Metal Coil sedang ditarik Sumber: Hasil Penelitian (2007)
Setelah melewati mesin feeder gulungan besi tersebut akan di press dengan menggunakan mesin Press CS (Gambar 2.5). Mesin Press CS menggunakan jig atau dies (Gambar 2.6) berdasarkan spesifikasi pelanggan, sehingga material yang di press akan dicetak dan langsung dipotong sesuai dengan bentuk yang diinginkan.
Gambar 2.5 Mesin Press CS Sumber: Hasil Penelitian (2007)
Gambar 2.6 Jig atau Dies Sumber: Hasil Penelitian (2007) 2.6 Quality Control
Divisi Quality Control atau Manajemen Mutu pada PT Pro Tec Indonesia bertanggung jawab untuk segala kualitas produk yang dihasilkan, mulai dari penerimaan bahan baku sampai produk tersebut menjadi barang jadi. Kepuasan pelanggan menjadi tujuan utama dari Divisi Quality Control, karena dengan adanya barang yang cacat, pelanggan akan memberikan keluhan kepada perusahaan. Apabila ada pelanggan yang mengeluh maka produk tersebut harus diperbaiki sehingga mengeluarkan biaya tambahan kepada perusahaan. Oleh karena itu Divisi Quality Control memiliki peranan yang penting dalam menjaga kualitas dan mutu produk Pro Tec.
Agar Divisi Quality Control dapat menjalankan tugasnya untuk menjaga kualitas dan mutu produk Pro Tec dengan hasil yang optimal, maka Quality Control dibagi menjadi tiga sub-Divisi, yaitu Incoming Quality Control (IQC), Line Quality Control (LQC), dan Outgoing Quality Control (OQC). Ketiga sub-Divisi tersebut memiliki
peranan tersendiri dalam menjaga kualitas dan mutu produk, agar dapat diterima oleh pelanggan Pro Tec.
2.6.1 Incoming Quality Control
Sebelum bahan baku memasuki lantai produksi, bagian Incoming Quality Control (IQC) harus melakukan inspeksi terhadap bahan tersebut. IQC akan menerima bahan baku dari supplier dan kemudian IQC akan memeriksa dimensi, dan visual dari bahan baku yang dikirim. Bahan baku yang lolos inspeksi IQC akan ditandai dan kemudian disimpan ke dalam gudang bahan baku, dan bahan baku yang tidak lolos inspeksi IQC akan dikembalikan ke supplier dan dibuatkan surat menyatakan bahwa barang tersebut tidak memenuhi standar Pro Tec. Bahan baku yang lolos akan disimpan di dalam gudang bahan baku sampai dibutuhkan untuk proses produksi.
2.6.2 Line Quality Control
Line Quality Control (LQC) akan melakukan inspeksi awal sebelum proses produksi dimulai. Pemeriksaan yang dilakukan adalah pemeriksaan terhadap hasil produksi pada awal mesin startup. Apabila hasil produk pada saat set-up awal tidak valid, maka LQC akan memanggil Divisi Produksi yaitu Bagian Maintenance, Moulding & Tools, atau Press, tergantung dimana sebab kerusakan terjadi. Apabila set-up dinyatakan valid oleh LQC maka proses produksi dapat berjalan. Kemudian LQC akan kembali melakukan pemeriksaan terhadap proses produksi dalam waktu yang telah ditentukan inspektur LQC (setiap 15 menit atau setiap 30 menit). Apabila terdapat cacat visual dari hasil proses produksi, maka satu lot akan dipisahkan, namun apabila terdapat cacat dimensi dari hasil proses produksi, maka proses produksi harus dihentikan. LQC kemudian akan membuat
suatu laporan permasalahan dan akan diberikan kepada Supervisor Produksi dan Leader Produksi. Proses produksi akan tetap berjalan apabila tidak terdapat cacat dimensi pada barang hasil produksi.
LQC bertugas untuk menjaga mutu dan kualitas pada saat proses produksi mulai sampai proses produksi berhenti. Hasil inspeksi dari LQC akan menentukan produk jadi Pro Tec, sehingga pada tahap ini LQC harus memeriksa segala hasil produksi dengan teliti.
Metode Pengendalian Mutu LQC
Dalam waktu kurang lebih 15 s/d 30 menit, hasil dari cetakan mesin Press CS yaitu Bushing 7x3 akan diperiksa berdasarkan visual dan spesifikasi. Inspeksi pertama setelah proses produksi berjalan lancar, diambil dalam waktu 15 menit dan berjumlah 5 sampel, apabila staf Line Quality Control (LQC) tidak melihat adanya masalah yang signifikan dari hasil pemeriksaan maka ia dapat melakukan pemeriksaan 30 menit kemudian dengan jumlah sampel yang sama. Namun apabila LQC mencurigai adanya masalah maka ia dapat mempercepat waktu pemeriksaan sampai 15 menit.
LQC dapat menghentikan proses produksi apabila permasalahan pada spesifikasi terjadi pada produk, contohnya cacat fisik atau ukuran tidak sesuai dan dapat mempengaruhi fungsi dari komponen. Apabila yang terjadi merupakan permasalahan pada visual seperti perubahan pada warna, maka hasil produksi sebanyak satu batch atau produk yang dihasilkan diantara pemeriksaan tersebut akan dipisahkan dan akan dilakukan 100% inspection.
Gambar 2.7 Digital Caliper Sumber: Hasil Penelitian (2007)
Pengukuran dalam inspeksi part Bushing 7x3 menggunakan Digital Caliper (Gambar 2.7) dan Projector (Gambar 2.8). Namun karena pengukuran dilakukan di lantai produksi, maka pengukuran lebih sering menggunakan Digital Caliper. Pengukuran dilakukan dengan Digital Caliper karena alat tersebut mudah untuk dibawa dibandingkan Projector.
Gambar 2.8 Projector Sumber: Hasil Penelitian (2007)
2.6.3 Outgoing Quality Control
Produk Pro Tec yang telah melewati proses produksi akan disimpan di dalam gudang barang jadi. Namun sebelum produk tersebut dikirim ke pelanggan Outgoing Quality Control (OQC) harus memeriksa kembali produk tersebut. Hal ini dilakukan untuk meminimasi produk cacat yang diterima oleh pelanggan, sehingga pelanggan puas dengan hasil produksi dari PT Pro Tec Indonesia.
OQC akan memeriksa jadwal pengiriman produk yang didapatkan dari Divisi PPIC (Planning). Setelah mengetahui berapa dan kapan suatu produk akan dikirim, OQC kemudian akan mengambil sampel berdasarkan AQL dari lot yang akan dikirim. Lot yang lolos pemeriksaan OQC akan ditandai dan kemudian disimpan kembali sampai tanggal pengiriman. Lot yang gagal melewati inspeksi OQC akan dinyatakan pending, sehingga lot tersebut tidak dapat dikirim. OQC kemudian akan melakukan inspeksi 100% terhadap lot yang gagal.
2.7 Quality Policy
Dalam usahanya untuk menjadi perusahaan mendapatkan kepercayaan dan loyalitas penuh dari pelanggannya, Pro Tec membuat sebuah quality policy (aturan mutu). Aturan mutu dari PT Pro Tec Indonesia untuk membuat nyata quality management adalah:
Membuat pelanggan merasa puas dengan memberikan kualitas dan jasa yang terbaik.
Membuat suatu sistem manajemen mutu yang sistematis untuk mengikuti aturan mutu.
Melakukan peningkatan produktivitas dan peningkatan kualitas dengan aktivitas perbaikan secara terus menerus.